Содержание
Установка роликового подшипника | Компания «Ф и Ф»
Главными факторами правильной установки роликовых подшипников является наличие необходимой технической компетенции и навыков у исполнителя, наличие инструмента и оснастки, а также соблюдение порядка и правил монтажа. В данной статье мы приведём основную техническую информацию необходимую для того чтобы осуществить правильный монтаж роликового подшипника и его регулировку, обеспечив его работу в течение нормативного срока.
Навигация по статье
Подготовка к монтажу
Правила установки роликовых подшипников
Регулировка роликовых подшипников
Подготовка к монтажу
Для обеспечения качественной установки необходимо:
- Отсутствие загрязнений на месте проведения работ.
- Наличие необходимого инструмента и приспособлений.
- Подготовка монтажных мест деталей т подшипников.

- Смазка.
- Контроль качества выполняемых работ.

Перед тем как будет выполнена установка роликового подшипника необходимо:
- Подготовить рабочее место, исключить вероятность запыления деталей при проведении работ.
- Произвести очистку и осмотр посадочных мест, устранить имеющиеся дефекты поверхностей (замятины, забоины, заусенцы и т. д.).
- Замерить посадочные места на соответствие требованиям полей допусков и шероховатости. Замеры посадочных мест вала производятся микрометром, в корпусе — нутромером.
- Проверить геометрию деталей, в частности валы на прямолинейность.
- Очистить каналы системы смазки от загрязнений.
- Предварительно осмотреть подшипник на наличие видимых дефектов, проверить соответствие номера и произвести замеры основных размеров.
- Расконсервировать и промыть подшипник, если это не запрещено производителем.
- Проверить легкость вращения, замерить радиальные и осевые зазоры.
- Нанести смазку в достаточном количестве, если смазочный материал не нанесён производителем.

Тип посадки, прессовая или скользящая, устанавливается в технической документации к устройству.
Правила установки роликовых подшипников
Для правильной установки подшипников рекомендуется применение гидравлических или ручных прессов, которые обеспечивают плавную и ровную установку при минимальном риске повреждения деталей. Установка роликового подшипника должна осуществляться путем передачи монтажного усилия только через напрессовываемое кольцо. При монтаже на вал напрессовка осуществляется через внутреннее кольцо подшипника, при монтаже в корпус — через наружное. В случае одновременного монтажа на корпус и на вал, напрессовка осуществляется на оба кольца. Нельзя передавать усилие через сепаратор и тела качения, как и прилагать усилия к сепаратору.
Порядок установки роликового подшипника:
- Посадочные места необходимо покрыть тонким слоем пластичной смазки, например литолом.
- Определить сторону установки. Если предстоит установка конического роликового подшипника, то наибольшая часть конуса ролика должна быть направлена в сторону упорного бурта или кольца. Таким образом, обеспечивается возможность съёма верхнего кольца. Если расположение сторон не играет роли с точки зрения конструкции, то с наружи должно быть заводское клеймо.
- Совместить монтажный стакан с упором с соответствующим кольцом или кольцами подшипника. Расположить строго по осям деталь, подшипник, наставку и рабочую часть пресса.
- Убедиться в примерном соответствии точек подачи смазки в корпусе и подшипнике.
- Приложить пробную нагрузку, проверить на плавность движения.
- Произвести сам монтаж подшипников с установкой его на требуемое место.
- При установке конических роликовых подшипников необходимо отдельно смонтировать каждую сборочную единицу. Внутренне кольцо с телами качения напрессовывается на вал, наружное кольцо отдельно устанавливается в корпус. После этого регулируется внутренний зазор.
- Устанавливается стопорное кольцо, распорная втулка, сальник, прокладка и пр. элементы необходимые для фиксации предусмотренные конструкцией.
- Завершить монтаж, закрыть подшипниковый узел.

 После этого регулируется внутренний зазор.
После этого регулируется внутренний зазор.
В процессе установки необходимо тщательно следить за равномерностью, без перекосов и осевого перемещения напрессовываемого кольца. Наличие перекосов при монтаже может стать причиной появления задиров и снижения срока работы подшипника.
При установке крупногабаритных подшипников часто требуется предварительный нагрев подшипника. Достаточно, как правило, разницы температур в 60 — 80°С между подшипником и окружающей средой. При установке в корпус необходимо нагреть его посадочное место. Температура нагрева зависит от требуемого натяга и диаметра, но, в любом случае разница температур не должна быть более 120°С. При нагреве также следует учесть ограничения сопряженных элементов, например уплотнений. Разогрев подшипника ведётся в масляной ванне или с помощью индукционного нагревателя.
