Содержание
Виды сварочных швов и техника их выполнения
Сварочный шов – неразъемное соединение, получаемое в результате сварки. Задача каждого сварщика – получение качественного сварного шва, которое гарантирует надежное соединение элементов. Для выполнения поставленной задачи нужно знать виды сварочных швов и техники их выполнения.
Основные виды сварочных швов
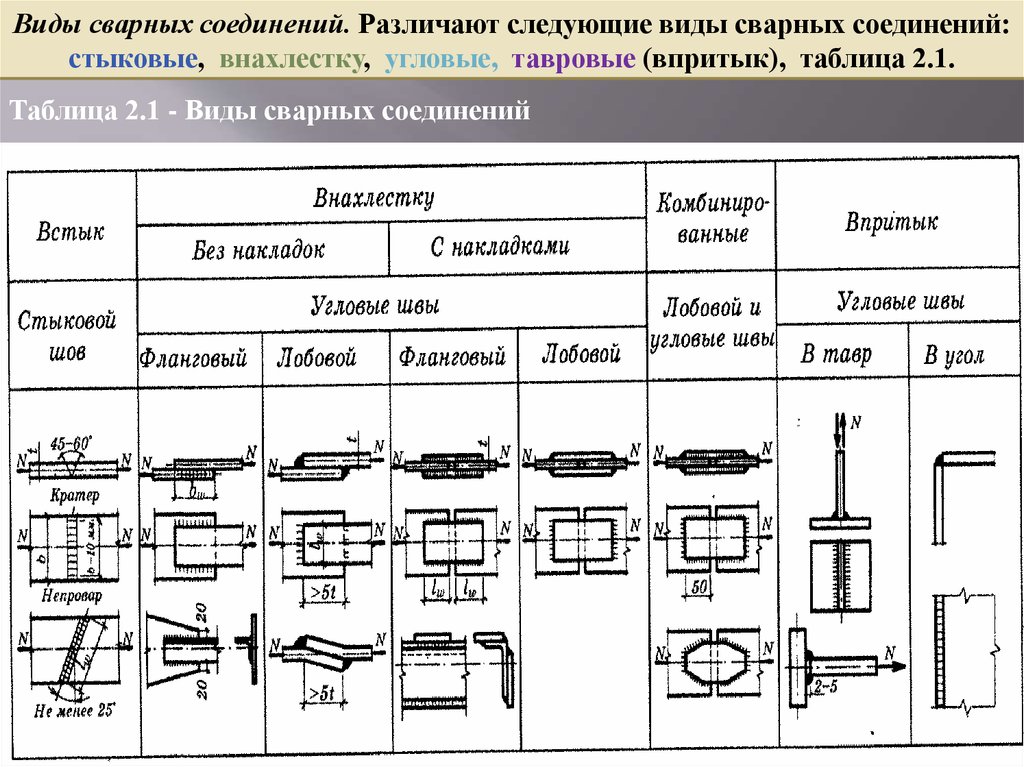
В первую очередь все швы делят по способу соединения деталей. По данному признаку выделяют следующие виды швов:
- стыковые – получаемые между заготовками, примыкающими торцевыми поверхностями друг к другу,
- нахлесточные – получаемые за счет наложения деталей друг на друга с частичным перекрытием,
- тавровые – получаемые за счет приваривания торцевой поверхности одной заготовки к плоскости другой заготовки,
- угловые – получаемые между заготовками, расположенными под углом друг к другу, шов получается в месте примыкания деталей,
- торцевые – получаемые за счет сваривания торцов заготовок.


Стыковые швы
Стыковые швы являются самыми распространенным видом швов. Они используются при сварке металлических листов или труб различной толщины. Для сварки заготовки должны быть надежно зафиксированы. Между деталями остается небольшой зазор – около 1-2мм. В процессе сварки он заполняется расплавленным металлом заготовок или присадочным материалом.
Различают односторонние и двухсторонние швы. При односторонней сварке шов формируется только на одной стороне деталей. В случае двухстороннего шва сварка проводится на обеих сторонах заготовок.
В зависимости от толщины свариваемых деталей для стыковых швов по-разному готовят сварочные кромки. Соответственно этому различают формы:
- с отбортовкой – для деталей толщиной до 4мм,
- без скоса – для деталей толщиной до 8мм,
- с V-образным скосом – для деталей толщиной от 3 до 60мм,
- с X-образным скосом – для деталей толщиной от 8 до 120мм,
- с K-образным скосом – для деталей толщиной от 8 до 100мм,
- с криволинейным скосом – для деталей толщиной от 15 до 100мм.

Для тонких деталей возможна стыковая сварка без обработки кромок или с обработкой только на одной стороне.
Нахлесточные швы
При выполнении швов внахлест поверхности свариваемых деталей параллельны друг другу и частично друг друга перекрывают. Такие швы считаются самыми простыми и удобными для практики неопытных сварщиков.
Сварка швами внахлест всегда выполняется с двух сторон. Кромка каждой заготовки должна быть приварена к поверхности другой. Кромки подготавливаются без скоса. Угол наклона электрода при выполнении сварки должен быть в пределах 15o-45o. Если угол наклона будет выходить за эти пределы, то шов «заползет» на одну и сторон стыка.
Тавровые швы
Тавровые швы выполняются привариванием торца одной заготовки к боковой поверхности другой заготовки и в разрезе напоминают букву Т. Чаще всего сварка проводится под прямым углом, но возможно и другие варианты.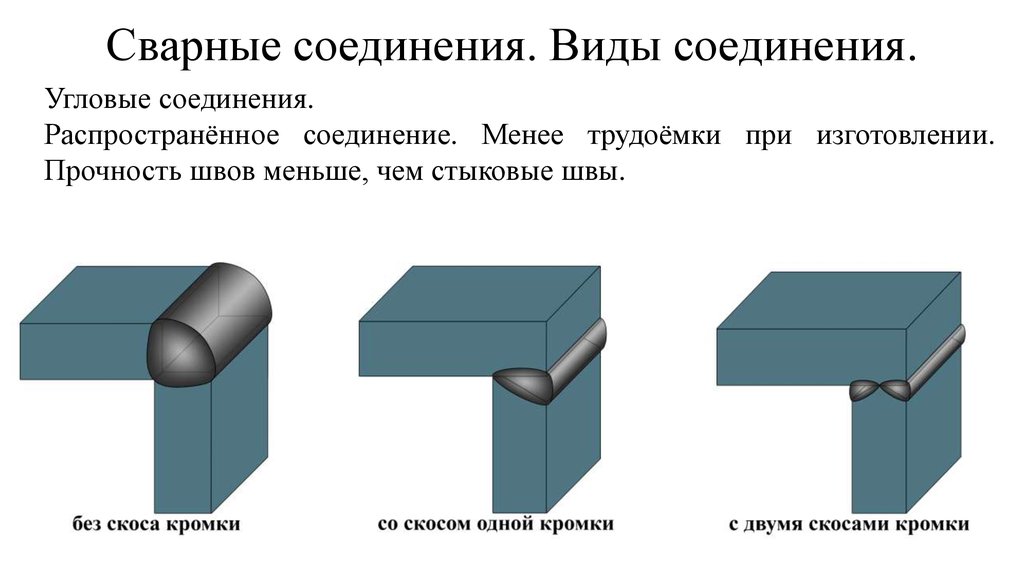 В процессе сварки заполняется угол, образованный между деталями. Поэтому важно обеспечить глубокое проплавление деталей. Обычно это достигается за счет использования методов автоматической сварки.
