Технология изготовления самодельной точечной сварки. Точечная сварка проволоки
Сварка медных и алюминиевых проводов своими руками
Из разрешённых правилами устройств электроустановок (ПУЭ) наиболее надёжным способом соединения проводов является точечная сварка торца скрутки.
Пару слов о сварочных аппаратах
Достоинством данного способа является слияние металла проводников, что исключает переходное сопротивление площади контакта, которое неминуемо возникает при других вариантах. Сварное соединение не требует периодического обслуживания, осмотра и ремонта, и является наиболее долговечным.
Недостатком электросварки проводов является обязательное наличие сварочного аппарата и специальных электродов. К тому же, электрик, чтобы использовать аппарат для сварки проводов, должен обладать необходимой квалификацией и навыками.
Существуют сварочные трансформаторы, аппараты, станции и станки, осуществляющие множество видов сварки металлов. На производстве широко применяется дуговая, точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая сварка, и другие, а также их комбинации.

Аппарат для сварки проводов
Ввиду простоты используемых аппаратов, среди электромонтажников получила наибольшее распространение дуговая точечная электросварка скруток при помощи угольных и графитовых электродов.

угольные электроды
Независимо от свариваемых металлов ключевыми параметрами для дуговой электросварки являются:
- сварочный ток электрической дуги, измеряемый в Амперах;
- напряжение, необходимое для образования дуги, указываемое в Вольтах;
- тип тока (переменный или постоянный).
Универсальные сварочные агрегаты имеют регулировку выходного напряжения и тока, они могут применяться для сварки практически любых металлов, при условии использования специальных электродов и средств защиты расплавленного металла от окисления.
Универсальный сварочный агрегат
На практике сварка различных проводов, пластин, шинопроводов и других токонесущих элементов при помощи универсального оборудования может осуществляться только стационарно, на рабочем месте вблизи громоздкого аппарата. Такой электромонтаж удобен при сборке электрощитов и другого электрооборудования, но совершенно неприемлемый, например, если требуется сварка медных проводов в распределительной коробке или вводном щите квартиры.

Из-за того что для сварки медных или алюминиевых проводов, используемых в электропроводке, применяется меньший сварочный ток, чем для сваривания стальных конструкций, то сварочные аппараты, применяемые электриками, имеют меньшие габариты и вес, что позволяет достигать необходимой мобильности при выполнении электромонтажных работ.

Аппарат для сварки проводов
Принцип работы аппарата
Существуют специально разработанные компактные, лёгкие, переносные аппараты для электросварки в электротехнических целях. Для сварки медных проводов используется постоянный ток прямой полярности.
Инструменты для сварки
Это означает, что на держатель электрода подключается «плюс», а на заземляющий провод, который сварщики называют «массой» подаётся минус. Иногда некоторые типы электродов, покрытых медью, требуют обратной полярности. В зависимости от поперечного сечения и количества проводов изменяется сварочный ток.

Как происходит сварка
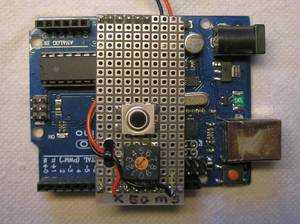
Необходимое значение силы тока выставляется при помощи регулятора. В зависимости от типа аппарата, регулируется его выходное напряжение, или ограничивается ток дуги.

Регулятор для изменения тока
Очень часто, когда говорят «сварочные трансформаторы», то имеют в виду устройства, оборудованные регулировкой силы тока с постоянным выходным напряжением. Данное определение является неточным, так как понижающий трансформатор, используемый в сварочных аппаратах, лишь понижает напряжение.
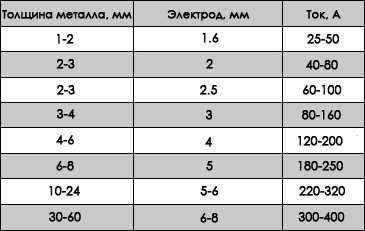
Таблица выбора напряжения для сварки в зависимости от сечения провода
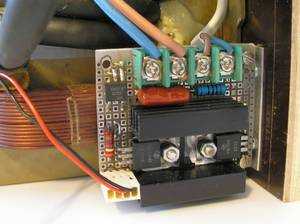
Выпрямление тока осуществляется диодным мостом и фильтром пульсаций, а регулировка дополнительными компонентами.
Таблица выбора тока для сварки в зависимости от сечения провода и их количества
Мастера электросварки, благодаря богатому опыту, используя один лишь трансформатор, могут сваривать провода даже переменным током без регулировки, выдерживая нужное время удержания дуги, определяемое экспериментально.
Трансформаторы для сварки проводов
Но сварка переменным током дает худший результат, и нужно немалое мастерство, чтобы качество соединения не пострадало. Поэтому для новичков необходим нормальный сварочный аппарат, чтобы усвоить азы электротехнической сварки, которые будут описаны ниже.
Как правильно сделать и сварить скрутку
В отличие от монтажа железных конструкций, где преобладает дуговая сварка непрерывным швом, сварка электрических проводников осуществляется после их скручивания.
Поэтому сварочный агрегат электротехника имеет другое распространённое название: » аппарат для сварки скруток». В обязательном порядке нужно зачистить кабель от внешней изоляции на длину 7-10 см., поэтому для применения сварки выступающие из распределительной коробки концы кабелей нужно оставлять более длинными, чем при других видах соединений.
Провода зачищают на длину 7 см, и соединяют согласно схеме в виде скруток, которые в итоге будут иметь длину около пяти сантиметров.
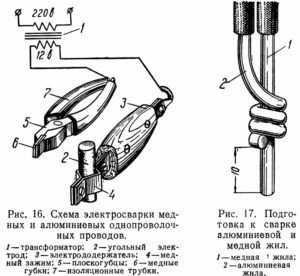
Такая относительно длинная оголённая часть проводников нужна, чтобы изоляция не плавилась при нагреве металла во время электросварки. Конец скрутки обрезают кусачками, чтобы получилась ровная поверхность торца.
ровная скрутка
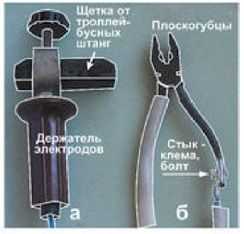
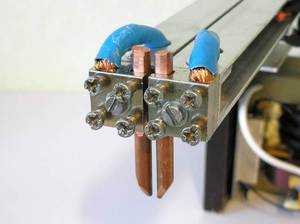
Прежде чем приступить к сварке, нужно рассмотреть держатель электродов и зажим для заземляющего провода (массы). Держатель подключается при помощи гибкого многожильного провода к плюсовой клемме аппарата.

Зажим (масса) и электрод
Используя самодельные сварочные трансформаторы, необходимо подбирать поперечное сечение провода как можно большим, при этом длина должна быть оптимальной, чтобы можно было достать до распределительной коробки.

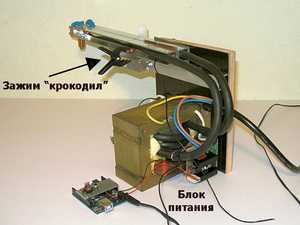
Самодельный сварочный аппарат
Конструкция держателя может быть произвольной, главное, чтобы зажимаемый электрод надёжно держался. Для подключения массы используют подпружиненный зажим, в народе называемый «крокодилом», или плоскогубцы, с подключённым к ним заземляющим проводом.

