Содержание
На что влияет катет сварного шва
При сварке ответственных конструкций большое внимание уделяется катету сварного шва. На заводах и предприятиях этот параметр проверяется отдельно и изделие могут признать негодным и отправить на переделку, что повлечет потерю времени и финансовые расходы. Здесь мы рассмотрим, что такое катет шва, как его правильно рассчитать и проверить.
- В каких швах бывает катет
- Что такое катет сварочного шва
- Выбор катета
- Расчет катета шва
- Последствия неправильного вычисления катета
- Что влияет на катет сварного шва
- Проверка качества шва
В каких швах бывает катет
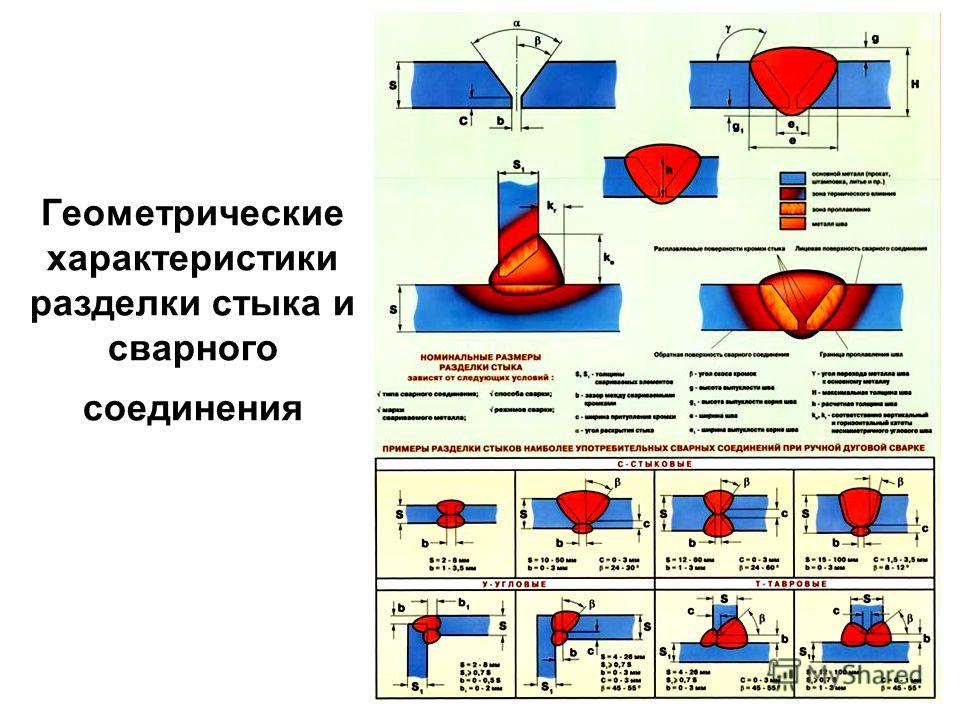
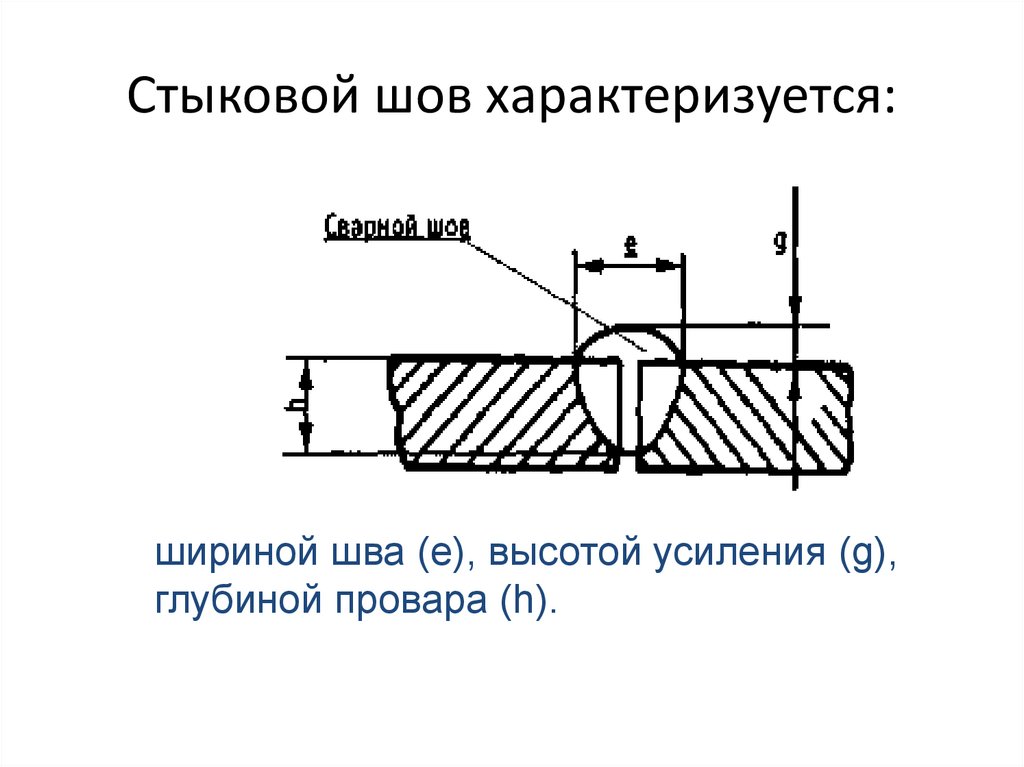
Геометрия сварных соединений зависит от способа стыковки двух сторон между собой. При сварке пластин встык (на горизонтальной, вертикальной, потолочной поверхности) на месте соединения образуется валик. Для оценки качества шва измеряют его высоту, ширину, а методом разрушающего контроля или при помощи рентгена смотрят глубину провара. Катета здесь нет.
Катета здесь нет.
Катет встречается только на угловых и тавровых соединения. Положение деталей в пространстве не имеет значения. При угловом шве, определить его высоту довольно сложно, поскольку нет плоскости, от которой можно оттолкнуться. Поэтому для оценки качества таких соединений измеряют ширину шва, катет и глубину провара (методами разрушающего и неразрушающего контроля).
Что такое катет сварочного шва
Катет шва — это две стороны треугольника, расходящиеся от прямого угла. По сути, катет здесь имеет такое же определение, что и в школьной геометрии. В идеале, чтобы такой треугольник был равнобедренным, тогда одинаковая часть наплавленного металла ложится на каждую сторону. Это обеспечивает наилучшее удержание деталей и прочность соединения.
Понятие катета сварного шва применимо ко всем видам сварки. Достичь определенного катета при соединении можно покрытым плавящимся электродом (ММА), горелкой полуавтомата (MIG/MAG), неплавящимся вольфрамовым стержнем и горелкой аргоновой сварки (TIG). Поскольку в угловом и тавровом соединении всегда два катета (на вертикальной и нижней поверхности заготовок), при измерении, для удобства, их иногда обозначают как К1 и К2. В хорошем шве К1 и К2 равны.
Поскольку в угловом и тавровом соединении всегда два катета (на вертикальной и нижней поверхности заготовок), при измерении, для удобства, их иногда обозначают как К1 и К2. В хорошем шве К1 и К2 равны.
Выбор катета
Сама поверхность сварочного шва на угловых соединениях бывает:
-
Выпуклой — валик выступает наружу, иногда превышая длину самого катета. Внешне такой шов выглядит мощно, но увеличенное количество наплавленного металла ведет к образованию внутренних напряжений. Из-за этого изделие склонно к деформациям, особенно, если его стенки 2-3 мм. -
Вогнутой — поверхность шва изогнута внутрь и расположена ниже высоты катета. Чтобы получить такую форму, требуется увеличить силу тока и быстрее вести электрод или горелку. На полуавтомате стоит повысить индуктивность, чтобы процесс отделения капли стал более плавным. Это увеличивает глубину проплавления и содействует вогнутой поверхности шва.
