Содержание
особенности применения, принцип работы, виды и критерии выбора
Дуговая сварка в защитной атмосфере инертного газа неплавящимися электродами осуществляется методом плавления и применяется для сваривания алюминия, никеля, меди, бронзы, титана, магния, нержавеющей стали и других неферромагнитных металлов.
Область применения неплавящихся электродов простирается от космической промышленности до изготовления деталей к велосипедам.
Эти электроды применяются для резки и сварки металлов с толщиной около одного миллиметра.
- Назначение и виды тугоплавких электродов
- Применение вольфрамовых электродов
- Недостатки и достоинства сварки
Назначение и виды тугоплавких электродов
Для проведения сварочных работ применяют основные виды электродов:
- Вольфрамовые;
- Угольные;
- Графитовые.
Они имеют различное предназначение, но относятся к классу неплавящихся электродов.
Для воздушно-дуговой резки металла и устранения дефектов на поверхности изделий применяются угольные стержни. При их использовании сварочные работы проводят при силе тока в 580 ампер. Среди угольных стержней можно выделить такие разновидности:
При их использовании сварочные работы проводят при силе тока в 580 ампер. Среди угольных стержней можно выделить такие разновидности:
- Круглые марки ВДК (воздушно-дуговая резка).
- Круглые марки СК (сварочные круглые).
- Плоские марки ВДП (воздушно-дуговое разрезание).
Разрезание металла при помощи электрической дуги и удаление расплавленного металла струей сжатого воздуха называется воздушно-дуговой резкой.
Угольные стержни нашли свое применение для сваривания тонкостенных конструкций из цветных металлов и стали, и при заваривании дефектов на поверхности литых изделий.
Угольные стержни можно использовать в сварочном процессе с использованием присадок, которые укладывают по линии варки либо подаются в сварочную ванну, или обойтись без таковых. Их часто применяют для сварки медных проводов.
Для сваривания сплавов алюминия и меди, а также цветных металлов применяют графитовые стержни. В сравнении с угольными аналогами этот тип является более доступным по ценовым параметрам. Графитовые стержни в сравнении с угольными электродами лучше переносят температурное воздействие, лучше режутся и имеют меньший износ.
В сравнении с угольными аналогами этот тип является более доступным по ценовым параметрам. Графитовые стержни в сравнении с угольными электродами лучше переносят температурное воздействие, лучше режутся и имеют меньший износ.
Вольфрамовые тугоплавкие стержни относятся к самому широко используемому типу в домашнем и промышленном производстве.
Они подходят для сваривания любых металлов, даже с использованием защиты из газа. Для аргонодуговой сварки вольфрамовые электроды выпускаются с различным составом:
- Иттрированные;
- Лантанированные;
- Торированные — они выпускаются с добавлением Тория, имеют невысокую степень радиоактивности, поэтому в настоящее время не применяются в промышленности;
- Обычные.
