Нормальный, обратный, вращающийся токарный центр. Устройство центра вращающегося для токарного станка
Центры для токарных станков: вращающиеся, неподвижные, грибковые
Конструкция токарных станков предусматривает использование определенной оснастки. Только при наличии необходимого оснащения можно сделать деталь с нужными параметрами точности. При этом нужно приобрести специальное оснащение или сделать самодельный вариант исполнения. Стоит отметить, что своими руками можно создать не все для точного точения.

Токарные вращающиеся центры
Фиксация заготовок
Точение на токарном станке происходит путем ее крепления в кулачковом патроне, который передает вращения и при этом удерживает ее на месте. Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
При рассмотрении токарного станка по металлу следует учитывать, что многие самодельные и промышленные варианты исполнения имеют в задней части конструкцию для поддержки заготовки и выполнения других задач. Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Таким образом, при фиксации по двум противоположным сторонам на токарном станке, задней и передней бабки, заготовка будет находиться в заданном положении во время возникновения даже сильной нагрузки.
При рассмотрении задней бабки нужно отметить следующие особенности:
- Рассматриваемое устройство предназначено только для крепления специального оснащения. Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки.
- Для того чтобы на момент сильной подачи или при больших оборотах заготовка не изменила свое положение используется центр, который и определяет предназначение задней бабки.
- Сделать центр можно своими руками или приобрести в специализированном магазине. При самостоятельном изготовлении нужно учитывать, что заготовкой должен быть цельный сплошной металл с повышенным показателем прочности. Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
- Положение пиноли токарного станка регулируется только в продольном направлении. Учитывая данную особенность, стоит помнить, что положение центра должно совпадать с осью вращения шпинделя. В противном случае вращения будут происходить с биением.
Рассматриваемое устройство также может служить для высверливания торцевых отверстий и для решения других технологических задач.
Крепление по двум торцам
Фиксация по двум торцам происходит в нижеприведенных случаях:
- Токарный станок по металлу промышленного типа имеет регулировку количества оборотов. Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности.
- Большая длина и вес заготовки также определяет необходимость использования задней бабки. Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца.
- В зависимости от режима точения и скорости вращения шпинделя может возникнуть чрезмерная поперечная подача. При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
В подобных случаях следует провести фиксацию по обоим торцам.
Виды токарных центров
Провести фиксацию необходимого инструмента в пиноли можно своими руками. Для выполнения этой работы понадобиться несколько минут, и выполнить ее можно самостоятельно. Согласно ГОСТ можно выделить следующие виды:
- упорный. ГОСТ определяет то, что наконечник и хвостовик имеют практически одинаковый диаметр. Устройство этой конструкции определяет то, что наконечник изготавливают из закаленной стали или твердого сплава согласно ГОСТ 13214-79.
- грибковый вариант несколько отличается от предыдущего. грибковый наконечник имеет согласно ГОСТ 8742-75 больший диаметр с усеченным рабочим конусом. согласно ГОСТ 8742-75 есть два типа наконечника, которыми обладает грибковый центр: с центрированным валиком или с насадкой для него. грибковый наконечник позволяет использовать рассматриваемое устройство для крепления тел вращения с полыми торцевыми отверстиями во время обработки.
При точении во время большой центробежной силе сделать наиболее благоприятные условия можно при применении центра, в конструкции которого есть подшипник. Подобная оснастка может быть разная: грибковый или упорный центр также имеют подшипник.
Угол конуса может быть 60 или 90 градусов. Угол выбирается в зависимости от режима резания.
Существуют более сложные виды оснастки для установки в пиноли, которые могут иметь, к примеру, устройство для измерения прижимной силы. Сделать своими руками некоторые варианты центров для токарного станка невозможно. Обратный ход шпинделя не оказывает влияние на возможность использования пиноли.
Скачать ГОСТ 8742-75 «Центры токарные вращающиеся»
Скачать ГОСТ 13214-79 «Центры и полуцентры токарные»
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Вращающийся центр для токарного станка
Центры для токарных станков
Конструкция токарных станков предусматривает использование определенной оснастки. Только при наличии необходимого оснащения можно сделать деталь с нужными параметрами точности. При этом нужно приобрести специальное оснащение или сделать самодельный вариант исполнения. Стоит отметить, что своими руками можно создать не все для точного точения.

Токарные вращающиеся центры
Фиксация заготовок
Точение на токарном станке происходит путем ее крепления в кулачковом патроне, который передает вращения и при этом удерживает ее на месте. Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
При рассмотрении токарного станка по металлу следует учитывать, что многие самодельные и промышленные варианты исполнения имеют в задней части конструкцию для поддержки заготовки и выполнения других задач. Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Таким образом, при фиксации по двум противоположным сторонам на токарном станке, задней и передней бабки, заготовка будет находиться в заданном положении во время возникновения даже сильной нагрузки.
При рассмотрении задней бабки нужно отметить следующие особенности:
- Рассматриваемое устройство предназначено только для крепления специального оснащения. Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки.
- Для того чтобы на момент сильной подачи или при больших оборотах заготовка не изменила свое положение используется центр, который и определяет предназначение задней бабки.
- Сделать центр можно своими руками или приобрести в специализированном магазине. При самостоятельном изготовлении нужно учитывать, что заготовкой должен быть цельный сплошной металл с повышенным показателем прочности. Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
- Положение пиноли токарного станка регулируется только в продольном направлении. Учитывая данную особенность, стоит помнить, что положение центра должно совпадать с осью вращения шпинделя. В противном случае вращения будут происходить с биением.
Рассматриваемое устройство также может служить для высверливания торцевых отверстий и для решения других технологических задач.
Крепление по двум торцам
Фиксация по двум торцам происходит в нижеприведенных случаях:
- Токарный станок по металлу промышленного типа имеет регулировку количества оборотов. Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности.