-
Ровной — между сторонами углового соединения почти ровная, косая плоскость поверхности шва. Такое получается реже, но все же возможно. Этот вариант более удобен для механической обработки стыков — мало счищать наплавленного металла и оснастка шлифовальной машины захватывает сразу всю поверхность.
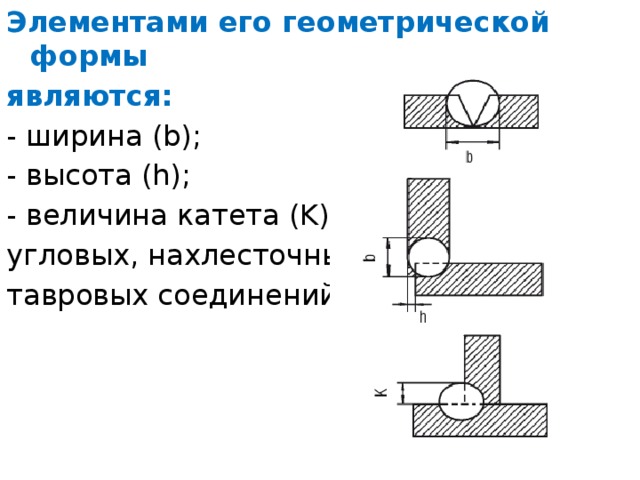
Под катетом в каждом случае подразумевается длина (на горизонтальной части заготовки) и высота (на вертикальной части заготовки) стороны треугольника, начинающаяся от корня шва. По-другому, это расстояние от кромки (наружной границы) шва до поверхности другой детали.
Кажется, чем больше катет, тем лучше, но это не так. Большой катет сварного шва создает напряжения в соединении и ведет к выворачиванию конструкции. Увеличивается площадь нагрева детали. Изделие может сильно повести. Большой катет — это всегда перерасход материала (электродов, сварочной или присадочной проволоки), задержка по времени. Создание шва большой высоты требует длительного удержания дуги на одном месте, что ведет к выгоранию легирующих элементов и более скорой коррозии. Поэтому катет следует рассчитывать правильно для каждой конструкции.
Создание шва большой высоты требует длительного удержания дуги на одном месте, что ведет к выгоранию легирующих элементов и более скорой коррозии. Поэтому катет следует рассчитывать правильно для каждой конструкции.
Расчет катета шва
Поскольку угловой сварочный шов похож в сечении на треугольник, узнать высоту и длину его сторон можно при помощи геометрической формулы, задействовав математические способности. Расчет производится по формуле:
T=S*cos45º
Приведенные составляющие расшифровываются так:
T — величина катета шва, которую мы пытаемся вычислить
S — ширина валика (в геометрии — гипотенуза треугольника)
cos45º — это стандартное значение с коэффициентом 0.7
Произведем расчет катета сварного шва на практике. Например, у нас угловое соединение с шириной валика 5 мм. Подставляем это значение в формулу и получаем 5*0.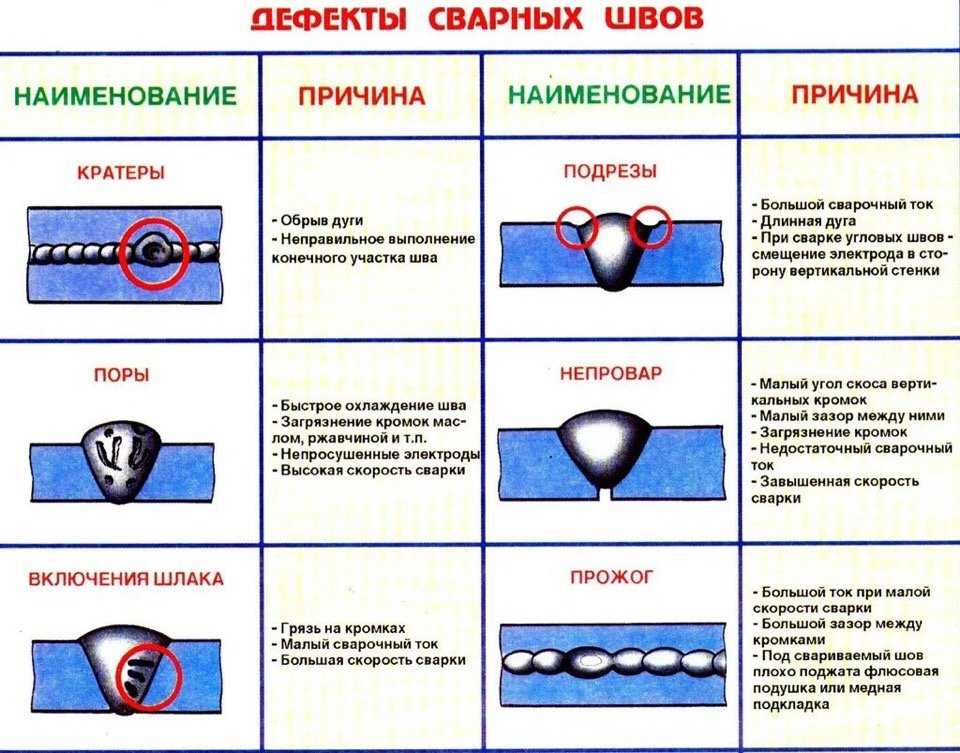 7=3.5 мм. Значит катет шва составляет 3.5 мм. Эта формула применима, когда наплавленный металл равномерно лежит на каждой стороне углового соединения.
7=3.5 мм. Значит катет шва составляет 3.5 мм. Эта формула применима, когда наплавленный металл равномерно лежит на каждой стороне углового соединения.
Опытным путем были установлены оптимальные параметры сварочного шва для каждой толщины металла. Если их придерживаться, то получится прочное соединение без перерасхода присадочного материала. Представляем характеристики сварочного шва в таблице.
|
Толщина заготовок, мм |
Тип соединения |
Минимальный катет шва, мм |
|---|---|---|
|
4-5 |
Тавровое с двухсторонним проваром |
4 |
|
6-10 |
Тавровое с двухсторонним проваром |
4-5 |
|
11-16 |
Тавровое с двухсторонним проваром |
4-6 |
|
17-22 |
Тавровое с двухсторонним проваром |
5-7 |
|
23-32 |
Тавровое с двухсторонним проваром |
6-8 |
|
4-5 |
Тавровое с односторонним проваром или угловое с односторонним проваром |
5 |
|
6-10 |
Тавровое с односторонним проваром или угловое с односторонним проваром |
6 |
|
11-16 |
Тавровое с односторонним проваром или угловое с односторонним проваром |
7 |
|
17-22 |
Тавровое с односторонним проваром или угловое с односторонним проваром |
8 |
|
23-32 |
Тавровое с односторонним проваром или угловое с односторонним проваром |
9 |
Как видно, размер катета составляет от 30 до 100% от толщины детали — чем тоньше заготовка, тем ближе величина катета к показателю ее сечения. При сварке деталей с разной толщиной катет выбирается по большему показателю. Например, если вы свариваете заготовки сечением 5 и 10 мм с проваром только с одной стороны, катет шва должен быть 6 мм (берется из расчета, как будто две стороны имеют толщину 10 мм). Если ориентироваться на тонкую сторону, то получится слабое усиление на толстом металле и соединение будет ненадежным. Но в таком случае важно правильно выбрать силу тока и варить с определенной техникой ведения дуги.