В процессе сварки заполняется угол, образованный между деталями. Поэтому важно обеспечить глубокое проплавление деталей. Обычно это достигается за счет использования методов автоматической сварки.
Тавровые швы всегда двухсторонние. Форма подготовленных кромок возможна без скоса и с одним или двумя скосами одной кромки. Обрабатывается только привариваемый торец. Как правило, без скоса свариваются детали небольшой толщины – от 2 до 40мм. Для деталей толщиной от 8 до 100мм производится обработка кромки.
При сваривании тавровых швов важно знать их особенность: получаемые швы в итоге прочнее основного металла. Поэтому перед сварочными работами нужно проводить расчеты по получаемому сопротивлению материалов. Это необходимо, чтобы избежать неравномерной прочности деталей, разной стойкости к нагреву и охлаждению и другим скрытым дефектам.
Угловые швы
Угловые швы часто относят к подвиду тавровых швов. Но при этом угловые швы больше распространены, чем тавровые.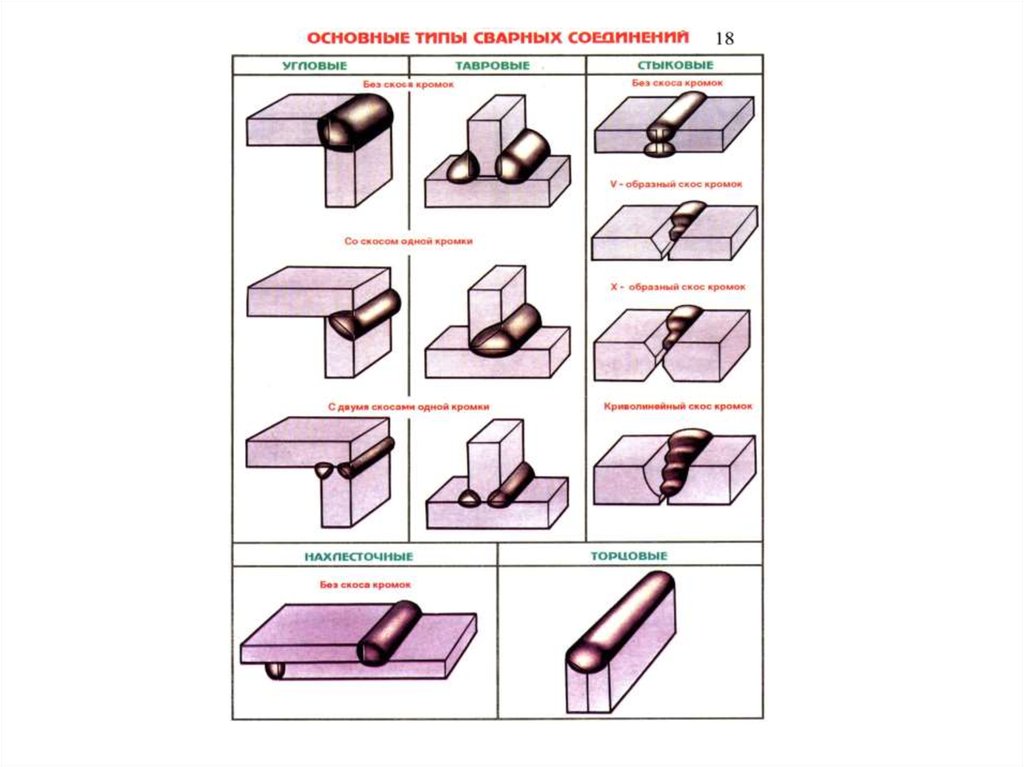 По форме угловые швы напоминают букву Г. Угол между деталями может быть любой, но чаще всего – прямой. В работе необходимо выполнять правила геометрии шва: ширину, изогнутость, выпуклость шва и корень стыка.
По форме угловые швы напоминают букву Г. Угол между деталями может быть любой, но чаще всего – прямой. В работе необходимо выполнять правила геометрии шва: ширину, изогнутость, выпуклость шва и корень стыка.
При работе с угловыми швами главной проблемой является стекание металла по углу или с вертикальной поверхности на горизонтальную. Поэтому важно контролировать ровное ведение электрода, соблюдая углы наклона. Так для сварки листов разной толщины нужно держать электрод под углом 60o по отношению к более толстой заготовке. В результате основное тепло придется на более толстую деталь, а более тонкая не перегреется и не прогорит.
Угловые швы бывают односторонние и двухсторонние. Для двухстороннего шва сварка выполняется и на внутреннем, и на внешнем угле. Возможна сварка без обработки кромок или скосами. Скос может выполняться с одной или с двух сторон одной кромки. Вторая кромка при этом не обрабатывается.
Прочность угловых швов ниже прочности основного металла. Этот момент нужно учитывать при проектировании и проведении работ.
Этот момент нужно учитывать при проектировании и проведении работ.
Торцевые швы
Торцевые швы используются для сваривания деталей разной формы, прилегающими друг к другу боковыми поверхностями. Угол прилегания может находиться в пределах от 0o до 30o. Такая сварка подходит для работы как с тонкими, так и с толстыми металлами, а также для сварки деталей разной толщины. Перед сваркой выполняется разделка кромок под односторонние скосы.
Торцевые швы отличаются высокой выносливостью к нагрузкам. Но при этом возможно попадание влаги или загрязнений между поверхностями деталей, что в будущем приведет к коррозии. Особенно это вероятно при наличии непроваров.
Другие критерии классификации сварных соединений
Кроме способа соединения деталей швы различаются по другим параметрам:
- по форме шва различают выпуклые и плоские швы,
- по протяженности бывают сплошные и прерывистые швы,
- по положению свариваемых поверхностей в пространстве бывают горизонтальные, вертикальные, потолочные и нижние швы и другие классификации.

Перед началом работ важно определить вид сварочного шва по всем параметрам. Это поможет подобрать оптимальную технику выполнения сварки в каждом конкретном случае. Например, сварка углового соединения в вертикальном положении потребует более тщательной подготовки, чем сварка стыкового шва в нижнем положении.
Основные типы сварных соединений и виды сварных швов
Соединение металлических деталей сварки давно и прочно вошло в производство, широко применяется в быту и продолжает развиваться в направлениях повышения качества и снижения себестоимости. У этой популярности есть свои плюсы и минусы. Плюс в доступности технологии для широких народных масс. Минус в том, что большое количество непрофессионалов вносит неопределенности в терминологию и описание сварочных процессов. Действующий ныне ГОСТ 5264 – 80 говорит о характеристиках и типах сварных соединений, а также видах сварных швов.
