Содержание
Сварка аргоном – видео уроки для начинающих специалистов
- В чем заключаются особенности аргонной сварки
- Как выполняется сварка в среде аргона
- Требуемое оборудование и режимы сварки
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
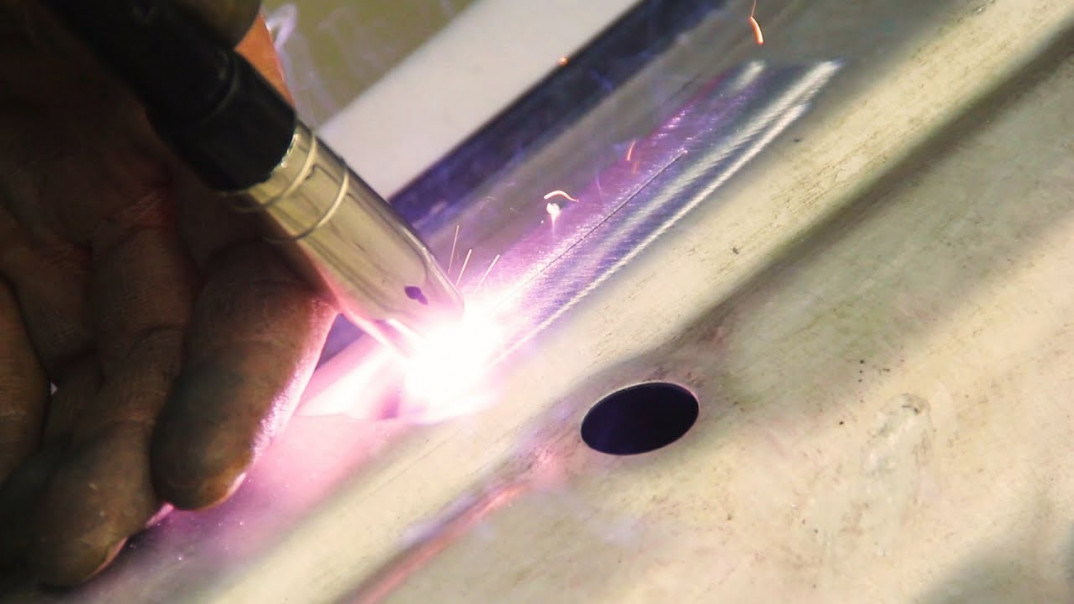
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.


Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.

Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
 youtube.com/embed/LAx_fanEB_g»/>
youtube.com/embed/LAx_fanEB_g»/>
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.

Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
 youtube.com/embed/7MKbadpU0Go»/>
youtube.com/embed/7MKbadpU0Go»/>
Аргонодуговая сварка видео
Принцип аргонодуговой сварки заключается в плавлении цветного металла при помощи плавящегося или неплавящегося электрода под действием инертного газа. Наиболее частым инертным газом выступает аргон, благодаря которому сварка и получила свое название, реже – гелий и его смесь с аргоном. Наиболее распространенным видом неплавящихся электродов являются вольфрамовые стержни, диаметр которых подбирается согласно толщине свариваемого металла. Все это основы, с которых начинается любое обучение аргонодуговой сварке.
Преимущества аргонодуговой сварки
- Аргоновая сварка, видео смотрите здесь, гарантирует качественный и геометрически однородный шов без дефектов и шлаковых образований, выдерживающий любые нагрузки
- Выделение минимального количества вредных газов в процессе сварки
- Минимальный риск получения ожогов.
Сварка аргонная неплавящимся электродом. Технология процесса
Чтобы освоить в должной степени технологию проведения такой работы, как аргонная сварка, обучение следует перевести в описание схемы данного процесса, что мы и сделаем. Основными элементами схемы являются сварочный аппарат, горелка и расположенный в ней электрод. Дуга сварки возникает в пространстве меж электродом и свариваемой плоскостью под воздействием электричества и защитного газа, вдуваемого через сопло горелки.
Основными элементами схемы являются сварочный аппарат, горелка и расположенный в ней электрод. Дуга сварки возникает в пространстве меж электродом и свариваемой плоскостью под воздействием электричества и защитного газа, вдуваемого через сопло горелки.
Аргон же, будучи почти на 40% тяжелее воздуха, выдавливает его из области сварки, надежно изолируя от воздействия атмосферы сварочную воронку и практически не вступая в химический контакт с металлом. Присадочный материал подается в дуговую область со стороны, не включаясь в цепь.
Аргонная сварка, производимая неплавящимся электродом, происходит без касания изделия (в отличие от сварки плавящимся), для зажигания дуги специально параллельным способом к источнику питания подключается устройство под названием «осциллятор».
Аргонная сварка бывает автоматической. При ней горелка с присадочной проволокой движутся без контроля сварщиком. Но, как правило, все происходит не так. Оба эти элемента сварщик держит в руках – производится ручная сварка аргоном, видео уроки по которой присутствуют в данной статье.