Держатель (зажим)

Электрод
Левой рукой зажимают массовый провод на скрутку оголённых проводников немного ниже торца. Держа держатель в правой руке, концом электрода прикасаются к торцу скрутки на одну две секунды.
Необходимо надеть защитную маску или хотя бы очки. Хоть и во время электросварки проводов брызг практически не образуется, после множественно произведённых точечных соединений, из-за ультрафиолетового излучения лицо заметно покраснеет от загара.

Работа со сварочным аппаратом
Сам момент сварки очень короткий. Но, чтобы сделать сварочное соединение хорошего качества нужно хорошо потренироваться. Самая распространённая проблема новичков – это прилипание электрода к свариваемому металлу.
Чтобы «поймать» дугу, необходимо выработать движение, при котором торец электрода во время перпендикулярного касания чуть уходит в сторону, как бы чиркая по скрутке. Время удержания дуги зависит от тока и диаметра свариваемых проводов.
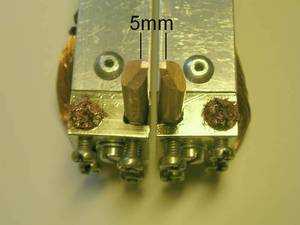
Фокусируя взгляд на торце скрутки необходимо уловить момент, когда металл разогреется до красноватого свечения и образуется характерный шарик расплавленной меди. Свидетельством хорошей сварки будет округлая поверхность шарика и радужные переливы на поверхности медных проводников.