1 / 1
Содержание:
- Назначение кислородного редуктора
- Что представляет собой сварочное соединение
- Типы сварных соединений
- Классификация сварных швов
- Требования к сварным швам
- Что влияет на качество сваривания
Что представляет собой сварочное соединение
Прежде всего, это неразъемное соединение, которое выполняется сваркой.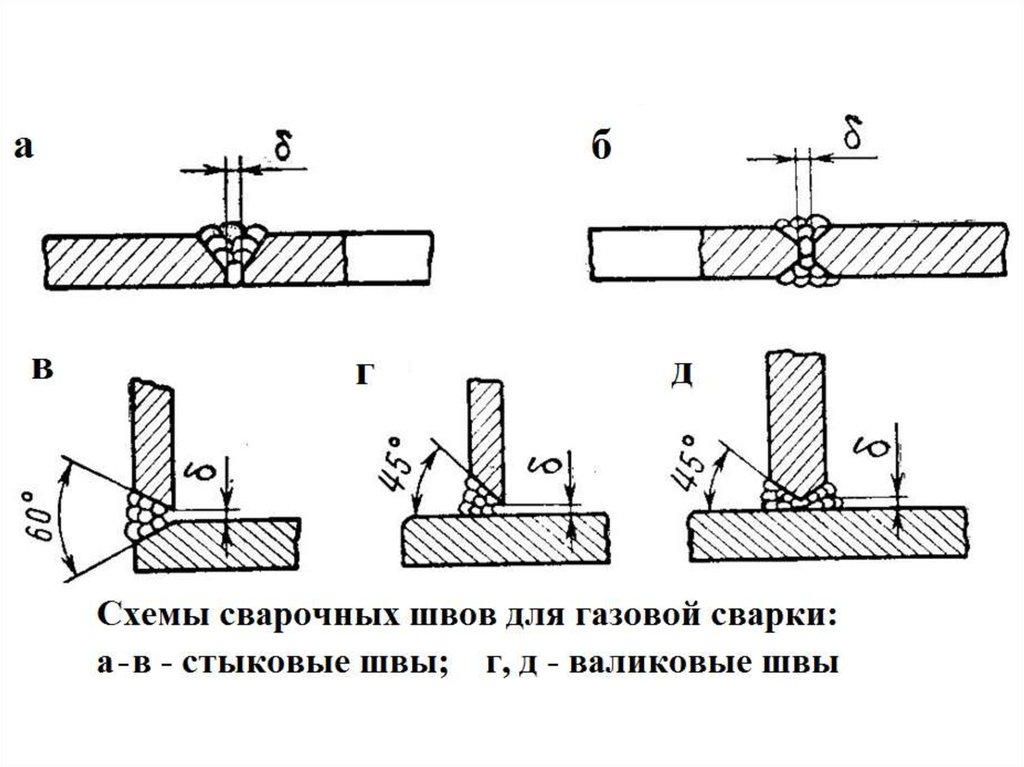 Существует множество способов выполнения таких работ. Их популярность легко объясняется отличным качеством и высокой прочностью. Низкая стоимость и высокая скорость выполнения позволили этой технологии проникнуть во все сферы народного хозяйства. При этом интерес к сварке не снижается и множество ученых и инженеров продолжают работать над усовершенствованием процесса.
Существует множество способов выполнения таких работ. Их популярность легко объясняется отличным качеством и высокой прочностью. Низкая стоимость и высокая скорость выполнения позволили этой технологии проникнуть во все сферы народного хозяйства. При этом интерес к сварке не снижается и множество ученых и инженеров продолжают работать над усовершенствованием процесса.
Типы сварных соединений
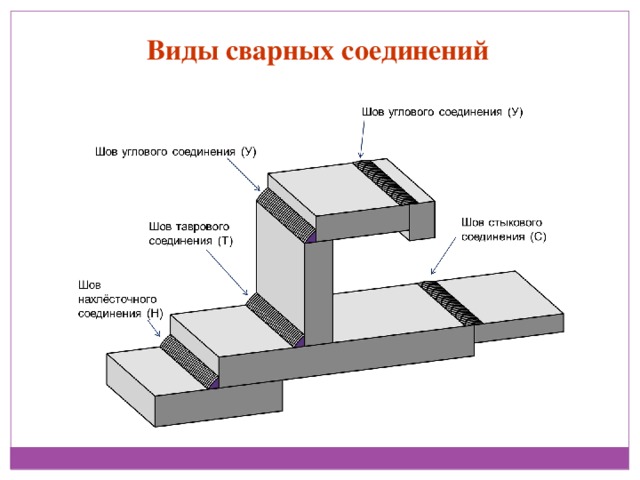
В сварочной технологии рассматривают следующие типы:
-
стыковое – этот тип соединения предполагает сваривание торцевых поверхностей деталей; -
нахлесточное – в этом случае детали располагают параллельно, с частичным заходом одной на другую; -
угловое – детали устанавливают под углом и сваривают вдоль линии примыкания; -
тавровое – торец одной детали приваривают к боковой поверхности другой детали; -
торцевое – сваривание производится по примыкающим боковым поверхностям.

Наибольшее распространение имеет стыковое. Оно не требуют высокой квалификации сварщика, отличается надежностью и качеством. Выполняются с разделкой кромок или без, в зависимости от толщины металла.
Преимущество нахлесточного соединения состоит в том, что отпадает необходимость подготовки свариваемой поверхности. Этот тип наиболее актуален для листов толщиной 8 – 12 мм. Чаще всего встречается при точечной, контактной и роликовой сварке.
При необходимости сваривания деталей под некоторым углом применяют угловые соединения. Надежный провар соединения возможен только при наличии скосов кромок. Выполнение скосов более трудоёмкая операция, чем сама сварка.
Тавровое соединение требует выполнения скосов и большого количества наплавляемого металла, что увеличивает расход электродов и себестоимость изделия. Его форма повторяет литеру «Т». Без разделки торцов можно выполнять односторонние швы на металле толщиной не более 4 мм.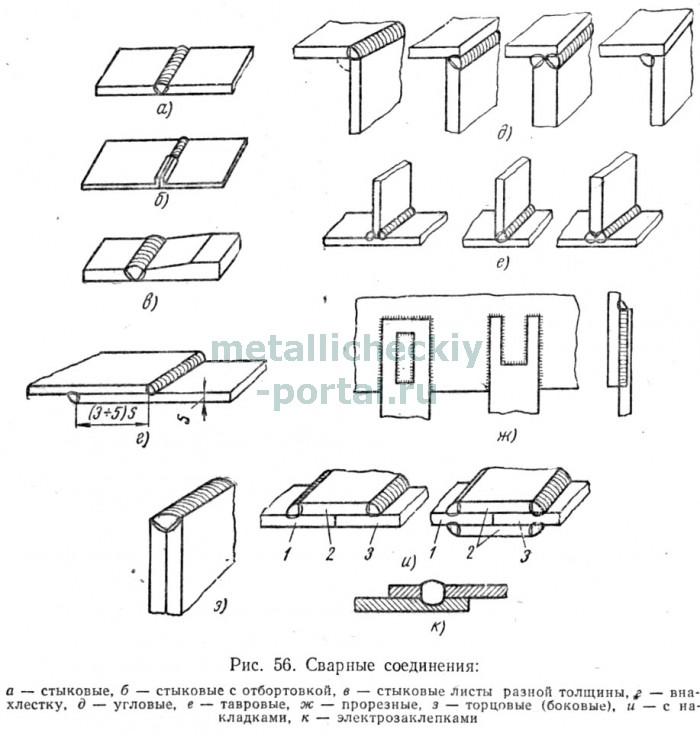
Классификация сварных швов
Чаще всего встречается следующая классификация сварных швов:
-
по положению в пространстве; -
по конфигурации; -
по степени выпуклости; -
по количеству проходов; -
по направлению действующего усилия и вектору действия внешних сил; -
по виду сварки; -
по протяженности.