Разогрев подшипника ведётся в масляной ванне или с помощью индукционного нагревателя.
Регулировка роликовых подшипников
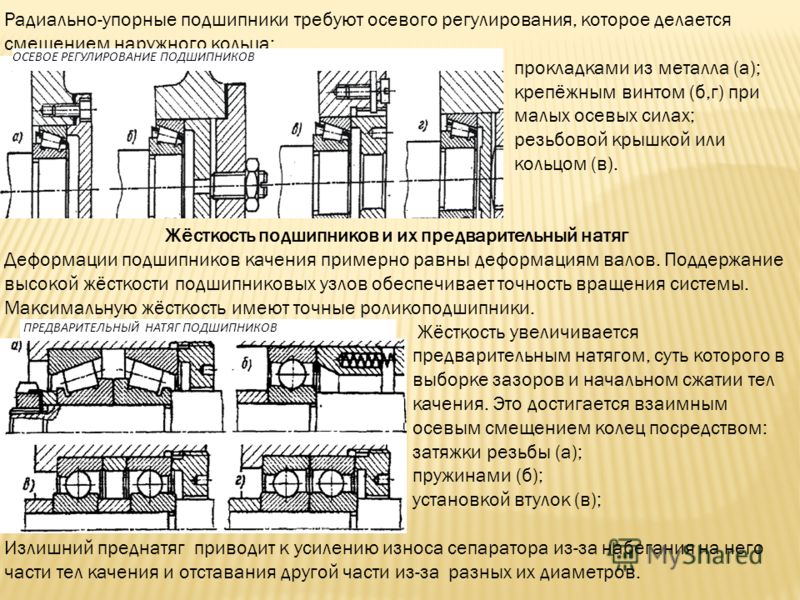
После установки роликового подшипника необходимо осуществить регулировку осевого зазора необходимого для правильной работы. Для этого можно использовать следующие способы:
- Изменить толщину прокладки между корпусом и крышкой прижимающей наружное кольцо.
- Путем перемещения наружного кольца подшипника установочным винтом.
- Путем перемещения наружного кольца регулировочной гайкой.
Чтобы проверить насколько качественно была произведена установка роликового подшипника необходимо:
- Проверить щупом в нескольких точках по окружности, насколько плотно подшипник прижат к бурту.
- Проверить легкость вращения от руки.
- У цилиндрических роликовых подшипников проверить относительное смещение наружных и внутренних колец в осевом направлении.
- Убедиться в правильности сборки уплотнителей.
- Убедиться в точном совпадении проточек в корпусе и наружном кольце подшипника предназначенных для подачи смазки.
- Проконтролировать температуру при работе подшипника. При работе в обычных условиях она не должна превышать температуру окружающей среды на 30°С.
Правильная установка подшипников требует квалификации персонала, точного измерительного инструмента и применения специальной оснастки. Обязательно следует учесть и конструктивные особенности изделий, точно следовать требованиям производителя.
Другие статьи
Предохранительные муфты
Предохранительные муфты входят в число наиболее ответственных узлов привода, обеспечивающих не только передачу крутящего момента, но и защиту оборудования от чрезмерных нагрузок и др. нештатных ситуаций. Компания «Ф и Ф», в качестве официального представителя в России, предлагает большой выбор муфт одного из ведущих мировых производителей – компании FLENDER.
Привод для конвейера
В организации ритмичной работы технологической цепочки промышленных предприятий конвейер играет одну из главных, если не главную роль. При правильном проектировании и использовании надежного оборудования конвейер будет приносить огромную прибыль, при недочётах и непродуманном выборе производителя и поставщика – простои и материальные убытки.
Муфты – виды и применение
Муфты применяются практически во всех производственных и промышленных отраслях. Насчитывается несколько десятков разновидностей таких узлов, которые различаются по форме, размерам и принципу работы.
Вернуться к списку статей
Установка роликового подшипника
При выполнении такой ответственной задачи как монтаж подшипника роликового типа одним из важнейших факторов качественного выполнения работы является квалификация специалиста и наличие у него опыта такой работы. Кроме этого важно чтобы мастер имел необходимую для работы оснастку, при помощи которой устанавливать опору можно в соответствии с техническими требованиями производителя детали и механизма. В том случае, если эти условия соблюдены, а схема установки выбрана правильно, узлу обеспечена беспроблемная эксплуатация на протяжении установленного нормативами срока.
В том случае, если эти условия соблюдены, а схема установки выбрана правильно, узлу обеспечена беспроблемная эксплуатация на протяжении установленного нормативами срока.
Подготовка к установке роликового подшипника
Любая установка роликовых подшипников на вал начинается с подготовки рабочего места и той части механизма, в которой будет осуществляться монтаж. Как сам вал оборудования, так и корпус узла должны быть тщательно очищены от любых загрязнений. При этом нужно также исключить и запыление рабочего места, которое может произойти в то время, когда будут устанавливать подшипник. После того как пыль, грязь, смазка и частицы металла будут удалены, важно обеспечить посадочным местам изделия должный вид. Для этого производят тщательный осмотр той части вала, в которой будет фиксироваться внутреннее кольцо, на предмет наличия заусенцев, вмятин, выбоин и других дефектов металла. Такими повреждениями нередко сопровождается неправильный демонтаж вышедшей из строя опоры.
Все проблемные места шлифуются до полного приведения к требуемому состоянию. Посадочные места замеряются для того, чтобы определить допуски и зазор. При этом наружный диаметр вала проверяют микрометром, а внутренний, в корпусе, нутромером. Особенно важна эта часть подготовительной работы в случае, когда предстоит установка роликового упорного подшипника, монтируемого внатяжку с большой точностью. Дополнительно проверяют и очищают смазочные каналы от загрязнений, а также производят расконсервацию подшипника. Как сферический, так и радиальный подшипник внимательно осматривают и проверяют, чтобы зазоры соответствовали нормам, а качение происходило без шума и помех.
Посадочные места замеряются для того, чтобы определить допуски и зазор. При этом наружный диаметр вала проверяют микрометром, а внутренний, в корпусе, нутромером. Особенно важна эта часть подготовительной работы в случае, когда предстоит установка роликового упорного подшипника, монтируемого внатяжку с большой точностью. Дополнительно проверяют и очищают смазочные каналы от загрязнений, а также производят расконсервацию подшипника. Как сферический, так и радиальный подшипник внимательно осматривают и проверяют, чтобы зазоры соответствовали нормам, а качение происходило без шума и помех.
Монтаж роликовых подшипников
В технической документации к оборудованию обычно указано, в какой посадке нуждается опора: прессовой или скользящей. Не стоит забывать, что во многих случаях важно учитывать и направление вращения вала, а также вектор осевой нагрузки. Установка роликового конического подшипника производится таким образом, чтобы большая часть его конуса была ориентирована в направлении упорного элемента. Если эта особенность не играет роли при сборке узла, об этом оповещает клеймо на внешней части кольца.
Если эта особенность не играет роли при сборке узла, об этом оповещает клеймо на внешней части кольца.
При установке детали используют ручные и гидравлические прессы, гарантирующие не только плавную, но и равномерную по всей окружности внутреннего кольца посадку детали. Усилие необходимо прикладывать исключительно через напрессовываемое кольцо, но ни в коем случае не через свободное или сепаратор. При одновременном монтаже на вал и в корпус, существует важная особенность. В этом случае монтажное усилие прикладывается одновременно к двум кольцам. Важно помнить, что подшипник конический роликовый установка которого выполнялась с нарушениями, может не только выйти из строя сам, но и нанести серьезные повреждения валу и корпусу механизма.
Последовательность операций при монтаже роликовых опор такая:
• Все посадочные места покрывают тонким слоем смазочного материала;
• Определяется проектная ориентация детали в соответствии с чертежом или схемой;
• Монтажный стакан пресса, оборудованный упором, совмещают с кольцом изделия;
• Если необходимо, производят выставление опоры по осям и совмещение канавок подачи смазки;
• Прикладывают пробное усилие на подшипник;
• Выполняют посадку изделия в проектное положение, стараясь обеспечить максимальную плавность движения.
Если выполняется установка подшипников конического типа, то монтируют каждый элемент опоры отдельно. Внутренняя часть с роликами напрессовывается на вал, после чего на свое место в корпус ставят наружное кольцо. После завершения работы нужно убедиться, что каждый ролик свободно перемещается, а зазор соответствует заявленному производителем значению.
Монтаж подшипников большого размера имеет ряд важных особенностей. Чтобы облегчить работу, деталь нагревают так, чтобы ее температура превышала температуру среды на 60-80 градусов. Установка кольца в корпус механизма требует нагревания посадочного места. Важно следить за тем, чтобы разница между температур не оказалась выше 120 градусов. Для точного разогрева металла рекомендуют применять специальные индукционные устройства или масляные ванны.
Регулировка роликовых подшипников после установки
После того как опора займет свое проектное положение, выполняется проверка правильности монтажа и регулировка детали. Особого внимания требует осевой зазор, для изменения которого используются разные приемы. Чаще всего для того, чтобы добиться нужной величины, выполняют замену прокладки между корпусом и крышкой, которая воздействует на внешнее кольцо. Если деталь оснащена установочным винтом, то при помощи этого приспособления смещают наружный элемент подшипника, добиваясь нужного зазора.
Чаще всего для того, чтобы добиться нужной величины, выполняют замену прокладки между корпусом и крышкой, которая воздействует на внешнее кольцо. Если деталь оснащена установочным винтом, то при помощи этого приспособления смещают наружный элемент подшипника, добиваясь нужного зазора.
Рис.1 Регулировка роликовых подшипников
Для проверки качества установки используют несколько разных способов. В первую очередь вращают деталь рукой, чтобы убедиться в плавности и бесшумности хода узла вращения. После этого визуально осматривают уплотнения на предмет их правильной и качественной установки. Если присутствует система подачи пластичной смазки, то обязательно нужно убедиться в том, что проточки в корпусе механизма и кольцах подшипника полностью совпадают. Цилиндрический роликовый подшипник, также как и шариковый, проверяют на смещение колец в осевом направлении относительно друг друга.
Только после выполнения всех перечисленных контрольных операций допускается первая прокрутка механизма на малых оборотах. Проводить ее нужно под наблюдением, чтобы убедиться в том, что отсутствует стук и скрежет, сигнализирующий о неправильной сборке узла или его повреждения при установке.
Проводить ее нужно под наблюдением, чтобы убедиться в том, что отсутствует стук и скрежет, сигнализирующий о неправильной сборке узла или его повреждения при установке.
Основы установки и снятия подшипников
Правильная установка радиального шарикового или роликового подшипника имеет решающее значение для достижения полного срока службы компонента. Неправильные методы монтажа, использующие более короткие пути, такие как использование молотка или горелки, приведут к преждевременному выходу из строя или потенциальной угрозе безопасности. В этой статье рассматриваются советы по правильной установке подшипников, в частности, установка подшипников без корпуса, в отличие от корпусных подшипниковых узлов, таких как опорный блок.
Крайне важно, чтобы все вопросы безопасности были решены, для работы было отведено достаточно времени, и процедура всем понятна до начала работ по установке подшипников. Инвестиции в надлежащие инструменты, процедурное обучение и время приведут к значительной экономии средств и продлению срока службы подшипника и машины, на которой он установлен. Стоимость подшипника и человеко-часов, необходимых для его правильного выполнения, ничтожно малы по сравнению с общей стоимостью простоя, первоначальной ценой машины, потенциальными дополнительными повреждениями и, конечно же, ущербом, который может быть нанесен установщику или оператору машины. . «Сделай все правильно с первого раза» — это не просто клише; это должно быть обязательным и частью культуры обслуживания на вашем предприятии. Во время этих процессов следует носить все необходимые средства индивидуальной защиты (СИЗ).
Стоимость подшипника и человеко-часов, необходимых для его правильного выполнения, ничтожно малы по сравнению с общей стоимостью простоя, первоначальной ценой машины, потенциальными дополнительными повреждениями и, конечно же, ущербом, который может быть нанесен установщику или оператору машины. . «Сделай все правильно с первого раза» — это не просто клише; это должно быть обязательным и частью культуры обслуживания на вашем предприятии. Во время этих процессов следует носить все необходимые средства индивидуальной защиты (СИЗ).
Механическое снятие, установка и методы
Безопасное и правильное удаление вышедшего из строя подшипника — первый шаг. Съемники и прессы, разработанные для этой цели, являются лучшими вариантами по трем причинам: безопасность, экономия времени и минимизация повреждения вала и корпуса во время процесса. Двух- и трехзахватные механические съемники равномерно натягивают наружное кольцо по мере затягивания резьбового штифта, центрированного на конце вала (см. рис. 1).
рис. 1).
Другим типом съемника является сепаратор или нож, который имеет две пластины, расположенные за подшипником. Съёмники для тяжелых условий эксплуатации оснащены гидравлическими цилиндрами, что упрощает демонтаж. Если подшипник снимать с помощью высокоскоростного отрезного инструмента и использовать его небрежно, вал и корпус могут быть повреждены. Хотя размер и пространство иногда диктуют необходимость этого метода, любые последующие забоины и выемки на валу или в корпусе приводят к удалению металла. Удаление металла, в свою очередь, изменяет все важные допуски на размеры и правильную посадку подшипника. По возможности избегайте открытого огня или образования искр во время процесса.
Как правило, не рекомендуется повторно использовать подшипник, снятый с эксплуатации, но рекомендуется проверить подшипник после снятия на предмет причины отказа. Стресс с течением времени может привести к повреждениям, которые не видны невооруженным глазом. Это также требует определенного образования и опыта в области анализа неисправностей, чтобы определить причину и характер отказа. Единственный раз, когда подшипник может быть использован повторно, это если он был отправлен обратно производителю для очистки, осмотра, измерения, переточки и повторной сборки. Это нерентабельно с меньшими подшипниками.
Единственный раз, когда подшипник может быть использован повторно, это если он был отправлен обратно производителю для очистки, осмотра, измерения, переточки и повторной сборки. Это нерентабельно с меньшими подшипниками.
Аккуратное обращение со сменным подшипником во время хранения или в процессе установки обязательно. Лучше всего хранить в чистоте, сухости, окружающей среде и без вибраций. Не разворачивайте подшипник, пока не будете готовы его установить. Не смывайте заводскую смазку, если только это не требуется из-за особых требований к смазке. Чистота — это образ жизни, как для механика, так и для подшипника.
Важно убедиться, что используется точная замена. Существует два способа идентификации механического компонента: измерение и/или проверка номера детали. Уважаемые производители маркируют кольца подшипника номером детали. На этот номер можно ссылаться в каталоге, в котором указаны размеры и допуски колец. Грубый размер можно получить с помощью штангенциркуля. Для точных измерений рекомендуется использовать откалиброванный сертифицированный нониусный микрометр с точностью до 0,0001 дюйма.
Вал и корпус должны быть чистыми, без выемок и заусенцев. Хотя для этой цели в промышленности обычно используется наждачная бумага, имейте в виду, что частицы, оторвавшиеся от бумажной подложки, могут загрязнить подшипник. Предпочтительно использовать промышленные колодки Scotch-Brite для очистки вала или корпуса от истирания или коррозии. Легкое машинное масло может быть использовано для удаления влаги или кислот. Чистота обязательна на протяжении всего процесса. Помните, что размер, форма и состояние вала и корпуса напрямую влияют на срок службы сменного подшипника.
Крайне важно измерить и проверить отверстие вала и корпуса, чтобы убедиться, что они находятся в пределах рекомендуемых допусков на размеры для применения и размера подшипника. Следует использовать калиброванные измерительные инструменты, такие как микрометр или штангенциркуль. Для вала и корпуса рекомендуется использовать восьмиточечный метод измерения (см. рис. 1). Это включает в себя четыре измерения в различных местах, чтобы определить, что вал и корпус не являются эллиптическими, а стороны параллельны.![]() В руководствах по установке подшипников и справочниках для механиков перечислены различные типы посадок и точные допуски на размеры как для колец подшипников, так и для валов и корпусов. Если они не соответствуют предложенным спецификациям, срок службы подшипника будет уменьшен. Слишком большой вал или маленький корпус уменьшат требуемый внутренний зазор в подшипнике. Этот зазор необходим для свободного вращения тел качения, смазочной пленки и расширения металла, которое будет происходить из-за термических изменений. Слишком свободная посадка приведет к тому, что подшипник будет ходить или проскальзывать, вытягивая металл, который неизбежно попадет в подшипник. Помните, измеряйте перед монтажом.
В руководствах по установке подшипников и справочниках для механиков перечислены различные типы посадок и точные допуски на размеры как для колец подшипников, так и для валов и корпусов. Если они не соответствуют предложенным спецификациям, срок службы подшипника будет уменьшен. Слишком большой вал или маленький корпус уменьшат требуемый внутренний зазор в подшипнике. Этот зазор необходим для свободного вращения тел качения, смазочной пленки и расширения металла, которое будет происходить из-за термических изменений. Слишком свободная посадка приведет к тому, что подшипник будет ходить или проскальзывать, вытягивая металл, который неизбежно попадет в подшипник. Помните, измеряйте перед монтажом.
Существует три основных типа посадки: с натягом или плотная, прямая, а также с зазором или свободная. Посадка определяется характером применения, нагрузкой, размером, типом подшипника и вращающимся кольцом.
Уровень усилия, необходимого для правильной установки подшипника, определяется типом и степенью прессовой посадки. В большинстве случаев любое вращающееся кольцо будет иметь запрессовку. Например, вал электродвигателя вращается вместе с ротором. Следовательно, внутреннее кольцо подшипника потребует посадки с натягом, а наружное кольцо будет посажено вплотную или с зазором.
В большинстве случаев любое вращающееся кольцо будет иметь запрессовку. Например, вал электродвигателя вращается вместе с ротором. Следовательно, внутреннее кольцо подшипника потребует посадки с натягом, а наружное кольцо будет посажено вплотную или с зазором.
Подшипники диаметром менее 50 миллиметров (мм) можно монтировать с помощью оправки для подшипников, если кольца установлены с легким натягом. Приводные инструменты состоят из металлической трубы, полимерных ударных колец и ударного молотка (см. рис. 2). Этот тип трубчатого привода можно использовать с втулками и масляными/консистентными уплотнениями. Важно использовать правильный размер втулки и ударного кольца и следить за тем, чтобы подшипник не перекосился во время посадки.
Оправочный пресс является безопасным методом снятия и установки. Пресс должен быть прикреплен болтами к прочному рабочему столу или полу. Рейка и шестерня вместе с длинной ручкой используются для обеспечения рычага. Нажатие на ручку опускает стойку. Никогда не прикрепляйте трубу к рукоятке. Медленно оказывайте давление. Пластина с прорезями, обычно называемая наковальней, используется для поддержки детали машины и обеспечения сквозного доступа к валу. В идеале используйте только аксессуары, предназначенные для прессы. Надлежащая блокировка колец подшипника имеет важное значение, так же как и выравнивание и выравнивание заготовки по квадрату для эффективной равномерной силы. При использовании пресса следите за тем, чтобы кольца подшипников были правильно заблокированы, чтобы монтажные усилия не передавались через тела качения. Эти силы вызывают вмятины на дорожках качения, известные как истинное бринеллирование.
Никогда не прикрепляйте трубу к рукоятке. Медленно оказывайте давление. Пластина с прорезями, обычно называемая наковальней, используется для поддержки детали машины и обеспечения сквозного доступа к валу. В идеале используйте только аксессуары, предназначенные для прессы. Надлежащая блокировка колец подшипника имеет важное значение, так же как и выравнивание и выравнивание заготовки по квадрату для эффективной равномерной силы. При использовании пресса следите за тем, чтобы кольца подшипников были правильно заблокированы, чтобы монтажные усилия не передавались через тела качения. Эти силы вызывают вмятины на дорожках качения, известные как истинное бринеллирование.
Гидравлический пресс — полезная и эффективная машина для снятия и установки подшипников, но при его использовании необходимо соблюдать несколько оговорок. Крайне важно, чтобы техник по техническому обслуживанию прошел обучение технике безопасности и правильному использованию. Опасности для оператора многочисленны, и существует вероятность повреждения соответствующих обрабатываемых компонентов. Эти прессы обычно оцениваются в тоннах давления. Держите руки чистыми, найдите кнопку пуска/остановки и наденьте средства индивидуальной защиты. Те же соображения, которые относятся к использованию ручных прессов, применимы и к использованию гидравлических прессов. Требуется выравнивание и выравнивание заготовки, правильная блокировка подшипника и вала и медленное равномерное давление. Медленно опускайте домкрат и наблюдайте, куда прикладывается усилие. Один и тот же человек должен вставлять/настраивать работу и управлять прессом. Не превышайте предельную рабочую нагрузку пресса.
Эти прессы обычно оцениваются в тоннах давления. Держите руки чистыми, найдите кнопку пуска/остановки и наденьте средства индивидуальной защиты. Те же соображения, которые относятся к использованию ручных прессов, применимы и к использованию гидравлических прессов. Требуется выравнивание и выравнивание заготовки, правильная блокировка подшипника и вала и медленное равномерное давление. Медленно опускайте домкрат и наблюдайте, куда прикладывается усилие. Один и тот же человек должен вставлять/настраивать работу и управлять прессом. Не превышайте предельную рабочую нагрузку пресса.
Термическое снятие, установка и методы
Снижение или повышение температуры подшипника, вала и/или корпуса в установленных пределах является еще одним методом снятия и установки подшипников. Все предостережения, упомянутые в отношении механических методов удаления, также относятся к термическим методам. Вал и корпус должны быть чистыми, без зазубрин и заусенцев. Необходимо выделить время для измерения и подтверждения того, что вал и корпус находятся в пределах рекомендуемых размеров. Если вал или корпус не соответствуют рекомендованным допускам, их следует заменить. Хотя использование связующих веществ может временно выиграть время, монтажные составы для подшипников не заменяют требование хорошей подгонки размеров.
Если вал или корпус не соответствуют рекомендованным допускам, их следует заменить. Хотя использование связующих веществ может временно выиграть время, монтажные составы для подшипников не заменяют требование хорошей подгонки размеров.
Использование жидкого азота или сухого льда для снижения температуры стальных компонентов должно использоваться только при посадке с сильным натягом. В зимние месяцы в северных странах техники обычно размещают валы большого диаметра снаружи на ночь, а затем утром нагревают подшипник и собирают их вместе. Помните, что побочным продуктом этого процесса может быть образование воды из-за резких изменений температуры и относительной точки росы. Вода на стали равна ржавчине.
Существует множество нагревателей подшипников, таких как конические, нагревательные пластины, печь для пиццы и слишком распространенная масляная ванна. У всех этих типов есть две общие черты: они медленные и обычно грязные. Для установки подшипников на вал лучше всего использовать современный индукционный нагреватель подшипников (см.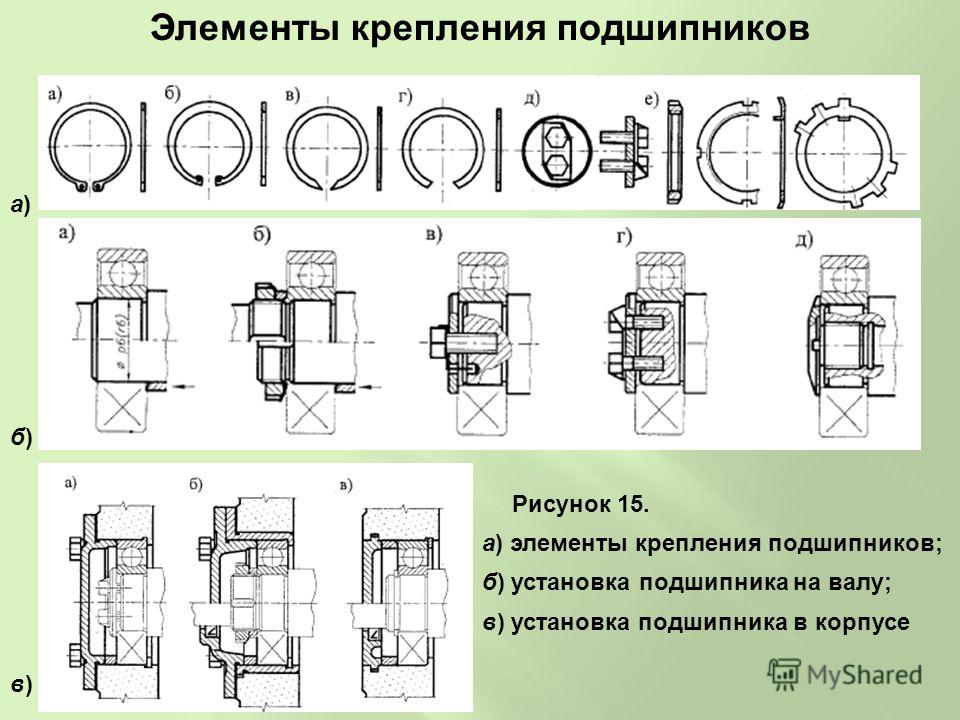 рис. 3). Они безопасны, быстры, эффективны и чисты. Индукционные нагреватели доступны в различных размерах, большинство из которых переносятся вручную или помещаются на тележку. Их также можно использовать для нагрева других компонентов, таких как ступицы муфт и втулки.
рис. 3). Они безопасны, быстры, эффективны и чисты. Индукционные нагреватели доступны в различных размерах, большинство из которых переносятся вручную или помещаются на тележку. Их также можно использовать для нагрева других компонентов, таких как ступицы муфт и втулки.
