Вальцы для вощины максимум ручные гравированные. Вальцы для вощины ручные гравированные
|
|
| ||||||||||||||
Вальцы для вощины максимум ручные гравированные
Описание товара
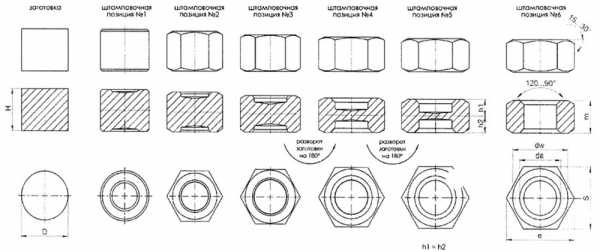
Вальцы для вощины максимум с углом ячейки 120 градусов ручные гравированные .
Размеры (мм): 380×150×95, ширина гравировки 275, размер ячейки 5,4±0,05
Вес (кг): 7,45
Материалы и элементы, используемые при изготовлении товара: в комплект входит:
Гравированный вал из специальной прочной и закалённой стали, покрытый специальным (не дает воску прилипуть) защитным полимером — 2 шт;Основа в сборе — 1 шт;Подшипник — 4 шт;Кольцо дистанционное — 2 шт;Шестерня — 2 шт;Проставка шестерни;Винт стопорный М6 — 1 шт;Болт стопорный — 2 шт;Демпфер — 2 шт;Болт регулировочный М8 — 2 шт;Болты крепежные М8 — 4 шт;Проставка корпуса — 4 шт;Ручка — 1 шт;Детальная инструкция по применению — 1 шт.Описание: вальцы предназначены для прокатывания гладкой восковой ленты или листов вручную и получения вощины. Угол ячейки вальцов составляет 120 градусов, что соответствует маркировке «Максимум» (максимально близкий к естественному для пчелы углу)
Изготовление гладких пластин: вощина изготавливается из тонких восковых пластин, которые проще всего получить путём погружения стекла или тонкой дощечки (например, из фанеры) размером 400×265×3 мм в расплавленный воск.
Погружение и вынимание шаблона из воскового расплава должны происходить без задержки. 3-4 секунды он остужается на воздухе, затем снова погружение и вынимание. Таким образом, слой за слоем формируется гладкий восковой лист. Обычно достаточно повторить процедуру 3-4 раза, чтобы нарастить на шаблоне достаточную толщину.
Установка вальцов: лучше всего устанавливать вальцы на доску из ЛДСП любой толщины, плоскость которой 680×320мм. Кромку следует надежно прокрасить краской, чтобы изолировать ее от влаги. Четыре деревянных бруска 30 мм высотой и 20 мм шириной должны образовать вместе с корпусом вальцов ванночку, в которую впоследствии будет наливаться раствор разделительного состава. Первым к доске шурупами прикручивается брусок 320 мм. Следующим шагом вплотную к бруску нужно прикрепить корпус вальцов. Далее по периметру пришиваются остальные три бруска. Возможен вариант с использованием в качестве ванночки оцинкованной жести.
Подготовка к прокатыванию: образованная с доской основы ванночка наполняется жидкостью разделительного состава. В качестве такого состава можно взять медовую жидкую сыту или же раствор, состоящий из глицеринового мыла или другого белого мыла без запаха, в который добавляется некоторое количество глицерина (на 1 литр воды 100 г мыла и 2 ч. ложки глицерина). В сыту можно добавить 1гр средства для привлечения роя (артикулы — 01009, 00733), содержащие феромоны пчелиной матки. Осторожным вращением ручки необходимо убедиться, что вальцы вращаются легко. Этим добиваются смачивания поверхности обоих валов.
Прокатывание: прокатывать через гравированные вальцы следует гладкие заготовки, которые были сделаны заранее и успели несколько дней отлежаться на воздухе при комнатной температуре. Выдержанные гладкие листы имеют большую прочность, по сравнению с только что изготовленными заготовками.
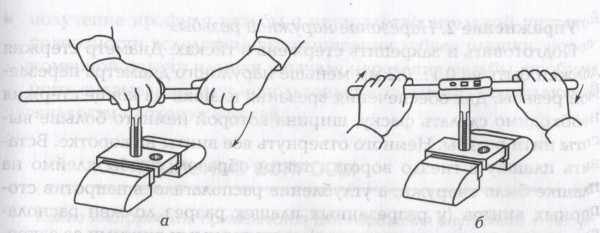
Гладкий восковой лист кладется в ванночку с разделительной жидкостью и продвигается вперед левой рукой. Передний его край по направляющей упирается в зазор между вальцами. В это время правой рукой следует осторожно повернуть рукоятку от себя.
Обслуживание и хранение: в завершении эксплуатации вальцов их следует промыть чистой водой и просушить. Хранить механизм следует в сухом месте при температуре от +5°Сдо +40°С.
Вальцы для вощины максимум ручные гравированные
Вальцы для вощины максимум с углом ячейки 120 градусов ручные гравированные.