От пространственного положения шва зависит технология и сложность его выполнения. По этому признаку выделяют следующие виды сварных швов:
-
нижние, -
горизонтальные, -
вертикальные, -
потолочные.

Нижние – это азбука всех сварщиков. Они наиболее просты в исполнении и не требуют высокой квалификации сварщика. Самый сложный вид – потолочный. Кроме сложности он неудобен и опасен, возможностью попадания на сварщика капель расплавленного металла.
Разделение по конфигурации не требует особых разъяснений и не отличается особыми приемами. По этому признаку их делят на следующие виды:
-
прямолинейные, -
криволинейные, -
кольцевые.
Сварные швы получаются вогнутыми, выпуклыми или плоскими. На этом признаке создали еще одно разделение: по степени выпуклости. Этот признак имеет существенное значение потому, что от него зависят физико-механические свойства. Плоские и вогнутые более гибкие и экономные, по сравнению с выпуклыми. А выпуклые более прочные, но при чрезмерной выпуклости склонны к концентрации напряжений.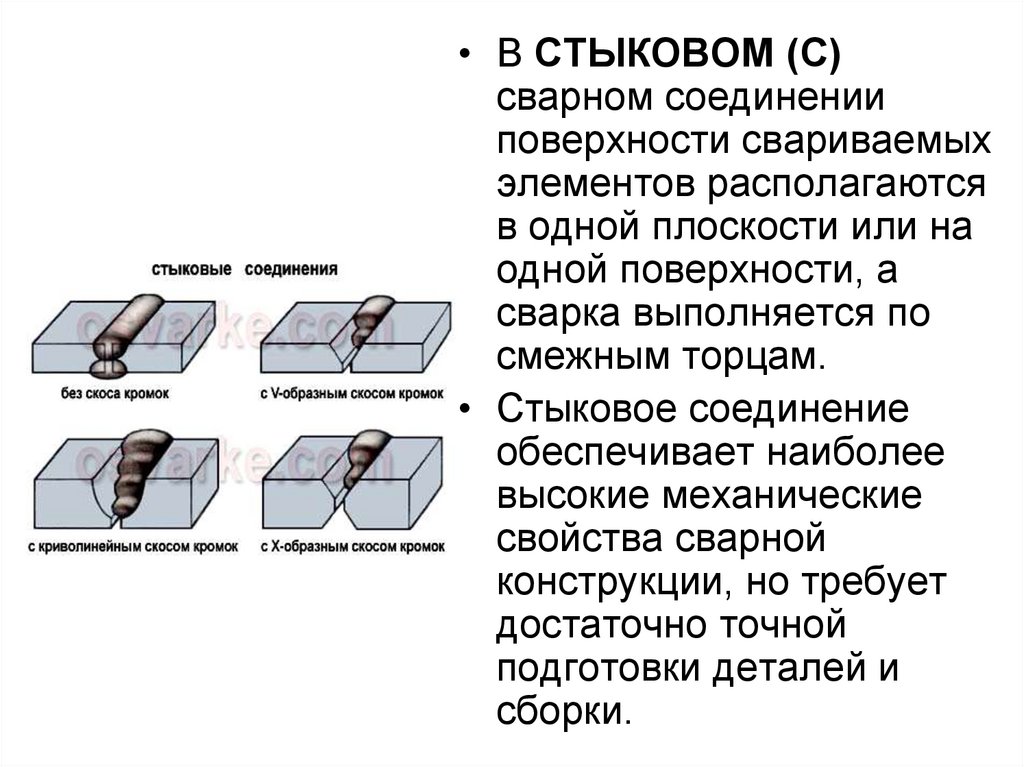
С количеством проходов и вектором действия внешних сил все понятно, а вот по виду сварки сварные соединения разделяют по методу:
-
дуговой сварки; -
автоматической и полуавтоматической сварки под флюсом; -
дуговой сварки в защитных газах; -
электрошлаковой сварки; -
электрозаклепочные; -
контактной электросварки; -
паяных соединений.
По признаку протяженности различают сплошные и прерывистые швы. У прерывистых есть свои преимущества – сниженное тепловложение и низкая стоимость. Они, в свою очередь, делятся на цепные и шахматные. Встречаются крайне редко в связи с тем, что не имеют должной прочности и непроницаемости.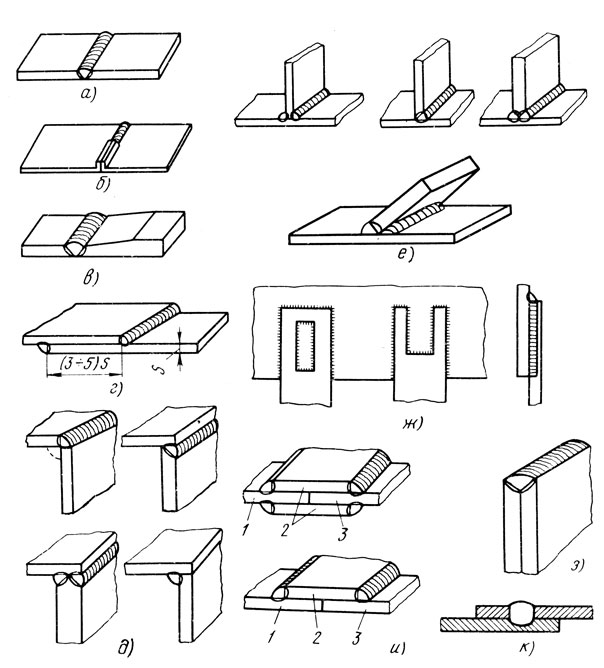 На стороне сплошных главные козыри – качество, прочность и непроницаемость.
На стороне сплошных главные козыри – качество, прочность и непроницаемость.
Требования к сварным швам
К разным швам предъявляют разные требования, но есть и общие положения, применимые ко всем. Швы должны обладать определенными механическими свойствами и соответствовать их основным показателям:
-
относительное удлинение в пределах 14 – 16%; -
предел прочности не менее чем у свариваемого металла; -
показатель твердости не менее чем у свариваемого металла.