Осциллятором с целью поджига дуги, на электрод подаются высоковольтные импульсы высоких частот. Эти импульсы, в свою очередь, производят ионизацию дугового отдела и при включении сварочного тока обеспечивают зажигание дуги. Когда аргонодуговая сварка (видео смотрите здесь) выполняется под переменным током, вслед за зажиганием дуги осциллятор выполняет переход в режим стабилизатора.
В этом случае, для предотвращения деионизации дугового отдела и предотвращения затухания дуги, он уже подает в момент перемены полярности импульсы на дугу.
Важное об аргонодуговой сварке
О том, как технически выполняется сварка аргоном, видео уроки способны продемонстрировать великолепно. Однако, помните, что приступая к такому процессу как аргонная сварка, обучение первых ваших практических попыток должно происходить под непосредственным инструктажем профессионала.
Сейчас же мы поговорим о важных нюансах, которые помогут вам добиться лучших результатов.
Например, сварка аргоном (видео уроки об этом свидетельствуют) с целью улучшения борьбы с пористостью происходит при добавлении к аргону 3-5% кислорода. Это увеличивает защиту металла от загрязнения, присутствия влаги и иных включений, которые могут попасть в область сварки из присадочного металла или свариваемых кромок.
Это увеличивает защиту металла от загрязнения, присутствия влаги и иных включений, которые могут попасть в область сварки из присадочного металла или свариваемых кромок.
Благодаря кислороду они выгорают или образуют собой соединения, выплывающие на поверхность сварочной воронки, что предотвращает возникновение пористости.
Также более рациональным для обеспечения стабильности такого процесса как аргонная сварка является применение импульсных источников питания дуги, с помощью которых происходит струйный перенос под током Iсв ≈ 100А.
Применение аргонодуговой сварки
Использование аргонной сварки неплавящимся электродом в основном направлено на легированные стали, их соединения и цветные металлы, титановые и алюминиевые сплавы. Благодаря хорошему качеству и форме сварных швов, точной глубине проплавления металла, аргонодуговая сварка, видео которой можно увидеть здесь, успешно применяется для сваривания тонких листов металла с доступом к одной стороне поверхности изделия.
Разработка различных конструкций сварочных аппаратов позволила этому виду сварки получить широкое распространение для сварки стыков труб, также называемой орбитальной.
Применение аргоновой сварки плавящимся электродом не так обширно. Как правило, это – сварка алюминия с нержавеющей сталью.
Недостатки аргонодуговой сварки
Невозможно проводить обучение аргонодуговой сварке, не упомянув ее недостаток, которым является недостаточно высокая производительность при ручном типе обработки. Автоматическая сварка же непригодна для выполнения коротких и неструктурированных швов.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Argon Video — Периодическая таблица видео
Argon Video — Периодическая таблица видео — Ноттингемский университет
 ./images/graduated_background.jpg»> ./images/graduated_background.jpg»> | ||||||||||
 ./images/graduated_background.jpg»> ./images/graduated_background.jpg»> | ||||||||||
ЭЛЕМЕНТ: | Аргон |
СИМВОЛ: | Ар |
АТОМНЫЙ НОМЕР: | 18 |
Предыдущий элемент | Дом | Следующий элемент |
с благодарностью нашему стороннику аргона на Patreon: VEEDDY LARKIN Нажмите здесь, чтобы выбрать элемент на Patreon |
 ./images/graduated_background.jpg»>
./images/graduated_background.jpg»>Во все тяжкие | Облака | Удивительный Мо | Перевернутый |
Мыльный камень | Эверест Бойл | Любовь к PT | Реактор |
 ./images/sun_background.jpg»>
./images/sun_background.jpg»>PTOV создан видеожурналистом Брэди Хараном, работающим с химиками Ноттингемского университета
Инструмент проверки декодера видео Argon Streams AV1 с открытым исходным кодом Graphcore
Перейти к содержимому
Graphcore
- Начать
06 сентября 2022 г.
\
Программное обеспечение
Автор:
Салли Доэрти
Английский
Поделиться:
Английский
Поделиться:
Подписаться
Graphcore предлагает Argon Streams AV1 с открытым исходным кодом, комплексный инструмент проверки, поддерживающий сжатие видео следующего поколения и доставку через Интернет. Argon Streams AV1 теперь находится в свободном доступе через Alliance for Open Media (AOMedia), консорциум по разработке и продвижению открытых стандартов для сжатия и доставки видео.
Argon Streams AV1 теперь находится в свободном доступе через Alliance for Open Media (AOMedia), консорциум по разработке и продвижению открытых стандартов для сжатия и доставки видео.
Последний выпуск отмеченного наградами семейства битовых потоков для проверки на соответствие, Argon Streams AV1, был разработан параллельно с видеодекодерами, реализующими спецификацию видеокодека AOMedia AV1 с открытым исходным кодом, не требующую авторских отчислений, и обеспечивает полное покрытие и проверку.
