Содержание
Уроки сварки: Сварка инвертором для начинающих
От умения и опыта сварщика напрямую зависит результат работы. А что если этого опыта попросту еще нет? Чтобы компенсировать нехватку стоит перенять знания от бывалых «товарищей по цеху».
В этой статье не будет истории появления сварки и других общих данных. Мы постарались сфокусироваться на том, что действительно важно знать начинающему сварщику, которого интересует электродуговая сварка (MMA).
О технике безопасности
Вопрос личной безопасности должен быть первостепенным для сварщика-новичка. Всем, кому интересна сварка инвертором для начинающих, стоит позаботиться о защите. Вам понадобится:
- Сварочная маска
- Сварочные перчатки (краги)
- Халат или костюм с огнестойким покрытием
- Обувь из негорючих и неплавящихся материалов
- Респиратор (в некоторых случаях)
- Защитные очки для зачистки изделий
Минимальный набор защиты позволит избежать травм, которые легко получить без опыта. Рекомендуем большое внимание уделить выбору сварочной маски, чтобы уберечь глаза от излучения сварочной дуги.
Рекомендуем большое внимание уделить выбору сварочной маски, чтобы уберечь глаза от излучения сварочной дуги.
Как подобрать электрод для сварки инвертором
Чаще всего в учебных рекомендациях для новичков встречается зависимость толщины свариваемого металла и диаметра электрода. Обратите внимание на таблицу:
!Обычно рекомендации по диаметру и толщине даются относительно конкретного вида металла.
Этого вполне хватит, чтобы выбрать диаметр расходника до того, как наберется достаточное количество опыта в сварке. Но это отнюдь не все, что стоит учитывать при выборе.
Не менее важным станет
вид покрытия электрода
:
- Кислые (А) – для сплавки низкоуглиродистой стали. Отличаются хорошим розжигом даже при низком напряжении и стабильностью дуги. Подходят для работы инвертором переменного и постоянного тока.

- Основные (Б) – для сварки жестких металлоконструкций с несколькими слоями. Защищают швы от трещин и поддерживают равномерную дугу при сварке на постоянном токе и обратной полярности.
- Рутиловые (Р) – для сварки в любых положениях. Идеальный вариант для новичка. Хорошее качество шва, минимальное количество брызгов, возможность спайки ржавых участков. Электроды невосприимчивы к влаге, что позволяет применять их для сварки трубопроводов. Перед использованием требуют просушку и прокалку.
- Целлюлозные (Ц) – для сварки в труднодоступных местах. Особенности электродов с этой обмазкой делают их отличным выбором для работы в любых положениях. Они обеспечивают стабильную дугу и оставляют минимум шлака. Единственный минус – необходимость в дополнительной шлифовке поверхности шва.
- Смешанные или комбинированные – здесь могут встречаться разные варианты, но приведем в пример лишь самый популярный – рутилово-целлюлозный. Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам.
 Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам.
Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам.
Как настроить силу тока электродугового аппарата
Сварка инвертором для начинающих дается нелегко. В будущем новичок сможет основываться на опыте, чтобы подобрать идеальную силу тока под конкретную ситуацию. На начальных этапах придется ориентироваться на усредненные значения и экспериментировать.
Каждый диаметр электрода требует определенного значения тока, а точнее диапазона значений. Грубой пропорцией можно назвать 1 мм диаметра на 30 А силы тока. Для двойки понадобится 60 А, для тройки 90 А, а четверка будет уместна при 120 А. Более точные диапазоны приведены в таблице:
Не рекомендуем долго оставаться на усредненных значениях. Только опытным путем можно найти лучший вариант для сварки металла.
Как разжечь электрод
Электрод установили в держатель, силу тока выбрали, а что дальше? Теперь можно приступать к работе и здесь первое, что нужно знать – как правильно разжечь электрод. Сделать это не сложно. Для этого есть всего два способа:
Сделать это не сложно. Для этого есть всего два способа:
- Касанием.
- Чирканьем.
С первым все ясно. Розжиг происходит при касании электрода металлической поверхности. Второй также не должен вызывать затруднений. Представьте себе, что электрод – спичка, а деталь спичечный коробок. Чирканье обеспечит легкий розжиг, но только не в труднодоступных местах.
Обратите внимание на кончик электрода перед соприкосновением. Если вы видите выступ металла, то с розжигом не должно быть проблем. Иногда мешать розжигу может обмазка, которая не проводит ток и появляется после работы. Что делать в этом случае? Просто постучите по свариваемой детали, чтобы освободить нужную часть от лишнего слоя.
С розжигом справились. В дальнейшем этот процесс дойдет до автоматизма, и будет занимать минимум времени. Далее рассмотрим ведение электрода. Как это делать правильно, чтобы добиться шва хорошего качества без трещин и чрезмерного шлака? Рассмотрим далее.
Надеемся, вы уже сталкивались с теорией и знаете, что такое сварочная ванна. Нет? Тогда запомните простой ориентир – белое пятно из раскаленного металла. Во время работы нужно всегда следить за ней и отделять от шлака.
Во время сварки нужно удерживать электрод на расстоянии 2-3 мм от заготовки. Угол, под которым он должен находиться, варьируется в пределах от 30 до 60 градусов. Обратите внимание на то, что от угла зависит область применения:
- Прямой угол – для работы в труднодоступных местах
- Углом вперед – для горизонтальных и вертикальных швов
- Углом назад – для угловых и стыковых соединений
Обратите внимание на скорость ведения электрода. Слишком маленькая приведет к недостаточной величине провара. Если движение будет слишком медленным, то высока вероятность того, что заготовка будет прожжена насквозь и испорчена.
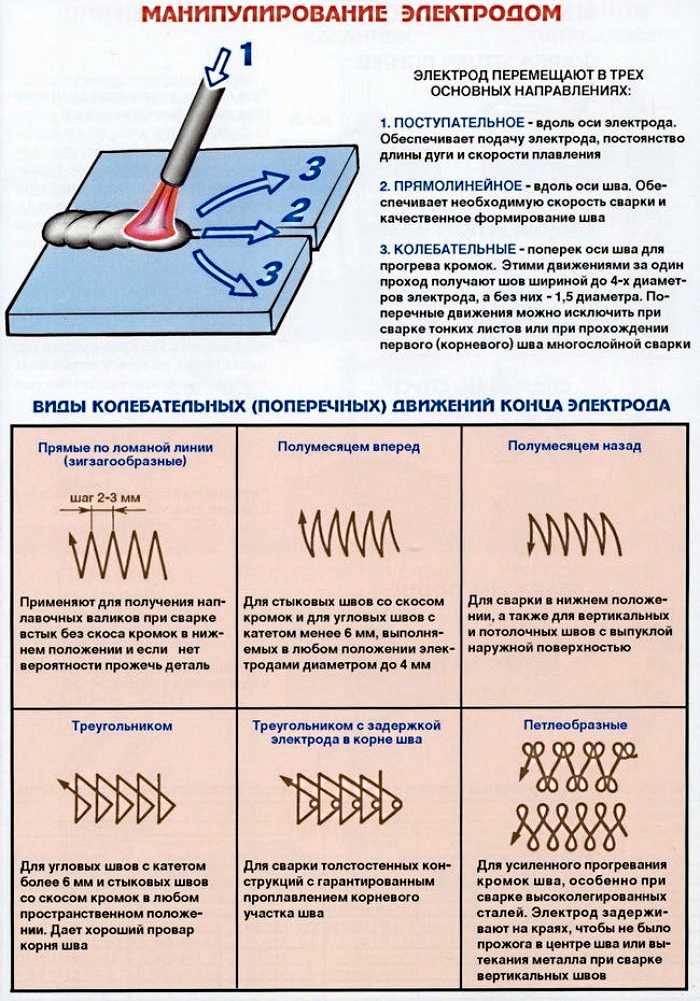
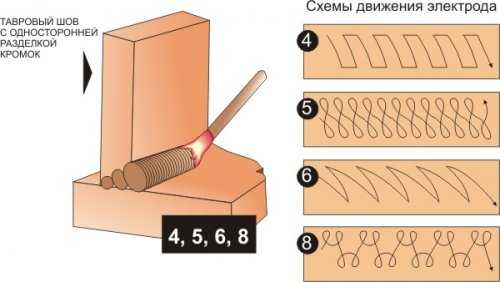
Не забывайте и про траекторию движения. Да, она также важна. Несколько из приведенных ниже примеров стоит отработать до автоматизма.
Да, она также важна. Несколько из приведенных ниже примеров стоит отработать до автоматизма.
Как минимизировать ошибки в работе. Никакая теория вам не поможет. Только практика станет лучшим учителем. При рассмотрении сварки инвертором для начинающих рекомендуют тренироваться на толстых листах металла. Сначала нужно научиться свободно разжигать электрод и вести его в горизонтальной плоскости.
Как понять, что вы готовы к более серьезным задачам? В этом поможет качество шва. Вы сами сможете определить его, и решить стоит ли останавливаться на достигнутом результате.
Как работать с тонким металлом
Многие новички совершают ряд ошибок во время сварки тонкого металла. Чтобы добиться качественного шва необходимо:
Чтобы добиться качественного шва необходимо:
- Выставить верное значение тока и подобрать электрод (обычно это «двоечка» и 60 А).
- Проваривать заготовку с короткими по времени отрывами (с получением опыта можно будет проводить сварку сплошным швом)
Самая распространенная ошибка начинающих сварщиков при сварке тонких металлов проявляется, когда их сваривают с заготовками большими по толщине. Запомните! Всегда ориентируйтесь на меньшую толщину. Только так вы исключите вероятность провара.
Если вы еще не успели купить инвертор, обратите внимание на функцию автоматического понижения величины сварочного тока во время короткого замыкания. Она также убережет от провара и порчи сплавляемых заготовок.
Прямая или обратная полярность
Вопрос полярности чуть ли ни один из самых популярных на сегодняшний день. Новички часто путаются в том, какую выбрать – прямую или обратную? Здесь все просто:
- Прямая полярность – для тонких металлов (1,5-2 мм)
- Обратная полярность – для толстых материалов (более 2 мм)
Причина этого проста – при обратной полярности выделяется больше тепла, что усиливает провар. Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).
Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).
Не знаете, как переключить на прямую полярность или обратную? Для первого варианта держак подключается к «минусу», а «прищепка» к плюсу, для второго – наоборот.
*Важно! Для сварки некоторых металлов используется только обратная полярность. Пример, алюминий, физико-химические свойства которого существенно усложняют процесс.
Сварка алюминия электродуговым инвертором
В информационных материал часто встречаются высказывания о том, что инвертор-MMA не совсем то, что нужно для работы с алюминием. Действительно аргонодуговые аппараты лучше справляются с данной задачей, но они дороги и имеются не у каждого. На бытовом уровне покупать такой агрегат нет смысла, поэтому прибегают к помощи MMA-инвертора.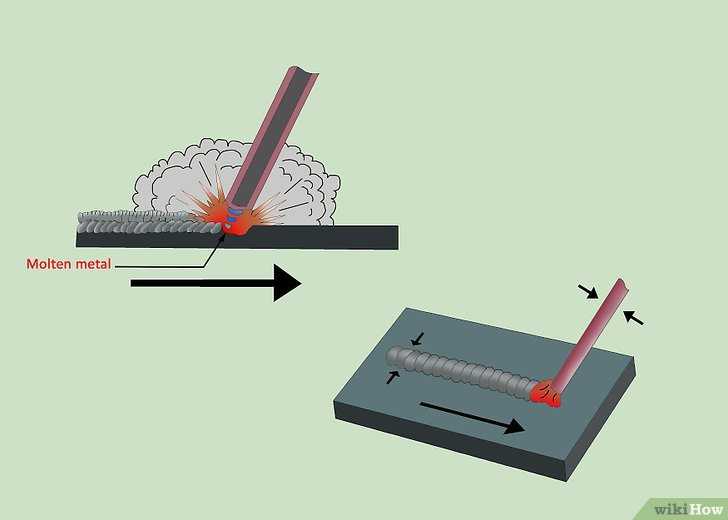
Что важно запомнить:
1. Для сварки алюминия потребуются специальные электроды. При этом существуют как универсальные варианты, так и виды, предназначенные исключительно для чистого металла. Внимательно подбирайте расходник, чтобы потом не было «мучительно больно» за бессмысленно потраченное время.
*Требуется улучшить качество сварного шва? Тогда стоит обратить внимание на легирующие добавки в составе обмазки электрода. Для повышения коррозийной стойкости используется добавка из Марганца, для защиты от провара – Кремний (уменьшает плавление, но способствует свариваемости), а для прочности – Магний. Если смешать добавки получится дополнительный эффект. Так Магний и Кремний формируют термостойкий сплав.
2. Обязательная тщательная очистка поверхности перед свариванием. Чаще всего на поверхности алюминия встречается оксидная пленка, она усложняет процесс из-за чрезмерной температуры плавления (2037 °С). Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).
Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).
3. Процесс проходит с использованием постоянного тока и обратной полярности. Только в таких условиях удается разрушить оксидную пленку с помощью катодного распыления.
И давайте немного поговорим про основные трудности в работе электродуговым инвертором с алюминиевыми деталями. Основных проблем четыре:
- Текучесть металла. Данное свойство станет настоящим кошмаром для начинающего сварщика. Во время работы перегретый металл может протечь. Чтобы расплавленный алюминий не «убежал» рекомендуются прокладки из керамики или стали.
- Окисление алюминия. Мы уже говорили об оксидной пленке, которая существенно усложняет процесс из-за высокой температуры плавления и других свойств (затрудняет розжиг дуги). К счастью «лечится» это просто – нужно тщательно зачистить деталь перед сваркой.
- Коэффициент линейного расширения. Об этом показателе многие не говорят, но именно он становится частой причиной появления трещин и других дефектов. При сильном нагреве расширяющийся металл давит на остальную часть конструкции, что и приводит к появлению проблем. Решение здесь довольно просто – предварительный нагрев заготовки до 200 °С и контроль температуры.
- Горячие трещины после застывания шва. Если такой дефект наблюдается, то нужно воспользоваться специальным присадочным материалом.

Сварочный инвертор и резка металла
Любой современный инвертор может использоваться для резки металла при условии достаточной силы тока. Планируете использовать аппарат для резки? Позаботьтесь о запасе сварочного тока в 20-50%.
Для резки металлических заготовок пользуются специальными электродами или привычными расходниками других типов. Чтобы проварить металл понадобится выставить силу тока большую, чем при сварке.
Обязательным условием также является работа на обратной полярности, о которой мы говорили ранее. Именно при таком подключении достигается максимальный прогрев. Также важным моментом будет способ ведения – двигать электрод нужно «углом вперед».
Чтобы все было ясно приведем пример. Допустим у нас заготовка из стали толщиной 20 мм. Для резки сварочным инвертором понадобится электрод «тройка» и сила тока в пределах от 150 до 200 А. Выставлять последнюю можно во время работы, подбирая лучшее значение.
Сварочные работы видео уроки — смотрим уроки сварки инвертором для начинающих
Начинающим специалистам стоит просмотреть сварочные работы видео уроки для того, чтобы избежать распространённых ошибок, и сделать свою работу качественной и безопасной. Всегда нужно помнить, что перед началом работы надо надеть спецодежду, а именно:
замшевые и (или) брезентовые перчатки; фартук или халат; защитная маска; кирзовые ботинки.
Светофильтр для маски подбирается индивидуально для каждого человека, в зависимости от чувствительности глаз к свету, толщины электрода и мощности тока. Чем эти показатели выше, тем больший номер защитного фильтра надо использовать. После комплектации маски фильтром необходимо проверить наличие возможных зазоров, посмотрев на свет. Замену стёкол нужно проводить по мере того, как на них появляются царапины или загрязнения, мешающие чётко видеть сварочную ванну и шов.
Чем эти показатели выше, тем больший номер защитного фильтра надо использовать. После комплектации маски фильтром необходимо проверить наличие возможных зазоров, посмотрев на свет. Замену стёкол нужно проводить по мере того, как на них появляются царапины или загрязнения, мешающие чётко видеть сварочную ванну и шов.
Перед началом работы надо тщательно очистить обрабатываемую поверхность от загрязнений, ржавчины или масляных пятен. Только так можно рассчитывать, что качественно будут проведены сварочные работы, видео уроки по которым размещены на нашем сайте.
Выбор электродов
Урок сварки инвертором (видео) начинается с выбора электрода. Как правило, его толщина должна равняться толщине детали. Также выбор зависит от используемого материала.
Для стали лучше всего подходят форматы АНО и УОНИИ и категории 1, 2 и 3.
Легированные виды стали нуждаются в электродах 1Y, 2Y и 3Y. Цифры, при этом, прямо пропорциональны прочности наплавляемого шва.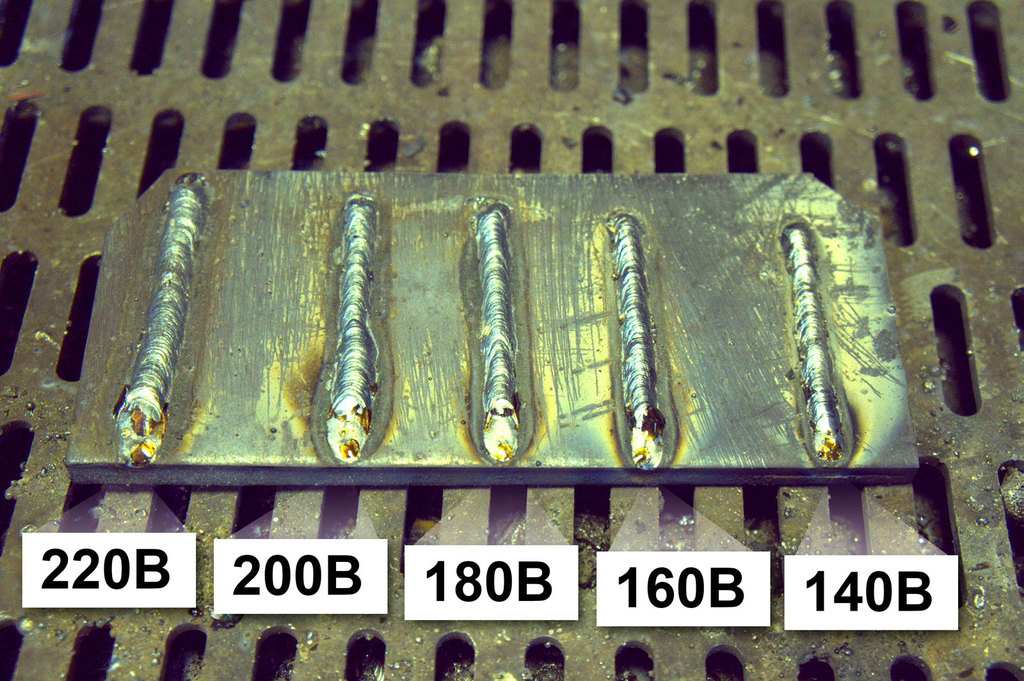
Для цветных металлов подбираются соответствующие электроды. А вот дюралюминий и силумин не поддаются обычной сварке. Также новичкам не следует браться за чугун, так как этот процесс требует высокой квалификации и наличия большого опыта работы.
После подсоединения электрода к инвертору необходимо выставить силу тока, которая указана на корпусе аппарата для различных видов материалов.
Урок сварки для начинающих (видео) показывает, что нельзя слишком быстро подносить электрод к обрабатываемой поверхности, потому что это приводит к залипанию.
Перед началом сварки следует к изделию подключить клемму массы, после чего можно начинать процесс сварки.
Поджог дуги
Сварка видео уроки учат, что подносить электрод к обрабатываемым деталям надо под углом к поверхности, который составляет 700. Затем стоит несколько раз слегка ударить по поверхности для образования сварочной дуги. После этого электрод надо отвести от поверхности металла на расстояние, равное диаметру электрода, и начинать формировать ванну. Для прогрева обрабатываемого металла понадобится 2–3 небольших круговых движений электрода по периметру сварочной ванны. Надо следить за тем, чтобы её диаметр постоянно был одинаковым.
Для прогрева обрабатываемого металла понадобится 2–3 небольших круговых движений электрода по периметру сварочной ванны. Надо следить за тем, чтобы её диаметр постоянно был одинаковым.
Дуговой промежуток
Просматривая сварочные работы (видео уроки), особое внимание стоит обратить на то, что дуговой промежуток не должен изменяться. Это самое главное и сложное, чему надо научиться начинающим сварщикам. Дело в том, что во время сварки электрод постепенно уменьшается в размерах, и необходимо его постоянно опускать.
Когда зазор меньше нормы, то основной металл не успевает прогреваться, и сплавление поверхностей будет некачественным. При большом зазоре дугу трудно удерживать на месте и управлять наплавляемым металлом. При сохранении постоянного зазора формируется качественный и аккуратный шов, гарантирующий надёжное соединение деталей.
Формирование шва
Сварка видео уроки показывают, как правильно выполнять круговые или зигзагообразные движения электродом, чтобы сформировать правильный шов. Если двигать ванну поперёк, то при недостатке металла могут оставаться подрезы, представляющие собой небольшие канавки по краям шва, расположенные ниже уровня поверхности. Уроки сварки инвертором (видео) помогут избежать таких ошибок и научат использовать силу дуги для управления ванной. Основная идея состоит в том, что чем больше наклон электрода, тем более выпуклым будет шов, и наоборот.
Обработка шва
После остывания сварочного шва с него аккуратно удаляют окалину при помощи молотка, как показывают видео на нашем сайте.
Контроль качества шва
После окончания сварочных работ необходимо проверить качество швов методом внешнего осмотра, контроля на герметичность и обнаружения скрытых дефектов. К ним относятся наплывы, подрезы, трещины, прожоги, непровары, наличие шлаковых включений в швах и другие.
Сварка видео уроки помогут понять причины возникновения брака. Это могут быть скачки напряжения в сети, неверно выбранный угол наклона электрода, проскальзывание в подающих роликах сварной проволоки, изменение скорости сварки во время формирования шва и другие.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Лучший сварочный аппарат MIG для начинающих MIG 160ER IPOTOOLS
Перейти к содержимому
189,99 € Вкл. НДС, без учета доставка (Бесплатная доставка свыше 100 €)
Нужно что-нибудь еще? Выберите нужный аксессуар.
Принадлежности
Спасибо, не надо. Мне это не нужно1 × IPOTOOLS J500A — Автоматическая сварочная маска1 × IPOTOOLS X800A — Автоматическая сварочная маска Pure Vision1 × IPOTOOLS LY800H — Автоматическая сварочная маска XXL, вид1 × IPOTOOLS MIG MAG магнитный держатель горелки1 × 1 кг Сварочная проволока MIG MAG SG2 D100 — 0,8 мм1 × 1 кг Порошковая сварочная проволока MIG D100 — 0,8 мм
IPOTOOLS MIG 160ER — Количество инверторных сварочных аппаратов MIG MAG
Срок поставки 2-5 дней
| ✔ 7 ЛЕТ ГАРАНТИИ* |
| ✔ МИГ/МАГ: 20–160 А |
| ✔ Рабочий цикл MIG: 160–60 % / 125–100 % |
| ✔ Сварка порошковой проволокой FLUX (сварка без газа) |
| ✔ ММА: 20-160 А |
| ✔ Цифровой дисплей |
EAN: 4251395112557
Артикул: 1376
Категории: Бестселлеры, Сварочные аппараты MIG MAG, Сварочные аппараты MIG MAG
Описание
Дополнительная информация
–
Лучший сварочный аппарат MIG для начинающих
MIG-160ER — это высококачественный сварочный аппарат MIG MAG 2 в 1 с идеальным дизайном и цифровым дисплеем, который убеждает своей функциональностью, простотой использования и выдающимся качеством в своем классе!
F СОЕДИНЕНИЯ
Сварка MIG MAG
Сварка постоянным током (DC) в среде защитного газа в среде инертного газа «MIG сварка» или сварка в среде аргона в среде активного газа смесь углекислого газа CO2 и аргона)
Сварка порошковой проволокой FLUX
Сварка порошковой проволокой FLUX (сварка без защитного газа)
ММА
Сварка электродом до 160А. Диаметр электрода 1-4 мм
Диаметр электрода 1-4 мм
Цифровой дисплей
Цифровое управление отдельными параметрами сварки
Лучшая сварочная машина MIG для начинающих MIG 160 ER — T Echnical Data
-
Тип: MIG Mag Inverter. Процессы: сварка MIG/MAG на постоянном токе, MMA, сварка порошковой проволокой
-
Электропитание: 230 В, 1 фаза / частота: 50/60 Гц
-
Степень защиты корпуса: IP21S
-
Защита от перенапряжения: да
-
Охлаждение: Вентилятор
-
ДЛЯ ДЛЯ ДЕЛЕВОГО ДЛЯ ДЕЛЕВА: Да
-
MIG DIME CYCLE: 160A — 6050 / 125A —
-
MIG DIME CYCLE: 160A — 60% / 125A —
-
MIG CIPLE: 160A — 6.
1005A — -
MIG. Рабочее цикл: 160A-60% / 125A-100%
 1005A —
1005A —-
Сварка. MIG: 20-160A
-
Сварка. Ø проволоки MIG: 0,6/0,8 мм
-
Устройство подачи проволоки MIG: 2 ролика (1 с приводом)
-
Диаметр сварочной проволоки: 0,6 мм / 0,8 мм (также 0,9 мм)
- 90 Диаметр электрода M: электрод 4 мм
-
Arcforce / Antistick / Hot Start
-
Размеры (LXWXH): 360x150x350mm
-
Вес: 8 KG
. профессионалы
Лучший сварочный аппарат MIG для начинающих MIG 160 ER — это привлекательный аппарат, созданный для того, чтобы быть очень эффективным и прочным, а при весе 8 кг он также очень легкий, что также означает его большую долговечность. В верхней части устройства также есть ручка для переноски, которая поможет вам быть готовым, где бы вы ни находились, облегчая транспортировку.
В верхней части устройства также есть ручка для переноски, которая поможет вам быть готовым, где бы вы ни находились, облегчая транспортировку.
Будь вы мастер или профессионал, этот аппарат 2-в-1 поможет вам легко справиться со всеми сварочными задачами, включая сварку с флюсовой проволокой. Высококачественный 2-метровый шланг-пакет, 2,5-метровый держатель электрода и зажим заземления обеспечивают достаточную мобильность для максимально комфортной работы.
С помощью этого сварочного аппарата MIG MAG вы можете оптимально обрабатывать все распространенные материалы: сталь , нержавеющую сталь, алюминий и алюминиевые сплавы , получая высококачественные результаты сварки. Сварочный ток стабилен и плавно регулируется. Устройство производит красивый шов, при этом процесс сварки происходит с низким разбрызгиванием и бесшумно благодаря двум вентиляторам.
–
/
Лучший сварочный аппарат MIG для начинающих MIG 160 ER – Наглядная панель управления
На передней панели вы найдете панель управления с четким цифровым дисплеем, который дает вам полный контроль при настройке параметров сварки. Простым поворотом кнопки вы определяете скорость подачи проволоки, а также сварочный ток MIG и MMA, который вы также можете прочитать на дисплее. На панели управления вы также найдете кнопку выбора, с помощью которой вы можете выбрать параметры сварки FLUX (порошковая проволока) / MIX / Co2 / MIG / MMA.
Простым поворотом кнопки вы определяете скорость подачи проволоки, а также сварочный ток MIG и MMA, который вы также можете прочитать на дисплее. На панели управления вы также найдете кнопку выбора, с помощью которой вы можете выбрать параметры сварки FLUX (порошковая проволока) / MIX / Co2 / MIG / MMA.
ПАНЕЛЬ УПРАВЛЕНИЯ
1. Цифровой дисплей
2. Выбор
Выбор: Flux / Mix / CO2 / MIG MAG / MMA
3. Кнопка управления герта
3. Кнопка управления гнольской.
4. Поворотная кнопка управления
Выбор напряжения (отклонение +/- 10 В)
Механизм подачи проволоки
MIG 160ER оснащен высококачественным металлическим механизмом подачи проволоки, который захватывает 2 рулона макс. Диаметр 100 мм с диаметром проволоки 0,6 – 0,8 мм. В то же время один из роликов механизма подачи проволоки также имеет моторный привод, что гарантирует плавную и контролируемую подачу проволоки.
Сварка порошковой проволокой
Сварка порошковой проволокой — это процесс, сочетающий удобство в обращении, гибкость и экономичное оборудование. Порошковая проволока позволяет производить тонкие и ровные сварные швы за короткое время и имеет то преимущество, что не требуется дополнительный защитный газ. Чтобы перейти на сварку с флюсовой проволокой, вам нужно только изменить полярность, которую можно легко изменить; просто поменяйте полярность пистолета и кабеля заземления на отрицательный полюс.
Качество IPOTOOLS!
Сегодня оборудование IPOTOOLS является синонимом многолетнего опыта, постоянного развития в области сварочных аппаратов MIG TIG и плазменной резки, о чем свидетельствуют тысячи довольных клиентов. Ознакомьтесь с нашим ассортиментом оборудования IPOTOOLS, будем рады помочь Вам с выбором!
–
IPO Technik-Handels GmbH предоставляет всем клиентам 7-летнюю гарантию на все сварочные аппараты и/или плазменные резаки, приобретенные непосредственно у IPO Technik-Handels GmbH марки IPOTOOLS. С условиями гарантии можно ознакомиться здесь: условия гарантии
С условиями гарантии можно ознакомиться здесь: условия гарантии
SCOPE OF DELIVERY
-
1x 2in1 welding machine MIG-160ER
-
1x MIG hose package MB15 2m with accessories
-
1x 1kg Flux-cored welding wire 0.8mm
-
1x Держатель электрода, 3 м
-
1x Зажим заземления, 3 м
-
1x Сварочный щиток
-
7 951 9 Молоток для шлака с щеткой для шлака0102
1x Руководство по эксплуатации
Перейти к началу
10 лучших видеоуроков по сварке — Baker’s Gas & Welding Supplies, Inc.

Привет, все вы, студенты-сварщики и начинающие сварщики на дому, знаете ли вы, что вы можете научиться (или, по крайней мере, набраться опыта) практически на любом сварщике? сварочного процесса, техники или проекта, которые вы можете себе представить – все в одном месте?
Совершенно верно! И угадайте где? Угу — Ютуб!!!
YouTube полностью забит полезными, информативными и познавательными видеороликами о сварке всех видов. Практически на любой вопрос, связанный со сваркой, который вы можете задать — на YouTube наверняка есть видео с ответом.
Ниже приводится список из 10 самых популярных видеороликов о сварке на YouTube :
Как использовать дуговую сварку: основы дуговой сварки в защитном металле
Деревня экспертов Категория «Учебник» и их удачное название «Как пользоваться дуговой сваркой» — это не только одно из самых популярных видеоуроков, но и очень информативное введение в процесс дуговой сварки.
Basic MIG Welding
Более 37-минутный видеоурок по основам сварки MIG на самом деле представляет собой живую запись курса сварки, преподаваемого в Университете Южной Калифорнии в Ирвине , проводимого настоящим профессором в кампусе Калифорнийского университета в Ирвине. сварочный цех. Посещение этого курса лично обойдется вам в большие деньги – так что воспользуйтесь преимуществами этого первоклассного учебного пособия по низкой цене: совершенно БЕСПЛАТНО!
Метод сварки ВИГ
С более чем 632 000 регистрационных просмотров энтузиаст сварки в домашних условиях Введение Кевина Карона в сварку TIG — отличное место для начала изучения этого сложного и сложного в освоении процесса сварки. Видео Кевина и общий стиль обучения очень практичны и просты для восприятия.
Miller Millermatic Сварка MIG с флюсовой проволокой
И Lincoln , и Miller публикуют первоклассные видеоуроки по сварке на YouTube.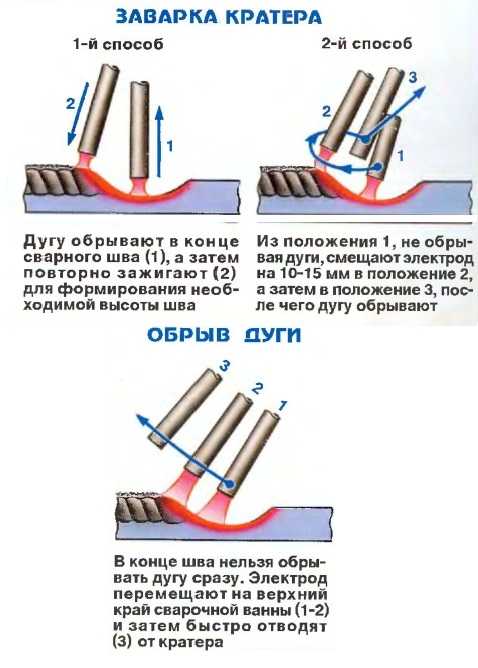 В этом видео рассказывается о сварке MIG с флюсовым сердечником с помощью сварочного аппарата 9.0072 Сварочный аппарат Millermatic .
В этом видео рассказывается о сварке MIG с флюсовым сердечником с помощью сварочного аппарата 9.0072 Сварочный аппарат Millermatic .
Как выполнять сварку MIG: Как сварить MIG сварку в ванне
Еще одна запись Expert Village , Как сварить MIG сварку в ванне. чтобы понять моду, идеально подходит для начинающих сварщиков.
Как выполнять прихватку
Кевин Карон снова вмешивается с еще одним полезным и информативным видео, представленным в его личном и интимном стиле, с краткими уроками по одному из самых важных видов сварки: прихваточный шов.
Технология Walking the Cup для сварки TIG
У одного из самых популярных блогов Google по сварке, Welding Tips and Tricks , есть собственный канал на YouTube, и они разместили невероятно информативный видеоучебник, предлагающий отличное понимание одного из них. из самых сложных методов сварки TIG: хождение по чаше.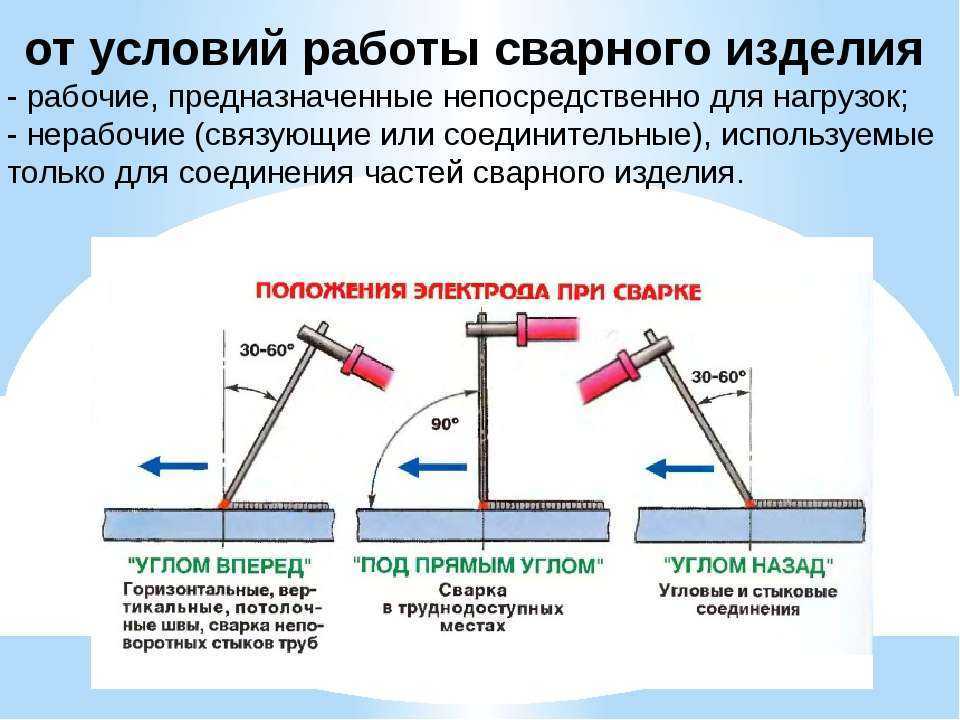
Лучшие сварочные маски на рынке
Канал Baker’s Gas на YouTube предлагает лучшие варианты автоматически затемняющихся масок. Эндрю рассказывает о том, что является большой ценностью, и о своих личных предпочтениях.
Дуговая сварка с использованием 3 автомобильных аккумуляторов (учебное пособие и демонстрация)
Что касается более веселой и уникальной стороны сварки, это самое классное (хотя и необычное) обучающее видео (набравшее более 300 000 просмотров) Дорожный энтузиаст Wheelie Pete демонстрирует, как соединить три 12-вольтовые батареи и создать импровизированный аппарат для дуговой сварки для тех моментов в полевых условиях (внедорожных или других), когда у вас нет сварочного аппарата под рукой или доступ к электричеству.
Как резать кислородно-ацетиленовым сварочным резаком
Зарегистрированный только как Freddytk421 , этот парень опубликовал более 246 высокорейтинговых видеороликов, набравших от 25 000 до почти 200 000 просмотров.