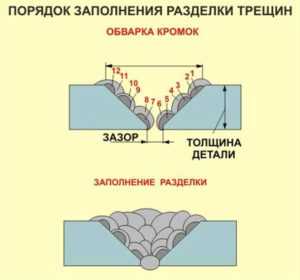
Классификация дефектов сварки. Виды дефектов сварных соединений
Основные дефекты сварных соединений: виды и их характеристика
Сегодня сварка используется повсеместно для соединения различных металлических деталей. Она успешно используется как в промышленности, так и в частных бытовых условиях. Сварным соединением называется неразъемное соединение деталей посредством сварки. В результате этого формируются различные участки, которые характеризуются определенным набором свойств. Все зависит от степени нагрева. Они могут различаться по физическим, химическим и механическим свойствам. Основные дефекты сварных соединений известны достаточно давно. Их следует избегать в процессе выполнения работы.

Сварка используется для соединения металлических деталей в промышленности и бытовых условиях.
Характеристика и виды сварных соединений
Перед тем как начать разговор о дефектах сварных соединений, стоит подробнее поговорить об их основных видах и характеристиках. Принцип сварки достаточно прост. Расплавленный металл образует шов, который кристаллизуется. Тот материал, который частично оплавляется, составляет зону сплавления. Рядом с этой зоной образуется та, в которой нагретый металл испытывает дополнительные напряжения. Ее называют зоной термического влияния. После этого идет основной металл. Его структура и свойства в процессе проведения работ никак не изменяются.
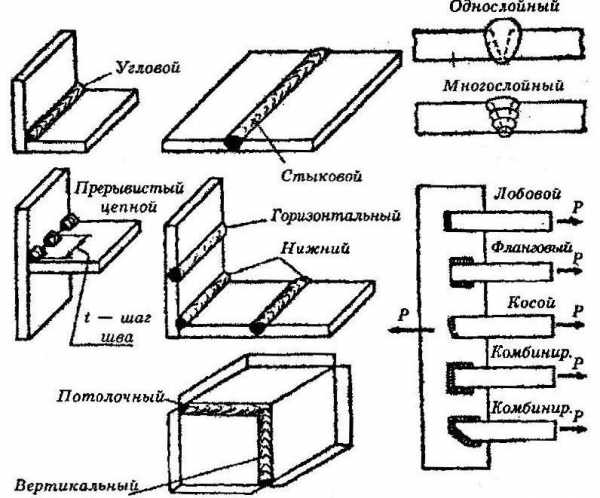
Классификация сварных швов по положению в пространстве.
Существует несколько основных видов сварных соединений. Наиболее распространенными среди них являются встык, внахлест, тавровые и угловые. Все они различаются между собой установкой основных материалов, расположением шва. На качества шва напрямую влияет множество самых разнообразных факторов. Могут образовываться и внутренние дефекты, и наружные. На качество швов напрямую влияет степень загрязненности металлов, которые подлежат соединению.
Здесь могут присутствовать самые разнообразные окислы, жировые пленки и так далее. Именно поэтому свариваемые поверхности обязательно нужно очищать перед проведением работ. Кстати, в процессе их проведения нужно бороться с окислами, образующимися на поверхности. В любом случае прочность конечного соединения напрямую зависит от отсутствия дефектов. Шов иногда может иметь точно такую же прочность, что и основной материал, но этого достаточно сложно достичь.
О дефектах сварных соединений
Как уже отмечалось ранее, дефекты сварных соединений могут носить самый разнообразный характер. О них обязательно нужно помнить в процессе проведения работ. Если человек имеет багаж знаний по ним, то он сможет сваривать детали, у которых будут идеальные швы. Именно к этому и нужно стремиться.
Таблица основных видов сварных соединений.
- Подрез. Это один из видов дефектов сварных соединений. Представляет собой канавку, которая образуется в месте сплавления основного металла и шва. Чаще всего такие дефекты появляются тогда, когда есть большие сварочные ванны. Имеется в виду, что расплавляется большое количество металла вследствие использования больших показателей тока.
- Наплав. Этот дефект характеризуется тем, что происходит натекание материала шва на основной металл. Очень неприятный недостаток.