Компания Graphcore решила открыть исходный код Argon Streams AV1, чтобы дать возможность сообществу развивать базовую технологию в новых направлениях, а также стимулировать дальнейшее внедрение уже успешного кодека AV1 и сопутствующих продуктов и услуг.
Кодек AV1 предлагает поддержку следующего поколения для видео с более высоким разрешением при более низких требованиях к полосе пропускания. В течение многих лет в интернет-трафике преобладало потоковое видео, причем 4K UHD составляло быстро растущую долю потокового трафика. Предвидя продолжение и ускорение этой тенденции, AOMedia разработала кодек AV1, который обеспечивает видео 4K UHD со сжатием в среднем на 30 процентов выше, чем у других популярных кодеков.
Предвидя продолжение и ускорение этой тенденции, AOMedia разработала кодек AV1, который обеспечивает видео 4K UHD со сжатием в среднем на 30 процентов выше, чем у других популярных кодеков.
Argon Streams AV1 предоставляет набор тестовых битовых потоков для видеодекодеров AV1 на основе методов формальной проверки и является единственным продуктом, предлагающим разработчикам IP и ASIC полное тестовое покрытие их декодера непосредственно в соответствии со спецификацией AV1. В результате Argon Streams AV1 может дать пользователям полную уверенность в том, что их декодеры полностью проверены на соответствие спецификации и полностью совместимы с текущими и будущими технологиями кодирования AV1.
Пакет с открытым исходным кодом будет включать в себя текущую версию тестового набора потоков битов Argon Streams, который можно дословно использовать для тестирования декодера, а также исходный код Argon Streams, который можно использовать для создания новый набор потоков или применить этот метод к другому кодеку.
«В Argon Streams AV1 с открытым исходным кодом через AOMedia Graphcore предоставляет бесплатный доступ к невероятно простому и надежному способу для пользователей AV1 подтвердить, что их декодеры высокого качества и соответствуют спецификации. Это важный шаг в создании полноценной экосистемы для поддержки бесплатных видеоустройств, продуктов и услуг с разрешением 4K UHD и выше», — сказал Мэтт Фрост, председатель AOMedia и директор Google.
В дополнение к кодеку AV1 продукты Argon Streams являются отраслевым стандартом для проверки декодеров HEVC (H.265) и VP9. Кроме того, поскольку Graphcore теперь сделала Argon Streams AV1 доступным на основе открытого исходного кода, его можно свободно адаптировать для поддержки проверки будущих видеостандартов Альянса.
Argon Streams AV1 — под капотом
Компилятор Argon Streams использует математическую модель для генерации набора битовых потоков, охватывающих все пространство допустимых битовых потоков AV1.
Большинство битовых потоков состоят из короткой последовательности от 5 до 20 кадров; это повышает скорость выполнения во время моделирования и позволяет быстро выявлять несоответствия в конструкции декодера клиента. Дайджесты MD5 выходных файлов YUV предоставляются для проверки правильности вывода.
Дайджесты MD5 выходных файлов YUV предоставляются для проверки правильности вывода.
Argon Streams также включает интерактивный отчет о покрытии, в котором показано, какие части спецификации были проверены с помощью каких тестовых битовых потоков. Он включает в себя полную копию спецификации AV1 и для каждого уравнения связывает битовый поток, который его реализует. Это включает в себя полный охват каждого уравнения в базовой спецификации, каждого перехода в механизме арифметического кодирования, каждого экстремального значения в конвейере обработки пикселей и всех разрешений видео в стандарте.
Argon Streams AV1 — опыт разработки
Семейство инструментов видеоверификации Argon Streams было первоначально разработано и продано Argon Design, консалтинговой компанией по оказанию услуг в сфере высоких технологий из Кембриджа, основанной в 2009 году. Продукты Argon Streams использовались многими ведущие мировые производители полупроводников и ведущие компании в сфере интеллектуальной собственности, такие как AMD, ARM, Imagination, Chips&Media, MediaTek и Realtek.
Команда Argon Design в течение более 3 лет вносила значительный вклад в разработку кодека AV1 компанией AOMedia, добавляя функции, предлагая новые инструменты кодирования, помогая в отладке эталонного кода, улучшая производительность кодека и написав саму спецификацию AV1.
Argon Design была приобретена Broadcom в 2019 году. В 2021 году в рамках перевода сотрудников Argon Design из Кембриджа в Graphcore, Graphcore и Broadcom согласились предоставить Graphcore лицензию на программное обеспечение Argon Streams AV1, чтобы обеспечить потенциальную будущую разработку и открытость. Источник продукта Graphcore.
«На протяжении нескольких поколений стандартов сжатия видео Argon Streams оставался широко используемым, надежным и всесторонним подходом к тестированию на соответствие. Мы работали над Argon Streams AV1 в тесном сотрудничестве с AOMedia в течение нескольких лет, поэтому очень приятно иметь возможность выпустить этот современный инструмент с открытым исходным кодом для поддержки постоянного роста AV1.