Скрутка после сварки
Нужно дать остыть самому месту точечной сварки и скрутки, которая заметно прогревается, благодаря хорошей теплопроводимости меди, из-за чего не следует слишком долго держать дугу, иначе изоляция начнёт плавиться, о чём будет свидетельствовать характерный запах.
После полного остывания заваренную скрутку изолируют при помощи термоусадочной трубки или изоленты.
Термоусадочная трубка
Сварка алюминиевых проводов
Подобным образом осуществлялась точечная сварка алюминиевых проводов с применением специальных флюсов. Поскольку, согласно ПУЭ, в бытовой электропроводке запрещено применять алюминиевые провода, сечением меньше 16 мм², то данный тип сварки для начинающих сварщиков-электротехников встречаться практически не будет.
ИБП
Поскольку профессиональные компактные сварочные аппараты с инвертором (импульсным блоком питания) являются слишком дорогими, при наличии ненужного железа (магнитопровода старого трансформатора) можно попробовать самостоятельно изготовить трансформатор для электросварки.
Похожие статьи
infoelectrik.ru
Самодельная точечная сварка — инструкция по изготовлению
Самодельная точечная сварка легко изготавливается в домашних условиях. Подобные устройства производят с разной конфигурацией:
Для сварки тонкого листового металла достаточно силы тока в 800 Ампер.
- портативные;
- компактные;
- габаритные.
Технология сварочного процесса
Начинать самостоятельную сборку аппарата необходимо, учитывая закон Джоуля-Ленца (Q=I² Х R Х t). Количество тепловой энергии, которая выделяется в проводниках, пропорционально их сопротивлению, показателям силы тока в квадрате и времени. В тонких проводках (с плохим соединением) происходит большая потеря энергии. Эксперты рекомендуют уделять пристальное внимание устройству и качеству электроцепи.
Контактная сварка бывает:
- шовной;
- точечной;
- стыковой.
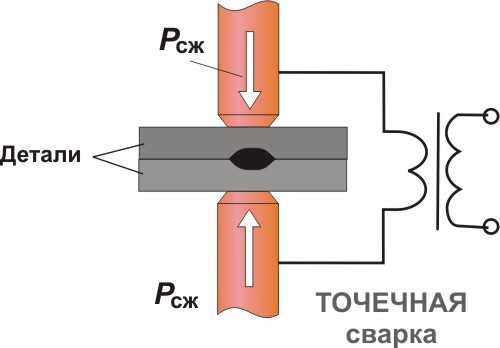
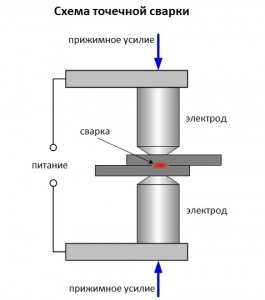
Принцип точечной сварки.
Точечная сварка позволяет сваривать детали в одной, а при желании — в нескольких точках. Их структура может отличаться в зависимости от особенностей формы контактной поверхности электрода, ее размера и влияет на уровень прочности соединений. Технология аппарата, позволяющего выполнять подобную работу, основана на тепловом воздействии тока.
Точечная сварка требует соблюдения технологии, которая насчитывает несколько этапов. Соединяемые элементы необходимо совместить и поместить между электродами оборудования, плотно прижав один к другому. Прижимание деталей позволяет обеспечивать образование уплотняющего пояса около расплавившегося ядра. Возникший пояс не позволяет во время импульса выплескиваться раскаленному металлу.
Затем следует нагревание деталей, чтобы они стали термопластичными, и их можно было деформировать. Обеспечить в домашних условиях высококачественную сварку, в соответствии с технологией, можно, поддерживая постоянную величину давления, скорость передвижения электродов и полное соединение всех частей.
Сварочный аппарат нагревает их с помощью кратковременного импульса, который образуется при прохождении тока. Импульс позволяет плавить металл в тех точках, в которых происходит его соприкосновение с электродами. Подобным методом образуется общее ядро с жидкой консистенцией. В диаметре оно может достигать 4-12 мм.
Детали будут прочно удерживаться после прекращения воздействия тока до остывания раскаленного ядра и его последующей кристаллизации. Использование точечной сварки в быту позволяет обеспечивать механическую прочность металлических швов без дополнительных финансовых затрат, но добиться таким инструментом герметичности швов не получится. Оборудование для сварки, процесс работы и техника безопасности регламентированы ГОСТами.
Самодельный сварочный аппарат
Схема устройства мини сварочного аппарата для точечной сварки.
Мощность самостоятельно сконструированного оборудования не будет большой. Агрегат способен работать со стальной проволокой с диаметром 0,3 мм или с металлическим листом толщиной 0,2 мм. Параметры устройства позволяют выполнять сварку термопар и приваривать тончайшие элементы из фольги.
Электрод изготавливается из пистолета из-за небольшого усилия, которое требуется для прижима объектов с небольшими габаритами. Схема изготовления подобного аппарата довольно простая. Главным узлом агрегата выступает трансформатор. Электрод необходимо подключить с помощью достаточно гибкого кабеля к вторичной трансформаторной обмотке. Самую массивную часть рекомендуют подключать к нижнему концу.
Для этого понадобятся выпрямительные мосты. Тиристор может быть подключен ко второй диагонали моста. Первый элемент, открываясь, способствует тому, чтобы у трансформатора к первичной обмотке прикладывалось достаточное напряжение. Пистолет заменяет сварочные клещи. С их помощью 1-ая деталь присоединяется к концу вторичной обмотки на трансформаторе. Второй конец должен быть прочно прикреплен к изделию. Клещи способны выполнять сварку практически в любой точке, используя единичный электрод. Они могут функционировать, питаясь от тока (трехфазного или однофазного). Трансформатор, обеспечивающий питание клещам, выдает ток в несколько кА.
На рукоятке пистолета располагается кнопка, которая при нажатии управляет тиристором. Подключение к сети дополнительного источника способствует началу зарядки конденсатора. Вспомогательными источниками могут быть выпрямительные мосты или трансформаторы.
Для изготовления аппарата точечной сварки можно взять трансформатор из старой микроволновки.
Включение аппарата происходит с помощью замыкания тиристором. Он остается открытым до момента, когда конденсатор окажется разряженным. Переменный резистор позволяет регулировать время, за которое разряжается конденсатор. После отпускания кнопки подготавливается следующий импульс, конденсатор заряжается. Формирование импульса происходит, если снова нажать на кнопку.
Мощность трансформатора бывает довольно скромной — 5-10 Вт. Длительность процесса, учитывая номинал конденсатора и резистора, не сможет превысить 0,1 сек. Это обеспечит сварочный ток в 300 — 500 А. Такие параметры достаточны для работы с малогабаритными объектами.
Можно сделать точечную сварку из металлического трансформатора, с толщиной набора 70 мм. Для первичной обмотки применяют провод ПЭВ-2 0,8, в котором 300 витков. Обмотка вторичная изготавливается из многожильного провода с диаметром 4 мм.
Инструкция по изготовлению сварочного оборудования
Чтобы верхний рычаг поднимался легко и не упирался в корпус, необходимо сделать выемку.
Основой оборудования специалисты рекомендуют выбирать трехфазный, понижающий трансформатор. Сердечник не разбирается. С катушки снимают вторичные обмотки. Оставаться нетронутыми могут исключительно первичные проводки. Средняя проводка обматывается аналогичным материалом. На выходе должно получиться 8 — 10 витков. Для изготовления сварочного оборудования своими руками потребуется медная труба (диаметр 10-12 мм), кабель (25 м), болгарка, диск по металлу.
С помощью силового многожильного трехфазного кабеля необходимо на обе катушки (расположенные по краям) аккуратно намотать вторичную обмотку, обеспечив их заполнение. У проводов в кабеле диаметр должен достигать 6 — 8 мм, а один — быть тоньше, но способным выдерживать большой ток и иметь хорошую изоляцию. Намотку можно проводить, не разбирая предварительно оборудование (за счет гибкости провода). Для изготовления рассматриваемого агрегата потребуется 25 м кабеля, который при необходимости можно заменить проводами с меньшим сечением.
Подобную работу рекомендуется выполнять с помощью дополнительных рук. Один человек будет протягивать провод, а 2-й — заниматься укладыванием витков. В процессе изготовления клеммы понадобится труба из меди. Ее длина должна достигать 30 — 40 мм, а диаметр — 10-12 мм. Одну из ее сторон необходимо расклепать и проделать в образовавшейся пластине отверстие, диаметром не более 10 мм. Провода вставляются с противоположной стороны. Их предварительно желательно зачистить. Обжать провода эксперты советуют с помощью молота.
На поверхности трубы рекомендуется сделать несколько насечек, они поспособствуют улучшению контакта.
Для сборки самодельного устройства сварочного аппарата используйте обычные саморезы.
В верхней части трансформатора есть штатные винты и гайки, которые требуется убрать и заменить новыми крепежными элементами (с резьбой М10). К этим винтам необходимо присоединить клеммы от вторичной обмотки. Текстолитовую плату необходимо прочно прикрепить к поверхности трансформатора. В ней перед креплением придется сделать 11 отверстий. Их диаметр не должен превышать 6 мм. Они потребуются для винтов с гайками и шайбами. Данные элементы обеспечивают вывод первичной обмотки.
Электродержатель можно изготовить из трубы ¾, длина которой достигает 250 мм. По ее углам требуется выпилить выемки. Обеспечить для электрода свободное прижатие можно, если приварить к держателю небольшой отрезок проволоки из стали. С противоположной стороны необходимо сделать отверстие и присоединить отрезок кабеля идентичного тому, который использовался для выполнения вторичной обмотки. Обязательно необходимо позаботиться об изолировании трубы с помощью резинового шланга.
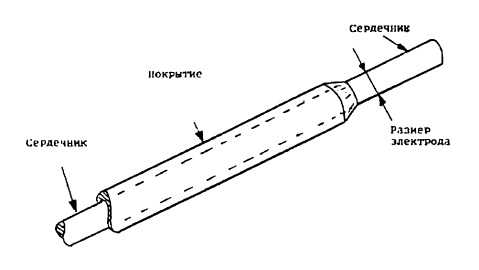
Электроды для точечной сварки
Важно, чтобы все соединения были тщательно изолированы.
Точечная сварка, сделанная своими руками, пригодна для незначительных объемов работы, поэтому, поработав с 10 — 14 электродами, желательно давать инструменту остыть.
Многоточечные аппараты, в отличие от простых аналогов, позволяют проводить работу с металлическими заготовками, которые обладают определенной формой и размером. Многоточечное оборудование для контактного сваривания деталей универсальное, но встречается нечасто. Переналаживать его могут только специалисты.
Контактное сваривание деталей не может проходить без электродов. Подобная работа требует использования электродов, которые производят из сплавов с высоким уровнем теплопроводности. Они способствуют сжатию металлов и подводят ток к поверхности изделий. Степень концентрации тепла при выполнении подобной работы зависит от наконечников. Тонкие устройства быстро изнашиваются и требуют регулярной подточки. Наконечники выпускают нескольких форм.
Продлить срок эксплуатации электродов можно, если:
- подбирать их в соответствии с особенностями металла, с которым предстоит работать;
- не применять для тяжелой сварки тонкие наконечники;
- избегать повреждений;
- применять водяную рубашку.
Специалисты не рекомендуют подпиливать их. В противном случае возникнут неровности, что отрицательно скажется на качестве работы.
moyasvarka.ru
Точечная сварка своими руками | Строительный портал

О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
- Процедура точечной сварки
- Режимы точечной сварки
- Требования к электродам
- Самодельный сварочный аппарат
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около - 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 - 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.

Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.

Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику. Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной - электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
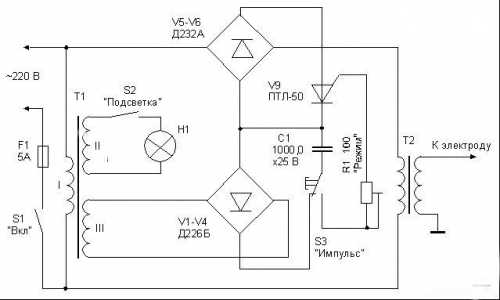
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса - с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.

Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом - рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата - небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
strport.ru
Точечная сварка - технология, аппараты, преимущества
Точечная сварка – достаточно распространенный и востребованный метод соединения металла, являющийся разновидностью контактной сварки. В этой статье мы рассмотрим принцип действия точечной сварки, разновидности машин для точечной сварки, их особенности, а также сам процесс точечной сварки и технику безопасности при ведении точечной сварки.
Что такое точечная сварка?
При точечной сварке металлов свариваемые детали привариваются друг к другу в одной либо нескольких точках – отсюда и название. Прочность соединения зависит от структуры и размеров точки, которые, в свою очередь, определяются свойствами электродов, сварочного тока, времени протекания тока через детали, усилия сжатия и самих поверхностей соединяемых деталей.