Технологические требования сводятся, в основном, к обеспечению полного провара. Иначе трудно гарантировать надежную работу изделия. От внешнего вида шва требуется отсутствие прожогов, наплывов, непроваров и подрезов. Также требуют наличие плавных переходов к основному металлу.
Что влияет на качество сваривания
На этот вопрос можно ответить легко и сложно одновременно.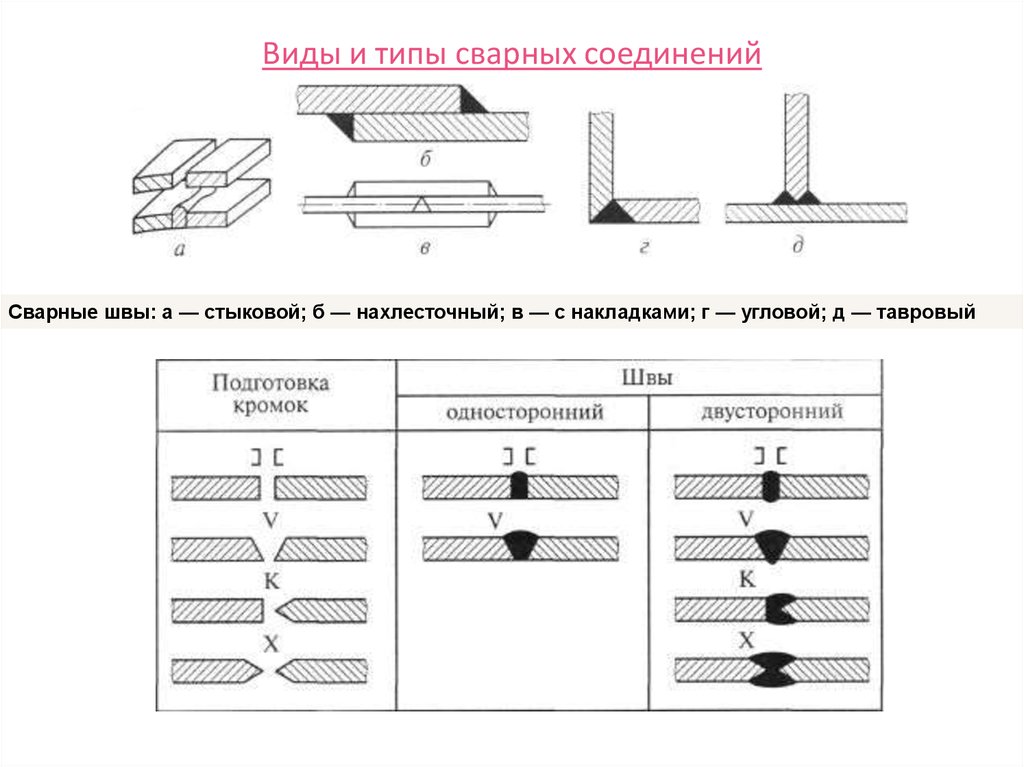 Простым ответом может быть слово «всё». Возьмите любой из множества параметров технологического процесса сваривания, нарушьте его и вы не получите приемлемого качества.
Простым ответом может быть слово «всё». Возьмите любой из множества параметров технологического процесса сваривания, нарушьте его и вы не получите приемлемого качества.
Единственно верным подходом для получения надежной сварки можно считать следующий: технологи готовят полноценное технологическое описание процесса, менеджеры обеспечивают условия, материалы, специалистов, в соответствии с описанием; а сварщики выполняют работу без отклонения от техпроцесса. Только так можно получить изделие, которому можно доверять.
Типы сварных швов и соединений
Любое обсуждение типов сварных швов начинается с идеи, что важно различать соединение и сварной шов.
Каждый из них должен быть описан для полного описания сварного соединения.
Существует множество различных типов сварных швов, которые лучше всего описываются их формой, когда они показаны в поперечном сечении.
Наиболее популярным является угловой шов, названный в честь формы поперечного сечения.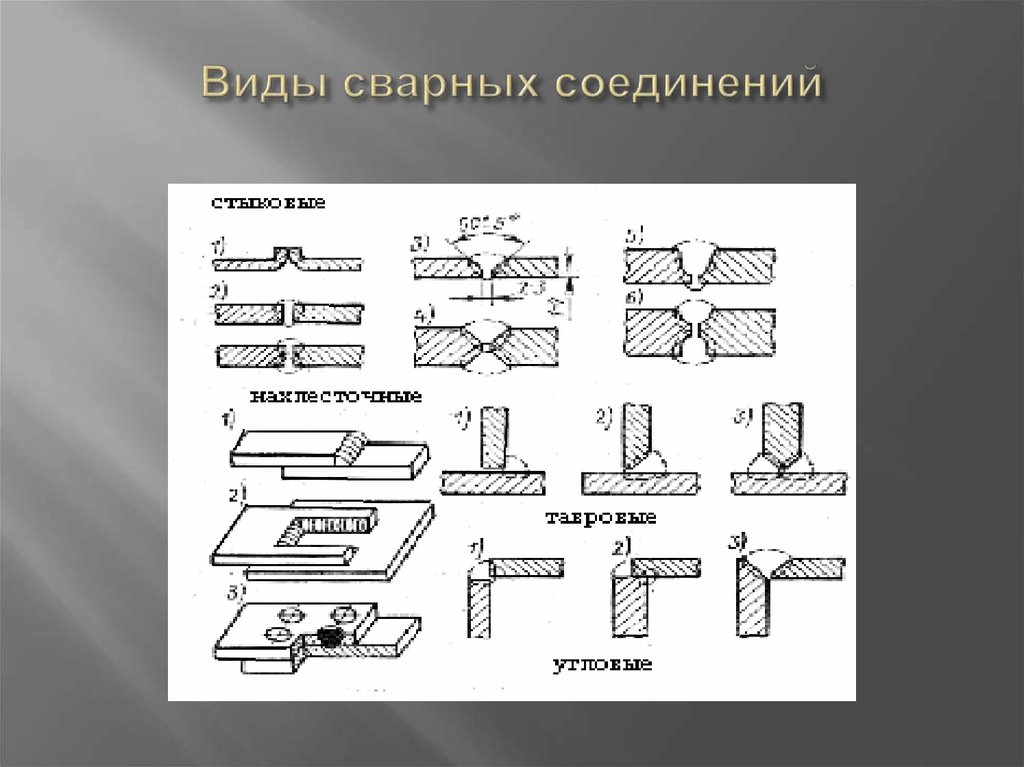
Другие типы сварных швов включают фланцевые сварные швы, сварные швы, швы с прорезями, шовные швы, наплавочные швы и подварочные швы.
Соединения в сочетании со сварными швами образуют сварные соединения.
Если вы новичок в сварке MIG и хотели бы получить простое обучение, чтобы научиться быстро и без головной боли, загрузите мое БЕСПЛАТНОЕ руководство для начинающих по сварке MIG.