Они имеют вид прутка с диаметром от 1 до 4 миллиметров. В силу своей тугоплавкости температура его плавления намного превышает температуру электрической дуги, что позволяет сваривать им любые металлы и сплавы. Но чаще всего его применяют для сварочных работ с алюминием, нержавеющей сталью, медью и другими.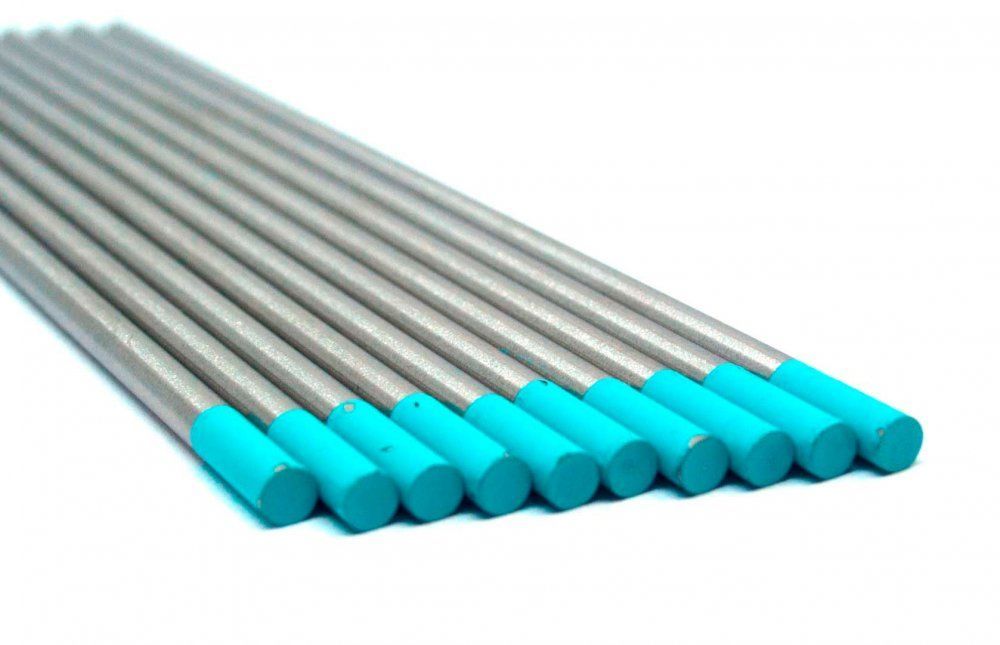
Применение вольфрамовых электродов
Угольные и графитовые стержни сегодня для домашнего применения практически не используются. Для сварки цветных металлов, алюминия и нержавеющей стали используются вольфрамовые стержни.
В зависимости от режима сварки в защитных газах, который определяется такими факторами, как толщина металла, его вид, защитная атмосфера и другими, выбирается вид вольфрамового стержня для использования в соответствующем режиме.
Классификация вольфрамовых электродов зарубежного производства.
| Режим сварки с использованием тока | Назначение электрода в зависимости от марки металла | Обозначение электрода цветом | Обозначение марки электрода |
| Переменный | Для сваривания алюминия, магния и их сплавов | Зеленым | WP |
| Постоянный | Для сварки низколегированных, углеродистых и нержавеющих сталей | Красным | WT-20 |
| Постоянный или переменный | Для сваривания стали любых марок | Серым | WC-20 |
| Постоянный или переменный | Для сваривания нержавеющей и легированной стали | Золотистым | WL-15 |
| Постоянный или переменный | Для сварки нержавеющих сталей | Синим | WL-20 |
| Постоянный | Для сваривания нержавеющей, углеродистой и низколегированной стали и меди | Темно-синим | WY-20 |
| Переменный | Для сваривания алюминия и магния | Белым | WZ-8 |
Тугоплавкие электроды отечественного производства имеют маркировку:
- ЭВЛ — лантановые стержни.

- ЭВИ — иттриевые стержни.
- ЭВЧ — вольфрамовые стержни. Сварку осуществляют только на переменном токе.

Для маркировок ЭВЛ и ЭВИ сварку можно проводить в двух режимах с требуемой полярностью. Они имеют различные цветовые обозначения в зависимости от цели использования. Выбор режима и силы тока зависит от характеристик заготовки и металла. Например, изделия из меди и нержавеющей стали варят с применением постоянного тока, а для сварки алюминия применяют переменный ток.
При сварке неплавящимися электродами следует устанавливать полярность: прямую или обратную. Для обратной полярности устанавливают массу на минусе, а держатель на плюсе, а для прямой — наоборот. От выбора режима полярности будет зависеть форма проваренного металла. Глубоким и узким шов будет при установке постоянного тока и прямой полярности. Широкий и поверхностный шов получится при выборе постоянного тока и обратной полярности.