Сварка, имеет высокую степень травматизма, поэтому соблюдайте технику безопасности
Точечная контактная сварка – весьма перспективный метод соединения металла. Он отличается высокой производительностью и широкой областью применения – от соединения тонких деталей электронных приборов до разнообразных конструкций из стальных листов толщиной до 20 миллиметров для автомобилестроения, самолетостроения, судостроения, машиностроения и других областей промышленности. Также метод контактной сварки используется для прокладки нефтепроводов и газопроводов.
За счет легкой автоматизации процесса контактная точечная сварка широко применяется на различных производствах, при серийном массовом производстве каких-либо изделий. Здесь стоит отметить то, что прочность получаемых контактной сваркой соединений мало зависит от квалификации сварки и находится на высоком уровне.
Принцип действия точечной сварки
Как уже говорилось выше, точечная сварка – разновидность контактной. При этом сварное соединение образуется посредством нагревания металла с помощью пропускаемого через него тока и пластической деформации сварной зоны под воздействием сжимающих усилий.
В основе контактной сварочной технологии лежит разогрев металла под воздействием электричества по закону Джоуля-Ленца. При сварке ток идет между электродами, проходя при этом через металл свариваемых деталей. При этом электроды изготавливают из материалов с хорошей электропроводностью, чтобы сопротивление контакта детали и электрода было наименьшим.
За счет наибольшего сопротивления контакта деталей между собой наибольший нагрев происходит именно там. При этом нагрев и плавление металла приводит к появлению литых ядер сварных точек. Как правило, их диаметр составляет 4-12 миллиметров.
Разновидности и аппараты точечной сварки
Методы точечного соединения металла можно разделить на две группы: мягкие и жесткие.
Мягкие режимы отличаются плавным нагревом деталей с помощью умеренного тока (плотность тока на поверхности электродов обычно не превышает ста ампер на квадратный миллиметр). Разогрев происходит за 0.5-3 секунды. Такие режимы характеризуются меньшей потребляемой мощностью (если их сравнивать с жесткими режимами), меньшими нагрузками на электросеть, меньшими требованиями к мощности и цене сварочных машин, меньшей закалкой сварочной зоны. Такие режимы часто используются для сваривания склонных к закалке сталей.
Жесткие режимы отличаются меньшей продолжительностью процесса, более сильными токами и давлением при сжатии деталей. Плотность тока достигает трехсот ампер на квадратный миллиметр при сваривании стали. Время разогрева длится от 0.1 до 1.5 секунд. Давление электродов обычно составляет от 3 до 8 килограмм на квадратный миллиметр. Недостатками таких режимов являются повышенные требовании к мощности аппаратов контактной точечной сварки, большие нагрузки на сеть. Преимущества – меньшее время процесса и большая производительность. Жесткие режимы контактной сварки часто используют для сварки сплавов меди и алюминия, деталей с высокой теплопроводностью, неравной толщины, а также для сварки высоколегированных сталей, так как такие режимы сохраняют их коррозионную стойкость.