- Непровар. Такой дефект сварных соединений может иметь место в тех случаях, когда образуется недостаточная расплавленность основного металла в местах соединений конструктивных элементов. Это место чаще всего заполняется шлаком, который, ввиду своей структуры, образует пористости и пустоты во швах. Это недопустимо. Конструкция сразу теряет свои свойства. Когда используется дуговая сварка, то непровар может образоваться из-за использования недостаточной силы тока. Это один из самых опасных дефектов. Связано это прежде всего с тем что в этом месте начинают образовываться дополнительные напряжения в ходе последующей эксплуатации конструкции. Это очень часто приводит к скорому ее разрушению. От этого дефекта можно избавиться. Для этого непровар выявляют, а затем производят наплавку в сложных участках.
- Трещины. Это частичное разрушение материала на шве или в зоне, которая расположена около него. Они могут образовываться по нескольким причинам. Если говорить о процессе, когда металл еще горячий, то трещины появляются в результате кристаллизации металла. В твердом состоянии с ним могут также происходить самые разнообразные структурные превращения. Это вторая причина появления подобных дефектов.
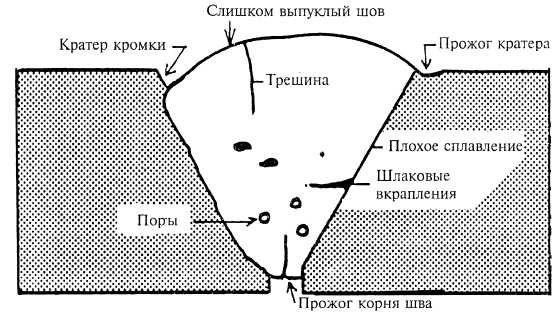
Дефекты сварных швов: несплавления, неравномерная форма, наплыв, трещины, свищи, перегрев.
Механизм образования горячих трещин достаточно прост. В ходе выполнения сварочных работ происходит нагрев металла. После того как источник тепла устраняется, он начинает постепенно охлаждаться. Разумеется, начинают образовываться и зоны кристаллизации. Они начинают плавать среди еще расплавленного металла. Если бы не было микрозон, которые позволяют осуществлять взаимодействие горячего и холодного материала, то все сварные соединения содержали бы дефекты. Однако этого не происходит. Таким образом, можно считать, что чем выше интервал кристаллизации, тем более возможно появление горячих трещин. Углерод напрямую влияет на этот показатель. Здесь прямая зависимость. Чем больше в стали углерода, тем шире становится интервал кристаллизации.
Холодные трещины могут образовываться в месте шва. Они появляются при охлаждении материала до температуры приблизительно в 200-300 градусов по Цельсию. Они могут появляться не сразу, что делает их более опасными. Связано появление холодных трещин с тем, что в материале начинают возникать различные структурные превращения вследствие тех или иных химических превращений. Здесь существует прямая зависимость от количества в материале углерода. Чем его больше, тем больше вероятность того, что появятся холодные трещины. Эта склонность к образованию холодных и горячих трещин определяет такой параметр, как свариваемость металлов. Этот параметр характеризует способность получения свариваемого соединения, ничем не отличающегося от основных материалов.
Поры и неметаллические включения
Дефекты сварных швов: кратеры, подрезы, поры, непровар, шлак, прожог.
Поры. Эти дефекты сварных соединений встречаются достаточно часто. Поры представляют собой пустоты, которые заполняются газом. Они могут иметь микроскопические размеры, а могут образовывать в структуре дефекты размером в несколько миллиметров. При этом образуются они чаще всего в местах соединения шва с основным материалом. На этот дефект оказывает влияние множество самых разнообразных параметров.
Самым главным из них является концентрация газа в варочной ванне. Газ выделяется из металла в процессе его плавления. Этот процесс никак нельзя предотвратить. Угарный газ не способен растворяться в железе, соответственно, он выделяется в виде пузырьков.
Неметаллические включения. Эти дефекты самих сварных соединений связаны с попаданием инородных включений в структуру шва в результате проведения работ.
Трещины в сварном соединении.
Существует огромное разнообразие таких включений. Шлаковые, к примеру, могут образовываться в результате недостаточной очистки материалов, которые подлежат соединению.