При сварке деталей с разной толщиной катет выбирается по большему показателю. Например, если вы свариваете заготовки сечением 5 и 10 мм с проваром только с одной стороны, катет шва должен быть 6 мм (берется из расчета, как будто две стороны имеют толщину 10 мм). Если ориентироваться на тонкую сторону, то получится слабое усиление на толстом металле и соединение будет ненадежным. Но в таком случае важно правильно выбрать силу тока и варить с определенной техникой ведения дуги.
Последствия неправильного вычисления катета
Негативные последствия большого катета мы уже рассмотрели. Второй распространенной ошибкой является слишком маленький катет шва. Тогда на сторонах оказывается мало наплавленного металла, что уменьшает силу соединения. При изломе или вибрации конструкция может не выдержать нагрузки и шов треснет. Хотя малый катет экономит расходные материалы, он допустим только на неответственных соединениях (мангал, стол и пр.).
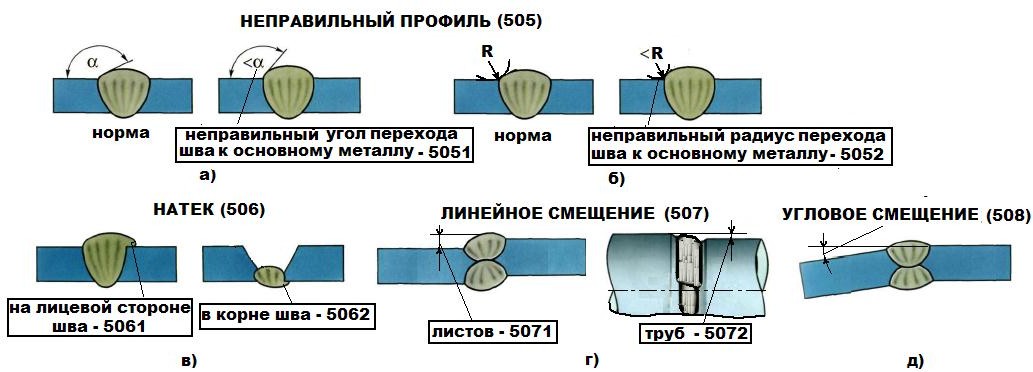
Еще одна ошибка сварщиков — несимметричный катет. Чаще всего бывает нижняя полка шва слишком широкая, а верхняя — чрезмерно короткая. Получается это при неправильной технике или выборе режима сварки, ведь расплавленный металл под действием силы тяжести стекает вниз. Шов выглядит широким, но лишь немного находит на вертикальную сторону, поэтому она держит слабо и не рассчитан на серьезные нагрузки.
Чаще всего бывает нижняя полка шва слишком широкая, а верхняя — чрезмерно короткая. Получается это при неправильной технике или выборе режима сварки, ведь расплавленный металл под действием силы тяжести стекает вниз. Шов выглядит широким, но лишь немного находит на вертикальную сторону, поэтому она держит слабо и не рассчитан на серьезные нагрузки.
Что влияет на катет сварного шва
На формирование катета шва угловых и тавровых соединения влияет ряд факторов:
-
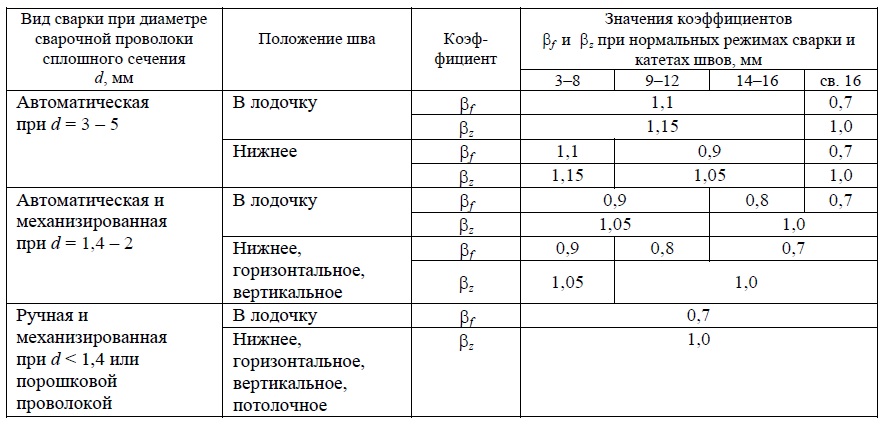
Направленность горелки или электрода. Если варить угловые швы с удержанием электрода или горелки под углом 45º, то жидкий металл под действием силы тяжести стечет на нижнюю полку, занизив вертикальный катет. Опытные сварщики в таком случае изменяют угол на 20-30º, направляя конец электрода на вертикальную поверхность. Так получается изменить высоту катета, добиться равностороннего треугольника в сечении шва. -
Положение изделия в пространстве. Получить равномерный шов на угловом соединении легче, разместив изделие «в лодочку». Тогда поверхность сварочной ванны получается ровной, металл никуда не стекает и одинаково покрывает обе соединяемые стороны.
-
Скорость ведения дуги. При быстром проведении шов получается узким, а катет нередко малым. Сварка с задержкой ведет к увеличению высоты шва и росту катета. Скорость сварки нужно подбирать на черновой заготовке, попробовав разные варианты, и только потом переходить на сварку ответственного изделия. -
Сила тока. Малая сила тока содействует наложению присадочного металла сверху, без глубокого проплавления. Катет получается большой, но качество соединения при этом плохое. Слишком высокий сварочный ток ведет к глубокому проплавлению, но увеличивает текучесть металла, содействует подрезам на вертикальной стороне, что тоже является дефектом. -
Индуктивность. Определяет скорость переноса капли расплавленного металла при полуавтоматической сварке. Правильные настройки помогают хорошо прогреть деталь, наложить аккуратный шов, снизить разбрызгивание.
-
Характеристики присадочного металла. Если стержень плавящегося электрода или проволока полуавтомата имеют высокотемпературные добавки, то сварочная ванна получается более густая, что ведет к росту катета. Низкотемпературные сплавы растекаются быстрее, снижая высоту катета шва.
 Получить равномерный шов на угловом соединении легче, разместив изделие «в лодочку». Тогда поверхность сварочной ванны получается ровной, металл никуда не стекает и одинаково покрывает обе соединяемые стороны.
Получить равномерный шов на угловом соединении легче, разместив изделие «в лодочку». Тогда поверхность сварочной ванны получается ровной, металл никуда не стекает и одинаково покрывает обе соединяемые стороны.
 Определяет скорость переноса капли расплавленного металла при полуавтоматической сварке. Правильные настройки помогают хорошо прогреть деталь, наложить аккуратный шов, снизить разбрызгивание.
Определяет скорость переноса капли расплавленного металла при полуавтоматической сварке. Правильные настройки помогают хорошо прогреть деталь, наложить аккуратный шов, снизить разбрызгивание.
Проверка качества шва
На заводах и других предприятиях, где производится сварка ответственных конструкций, предъявляются строгие требования к получаемым швам. Они не должны содержать подрезы, поры, непровары, трещины, наплывы. Нередко сварщики получают прямые указания, какой катет требуется (например, все швы должны быть с катетом 6 или 8 мм). Несоблюдение требования ведет к замедлению производства, выговорам и денежному взысканию.
После сварки нужно проверить качество шва, включая катет. Чтобы не заниматься постоянными вычислениями, есть универсальные приборы и инструменты. Рассмотрим все существующие способы.
Неразрушающий контроль
Замер катета шва проводится очень быстро при помощи калибромера. Инструмент с вырезами упирается в стенку изделия и вторым концом наставляется на границу шва. Это показывает катет одной стороны. Перевернув калибромер наоборот и приставив к другой стенке, получаем второй катет.