Точечная сварка не только надежна, но и выглядит эстетично
Время приложения усилий сжатия и подачи сварочного тока определяются заданной циклограммой процесса соединения металла.
Таким образом, аппараты точечной сварки разделяются по мощности. Существует достаточно большое количество моделей машин для этого не сложного, но в тоже время серьезного процесса — от мощных станков с высокой производительностью до ручных переносных аппаратов.
Преимущества точечной сварки
Этот процесс соединения металла имеет массу преимуществ. К достоинствам метода соединения различных металлов следует отнести:
- Возможность сварки тонких и очень тонких деталей из металлов различной природы (в том числе и дорогостоящих или легкоплавких сплавов). Во многих случаях такая возможность бывает весьма полезной, а аппарат точечной сварки – незаменимой машиной.
- Хорошие прочностные характеристики сварочного соединения, а также хороший внешний вид соединений. Соединения, полученные контактной сваркой, не подвержены старению, структура металла в зоне сварки практически не меняется, за исключением некоторого увеличения размера зерен.
- Высокую производительность контактной точечной сварки. Существуют машины контактной точечной сварки, позволяющие выполнять до восьмисот сварочных точек в минуту.
- Возможность полной автоматизации процесса точечной сварки. Все большее распространение приобретают автоматизированные машины контактной сварки, сварочные роботы и т.д. Это позволяет существенно сократить затраты труда, снизить себестоимость оборудования и повысить продуктивность работы.
- Экономичное расходование электродов, электрической энергии и других материалов. Себестоимость сварных точек также достаточно низка – хотя аппарат точечной сварки стоит достаточно дорого, за счет экономичного расходования материалов, высокой производительности аппарата и длительного срока службы себестоимость этого бесспорно не заменимого оборудования получается низкой.
- Низкие требования к квалификации персонала – для того, чтобы использовать аппарат точечной контактной сварки, вовсе не обязательно быть высококвалифицированным специалистом.
Техника безопасности при точечной сварке
Как и любой сварочный процесс, этот метод тоже требует беспрекословного соблюдения определенных мер безопасности.
Средства защиты
Основная угроза при работе со сварочным оборудованием – поражение электрическим током и высокой температурой. Для предотвращения поражения электрическим током необходимо соблюдать такие меры безопасности, как заземление тех частей оборудования, которые должны быть заземлены, проверка исправности оборудования перед работой, использование средств защиты. Управляющие элементы аппарата для точечного соединения металлических деталей не должны быть под высоким напряжением. Все провода должны иметь достаточное сечение.
При контактной точечной сварке выделяются брызги и пары металла. Для предотвращения ожогов брызгами металла сварщик должен использовать рукавицы, спецодежду и очки с прозрачными стеклами либо головной щиток. Пары металла могут быть вредны для здоровья, поэтому необходимо использовать вентиляцию, а при необходимости – средства защиты органов дыхания.
Части аппарата для соединения металла, должны быть хорошо зачищены
Меры безопасности
Все блокировочные устройства и устройства быстрого отключения аппарата точечной сварки должны быть исправны, находиться на виду, к ним должен быть легкий доступ.
При проведении таких технических работ, как зачистка или смена электродов, нужно соблюдать меры, исключающие возможность смещения электрода и травмирования рук. При работе аппарата точечной сварки пространство зажимных механизмов нужно закрывать щитком, а при работе на мощных машинах – огораживать ширмами.
Должна быть исключена возможность травмирования сварщика движущимися частями аппарата точечной сварки.
Заключение
Мы рассмотрели технологию контактной точечной сварки, выявили основные ее преимущества, принцип действия, рассмотрели аппараты точечной сварки и технику безопасности при выполнении всего процесса.
zavarimne.ru
их виды и основные элементы
 Сварка играет важную роль в технических процессах. Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками.
Сварка играет важную роль в технических процессах. Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками.
Прочность сварки
На прочность сварки влияет размер и материал участка. А на него воздействует:
- Размер электродов.
- Площадь контакта.
- Состояние поверхности.
- Время воздействия и величина тока.
- Размер поверхности с которой контактировал электрод.
Точная сварка имеет свою нишу для применения — соединения деталей между собой от 0,002 мкм до 20 мм. При процессе, величина тока измеряется сотнями ампер, а сопротивление поверхности и электродов минимально.
Преимущества точечной сварки:
-
 Сварочный шов высокой прочности.
Сварочный шов высокой прочности. - Автоматизация работы.
- Экономичность.
Процесс используется как в домашних условиях, так и в промышленности. С его помощью производится сварка таких материалов:
- Листовой металл.
- Изделий из цветных сплавов и стали.
- Гнутых и сортовых профилей.
В быту с помощью точечной сварки ремонтируют инструмент, домашнюю утварь, кухонное оборудование. Процесс заключается в совмещении деталей в определённом положении. Они фиксируются между собой и электродами с помощью электрического тока происходит разогрев поверхностей до сваривания. Главное — точно закрепить деталь в нужном положении и удерживать её в процессе сварки. Тепловой импульс, плавит металл в зоне контакта, соединяя две поверхности в одно целое.
Разновидности аппаратов точечной сварки
Самый простой аппарат точечной сварки управляется вручную, каждый раз выставляться сварочный ток и продолжительность работы. Требует опыта работы с конкретным аппаратом. Довольно простая конструкция, легко изготовить своими руками.
Аппараты бывают трех разновидностей:
-
 Автоматические системы позволяют выполнять качественную сварку даже неспециалистам. Что снижает количество бракованных изделий и трудозатраты.
Автоматические системы позволяют выполнять качественную сварку даже неспециалистам. Что снижает количество бракованных изделий и трудозатраты. - Механические приводы — самый популярный вариант аппарата точечной сварки, широко применяется во многих отраслях, изготовить своими руками не составит большого труда.
- Гидравлические и пневматические прижимные устройства используются в стационарных машинах на промышленных объектах.
Переносные устройства по своим характеристикам не уступают стационарным. Сварочный аппарат, сделанный в виде ручных клещей, способен соединить металл толщиной 5 мм. А с помощью ручного привода фиксации достигается усилие в 150 кг. Простота использования, высокое качество сварного шва, низкая цена, выделяет этот тип аппаратов среди конкурентов.
Инвентарные устройства имеют небольшие размеры, многофункциональность, легко подключаются к бытовой сети. И даже высокая цена не снижает их популярности.
Аппарат для точечной сварки своими руками
 Простейшим для изготовления в домашних условиях является аппарат точечной сварки, в котором сила тока не регулируется. А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.
Простейшим для изготовления в домашних условиях является аппарат точечной сварки, в котором сила тока не регулируется. А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.
Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
 Для работы магнетрона в микроволновой печи нужно повышенное напряжение в 4000 В. Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.
Для работы магнетрона в микроволновой печи нужно повышенное напряжение в 4000 В. Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.
Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
Делается не больше 3 витков. У вас получиться 2 В, этого достаточно для домашних нужд. Но если вам нужен больший ток, то сделайте больше витков, так вы повысите показатели мощности. Также можно использовать несколько трансформаторов. Это хороший вариант когда у вас на руках 2 одинаковых, но их характеристик по отдельности не хватит для сварки металла нужной толщины.
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
 Одноимённые выводы имеют обозначения на трансформаторах, но если на вашем устройстве оно отсутствует, то можно провести проверку. На первичные обмотки трансформаторов подаётся напряжение, а к вторичным обмоткам подключён вольтметр. Результата может быть два: прибор показывает напряжение или нет.
Одноимённые выводы имеют обозначения на трансформаторах, но если на вашем устройстве оно отсутствует, то можно провести проверку. На первичные обмотки трансформаторов подаётся напряжение, а к вторичным обмоткам подключён вольтметр. Результата может быть два: прибор показывает напряжение или нет.
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
 Электроды требуют периодической подкачки, так как со временем они теряют форму и приходят в негодность. Чем меньше длина провода, идущего от электрода к трансформатору, тем лучше. Количество соединений должно быть минимальным, на них также теряется мощность. В идеале, на концы цепляются медные наконечники, к которым подключаются электроды. В месте контакта меди происходит окисление, чтобы этого избежать их спаивают вместе. Такое соединение проще чистить.
Электроды требуют периодической подкачки, так как со временем они теряют форму и приходят в негодность. Чем меньше длина провода, идущего от электрода к трансформатору, тем лучше. Количество соединений должно быть минимальным, на них также теряется мощность. В идеале, на концы цепляются медные наконечники, к которым подключаются электроды. В месте контакта меди происходит окисление, чтобы этого избежать их спаивают вместе. Такое соединение проще чистить.
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
 Аппарат управляется переключателем или рычагом. Электроды должны быть закреплены с такой силой, чтобы обеспечить нормальную сварку. Чем толще лист металла, тем больше показатель. На промышленных аппаратах она доходит до 100 кг. Делайте рычаг управления длинными и крепким, а сам аппарат помассивнее, с возможностью стационарного крепления. Дополнительное усилие при точечной сварке можно добавить винтовым зажимом.
Аппарат управляется переключателем или рычагом. Электроды должны быть закреплены с такой силой, чтобы обеспечить нормальную сварку. Чем толще лист металла, тем больше показатель. На промышленных аппаратах она доходит до 100 кг. Делайте рычаг управления длинными и крепким, а сам аппарат помассивнее, с возможностью стационарного крепления. Дополнительное усилие при точечной сварке можно добавить винтовым зажимом.
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Эксплуатация
Включать и выключать аппарат нужно когда электроды сжаты, иначе электроды будут искрить и подгорать. Принудительная вентиляция значительно облегчит эксплуатацию, иначе вам придётся следить за температурой трансформатора, электродов, токопроводов и делать частые перерывы. А пока вы опытным путём найдёте температурные режимы элементов, что-то может безвозвратно сгореть.
Чтобы качественно осуществлять точечную сварку нужен опыт сведения двух поверхностей материала, сварки токовым импульсом, определения процесса готовности по цвету и внешнему виду.
При осуществлении точечной сварки своими руками соблюдайте технику безопасности, при возникновении искр и расплавленного металла, немедленно прекращайте работу. Эксплуатация неисправного аппарата представляет большую опасность.
Оцените статью: Поделитесь с друзьями!stanok.guru
Точечная сварка своими руками и ее особенности
Существующие разновидности процесса сварки зависят от применения тех или иных энергоносителей, играющих важную роль при выполнении данного вида работ. Точечная сварка своими руками должна осуществляться под контролем сварной точки посредством визуального наблюдения.

