Существующие виды покрытий электродов. Виды покрытий электродов
Виды покрытий электродов: состав, характеристики
Для того чтобы сварочный шов имел высокую прочность и надежность, был пластичным, в нем должно быть минимальное количество продуктов раскисления и кислорода. Чтобы этого достичь, применяются раскислители, они помогают снизить количество кислорода в расплавленном металле перед тем, как он начнет кристаллизоваться.
Функции электродного покрытия.
Достичь высоких показателей сварочного шва удается путем подбора покрытия электродов. Шлак должен омывать капли расплавленного металла, хорошо его смачивать. Благодаря тому, что продукты раскисления растворяются и связываются шлаком, формируется правильный, надежный и прочный шов.
Электроды, имеющие кислое покрытие
Технологические характеристики электродов с рудно-кислым покрытием.
Данный вид покрытий в своем составе имеет оксиды железа, марганца и разные силикаты, в которых много диоксида кремния, благодаря чему они имеют большой окислительный потенциал. Кроме перечисленных компонентов в состав покрытий таких электродов может входить концентрат титана или ильменит, в качестве раскислителя чаще всего применяется ферромарганец, а для обеспечения газовой защиты добавляют целлюлозу.
Во время плавления электродов в шлаке содержится много оксидов Fe, кислород переходит из шлака и атмосферы сварочной дуги, начинает окисляться металл. В покрытии начинает плавиться марганец, но в расплавленный металл его переходит очень мало.
Кремний и марганец, которые были в покрытии, пребывая в сварочной ванне, начинают реагировать с кислородом, вследствие чего происходит образование мелкодисперсных включений. Эти включения могут укрупняться, в результате наплавленный металл получается загрязненным.
То, что в сварочном шве присутствуют мелкие включения, приводит к ухудшению его характеристик при низких температурах, значительно уменьшается вязкость шва.
Данные электроды имеют высокую скорость плавления, что позволяет проводить работу в форсированном режиме, они имеют высокую проплавляющую способность. Лучше всего их использовать для работы в нижнем положении, но можно применять и при выполнении горизонтальных и вертикальных швов.
Рутиловое покрытие электродов
Схема сварки плавящимися и не плавящимися электродами.
Такое покрытие состоит из рутила, в нем содержится около 95% TiO2, в него входят алюмосиликаты и карбонаты. Для раскисления, как и в предыдущем покрытии, используется ферромарганец, газовая защита выполняется за счет того, что в составе есть около 4-5% целлюлозы. Как связующий элемент используют жидкое стекло. Кислород начинает образовываться, когда разлагается целлюлоза и происходит диссоциация карбонатов, атмосфера дуги получается слабо окислительной.
Кроме того, что расплавленный металл окисляется кислородом, процесс окисления идет еще и во время кремниево-восстановительного процесса. За счет того, что температура очень высокая и в покрытии электродов есть марганец, происходит восстановление кремния, восстанавливается он и железом. Образовавшиеся оксиды железа перемещаются в шлак, после чего они растворяются в металле.
Пока температура высокая, реакции между кислородом, марганцем и кремнием нет, но как только температура уменьшается, такие реакции активируются. В сварочном шве образуются включения оксидов Si, имеющие мелкодисперсную структуру.
Преимуществом электродов, имеющих данную оболочку, является то, что по сравнению с кислым покрытием получаются лучшие характеристики сварочного шва. Это достигается за счет меньшего количество в нем включений и того, что в сварочном шве мало кислорода.
Электроды, которые имеют рутиловое покрытие, обладают более высокими характеристиками. Работать ими можно как на переменном, так и на постоянном токе, в любом положении, шов формируется хорошо, шлак отделяется легко. Немаловажным плюсом является и то, что они имеют низкую токсичность во время работы.
Характеристики рутиловых электродов позволяют их использовать при проведении ответственных работ по свариванию низколегированных и углеродистых сталей.
Существуют электроды с рутило-карбонатным и карбонатно-рутиловым покрытием. В данном случае используются преимущества рутиловых и основных электродов. Если говорить о вязкости и пластичности шва, то по сравнению с рутиловыми электродами они улучшаются. Если сравнивать их с основными, то при повышении сварочно-технологических характеристик снижается чувствительность к образованию пор в швах.
Электроды с целлюлозным покрытием
Схема испытания соединителя электрода на долговечность.
Они характеризуются большим количеством целлюлозы, ее количество доходит до 45%. Шлакообразующими составляющими являются тальк, гематит, марганцевая руда и рутил. Как связующий элемент применяется жидкое стекло, а в качестве раскислителя используется ферромарганец.
То, что в оболочке много целлюлозы, дает возможность обеспечить хорошую газовую защиту. В газах много водорода и оксида углерода, но мало кислорода, что позволяет создать слабоокислительную атмосферу сварочной дуги.
Гематит и марганцевая руда используются для того, чтобы подавить процесс восстановления кремния. В шве мало кислорода, есть мелкодисперсные включения кремния, что делает его пластические свойства средними.
Такими электродами можно варить шов в любом пространственном положении, металл проваривается хорошо, с обратной стороны формируется плавный валик, скорость проведения работ высокая. Часто такие электроды применяют при соединении магистральных трубопроводов.
Их недостатком является то, что шов может иметь грубочешуйчатую поверхность, по кромкам сваривания могут появляться подрезы, в шве много водорода, во время работы разбрызгивается много металла.
Основное электродное покрытие
Виды покрытия электродов.
Основу такой оболочки составляют карбонат и фторид кальция, газовая защита выполняется за счет струи углекислого газа, которая образуется во время нагрева и плавления покрытия, когда происходит диссоциация карбоната кальция. Для раскисления в состав оболочки могут добавляться ферромарганец, феррокремний, ферротитан или алюминий.
Этими электродами работают при постоянном токе, при этом он должен быть обратной полярности. Можно варить и переменным током, но придется применять дополнительные меры, такие как использование электродов с двухслойным покрытием, добавление в состав покрытия ионизаторов и др. Проводить работу можно в любом положении, но при работе сверху шлаку необходимо придавать определенные свойства. Корневой шов, выполненный таким электродом, имеет худшие характеристики, чем тот, что выполнен инструментом с целлюлозным покрытием.
Как недостаток такого вида оболочки стоит отметить то, что при использовании переменного тока технологичность низкая, во время изготовления покрытия возникают сложности, так как необходимо добавлять пластификаторы, при увлажнении покрытия повышается его чувствительность к образованию пор.
Способы ограничения влаги в покрытии:
- эти виды покрытий во время производства дополнительно прокаливают, при этом температура должна быть очень высокой;
- непосредственно перед проведением работ их рекомендуется снова прокалить;
- сохранять такие электроды рекомендуется в специальных термопеналах.
Легирование и рафинирование
Схема сварки неплавящимся электродом с присадкой.
Во время проведения легирования в жидкий металл добавляют разные элементы. При соединении разных сталей и сплавов надо использовать электроды, которые обеспечат соответствующий шов.
Легировать шов можно через покрытие электрода, через его стержень или оно может быть комбинированным. В покрытие обязательно вводится раскислитель. Способ легирования выбирают исходя из того, какие необходимы характеристики шва. Если в сварочном шве должно быть до 3% легирующих элементов, то проводят легирование при помощи оболочки электрода. Если в составе стержня есть легирующие компоненты, то можно ограничиться проведением легирования через электрод.
Проведение рафинирования предусматривает очищение расплавленного металла от попавших в него примесей серы, фосфора и др. В расплав указанные примеси могут попадать как из металла соединяемых деталей, так и из стержня электрода и его покрытия. Минимизация количества серы в сварочном шве необходима для того, чтобы уменьшить склонность шва к образованию трещин.
Электроды, имеющие специальное покрытие
Схема сварки покрытым металлическим электродом.
Такие инструменты нужны для проведения работ в особо сложных условиях, например, при высокой влажности или под водой, данное покрытие называется гидрофобным.
Для его создания в жидкое стекло вводят до 10% гидрофобных полимеров, это могут быть смолы, лаки. Вместе с отвердителем это позволяет получить смолу, она заполняет поры между частичками оболочки, и извне в них не проникает влага. Силикатное связующее может быть заменено на специальные составы, которые имеют необходимые физико-химические характеристики.
Такое решение позволит свести к минимуму содержание влаги в покрытии электродов, при этом сохраняется высокая прочность шва даже во время проведения работ под водой.
Данное покрытие применяется для электродов, имеющих специальное назначение, они должны обладать такими характеристиками, как жаропрочность, хладостойкость, высокая стойкость против коррозии и др.
Приведенная классификация существующих покрытий электродов является условной, так как существует большое количество электродов, имеющих промежуточное покрытие.
moyasvarka.ru
Виды и состав покрытия электродов для ручной дуговой сварки
Электроды используются для сварки металлических изделий. Для каждого сорта металла стараются подбирать такие расходные материалы, стержень которых будет схожим по составу с заготовкой. Это благотворно влияет на качество, так как шов получает одинаковую структуру, что повышает его крепость. Но это не единственный фактор, который определяет выбор. Обмазка электродов также является весомым параметром, так как от того, насколько она справляется со своими задачами, будет зависеть надежность последующей эксплуатации. Основными функциями являются защита сварочной ванны от негативного воздействия внешних факторов, а также поддержание стабильного горения дуги. Некоторые из вариантов даже обеспечивают такие условия, что можно варить по ржавой поверхности без значительного ухудшения качества соединения.

Покрытие электродов для сварки
Виды покрытия электродов
Каждый тип покрытия электродов обладает своими свойствами и имеет специальное уникальное обозначение.

Сварочные электроды для сварки
Кислое. Обозначается буквой «А» в маркировке. В основе состава лежит кремний, марганец, оксиды железа и прочие элементы. Главным недостатком является то, что шов, который выполнен такими электродами, имеет достаточно высокую вероятность покрыться горячими трещинами во время процесса сваривания. Такое покрытие имеют электроды Э 42 и Э 38. В качестве преимуществ можно отметить, что кислая разновидность покрытия электродов для ручной дуговой сварки не обладает склонностью к появлению пор в шве. Это касается даже ржавых заготовок или деталей с окалиной. Они хорошо проявляют себя при дуге любой длине и нормально работают как при постоянном, так и при переменном токе.

Сварочные электроды с кислым покрытием
Целлюлозное. В маркировке обозначается буквой «Ц». Состав покрытия сварочных электродов данного типа содержит наибольшее количество органических веществ, так здесь их около половины. Исходя из названия можно понять, что в основном это целлюлоза. Исходя из степени раскисления, металл в готовом шве соответствует сталям в спокойном и полуспокойном состоянии. Но в нем содержится достаточно большое количество водорода. Обмазка используется на электродах Э46 и Э50. Здесь происходит равномерное образование валика наплавленного металла, если речь идет об односторонней сварке. Электроды хорошо проявляют себя в вертикальном пространственном положении.

Сварочные электроды Э46 с целлюлозным покрытием
Рутиловое. Обозначается буквой «Р» в маркировке. Покрытые сварочные электроды с такой обмазкой содержат в своем составе почти половину рутила. Здесь низкое содержание кремния и кислорода, так что нет риска образования горячих трещин. Наплавленный металл обладает хорошей ударной вязкостью. Газ, который выделяется во время горению дуги, и который служит для защиты сварочной ванны, образуют карбонаты и органические материалы в обмазке. Наплавка покрытыми электродами с такой обмазкой может страдать от окисления только при наличии углекислого газа и паров воды. При правильном соблюдении режимов здесь намечается минимальное содержание водорода, так что в шве не возникает пор. Здесь нужно прокаливать материалы, чтобы избежать подобных проблем. Но слишком высокая температура прокалки может также привести к последующему порообразованию. Электроды с рутиловым покрытием могут применяться даже в тех случаях, когда на поверхности основного металла имеется ржавчина. Они чувствительны к температуре и повышение режима может привести к браку даже при идеально чистой поверхности. По техническим свойствам они превосходят такие виды покрытий сварочных электродов как кислое и основное. Электроды легки в зажигании дуги и могут применяться в разных пространственных положениях.
Основное. В маркировке обозначается буквой «Б». такие виды покрытия электродов для ручной дуговой сварки обладают шлаковой основой для покрытия, в которой содержатся разнообразные минералы. Их еще называются флористо-кальциевыми. В них очень высокий коэффициент образования шлаков. Газ для защиты выделяют минералы, которые входят в состав обмазки сварочных электродов. Наплавленный металл получается слабонасыщенным водородом. Здесь нет органических материалов, что избавляет электроды от источника водорода. Наплавленный металл не склонен к окислению, так что здесь не наблюдается риск образования трещин. В отличие от рутилового покрытия, здесь имеется большое сопротивление сероводородному растрескиванию. Это позволяет применять материалы для сварки трубопроводов.

Сварочные электроды с обычным покрытием
Состав покрытия электрода для сварки
- Кислое – титан, кремний, марганец, окись железа;
- Основное – карбонат кальция и фтористый калий;
- Целлюлозное – мука, целлюлоза, органические вещества;
- Рутиловое – рутил, минералы и органические компоненты.
Характеристики покрытия электродов
Каждое покрытие имеет свои уникальные свойства не только в рабочем плане, но и в качестве физических характеристик. Среди них можно выделить:
- Толщина покрытия электрода во много зависит от размера самого электрода, так как тут действует пропорциональное соотношение, по которому толщина покрытия составляет одну треть от общей толщины;
- Температура горения обмазки, которая является не сильно влияющим на сварку фактором, но от нее зависит, насколько хорошо будет зажигаться дуга;
- Степень впитываемой влаги, так как от этого зависит количество проводимых предварительных процедур просушки перед использованием.
Технология нанесения покрытия на электрод
Диаметр покрытия электродов зависит от толщины стержня, но для его нанесения используются практически одинаковые технологии. Это осуществляется промышленным способом при помощи специальных станков. Это автоматический процесс с высокой производительностью. Твердые части состава высушиваются и раздрабливаяются. После этого их просеивают для достижения фракций определенного размера. Затем вещество обжигают, чтобы удалить серу. В смесители части состава замешиваются с жидкими составляющими. На последней стадии станок окунает стержни в готовую смесь, благодаря чему и получаются покрытые электроды.
svarkaipayka.ru
4.2 Типы покрытий и свойства электродов
Все покрытия должны удовлетворять следующим требованиям :
обеспечивать стабильное горение дуги;
физические свойства шлаков, образующих при плавлении электрода, должны обеспечивать нормальное формирование шва и удобное манипулирование электродом;
не должны происходить реакции между шлаками, газами и металлом, способные вызвать образование пор в сварных швах;
материалы покрытия должны хорошо измельчаться и не вступать в реакцию с жидким стеклом или между собой в замесе;
состав покрытий должен обеспечивать приемлемые санитарно-гигиенические условия труда при изготовлении электродов и в процессе их сгорания.
Электрод, состоящий из электродного стержня и покрытия, при плавлении образует расплавленный металл и шлак. Шлак должен обладать определенными физическими и химическими свойствами.
К физическим свойствам шлака относят температуру плавления, температурный интервал затвердевания, теплоемкость, теплосодержание, вязкость, способность растворять окислы, сульфиды и т. д., плотность, газопроницаемость и коэффициенты линейного и объемного расширения.
К химическим свойствам относят способность шлака раскислять расплавленный металл сварочной ванны, связывать окислы в легкоплавкие соединения, а также легировать расплавленный металл сварочной ванны.
Физические свойства образующихся шлаков оказывают значительное влияние на процесс сварки и формирование сварного шва. Во всех электродных покрытиях при их плавлении плотность шлака должна быть ниже плотности металла сварочной ванны, что обеспечит его всплывание из сварочной ванны. Температурный интервал затвердевания шлака должен быть ниже температуры кристаллизации металла сварочной ванны, иначе слой шлака не будет пропускать выделяющиеся из сварочной ванны газы. Шлак должен покрывать сварной шов по всей поверхности ровным слоем.
Шлаки, образующиеся при плавлении электродных покрытий, бывают «длинные» и «короткие». «Длинными» называют такие шлаки, в составе которых содержится значительное количество кремнезема. Возрастание их вязкости при понижении температуры происходит медленно. Электроды, имеющие покрытия, образующие при плавлении «длинные» шлаки, не пригодны для сварки в вертикальной и потолочной плоскостях, так как сварочная ванна длительное время находится в жидком состоянии. Для сварки во всех пространственных положениях применяют электроды, покрытия которых при плавлении дают «короткие» шлаки; возрастание вязкости расплавленного шлака с понижением температуры происходит быстро, поэтому закристаллизовавшийся шлак препятствует стеканию металла шва, находящегося еще в жидком виде. «Короткие» шлаки дают электроды с рутиловым и основным покрытием.
Достаточно хорошую отделимость шлаковой корки от поверхности металла получают при применении шлаков, имеющих коэффициент линейного расширения, отличающийся от коэффициента линейного расширения металла.
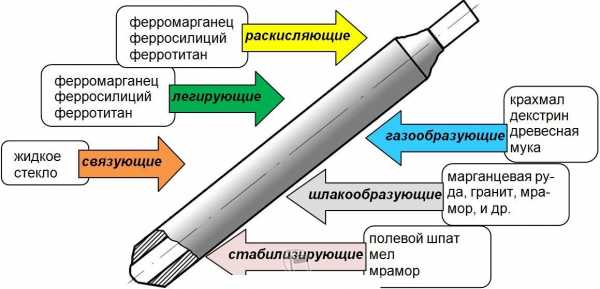
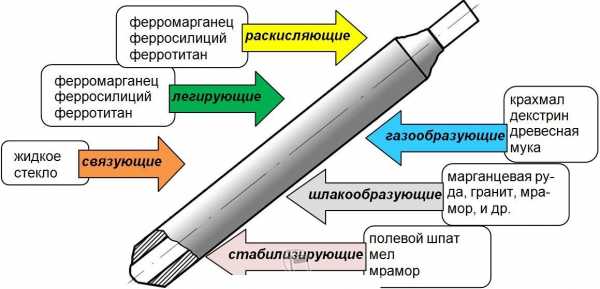
Органические соединения, используемые в покрытиях, — мука, крахмал, декстрин, целлюлоза, дают в основном только газовую защиту. В качестве шлакообразующих добавок используют рутил, титановый концентрат, марганцовую руду, окислы марганца и железа чаще в виде руд (гематита, марганцовой руды), алюмосиликаты (гранит), полевой шпат, карбонаты (мрамор) и т. д.
Газовая защита обеспечивается за счет разложения органических составляющих и в результате образования углекислого газа при диссоциации мрамора (СаС03) в процессе нагрева. Имеющиеся в покрытии ферросплавы связывают кислород, который отдают при нагревании шлакообразующие окислы, входящие в покрытие.
Газовая защита образуется в результате диссоциации органических веществ при температурах выше 200°С:
Cn(h3O)n-1 →(n – 1)CO + (n – 1)h3 + C
и диссоциации карбонатов при температуре ~900 °С (при парциальном давлении в газовой фазе Рсо2 = 1МПа)
СаС03 →СаО+ СО2
MgCO3 → MgO + CO2
а также последующей диссоциации CO2
CO2 →СО + ½ О2
Процесс диссоциации происходит недалеко от торца электрода. Расчеты показывают, что при температуре 0°С и давлении 1 МПа диссоциация 1г органических соединений приводит к выделению примерно 1450 см3 СО + Н2, а 1 г карбоната СаС03 — к выделению 340 см3 газов. В столбе дуги газы нагреваются до средней температуры 550 — 800°С; объем выделившихся при этих температурах газов составляет соответственно 1000—1400 см3 (при нагреве газа на 1°С его объем увеличивается на 1/273). При обычном составе электродных покрытий на каждый грамм металла электродного стержня выделяется 90— 120 см3 защитного газа (С02, Н2), что обеспечивает достаточно надежное оттеснение воздуха от зоны сварки и попадание очень небольшого количества азота в металл шва (не свыше 0,02 — 0,03%).
Состав шлакообразующих может быть различным; это окислы СаО, Мg0, МnО, FеО, А1203, SiO2, ТiO2, Na2O, галогены СаF2 и др.
При изготовлении электродов для сварки алюминия и его сплавов ввиду его большого сродства к кислороду применять покрытия из окислов нельзя, так как металл будет разрушать эти окислы и интенсивно окисляться. В этих случаях покрытия практически полностью состоят из бескислородных соединений, хлоридов и фторидов (КС1, NаС1, КF и т. п.).
Существует следующая классификация типов электродных покрытий: рудно-кислое, основное, рутиловое, целлюлозное, смешанное, специальное.
1 Руднокислое покрытие (А) состоят из оксидов железа, марганца, титана, кремния. Они представляют собой шлаковую основу покрытия. При плавлении образуются шлаки с ярко выраженными окислительными свойствами и затвердевающие в виде легко отделяющейся сотовой структуры. Газовую защиту обеспечивают небольшие добавки органических компонентов, например, целлюлозы. В качестве раскислителя и легирующего компонента используют ферромарганец. При плавлении кислых покрытий большая часть введенных в них ферросплавов окисляется рудами; легирование металла кремнием и марганцем идет по схеме кремнемарганцевосстановительного процесса; оно не позволяет легировать металл элементами с большим сродством к кислороду. Образующиеся шлаки, обычно кислые, не содержат СаО и не очищают металл от фосфора. В наплавленном металле много растворенного кислорода и неметаллических включений.
С энергетической точки зрения электроды с таким покрытием имеют ряд преимуществ: характеризуются достаточно высокой скоростью расплавления, обеспечивают сварку на форсированных режимах. Электроды с кислым покрытием, обладают высокой проплавляющей способностью. Они наиболее технологичны при сварке в нижнем положении, но могут применяться и для выполнения вертикальных и горизонтальных швов.
С металлургической точки зрения электродам с кислым покрытием присущ ряд существенных недостатков: металл шва имеет повышенное содержание кислорода, фосфора, серы и чувствителен к образованию холодных и горячих трещин, особенно при сварке спокойных сталей. Электроды с руднокислым покрытием обеспечивают весьма посредственный уровень характеристик механических свойств металла шва, неблагоприятны по санитарно-гигиеническим показателям. Поэтому область их применения ограничена, и в настоящее время они заменены более совершенными.
2 Рутиловое покрытие (Р). В настоящее время электроды общего назначения выпускают в основном с рутиловым покрытием. Они обладают высокими сварочно-технологическими свойствами, обеспечивающими получение швов с гладкими и плавными очертаниями во всех пространственных положениях, удовлетворительным для конструкций уровнем механических свойств металла шва, в состав покрытия можно вводить большое количество железного порошка для повышения коэффициента наплавки ("высокопроизводительные" электроды), хорошими санитарно-гигиеническими свойствами при их изготовлении и при сварке. Покрытие рутиловых электродов содержит до 45-50% рутила или ильменита. Кроме того, они содержат минеральные силикаты (слюду, полевой шпат, маршаллит), карбонаты (магнезит, мрамор), небольшие добавки органических компонентов (целлюлозу). В качестве легирующего и раскисляющего компонента используют ферромарганец. При комплексном раскислении увеличивается склонность металла шва к порообразованию. Титаносиликатные шлаки обладают более слабой окислительной способностью, чем кислые шлаки - силикаты, характерные для кислого и окислительного покрытий. Поэтому металл шва при сварке электродами с рутиловым покрытием в меньшей степени загрязнен эндогенными неметаллическими включениями, что в основном и предопределяет его более высокие вязкопластические свойства.
3 Основное покрытие (Б) обычно базируется на карбонате кальция и плавиковом шпате (реже других фторидных соединениях). В состав покрытия вводят также минеральные силикаты (кварц, гранит и т.д.) и несколько раскислителей одновременно (ферромарганец, ферросилиций и ферротитан, реже вместо ферротитана применяют алюминиевый порошок). С металлургической точки зрения, образующийся шлак, содержащий оксиды кальция, кремния, железа, алюминия, носит ярко выраженный основной характер, что отличает его от ранее рассмотренных шлаковых систем. Шлак состоит из темных столбчатых кристаллитов CaSiO3 на фоне силикатной матрицы и светлой дендритной сетки Fe2O3 2CaO3, имеет плотное строение, коричневый или темно-коричневый цвет и блестящую стекловидную поверхность. Его отделимость хуже, чем титаносодержащих шлаков рутиловых и целлюлозных электродов.
Сварку электродами с основным покрытием осуществляют на постоянном токе обратной полярности. Для сварки переменным током необходимы специальные меры: дополнительное введение в состав покрытия ионизаторов, применение электродов со специальным двухслойным покрытием и т.д. Основной шлак, как правило, пригоден для сварки во всех пространственных положениях, однако для обеспечения сварки сверху вниз ему необходимо придать специальные физические свойства. Технологичность основного покрытия при сварке корневого слоя шва обычно хуже, чем целлюлозного.
Диссоциация карбонатов основного покрытия обеспечивает интенсивную газовую защиту расплавленного металла, а основной шлак - десульфурацию металла. Физические свойства основного шлака определяют достаточно полное интенсивное удаление из металла шва неметаллических включений. Раскисление и модифицирование металла шва происходит благодаря использованию активных раскислителей. Малое содержание оксидных включений в металле шва в сочетании с благоприятным составом сульфидных фаз обусловливает высокие вязко-пластические свойства металла шва и хорошую сопротивляемость образованию горячих трещин. На базе основных покрытий выпускают "низководородистые" электроды, обладающие малой чувствительностью к образованию холодных трещин.
К недостаткам основного покрытия электродов следует отнести: низкую технологичность при сварке переменным током; трудности при изготовлении, в частности, необходимо применение особых добавок, пластифицирующих обмазочную массу; чувствительность к порообразованию при увлажнении покрытия и наличии влаги, окалины или ржавчины на свариваемых кромках. В связи с высокой степенью раскисления сварочная ванна адсорбирует водород в значительно большем количестве, чем кипящая. Поэтому необходимо строго ограничивать содержание влаги в электродном покрытии путем высокотемпературной прокалки их на заводе-изготовителе, повторной прокалки перед сваркой, хранением непосредственно перед сваркой в специальных термопеналах и т. д.
Основное покрытие используется для электродов специального назначения: высокопрочных, хладостойких, теплоустойчивых, жаропрочных, коррозионно-стойких и т.д.
4 Целлюлозное покрытие (Ц). При введении в рутилосиликатное покрытие 30-40% целлюлозы электроды приобретают ярко выраженные газозащитные свойства. Покрытие электродов иногда содержит ряд специальных компонентов, например асбест. Раскисление сварочной ванны осуществляется с помощью ферромарганца. Введение активных раскислителей (ферротитана и особенно ферросилиция) увеличивало бы чувствительность металла шва к образованию пор. Уровень механических свойств металла шва примерно такой же, как и при сварке электродами с рутиловым покрытием. Количество образующегося сварочного шлака невелико, он легко отделяется даже при сварке многослойных швов в достаточно глубокие разделки. Высокое содержание водорода в атмосфере дуги определяет повышенное напряжение в приэлектродных областях.
Электроды с целлюлозным покрытием характеризуются высокой проплавляющей способностью и значительной скоростью расплавления. Они обеспечивают сварку во всех пространственных положениях, в том числе сварку сверху вниз, с высокой линейной скоростью - до 25 м/ч. Сварка корневого слоя шва осуществляется опиранием торца электрода на свариваемые кромки с формированием с обратной стороны шва плавного валика. Поэтому при сварке отпадает необходимость подварки швов изнутри и обеспечивается наиболее благоприятная, с точки зрения работоспособности, форма зоны проплавления сварных соединений. Электроды с покрытием этого вида наиболее широко применяют для сварки стыков магистральных трубопроводов.
К недостаткам следует отнести повышенные потери электродного металла на разбрызгивание, образование узких трещиноподобных подрезов по свариваемым кромкам (для устранения которых корневой шов обрабатывают абразивными дисками), грубочешуйчатую поверхность швов, высокий уровень содержания в металле шва диффузионно-подвижного водорода. Для предотвращения влияния водорода при наличии мартенсита в зоне термического влияния на образование холодных трещин перед сваркой электродами с целлюлозным покрытием осуществляют подогрев кромок до 100-200°С. После сварки корневого слоя выполняют «горячий проход» (второй слой наносят, пока первый не охладился ниже 100оС), температуру между слоями поддерживают на уровне 60-80оС. Технологическая особенность электродов с рассматриваемыми покрытиями, объединяющая их с рутиловыми, - необходимость предотвращения излишне низкой влажности во избежание образования пор (для целлюлозного покрытия содержание влаги находится в пределах 1,5-5,0%).
5 Смешанное покрытие. Кроме перечисленных типов покрытий существуют рутилокарбонатные, карбонатно-рутиловые и рутилокарбонатнофтористые покрытия. Электроды с такими покрытиями появились в результате попыток объединить преимущества рутиловых и основных покрытий. В результате несколько повышаются вязкопластические свойства металла в сравнении со сваркой электродами с чисто рутиловым покрытием (рутилокарбонатное покрытие) или улучшаются физические свойства основных шлаков при одновременном снижении чувствительности к порообразованию металла шва (карбоната-рутиловое покрытие).
К специальным электродным покрытиям относятся, в частности, так называемые "гидрофобные" покрытия. Необходимость в таких покрытиях определяется большим объемом сварочных работ, выполняемых в особых условиях (при повышенной влажности окружающего воздуха, под водой, например, при сварке и ремонте оснований платформ для добычи нефти и газа в открытом море или при ремонте морских трубопроводов и т.д.). Существует два основных пути создания гидрофобных покрытий:
- добавка в обычное связующее электродных покрытий (жидкое стекло) гидрофобных полимеров (до 10% специальных кремнийорганических соединений, синтетических смол, лаков и т.д.). Введение полимеров позволяет в процессе полимеризации в смеси с отвердителем (рудоминеральными компонентами покрытия) получать гидрофобную смолу сложного состава, заполняющую поры между частицами покрытия и перекрывающую пути проникновения влаги во внутренние слои покрытия;
- замена силикатного связующего полимеризующимся органическим, обладающим целым, рядом специальных физико-химических свойств (необходимой вязкостью; адгезией к металлу; пластифицирующей способностью; подходящим режимом отверждения и т.д.).
При использовании в качестве связующих полимеров удается в несколько раз снизить содержание влаги в электродном покрытии и сохранить необходимую механическую прочность при работе во влажной атмосфере и под водой.
Покрытия, наносимые на стержни слоем 0,8—1,5 мм на сторону, относятся к виду С или Д. Коэффициент массы покрытия электродов этого вида k = 0,3…0,45, а для покрытия типа тонкого (М) только 0,1. Покрытия кислого типа обеспечивают наплавленному металлу прочность и пластичность, соответствующую электродам типа Э42. Электроды, дающие наплавленный металл повышенной пластичности, могут быть получены только при основном покрытии.
Типу Э38 соответствуют электроды с тонким стабилизирующим, чаще всего меловым покрытием. Коэффициент массы такого покрытия 0,03—0,05. Оно практически не защищает металл от воздействия воздуха и предназначено только для стабилизации дуги (прежде всего при переменном токе). Вследствие низких механических свойств металла шва, недостаточно стабильного горения дуги (по сравнению с толстопокрытыми электродами) и невысокой производительности электроды с меловым покрытием применяют очень редко.
На основе электродов с особо толстым покрытием (Г) разработаны электроды для специальных целей.
В покрытие электродов для сварки глубоким проплавлением вводят повышенное количество органического вещества — целлюлозы (до 30%), рутила, карбонатов и железа. Покрытие наносят слоем повышенной толщины (коэффициент массы покрытия 0,8—1). В результате этого при сварке на торце электрода образуется глубокая втулка из нерасплавившегося покрытия, что способствует направленному мощному потоку газов, выделяющихся в большом количестве при разложении органических веществ, а это обеспечивает оттеснение жидкого металла из-под дуги и более глубокое проплавление основного металла.
Введение в покрытие железного порошка до 20% (покрытие с индексом Ж) улучшает технологические свойства электродов (стабильность дуги, равномерность расплавления покрытия и др.). При содержании порошка до 60% повышается производительность сварки, так как в шов вводится дополнительный металл. Коэффициент массы покрытий таких электродов составляет k = 1,2…1,8.
Для сварки лежачим и наклонным электродом применяют удлиненные электроды (до 2 м) диаметром до 8 мм. Покрытие этих электродов обычно также имеет повышенную толщину.
Одному и тому же типу электрода могут соответствовать электроды с покрытиями различного вида и различным составом стержня. Покрытия одного вида могут иметь различный состав.
Конкретный состав покрытия и стержня в данном электроде определяет так называемая марка электрода. Обозначения марок часто содержат начальные буквы названия организации, в которой были разработаны электроды, и порядковый номер.
Электроды характеризуют по свойствам наплавленного ими металла, к которым относятся: прочность, пластичность, удлинение, ударная вязкость, твердость, коррозионная стойкость, стойкость против старения, а при наплавочных работах и износостойкость.
studfiles.net
Виды покрытий электродов: состав, характеристики
Для того чтобы сварочный шов имел высокую прочность и надежность, был пластичным, в нем должно быть минимальное количество продуктов раскисления и кислорода. Чтобы этого достичь, применяются раскислители, они помогают снизить количество кислорода в расплавленном металле перед тем, как он начнет кристаллизоваться.
Функции электродного покрытия.
Достичь высоких показателей сварочного шва удается путем подбора покрытия электродов. Шлак должен омывать капли расплавленного металла, хорошо его смачивать. Благодаря тому, что продукты раскисления растворяются и связываются шлаком, формируется правильный, надежный и прочный шов.
Электроды, имеющие кислое покрытие
Технологические характеристики электродов с рудно-кислым покрытием.
Данный вид покрытий в своем составе имеет оксиды железа, марганца и разные силикаты, в которых много диоксида кремния, благодаря чему они имеют большой окислительный потенциал. Кроме перечисленных компонентов в состав покрытий таких электродов может входить концентрат титана или ильменит, в качестве раскислителя чаще всего применяется ферромарганец, а для обеспечения газовой защиты добавляют целлюлозу.
Во время плавления электродов в шлаке содержится много оксидов Fe, кислород переходит из шлака и атмосферы сварочной дуги, начинает окисляться металл. В покрытии начинает плавиться марганец, но в расплавленный металл его переходит очень мало.
Кремний и марганец, которые были в покрытии, пребывая в сварочной ванне, начинают реагировать с кислородом, вследствие чего происходит образование мелкодисперсных включений. Эти включения могут укрупняться, в результате наплавленный металл получается загрязненным.
То, что в сварочном шве присутствуют мелкие включения, приводит к ухудшению его характеристик при низких температурах, значительно уменьшается вязкость шва.
Данные электроды имеют высокую скорость плавления, что позволяет проводить работу в форсированном режиме, они имеют высокую проплавляющую способность. Лучше всего их использовать для работы в нижнем положении, но можно применять и при выполнении горизонтальных и вертикальных швов.
Рутиловое покрытие электродов
Схема сварки плавящимися и не плавящимися электродами.
Такое покрытие состоит из рутила, в нем содержится около 95% TiO2, в него входят алюмосиликаты и карбонаты. Для раскисления, как и в предыдущем покрытии, используется ферромарганец, газовая защита выполняется за счет того, что в составе есть около 4-5% целлюлозы. Как связующий элемент используют жидкое стекло. Кислород начинает образовываться, когда разлагается целлюлоза и происходит диссоциация карбонатов, атмосфера дуги получается слабо окислительной.
Кроме того, что расплавленный металл окисляется кислородом, процесс окисления идет еще и во время кремниево-восстановительного процесса. За счет того, что температура очень высокая и в покрытии электродов есть марганец, происходит восстановление кремния, восстанавливается он и железом. Образовавшиеся оксиды железа перемещаются в шлак, после чего они растворяются в металле.
Пока температура высокая, реакции между кислородом, марганцем и кремнием нет, но как только температура уменьшается, такие реакции активируются. В сварочном шве образуются включения оксидов Si, имеющие мелкодисперсную структуру.
Преимуществом электродов, имеющих данную оболочку, является то, что по сравнению с кислым покрытием получаются лучшие характеристики сварочного шва. Это достигается за счет меньшего количество в нем включений и того, что в сварочном шве мало кислорода.
Электроды, которые имеют рутиловое покрытие, обладают более высокими характеристиками. Работать ими можно как на переменном, так и на постоянном токе, в любом положении, шов формируется хорошо, шлак отделяется легко. Немаловажным плюсом является и то, что они имеют низкую токсичность во время работы.
Характеристики рутиловых электродов позволяют их использовать при проведении ответственных работ по свариванию низколегированных и углеродистых сталей.
Существуют электроды с рутило-карбонатным и карбонатно-рутиловым покрытием. В данном случае используются преимущества рутиловых и основных электродов. Если говорить о вязкости и пластичности шва, то по сравнению с рутиловыми электродами они улучшаются. Если сравнивать их с основными, то при повышении сварочно-технологических характеристик снижается чувствительность к образованию пор в швах.
Электроды с целлюлозным покрытием
Схема испытания соединителя электрода на долговечность.
Они характеризуются большим количеством целлюлозы, ее количество доходит до 45%. Шлакообразующими составляющими являются тальк, гематит, марганцевая руда и рутил. Как связующий элемент применяется жидкое стекло, а в качестве раскислителя используется ферромарганец.
То, что в оболочке много целлюлозы, дает возможность обеспечить хорошую газовую защиту. В газах много водорода и оксида углерода, но мало кислорода, что позволяет создать слабоокислительную атмосферу сварочной дуги.
Гематит и марганцевая руда используются для того, чтобы подавить процесс восстановления кремния. В шве мало кислорода, есть мелкодисперсные включения кремния, что делает его пластические свойства средними.
Такими электродами можно варить шов в любом пространственном положении, металл проваривается хорошо, с обратной стороны формируется плавный валик, скорость проведения работ высокая. Часто такие электроды применяют при соединении магистральных трубопроводов.
Их недостатком является то, что шов может иметь грубочешуйчатую поверхность, по кромкам сваривания могут появляться подрезы, в шве много водорода, во время работы разбрызгивается много металла.
Основное электродное покрытие
Виды покрытия электродов.
Основу такой оболочки составляют карбонат и фторид кальция, газовая защита выполняется за счет струи углекислого газа, которая образуется во время нагрева и плавления покрытия, когда происходит диссоциация карбоната кальция. Для раскисления в состав оболочки могут добавляться ферромарганец, феррокремний, ферротитан или алюминий.
Этими электродами работают при постоянном токе, при этом он должен быть обратной полярности. Можно варить и переменным током, но придется применять дополнительные меры, такие как использование электродов с двухслойным покрытием, добавление в состав покрытия ионизаторов и др. Проводить работу можно в любом положении, но при работе сверху шлаку необходимо придавать определенные свойства. Корневой шов, выполненный таким электродом, имеет худшие характеристики, чем тот, что выполнен инструментом с целлюлозным покрытием.
Как недостаток такого вида оболочки стоит отметить то, что при использовании переменного тока технологичность низкая, во время изготовления покрытия возникают сложности, так как необходимо добавлять пластификаторы, при увлажнении покрытия повышается его чувствительность к образованию пор.
http://youtu.be/Ibua1PQtGUs
Способы ограничения влаги в покрытии:
- эти виды покрытий во время производства дополнительно прокаливают, при этом температура должна быть очень высокой;
- непосредственно перед проведением работ их рекомендуется снова прокалить;
- сохранять такие электроды рекомендуется в специальных термопеналах.
Легирование и рафинирование
Схема сварки неплавящимся электродом с присадкой.
Во время проведения легирования в жидкий металл добавляют разные элементы. При соединении разных сталей и сплавов надо использовать электроды, которые обеспечат соответствующий шов.
Легировать шов можно через покрытие электрода, через его стержень или оно может быть комбинированным. В покрытие обязательно вводится раскислитель. Способ легирования выбирают исходя из того, какие необходимы характеристики шва. Если в сварочном шве должно быть до 3% легирующих элементов, то проводят легирование при помощи оболочки электрода. Если в составе стержня есть легирующие компоненты, то можно ограничиться проведением легирования через электрод.
http://youtu.be/0-yXkqfodB4
Проведение рафинирования предусматривает очищение расплавленного металла от попавших в него примесей серы, фосфора и др. В расплав указанные примеси могут попадать как из металла соединяемых деталей, так и из стержня электрода и его покрытия. Минимизация количества серы в сварочном шве необходима для того, чтобы уменьшить склонность шва к образованию трещин.
Электроды, имеющие специальное покрытие
Схема сварки покрытым металлическим электродом.
Такие инструменты нужны для проведения работ в особо сложных условиях, например, при высокой влажности или под водой, данное покрытие называется гидрофобным.
Для его создания в жидкое стекло вводят до 10% гидрофобных полимеров, это могут быть смолы, лаки. Вместе с отвердителем это позволяет получить смолу, она заполняет поры между частичками оболочки, и извне в них не проникает влага. Силикатное связующее может быть заменено на специальные составы, которые имеют необходимые физико-химические характеристики.
Такое решение позволит свести к минимуму содержание влаги в покрытии электродов, при этом сохраняется высокая прочность шва даже во время проведения работ под водой.
Данное покрытие применяется для электродов, имеющих специальное назначение, они должны обладать такими характеристиками, как жаропрочность, хладостойкость, высокая стойкость против коррозии и др.
http://youtu.be/mz8sXkT_fRo
Приведенная классификация существующих покрытий электродов является условной, так как существует большое количество электродов, имеющих промежуточное покрытие.
moyasvarka.my1.ru
Виды покрытий сварочных электродов | ЭЛЕКТРОД СК
Чтобы придать электроду одного типа требуемые для конкретной работы технологические качества, на него наносят разнообразные покрытия. То есть, группа электродов, имея стержень в соответствии с ГОСТ (например, Э34-Э70 - из проволоки Св-08; Э85-Э145 - из легированной проволоки), может получить покрытие, особенности которого не отмечены в ГОСТе. Такие детали обозначаются в паспорте с помощью марки электрода.
Химический состав покрытия рождает такую классификацию электродных покрытий:
- руднокислые,
- рутиловые,
- фтористо-кальциевые,
- органические.
В состав руднокислых покрытий входят окислы железа и марганца, кремнезем, ферромарганец. Газовая защита зоны сварки организуется путем введения органических веществ: целлюлозы, древесной муки, крахмала. Электроды с руднокислым покрытием отличаются высокой скоростью расплавления, их коэффициент наплавки составляет 8- 11 г/а-ч. Эти электроды можно применять, работая в любом пространственном положении, как на постоянном, так и на переменном токе. Наплавленный металл соответствует типу электродов Э42.
В процессе плавления электрода с руднокислым покрытием происходит интенсивная экзотермическая реакция марганца и углерода кислородом окислов, которая разогревает сварочную ванну и обеспечивает гладкую поверхность наплавленного металла. Небольшая чешуйчатость при этом отмечается.
Если в покрытии электрода содержится большое количество марганцевой руды, то дым, возникающий в процессе работы, становится вредным для сварщика. В таких условиях особенно важно во избежание отравления соединениями марганца следить за правильной вентиляцией помещения. Электроды с руднокислым покрытием используют при производстве изделий из низкоуглеродистых и низколегированных сталей. На некоторых предприятиях такие электроды уже не применяют в связи с их повышенной токсичностью.
Рутиловые покрытия для сварочных электродов производятся на основе минерала рутила, в составе которого преобладает двуокись титана TiO2. Для создания этого покрытия также используются кремнезем, ферромарганец, карбонаты кальция или магния. Технологические качества рутиловых покрытий похожи на руднокислые, но они гарантируют лучшее формирование, меньшее разбрызгивание и выделение газов. Рутиловые покрытия электродов не так вредны для человека. Наплавленный с помощью таких электродов металл соответствует электродам типа Э42 и Э46. Электроды с этим покрытием используются для работы с более ответственными конструкциями из низкоуглеродистых и низколегированных сталей.
Фтористо-кальциевые покрытия электродов включают в себя карбонаты кальция и магния, плавикового шпата и ферросплавов. Электроды с подобным покрытием называют также низководородистыми, поскольку наплавленный с их помощью металл содержит водорода меньше, чем при других покрытиях. Покрытия дают короткие шлаки основного характера, поэтому их еще называют «основными». Двуокись и окись углерода создают газовую защиту. Такие электроды в основном используют на постоянном токе обратной полярности (плюс на электроде).
Состав наплавленного металла в этом случае соответствует спокойной стали. Он демонстрирует чистоту, малое содержание кислорода, азота и водорода; пониженное содержание серы и фосфора, повышенное - марганца и кремния. Такой металл не поддается старению, показывает высокие механические свойства, включая ударную вязкость. Электроды с фтористо-кальциевым покрытием используют для наиболее ответственных конструкций из углеродистых и легированных сталей.
Практика показывает, что электроды с фтористо-кальциевым покрытием давно являются лучшими по качеству наплавленного металла. Такие электроды чувствительны к наличию окалины, ржавчины, масла на кромках основного металла. В таких условиях они дают поры, как при отсыревании. При изменении количества ферросплавов в покрытии, меняются и свойства наплавленного металла. Наибольшим спросом пользуются электроды марки УОНИ-13, имеющие разновидности УОНИ-13/45, УОНИ-13/55… Число после цифры 13 указывает на предел прочности наплавленного металла.
Органические покрытия электродов соответственно выполняются из органических материалов: оксицеллюлозы с добавлением шлакообразующих двуокиси титана, силикатов. В роли раскислителя и легирующей присадки здесь выступает ферромарганец. С помощью электродов с органическим покрытием проводят сварку во всех пространственных положениях на постоянном и переменном токе. Этот тип электродов малочувствителен к качеству сборки и состоянию поверхности металла. Электроды с органическим покрытием востребованы для работы в монтажных и полевых условиях. Наплавленный ими металл соответствует электродам типов Э42-Э50.
Источник: czcm-weld.ru
electrodsk.com
Виды покрытий сварочных электродов
Виды покрытий сварочных электродов
Чтобы придать электроду одного типа требуемые для конкретной работы технологические качества, на него наносят разнообразные покрытия. То есть, группа электродов, имея стержень в соответствии с ГОСТ (например, Э34-Э70 - из проволоки Св-08; Э85-Э145 - из легированной проволоки), может получить покрытие, особенности которого не отмечены в ГОСТе. Такие детали обозначаются в паспорте с помощью марки электрода.
Химический состав покрытия рождает такую классификацию электродных покрытий:
- руднокислые,
- рутиловые,
- фтористо-кальциевые,
- органические.
В состав руднокислых покрытий входят окислы железа и марганца, кремнезем, ферромарганец. Газовая защита зоны сварки организуется путем введения органических веществ: целлюлозы, древесной муки, крахмала. Электроды с руднокислым покрытием отличаются высокой скоростью расплавления, их коэффициент наплавки составляет 8- 11 г/а-ч. Эти электроды применяются, работая в любом пространственном положении, как на постоянном, так и на переменном токе. Наплавленный металл соответствует типу электродов Э42.
В процессе плавления электрода с руднокислым покрытием происходит интенсивная экзотермическая реакция марганца и углерода кислородом окислов, которая разогревает сварочную ванну и обеспечивает гладкую поверхность наплавленного металла. Небольшая чешуйчатость при этом отмечается.
Если в покрытии электрода содержится большое количество марганцевой руды, то дым, возникающий в процессе работы, становится вредным для сварщика. В таких условиях особенно важно во избежание отравления соединениями марганца следить за правильной вентиляцией помещения. Электроды с руднокислым покрытием используют при производстве изделий из низкоуглеродистых и низколегированных сталей. На некоторых предприятиях такие электроды уже не применяют в связи с их повышенной токсичностью.
Рутиловые покрытия для сварочных электродов производятся на основе минерала рутила, в составе которого преобладает двуокись титана TiO2. Для создания этого покрытия также используются кремнезем, ферромарганец, карбонаты кальция или магния. Технологические качества рутиловых покрытий похожи на руднокислые, но они гарантируют лучшее формирование, меньшее разбрызгивание и выделение газов. Рутиловые покрытия электродов не так вредны для человека. Наплавленный с помощью таких электродов металл соответствует электродам типа Э42 и Э46. Электроды с этим покрытием используются для работы с более ответственными конструкциями из низкоуглеродистых и низколегированных сталей.
Фтористо-кальциевые покрытия электродов включают в себя карбонаты кальция и магния, плавикового шпата и ферросплавов. Электроды с подобным покрытием называют также низководородистыми, поскольку наплавленный с их помощью металл содержит водорода меньше, чем при других покрытиях. Покрытия дают короткие шлаки основного характера, поэтому их еще называют «основными». Двуокись и окись углерода создают газовую защиту. Такие электроды в основном используют на постоянном токе обратной полярности (плюс на электроде).
Состав наплавленного металла в этом случае соответствует спокойной стали. Он демонстрирует чистоту, малое содержание кислорода, азота и водорода; пониженное содержание серы и фосфора, повышенное - марганца и кремния. Такой металл не поддается старению, показывает высокие механические свойства, включая ударную вязкость. Электроды с фтористо-кальциевым покрытием используют для наиболее ответственных конструкций из углеродистых и легированных сталей.
На практике, электроды с фтористо-кальциевым покрытием давно являются лучшими по качеству наплавленного металла. Такие электроды чувствительны к наличию окалины, ржавчины, масла на кромках основного металла. В таких условиях они дают поры, как при отсыревании. При изменении количества ферросплавов в покрытии, меняются и свойства наплавленного металла. Наибольшим спросом пользуются электроды марки УОНИ-13, имеющие разновидности УОНИ-13/45, УОНИ-13/55... Число после цифры 13 указывает на предел прочности наплавленного металла.
Органические покрытия электродов соответственно выполняются из органических материалов: оксицеллюлозы с добавлением шлакообразующих двуокиси титана, силикатов. В роли раскислителя и легирующей присадки здесь выступает ферромарганец. С помощью электродов с органическим покрытием проводят сварку во всех пространственных положениях на постоянном и переменном токе. Этот тип электродов малочувствителен к качеству сборки и состоянию поверхности металла. Электроды с органическим покрытием востребованы для работы в монтажных и полевых условиях. Наплавленный ими металл соответствует электродам типов Э42-Э50.
Время последней модификации 1274965959
tehnonova.ru
Виды электродных покрытий
Раскисление наплавленного металла раскислителями снижает содержание кислорода в жидком металле перед его кристаллизацией. Для обеспечения высоких пластических свойств металла шва необходимо снизить концентрацию остаточного кислорода и полнее уменьшить количество продуктов раскисления, остающихся в сварочных швах. Это осуществляется подбором состава покрытия, обеспечивающего физико-химические свойства шлака. Чтобы шлак при температуре жидкого металла обладал низкой вязкостью, хорошо смачивал жидкий металл, не препятствовал правильному формированию шва. Омывая капли жидкого металла и сварочную ванну, шлак должен растворять и связывать продукты раскисления металла.
Жидкий металл в капле и сварочной ванне находится в состоянии конвективного перемешивания. Рафинирование металла шва может быть осуществлено при подборе рецептуры покрытия электродов.
Сварочные электроды с кислым покрытием. Покрытие состоит из большого количества оксидов железа, марганца и различных силикатов с высоким содержанием SiO2, обладает высоким окислительным потенциалом. В покрытии может присутствовать также ильменит или титановый концентрат. Раскислителем обычно является ферромарганец. Для газовой защиты вводят электродную целлюлозу.
Шлак при плавлении электрода содержит большое количество оксидов железа. Окисление металла при высокой температуре осуществляется за счет атмосферы дуги и кислорода, переходящего из шлака.
Применяемый марганец начинает окисляться в плавящемся покрытии при взаимодействии с оксидами железа и кислорода атмосферы дуги. В жидкий металл марганец переходит в весьма умеренном количестве.
В хвостовой части ванны кремний и марганец, перешедший из покрытия, вступают в реакцию с кислородом, растворенным в жидком металле. В результате образуются мелкодисперсные включения, которые частично могут образовывать между собой химическое соединение MnO•SiO2 с температурой плавления 13000С. Такие соединения могут укрупняться, наплавленный металл оказывается значительно загрязненным как крупными, так и мелкодисперсными включениями.
Крупные включения могут иметь экзогенное происхождение и заносятся в жидкий металл из шлака. Наличие включений, особенно мелкодисперсных, существенно снижает характеристики швов, в первую очередь, значения ударной вязкости при низких температурах. Кроме того, металл шва склонен к образованию кристаллизационных трещин.
Технологически электроды при сварке характеризуются мелкокапельным переносом и формированием плоских и гладких сварных швов.
Сварочные электроды с рутиловым покрытием. Покрытие состоит из большого количества рутила (с содержанием TiO2 примерно 95%), алюмосиликатов (калиевая слюда, каолин, полевой шпат), карбонатов (мрамор, магнезит). Раскислителем служит ферромарганец. Газовая защита осуществляется целлюлозой, вводимой в покрытие электродов (до 4-5%). В качестве связующего применяют калиево-натриевое и натриево-калиевое жидкое стекло. Атмосфера дуги является сравнительно слабо окислительной за счет кислорода, образующегося при диссоциации карбонатов и разложении целлюлозы.
Помимо окисления жидкого металла кислородом окисление происходит в результате кремневосстановительного процесса. Восстановление кремния протекает при высоких температурах за счет марганца, находящегося в покрытии, а также за счет восстановления его железом. Оксиды железа частично переходят в шлак, частично растворяются в жидком металле.
При высоких температурах перешедший из покрытия марганец и восстановленный кремний не вступают в реакцию с кислородом, растворенным в жидком металле; возможна лишь реакция окисления углерода. По мере понижения температуры такие реакции начинаются. При высокой концентрации восстановленного кремния и пониженном содержании марганца в швах будут находиться, главным образом, мелкодисперсные включения оксидов кремния.
В связи с пониженным содержанием кислорода в наплавленном металле и меньшим количеством оксидных включений электроды с рутиловым покрытием обеспечивают более высокие характеристики сварных швов по сравнению с электродами с кислым покрытием.
Электроды с рутиловым покрытием обладают высокими сварочно-технологическими свойствами. Они позволяют легко выполнять сварку не только на постоянном, но и на переменном токе, во всех пространственных положениях, обеспечивают хорошее формирование сварных швов, легкое отделение шлака. Важной характеристикой является их низкая токсичность при сварке.
Особенности рутиловых электродов сделали их незаменимыми для сварки ответственных конструкций из углеродистых и низколегированных конструкционных сталей прочностью до 490 МПа. Рутиловые покрытия используют и в высоколегированных электродах.
На базе электродов с рутиловым покрытием разработаны высокопроизводительные электроды. Для этой цели в покрытие вводят железный порошок, который, являясь присадочным материалом, повышает коэффициент наплавки электродов.
Сварочные электроды с целлюлозным покрытием. Покрытие электродов содержит значительное количество электродной целлюлозы, доходящее до 40-45%. В качестве шлакообразующих используют рутил, тальк, марганцевую руду, гематит. Для раскисления металла применяют ферромарганец, связующим служит натриевое или натриево-калиевое жидкое стекло. Высокое содержание целлюлозы в покрытии электродов обеспечивает газовую защиту наплавляемого металла даже при малом значении коэффициента массы покрытия, не превышающего 20-25%.
Газы, выделяющиеся при разложении целлюлозы, содержат большое количество водорода, окиси углерода и умеренное количество кислорода. Атмосфера дуги является слабоокислительной.
В состав покрытия входит большое количество кислых оксидов, при сварке наблюдается существенное развитие кремневосстановительного процесса. Для его подавления в покрытие вводят марганцевую руду или гематит.
Содержание кислорода в металле швов сравнительно невелико. В металле швов присутствуют, главным образом, мелкодисперсные включения оксидов кремния. Поэтому пластические свойства наплавленного металла посредственны.
Особенностью сварочных электродов является возможность выполнения сварки во всех пространственных положениях с высокой скоростью и обеспечение проплавления основного металла с формированием с обратной стороны шва плавного валика. Электроды с целлюлозным покрытием нашли широкое применение для сварки корневых швов стыков магистральных трубопроводов. К недостаткам относят грубочешуйчатую поверхность швов, склонность к подрезам по свариваемым кромкам, повышенные потери на разбрызгивание, высокое содержание водорода в металле шва.
Сварочные электроды с основным покрытием.Покрытие состоит из карбонатов щелочно-земельных металлов: мрамора, плавикового шпата, кварца и рутила. Раскислителями являются ферротитан, ферросилиций, ферромарганец, ферроалюминий. В качестве связующего применяют натриевое, натриево-калиевое или калиево-натриевое жидкое стекло.
При высоких температурах кремний, титан и марганец сосуществуют с кислородом, растворенным в металле. По мере снижения температуры в зависимости от концентрации и вида раскислителей кислород вступает с ними в реакцию, образуя оксиды соответствующих элементов. Обычно это бывает наиболее активные элементы: титан и кремний.
Низкое содержание кислорода, а следовательно, малое количество оксидных включений, обеспечивает весьма высокие пластические свойства сварных швов как при положительных, так и при отрицательных температурах. Другим преимуществом электродов с основным покрытием является наибольшая среди покрытий всех видов стойкость металла шва против образования трещин. Это обеспечивается только при применении электродов с низким содержанием влаги в покрытии. Последнее достижимо при строгом соблюдении предписанной технологии изготовления электродов, особенно в части применяемых пластификаторов и режимом термообработки электродов.
Электроды с основным покрытием дают возможность выполнять сварку практически во всех пространственных положениях с использованием постоянного тока, главным образом, при обратной полярности.
Высокая чистота наплавленного металла по различным вредным включениям и газам позволяет применять эти электроды для сварки ответственных и особо ответственных конструкций из углеродистых и низколегированных сталей. Электроды с дополнительным легированием через покрытие применяют для сварки сталей повышенной и высокой прочности, легированных теплоустойчивых сталей, для наплавочных работ.
На базе основных покрытий разработаны многочисленные марки электродов для сварки высоколегированных сталей и сплавов.
Сварочные электроды с основным покрытием не лишены недостатков, к которым относят невысокую технологичность, особенно в условиях поточного производства; чувствительность к порообразованию при сварке, требующую особой тщательности при их хранении, транспортировке, подготовке к использованию, выполнения предписаний по чистоте и влажности свариваемых кромок; сложность при сварке на переменном токе.
Возникновение пористости связано с образованием газовых пузырьков в жидкой сварочной ванне и фиксацией их в металле при его кристаллизации. Причинами образования пористости могут явиться газы: водород, азот, оксид углерода.
Возникновение и развитие пор определяется совместным действием всех газов, присутствующих в металле. Однако чаще всего основное влияние принадлежит какому-либо одному из газов. Существенно также влияние физических свойств сварочных шлаков.
Вместе с ростом температуры жидкого металла количество растворенного газа возрастает. В области высоких температур количество растворенного газа может превысить его растворимость. В результате сварочная ванна в ее хвостовой, менее нагретой части окажется пересыщенной газом, особенно на границе с кристаллизующимся металлом.
Излишний газ будет выделяться из металла. При этом он способен создавать давление, превышающее атмосферное. Образование и развитие газового пузырька внутри металла затруднено и требует затрат энергии.
Образование зародыша газового пузырька происходит легче всего на границе между жидкой фазой и кристаллизующимся твердым металлом. Легко это происходит во время остановок кристаллизации, продолжительность которых для стали обычно не превышает 0,2 с. В процессе кристаллизации происходит повышение концентрации газа в слое жидкого металла на его границе с образующейся твердой фазой. Во время движения фронта кристаллизации содержание газов в твердом металле становится равным его исходному содержанию в жидком металле.
Дальнейшее развитие и рост зародыша будут происходить в том случае, если сумма давлений выделения всех газов, растворенных в металле, превышает атмосферное давление.
При введении в покрытие электродов сильных раскислителей: ферросилиций, алюминий, углерод, окислительный потенциал покрытия снижается. Это приводит к росту коэффициента перехода марганца из покрытия в наплавленный металл, к интенсивному развитию кремневосстановительного процесса. При этом изменяется химический состав образующегося шлака и его свойства.
К таким же результатам приводит прокалка сварочных электродов при высоких температурах, превышающих рекомендованные.
Для предупреждения возможности образования пор при сварке электродами необходимо:
• при изготовлении – строго соблюдать рецептуру покрытия и требования технической документации к компонентам и технологии изготовления, обращая внимание на соблюдение режимов прокалки;
• при применении – выдерживать предписанные режимы силы сварочного тока. В случае увлажнения производить дополнительную прокалку в соответствии с документацией.
При сварке длинной дугой в атмосферу зоны сварки проникает воздух и азот, который может раствориться в жидком металле при высокой температуре.
При охлаждении жидкого металла до температуры кристаллизации растворимость азота резко снижается, и металл на фронте кристаллизации может оказаться пересыщенным этим газом.
При сварке электродами с увлажненным покрытием в атмосфере дуги появятся пары воды, которые сопровождаются появлением атмосферного водорода. В этом случае жидкий металл на фронте кристаллизации может быть пересыщен водородом. В связи с медленным ростом пузырьков кристаллизующийся металл их зафиксирует, и в сварных швах появится пористость.
При сварке по окисленным, ржавым поверхностям возможно местное пересыщение металла как кислородом, так и водородом. Пористость возникает на фронте кристаллизации в результате образования пузырьков газа как за счет водорода, за счет оксида углерода.
С целью снижения чувствительности электродов к пористости при их изготовлении следует жестко ограничить введение в покрытие минеральных и органических пластификаторов, содержащих соединения водорода, трудноудаляемые в процессе прокалки. Режимы прокалки должны соответствовать требованиям технической документации.
Сварку необходимо выполнять только по зачищенным поверхностям, на токовых режимах, соответствующих указаниям документации. Перед употреблением электроды – прокалить.
Легированием называется введение в расплавленный металл элементов, придающих металлу заданные свойства.
Применяют широкую номенклатуру сталей и сплавов различного назначения, свойства которых определяют содержание в них разнообразных легирующих элементов, уровень содержания вредных примесей, а также вид и режимы их термической обработки. Для сварки всего многообразия сталей, сплавов и выполнения наплавочных работ необходимы электроды, обеспечивающие соответствующий химический и структурный состав наплавленного металла и его свойства.
Электроды позволяют легировать наплавленный металл в самых широких заданных пределах. Для этого используют следующие способы: легирование через покрытие, легирование через стержень, комбинированное или комплексное легирование.
Независимо от способа легирования в покрытие электродов во всех случаях вводят раскислители, вид и количество которых определяется особенностями покрытия и составом применяемой проволоки.
Способ легирования в первую очередь зависит от требований к химическому составу наплавленного металла и наличия проволоки необходимого сосстава. При этом учитывают экономические показатели, например, получение низколегированного наплавленного металла с суммой легирующих элементов менее 2-3% чаще всего обеспечивается легированием через покрытие, с использованием проволоки из углеродистой стали. Однако при наличии сварочной проволоки, имеющей в своем составе требуемые легирующие элементы, можно ограничиться легированием через стержень или применить комбинированное легирование.
При изготовлении электродов для сварки высоколегированных сталей или сплавов в подавляющем большинстве случаев применяют легирование через стержень. Если нужно долегировать наплавленный металл дополнительными элементами, а также повысить содержание элементов, находящихся в проволоке, используют комбинированное легирование.
Рафинирование металла – это процесс металлургической очистки жидкого металла от вредных примесей, главным образом, от серы и фосфора, поступающих в расплав как из основного металла, так и из металла электродных стержней, и компонентов электродных покрытий.
В твердом железе сера находится в виде сульфида FeS и образует с ним эвтектику с температурами плавления ниже температуры плавления стали. С учетом растягивающих сварочных напряжений возникают условия для образования горячих трещин. Для уменьшения склонности к трещинам необходимо минимизировать концентрацию серы в металле шва.
Дата добавления: 2015-07-15; просмотров: 98 | Нарушение авторских прав
Читайте в этой же книге: Группы компонентов электродных покрытий | Характеристика электродов с кислым покрытием | Характеристика электродов с основным (фтористо-кальциевым) покрытием | Характеристика электродов с целлюлозным (органическим) покрытием | Характеристика электродов с рутиловым покрытием | Двухкомнатная квартира чешского проекта | Страховий ринок | Страховий продукт не можна запатентувати; | Страхування життя | Автотранспортне страхування |mybiblioteka.su - 2015-2018 год. (0.009 сек.)mybiblioteka.su