Типы соединений
При сварке используются 5 основных соединений. Это:
- Стыковое соединение
- Угловое соединение
- Краевое соединение
- Соединение внахлестку
- Тройник
Иллюстрации различных типов сварных соединений
Типы сварных швов
Угловые сварные швы
Угловой сварной шов соединяет две поверхности приблизительно под прямым углом друг к другу. Существует несколько типов углового шва:
- Полный угловой шов – это сварной шов, размер которого равен толщине более тонкого объекта, соединяемого вместе.
- Ступенчатый прерывистый угловой шов – относится к двум линиям прерывистой сварки на стыке. Примером может служить тройниковое соединение (см. ниже), в котором приращения скругления на одной линии расположены в шахматном порядке по сравнению с другой линией.
- Цепной прерывистый угловой шов – относится к двум линиям прерывистого углового шва в соединении внахлестку или Т-образному соединению, где сварные швы в одной линии приблизительно противоположны сварным швам в другой линии.
Другие термины, связанные с угловыми сварными швами, включают:
- Бокс : который относится к продолжению углового сварного шва вокруг угла элемента. Является продолжением основного сварного шва.
- Выпуклость : Относится к максимальному перпендикулярному расстоянию от поверхности выпуклого углового шва до линии, соединяющей выступы сварного шва.
Иллюстрации, изображающие типы угловых швов
Сварные швы с разделкой
Вторым по популярности типом сварного шва является сварка с разделкой кромок. Существует семь основных типов сварных швов с разделкой кромок, которые показаны на рис. 6-25.
Существует семь основных типов сварных швов с разделкой кромок, которые показаны на рис. 6-25.
Сварной шов с канавкой относится к валикам, которые наносятся в канавку между двумя соединяемыми элементами.
Иллюстрации основных сварных швов с разделкой кромок
Дополнительные примеры показаны на рис. 6-26 выше.
Тип используемого сварного шва определяет способ подготовки шва, соединения или поверхности.
Стандартные типы сварных швов с разделкой кромок см. на рис. 6-27.
Иллюстрации типов сварных швов с разделкой кромок
Наплавочный сварной шов
Это сварные швы, состоящие из одной или нескольких нитей или плетеных валиков, нанесенных на сплошную поверхность для получения желаемых свойств или размеров.
Этот тип сварки используется для наращивания поверхностей или замены металла на изношенных поверхностях. Он также используется с квадратными стыковыми соединениями.
См. примеры на рис. 6-28 ниже.
Сварка пробкой
Пробковые сварные швы представляют собой круговые сварные швы, выполненные через один элемент соединения внахлестку или таврового соединения, соединяющего этот элемент с другим.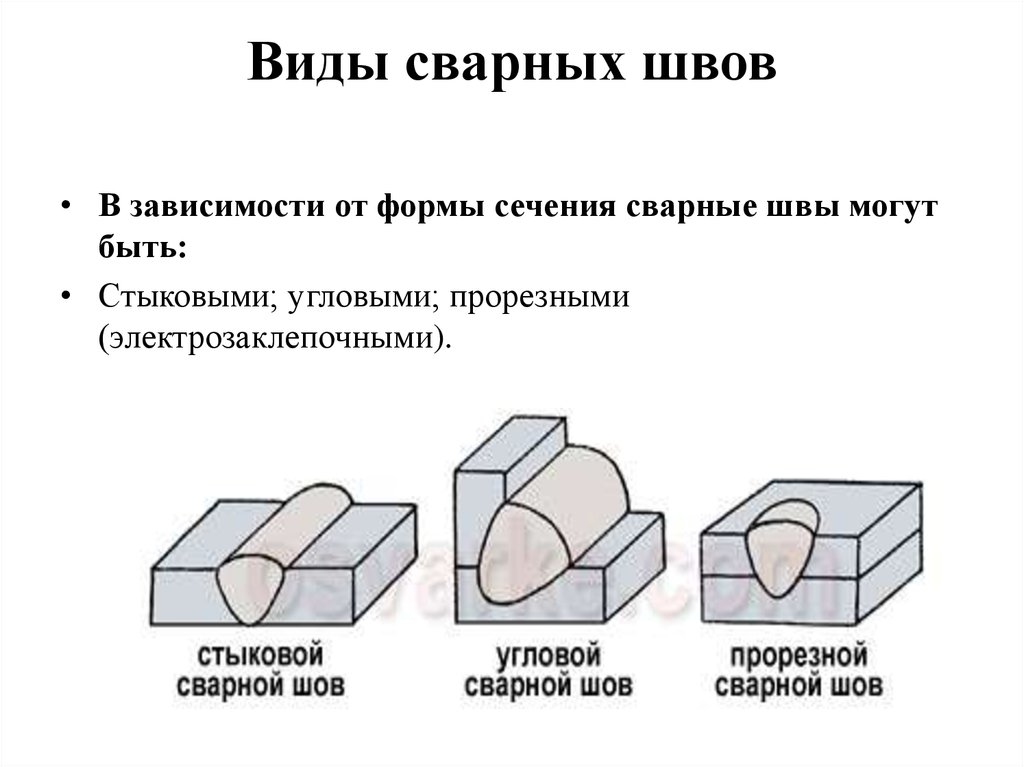
Сварка может выполняться или не выполняться через отверстие в первом элементе; если используется отверстие, стенки могут быть или не быть параллельными, и отверстие может быть частично или полностью заполнено металлом сварного шва.
Такие сварные швы часто используются вместо заклепок.
ПРИМЕЧАНИЕ. Отверстие, сваренное угловым швом, или точечная сварка не соответствуют этому определению.
См. примеры на рис. 6-28 ниже.
Если вы новичок в сварке MIG и хотели бы получить простое обучение, чтобы научиться быстро и без головной боли, загрузите мое БЕСПЛАТНОЕ руководство для начинающих по сварке MIG.
Сварной шов с прорезью
Это сварной шов, выполненный в удлиненном отверстии в одном элементе соединения внахлестку или таврового соединения, соединяющего этот элемент с поверхностью другого элемента, которая видна через отверстие.
Это отверстие может быть открытым с одной стороны и может быть частично или полностью заполнено наплавленным металлом.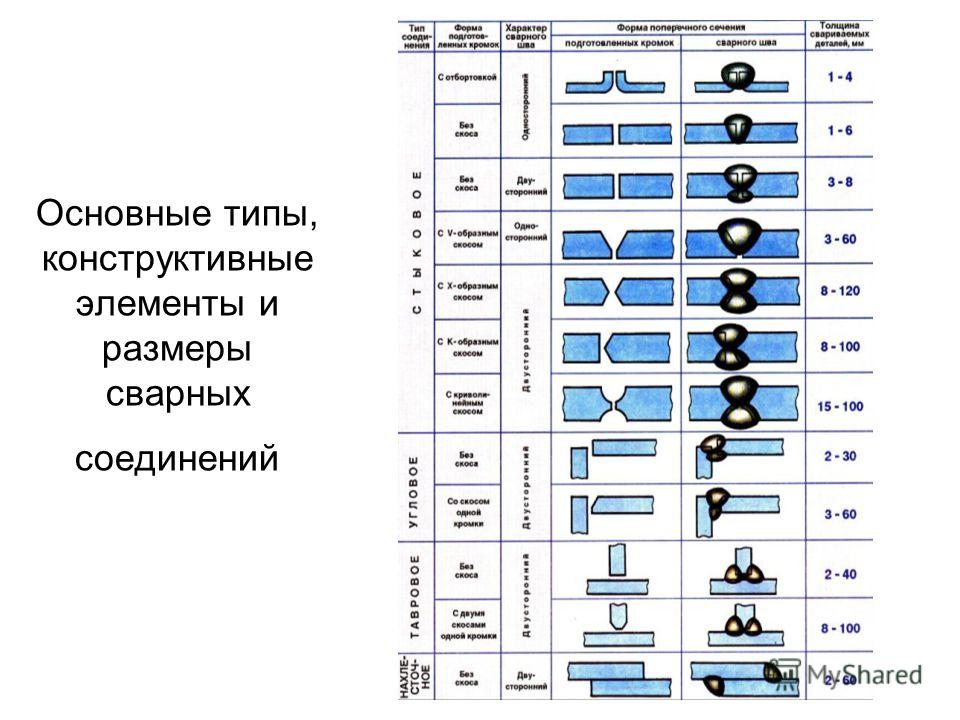
ПРИМЕЧАНИЕ. Паз с угловым сварным швом не соответствует этому определению.
Иллюстрации поверхностных, пробочных и щелевых сварных швов
Сварка оплавлением
Сварка оплавлением относится к процессу контактной сварки, при котором плавление производится по всей стыкуемой поверхности.
Тепло создается сопротивлением току, протекающему между двумя поверхностями, и приложением давления после того, как нагрев в основном завершен.
Оплавление сопровождается выбросом металла из соединения.
См. Рисунок 6-29 ниже, где показан пример сварки оплавлением.
Подробнее : Символы сварки оплавлением и фланцем
Шовная сварка
Сварка, выполненная дуговой шовной сваркой или контактной шовной сваркой, где процесс сварки не указан.
Этот термин подразумевает контактную шовную сварку.
На рис. 6-29 ниже показан пример сварного шва.
Точечная сварка
Точечная сварка — это сварка, выполненная дуговой точечной сваркой или контактной точечной сваркой, где процесс сварки не указан.
Этот термин означает контактную точечную сварку.
Подробнее : Символы точечной и дуговой сварки
Сварка с осадкой
Сварка с осадкой — это процесс контактной сварки, при котором сплавление происходит постепенно вдоль стыка или по всей поверхности стыка.
Приложение давления перед нагревом требуется и происходит во время отопительного периода.
Тепло возникает за счет сопротивления протеканию электрического тока в зоне контакта между поверхностями.
Иллюстрации оплавлением, стыковыми, точечными и высадочными сварными швами
Сварочные позиции
Сварка часто выполняется на конструкциях в том положении, в котором они находятся.
Были разработаны методы, позволяющие выполнять сварку в любом положении.
Некоторые процессы сварки могут выполняться во всех положениях, в то время как другие могут использоваться только в одном или двух положениях.
Все виды сварки можно классифицировать в соответствии с положением заготовки или положением сварного соединения на свариваемых листах или профилях.
Существует четыре основных положения сварки, которые показаны на рисунках 6-30 и 6-31.
Иллюстрации положений сварки разделки Угловой шов, сварка разделки и поверхностный шов могут выполняться во всех положениях, показанных на рис. 6-31 выше.
Узнайте больше о различных положениях сварки.
Если вы новичок в сварке MIG и хотели бы получить простое обучение, чтобы научиться быстро и без головной боли, загрузите мое БЕСПЛАТНОЕ руководство для начинающих по сварке MIG.
Типы сварных швов
Итан Бэйл
При сварке важно различать типы соединений и типы сварных швов. Оба не одинаковы. Мы увидим разницу в этой статье. Для полного описания сварного соединения необходимо указать как сварной шов, так и соединение. Существует множество различных типов сварных швов, которые лучше всего описываются их формой, когда они показаны в поперечном сечении.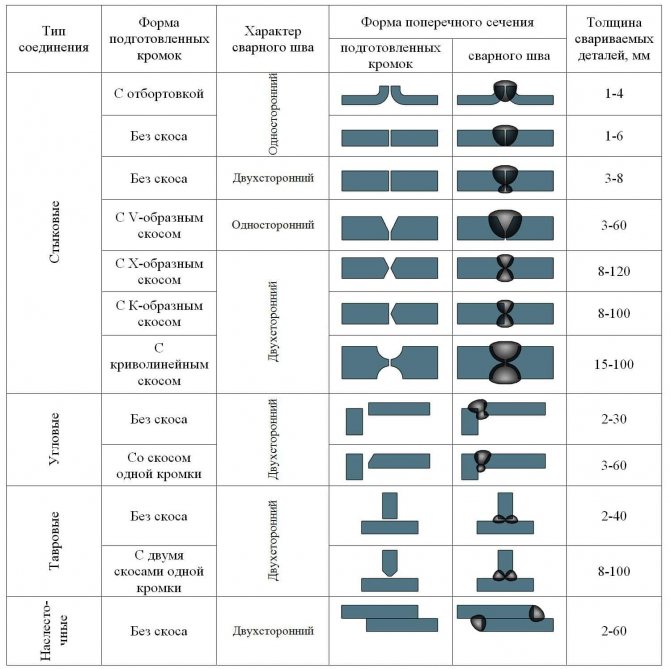 В этой статье мы увидим о различных типах сварных швов.
В этой статье мы увидим о различных типах сварных швов.
Типы сварных швов
Угловой шов
Канавочный сварной шов
Наплавка сварного шва
Штепсельная сварка
Сварной шов
Сварка оплавлением
Сварной шов
Точечная сварка
Расстроенный сварной шов
Какой тип сварки подходит для данного типа сварного соединения?
Типы сварных швов
Существуют различные типы сварных швов: угловой шов, шов с разделкой кромок, наплавочный шов, сварной шов, шов с оплавлением, сварной шов, точечная сварка и сварка с высадкой. Давайте посмотрим вкратце о каждом из них.
Угловой сварной шов
Наиболее популярным является угловой шов, названный в честь формы поперечного сечения. Угловые сварные швы показаны на рисунке ниже.
Угловые сварные швы показаны на рисунке ниже.
Сварка с разделкой кромок
Вторым по популярности является сварка с разделкой кромок. Существует семь основных типов сварных швов с разделкой кромок , которые показаны на рисунке ниже.
Ниже представлен изометрический вид различных типов разделочных швов.
Поверхностный сварной шов
Как следует из названия, эти сварные швы представляют собой простое наплавление металла шва на поверхность основного металла. Этот вид наплавки обычно делается для получения коррозионностойкой поверхности на металлической поверхности или для получения твердосплавной поверхности, устойчивой к износу.
Иногда наплавка выполняется в виде смазывания, чтобы сделать одну поверхность совместимой для сварки с другой деталью. Иногда наплавку делают, чтобы нарастить поверхность и восстановить ее толщину.
Сварной штекер
См. рисунок выше. Как следует из названия, эти сварные швы предназначены для 90 226 закрытия 90 227 отверстия.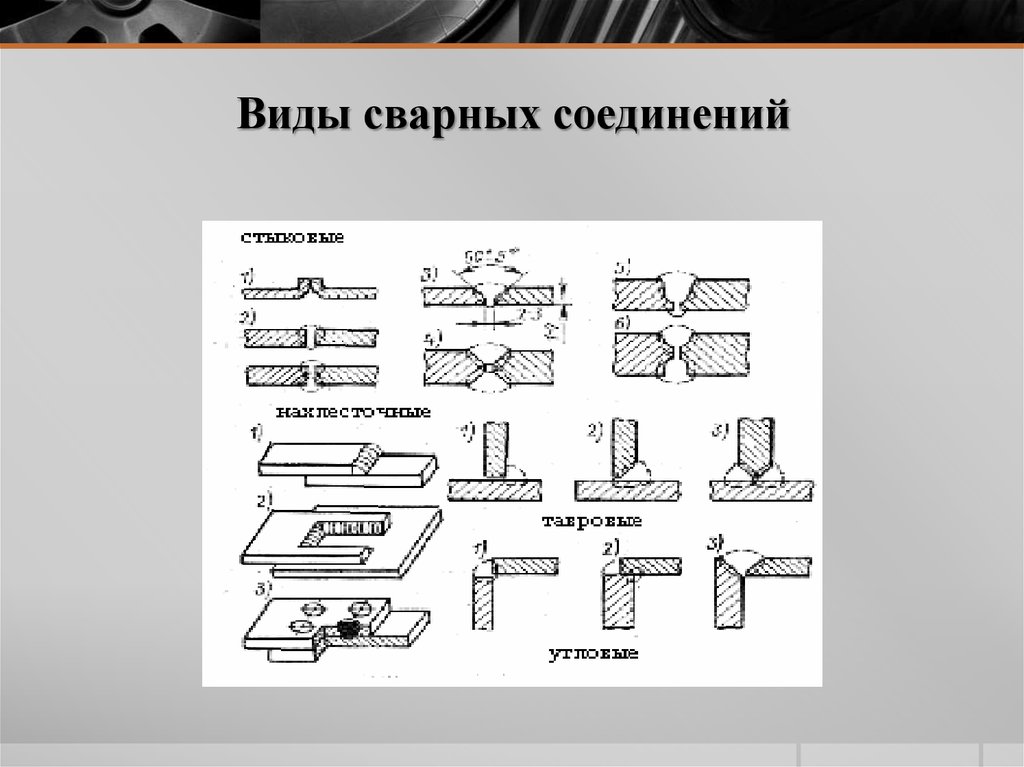 Одна пластина держится над другой, и в одной из пластин имеется отверстие. Сварной шов наплавляется в это отверстие, чтобы закрыть его. Стенки отверстия прямые. Хотя, это не обязательно. Стены тоже могут быть наклонными.
Одна пластина держится над другой, и в одной из пластин имеется отверстие. Сварной шов наплавляется в это отверстие, чтобы закрыть его. Стенки отверстия прямые. Хотя, это не обязательно. Стены тоже могут быть наклонными.
Отверстие обычно заполняется полностью, хотя в этом нет необходимости. Отверстие также может быть частично заполнено по желанию дизайнера. Пробковые сварные швы иногда рассматривают как замену заклепочным соединениям.
Сварка с прорезью
Сварка с прорезью также показана на рисунке выше. Он очень похож на пробочный шов, за исключением того, что отверстие не круглое, а вытянутое в форме эллипса. Это удлиненное отверстие заполняется металлом сварного шва, таким образом соединяя часть, содержащую отверстие, со второй частью, которая видна через отверстие.
Как и при сварке пробкой, отверстие может быть частично или полностью заполнено.
Сварка оплавлением
При этом типе сварки две соединяемые детали удерживаются на заданном расстоянии друг от друга, и через них проходит электрический ток.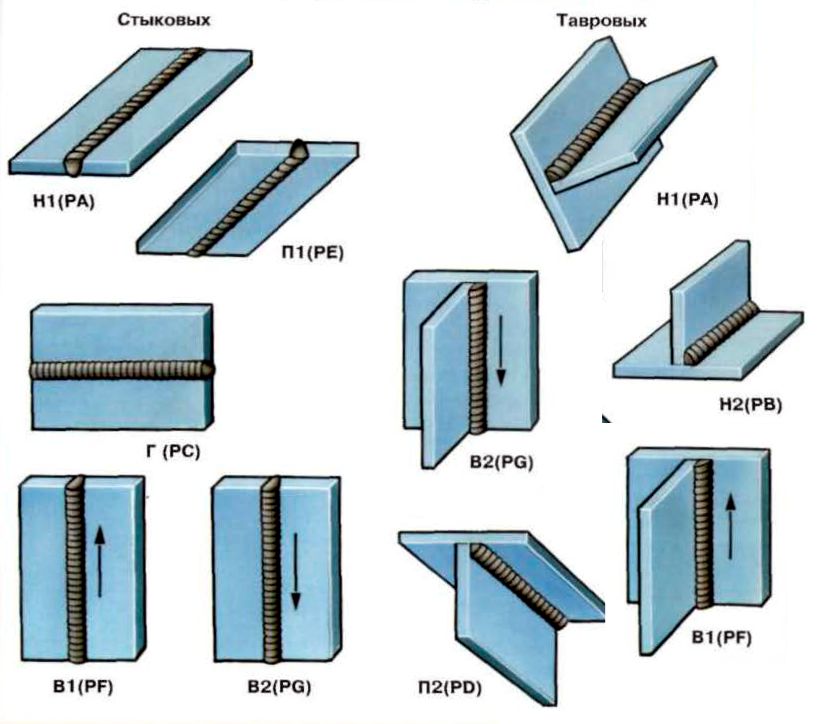 Небольшой зазор между частями ионизируется из-за высокой разницы напряжений и оказывает сопротивление протеканию тока. Из-за этого сопротивления выделяется тепло, и поверхность обеих частей расплавляется.
Небольшой зазор между частями ионизируется из-за высокой разницы напряжений и оказывает сопротивление протеканию тока. Из-за этого сопротивления выделяется тепло, и поверхность обеих частей расплавляется.
Когда это происходит, обе части с силой прижимаются друг к другу. Это обеспечивает сварку.
Сварной шов
Это тип сварного шва, полученный контактной сваркой. Два листа прижаты друг к другу между двумя колесами. Во время сварки заготовки катятся между двумя колесами. Между колесами течет ток.
Электрическое сопротивление, создаваемое заготовками, создает тепло между двумя частями. Это тепло расплавляет обращенные друг к другу поверхности деталей внутри в месте соприкосновения колес, и образуется сварной шов.
По мере того, как колеса катятся, образуется сварной шов по всей длине. Отсюда и название шовный шов.
Точечная сварка
Точечная сварка является разновидностью шовной контактной сварки. Вместо длины сварной шов имеет форму самородка, локализованного в точке.