Точечная сварка — это сварочный процесс, в процессе которого детали соединяются в нескольких точках.
Зачастую данный вид сварки используют в домашних условиях. Уровень ее качества будет определяться навыком, связанным с определенным импульсом тока.
Применение технологии конденсаторной точечной сварки
Схема конденсаторной точечной сварки.
Выполняя сварку тонких деталей (ширина 1-1,5 мм), применяют технологию конденсаторной сварки. Она является одной из четырех способов создания сварных швов с использованием аккумулированной энергии:
- Конденсаторной.
- Электромагнитной.
- Инерционной.
- Аккумуляторной.
На практике в промышленности и домашнем быту применяется конденсаторная сварка. Она связана с питанием энергией батарей конденсаторов, которая после ее сохранения будет израсходована на осуществление сварного шва за определенный временной интервал с малой длительностью. Два вида конденсаторного типа сварки:
- За счет разряда конденсатора на деталь.
- За участок разряда конденсатора принимают первичную обмотку трансформатора для сварки.
Если предусмотрен прямой разряд, то осуществляют сварку проволоки встык. Если воспользоваться вторым способом, то он как раз предназначается с целью проведения точечной сварки, а также шовной. Их преимуществом выступает возможность соединения деталей различных форм при их толщине, находящейся в интервале 0,005-1 мм. Уровень потребляемой мощности колеблется в интервале 0,1-0,2 кВа, а сварочный ток действует при кратковременном импульсе, продолжительность которого до 0,001 сек. Конденсаторную точечную сварку применяют при изготовлении оптических приборов, телевизоров, радиоприемников, измерительных приборов и др.
Вернуться к оглавлению
Как сделать точечную сварку правильно: требования к электродам, аппараты
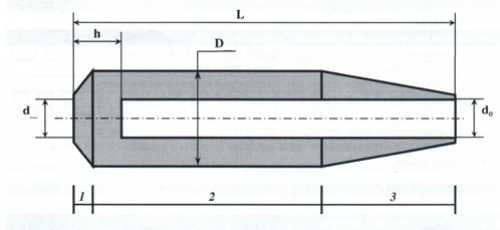
Устройство ручной точечной сварки: 1 — основание, 2 — неподвижный угольник, 3 — рычаг, 4 — шарнир, 5 — угольник, 6 — винт, 7 — электрод.
Для проведения сварки в домашних условиях выпускаются различные приборы, используемые без наличия специальных навыков, знаний и опыта. Самые простые аппараты для проведения точечной сварки имеют малую мощность, они являются настольными. Данные устройства позволяют производить сварочные работы, соединяя детали, толщина которых может достигать 0,2 мм. Приборы используются и для сварки проволоки, имеющей диаметр до 0,3 мм. Сварные соединения создаются при этом для сварки стальных элементов либо деталей, сделанных из фольги.
Устройства с малой мощностью идеально подходят для точечной сварки деталей малых размеров. Для них не требуется значительное усилие прижима, которое производится нажатием рукой. Вид используемого электрода в данном устройстве напоминает форму пистолета. Основной элемент сварочного прибора может представлять собой сварочный трансформатор, имеющий небольшие размеры. Вторичная обмотка трансформатора служит для надежного подключения к ней электродов. Для проведения сварки в домашнем быту применяют аппарат, имеющий малую мощность. Используют не только приборы с малой мощностью, но и с более высокой. Эти аппараты работают на основе следующих важных элементов:
Сварочный трансформатор.
- Мощного сварочного трансформатора.
- Тиристорного полупроводникового ключа.
- Специального устройства, позволяющего выдерживать время и обеспечивать контроль за длительностью сварочного процесса.
Данный вид аппаратов позволяет осуществлять сварку элементов, имеющих наибольшую толщину, обеспечивающих требуемый уровень давления и подходящие условия в процессе сварки. Можно купить прибор с такой мощностью, которая будет необходима. Вместе с тем можно сделать заказ на изготовление сварочного прибора, который будет иметь усовершенствованные функции. Электроды обязательно должны обеспечить необходимый уровень надежности в рамках соответствующего температурного режима.
Преимущество электрода связано с его высокой тепло- и электропроводностью, легкой механической обработкой. Бронза, используемая для создания электродов, содержит кадмий либо кобальт. Электроды создают из электролитической меди и ее сплавов, которые содержат хром или вольфрам. Медь имеет показатели электро- и теплопроводности, превосходящие характеристики бронзы по ее аналогичным показателям, включая ее сплавы. Показатель износостойкости меди ниже в 5 или 7 раз, поэтому изготавливать электроды принято в основном из специального сплава ЭВ, представляющего собой чистый вид меди, состав которой имеет до 0,7% хрома и до 0,4% цинка. Проводимая точечная сварка по уровню качества определяется диаметром используемых электродов.
Вернуться к оглавлению
Как правильно соблюдать технику безопасности сварки
Техника безопасности при сварочных работах.
Для правильного осуществления сварки, проводимой дома, потребуется следующее:
- Наличие постоянной скорости, с которой происходит перемещение двух электродов.
- Необходимый уровень поддержки показателя давления, что связано с полной контактностью с соединяемыми элементами.
Вместе с тем необходимо обязательное выполнение условий техники безопасности при проведении точечной сварки, которая включает следующие основные моменты:
- Обязательно проводят изоляцию каждого электрического и соединительного провода.
- Применяют средства защиты, то есть перчатки или рукавицы, предохраняющие руки от получения возможного ожога.
- Для защиты лица применяют специальную маску, чтобы искры и брызги металла не могли попасть прямо в лицо.
- Возле места проведения работ не должны находиться материалы либо предметы, которые являются легковоспламеняющимися.
- Деревянному полу также требуется специальная защита от возгораний.
- Следует заранее предусмотреть наличие специальных средств, позволяющих тушить возгорания.
- В помещении, где проводятся работы, не должны скапливаться газы, вредные для здоровья людей, поэтому его следует проветривать.
Вернуться к оглавлению
Особенности технологии точечной контактной сварки
Вернуться к оглавлению
Какие операции позволяет осуществить точечная сварка
Схема точечной сварки.
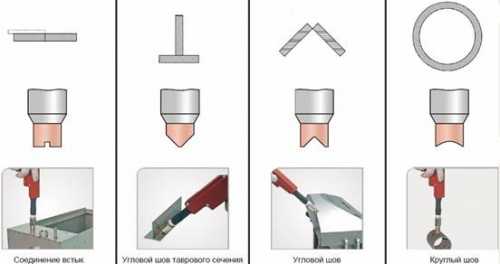
Такой вид сварки, как точечная, используется не только в домашнем быту, но и в промышленных отраслях. Сделать точечную сварку можно, соединяя следующие виды заготовок:
- стальных листовых;
- металлических;
- профильных элементов;
- металлических стержней.
Чтобы обеспечить качественное сварное соединение, следует обязательно осуществить подготовительные работы правильно. Поверхности деталей очищают от различных загрязнений с использованием специальных щеток, путем опескоструивания, травления в кислотах и пр. Схема, позволяющая сделать точечную сварку в быту, предусматривает несколько этапов. Сварочным аппаратом можно соединять различные типы кабеля, алюминиевые детали, выполнять починку утвари для кухни. Рассмотрим подробнее все этапы сварочных работ.
- Детали, требующие соединения, размещаются в нужном положении.
- Детали помещают в промежуток между электродами с последующим прижатием друг к другу заготовок.
- Соединяемые элементы следует нагреть до пластичного состояния, чтобы их можно было деформировать.
Промышленные условия проведения точечной сварки предполагают соответствующее оборудование, предусматривающее автоматический режим работы.
Характеристики точечной сварки.
600 точек/мин — это максимальный уровень, которого может достигать частота сварки. Специалисты рекомендуют оставлять скорость, с которой перемещаются электроды, на постоянном уровне. Одновременно должна обеспечиваться соответствующая величина давления при обязательном контакте соединяемых элементов. Контактная сварка представляет собой процесс, при котором заготовка из металла расплавляется.
В результате получают литую структуру, которая образуется тогда, когда осадочное давление позволяет преодолевать предусмотренную жесткость деталей, подвергающихся деформации. Сварочный ток при нагревании должен быть связан с кратковременным импульсом длительностью от 0,01 до 0,1 сек. Длительность данного импульса будет зависеть от условий проведения сварки. Это позволит расплавить электродами материал, что обеспечит для заготовок формирование жидкого ядра, которое является общим, а его диаметр может составлять от 4 до 12 мм.
Если импульс силы тока перестает действовать, то произойдет удерживание заготовок в приборе на определенное время, что позволит ядру, находящемуся в расплавленном состоянии, остыть с последующей кристаллизацией. Существуют плюсы и минусы точечного вида сварки. Например, механическую прочность создаваемых швов связывают не только с высокой экономичностью, но и с возможностью автоматизировать сварочный процесс с большой точностью его проведения.
Среди значительных недостатков выделяют отсутствие герметичности получаемых швов. Если толщина свариваемых деталей возрастает, то давление увеличивается. Это влечет за собой уменьшение полезного срока эксплуатации электродов. Данный тип работ используется при соединении деталей, которые имеют относительно небольшую или малую толщину до 6,0 мм. Вместе с тем этот вид сварки достаточно безопасен, поскольку выплеск и разбрызгивание металла в данных условиях не происходит после создания уплотняющего пояса между ними.
Вернуться к оглавлению
Режимы точечной сварки
Режимы точечной сварки.
Сделать точечную сварку можно в двух режимах, которые зависят от плотности силы тока:
- Мягкий (при плотности до 100 а/мм²).
- Жесткий (при плотности до 300 а/мм²).
Жесткий режим имеет следующие характеристики:
- повышенный уровень мощности;
- большая загрузка сети;
- увеличение стоимости.
Жесткий режим обеспечивает при малом времени сварочных работ высокую производительность сварки. Если при жестком режиме точечной сварки происходит снижение показателя прочности сварной точки, то это приводит к появлению дефектов.
Дефекты точечной сварки: а — подрез; б -трещины; в — пористость; г — неметаллические и шлаковые включения; д — непровар по кромке шва; е -непровар по толщине шва.
Возникновение непровара точки представляет опасный момент, когда литое ядро имеет малые размеры либо отсутствует. Обычно его размеров недостаточно, чтобы обеспечить прочность шва. Наличие данного дефекта не каждый раз можно отслеживать, делая визуальный осмотр, который тем и опасен. Дефекты могут проявляться в виде:
- Появления глубоких вмятин.
- Полного прожога металла.
- Подплавления поверхности деталей.
- Наличия раковин и глубоких вмятин.
- Сильной пористости сварного ядра.
Основными характеристиками мягкого режима являются:
- Более долгое время сварки.
- Наиболее плавный нагрев при малой мощности.
Возможность уменьшения мощности прибора, потребляемой от сети, связана с уменьшением нагрузки и меньшей стоимостью самого аппарата. С использованием мягкого режима осуществляют сварку элементов из легированных сталей и стальных деталей, которые содержат углерод в большом количестве. Жестким режимом пользуются при сварке сталей с наибольшей прочностью. Давление при этом должно быть большим, поскольку могут образоваться трещины.
moiinstrumenty.ru
Точечная сварка своими руками: как сделать?
Точечная сварка своими руками заинтересует тех, кому необходим сварочный аппарат, но кто не хочет тратить на него много денег.
В этом случае контактная точечная сварка – лучший вариант, т.к. собрать такой аппарат можно буквально из подручных средств.
В статье вы узнаете о том, как собрать аппарат в домашних условиях, какие инструменты и средства для этого потребуются, а также плюсы и минусы этого вида сварки.
Схема и видео помогут вам выполнить весь процесс самостоятельно и получить качественный продукт, который прослужит не один год.
Как работает этот вид сварки?
Точечное сваривание вовсе не дилетантский вид работы, который используют только в домашнем пользовании – он распространен как в промышленных масштабах, так и в частном производстве.
Точечная сварка – это контактная работа по соединению двух элементов в нужном положении. Этот вид сварки похож на шовную и аналоговую, но все же имеет свои отличия и нюансы.

Самый значительный плюс точечной сварки в том, что сделать аппарат для нее (в том числе и из старых деталей микроволновки) под силу любому человеку, более или менее знакомому с электротехникой.
К тому же, такой аппарат не будет ни в чем уступать машинам, произведенным на заводе – разница в том, что домашний можно использовать только в локальных масштабах, но для личных нужд большего и не нужно.
Если контактная сварка – это новый для вас процесс, то лучше сначала немного вникнуть в этот процесс и понять, как работает аппарат. В этом случае собрать его будет гораздо проще.
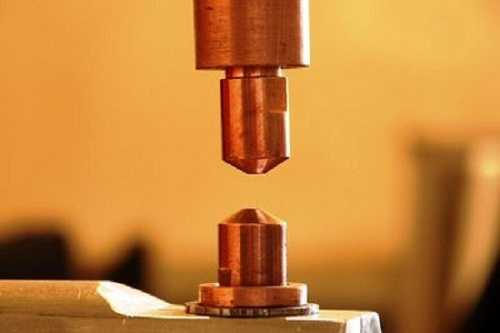
Сварка элементов происходит следующим образом: сначала нужно закрепить металлические детали в том положении, которое вам нужно и поместить их между электродов аппарата.
Затем детали нагреваются так, чтобы они стали пластичны и затем соединяются между собой.
Нагреваются детали посредством импульса электричества, длительность которого не более 1 сек.
Его задача – расплавить части деталей и сделать на месте, куда он направлен, что-то вроде жидкой ванночки, диаметр которой 12 мм.
После завершения работы импульса детали должны еще некоторое время оставаться зафиксированными в нужном вам положении, чтобы успеть остыть и лучше соединиться между собой.
Плюсы точечного сваривания очевидны: это низкая цена на производство самого аппарата (его собирают практически из подручных средств и своими руками), значительная экономия электричества, высокая прочность швов и автоматизация процесса (на производстве используются аппараты, способные производить до 600 точек/мин).
Минус у этого вида сварки только один – вы не сможете сделать герметичный шов, хотя полученные варианты будут вполне прочными и долговечными.
Схема сварки поможет вам лучше понять, как это работает.
Как видно из процесса работы, главная задача аппарата – нагревание деталей до температуры плавления.
Сила нагрева разных аппаратов отличается и нужно знать, какая мощность и продолжительность нужна именно вам.