Второй способ проверки катета — прикладывание стандартного шаблона. Это набор пластин с вырезами на торце. Форма выреза имеет разную ширину и линию гипотенузы. Рядом с каждым торцом выгравирована пометка со значением катета. Поочередно прикладывая торцы шаблона к созданному шву, подбирают наиболее подходящий по ширине и высоте поверхности. Найдя соответствующий, получают значение его катета.
Остальные параметры шва проверяют при помощи:
- рентгеновского излучения;
- ультразвукового обследования;
- гидравлического давления;
- раствора аммиака, керосина;
- внешнего контроля визуальным путем;
- воздушного давления;
- магнитографического способа;
- капиллярного контроля.

Разрушающий контроль
Точно определить катет сварного шва можно на заготовке, срезав край соединения, чтобы получить доступ к его сечению. Прочертив прямую линию по наружным плоскостям сторон, легко измерить грани полученного треугольника.
Среди других методов разрушающего контроля, показывающего качество соединения (методы не относятся к проверке катета) бывают:
- просверливание шва;
- давление на сжатие сторон;
- давление на разведение сторон;
- выкручивание сторон.
Понимая, что такое катет сварного шва, зная его оптимальные параметры, зависящие от толщины металла, получится выполнять качественные соединения. После сварки вы сможете проверить катет на вертикальной и нижней сторонах, чтобы убедиться в соответствии требованиям.
Ответы на вопросы: на что влияет катет сварного шва
Какой шаблон выбрать для измерения катета шва?
СкрытьПодробнее
Большинство сварщиков пользуются шаблоном УШС-2, содержащим 3 пластины с двумя выемками на каждой. Он позволяет замерить катет в диапазоне от 4 до 14 мм.
Он позволяет замерить катет в диапазоне от 4 до 14 мм.
Можно ли проверить катет шва прибором Ушерова-Маршака?
СкрытьПодробнее
Хотя в некоторых инструкциях к инструменту сказано, что можно, но у него нет такой функции. Он показывает высоту валика углового шва, а это не катет.
Как размер катета обозначается на чертежах по сварке?
СкрытьПодробнее
На чертежах для сварщиков значение катета помечается рисунком равнобедренного треугольника, лежащем на левом боку. Рядом прописывается цифра, указывающая на количество миллиметров.
Как добиться глубокого проплавления при малом катете?
СкрытьПодробнее
Иногда, при сварке толстого металла 5-10 мм, для высокого катета просто нет места (рядом близко расположены другие жесткие элементы конструкции или сварка ведется через узкое монтажное отверстие, ограничивающее угол установки электрода).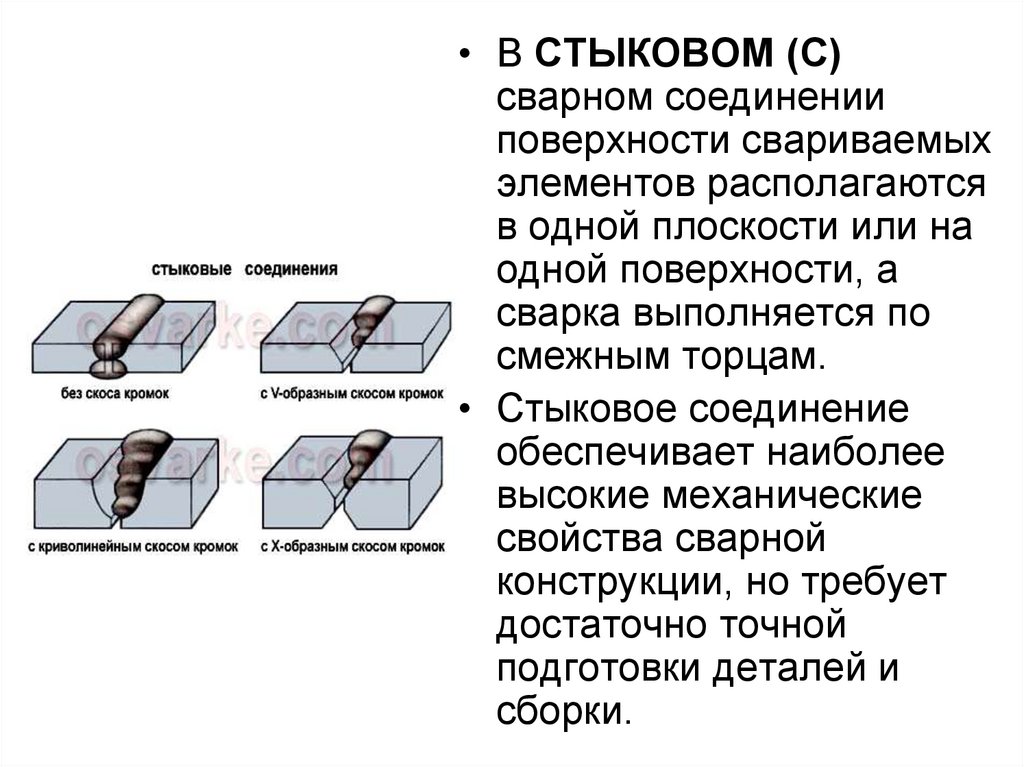 Тогда следует выполнить углубленную V-образную разделку кромок или оставить между сторонами зазор в 2-3 мм, дав затечь расплавленному металлу внутрь соединения.
Тогда следует выполнить углубленную V-образную разделку кромок или оставить между сторонами зазор в 2-3 мм, дав затечь расплавленному металлу внутрь соединения.
Как связаны между собой предел текучести стали и катет шва?
СкрытьПодробнее
Чем выше предел текучести свариваемого металла, тем больше должен быть катет шва. Обычно разделяют значения до 400 МПа и 400-500 МПа.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Что такое катет сварочного шва и как его определить
Качество сварного шва определяется несколькими характеристиками, среди которых: наличие полостей внутри, ширина, толщина, степень выпуклости и другие. Критерии и параметры отличаются в зависимости от вида сварочного шва. Для прямоугольного стыка одним из основных параметров является катет.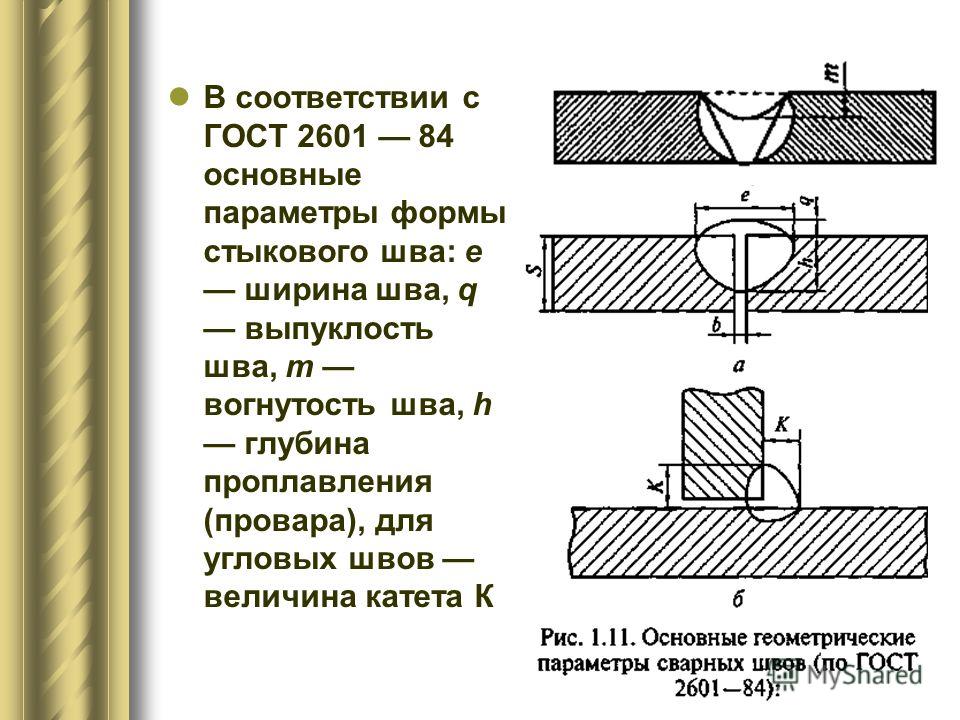 Он характеризует прочность соединения и площадь прогрева металла в процессе сваривания.