- Большая длина и вес заготовки также определяет необходимость использования задней бабки. Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца.
- В зависимости от режима точения и скорости вращения шпинделя может возникнуть чрезмерная поперечная подача. При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
В подобных случаях следует провести фиксацию по обоим торцам.
Виды токарных центров
Провести фиксацию необходимого инструмента в пиноли можно своими руками. Для выполнения этой работы понадобиться несколько минут, и выполнить ее можно самостоятельно. Согласно ГОСТ можно выделить следующие виды:
- упорный. ГОСТ определяет то, что наконечник и хвостовик имеют практически одинаковый диаметр. Устройство этой конструкции определяет то, что наконечник изготавливают из закаленной стали или твердого сплава согласно ГОСТ 13214-79.
- грибковый вариант несколько отличается от предыдущего. грибковый наконечник имеет согласно ГОСТ 8742-75 больший диаметр с усеченным рабочим конусом. согласно ГОСТ 8742-75 есть два типа наконечника, которыми обладает грибковый центр: с центрированным валиком или с насадкой для него. грибковый наконечник позволяет использовать рассматриваемое устройство для крепления тел вращения с полыми торцевыми отверстиями во время обработки.
При точении во время большой центробежной силе сделать наиболее благоприятные условия можно при применении центра, в конструкции которого есть подшипник. Подобная оснастка может быть разная: грибковый или упорный центр также имеют подшипник.
Угол конуса может быть 60 или 90 градусов. Угол выбирается в зависимости от режима резания.
Существуют более сложные виды оснастки для установки в пиноли, которые могут иметь, к примеру, устройство для измерения прижимной силы. Сделать своими руками некоторые варианты центров для токарного станка невозможно. Обратный ход шпинделя не оказывает влияние на возможность использования пиноли.
Скачать ГОСТ 13214-79 «Центры и полуцентры токарные»
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
(голосов: 1, в среднем: 5,00 из 5) Загрузка...stankiexpert.ru
Токарные центры для станков
Для фиксации на токарном станке обрабатываемой детали используется токарный центр. Оснастка устанавливается на оборудование как с ручным приводом, так и с ЧПУ и улучшает зажим заготовок большого диаметра при обработке резанием даже на высокой скорости вращения.
Токарный обрабатывающий центр представляет собой металлическую деталь, состоящую из нескольких элементов: вала, или конуса Морзе, который крепится в пиноли бабки станка, и конусовидной части, которая упирается в заготовку. Оснастка выполняет функцию центрирования и поддержания заготовки в процессе обработки резанием и используется при обработке тел вращения, например, труб, валов и других цилиндрических деталей.
Как правило, токарные обрабатывающие центры изготавливаются из легированной стали. В зависимости от технических параметров бывают обычные и усиленные. Последний вид предназначен для тяжелых, нагруженных работ, так как обладает повышенной прочностью и имеет увеличенный ресурс.
Какие бывают токарные обрабатывающие центры?
- Вращающийся – используется при работе с длинными заготовками, когда возможна деформация из-за нагрева при большой скорости или излишнего давления. В конструкции такой оснастки предусмотрен шарикоподшипник, за счет которого наконечник вращается вместе с обрабатываемой деталью. Это помогает избежать нагрева в месте контакта заготовки и центра, а также увеличивает КПД.
- Невращающийся – такой токарный обрабатывающий центр еще называют упорным, так как он служит только для удержания заготовки и не вращается вместе с ней. Имеет цельнометаллическую конструкцию – наконечник и хвостовик представляют собой единое целое.
Какой токарный центр купить?
В первую очередь, необходимо знать название модели станка, к которому подбирается оснастка. Это гарантирует точное совпадение размеров и правильную установку. Также учитывайте такой параметр, как посадка. Каждый токарный центр имеет вал определенной формы и размера под конус Морзе – информация об этом содержится в маркировке изделий. Например, обозначение МК5 расшифровывается как конус Морзе 5.
Кстати, обратите внимание на возможность смены наконечника оснастки. Существуют токарные обрабатывающие центры со съемными наконечниками. При работе появляется возможность устанавливать наконечники разной формы и размера в зависимости от размера заготовок. У некоторых изделий такие элементы идут в комплекте поставки. Все это значительно расширяет возможности оснастки, и не нужно покупать несколько разных центров.
В нашем интернет-магазине вы можете подобрать для своего станка токарные центры – цена и подробное описание каждого изделия находятся в карточках товаров. Если вы хотите получить более подробную информацию по размерам и другим параметрам оснастки, обратитесь к специалисту через сервис «Отзывы и вопросы» или позвоните менеджеру по телефону 8-800-333-83-28.
В нашем интернет-магазине вы можете приобрести токарные центры для станков в Москве, Санкт-Петербурге, Нижнем Новгороде, Челябинске, Екатеринбурге, Казани и других городах РФ с гарантией производителя.
www.vseinstrumenti.ru
Нормальный, обратный, вращающийся токарный центр
На токарных станках применяют различные типы центров. Наиболее распространенный центр показан на рис. 37, а. Он состоит из конуса 1, на который устанавливается обрабатываемая деталь, и конического хвостовика 2. Хвостовик должен точно входить в коническое отверстие шпинделя передней бабки и пиноли задней бабки.
Детали с наружными конусами на концах обрабатывают в обратных центрах (рис. .37, б).
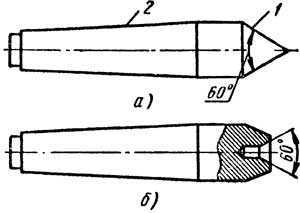
Рис 37 - Центры: а - нормальный, б - обратный центр
Вершина конуса центра должна точно совпадать с осью хвостовика. Для проверки центр вставляют в отверстие шпинделя и приводят его во вращение. Если центр исправен, то вершина его конуса не будет «бить».