Индукционные нагреватели подшипников создают сильное переменное магнитное поле, вызывающее вихревые токи в металле. Эти токи вызывают быстрый нагрев кольца. Его можно сравнить с трансформатором, использующим первичную катушку с многочисленными витками и вторичную катушку с несколькими витками (подшипник). Вторичная катушка будет подавать низкое напряжение при высокой силе тока. Подшипник действует как короткозамкнутая одновитковая вторичная катушка, через которую проходит низкое переменное напряжение с большой силой тока. Результат: Ближайшее к стержню кольцо быстро нагревается. Одним из побочных продуктов этого процесса является намагничивание. Современные нагреватели имеют автоматический цикл размагничивания в конце процесса. Помните, что датчик температуры должен быть размещен на внутреннем кольце для расширения, чтобы обеспечить запрессовку на валу. Рекомендуемая установка температуры составляет 110°C или 230°F. Оператор имеет полный контроль над настройками.
Помните, что датчик температуры должен быть размещен на внутреннем кольце для расширения, чтобы обеспечить запрессовку на валу. Рекомендуемая установка температуры составляет 110°C или 230°F. Оператор имеет полный контроль над настройками.
Напоминания об установке подшипников
- Наденьте СИЗ.
- Аккуратное обращение и чистота очень важны.
- По возможности избегайте стальных молотков или искр.
- Осмотрите вал и корпус. Удалите заусенцы.
- Измерять, измерять и еще раз измерять.
- Подгонка имеет значение.
- Используйте идентичные замены.
- Избегайте перегрева.
- Используйте правильные инструменты.
- Будьте осторожны, думайте о безопасности, делайте это осторожно!
Заключение
Правильная установка радиального шарикового или роликового подшипника имеет решающее значение для достижения полного срока службы компонента. Для правильной установки подшипников крайне важно, чтобы все вопросы безопасности были решены, для работы было отведено достаточно времени, и все поняли процедуру до начала работы.
Ричард Р. Кнотек — специалист по техническому обучению в Motion Institute, подразделении Motion Industries. Он проработал 43 года в Motion Industries, занимая различные должности, включая водителя, специалиста по продажам, операционного менеджера, продавца, руководителя филиала и специалиста по продукции. Бывший адъюнкт-инструктор Программы промышленного обслуживания Университета Северного Мичигана, Кнотек также является опубликованным автором книги «Механические системы и принципы» (ISBN 0-13-049).417-8). Для получения дополнительной информации посетите веб-сайт motionindustries.com или видеоканал MiHow2.com, на котором размещены обучающие видеоролики, в том числе советы по установке подшипников.
Процедуры установки конических роликоподшипников со стороны колеса
Технические советы
Процедуры и советы по установке конических роликоподшипников со стороны колеса
При установке конических роликоподшипников:
спецификации)
- Чрезмерное затягивание регулировочной гайки может сократить срок службы подшипника
- Недостаточное затягивание регулировочной гайки может привести к чрезмерному осевому люфту
- Однорядные конические роликоподшипники всегда устанавливайте напротив другого подшипника того же типа
Конический роликовый подшипник со стороны колеса Советы по установке:
- Перед установкой новых подшипников обязательно осмотрите вал и корпус подшипника, чтобы убедиться, что монтажные поверхности чистые и на них нет заусенцев, грязи и другого мусора. Наличие мусора на установочных поверхностях подшипника может привести к неправильной посадке подшипника, что отрицательно скажется на сроке службы подшипника.
- Однорядные конические роликоподшипники имеют разъемную конструкцию, т. е. внутреннее кольцо и наружное кольцо можно разделить и установить. Установка компонентов по отдельности может упростить сборку.
- Прижимные поверхности – Запрессуйте подшипник (внутреннее кольцо) для установки на вал. Нажмите на кольцо (внешнее кольцо), чтобы установить его внутри корпуса (см. рис. 1). Прикладывая монтажное усилие к подшипнику/кольцу во время установки, убедитесь, что оно распределяется равномерно и под прямым углом к валу или корпусу. Всегда используйте подходящие инструменты для установки подшипников/обоймы. Никогда не ударяйте напрямую по подшипнику или кольцу, так как это может привести к необратимому повреждению.
- Смазка – Всегда обеспечивайте надлежащую смазку подшипников. Смазку следует выбирать в зависимости от условий эксплуатации подшипника, включая температуру, давление, скорость и наличие воды, влаги или других загрязняющих веществ.
 Наличие мусора на установочных поверхностях подшипника может привести к неправильной посадке подшипника, что отрицательно скажется на сроке службы подшипника.
Наличие мусора на установочных поверхностях подшипника может привести к неправильной посадке подшипника, что отрицательно скажется на сроке службы подшипника.