Он характеризует прочность соединения и площадь прогрева металла в процессе сваривания.
СОДЕРЖАНИЕ
- Виды швов
- Что такое катет сварочного шва
- Как выбрать катет шва
- Как измерить катет шва
- Заключение
Виды швов
Сварочный шов образуется в месте стыка двух металлических заготовок в результате расплава металла под воздействием высокой температуры. В зависимости от способа соединения заготовок сварочный шов может быть стыковым или угловым. Соединение деталей осуществляется в одной плоскости. Они расположены торцевой частью стык-в-стык по отношению друг к другу. Во втором случае детали располагаются под углом одна относительно другой.
Помимо уже перечисленных способов соединения может быть еще тавровое. Это случай, когда элементы в месте соединения образуют букву Т: один торцевой частью примыкает к фронтальной стороне иного. При таком способе соединения угол может быть не только прямым, но и острым (тупым) в любой плоскости – по горизонтали, вертикали или смещенный. Шов при любом расположении заготовок формируется между бортами примыканий.
Шов при любом расположении заготовок формируется между бортами примыканий.
Способ размещения заготовок внахлест лучше всего подходит для сваривания листовых материалов. Наиболее взвешенный вариант для тонких листов железа. В этом случае кратно уменьшается вероятность прожига металла. Свариваться металлы могут с одной или же с обеих сторон.
Каждый из выше рассмотренных способов соединения металлических заготовок имеет очень важную характеристику – катет сварного шва. Это – кратчайшее расстояние от одной детали до углового соединения второй. Другими словами, это сторона равнобедренного треугольника наибольшего размера, который можно вписать в поперечный разрез двух сваренных между собой заготовок. Это очень важная характеристика, которая информирует о качестве сварного шва.
Данный критерий оказывает прямое влияние на такие показатели:
- прочность соединения;
- результат расчета при соединении изделий с разной толщиной;
- вероятность деформации кромок деталей из-за нагрева.
Читайте также: Обозначение сварных швов на чертежах
Что такое катет сварочного шва
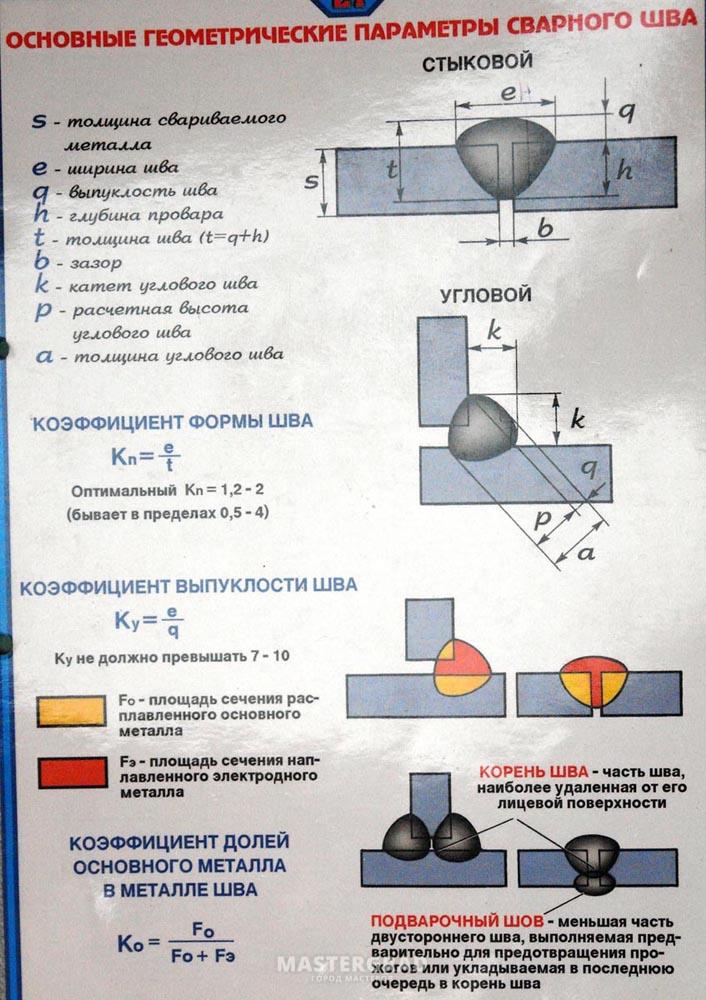
Основные геометрические параметры катета прописаны в нормативных документах, которые являются руководством к действию для любого мало-мальски компетентного сварщика, включая и любителей. Здесь же описаны нормативные положения, которые служат основой для математического расчета геометрических характеристик. Геометрические параметры сварного шва напрямую зависят от типа соединения. Вид и размер соединяемых элементов определяют стыковое сечение.
На производственных предприятиях все вычисления проводятся на основе специальных формул. Для работы на частном участке вполне достаточно ранее приготовленных шаблонов. Наиболее практичным считается универсальный шаблон, который состоит из скрепленных между собой пластинок. Выбор делается опытным путем: сопряжения поочередно прикладываются к поверхности изделий до тех пор, пока не будет найден вариант с наиболее плотным прилеганием.
При изготовлении металлических конструкций, от которых не требуется особо высокая прочность, минимальный размер шва определяется в зависимости от толщины заготовки. Сделать это можно «на глаз». Обычно контакт соответствует толщине стенок заготовки. К примеру, при сварке изделий толщиной 6 мм, катет также равняется шести миллиметрам. Если требуются более точные вычисления, то нужно воспользоваться соответствующей формулой.
Проще всего определить нужные параметры можно при помощи таблицы:
По завершению расчетов, на аппарате выставляются оптимальные значения силы тока и величины напряжения. После этого можно приступать непосредственно к сварке.
Помимо прочностных характеристик катет может влиять и на геометрию соединения:
- если одна сторона излишне вытянута, то это говорит о том, что на нее наложен расплав, а другая сторона соединена плохо. Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета;
- плоский и растянутый расплав свидетельствует о браке, который мог возникнуть из-за слишком короткой дуги;
- при катетах очень малой длины на стыках образуются аномально большие выпуклости. Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
 Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
Как выбрать катет шва
От того, насколько грамотно будет выбран катет, зависит надежность готовой конструкции. Это обусловлено величиной площади соединения. Если катет выбран грамотно, то нагрузка на сварное соединение будет распределяться равномерно по всей площади соединения. Готовое изделие может выдерживать большие механические нагрузки, сильные удары и т.д.
Но не стоит воспринимать большой шов как безусловный показатель надежности. Слишком много – не всегда хорошо. Важно точно просчитать «золотую серединку». Большой наплав может вызвать перенапряжение металлической заготовки, что в свою очередь приведет к снижению ее прочностных характеристик или деформации. В любом из этих случаев использовать деталь в работе нецелесообразно: она или не подойдет, или быстро выйдет из строя.
Как рассчитать катет шва? Он выбирается в соответствии с материалами и поставленными задачами. Это во многом определяет результат работы. Чтобы безошибочно определиться с катетом сварного шва, необходимо четко понимать, какие свойства для него критичный в данной конкретной ситуации. Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.
Это во многом определяет результат работы. Чтобы безошибочно определиться с катетом сварного шва, необходимо четко понимать, какие свойства для него критичный в данной конкретной ситуации. Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.