Передний центр вращается вместе со шпинделем и обрабатываемой деталью, тогда как задний центр в большинстве случаев неподвижен-о его поверхность трется вращающаяся деталь. От трения нагреваются и изнашиваются как коническая поверхность заднего центра, так и поверхность центрового отверстия детали. Для уменьшения трения необходимо наполнить центровое отверстие детали у заднего центра густой смазкой следующего состава: тавот - 65%, мел - 25%, сера - 5%, графит - 5% (мел, сера и графит должны быть тщательно растерты).
Отсутствие смазки ведет к сгоранию конца центра, а также к порче и задирам поверхности центрового отверстия.
При обтачивании деталей на больших скоростях (v>75 м/мин) происходит быстрый износ центра и разработка центрового отверстия детали. Для уменьшения износа заднего центра его конец иногда оснащают твердым сплавом; лучше однако применять вращающиеся центры.
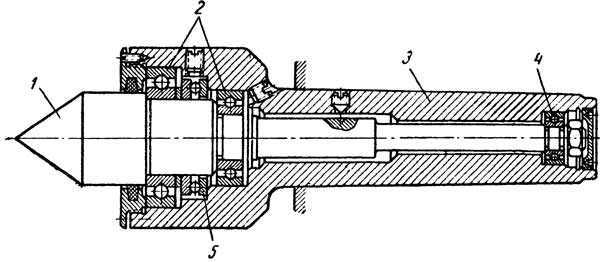
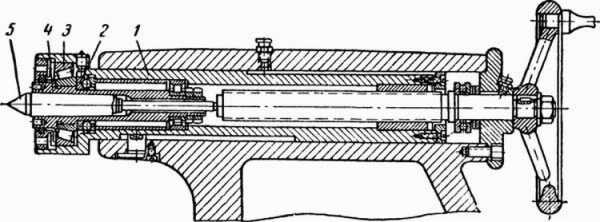
Рис. 38 - Вращающийся центр, вставляемый в пиноль задней бабки
На рис. 38 показана конструкция вращающегося центра, вставляемого в коническое отверстие пиноли задней бабки. Центр 1 вращается в шариковых подшипниках 2 и 4. Осевое давление воспринимается упорным шариковым подшипником 5. Конический хвостовик 3 корпуса центра соответствует коническому отверстию пиноли.
При обработке тяжелых деталей на больших скоростях резания, а также при срезании стружек большого сечения вращающиеся центры имеют недостаточную жесткость, вследствие чего возможен и отжим детали, и сильные вибрации в работе. Чтобы избежать этих явлений, применяют вращающиеся центры, встроенные в пиноль задней бабки.
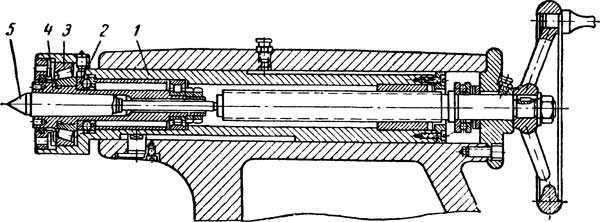
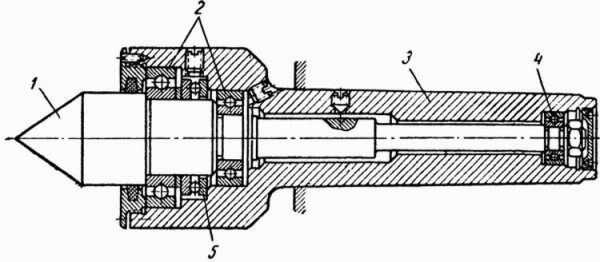
Рис. 39. Вращающийся центр, встроенный в пиноль задней бабки
На рис. 39 показана конструкция такого центра, В передней части пиноли 1 расточено отверстие, в котором установлены передний упорный 3 и задний радиальный 2 подшипники для втулки 4. Осевая сила воспринимается упорным шарикоподшипником 3. Втулка 4 имеет коническое отверстие, в которое вставляют центр 5. Если при помощи стопора соединить втулку 4 с пинолью втулка вращаться не будет. В этом случае в заднюю бабку можно установить сверло или другой осевой инструмент (зенкер, развертку).
www.metalcutting.ru
Вращающийся центр для токарного станка
Инструменты и оборудование
В настоящее время, ни какое производство не может обойтись без токарных станков. И это вполне понятно, так как именно этот станок выполнить способен огромное количество работ связанных с обработкой разнообразных заготовок и деталей. И вообще станок токарный является инструментом, применяющимся в самых разнообразных сферах деятельности.
Для того чтобы такой станок служил по возможности дольше, нужно проверять своевременно состояние его и проводить замену определенных деталей, которые выходить могут из строя и тем самым испортят работу всего станка в целом, а также некоторых отдельных его деталей. Наиболее важной частью токарного станка является вращающийся центр. Вращающийся центр для токарного станка требуется для повышения производительности, так как именно она осуществлять помогает замену насадки, за счет чего процесс обработки делается значительно:
- быстрее;
- точнее;
- эффективнее.
Достоинства центра вращающегося для токарного станка
Известно, что имеется два типа центров для токарного станка:
Первый тип вращающегося центра обеспечивает наиболее точный монтаж, но при этом недостатком его является наличие у него ограниченного количества режимов. При этом второй тип, то есть центр вращающийся, помогает очень быстро производить замену насадок в зависимости от того, какой диаметр имеет обрабатываемая деталь. Это позволяет работу сделать более эффективной и быстрой. Количество имеющихся режимов так же превышает значительно вариант с центром упорным. Помимо всего прочего, центр вращающийся вполне может выдерживать нагрузки резания более значительные, нежели упорный вращающийся центр. В том случае, когда длина детали очень большая, то использовать лучше всего люнеты.
Центр вращающийся, обычно, используется в тех случаях, когда во время работы появляется довольно высокое давление и повышается трение. В этом случае применение центра упорного просто не представляется возможным. Монтируется центр вращающийся для токарного станка на бабке задней. Во время работы вращается он одновременно с деталью.
Виды центров вращающихся
В настоящее время имеется огромное количество самых разнообразных марок центров вращающихся. Как правило, производят их сами изготовители станков токарных. Все из вариантов обладают собственными недостатками и преимуществами. Например, центр вращающийся вполне работать может в очень жестких условиях и применяется для обрабатывания длинных деталей. А другой центр вращающийся может иметь комплект из 7 насадок и тем самым обеспечивает максимально правильное вращение. Цена этих деталей, всегда, не очень большая.
Оценить:
Загрузка...artc-alisa.ru
i-perf.ru
Центр вращающийся - конструкция, применение, виды, ГОСТы
Токарный центр вращающийся применяется для фиксации заготовок имеющих тела вращения на задней бабке металлообрабатывающего станка. Конструкция данного типа оснастки позволяет производить обработку на высоких скоростях при минимальном биении. Вращающиеся центры могут быть использованы на токарных и шлифовальных станках с ручным, полуавтоматическим и числовым программным управлением.
Конструкция вращающихся центров
На рисунке выше изображена конструкция центра предназначенного для фиксации в конический паз пиноли задней бабки токарного станка. Рабочая часть или центр (1) вращается благодаря шариковым подшипникам (2) и (4), в других вариантах конструкции применяются игольчатые подшипники. Возникающее в процессе работы осевое давление компенсирует упорный шариковый подшипник (5). Крепление в пиноли обеспечивает конический хвостовик (3). Для точного определения осевых усилий некоторые конструкции имеют встроенный прибор.
Более надежную фиксацию заготовок, особенно при работе с тяжелыми деталями на больших скоростях, обеспечивают встроенные в пиноль центры. Данное конструктивное исполнение, приведенное на рисунке ниже, даёт более высокую жесткость фиксации, оптимально при подготовке стружек большого сечения.
 В передней части пиноли (1) имеется специально расточенное отверстие. В нем установлены подшипники для втулки (4) – упорный (3) расположенный в передней части для восприятия осевой нагрузки и радиальный (2). Во втулке выточено коническое отверстие под центр (5). Данную конструкцию можно использовать для крепления сверла или любого другого осевого инструмента, для чего втулка соединяется стопором с пинолью.
В передней части пиноли (1) имеется специально расточенное отверстие. В нем установлены подшипники для втулки (4) – упорный (3) расположенный в передней части для восприятия осевой нагрузки и радиальный (2). Во втулке выточено коническое отверстие под центр (5). Данную конструкцию можно использовать для крепления сверла или любого другого осевого инструмента, для чего втулка соединяется стопором с пинолью.
Сфера применения и особенности
Центры вращающиеся применяются в токарных станках для обточки деталей при скорости вращения более 75 м/мин. При этой скорости начинается процесс повышенного износа конуса центра и центрового отверстия обрабатываемой заготовки. Частичным путем решения проблемы является применение смазки и твердосплавных напаек, но оптимальным вариант – применение вращающегося центра.
Основные преимущества оснастки:
- Универсальность. При использовании центров со сменной насадкой можно обрабатывать детали с различными конусными осевыми отверстиями.
- Высокие характеристики воспринимаемой нагрузки, значительно превышающие показатели упорных фиксаторов.
- Длительная эксплуатация благодаря уменьшенному износу.
- Возможность работы при высоких показателях нагрузки.
Основным недостатком является наличие радиального биения. Данная проблема решается применение оснастки с допустимым показателем биения, либо финишной обработкой на малых скоростях с использованием неподвижного центра.
Виды вращающихся центров

В зависимости от формы фиксирующей части выпускается два типа вращающихся центров:
- с рабочим конусом для крепления заготовок с центровыми отверстиями;
- с грибообразной насадкой для заготовок с внутренним отверстием – труб, полых валов и т. д.
По конструкции оснастка подразделяется на:
- Центр с постоянным валиком (тип А)
- Центр со сменной насадкой (тип Б)
Конус центрового валика проточен под 60° (исполнение 1) или может иметь дополнительную выточку под конус 30° (исп. 2).
Условное обозначение оснастки: Центр А-1-4-НП ГОСТ 8742-75
Тип А, исполнение 1 с конусом Морзе 4 повышенной точности и нормальной серии.
Таблица основных параметров оснастки
|
Центры вращающиеся станочные ГОСТ 8742-75 Тип А — с постоянным центровым валиком Тип Б — с насадкой на центровой валик |
||||||||||
|
Центр вращающийся тип-исполнение-конус морзе-серия |
||||||||||
|
Центр вращающийся А-1-2-Н |
Центр вращающийся А-2-2-Н |
Центр вращающийся Б-2-Н |
||||||||
|
Центр вращающийся А-1-3-Н |
Центр вращающийся А-2-3-Н |
Центр вращающийся Б-3-Н |
||||||||
|
Центр вращающийся А-1-4-Н |
Центр вращающийся А-2-4-Н |
Центр вращающийся Б-4-Н |
||||||||
|
Центр вращающийся А-1-5-Н |
Центр вращающийся А-2-5-Н |
Центр вращающийся Б-5-Н |
||||||||
|
Центр вращающийся А-1-4-У |
Центр вращающийся А-2-4-У |
Центр вращающийся Б-4-У |
||||||||
|
Центр вращающийся А-1-5-У |
Центр вращающийся А-2-5-У |
Центр вращающийся Б-5-У |
||||||||
|
Центр вращающийся А-1-6-У |
Центр вращающийся А-2-6-У |
Центр вращающийся Б-6-У |
||||||||
Особенности эксплуатации
Приведём основные правила эксплуатации вращающихся центров, необходимые для точной обработки деталей:
- При выборе класса точности оснастки необходимо оставить запас на покрытие погрешностей биения вследствие прочих причин – износ подшипников, малая жесткость и т. д.