Их причиной может стать недостаточно полное удаление шлака при многослойной сварке. При работе, которая производится за счет плавления, образуется во шве материал, который по физическим и химическим свойствам отличается от основного металла. В связи с этим также могут образовываться подобные дефекты. Инородные включения могут носить самый разнообразный характер.
Изучение дефектов
Дефект сварки — поры, это заполнение пустот газами.
Разумеется, если есть дефекты различных сварных соединений, то их обязательно нужно изучать. Для этого достаточно часто используется макроанализ. Он заключается в том, что структура металла изучается с помощью невооруженного глаза или лупы. В отличие от микроскопического анализа, макроанализ не позволяет в должной мере изучить структуру материала. Его основная задача — это контроль качества соединяемых деталей в процессе сварки. Он позволяет определить тип излома, волокнистое строение, нарушения сплошной структуры и так далее. Для того чтобы провести такой анализ, необходимо изучаемую часть подвергнуть травлению специальными элементами и обработке на шлифовальных машинах. Этот образец носит название макрошлифа. На его поверхности не должно быть никаких неровностей или инородных включений, в том числе и масляных.
Все те дефекты, которые были описаны выше, вполне могут изучаться и выявляться с помощью макроанализа.
Чтобы выявить структуру материала, чаще всего используются методы поверхностного травления.
Виды наплывов в швах.
Такой подход самым лучшим образом подходит для низкоуглеродистых и среднеуглеродистых сталей. Макрошлиф, который подготовлен заранее, нужно погрузить в реактив той частью, которая подвергается анализу. При этом его поверхность обязательно должна быть зачищена с помощью спирта. В результате взаимодействия элементов происходит химическая реакция. Она позволяет вытеснять медь из раствора. Происходит замещение материалов. Медь в результате осаждается на поверхности пробника. Те места, где на основной материал медь легла не полностью, подвергаются травлению. Эти места и содержат какие-либо дефекты. После этого образец изымается из водного раствора, сушится и очищается. Все эти действия нужно проделывать максимально быстро, чтобы не произошло реакции окисления. В результате этого можно выявить те участки, где присутствует большое количество углерода, серы и других материалов.
Травление участков, которые содержат эти материалы происходит не одинаково. Там, где присутствует большая концентрация углерода и фосфора, медь на поверхности выделяется неинтенсивно. Здесь минимальная степень защиты металла. Вследствие этого данные места подвергаются самому большому травлению. В результате проведения реакции эти участки окрашиваются в более темный цвет. Лучше использовать этот метод для сталей, которые содержат минимальное количество углерода. Если его будет очень много, то медь с поверхности образца будет весьма проблематично удалить.
Виды подрезов в швах.
Есть и другие методы макроанализа структуры материалов при сварном соединении. К примеру, часто для определения количества серы используется метод фотоотпечатков. Фотобумагу при этом смачивают и держат на свету какое-то время. После этого она просушивается между листами фольгированной бумаги. Раствор, в который она изначально помещается, содержит определенное количество серной кислоты. Затем, разумеется, эта бумага ровным слоем укладывается на макрошлиф.
Она должна разглаживаться с помощью валика, чтобы полностью были исключены все ее деформации. Все пузырьки воздуха, которые могут оставаться между фотобумагой и металлом, должны быть полностью удалены. Только в этом случае исследование будет носить объективный характер. Ее нужно удерживать в таком положении приблизительно 3-10 минут. Время зависит от того, какова изначальная толщина пробника, а также от других факторов.
Виды непроваров.
Включения серы, которые располагаются в наплавленном металле, обязательно вступят в реакцию с кислотой, которая была нанесена на поверхность фотобумаги. В очагах выделения сероводорода будет образовываться такое вещество, которое носит название фотоэмульсия. Участки сернистого серебра, которые будут образовываться в результате реакции, наглядно показывают распределение серы в металле.
Разумеется, эти участки будут наблюдаться на бумаге. Фотобумага, которая была использована для проведения опыта, подлежит мытью, а затем выдерживанию в растворе гипосульфита. После этого ее еще раз промывают в жидкости и сушат. В том случае если в сварном шве будут присутствовать фтористые включения, они обязательно выделятся наружу в виде участков темного цвета.
Подведение итогов
Таким образом, в настоящее время существует множество методов выявления дефектов сварных соединений. Все они имеют определенную цель. Каждый способ позволяет выяснить, сколько в структуре шва содержится того или иного материала, который может пагубно влиять на его структуру.