Хороший шов имеет одинаковую высоту по всей площади стыка. Одинаковой должна быть и ширина. Только при таких условиях механическая нагрузка будет распределяться равномерно, а соединение прослужит максимально долго.
Другим не менее важным показателем является однородность расплава. Как правило заготовки, которые отличаются по составу материалов, между собой свариваются довольно плохо. Чтобы получить хороший результат, нужно правильно подобрать электроды. Важно, чтобы контактирующие плоскости были правильно расположены между собой, а также иметь достаточно большую площадь соприкосновения.
Глубина провара – это еще один значимый критерий. Заготовки должны быть хорошо сварены по всей длине, иначе они не смогут эффективно противостоять нагрузкам. Чтобы придать соединению максимально возможную прочность, профессионалы рассчитывают все его параметры. Они зависят от вида свариваемых элементов. Для получение взвешенного результата нужно учитывать все параметры используемых материалов: длину, ширину и толщину. Прочностные характеристики в наибольшей степени зависят от длины и толщины.
Главным критерием расчета катета сварного шва, который в наибольшей степени влияет на его выбор, является длина, поскольку именно от нее в основном зависит прочность. Следует учесть, что при сваривании очень длинных заготовок не исключена деформация кромок материалов. Исключить появление дефектов, которые могут образовываться в процессе сварочных работ, помогут шаблоны. В подавляющем большинстве случаев для получения высококачественного сварного шва достаточно использовать универсальный шаблон.
Как измерить катет шва
Измерения позволяют контролировать качество работ в процессе их выполнения или по завершению. Они дают возможность объективно оценить полученный результат и определить на каком этапе были допущены ошибки.
Размер стыков определяется на основании геометрических формул. Для получения результата необходимо просчитать катет равностороннего треугольника максимального размера, который можно вписать в сечение соединенных элементов.
Расчеты можно выполнить по-разному. При выборе варианта учитывается способ сварки. К примеру, если выполняется внахлест, а соединяются два металлических листа толщиной 4 мм, то катет тоже будет такой же примерно толщины. В остальных случаях размер катета составляет примерно 40% от толщины металла.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Заключение
Катет является очень важной характеристикой сварного шва. Его значение во многом определяет основные параметры полученного соединения. Надежность, долговечность и качество зависят от этого критерия напрямую.
Очень часто достаточно соблюдать простое правило, которое гласит, что катет сварного шва равен толщине металла. Но оно применимо только к тем конструкциям, для которых не требуется высокая прочность и надежность.
Что такое катет сварочного шва и как его определить
Оцените, пожалуйста, статью
12345
Всего оценок: 41, Средняя: 3
Причина минимальных размеров угловых сварных швов
Это не то, что вы думаете
Вы когда-нибудь замечали, что существуют правила проектирования, запрещающие размер углового сварного шва меньше определенного размера для данной толщины материала? Если вы посмотрите AWS D1.1/D1.1M:2015 Structural Welding Code (Steel), вы найдете это в таблице 5.7. Если у вас есть копия Спецификации AISC 360-16 для зданий из конструкционной стали, вы найдете ее в Таблице J2.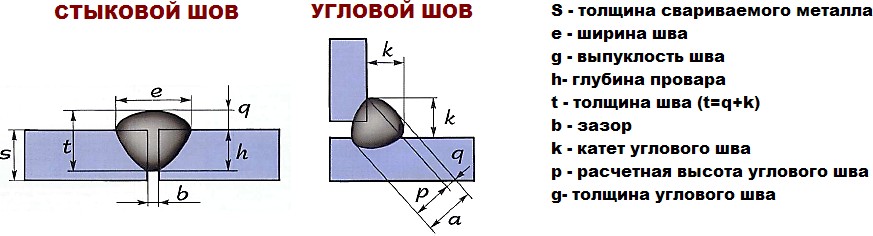 4. Или, если у вас есть всегда полезный Справочник по процедурам дуговой сварки, вы можете найти его в таблице 2.7. Еще лучше, обратитесь к Омеру Блоджетту «Проектирование сварных деталей», и вы найдете те же данные в таблице 1 раздела 6.3.
4. Или, если у вас есть всегда полезный Справочник по процедурам дуговой сварки, вы можете найти его в таблице 2.7. Еще лучше, обратитесь к Омеру Блоджетту «Проектирование сварных деталей», и вы найдете те же данные в таблице 1 раздела 6.3.
Ниже вы можете увидеть Таблицу J2.4 AISC — Минимальный размер угловых сварных швов.
Американский институт стальных конструкций определяет минимальные размеры угловых швов в зависимости от толщины свариваемого материала.
Если вы думаете, что минимальные размеры угловых швов указаны для того, чтобы избежать слишком маленьких и, следовательно, недостаточно прочных сварных швов, то вы в большинстве своем и находитесь в хорошей компании. Но ты тоже ошибаешься. Для большинства угловых швов не требуется полной прочности. Большинство из них используются, когда сварной элемент предназначен для поддержания определенной степени жесткости или жесткости. В этих случаях напряжения довольно низкие, и при правильном расчете потребуются сварные швы размером менее 1/8 дюйма.
Есть несколько проблем при сварке 1/8” (или меньше). Во-первых, непросто сделать такой маленький шов и получить адекватный сплав. И, во-вторых, тепловложение будет настолько низким, что вы рискуете охрупчиваться из-за быстрого охлаждения, что может вызвать водородное растрескивание (холодное растрескивание).
Эта вторая проблема является причиной минимальных размеров сварных швов. Обычно мы не думаем о водородном растрескивании низкоуглеродистых сталей, особенно на тонких срезах (1/4 дюйма или меньше). Если нам не нужно предварительно нагревать и поддерживать определенную межпроходную температуру, мы можем ошибочно предположить, что нам не угрожает риск холодного растрескивания. Однако это не так. Выполнение очень маленького сварного шва с чрезвычайно низким подводом тепла все еще может создать мартенситную микроструктуру на тонких срезах низкоуглеродистых сталей.
Если вы посмотрите на сноски к таблице выше, вы увидите, что они специально требуют, чтобы минимальные размеры шва выполнялись за один проход.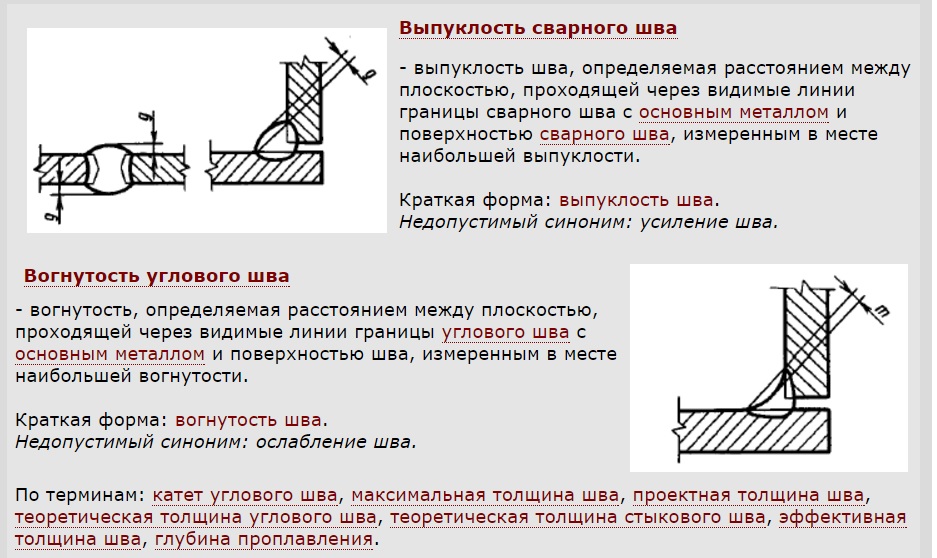 Если минимальный размер углового шва составляет ¼ дюйма, вы не можете сделать два шва для достижения этого размера. Помните, что нас интересует тепловложение, а не окончательный размер сварного шва.