Несколько причин, для покупки вальцов:- Экономия средств. Если вы решили основательно заняться пчеловодством или это ваше любимое хобби, то настало делать вощину собственноручно! Помимо того, что процесс изготовления вощины - увлекательное занятие, вальцы окупают себя в дальнейшей перспективе. Более быстрой окупаемости можно достичь, изготавливая вощину для коллег пчеловодов или купив станок для изготовления вощины на двоих.
- Доступная цена! В сравнении с аналогичной продукцией от зарубежных производителей, данный агрегат имеет самую низкую цену, а качество ничем не уступает импортной продукции.
- Всегда качественная вощина изготовленная из собственного сырья!
- Высокая прочность гравировки. По сравнению с другими производителями, данные вальцы выигрывают по прочности т.к. прочность метало-пластикового покрытия сопоставима с прочностью искусственного камня (данный материал также применяется в оборонных технологиях). К сравнению, другие производители в основном при изготовлении валиков используют более мягкий металл - олово, который очень легко повредить.
Размеры (мм): 380×150×95, ширина гравировки 300, размер ячейки 5,4±0,05, диаметр вала 60.
Вес (кг): 6,45
Материалы и элементы, используемые при изготовлении товара: в комплект входит:
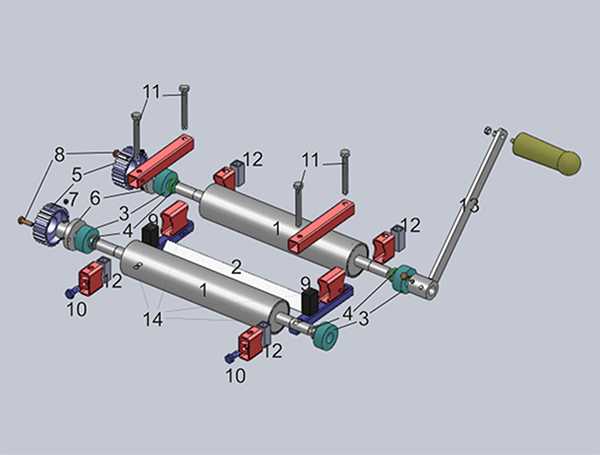
- 1. Гравированный вал из специальной прочной и закалённой стали, покрытый специальным (не дает воску прилипуть) защитным полимером - 2 шт;
- 2. Основа в сборе - 1 шт;
- 3. Подшипник - 4 шт;
- 4. Кольцо дистанционное - 2 шт;
- 5. Шестерня - 2 шт;
- 6. Проставка шестерни;
- 7. Винт стопорный М6 - 1 шт;
- 8. Болт стопорный - 2 шт;
- 9. Демпфер - 2 шт;
- 10. Болт регулировочный М8 - 2 шт;
- 11. Болты крепежные М8 - 4 шт;
- 12. Проставка корпуса - 4 шт;
- 13. Ручка - 1 шт;
- 14. Детальная инструкция по применению - 1 шт.
Вальцы предназначены для прокатывания гладкой восковой ленты или листов вручную и получения вощины. Угол ячейки вальцов составляет 120 градусов, что соответствует маркировке "Максимум" (максимально близкий к естественному для пчелы углу)
Изготовление гладких пластин: вощина изготавливается из тонких восковых пластин, которые проще всего получить путём погружения стекла или тонкой дощечки (например, из фанеры) размером 400×265×3 мм в расплавленный воск.
Погружение и вынимание шаблона из воскового расплава должны происходить без задержки. 3-4 секунды он остужается на воздухе, затем снова погружение и вынимание. Таким образом, слой за слоем формируется гладкий восковой лист. Обычно достаточно повторить процедуру 3-4 раза, чтобы нарастить на шаблоне достаточную толщину.
Установка вальцов: лучше всего устанавливать вальцы на доску из ЛДСП любой толщины, плоскость которой 680×320мм. Кромку следует надежно прокрасить краской, чтобы изолировать ее от влаги. Четыре деревянных бруска 30 мм высотой и 20 мм шириной должны образовать вместе с корпусом вальцов ванночку, в которую впоследствии будет наливаться раствор разделительного состава. Первым к доске шурупами прикручивается брусок 320 мм. Следующим шагом вплотную к бруску нужно прикрепить корпус вальцов. Далее по периметру пришиваются остальные три бруска. Возможен вариант с использованием в качестве ванночки оцинкованной жести.
Подготовка к прокатыванию: образованная с доской основы ванночка наполняется жидкостью разделительного состава. В качестве такого состава можно взять медовую жидкую сыту или же раствор, состоящий из глицеринового мыла или другого белого мыла без запаха, в который добавляется некоторое количество глицерина (на 1 литр воды 100 г мыла и 2 ч. ложки глицерина). В сыту можно добавить 1гр средства для привлечения роя (Апирой, Санрой), содержащие феромоны пчелиной матки. Осторожным вращением ручки необходимо убедиться, что вальцы вращаются легко. Этим добиваются смачивания поверхности обоих валов.