Помимо методов макроанализа, в последнее время достаточно часто внедряются методы микроанализа. Они имеют то же самое предназначение, что и предыдущие. Однако дополнительно позволяют изучить структуру материала. Здесь работа ведется на молекулярном уровне строения кристаллической решетки.
moyasvarka.ru
Дефекты сварочных швов: внешние и внутренние
Дефектами сварных швов и соединений называют различные отклонения от требований чертежа и условий выполнения сварочных работ, ухудшающих качество соединения (его эксплуатационные свойства, герметичность, сплошность и др.). От возникновения брака не застрахован никто, поэтому сварщик должен знать возможные дефекты, причины их возникновения, а также методы устранения, о чем дальше и пойдет речь.
Классификация сварочных швов.
Причины возникновения дефектов сварочных соединений
Сварочный процесс осложняется многими факторами, к которым можно отнести как объективные (свойства соединяемых материалов), так и субъективные (точное соблюдение технологичности процесса, правильность выбора технологии). Оправдать возникновение брака у профессионального сварщика можно только объективными причинами, да и то лишь в какой-то мере.
Основными причинами, которые приводят к образованию дефектов сварочных швов, являются:
- неправильная подготовка свариваемых поверхностей;
- несоответствие или неисправность сварочного инструмента;
- неправильный выбор защитных флюсов или газов и нарушение технологии их использования;
- недостаточная квалификация сварщика;
- несоблюдение в полной мере требуемых режимов сварки (мощность рабочего тока, длина дуги и др.).
Разновидности дефектов сварочных швов
Таблица дефектов сварочных швов.
Все дефекты таких соединений можно разделить на 2 основных типа:
- Внешние, которые можно обнаружить невооруженным глазом. Они могут проявляться в виде прожога, непровара и других признаков.
- Внутренние, которые проявляются в виде трещин, пор и других нежелательных образований.
Далее будут рассмотрены обе категории более подробно.
Внешние дефекты сварочных соединений
К данным дефектам относятся нарушения геометрических размеров сварных соединений (наплывы, подрезы), а также прожоги, непровары и незаваренные кратеры.
Наплывы (натеки) наиболее часто появляются при горизонтальной сварке вертикальных поверхностей. Это приводит к натеканию расплавленного металла на кромки основного металла, имеющего намного меньшую температуру (рис. 1). Они могут возникать на небольшом участке или же иметь большую протяженность вдоль сварной зоны.
Причинами возникновения наплывов являются:
- длинная дуга;
- большая величина сварного тока;
- неправильное положение электрода.
Рисунок 1. Наплывы чаще выявляются при горизонтальной сварке.
При кольцевом соединении наплывы могут появляться при большом или недостаточном смещении электрода с зенита. В местах наплывов достаточно часто могут возникать и другие дефекты. Не допустить образование наплывов можно подбором правильного режима сварки и качественной подготовкой свариваемой поверхности (удаление окалины и др.).
Подрез — дефект в виде канавки в основном металле по краям сварочного шва (рис. 2). Данный дефект является самым распространенным при сварке нахлесточных или тавровых соединений, но иногда возникает при создании стыковых соединений. В большинстве случаев он возникает из-за неправильно подобранных параметров сварочного процесса.
При угловой сварке подрезы могут возникать из-за того, что дуга направляется больше на вертикальную поверхность, чем на горизонтальную. Это приводит к тому, что расплавленный металл стекает на нижнюю кромку и его не хватает для полного заполнения ванны. При слишком большой скорости сварки и большом напряжении сварочные швы могут выйти горбатыми. Из-за быстрого затвердевания сварочной ванны также могут образовываться подрезы. Снижение скорости сварки позволяет устранить этот дефект.
На возникновение подрезов влияет и длина дуги. При увеличении величины дуги возрастает и размер шва, что приводит к увеличению количества расплавленного основного металла. Так как при увеличении длины дуги тепловложение остается прежним, его не хватает на весь шов, кромки быстро остывают, в результате чего образуются подрезы. Уменьшение длины дуги не только может избавить от подрезов, но и увеличивает проплавление.
Рисунок 2. Подрез представляет собой дефект, проявляющийся в виде канавки по краям сварочного шва.
Прожогами называются дефекты сварки, которые проявляются в сквозном проплавлении и вытекании жидкого металла через сквозное отверстие в шве. При этом с другой стороны места соединения может образоваться натек. Прожоги возникают из-за слишком большого значения рабочего тока, большого зазора между кромками металла, недостаточной скорости перемещения электрода, недостаточной толщины подкладки или ее неплотного прилегания к основному металлу. Устранение данного дефекта выполняется снижением рабочего тока и увеличением скорости перемещения электрода. При этом особое внимание следует обратить на качество подгонки кромок детали, чтобы расплавленный металл не выливался из сварной ванны.
Непровары — это локальные несплавления наплавленного металла с основным металлом или слоев шва между собой. К этому дефекту можно отнести и незаполнение сечения шва (рис. 3).
Непровары существенно уменьшают качество состыковки и могут привести к тому, что сварочное соединение со временем разрушится.
Этот дефект возникает из-за недостаточной величины рабочего тока, высокой скорости сварки, плохой подготовки свариваемых поверхностей, присутствия на кромках детали посторонних веществ (шлака, ржавчины и др.) и загрязнений. Не допустить возникновение непроваров можно выбором требуемого значения сварочного тока.
Внутренние дефекты сварочных соединений
К самым распространенным внутренним дефектам относятся горячие, холодные трещины и поры.
Рисунок 3. Непровары значительно уменьшают качество состыковки и приводят к разрушению сварочного соединения.
Горячие трещины появляются при нагреве металла до температуры более 1200 °С, в результате чего происходит быстрое уменьшение пластических свойств металла (кристаллизация). Горячие трещины возникают на границах зерен кристаллической решетки. Их возникновению способствует наличие большого количества в металле различных примесей. Распространяться такие трещины могут как поперек, так и вдоль шва.
Холодные трещины появляются при температуре металла ниже 130°С. Иногда такие дефекты могут возникать и со временем. Причинами их появления могут быть сварочные напряжения, образующиеся во время фазовых превращений, или растворенный атомарный водород, который не успел выделиться при сварке.
Поры — это полости внутри шва, заполненные газом, который не успел выделиться в процессе сварки. Они могут иметь различную форму и размеры, которые зависят от размеров пузырьков газа. Основными причинами возникновения такого дефекта являются:
- наличие примесей в присадочном или основном металле;
- некачественная обработка свариваемых поверхностей;
- повышенное содержание углерода;
- нарушения защиты сварочной ванны.
Одиночные поры не несут большой опасности, но их цепочка снижает механические характеристики изделия. Участок сварочного шва, на котором обнаружены поры, подлежит переварке с предварительной механической зачисткой.
Способы выявления дефектов сварочных соединений
Дефекты сварных швов можно выявить такими способами:
Схема прожога сварного шва.
- внешним осмотром и обмером швов;
- испытанием непроницаемости;
- специальными приборами.
Внешний осмотр проводится только после качественной очистки соединения от шлака, брызг металла и других загрязнений. При этом проверке подлежат правильность размеров и формы швов и отсутствие каких-либо дефектов. Размеры швов можно проверить с помощью специальных шаблонов.
Испытание непроницаемости позволяет выявить поры, сквозные непровары и трещины. Контроль качества сварных швов с использованием специальных приборов позволяет обнаружить внутренние дефекты соединений. Такой контроль может осуществляться следующими способами:
- просвечиванием рентгеновскими лучами или гамма-лучами радиоактивных изотопов;
- намагничиванием, то есть нахождением внутренних дефектов с помощью магнитного поля;
- прозвучиванием, то есть обнаружением дефектов с помощью ультразвуковых колебаний;
- засверливанием с частичным разрушением шва в месте контроля.
Следует отметить, что выполнить ряд сварочных соединений без дефектов практически невозможно. При этом следует обеспечить в шве минимум допустимых дефектов. При осуществлении сварочных работ необходимо помнить, что правильный выбор оборудования и технологии сварки имеет большое влияние на весь процесс сварки.
moyasvarka.ru
Дефекты сварки, образуемые в сварочном шве, их выявление и удаление
В ходе сварных работ, как и при любых других способах обработки металлов не исключены дефекты сварочных швов, образующихся по целому ряду причин.