Если минимальный размер углового шва составляет ¼ дюйма, вы не можете сделать два шва для достижения этого размера. Помните, что нас интересует тепловложение, а не окончательный размер сварного шва.
Предпосылкой для этого является то, что требуемый минимальный размер сварного шва обеспечит достаточно высокий подвод тепла к пластине для обеспечения требуемой медленной скорости охлаждения.
Кроме того, хотя это и не указано в Таблице J2.4, есть еще одно соображение. Если мы свариваем листы разной толщины, при определении минимального размера углового шва следует учитывать толщину самого тонкого листа. Это верно только в том случае, если мы используем процесс с низким содержанием водорода. Если нет, то мы используем более толстую пластину для определения минимального размера сварного шва. См. сноску (a) к таблице 5.7 AWS D1.1 ниже.
Большинству из нас никогда не приходилось беспокоиться об этих проблемах. Почему? Потому что мы все участвуем в эпидемии чрезмерной сварки, которая ежегодно обходится нашей отрасли в миллиарды долларов.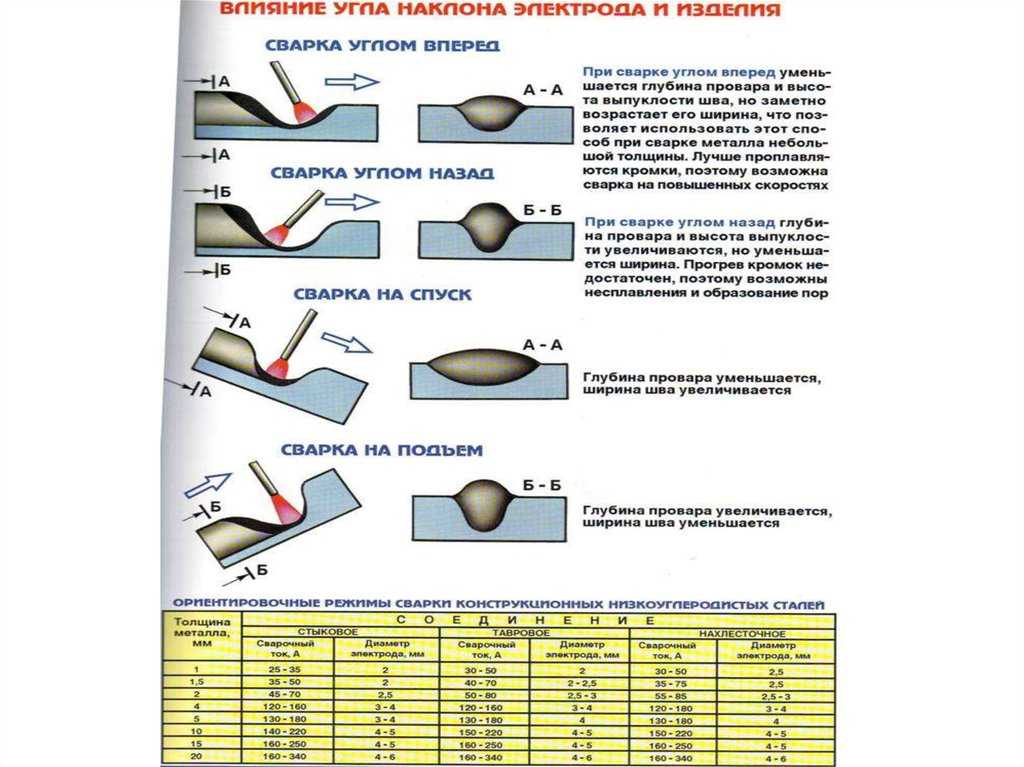 Мы постоянно призываем наших клиентов-консультантов взглянуть на свои конструкции и оценить использование минимальных размеров угловых сварных швов. Это не всегда жизнеспособная альтернатива, но, безусловно, стоит изучить.
Мы постоянно призываем наших клиентов-консультантов взглянуть на свои конструкции и оценить использование минимальных размеров угловых сварных швов. Это не всегда жизнеспособная альтернатива, но, безусловно, стоит изучить.
Если вы не считаете, что переварка может обойтись вам слишком дорого, рекомендуем вам прочитать «Невероятная цена переплавки». Посмотрите, вы будете удивлены.
Ссылки:
Руководство по дуговой сварке – 14 th Edition
AWS D1.1/D1.1M:2015 Structural Welding Code – Steel
4 AISC 40s 40s Steel для Structural Steel 360-100 Спецификации для конструкционной стали 360-100 Проектирование сварных деталей – Фонд дуговой сварки Джеймса Ф. Линкольна
Опубликовано
Категории: Теория и образование, Без категорий
Раскрытие материальной связи: Некоторые ссылки в посте выше являются «партнерскими ссылками».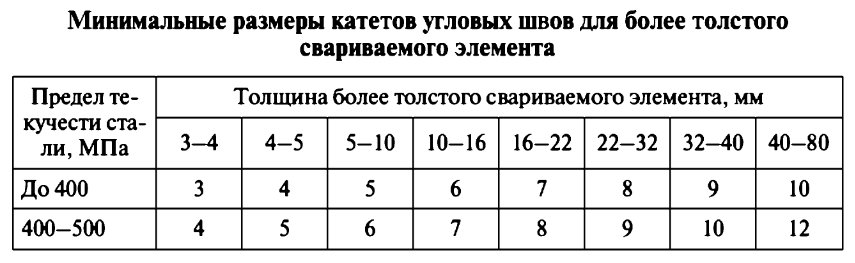 Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Практические рекомендации по размерам угловых сварных швов
Многие производители могут значительно снизить свои затраты на сварку, если уделят пристальное внимание размерам сварных швов. Если для печати требуется угловой шов ¼ дюйма, а в процессе производства вы делаете угловой шов 5/16 дюйма, вы перевариваете на 56 %! Если для печати требуется угловой шов 3/16 дюйма, сварной шов диаметром 5/16 дюйма, который вы наплавите, будет переваривать на 177 %, или почти в три раза больше, чем требуется.