- Важную роль играет правильная установка детали. Ось конуса должна с высокой точностью совпадать с осью вращения заготовки.
- Для проверки точности установки можно подложить под вращающийся центр белый лист бумаги и оценить соосность. Более точный контроль производится с помощью индикаторов.
- При наличии биения конус шлифуется по месту с проверкой по шаблону. Обработка осуществляется электроинструментом, расположенным в резцедержателе.
- Биение вращающихся центров приводит к биению полученной детали относительно оси. При установке этой детали на другой станок, имеющий другой показатель биения, может иметь место отклонение от соосности. Для устранения отклонений производится обработка с применением неподвижного центра.
Действующие ГОСТы
Основные параметры вращающихся центров регулирует ГОСТ 8742-75. Общий стандарт, регулирующий центры и полуцентры токарных станков – ГОСТ 13214-79.
mekkain.ru
Нормальный, обратный, вращающийся токарный центр
На токарных станках применяют различные типы центров. Наиболее распространенный центр показан на рис. 37, а. Он состоит из конуса 1, на который устанавливается обрабатываемая деталь, и конического хвостовика 2. Хвостовик должен точно входить в коническое отверстие шпинделя передней бабки и пиноли задней бабки.
Детали с наружными конусами на концах обрабатывают в обратных центрах (рис. .37, б).
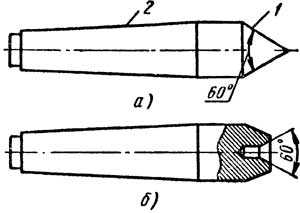
Рис 37 - Центры: а - нормальный, б - обратный центр
Вершина конуса центра должна точно совпадать с осью хвостовика. Для проверки центр вставляют в отверстие шпинделя и приводят его во вращение. Если центр исправен, то вершина его конуса не будет «бить».
Передний центр вращается вместе со шпинделем и обрабатываемой деталью, тогда как задний центр в большинстве случаев неподвижен-о его поверхность трется вращающаяся деталь. От трения нагреваются и изнашиваются как коническая поверхность заднего центра, так и поверхность центрового отверстия детали. Для уменьшения трения необходимо наполнить центровое отверстие детали у заднего центра густой смазкой следующего состава: тавот - 65%, мел - 25%, сера - 5%, графит - 5% (мел, сера и графит должны быть тщательно растерты).
Отсутствие смазки ведет к сгоранию конца центра, а также к порче и задирам поверхности центрового отверстия.
При обтачивании деталей на больших скоростях (v>75 м/мин) происходит быстрый износ центра и разработка центрового отверстия детали. Для уменьшения износа заднего центра его конец иногда оснащают твердым сплавом; лучше однако применять вращающиеся центры.
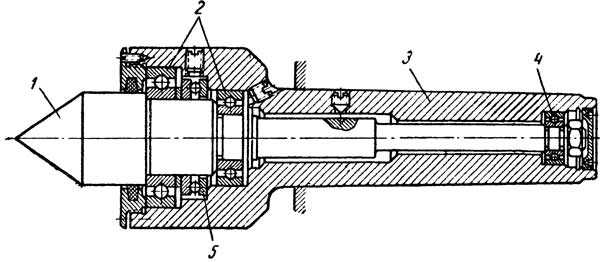
Рис. 38 - Вращающийся центр, вставляемый в пиноль задней бабки
На рис. 38 показана конструкция вращающегося центра, вставляемого в коническое отверстие пиноли задней бабки. Центр 1 вращается в шариковых подшипниках 2 и 4. Осевое давление воспринимается упорным шариковым подшипником 5. Конический хвостовик 3 корпуса центра соответствует коническому отверстию пиноли.
При обработке тяжелых деталей на больших скоростях резания, а также при срезании стружек большого сечения вращающиеся центры имеют недостаточную жесткость, вследствие чего возможен и отжим детали, и сильные вибрации в работе. Чтобы избежать этих явлений, применяют вращающиеся центры, встроенные в пиноль задней бабки.
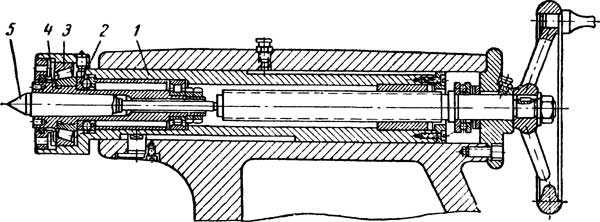
Рис. 39. Вращающийся центр, встроенный в пиноль задней бабки
На рис. 39 показана конструкция такого центра, В передней части пиноли 1 расточено отверстие, в котором установлены передний упорный 3 и задний радиальный 2 подшипники для втулки 4. Осевая сила воспринимается упорным шарикоподшипником 3. Втулка 4 имеет коническое отверстие, в которое вставляют центр 5. Если при помощи стопора соединить втулку 4 с пинолью втулка вращаться не будет. В этом случае в заднюю бабку можно установить сверло или другой осевой инструмент (зенкер, развертку).
Похожие материалы
www.metalcutting.ru
Вращающийся центр для токарного станка
Дек 24, 2014 г.
В настоящее время, ни какое производство не может обойтись без токарных станков. И это вполне понятно, так как именно этот станок выполнить способен огромное количество работ связанных с обработкой разнообразных заготовок и деталей. И вообще станок токарный является инструментом, применяющимся в самых разнообразных сферах деятельности.