Прокатывание: прокатывать через гравированные вальцы следует гладкие заготовки, которые были сделаны заранее и успели несколько дней отлежаться на воздухе при комнатной температуре. Выдержанные гладкие листы имеют большую прочность, по сравнению с только что изготовленными заготовками.
Гладкий восковой лист кладется в ванночку с разделительной жидкостью и продвигается вперед левой рукой. Передний его край по направляющей упирается в зазор между вальцами. В это время правой рукой следует осторожно повернуть рукоятку от себя.
Обслуживание и хранение: в завершении эксплуатации вальцов их следует промыть чистой водой и просушить. Хранить механизм следует в сухом месте при температуре от +5°С до +40°С.
Вопрос: По поводу прочности покрытия валиков вы меня убедили, но все же хочется увидеть доказательство выше написанному.
О: OK, нет проблем. Специально для вас мы опубликовали видео эксперимент с попыткой разбить гравированное покрытие роликов кувалдой, но это никак не означает что к станку для изготовления вощины нужно относиться с пренебрежением. Работать со станком нужно очень бережно и аккуратно, только в таком случае вальцы будут служить вам "верой и правдой" на долгие года.
Ссылка на видео эксперимент: http://www.youtube.com/embed/oTGFnpeIpYo
zoomagnit.com
|
|
| ||||||||||||||
v-zzz.ru
Вальцы для вощины ручные гравированные
Описание товара
Вальцы ручные гравированные для изготовления вощины.Закупка воска и обмен на вощину
Размеры (мм): 380-150-95- ширина гравировки — 275- размер ячейки — 5,4±0,05.
Вес (кг): 7,45.
Материалы и элементы, используемые при изготовлении товара: В комплект «Вальцы ручные гравированные для изготовления вощины» входит:
Вал пластиковый гравированный — 2шт-Основа в сборе — 1шт-Подшипник — 4шт-Кольцо дистанционное — 2шт-Шестерня — 2шт-Проставка шестерни-Винт стопорный М6 — 1шт-Болт стопорный — 2шт-Демпфер — 2шт-Болт регулировочный М8 — 2шт-Болты крепежные М8 — 4шт-Проставка корпуса — 4шт-Ручка — 1шт-Детальная инструкция по применению — 1 шт.Описание: Данные вальцы предназначены для прокатывания гладкой восковой ленты или листов вручную и получения вощины.
Изготовление гладких пластин: Вощина изготавливается из тонких восковых пластин, которые проще всего получить путём погружения стекла или тонкой дощечки (например, из фанеры) размером 400-265-3 мм в расплавленный воск.
Погружение и вынимание шаблона из воскового расплава должны происходить без задержки. 3-4 секунды он остужается на воздухе, затем снова погружение и вынимание. Таким образом, слой за слоем формируется гладкий восковой лист. Обычно достаточно повторить процедуру 3-4 раза, чтобы нарастить на шаблоне достаточную толщину.
Установка вальцов: Лучше всего устанавливать вальцы на доску из ЛДСП любой толщины, плоскость которой 680-320мм. Кромку следует надежно прокрасить краской, чтобы изолировать ее от влаги. Четыре деревянных бруска 30 мм высотой и 20 мм шириной должны образовать вместе с корпусом вальцов ванночку, в которую впоследствии будет наливаться раствор разделительного состава. Первым к доске шурупами прикручивается брусок 320 мм. Следующим шагом вплотную к бруску нужно прикрепить корпус вальцов. Далее по периметру пришиваются остальные три бруска. Возможен вариант с использованием в качестве ванночки оцинкованной жести.
Подготовка к прокатыванию: Образованная с доской основы ванночка наполняется жидкостью разделительного состава. В качестве такого состава можно взять медовую жидкую сыту или же раствор, состоящий из глицеринового мыла или другого белого мыла без запаха, в который добавляется некоторое количество глицерина (на 1 литр воды 100 г мыла и 2 ч. ложки глицерина). В сыту можно добавить 1гр средства для привлечения роя (артикулы — 01009, 00733), содержащие феромоны пчелиной матки. Осторожным вращением ручки необходимо убедиться, что вальцы вращаются легко. Этим добиваются смачивания поверхности обоих валов.
Прокатывание: Прокатывать через гравированные вальцы следует гладкие заготовки, которые были сделаны заранее и успели несколько дней отлежаться на воздухе при комнатной температуре. Выдержанные гладкие листы имеют большую прочность, по сравнению с только что изготовленными заготовками.
Гладкий восковой лист кладется в ванночку с разделительной жидкостью и продвигается вперед левой рукой. Передний его край по направляющей упирается в зазор между вальцами. В это время правой рукой следует осторожно повернуть рукоятку от себя.
Обслуживание и хранение: В завершении эксплуатации вальцов их следует промыть чистой водой и просушить. Хранить механизм следует в сухом месте при температуре от +5°Сдо +40°С.
xn--24-dlcaje6byabcd4an6d.xn--p1ai