Если у нас есть распечатки, на которых указаны размеры сварных швов, то проблема переварки решается относительно легко.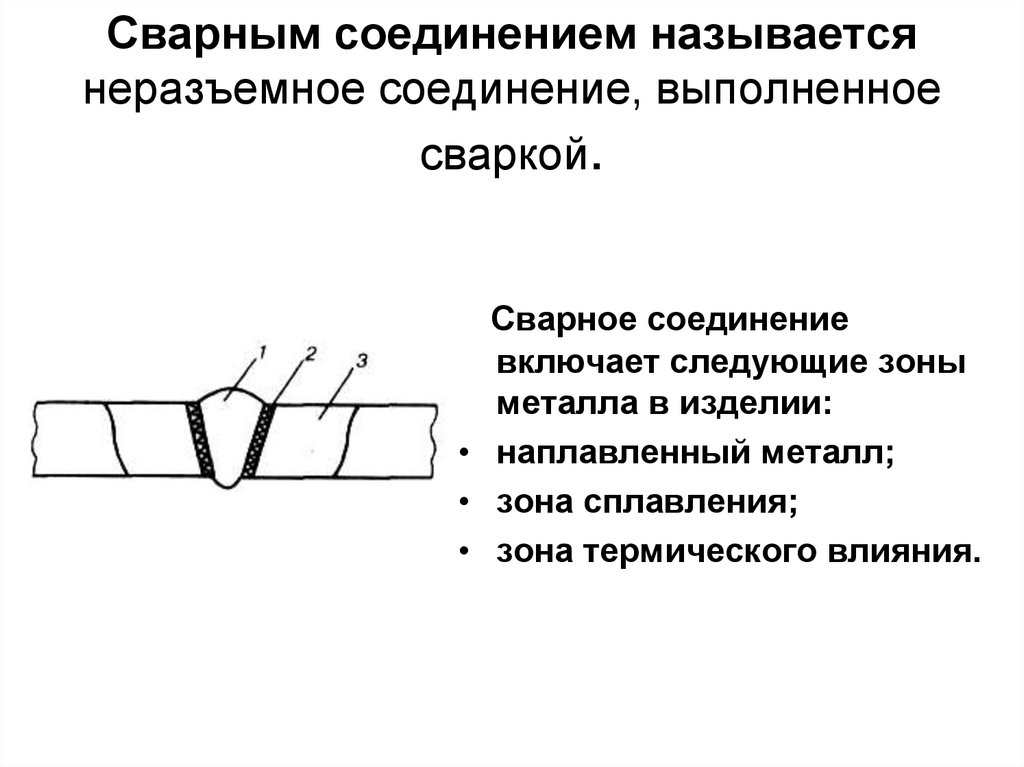 Проведите обучение сварщиков и дайте им необходимые инструменты, чтобы они могли наплавлять сварные швы, указанные в распечатке. Однако, если у нас нет размеров сварных швов, указанных на наших распечатках, и мы вынуждаем сварщиков самостоятельно определять размер сварных швов, мы открываем дверь для неприятностей. Не только к потенциальным проблемам с качеством, но и к огромному увеличению затрат на сварку.
Проведите обучение сварщиков и дайте им необходимые инструменты, чтобы они могли наплавлять сварные швы, указанные в распечатке. Однако, если у нас нет размеров сварных швов, указанных на наших распечатках, и мы вынуждаем сварщиков самостоятельно определять размер сварных швов, мы открываем дверь для неприятностей. Не только к потенциальным проблемам с качеством, но и к огромному увеличению затрат на сварку.
Существует практическое правило для размеров угловых швов, о котором вы, вероятно, слышали…
«Угловые швы должны составлять ¾ толщины свариваемого материала».
Значит ли это, что если у нас есть пластина ½ дюйма, мы должны выполнить угловой сварной шов размером ½ x ¾ = ⅜ дюйма?
Сначала давайте рассмотрим несколько пунктов, касающихся этого эмпирического правила.
- Эмпирическое правило предполагает, что вам нужно достичь полная сила . Это означает, что превышение указанного размера повысит прочность сварного шва, но не прочность соединения. Это означает, что сварка чего-то большего была бы пустой тратой времени без каких-либо дополнительных преимуществ.
- Сварка с обеих сторон соединения. Эмпирическое правило предполагает двусторонний угловой шов.
- Обе стороны углового шва имеют одинаковый размер.
- Сварка выполняется по всей длине соединения. Сварной шов не может быть прерывистым или менее полной длины. Это относится к обеим сторонам.
- Если соединяемые элементы различаются по толщине, для этого расчета необходимо использовать более тонкий элемент.
 Это означает, что превышение указанного размера повысит прочность сварного шва, но не прочность соединения. Это означает, что сварка чего-то большего была бы пустой тратой времени без каких-либо дополнительных преимуществ.
Это означает, что превышение указанного размера повысит прочность сварного шва, но не прочность соединения. Это означает, что сварка чего-то большего была бы пустой тратой времени без каких-либо дополнительных преимуществ.
В отсутствие квалифицированного инженера-конструктора для определения размеров сварного шва мы можем, по крайней мере, убедиться, что мы не превышаем размер, который даст нам полную прочность. Ниже вы можете увидеть Таблицу 1 из Раздела 6.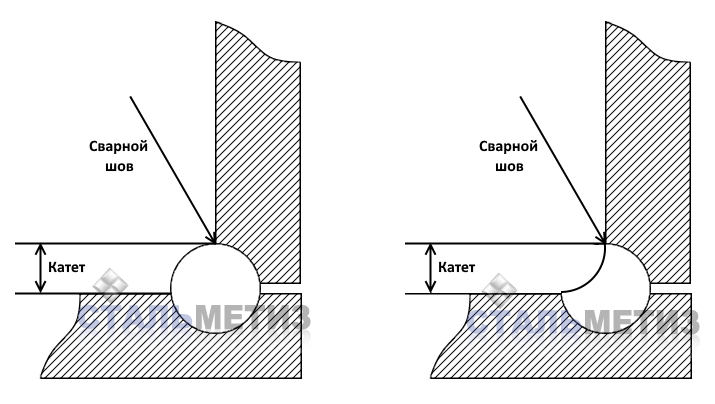 3 «Проектирование сварных деталей» Омера Блоджетта. Он показывает размер углового шва для достижения полной прочности, прочности 50% и прочности 33%.
3 «Проектирование сварных деталей» Омера Блоджетта. Он показывает размер углового шва для достижения полной прочности, прочности 50% и прочности 33%.
Таблица 1 – Раздел 6.3 «Проектирование сварных деталей» Омера Блоджетта
Обратите внимание на примечание внизу таблицы. Это ссылается на тот факт, что AWS D1.1 Structural Welding Code — Steel определяет минимальные размеры угловых сварных швов. Это связано с тем, что если мы определяем размеры углового шва на основе фактических нагрузок, испытываемых сварным швом, мы можем в конечном итоге указать слишком маленькие размеры шва, которые могут привести к растрескиванию. Это растрескивание происходит не из-за недостатка прочности, а скорее из-за растрескивания, вызванного водородом. Минимальные размеры сварных швов указаны для того, чтобы обеспечить достаточное количество подводимого тепла для предотвращения слишком быстрого охлаждения сварного шва и зоны термического влияния, которое может вызвать охрупчивание.
Чаще всего инженеры-конструкторы, которые понимают, как правильно определить размеры сварных швов, пользуются преимуществом использования минимального размера сварного шва, а не размеров, обеспечивающих полную прочность.
Во многих случаях, когда у нас нет опыта проектирования, нам нужно не превышать размер сварного шва, необходимый для полной прочности. Итак, давайте рассмотрим следующий пример.
ПРИМЕР: Тройник состоит из двух элементов и имеет длину 12 дюймов. Обе соединяемые пластины изготовлены из материала ASTM A36. Одна пластина имеет толщину ⅝ дюйма, а другая ½ дюйма. Стык должен быть заварен с обеих сторон и по всей длине стыка. Какой размер сварного шва следует накладывать, если у вас нет информации о нагрузках, действующих на сварное соединение в процессе эксплуатации?
ОТВЕТ: Следуя эмпирическому правилу: Размер участка углового сварного шва должен быть равен размеру участка ¾ x ½ = ⅜ дюйма. Мы используем более тонкий элемент (½ дюйма), а не самый толстый (⅝ дюйма).
Следующим шагом будет рассмотрение вопроса об уменьшении углового сварного шва, но это потребует некоторой инженерной помощи или, по крайней мере, понимания условий нагрузки. В этом случае мы потенциально могли бы сделать угловой шов размером до 3/16 дюйма на основе минимумов, установленных Американским обществом сварщиков.
В этом случае мы потенциально могли бы сделать угловой шов размером до 3/16 дюйма на основе минимумов, установленных Американским обществом сварщиков.
Это означает уменьшение объема сварного шва на 75 % (увеличение размера участка углового сварного шва с ⅜” до 3/16”). Для одного сварного шва это может не иметь значения. Но если учесть всю сварку, выполненную за год, это может стоить вам тысячи долларов.
Ссылка: Design of Weldments, Omer Blodgett
Опубликовано
Категории: Теория и образование, Стоимость сварки
Раскрытие информации о связи материалов: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям.