Маркировка сварочных электродов и их расшифровка. Уони расшифровка
Маркировка сварочных электродов и их расшифровка
 Для каждого режима сварки нужно подбирать соответствующий тип электрода. От этого зависит не только возможность сделать соединительный шов или наплавку, но и качество. Поэтому была разработана определенная маркировка электродов для сварки. Любой специалист по ней сможет определить назначение, материал изготовления и оптимальные режимы работы.
Для каждого режима сварки нужно подбирать соответствующий тип электрода. От этого зависит не только возможность сделать соединительный шов или наплавку, но и качество. Поэтому была разработана определенная маркировка электродов для сварки. Любой специалист по ней сможет определить назначение, материал изготовления и оптимальные режимы работы.
Создание единых правил маркирования электродов необходимо для стандартизации продукции различных производителей. Для этого был разработан ГОСТ 9466-75, в котором помимо технических требований указывается порядок и правила обозначения определенных типов электродов.
Прежде всего необходимо рассмотреть принятую форму заполнения определенных характеристик. Она представляет собой многоблочную структуру, каждый из разделов которой соответствует определенной категории.
Для смешанных типов покрытий принято двойное обозначение, например БР (BR) – рутило-основное.
Кроме этих параметров указывают дополнительные характеристики. Они необходимы для обозначения внешнего вида и специфики конструкции.
Зная все вышеперечисленные условные обозначения, можно выбрать оптимальную марку электродов для выполнения определенного типа работ.
Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода. И, для того чтобы научиться понимать, какими свойствами обладает тот или иной электрод, мы расскажем о том, как расшифровать маркировку электродов.
Перед началом любых сварочных работ убедитесь, что электрод соответствует государственному стандарту. Для этого, на упаковке электродов найдите сокращение «ГОСТ – ХХХ-ХХ-Х), где вместо «Х» будет отображена комбинация цифр. Рассмотрим маркировку электрода, на примере одного из них. Итак, в нашем примере рассмотрим электрод Э46-ЛЭЗМР-3С (также, его называют «синим» электродом).
Маркировка может отличаться от того, что будет описана в примере, однако, принцип расшифровки остается одинаковым. Причиной различной маркировки является использование электродов в тех или иных условиях сварки, при работе с различными металлами, материалами и так далее.
Итак, электрод – Э46-ЛЭЗМР-3С. Любой электрод маркируется на 12 комбинаций (шифров), благодаря которому можно узнать о нём ту или иную информацию.
«Э46» – это сочетание указывает на тип электрода, который в данном случае предназначен для сваривания углеродистых и низколегированных сталей, предел прочности, при разрыве которых достигает до 46 кгс/кв. мм.
«ЛЭЗМР» – указывает на марку электрода и производителя (в данном случае, это «Лосиноостровкский электродный завод», а марка электрода МР-3С).
«Ø» – символ, указывающий на диаметр электрода (сам диаметр указан в другом месте на упаковке).
«УД» – сочетание, указывающее на назначение электрода.
- «У» – указывает на возможность сварки углеродистых и низколегированных сталей, предел прочности, при растяжении которых достигает значения в 588 МПа, или же 60 кгс/кв.мм.
- «Д» – указывает на коэффициент толщины покрытия, в данном случае, это толстое покрытие 1,45
www.vse-o-svarke.org
Стандарты маркировки электродов сварочных
- Дата: 11-07-2015
- Просмотров: 402
Необходимость применения определенных сварочных электродов обуславливается различиями физико-химических свойств соединяемых металлов, геометрии и пространственного положения швов, а также степенью ответственности соединений. Разный присадочный материал применяется для формирования швов и наплавляемых поверхностей. Применимость электродов для создания конкретного соединения может быть определена их маркировкой.
Виды электродов по допустимым пространственным положениям сварки или наплавки.
Нормативная документация
Отечественные производители электродов при нанесении маркировки руководствуются ГОСТами 9466-75, 9467-75, 10051-75 и 10052-75. В этих стандартах изложены требования к присадочному материалу для соединения конструкционных углеродистых и низколегированных сталей, теплоустойчивых и высоколегированных сталей и наплавки поверхностей.
Электроды для сварки высоколегированных сталей кодируются группой индексов.
Расшифровка обозначения материалов для сварки чугуна и цветных металлов не регламентируется ГОСТами, а основывается на отраслевых стандартах и внутренних стандартах производителей.
Для нанесения обозначений по международным стандартам используются нормы ISO-2560 и ISO-3580, европейские нормы EN-499 и американские AWS 5.1. Обозначения, наносимые по ГОСТ и этим стандартам, во многом похожи, но имеют свои особенности.
Отечественная маркировка электродов представляет собой две группы букв и цифр, разделенных дефисами.
Две группы располагаются одна относительно другой в виде дроби или в строку через пробел.
Первая группа индексов
Первая группа выглядит следующим образом:
1-2-3-45.
На позиции 1 указывается тип электрода. По типу электрода можно понять, для соединения каких сталей он предназначен. Углеродистые и низколегированные стали сваривают электродами, тип которых обозначен в виде Э42А. «Э» означает электрод для ручной дуговой сварки, цифра 42 указывает на предел прочности при растяжении стали.
Маркировка сварочных электродов.
Вместо нее может быть 38, 46, 50, 55 или 60 кгс/мм2. Литера «А» проставляется при условии, что формируемый шов имеет улучшенную пластичность и ударную вязкость.
Для соединения других сталей и наплавки тип выглядит несколько иначе: Э-12Х11НВМФ. Здесь число после дефиса означает содержание углерода в сотых процента, буквы с цифрами после них указывают на наличие легирующего компонента и его содержание в процентах. Для содержания меньше 1,5% проставляется только наименование элемента.
Расшифровка легирующих элементов представлена в таблице:
| А | Азот | Г | Марганец | М | Молибден | Р | Бор | Ф | Ванадий |
| Б | Ниобий | Д | Медь | Н | Никель | С | Кремний | Х | Хром |
| В | Вольфрам | К | Кобальт | П | Фосфор | Т | Титан | Ц | Цирконий |
На 2-ой позиции представлена марка электродов. Она большей частью присваивается в зависимости от состава обмазки. Общих принципов формирования обозначения марки не существует. Обозначение может включать буквы, цифры, дефисы, значок дроби. Разработчик присваивает его произвольно. Свойства конкретной марки можно найти в ТУ, но основные моменты становятся ясны из общей маркировки изделия.
Диаметр проволоки в мм указывается на 3-ей позиции. Вместо цифры может стоять значок диаметра. Это говорит о нескольких выпускаемых диаметрах с одной маркировкой. Значение диаметра в конкретном случае нужно искать на упаковке.
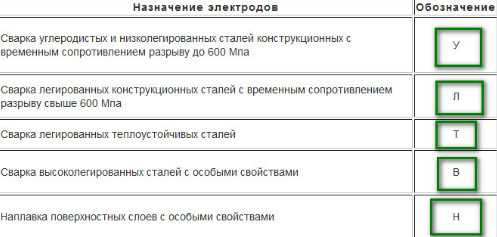
Буква на 4-ой позиции указывает на тип стали, для которой предназначен электрод:
| У | Углеродистые и низколегированные стали |
| Л | Легированные стали |
| Т | Теплостойкие стали |
| В | Высоколегированные стали |
| Н | Для наплавки |
Буква, стоящая на 5-ой позиции, зависит от относительной толщины обмазки:
| Буква | Отношение диаметра с обмазкой к диаметру стержня |
| М | До 1,2 |
| С | От 1,2 до 1,45 |
| Д | От 1,46 до 1,8 |
| Г | От 1,8 |
Вторая группа индексов
Таблица типов электродов.
Вторая группа призвана адаптировать маркировку под международные стандарты. Ее общий вид следующий:
Е 12(3)-456.
На позиции 1 располагается пара чисел, означающая предел прочности стали на растяжение в МПа без последней цифры, то есть вместо 430 МПа вписывается 43. 2-ая позиция ответственна за относительное удлинение.
Цифра на 3-ей позиции от 0 до 7 зависит от минимальной температуры, при которой ударная вязкость материала шва сохраняется на уровне не ниже 34 Дж/кв.см. Соответствие индексов и температур представлено в таблице:
| Индекс | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Значение температуры, °С | Не регламентируется | +20 | 0 | -20 | -30 | -40 | -50 | -60 |
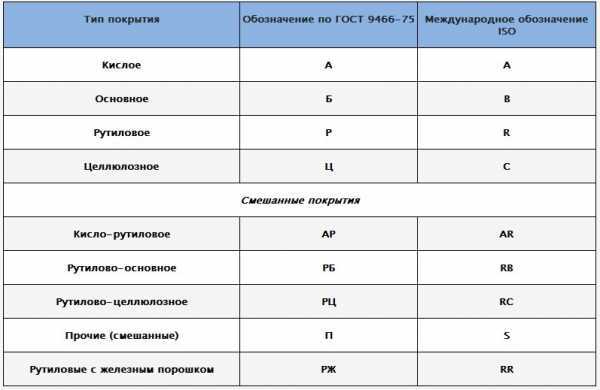
На 4-ой позиции указывается вид обмазки. Он может быть обозначен одной или парой символов для смешанных покрытий. Символы означают:
| Обозначение | Вид покрытия |
| А | Кислое |
| Б | Основное |
| Ц | Целлюлозное |
| Р | Рутиловое |
| П | Прочие |
Расшифровка для 5-ой позиции указывает на допустимые положения сварки:
| 1 | Допускается любое положение |
| 2 | Все положения, кроме направления сверху вниз, для вертикальных швов |
| 3 | Допускаются нижние, горизонтальные швы и вертикальные швы «снизу вверх» |
| 4 | Для нижних швов |
Последняя 6-я позиция маркирует рекомендуемые параметры сварочного тока:
| Индекс | Полярность в режиме DC | Диапазон допустимых напряжений холостого хода, В |
| 0 | Обратная | Не нормируется |
| 1 | Любая | 47-53 |
| 2 | Прямая | 47-53 |
| 3 | Обратная | 47-53 |
| 4 | Любая | 63-77 |
| 5 | Прямая | 63-77 |
| 6 | Обратная | 63-77 |
| 7 | Любая | 85-95 |
| 8 | Прямая | 85-95 |
| 9 | Обратная | 85-95 |
http://moyasvarka.ru/youtu.be/imSgJ86nqUY
После маркировки сварочных электродов принято указывать ГОСТ, который может понадобиться для расшифровки условных обозначений.
moyasvarka.ru
Сварочные электроды, маркировка и назначение. Особенности проверок и испытаний
Ручная дуговая сварка производится с помощью электродов. Именно этот металлический стержень со специальным покрытием (или без него) обеспечивает плавящую дугу и формирует сварочный шов с определенными параметрами.
Для получения качественного, прочного, и эстетически красивого соединения – необходимо правильно подобрать расходники. Критерии подбора электродов для сварки:
- По типу свариваемого материала. Сталь с разной степенью легирования, чугун, алюминий, медь и др;
- По применяемому сварочнику. Переменный ток, постоянный ток выбранной полярности;
- Тип сварочных работ – соединение, наплавление;
- Способ сварки, положение шва;
- Условия сварки – в атмосфере, в определенной газовой среде, в воде.
Все электроды делятся на два основных вида. Неметаллические (угольные, графитовые) и выполненные из проволоки. Соответственно металлические электроды бывают неплавящиеся или плавящиеся. Последние могут быть без покрытия или же с ним.
Штучные непокрытые электроды применялись на заре развития сварочного дела. Сегодня они практически не используются. Этот тип трансформировался в сварочную проволоку, которая непрерывно подается к зоне образования дуги в полуавтоматических сварочных аппаратах. Благодаря проведению работ в среде инертных газов, залипание электрода не происходит.
Покрытие (обмазка) штучных электродов предназначена для формирования правильной дуги, создания необходимой химической среды в точке сварки, придания шву требуемых характеристик. Производителями предлагаются различные типы и марки электродов.
Ассортимент составляет сотни разновидностей. Опытный мастер сразу может сказать, какой именно расходник нужен для определенного вида работ. Тем не менее, необходимо точно знать, какие бывают электроды, и уметь расшифровать обозначение на упаковке.
Маркировка штучных электродов для ручной дуговой сварки
Условные обозначения, маркировка и даже краткая инструкция по хранению, подготовке и использованию обычно наносится на упаковку или предлагается в виде вкладыша на отдельном листке бумаги.
ВАЖНО! Если на коробке нет маркировки в соответствие со стандартом – требуйте у продавца дополнительную документацию. Рекламные сообщения о применимости электродов не являются достоверными.
Такая информация может быть выполнена в любой форме, хоть картинками в стиле комиксов. Однако официальной (по которой, в том числе можно предъявлять претензии в Роспотребнадзор) является маркировка по ГОСТ.
Производство продукции регламентируется стандартами. Самый распространенный сегмент охвачен ГОСТ 9466-75, который определяет порядок производства, проведения испытаний, нанесение обозначений на упаковку для штучных электродов.
Согласно этому стандарту, на каждой упаковке должна быть нанесена информация в следующем виде:
В качестве примера расшифровки марки электродов рассмотрим следующее обозначение, и разберем его по группам:
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б20
Тип электрода определяется несколькими марками и предназначением (4). Буква Э означает штучный электрод, которым можно производить ручную дуговую сварки, а так же наплавку, с использованием материала стержня.
Следующая за буквой «Э» цифра 42 – величина, измеряемая в кгс/мм², характеризующая предел, когда наступает разрушение материала при растяжении. Буква А означает улучшенные пластичные и ударные показатели сварного шва. Это достигнуто благодаря сбалансированному содержанию компонентов в обмазке.
Если электрод предназначен для работы со сталью с высокой степенью легирования и обладающей повышенной теплоустойчивостью, после индекса следует цифра, указывающая количество углерода в сотых долях %.
Далее следуют буквенные обозначения компонентов с указанием их содержания в %.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б10
Марка. Ее название присваивает производитель при сертификации и регистрации нового продукта. Как правило, каждому типу расходника соответствует несколько марок от различных изготовителей. Что означают цифры и буквы – указано в спецификации у каждого производителя.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б20
Диаметр в миллиметрах с точностью до десятых долей. Диаметром электрода считается размер металлического стержня, вне зависимости от наличия и толщины обмазки. В данном случае величина 4 мм ровно.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10 Обозначение назначения электродов. Индекс У означает, что таким типом можно соединять низколегированные стали с высоким содержанием углерода. Прочность на разрыв такого шва не превышает 60 кгс/мм².
Все виды применения с буквенными индексами указаны в справочном материале:
| Символ на маркировке | Раскрываемое значение |
| У | Соединение сварным способом стальных заготовок, с низкой степенью легирования, у которых достаточно высоко содержание углерода. Сопротивление шва на разрыв до 60 кгс/мм². |
| Л | Соединение сварным способом стальных заготовок с высокой степенью легирования и умеренным содержанием углерода. Сопротивление шва на разрыв свыше 60 кгс/мм². |
| Т | Сварка способом термоустойчивых стальных заготовок с высокой степенью легирования. |
| В | Сварка сталей с высокой степенью легирования и специальными свойствами. |
| Н | Наплавка металла на заготовки. |
Э42А-УОНИ12/55-5,0-УД Е514(4)-Б10
Обозначение толщины обмазки. Высчитывается в цифрах с присвоением буквенного обозначения. Высокой точности не требуется, однако стандарт требует от производителя соблюдения четырех градаций этого параметра: тонкое, среднее, толстое и особо толстое покрытие.
Э42А-УОНИ12/55-5,0-УД Е514(4)-Б10
Обозначение по другим ГОСТам. Марки электродов, определяемые иными стандартами, предназначены для работы с материалами, не оговоренными в ГОСТ 9466-75. Тут же указывается маркировка в соответствии с международной классификацией. Е – обозначение по международному стандарту.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б10
Обозначение вида покрытия. В нашем случае Б – основное покрытие. Из наименования отнюдь не следует, что этот тип обмазки является «главным», а остальные вспомогательными. Каждый тип имеет свои достоинства и недостатки, и главное – для разного применения используются различные составы покрытий.
Например, кислая обмазка (А) работает одинаково хорошо как с постоянным, так и с переменным током. Можно варить во всех положениях шва. Однако при сварке происходит сильный разлет искр, и внутри шва образуются трещины.
Рутиловое покрытие (Р) дает умеренный разлет искр, также позволяет создавать швы любой ориентации, и универсально по типу протекающего электрического тока. Однако сами электроды нуждаются в предварительном прокаливании, и резко ухудшают свои свойства при увлажнении, хотя ими можно работать по мокрому и ржавому материалу.
Электроды, покрытые основной обмазкой (Б) – делают отличный сварной шов на чистых сухих металлах большой толщины. Ток на сварочном аппарате должен быть постоянным, полярность обратная.
Целлюлозная обмазка (Ц) универсальна как по току, так и по положению шва.
Серьезный недостаток – большой процент уходит на разбрызгивание металла при работе. Поэтому, идеальная область применения – монтаж арматуры, высотные работы. Длинные швы таким инструментом варить невозможно, поскольку электроды не допускают перегрева.
Смешанные обмазки. Применяются для компенсации недостатков моно покрытий. Обозначаются сочетаниями букв.
Символ (Ж) означает добавление железного порошка в обмазку.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б10
Обозначение возможных положений шва при проведении сварки, или расположение наплавки. Далеко не всегда удается расположить заготовку на грунте или на верстаке в удобном для мастера положении. Шов может проходить вертикально, горизонтально, быть расположенным на условном «потолке».
Вертикальные швы могут проходить сверху вниз и снизу вверх. Не все типы электродов одинаково справляются со всеми положениями и направлениями.
В нашем примере указана цифра 1, означающая любое положение при сварке. Цифра (2) допускает работу во всех режимах и направлениях, кроме вертикального «сверху вниз».
(3) – означает, что сварку можно производить «по горизонту» как на полу, так и на вертикальной стене. Главное – продвигаться параллельно земле. Также электрод справится с вертикалью «снизу вверх».
(4) – самое узкопрофильное применение. Варить можно только внизу по горизонту или угловые горизонтальные швы.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б10
Обозначение электрического тока и его параметров. Имеется ввиду как тип тока (переменный постоянный), так и направление полярности. Также в этом индексе указывается величина напряжения без нагрузки при работе с трансформатором переменного тока частотой 50Гц.
В конце маркировочного обозначения прописывается наименование стандарта, описывающего тип электродов. Если применяются иные стандарты – ГОСТ прописывается после основного, через запятую.
Условия проведения проверок при стандартизации электродов для электродуговой сварки
ВАЖНО! Производитель электродов согласовывает стандарты не только с органом сертификации, но и с автором этого стандарта.
- Стержень изготавливается из специальной сварной проволоки. Сплав металла определен ГОСТ 2246;
- Обмазка должна быть равномерно распределена по стержню, иметь четко выраженные переходы. Поперечные трещины, наплывы и вздутия недопустимы. Трещины, идущие вдоль электрода, не могут превышать троекратной величины диаметра основы. Кратеры не должны находится близко друг к другу, и превышать половину глубины обмазки;
- При падении образца горизонтально на твердую поверхность, обмазка не должна раскалываться и покрываться трещинами. Испытания проводятся: для основы толщиной более 4 мм – с высоты 50 см, для основы толщиной менее 4 мм – с высоты 100 мм;
- При соблюдении номинальных величин электропитания и влажности, дуга должна возбуждаться без дополнительного нагрева стержня. Горение происходит равномерно, без вспышек;
- На поверхности кратера во время сварки не должен образовываться чехол или козырек, испытания проводятся во всех положениях шва, допустимых для данного типа стержня;
- Разбрызгивание должно соответствовать нормативу, по которому электрод произведен;
- Шлак, образуемый при работе дуги, должен формировать правильные и одинаковые наплывы шва. После остывания он легко удаляется.
Совет! Перед приобретением упаковки электродов для дуговой сварки, с которыми вы ранее не работали – посетите сайт предприятия изготовителя, и ознакомьтесь с особенностями производства и маркировки.
В заключении, как обычно, подробная видео информация про назначения, виды и типы электродов. Расшифровка маркировки и рекомендации по выбору электрода к определенному типу работ.
obinstrumente.ru
Сам Свар
www.samsvar.ru
Отличие электродов АНО от УОНИ

Наверняка многие профессиональные сварщики знакомы с электродами УОНИ. Примечателен тот факт, что среди российских сварщиков ходит мнение, что человек, который никогда в жизни не варил электродами УОНИ, то он не настоящий профессионал.
Однако практически каждому сварщику известны электроды АНО. Они славятся высоким качеством сварного шва и малым разбрызгиванием металла. Тем не менее многие люди останавливают свой выбор на электродах УОНИ. Чем они лучше или хуже других? Почему они такие востребованные?
Для начала нужно узнать основные особенности электродов АНО. Очень часто их применяют при сварке ответственных швов, например при сваривании трубопровода или других ответственных конструкций. В отличие от УОНИ, электроды АНО являются универсальными, ведь ими можно варить как постоянным так и переменным током. Для них полярность не имеет никакого значения. Для сваривания металлических частей электродами АНО нужно подбирать подходящую толщину электрода до толщины металла.
Также среди электродов АНО есть и электроды для резки металла, точнее они таковыми считаются среди сварщиков. Для резки металлов используются электроды толщиной более 4 миллиметров. Также для сварки толстого металла используются электроды толщиной от 4 миллиметров. Купить их Вы можете во многих магазинах, однако никто не может Вам гарантировать высокое качество своей продукции. Электроды УОНИ очень часто используются многими сварщиками для сваривания многих изделий.
Основное отличие электродов АНО от УОНИ - это то, что с помощью УОНИ Вы можете производить сваривание только на постоянном токе. Однако они практически не оставляют за собой следов. то есть при сваривании ими у Вас никогда не возникнет проблемы большого количества шлака.
В отличие от УОНИ, электроды АНО оставляют за собой слишком много шлака, который мешает Вам дальше производить сваривание. Для того, что продолжить сваривание Вам понадобится очистить металл от шлаков, и только потом продолжать варить.
Получается, что электроды АНО создают некоторые проблемы, которые замедляют процесс выполнения сварочных работ. Поэтому многие профессиональные сварщики решают полностью или частично отказаться от использования электродов АНО. На самом деле такое решение оправданно, потому что никто не хочет терять свое время.
В отличие от тех, кто остановил свой выбор на электродах АНО, многие люди все же решают использовать электроды УОНИ, которые считаются одними из лучших в России. Для того, чтобы купит и Вам не нужно стоять в долгих очередях, отнимающих много времени и сил, а просто перейти на специальную страницу нашего сайта "Контакты" и выбрать подходящий Вам завод-изготовитель электродов и сварочного оборудования. В отличие от многих заводов,- те заводы, ссылки на сайты которых Вы можете найти на странице "Контакты", могут утверждать высокое качество выпускаемой продукции. Помимо высокого качества электродов, эти заводы продают свою продукцию по выгодным ценам, поэтому покупка электродов является для Вас выгодной.
elektrod-3g.ru
Подробно о различных типах маркировки и видах сварочных электродов
Ручная дуговая сварка производится с помощью электродов. Именно этот металлический стержень со специальным покрытием (или без него) обеспечивает плавящую дугу и формирует сварочный шов с определенными параметрами.
Для получения качественного, прочного, и эстетически красивого соединения – необходимо правильно подобрать расходники. Критерии подбора электродов для сварки:
- По типу свариваемого материала. Сталь с разной степенью легирования, чугун, алюминий, медь и др;
- По применяемому сварочнику. Переменный ток, постоянный ток выбранной полярности;
- Тип сварочных работ – соединение, наплавление;
- Способ сварки, положение шва;
- Условия сварки – в атмосфере, в определенной газовой среде, в воде.
Все электроды делятся на два основных вида. Неметаллические (угольные, графитовые) и выполненные из проволоки. Соответственно металлические электроды бывают неплавящиеся или плавящиеся. Последние могут быть без покрытия или же с ним.
Штучные непокрытые электроды применялись на заре развития сварочного дела. Сегодня они практически не используются. Этот тип трансформировался в сварочную проволоку, которая непрерывно подается к зоне образования дуги в полуавтоматических сварочных аппаратах. Благодаря проведению работ в среде инертных газов, залипание электрода не происходит.
Покрытие (обмазка) штучных электродов предназначена для формирования правильной дуги, создания необходимой химической среды в точке сварки, придания шву требуемых характеристик.Производителями предлагаются различные типы и марки электродов.
Ассортимент составляет сотни разновидностей. Опытный мастер сразу может сказать, какой именно расходник нужен для определенного вида работ. Тем не менее, необходимо точно знать, какие бывают электроды, и уметь расшифровать обозначение на упаковке.
Маркировка штучных электродов для ручной дуговой сварки
Условные обозначения, маркировка и даже краткая инструкция по хранению, подготовке и использованию обычно наносится на упаковку или предлагается в виде вкладыша на отдельном листке бумаги.
ВАЖНО! Если на коробке нет маркировки в соответствие со стандартом – требуйте у продавца дополнительную документацию. Рекламные сообщения о применимости электродов не являются достоверными.
Такая информация может быть выполнена в любой форме, хоть картинками в стиле комиксов. Однако официальной (по которой, в том числе можно предъявлять претензии в Роспотребнадзор) является маркировка по ГОСТ.
Производство продукции регламентируется стандартами. Самый распространенный сегмент охвачен ГОСТ 9466-75, который определяет порядок производства, проведения испытаний, нанесение обозначений на упаковку для штучных электродов.
Согласно этому стандарту, на каждой упаковке должна быть нанесена информация в следующем виде:
В качестве примера расшифровки марки электродов рассмотрим следующее обозначение, и разберем его по группам:
Э42А-УОНИ12/55-4,0-УДЕ514(4)-Б20
Тип электрода определяется несколькими марками и предназначением (4). Буква Э означает штучный электрод, которым можно производить ручную дуговую сварки, а так же наплавку, с использованием материала стержня.
Следующая за буквой «Э» цифра 42 – величина, измеряемая в кгс/мм², характеризующая предел, когда наступает разрушение материала при растяжении. Буква А означает улучшенные пластичные и ударные показатели сварного шва. Это достигнуто благодаря сбалансированному содержанию компонентов в обмазке.
Если электрод предназначен для работы со сталью с высокой степенью легирования и обладающей повышенной теплоустойчивостью, после индекса следует цифра, указывающая количество углерода в сотых долях %.
Далее следуют буквенные обозначения компонентов с указанием их содержания в %.
Э42А-УОНИ12/55-4,0-УДЕ514(4)-Б10
Марка. Ее название присваивает производитель при сертификации и регистрации нового продукта. Как правило, каждому типу расходника соответствует несколько марок от различных изготовителей. Что означают цифры и буквы – указано в спецификации у каждого производителя.
Э42А-УОНИ12/55-4,0-УДЕ514(4)-Б20
Диаметр в миллиметрах с точностью до десятых долей. Диаметром электрода считается размер металлического стержня, вне зависимости от наличия и толщины обмазки. В данном случае величина 4 мм ровно.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10Обозначение назначения электродов. Индекс У означает, что таким типом можно соединять низколегированные стали с высоким содержанием углерода. Прочность на разрыв такого шва не превышает 60 кгс/мм².
Все виды применения с буквенными индексами указаны в справочном материале:
| Символ на маркировке | Раскрываемое значение |
| У | Соединение сварным способом стальных заготовок, с низкой степенью легирования, у которых достаточно высоко содержание углерода. Сопротивление шва на разрыв до 60 кгс/мм². |
| Л | Соединение сварным способом стальных заготовок с высокой степенью легирования и умеренным содержанием углерода. Сопротивление шва на разрыв свыше 60 кгс/мм². |
| Т | Сварка способом термоустойчивых стальных заготовок с высокой степенью легирования. |
| В | Сварка сталей с высокой степенью легирования и специальными свойствами. |
| Н | Наплавка металла на заготовки. |
Э42А-УОНИ12/55-5,0-УДЕ514(4)-Б10
Обозначение толщины обмазки. Высчитывается в цифрах с присвоением буквенного обозначения. Высокой точности не требуется, однако стандарт требует от производителя соблюдения четырех градаций этого параметра: тонкое, среднее, толстое и особо толстое покрытие.
Э42А-УОНИ12/55-5,0-УДЕ514(4)-Б10
Обозначение по другим ГОСТам. Марки электродов, определяемые иными стандартами, предназначены для работы с материалами, не оговоренными в ГОСТ 9466-75. Тут же указывается маркировка в соответствии с международной классификацией. Е – обозначение по международному стандарту.
Э42А-УОНИ12/55-4,0-УДЕ514(4)-Б10
Обозначение вида покрытия. В нашем случае Б – основное покрытие. Из наименования отнюдь не следует, что этот тип обмазки является «главным», а остальные вспомогательными. Каждый тип имеет свои достоинства и недостатки, и главное – для разного применения используются различные составы покрытий.
Например, кислая обмазка (А) работает одинаково хорошо как с постоянным, так и с переменным током. Можно варить во всех положениях шва. Однако при сварке происходит сильный разлет искр, и внутри шва образуются трещины.
Рутиловое покрытие (Р) дает умеренный разлет искр, также позволяет создавать швы любой ориентации, и универсально по типу протекающего электрического тока. Однако сами электроды нуждаются в предварительном прокаливании, и резко ухудшают свои свойства при увлажнении, хотя ими можно работать по мокрому и ржавому материалу.
Электроды, покрытые основной обмазкой (Б) – делают отличный сварной шов на чистых сухих металлах большой толщины. Ток на сварочном аппарате должен быть постоянным, полярность обратная.
Целлюлозная обмазка (Ц) универсальна как по току, так и по положению шва.
Серьезный недостаток – большой процент уходит на разбрызгивание металла при работе. Поэтому, идеальная область применения – монтаж арматуры, высотные работы. Длинные швы таким инструментом варить невозможно, поскольку электроды не допускают перегрева.
Смешанные обмазки. Применяются для компенсации недостатков моно покрытий. Обозначаются сочетаниями букв.
Символ (Ж) означает добавление железного порошка в обмазку.
Э42А-УОНИ12/55-4,0-УДЕ514(4)-Б10
Обозначение возможных положений шва при проведении сварки, или расположение наплавки. Далеко не всегда удается расположить заготовку на грунте или на верстаке в удобном для мастера положении. Шов может проходить вертикально, горизонтально, быть расположенным на условном «потолке».
Вертикальные швы могут проходить сверху вниз и снизу вверх. Не все типы электродов одинаково справляются со всеми положениями и направлениями.
В нашем примере указана цифра 1, означающая любое положение при сварке. Цифра (2) допускает работу во всех режимах и направлениях, кроме вертикального «сверху вниз».
(3) – означает, что сварку можно производить «по горизонту» как на полу, так и на вертикальной стене. Главное – продвигаться параллельно земле. Также электрод справится с вертикалью «снизу вверх».
(4) – самое узкопрофильное применение. Варить можно только внизу по горизонту или угловые горизонтальные швы.
Э42А-УОНИ12/55-4,0-УДЕ514(4)-Б10
Обозначение электрического тока и его параметров. Имеется ввиду как тип тока (переменный постоянный), так и направление полярности. Также в этом индексе указывается величина напряжения без нагрузки при работе с трансформатором переменного тока частотой 50Гц.
В конце маркировочного обозначения прописывается наименование стандарта, описывающего тип электродов. Если применяются иные стандарты – ГОСТ прописывается после основного, через запятую.
Условия проведения проверок при стандартизации электродов для электродуговой сварки
ВАЖНО! Производитель электродов согласовывает стандарты не только с органом сертификации, но и с автором этого стандарта.
- Стержень изготавливается из специальной сварной проволоки. Сплав металла определен ГОСТ 2246;
- Обмазка должна быть равномерно распределена по стержню, иметь четко выраженные переходы. Поперечные трещины, наплывы и вздутия недопустимы. Трещины, идущие вдоль электрода, не могут превышать троекратной величины диаметра основы. Кратеры не должны находится близко друг к другу, и превышать половину глубины обмазки;
- При падении образца горизонтально на твердую поверхность, обмазка не должна раскалываться и покрываться трещинами. Испытания проводятся: для основы толщиной более 4 мм – с высоты 50 см, для основы толщиной менее 4 мм – с высоты 100 мм;
- При соблюдении номинальных величин электропитания и влажности, дуга должна возбуждаться без дополнительного нагрева стержня. Горение происходит равномерно, без вспышек;
- На поверхности кратера во время сварки не должен образовываться чехол или козырек, испытания проводятся во всех положениях шва, допустимых для данного типа стержня;
- Разбрызгивание должно соответствовать нормативу, по которому электрод произведен;
- Шлак, образуемый при работе дуги, должен формировать правильные и одинаковые наплывы шва. После остывания он легко удаляется. [note]Совет! Перед приобретением упаковки электродов для дуговой сварки, с которыми вы ранее не работали – посетите сайт предприятия изготовителя, и ознакомьтесь с особенностями производства и маркировки.[/note]
В заключении, как обычно, подробная видео информация про назначения, виды и типы электродов. Расшифровка маркировки и рекомендации по выбору электрода к определенному типу работ.
obinstrumente.ru
Отличие электродов уони от мр

Сами по себе сварочные электроды имеют много отличий. Отличаются марки электродов, а также их подвиды. Сварочные электроды используются для произведения сваривания углеродистых сталей, которые содержат в своем составе до 0,25% углерода. Также они используются для сваривания низколегированных сталей, которые имеют временное сопротивление разрыву до 590 МПа.
Сварочные электроды отличаются друг от друга своими характеристиками, например пространственное положение сварочного шва, род сварочного тока, производительность сваривания, склонность к образованию пор и разрушению и т.д. По типу покрытия сварочные электроды делятся на кислые, рутиловые, целлюлозные и основные. А теперь давайте рассмотрим подробнее характеристики электродов уони и мр, а потом Вы сразу же увидите разницу между ними.
Электроды мр:
Покрытие сварочных электродов мр рутиловое. Род тока для сваривания электродами мр – это переменный или постоянный ток обратной полярности. Сваривание электродами мр Вы можете производить во всех пространственных положениях кроме вертикального сверху вниз.
Электроды мр используются для сваривания углеродистых и низколегированных видов сталей. С использованием мр рекомендуется производить сваривание трубопроводов, котлов, газопроводов, а также маслопроводов и им подобных конструкций.
Производить сваривание электродами мр Вы можете даже по неочищенным кромкам свариваемого металла, а также по окисленной и неподготовленной поверхности. Металл, который был наплавлен электродами мр, можно использовать для работы при температуре до 20 градусов ниже нуля по Цельсию. Как Вы видите, электроды мр используются для сваривания ответственных конструкций, которые в дальнейшем будут работать в нестандартных условиях.
Электроды уони:
Покрытие сварочных электродов уони – основное. Для сваривания электродами уони Вам нужно использовать постоянный ток обратной полярности. Производить сваривание с использованием уони Вы можете во всех пространственных положениях кроме вертикального сверху вниз.
Основным назначением электродов уони для сваривания металла является сваривания ответственных конструкций из углеродистых и низколегированных видов стали. Электроды уони используют в том случае, если к металлу сварочного шва предъявляются высокие требования по ударной вязкости и пластичности.
Сварочные электроды уони используются для сваривания конструкций, которые работают в условиях пониженных температур, а также их используют для сваривания судостроительных конструкций. Также их используют для сварки металлов большой толщины и заварки дефектов литья. Для того чтобы производить сваривание электродами уони Вам нужно предварительно очистить металл шва от ржавчины, окалины и следов масла. Отличие мр от уони
Мр: использование переменного и постоянного тока; Уони: использование постоянного тока; Мр: сваривание конструкций для работы при температуре, как ниже, так и выше нуля; Уони: сваривание конструкций для работы при температуре ниже нуля, а также для сваривания суден; Мр: очистка металла перед свариванием необязательна; Уони: очистка металла перед свариванием должна производиться в обязательном порядке; Вот основные отличия электродов мр от уони. Какие из них использовать? – решать только Вам.elektrod-3g.ru
Электроды УОНИ-13/55
Темы: Сварка стали, Сварочные электроды, Ручная дуговая сварка.
Электроды УОНИ-13/55 предназначены для сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости. Сварка во всех пространственных положениях шва постоянным током обратной полярности.
Сварочная проволока: Св-08, Св-08А ГОСТ2246-70
Характеристика электродовПокрытие - основное.Коэффициент наплавки - 9,5 г/А• ч.Производительность наплавки (для диаметра 4,0 мм) - 1,4 кг/ч.Расход электродов на 1 кг наплавленного металла - 1,7 кг.
Типичные механические свойства металла шва
| Временное сопротивление sв, МПа |
Предел текучести sт, МПа |
Относительное удлинение d5, % |
Ударная вязкость aн, Дж/см2 |
|
540 |
410 |
29 |
260 |
Типичный химический состав наплавленного металла, %
| C |
Mn |
Si |
S |
P |
|
0,09 |
0,83 |
0,42 |
0,022 |
0,024 |
Сварка в различных положениях и сила тока, А
| Диаметр, мм |
Нижнее |
Вертикальное |
Потолочное |
|
3,0 |
80–100 |
70–90 |
70–90 |
|
4,0 |
130–160 |
130–140 |
130–140 |
|
5,0 |
180–220 |
160–180 |
– |
Особые свойстваЭлектроды УОНИ-13/55 обеспечивают получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода. Электроды УОНИ-13/55 чувствительны к образованию пористости при наличии ржавчины и масла на кромках свариваемых деталей, а также при удлинении длины дуги.
Технологические особенности сваркиСварка производится только на короткой длине дуги по очищенным кромкам. Сварка после обязательной прокалки: 250-300° С; 1 ч.
Соответствие стандартам:
| ГОСТ |
Э50А |
|
AWS |
E7015 |
|
ISO |
E514B20 |
|
DIN |
E5140B10 |
Условное обозначение
Другие страницы по теме
Электроды УОНИ-13/55
сварочные:
- < Электроды УОНИ-13/45
- Электроды УОНИ-13/55Г >
weldzone.info
Чем отличаются электроды МР от УОНИ?
Сварочным электродом называют стержень из металла или другого материала, проводящего электричество. Он предназначен для того, чтобы проводить ток к свариваемому изделию. На сегодняшний день их существует множество разнообразных видов. Большая часть, представленная на рынке необходима для ручной дуговой сварки.
Существует два вида сварочных электродов: плавящиеся и неплавящиеся. Вторые производят из тугоплавкого материала (вольфрам). Поддающиеся плавке производятся из сварочной проволоки. На металлический стержень наносится специальное покрытие, защищающее от атмосферного давления.
Отличия сварочных электродов
Электроды имеют много отличий в зависимости от марки, и подвида к которому они принадлежат. Данный инструмент применим для сварки сталей с содержанием углерода до 1/4 процента. Еще они применяются при сварке низколегированной стали. Разница между электродами видна по многим параметрам, например по склонности к порообразованию, по тому как расположен шов сварки или по тому, чем покрыта его поверхность: основные, целлюлозные и т. д.
В данной статье рассмотрим особенности и возможные отличия рутиловых электродов МР и стержней с основным покрытием -УОНИ.
Электроды МР
Данный вид оборудования используют во время соединения углеродистых сталей. Например МР-3 часто применяют если необходимо произвести монтажные работы ответственной конструкции. Электроды мр отличаются от УОНИ тем, что при их помощи можно производить сварку в условиях высокой влажности. Продаются сварке даже ржавые и мало очищенные металлы. Возможна сварка удлиненной дугой.
Самая популярная марка данного вида — это электроды МР-3. С ними возможно производить монтаж ответственных сооружений, так как они гарантируют получение очень надежного шва. Возможно их использование при работе с соединениями из стали с содержанием углерода и низколегированной сталью. Есть возможность работы с любым током, имеющим обратную полярность. Сварка может производится в любом положении, исключающим вертикальное.
Область, в которой чаще всего использовуются МР — электроды — произведение сварки трубопроводов, подающих горячую воду или пар, а также труб, проводящих масло и мазут. Электродами этой группы можно производить сварку, которую обеспечивают обычные бытовые источники сварочного тока.
Электроды УОНИ
Этот вид сварочного оборудования используются в тех обстоятельствах, когда свариваемая конструкция должна быть максимально противоударной. Ими производят монтаж очень ответственных сооружений, так как при их использовании сварные швы отличаются высоким качеством и пластичностью.
Одно из главных преимуществ УОНИ то, что сварные швы, получаемые в процессе работы способны выдерживать очень низкие температуры (вплоть до -40).
Сварочная работа может вестись в различных положениях. Все представители данного вида отличаются присутствием основного покрытия. Наиболее часто используемые — УОНИ 13/45 и УОНИ 13/55.
УОНИ 13/55 применимы при монтажных работах с конструкциями от которых требуется переносимость высоких динамических нагрузок. Также их применяют для получения швов, устойчивых к низким температурам. УОНИ 13/55 можно сваривать между собой металлы большой толщины. Их применение возможно в строительстве судов и монтаже цистерн и сосудов, находящихся под высоким давлением.
УОНИ 13/45 используют для работы в холоде. При работе с ними необходимо учитывать, что поверхности для сварки должны быть очень хорошо подготовлены: очищены от масел и других загрязнений.
Чем отличаются электроды УОНИ от МР
Можно выделить главные отличия перечисленных видов:
| Тип электрода | МР-3 | УОНИ |
| Тип покрытия | Рутиловое | Основное |
| Род и полярность тока | Переменный и постоянный ток любой полярности | Постоянный обратной полярности |
| Условия работы | Перед проведением сварочных работ не обязательно очищать поверхности | Очистка поверхностей обязательна |
| Могут работать во влажных условиях | Покрытие чувствительно к увлажнению |
Таким образом, видно отличие электродов УОНИ от МР. Каждый из данных видов индивидуален и подходит для определенных работ. Какой же выбрать: уони или МР3 решать только Вам, в зависимости от Ваших потребностей и целей.
svarkagid.ru
Расшифровка электродов

И так поговорим о том как можно расшифровать марки электродов различных типов.
В первую очередь нужно обратить внимание на его гост сокращенно от слова "Государственный стандарт". Для примера возьмем одну из марок электродов и рассмотрим ее подробнее. Далее все распишу как полагается. Наш подопытный электрод будет в простонародье называться "синим" , а вот на самом деле как он именуется. Э46-ЛЭЗМР-3С.
Электроды производятся для различных типов сварки и металлов соответственно и маркируются по разному. И так как подобрать электроды и маркам определить именно то что нам нужно. Для начало немного теории. Марки можно подразделить на несколько категорий. Для резки , для наплавки , для сварки цветных металлов и т.д . Но об этом долго можно говорить. Далее электроды можно подразделять по гостам, по типам и так далее. Ну все по порядку. И так есть марка давайте ее расшифруем.
- Оранжевым цветом у нас отмечен тип электрода.
- Желтым цветом у нас это марка электрода.
- Зеленым это диаметр электрода (если производится несколько диаметром одной марки его пишут в другом месте).
- В красном квадрате у нас назначение и толщина
- В черном знак то что это индекс.
- В графитовом цвете сам индекс. (о индексах можно писать отдельно)
- В синем это вид покрытия.
- В розовом квадрате два разных значения это положения при сварке и рекомендуемый ток.
А теперь разложим по полочкам что написали выше.
Тип Электрода.
- Э - Электрод.
- 46 - Временное сопротивление разрыву кгс/мм2 проще говоря какую нагрузку может выдержать после сварки данным электродом, а именно это 46 килограмм на квадратный миллиметр . кгс - это килограмм силы. мм2 - квадратик 1мм -1мм - 1мм. Думаю здесь все понятно. Идем дальше.
Марка электрода.
- В марке у нас содержится краткое название завода производителя это - лосиноостровский электродный завод и сама марка МР-3С.
Диаметр электрода.
- Если диаметр не указан , а только значок ,значит он пишется на печати. Так же имеется таблица каких еще диаметров выпускаются электроды.
Назначение и толщина покрытия.
- У - Обозначается как - Электрод для сварки углеродистой и низколегированной стали.
- Д - Говорит о том что электрод у нас с толстым покрытием. Все обозначения я ниже опишу.
Индекс электрода.
- Он указывает нам характеристику металла для сварки этими электродами. Это все можно посмотреть по госту 9467-75. Сопротивление разрыву ,ударную вязкость и еще несколько параметров все это по госту.
И так теперь вид покрытия.
- В данной марке электродов стоят две буквы РЦ и означает это - Рутиловое и Целлюлозное. Подробнее о видах покрытия конечно напишу.
Положение при сварке и рекомендуемый сварочный ток.
- И так цифра один говорит нам что мы можем варить данными электродами во всех пространственных положениях. И снизу вверх и сверху вниз , потолочный ,вертикальный и т.д.
А теперь давайте рассмотрим все подробнее. С типом и марками думаю проблем нет. Нас ведь интересуют что означают все эти буквы и цифры.
Назначение электродов
Обозначения электродов по толщине покрытия.
- М - Тонкое покрытие
- С - Среднее покрытие
- Д - Толстое покрытие
- Г - С особо толстым покрытием.
Виды покрытия.
Обозначения положения при сварке.
Рекомендуемый сварочный ток.
Ну думаю на этом все. По данному этапу можно определить как минимум для чего и какие металлы с ними можно варить.
elektrod-3g.ru