Для того чтобы такой станок служил по возможности дольше, нужно проверять своевременно состояние его и проводить замену определенных деталей, которые выходить могут из строя и тем самым испортят работу всего станка в целом, а также некоторых отдельных его деталей. Наиболее важной частью токарного станка является вращающийся центр. Вращающийся центр для токарного станка требуется для повышения производительности, так как именно она осуществлять помогает замену насадки, за счет чего процесс обработки делается значительно:
- быстрее;
- точнее;
- эффективнее.
Достоинства центра вращающегося для токарного станка
Известно, что имеется два типа центров для токарного станка:
- Вращающийся.
- Упорный.
Первый тип вращающегося центра обеспечивает наиболее точный монтаж, но при этом недостатком его является наличие у него ограниченного количества режимов. При этом второй тип, то есть центр вращающийся, помогает очень быстро производить замену насадок в зависимости от того, какой диаметр имеет обрабатываемая деталь. Это позволяет работу сделать более эффективной и быстрой. Количество имеющихся режимов так же превышает значительно вариант с центром упорным. Помимо всего прочего, центр вращающийся вполне может выдерживать нагрузки резания более значительные, нежели упорный вращающийся центр. В том случае, когда длина детали очень большая, то использовать лучше всего люнеты.
Центр вращающийся, обычно, используется в тех случаях, когда во время работы появляется довольно высокое давление и повышается трение. В этом случае применение центра упорного просто не представляется возможным. Монтируется центр вращающийся для токарного станка на бабке задней. Во время работы вращается он одновременно с деталью.
Виды центров вращающихся
В настоящее время имеется огромное количество самых разнообразных марок центров вращающихся. Как правило, производят их сами изготовители станков токарных. Все из вариантов обладают собственными недостатками и преимуществами. Например, центр вращающийся вполне работать может в очень жестких условиях и применяется для обрабатывания длинных деталей. А другой центр вращающийся может иметь комплект из 7 насадок и тем самым обеспечивает максимально правильное вращение. Цена этих деталей, всегда, не очень большая.
artc-alisa.ru
Вращающийся центр
Изобретение относится к устройствам для поддержки деталей со стороны задней бабки токарного станка. Целью изобретения является повышение долговечности путем обеспечения постоянства усилия прижатия вращающегося элемента к детали. В корпусе 1 размещен ступенчатый нажимной поршень 8 в виде втулки с двумя соосны ш отверстиями . Поршень 8 образует с корпусом 11 камеру 9, заполненную жидкостью и оснащенную манометром 10. В большем отверстии поршня 8 на подшипниках 5 и 6 установлен вращающийся элемент 4, хвостовик которого посредством подшипника 7 установлен в корпусе 1. Между поршнем 8 и корпусом установлены пружины возврата 22. Корпус .1 установлен в подвижной пиноли 27 задней бабки. При перемещении пиноли 27 влево элемент 4 контактирует с гнездом детали 28, причем усилие прижима регистрируется манометром 10 и может быть отрегулировано. При вреццении детали 28 начинает вращаться и элемент 4. Причем благодаря созданию замкнутого объема в камере 9 усилие остается постоянным и износ по поверхнести контакта порщня и корпуса практически не происходит, что повышает долговечность устройства. 1 ил. (Л да со 4 00 О а со ЛЛ
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (51)4 В 23 В 23 04
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ
К А BTOPCHOMV СВИДЕТЕЛЬСТВУ (21) 3882301/25-08 (22) 12.04.85 (46) 30.10.87. Бюл. №- 40 (72) Б.В. Нишнин и Г!.Д. Цветков (53) 62.229.335(088.8) (56) Патент ФРГ ¹ 1038871, кл. В 23 В 23/04, 1959. (54) ВРЛЩА!ОИЯЙСЯ ЦЕНТР (57) Изобретение относится к устройствам для поддержки деталей со стороны задней бабки токарного станка.
Целью изобретения является повышение долговечности путем обеспечения постоянства усилия прижатия вращающегося элемента к детали. В корпусе 1 размещен ступенчатый нажимной поршень 8 в виде втулки с двумя соосными отверстиями. Поршень 8 образует с корпусом 11 камеру 9, заполненную жид„„Я0„„1348069 А 1 костью и оснащенную манометром 10. В большем отверстии поршня 8 на подшипниках 5 и 6 установлен вращающийся элемент 4, хвостовик которого посредством подшипника 7 установлен в корпусе 1. Между поршнем 8 и корпусом ус тановлены пружины возврата 22. Корпус
1 установлен в подвижной пиноли 27 задней бабки. При перемещении пиноли
27 влево элемент 4 контактирует с гнездом детали 28, причем усилие прижима регистрируется манометром 10 и может быть отрегулировано. При вращении детали 28 начинает вращаться и элемент 4. Причем благодаря созданию замкнутого объема в камере 9 усилие остается постоянным и износ по поверх ности контакта поршня и корпуса практически не происходит, что повышает долговечность устройства. 1 ил.
1348069
Изобретение относится к станкостроению, а более конкретно к устройствам для поддержки деталей со стороны задней бабки токарного станка. .)
Цель изобретения — повышение долговечности путем обеспечения постоянства усилия прижатия вращающегося элемента к детали.
На чертеже показан центр, верти- Ip кальный разрез.
Вращающийся центр содержит корпус
1 с двумя соосными цилиндрическими отверстиями 2 и 3 большого и малого диаметров, вращающийся элемент 4, 15 снабженный подшипниковым узлом, образованным передним роликовым и упорным подшипниками 5, 6, размещенными в зоне отверстия 2 большого диаметра, и сферическим подшипником 7, разме- 20 щенным на хвостовике элемента 4 и нажимной подвижный поршень 8, образующий с корпусом 1 гидравлическую камеру 9, заполненную жидкостью и имеющую датчик 10 усилия (манометр). 25
Нажимной подвижный поршень 8 выполнен с двумя цилиндрическими выступами
11 и 12 большого и малого диаметров, размещенными соответственно в отверстиях 2 и 3 корпуса 1, причем передний роликовый и упорный подшипники
5 и 6 установлены внутри цилиндрического выступа 11 большого диаметра и зафиксированы относительно последнего при помощи гайки 13 и контргайки 14, которые обеспечивают заданные зазоры в переднем роликовом и упорном подшипниках 5 и 6. Нажимной подвижный поршень 8 зафиксирован от проворота посредством винта 15, установленного 40 в корпусе 1 и взаимодействующего с продольным пазом 16, выполненным в выступе 11. В корпусе 1 выполнено отверстие 17 для подачи смазки к подшипникам 5 и 6, причем отверстие 17 заглушено винтом 18, а в выступе 11 выполнено отверстие 19 для прохода смазки. На корпусе 1 установлена крьппка 20 с сальником 21. 11ежду выступом 12 и корпусом 1 установлена пружина 22, опирающаяся на преду50 смотренный в отверстии 3 буртик 23.
По цилиндрическим поверхностям выступов 11 и 12 установлены уплот— нительные кольца 24 и 25, контактирующие с поверхностями отверстий
2 и 3 большого и малого диаметров, а задний подшипник 7 выполнен пла— вающим относительно корпуса 1. Последний при помощи конуса Морзе 26 закреплен в шпинделе 27 задней бабки станка.
Работа вращающегося центра происходит следующим образом, Вращающийся центр, установленный в задней бабке, при помощи ее шпинделя 27 смещают в сторону обрабатываемой детали 28. В процессе смещения вращающийся элемент 4 через упорный подшипник 6 воздействует на нажимной подвижный поршень 8, которьй, смещаясь, повышает давление жидкости в камере 9, обеспечивающее изменение усилия прижатия центра к детали и контролируемого визуально по манометру 10. При заданном усилии смещение шпинделя 27 задней бабки прекращают.
При этом при смещении центра вращающийся элемент 4 вместе с подшипниками 5 и 6 и выступами 1 l и 12 поршня 8 движутся относительно корпуса 1 в отверстиях 2 и 3 как единый элемент, в связи с чем достигается высокая точность установки центра.
При вращении детали 28 с последней вращается и элемент 4, нагрузки которого воспринимаются его подшипниками, имеющими оптимальные условия эксплуатации, причем задний подшипник 7 воспринимает только радиальные усилия, а осевые усилия практически воспринимаются только упорным подшипником 6, что позволяет обеспечить высокую долговечность всех подшипников вращающегося центра. При этом усилие на деталь от вращающегося центра в процессе обработки детали практически остается постоянным, так как утечка жидкости из гидравлической камеры 9 предотвращена уплотнительными. кольцами 24 и 25.
После окончания обработки детали шпинделем 27 задней бабки центр отводится от детали. При этом давление жидкости в гидравлической камере 9 падает до исходного значения, причем пружина 22 обеспечивает надежное снижение давления до этой величины.
Ф о р м у л а и з о б р е т е н и я
Вращающийся центр, содержащий корпус с двумя соосными отверстиями большого и малого диаметров, внутри которого на подшипниках качения, образующих переднюю и заднюю опоры, установлены вращающийся элемент и нажимной подвижный поршень, обпазуюСоставитель А. Гаврюшин
Техред +.Дидщ
Редактор М. Товтин
Заказ 5147/10 Тираж 969
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
Производственно-полиграфическое предприятие, r Ужгород, ул. Проектная, 4 з 134806 щий с корпусом камеру, заполненную жидкостью и оснащенную датчиком измерения усилия, о т л и ч а ю— шийся тем, что, с целью повышения долговечности путем создания постоянного усилия прижатия вращающегося элемента, нажимной подвижный поршень выполнен в виде двухступенчатой втулки со ступенями большого и малого диаметра, установленной в соответствующих отверстиях корпуса, а подшипники передней опоры вращающегося элемента установлены между ним и нажимным поршнем.
www.findpatent.ru
Съемный вращающийся центр для закрепления заготовок на токарном станке
Полезная модель относится к области станкостроения и может быть использована для базирования и крепления деталей на токарном станке.
Технический результат заключается в повышении точности обработки заготовок на токарном станке, упрощении конструкции, повышении надежности и технологичности съемного вращающегося центра. Сущность полезной модели: в съемном вращающемся центре для закрепления заготовок на токарном станке, содержащем корпус с коническим хвостовиком в виде конуса Морзе, шпиндель с коническим наконечником, роликовый радиально-упорный подшипник, служащий опорой передней части шпинделя, крышку с фетровым уплотнением, ввернутую в корпус и упирающуюся в торец наружного кольца, одновременно защищающую подшипник от загрязнения и вытекания смазки, а также регулирующую внутренний зазор в подшипнике, в хвостовике шпинделя и корпусе выполнены полусферы, между которыми установлен шарик, служащий опорой задней части шпинделя. 1 ил.
Полезная модель относится к области станкостроения и может быть использована для базирования и крепления деталей на токарном станке.
Известен неподвижный стандартный центр по СТ СЭВ 147-75, который крепится в пиноль задней бабки с помощью особой конструкции хвостовика в виде конуса Морзе.
Устройство имеет следующие недостатки:
- использование такого центра при обработке деталей приводит к значительному трению в месте соприкосновения обрабатываемой детали с центром, а, следовательно, к увеличению крутящего момента вращения шпинделя токарного станка,
- для уменьшения трения между заготовкой и неподвижным центром необходимо вручную обеспечивать между ними минимальный зазор, а при частой переустановке обрабатываемой заготовки центровые отверстия необходимо заполнять густой смазкой.
Такой центр используется в основном при обработке не ответственных деталей.
Известен также вращающийся центр (патент РФ на полезную модель 41428, МПК В23В 23/04), содержащий роликовый и шариковый радиальные подшипники, упорный подшипник, воспринимающий осевое усилие, а также неподвижную ось с коническим хвостовиком и центровой стакан с центрирующим конусом. При этом, шариковый радиальный подшипник имеет собственную крышку, а осевое усилие, действующее на центровой стакан, передается упорному подшипнику через дистанционную шайбу.
Устройство имеет следующие недостатки:
- устройство имеет сложную конструкцию и низкую степень надежности из-за наличия большой номенклатуры подшипников, длительность использования которых приводит к их разрушению при осевых нагрузках,
- устройство не технологично: использование в конструкции трех разных подшипников создает значительную трудоемкость, как при изготовлении корпуса, так и при сборке вращающегося центра,
- сосредоточение (концентрация) всех трех подшипников в центровом стакане может привести к перекосу центрового стакана при значительных усилиях, прилагаемых к детали через резец токарного станка при ее обработке.
Известен также съемный вращающийся центр по ГОСТ 8742-75 для закрепления заготовок на токарном станке, принятый за прототип, содержащий корпус, хвостовик которого выполнен с конусом Морзе. Внутри корпуса установлен шпиндель с коническим наконечником, вращение которого обеспечивается тремя подшипниками: спереди - радиально-упорным и упорным, а сзади - игольчатым. В корпус ввернута крышка с фетровым уплотнением, защищающим подшипники от загрязнения и вытекания смазки. Крышка упирается в торец наружного кольца и одновременно служит для регулирования внутреннего зазора в подшипнике.
Прототип имеет следующие недостатки:
- устройство не технологично: использование в конструкции трех разных подшипников создает значительную трудоемкость, как при изготовлении корпуса, так и при сборке вращающегося центра,
- устройство имеет сложную конструкцию и низкую степень надежности из-за наличия подшипников, длительность использования которых приводит к их разрушению при осевых нагрузках,
- наличие в конструкции устройства радиального биения (согласно ГОСТ 8742-75, радиальное биение рабочего конуса у вращающегося центра, который еще не был в эксплуатации, не должно превышать 0,015 мм-0,02 мм), приведет при его эксплуатации к неточности изготовления обрабатываемых деталей.
Предлагаемой полезной моделью решается задача повышения точности установки и обработки заготовок, упрощения конструкции и технологичности, а также повышения надежности съемного вращающегося центра.
Задача достигается тем, что в съемном вращающемся центре для закрепления заготовок на токарном станке, содержащем корпус с коническим хвостовиком в виде конуса Морзе, шпиндель с коническим наконечником, роликовый радиально-упорный подшипник, служащий опорой передней части шпинделя, крышку с фетровым уплотнением, ввернутую в корпус и упирающуюся в торец наружного кольца, одновременно защищающую подшипник от загрязнения и вытекания смазки, а также регулирующую внутренний зазор в подшипнике, в хвостовике шпинделя и корпусе выполнены полусферы, между которыми установлен шарик, служащий опорой задней части шпинделя.
Предлагаемый съемный вращающийся центр для закрепления заготовок на токарном станке иллюстрируется чертежом фиг.1, где показан общий вид вращающегося центра.
Съемный вращающийся центр для закрепления заготовок на токарном станке содержит корпус 1 с коническим хвостовиком в виде конуса Морзе, шпиндель 2 с центрирующим конусом, роликовый радиально-упорный подшипник 3, служащий опорой передней части шпинделя, крышку 4 с фетровым уплотнением, ввернутую в корпус 1, одновременно защищающую подшипник от загрязнения и вытекания смазки, а также, упираясь в торец наружного кольца, регулирующую внутренний зазор в подшипнике. Согласно предлагаемой полезной модели в хвостовике шпинделя 2 и корпусе 1 выполнены полусферы 5 и 6, между которыми установлен шарик 7, служащий опорой задней части шпинделя.
Предлагаемая полезная модель работает следующим образом. Съемный вращающийся центр (фиг.1) вставляется в коническое отверстие пиноли задней бабки токарного станка. Обрабатываемая деталь левым концом крепится в патроне шпинделя станка, а правым концом, имеющим центровое отверстие, поджимается центрирующим конусом съемного вращающегося центра при ее вращении.
Предлагаемая полезная модель, по сравнению с прототипом, имеет следующие преимущества:
- повышена точность обработки заготовки на токарном станке за счет установки шарика между полусферами хвостовика шпинделя 2 и корпуса 1, служащего опорой задней части шпинделя 2;
- упрощена конструкция съемного вращающегося центра за счет уменьшения комплектующих изделий - подшипников;
- повышена надежность и технологичность за счет замены двух шарикоподшипников на шарик.
Изготовлен и испытан опытный образец съемного вращающегося центра. Испытания дали положительный результат: при обработке деталей на токарном станке съемный вращающийся центр вращается с высокой точностью и без вибраций.
Съемный вращающийся центр для закрепления заготовок на токарном станке, содержащий корпус с коническим хвостовиком в виде конуса Морзе, шпиндель с коническим наконечником, роликовый радиально-упорный подшипник, служащий опорой передней части шпинделя, крышку с фетровым уплотнением, ввернутую в корпус и упирающуюся в торец наружного кольца, одновременно защищающую подшипник от загрязнения и вытекания смазки, а также регулирующую внутренний зазор в подшипнике, отличающийся тем, что в хвостовике шпинделя и корпусе выполнены полусферы, между которыми установлен шарик, служащий опорой задней части шпинделя.
poleznayamodel.ru