Например, для нержавеющей стали лучше использовать непродолжительный нагрев, а для углеродной – наоборот.
Кроме того, машина для сварки должна обеспечивать значительное давление соединяемых деталей, пик которого достигается при окончании нагрева. Без этого качественное соединение частей не получится.
Хорошие электроды точечной сварки подразумевают высокую тепло- и электропроводимость и не имеют проблем с механической обработкой, поэтому для изготовления подойдет не всякий материал.
Можно использовать: бронзу с примесью кобальта или кадмия, электролитическую медь и сплавы на ее основе с вольфрамом и хромом.
Чтобы собрать аппарат своими руками лучше всего использовать сплавы меди марки ЭВ.
При изготовлении важно помнить, что диаметр наиболее тонкого элемента аппарата не должен превышать размер места плавления (его диаметр должен быть в 2-3 раза меньше).
Смотрите видео о том, как использовать точечную сварку для домашнего пользования.
Видео:
Этапы создания
Как уже говорилось, точечную сварку своими руками можно собрать буквально из подручных средств.
Начинать работу нужно со сборки инвертора. Использование инвертора сделает возможным функционирование всего устройства.
Для его сборки используйте детали, изготовленные в СССР:
- диоды;
- конденсаторы;
- дроссели;
- трансформаторы.
В случае использования этих частей, сложная дополнительная настройка не потребуется.
Чаще всего аппарат делают из деталей старой микроволновки, которая, возможно, есть у вас в доме или же у знакомых. Такая точечная сварка из старых деталей микроволновки имеет мощность около 800 Ампер.
Ее хватит, чтобы сварить достаточно тонкие листы металла. Как правило, для домашнего использования большей мощности и не нужно.
Старайтесь выбрать большие, а не маленькие микроволновки, т.к. в больших моделях имеется более мощный трансформатор, который и будет основой вашего сварочного аппарата.
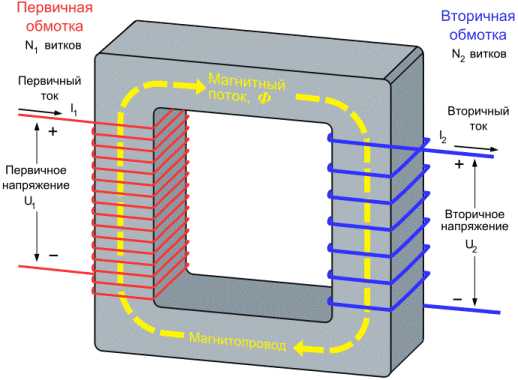
Трансформатор выглядит следующим образом: это сердечник с двумя обмотками, первая из которых сделана толстым проводом с меньшим количеством витков.
Трансформатор держится за счет сварных швов, поэтому чтобы добраться до его обмоток, нужно убрать их (это можно сделать ножовкой или болгаркой).
Извлеченный трансформатор должен содержать неповрежденную обмотку и разделенный на 2 части сердечник, очищенный от бумаги и клея, которые фиксировали обмотки.
Далее нужно намотать вторую обмотку трансформатора. Вам понадобится кабель, соответствующий прорези в трансформаторе (примерно 7 мм), который нужно намотать в два витка.
Трансформатор нужно прикрепить к основанию, сделать это можно эпоксидной смолой – для этого сожмите механизм тисками и оставьте на некоторое время, чтобы материал смог склеиться.
Ниже на видео показана сварка на трансформаторе микроволновки.
Видео:
Благодаря вторичной обмотке, мощность трансформатора будет примерно 2 Вт.
Если вы хотите, чтобы мощность аппарата была выше, то вам понадобится еще один трансформатор из микроволновки, который нужно будет присоединить к первому.
Так выглядит схема трансформатора.
Когда обе обмотки аппарата будут соединены, нужно проверить силу тока.
Она не должна быть выше 2000 Ампер, иначе возможны значительные скачки напряжения не только в вашей квартире, но и у всех соседей.
Присоединить трансформатор можно с помощью вторичной обмотки.
При этом количество тока сварки увеличится в два раза – если было 220, то станет около 500.
Для соединения используйте провода диаметром 10 мм. Схема соединения поможет вам сделать все правильно, если же технология будет нарушена, то велика вероятность короткого замыкания.
Напряжение будет выходить на первую обмотку, а на выходе нужно включить вольтметр, который сможет работать с переменным напряжением.
Выбирать направление работы обмоток нужно исходя из следующих вариантов: есть напряжение в приборе или оно отсутствует.
В первичной цепи можно наблюдать наличие обмоток, имеющих разноименные выводы.
Напряжение этих обмоток обычно равно ½ от входного напряжения, его увеличение и трансформация произойдут в следующих за этой обмотках, но коэффициенты будут одинаковыми.
Ниже схема, как сделать пистолет для точечной сварки.

После включения вторичных обмоток, нужно сложить разность полученных потенциалов – тогда вольтметр будет показывать удвоенное значение разности для каждой из обмоток.
Если же аппарат показывает «0», то получаемые значения будут равны, но с противоположными знаками.
Следовательно, каждая соединенная пара обмотки будет иметь аналогичные выводы.
Посмотрите на видео, как правильно удалить и собрать трансформатор для точечной сварки.
Видео:
Клещи для трансформатора
Чтобы аппарат работал, вам нужен не только трансформатор, но и клещи. Клещи являются механической частью машины.
Поэтому точечная сварка обязательно требует сделать клещи и электроды, без которых работа аппарата невозможна.
Чтобы сделать клещи, нужно заточить стержни электродов, которые вы будете использовать, т.к. иначе они деформируются. Электроды не могут работать вечно и со временем теряют свои свойства.
Провод, который соединяет электроды и токовый преобразователь не нужно делать длинным, иначе будет неудобно работать. Также не должно быть много соединений, т.к. каждое из них будет забирать мощность.
На концах провода лучше всего сделать медные наконечники, которые смогут соединить электроды с проводом.
Наконечники спаиваются так, чтобы прилегание было максимально плотным, т.к. плохо спаянное соединение будет причиной значительной потери мощности аппарата и даже его поломки.
Спаять наконечник и провод своими руками будет не так просто из-за значительного диаметра, поэтому при работе используйте наконечники под пайку, они облегчат работу.
Также это поможет, когда придет время заменить электроды, т.к. заменить старые стержни новыми не очень удобно.
Соединение, сделанное с использованием наконечника под пайку, проще избавить от участков с окислом.
Электроды можно купить на любом рынке с электроприборами. Они выглядят как небольшие прутья (диаметр чуть больше 1 см). Схема электрода ниже на фото.
Если трансформатор микроволновки имеет плохую сварку, можно воспользоваться электродами с паяльников – для этого нужно снять с них жала.
Присоединяют электроды коротким шнуром без лишних соединений.
Чтобы получить соединение между электродом и трансформатором, проделайте отверстие сверлом или дрелью, но также можно использовать и наконечник из меди.
Для плотного закрепления максимально затягивайте болт, а во избежание процесса окисления, спаяйте провод с наконечником.
Но если вы планируете частое использование сварочного аппарата, то лучше присоединять электроды болтом, т.к. в этом случае их будет проще заменить.
Лучше всего, если соединительный материал будет сделан из меди.
Выключатель сварочного аппарата
Для того чтобы процесс сварки стал возможен, вам понадобится рычаг-выключатель. Для того чтобы детали могли быть соединены, между электродами должна быть обеспечена соответствующая сила сжатия.
Для усиления сжима деталей тело сварочного аппарата нужно оборудовать рычажными зажимами.
Для домашней работы подойдет прибор с рычагом, который выдерживает 30 кг (для сравнения, для промышленной сварки это минимум 50 кг).
Включатель сварочного аппарата монтируют в цепь первичной обработки, однако, если вы оборудовали его рычагом, то прикрепить включатель лучше всего к нему.
Тогда включение машины будет осуществляться путем давления на рычаг – это включит ток, а другой рукой нужно будет фиксировать свариваемые детали.
Сборка точечной сварки не слишком сложный, но достаточно ответственный процесс – нужно быть внимательным к правильному соединению деталей, чтобы избежать замыкания и выхода устройства из строя.
stoydiz.ru