Вольфрамовые стержни имеют свойство затупляться по мере проведения сварочных работ и требуют заточки.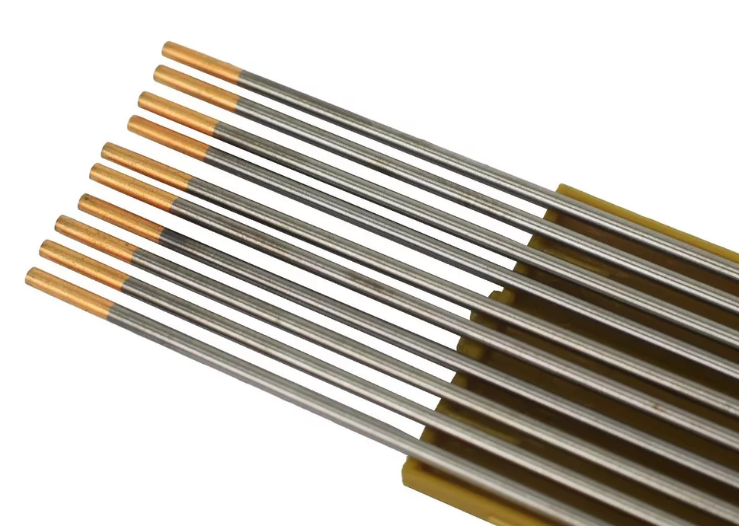 При длине электрода до трех диаметров следует выдерживать угол заточки в 30 градусов и на полмиллиметра притупляют кончик. Чтобы сэкономить длину вольфрамового стержня сварочные работы начинают с подачи газа и потом поджигают дугу. С этой же целью категорически запрещается стучать по заготовкам кончиком электрода. Дугу следует зажигать на графите и затем переносить к месту сварки.
При длине электрода до трех диаметров следует выдерживать угол заточки в 30 градусов и на полмиллиметра притупляют кончик. Чтобы сэкономить длину вольфрамового стержня сварочные работы начинают с подачи газа и потом поджигают дугу. С этой же целью категорически запрещается стучать по заготовкам кончиком электрода. Дугу следует зажигать на графите и затем переносить к месту сварки.
Среди достоинств применения неплавящихся электродов для дуговой сварки можно выделить:
- Минимальную деформацию в металлах после сварки из-за минимальной зоны прогрева.
- Высокое качество соединения.
- Быстроту выполнения работ.
- Низкий порог вхождения.
- Наличие широкого ассортимента материалов для сварочных работ.
К недостаткам можно отнести:
- Выдуваемость защитного газа из зоны сварки, что усложняет проведение работы на улице в ветреную погоду.
- Перед проведением сварочных работ требуется качественная подготовка металла.
- Требуется зачистка деталей при розжиге вне зоны сварки.
для чего используются, как выбрать, особенности применения
Время на чтение: 2 мин
922
Ни одна электродуговая сварка в газе не обойдется без неплавящихся электродов. Они пригодятся вам не только в бытовом ремонте, но также на производствах самого разного масштаба: от космодромов до локальных заводов.
Используя тугоплавкие электроды, можно обрабатывать алюминий, титан и другие материалы без магнитных свойств.
Далее пойдет речь о разновидностях неплавящихся стержней, их плюсах и минусах, а также об особенностях рабочего процесса.
Содержание статьиПоказать
- Какие бывают электроды и где их применяют
- Вольфрам
- Свойства
- Плюсы и минусы
- Итог
Какие бывают электроды и где их применяют
Различают три типа неплавящихся стержней: сделанные из угля, графита и вольфрама. Каждый обладает своими преимуществами и свойствами.
Каждый обладает своими преимуществами и свойствами.
Угольный стержень пригодится для небольших ремонтных работ, резки воздушной дугой или сварки тонких конструкций из цветных металлов или нержавейки.
Профессионалы вместе с тугоплавкими угольными стрежнями используют присадки, которые подают в сварочную ванну или по сварочному шву.
Резка воздушной дугой (ВДК) — во время сварки происходит постоянный поток сжатого воздуха и убирается размягченный металл с поверхности, обеспечивая четкий и прямой разрез.
Сами тугоплавкие стержни могут быть круглой (резка воздушной дугой), плоской (сварка воздушной дугой) и круглой формы (обычная сварка).
Стержни из графита намного дешевле угольных и подходят для работы с цветными металлами. Как раз такие стержни и используют новички на заводах. Графит более устойчив к изменениям температуры и влажности и дольше служит в работе.
Вольфрам
 youtube.com/embed/slyiH6B808k?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/slyiH6B808k?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Неплавящиеся электроды из вольфрама используются в широких сферах работ: от любительского хобби в гараже до профессиональных целей на производстве. Известны они своей универсальности.
Сварке и резке подвергается любой метал: цветной, нержавеющий и даже алюминий. Предыдущие два типа стержней не стали столь популярны, поскольку с ними не так удобно работать дома.
У всех электродов (в т.ч. тугоплавких) из вольфрама есть своя маркировка. Выбирать их нужно исходя из параметров сварки: металла, толщина материала, тип газа.
Свойства
Отечественные производители используют следующие обозначения тугоплавких неплавящихся стержней: ЭВЛ (лантинированные), ЭВИ (иттриевые), ЭВЧ (для сварки на переменном токе).Они чаще всего используются в работах.
ЭВЛ и ЭВИ подходят для работы с разным током, и позволяют менять полярность. Чтобы легче было отличать электроды по типам, достаточно запомнить цвета. Через некоторое время вы перестанете обращать внимание на маркировки.
Чтобы легче было отличать электроды по типам, достаточно запомнить цвета. Через некоторое время вы перестанете обращать внимание на маркировки.
Постоянный ток используется при работе с медью и нержавеющей сталью, а постоянный — с алюминием.
Важно помнить, что тугоплавкие электроды из вольфрама могут затупиться во время работы, поэтому желательно иногда их затачивать. Для этого нужно заточить их под углом в 30 градусов, а потом слегка притупить конец.
Таким образом срок службы стержней увеличится в несколько раз. Рекомендуем перед тем, как поджечь дугу, сначала включить подачу защитного газа в точку сварки.
Ни в коем случае не нужно стучать стержнем по поверхности. Сначала зажгите дугу, а потом начинайте сваривать. Не забывайте установить необходимую полярность. Подойдет прямая и обратная.
В первом случае нужно установить массу на отрицательное положение, а держатель на положительное. Во втором случае всё делают с точностью наоборот.
Полярность определяет качество и форма сварочного соединения. Первая настройка обеспечит глубину и узкость шва. Другая сделает шов широким. Не забывайте об этом нюансе при использовании неплавящихся стержней.
Первая настройка обеспечит глубину и узкость шва. Другая сделает шов широким. Не забывайте об этом нюансе при использовании неплавящихся стержней.
Плюсы и минусы
Тугоплавкие стержни часто вызывают споры среди новичков и мастеров. Это происходит из-за того, что присутствует равное количество как плюсов, так и минусов.
Преимущества:
- Исключается деформация материала.
- Высокое качество и срок службы шва.
- Минимум времени на процесс и требуемых навыков.
Недостатки неплавящихся моделей:
- Защитный газ легко распространяется за зону сварки, что не позволяет работать на открытой территории.
- Необходимо предварительная подготовка материала, чтобы избежать брака.
- Вне сварочной зоны необходимо очищать детали.
Некоторые могут согласиться с нами и сказать, что описанные недостатки тугоплавких электродов не столь существенны.
Итог
 youtube.com/embed/Jpdp2S2SGCY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Jpdp2S2SGCY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Мы постарались рассказать вам всё, что нужно знать о работе с тугоплавкими неплавящимимся электродами.
Если до этого вы сомневались в том, что сможете справиться с дуговой сваркой с использованием таких стержней, то можем вас заверить в обратном.
Это не так сложно, как кажется. Достаточно просто приобрести их и попробовать на собственном опыте. Пишите в комментариях и делитесь своими впечатлениями.
Электроды с покрытием из тугоплавкого металла | Принадлежности для контактной сварки
Электроды с покрытием из тугоплавкого металла | Принадлежности для контактной сварки
Перечисленные здесь наконечники TUFFALOY с медно-вольфрамовым, вольфрамовым и молибденовым покрытием выдерживают большие температуры и давление за счет некоторой проводимости. Помимо использования для точечной сварки основных металлов с высоким сопротивлением, они полезны для достижения «теплового баланса» при сварке разнородных металлов. (Электрод с более высоким сопротивлением используется против элемента с более низким сопротивлением или более тонкого, чтобы помочь удерживать выделяемое тепло.) Они имеют такие же диаметры и конусность, как и стандартные прямые наконечники в этом каталоге. Корпуса изготовлены из сплава класса 2. Длины, отличные от указанных, можно заказать.
Помимо использования для точечной сварки основных металлов с высоким сопротивлением, они полезны для достижения «теплового баланса» при сварке разнородных металлов. (Электрод с более высоким сопротивлением используется против элемента с более низким сопротивлением или более тонкого, чтобы помочь удерживать выделяемое тепло.) Они имеют такие же диаметры и конусность, как и стандартные прямые наконечники в этом каталоге. Корпуса изготовлены из сплава класса 2. Длины, отличные от указанных, можно заказать.
Электроды с острым носом (A)
| Электроды с острым носом (A) | |||||
|---|---|---|---|---|---|
| Конус № | Облицовка Сплав | Размеры A | Размеры B | Описание | Номер детали |
| 4RW | 100M | 3/16 | 3/8 | A-2408-100M | 185-0120 |
| 4RW | 100 Вт | 3/16 | 3/8 | A-2408-100W | 185-0130 |
| 5RW | 10W | 1/4 | 3/8 | A-2508-10W | 185-0150 |
| 5RW | 100M | 1/4 | 3/8 | A-2508-100M | 185-0160 |
| 5RW | 100 Вт | 1/4 | 3/8 | A-2508-100W | 185-0170 |
Купольно-носовые электроды (B)
| КУПОЛ НОСА (B) | |||||
|---|---|---|---|---|---|
| Конус № | Облицовка Сплав | Размеры A | Размеры B | Описание | Номер детали |
| 4RW | 10W | . 500 500 | 1/4 | B-2408-10W | 185-1110 |
| 5RW | 10W | .625 | 1/4 | B-2508-10W | 185-1120 |
| 5RW | 100 Вт | .625 | 1/4 | B-2508-100W | 185-1170 |
Электроды с плоским концом (C)
| Электроды с плоским концом (C) | |||||
|---|---|---|---|---|---|
| Конус № | Облицовка Сплав | Размеры A | Размеры B | Описание | Номер детали |
| 4RW | 10W | .500 | 1/4 | C-2408-10W | 185-1210 |
| 4RW | 100M | .500 | 1/4 | C-2408-100M | 185-1220 |
| 4RW | 100 Вт | .500 | 1/4 | C-2408-100W | 185-1230 |
| 5RW | 10W | . 625 625 | 1/4 | C-2508-10W | 185-1250 |
| 5RW | 100M | .625 | 1/4 | C-2508-100M | 185-1260 |
| 5RW | 100 Вт | .625 | 1/4 | C-2508-100W | 185-1270 |
Узнайте больше о композициях тугоплавких металлов.
Ассортимент продукции
class=»panel-heading»>
Стандартные электроды
- Прямые электроды
- Крышки с наружной резьбой, прямые хвостовики для крышек с наружной резьбой, изогнутые стержни для крышек с наружной резьбой
- Заглушки с внутренней резьбой, прямые стержни для заглушек с внутренней резьбой, изогнутые стержни для заглушек с внутренней резьбой
- Электроды с двойным изгибом
- Прочие электроды
- Резервные электроды
- Резьбовые электроды
- Электроды с огнеупорным металлическим покрытием
- Поворотные электроды
Держатели электродов
- Многоточечные держатели на цилиндре
- Адаптеры электродов
- Прямые держатели сварочных электродов
- Держатели выталкивателя
- Держатели без выталкивателя
- Никелированные держатели выталкивателя
- Моноблочные держатели
- Офсетные держатели
- Универсальные держатели в сборе
- Стандартные офсетные держатели
- Использование стандартных держателей
- Держатели с переменным смещением
- Держатели лопастного типа
- Держатели лопастного типа для тяжелых условий эксплуатации
- Держатели, установленные на столе
- Держатели Fast-Follow-Up
Многоточечная сварка
- Наконечник качания
- Держатели Equatip
- Эквапресс
- Держатели и электроды
- Тройной держатель Trispacer
- Тематические исследования
Сварка под высоким давлением
- Прямые держатели Класс 2 Сплав
- Держатели PM
- Электроды для сварки под высоким давлением
Приварка гаек и шпилек
- Электроды
- Арктические электроды
- Электроды с метрической гайкой
- Головки для сварки гаек серии GH
- 5RW Электроды-шпильки
- Держатели гаек и шпилек PM
- Держатели электродов
- Практический пример
Сплавы для контактной сварки
- Сплавы на основе меди
- Колеса для шовной сварки
- Композиции тугоплавких металлов
Аксессуары
- Стационарные водопроводные трубы
- Водопроводная арматура
- Сварочное оружие
- Шунты и кабели
- Высокоточные датчики силы сварки
- Развертки для наконечников
- Инструмент для правки наконечников
- Напильник радиусный
- Съемники сварочных электродов
- Экстрактор туфшапки
- Быстроразъемные соединения
Электроды с тугоплавким металлическим покрытием Tuffaloy | 844-WSI-WELD
В НАЛИЧИИ и СЕЙЧАС в наличии у Weld Systems Integrators для немедленной покупки у Weld Systems Integrators.
 Мы являемся главным дистрибьютором, поддерживая запасы продукции Tuffaloy в нашем офисе в Уорренсвилл-Хайтс, штат Огайо, для быстрой отгрузки и доставки.
Мы являемся главным дистрибьютором, поддерживая запасы продукции Tuffaloy в нашем офисе в Уорренсвилл-Хайтс, штат Огайо, для быстрой отгрузки и доставки.
Перечисленные здесь наконечники TUFFALOY с медно-вольфрамовым, вольфрамовым и молибденовым покрытием выдерживают большие температуры и давление за счет некоторой проводимости. Помимо использования для точечной сварки основных металлов с высоким сопротивлением, они полезны для достижения «теплового баланса» при сварке разнородных металлов. (Электрод с более высоким сопротивлением используется против элемента с более низким сопротивлением или более тонкого, чтобы помочь удерживать выделяемое тепло.) Они имеют такие же диаметры и конусность, как и стандартные прямые наконечники в этом каталоге. Корпуса изготовлены из сплава класса 2. Длины, отличные от указанных, можно заказать.
A Nose Refractory Metal-Faced Electrodes
| ‘A’ POINTED NOSE | |||||
|---|---|---|---|---|---|
| Taper No | Facing Alloy | Dimensions A | Dimensions B | Description | Part Num |
| 4RW | 100M | 3/16 | 3/8 | A-2408-100M | 185-0120 |
| 4RW | 100W | 3/16 | 3/8 | A-2408-100W | 185-0130 |
| 5RW | 10W | 1/4 | 3/8 | A-2508-10W | 185-0150 |
| 5RW | 100M | 1/4 | 3/8 | A-2508-100M | 185-0160 |
| 5RW | 100W | 1/4 | 3/8 | A-2508- 100 Вт | 185-0170 |
B Носовые электроды с огнеупорным металлическим покрытием
| ‘B’ DOME NOSE | |||||
|---|---|---|---|---|---|
| Taper No | Facing Alloy | Dimensions A | Dimensions B | Description | Part Num |
| 4RW | 10W | . 500 500 | 1/4 | B-2408-10W | 185-1110 |
| 5RW | 10W | .625 | 1/4 | B-2508-10W | 185-1120 |
| 5RW | 100W | .625 | 1/4 | B-2508-100W | 185-1170 |
C Nose Refractory Metal-Faced Electrodes
| ‘C ‘Flat Nose | ||||||||
|---|---|---|---|---|---|---|---|---|
| Taper № | Facing Alloy | Размеры A | Размеры B | Описание | ЧАСТЬ NUM | |||
| 4RW | 100018 | |||||||
| 4RW | 100018 | |||||||
| 4RW | 100018 | 4RW | 100018 | .0017 1/4 | C-2408-10W | 185-1210 | ||
| 4RW | 100M | .500 | 1/4 | C-2408-100M | 185-1220 | |||
| 4RW | 100W | .
| ||||||