Перечень факторов, влияющих на качество сварного соединения очень обширен, однако основной причиной дефектов являются неуправляемые химические процессы, происходящие в пограничных областях зоны сварки.
Классификация
Причиной деффектов может быть кристаллизация металла, его химическая неоднородность, а также взаимодействие расплавленной массы с твердым материалом заготовок или с окружающими газами и шлаками. Ещё одной нуждающейся в учёте причиной появления дефектов (трещин, в частности) являются нежелательные напряжения в зоне сварки.
Характер отклонений сварных соединений от нормы (дефектов) зависит от категории сварочных работ. Это объясняется технологическими особенностями того или иного процесса.
Различие достаточно отчётливо проявляется во всех основных её видах, а именно – при электродуговой обработке металлов, контактном сваривании листовых заготовок и, наконец, в газовой сварке.
Электродуговой метод
 К основным причинам образования дефектов при электродуговой сварке можно отнести два основных фактора. Это химические реакции, приводящие к нарушению структуры швов, а также серьёзные отклонения от существующих технологий.
К основным причинам образования дефектов при электродуговой сварке можно отнести два основных фактора. Это химические реакции, приводящие к нарушению структуры швов, а также серьёзные отклонения от существующих технологий.
Сварочные дефекты, возникающие во втором случае, чаще всего проявляются в виде прожогов, непроваров и нарушений геометрических размеров шва или трещин, возникающих после остывания материала.
Процесс образования холодных трещин при сварке объясняется недопустимыми механическими нагрузками на шовное соединение. Такие отклонения от нормальной структуры шва чаще всего наблюдаются при сваривании углеродистых (легированных) сталей, а также большинства чугунных изделий.
Вообще же в теории электродуговой сварки рассматриваются самые различные нарушения структуры сварного соединения. Помимо так называемого «холодного» растрескивания к таким дефектам причисляют «горячие», макроскопические и микротрещины.
Все перечисленные отклонения от нормы со временем приводят к расширению зоны действия дефекта и аварийным разрушениям некачественно проваренной конструкции. По этой причине исследованию качества образующихся при дуговой сварке швов уделяется повышенное внимание.
Газосварка
Основные причины дефектов, проявляющихся при газовой сварке, чаще всего те же, что и в перечисленных ранее случаях, касающихся других категорий сварочных работ.
Это те же нарушения в технологии подготовки заготовок перед сплавлением и ошибки, допущенные во время формирования шва (по причине использования нестандартных расходных материалов, например).
 Вот почему с целью предупреждения дефектов газосварки особое внимание уделяется грамотному выбору правильного режима сваривания, а также уровню квалификации самого исполнителя работ.
Вот почему с целью предупреждения дефектов газосварки особое внимание уделяется грамотному выбору правильного режима сваривания, а также уровню квалификации самого исполнителя работ.
По доступности выявления нарушений при газосварке все известные дефекты делятся на поверхностные и скрытые. К первой категории относятся типовые непровары, значительные по размеру наплывы, а также вогнутости, прорезы, кратеры, образующиеся на основании (в корне шва).
Сюда же следует отнести недопустимое смещение линии стыка (неправильная их разделка), резкие перепады по толщине и поверхностные трещины.
К скрытым и, как правило, трудно выявляемым дефектам газовой сварки относятся внутренние пористые образования, микроскопические газовые каналы, а также шлаковые и оксидные вкрапления.
Этот список может быть продолжен такими нередко возникающими нарушениями структуры свариваемых заготовок, как малозаметные непровары между слоями и внутренние микротрещины.
Точечный контактный метод
К дефектам контактного сваривания принято относить следующие визуально различимые (наружные) нарушения в структуре соединений:
- наблюдаемые невооружённым глазом трещины;
- точечные прожоги;
- наружные выплески;
- разрывы металла с поверхностным проявлением структуры;
- нарушения формы контакта и многие другие.
Основными причинами появления таких отклонений в структуре контакта являются неправильное выставление параметров (амплитуды или длительности) импульсного тока, недостаточное усилие при сжатии электродов.
К дефектам приводит некачественная подготовка обрабатываемых поверхностей перед сваркой, близкое расположение контактной точки к краю точечного соединения.
Среди других причин – недостаточная величина нахлеста заготовок, недопустимый перекос сочленяемых деталей, износ электродов и многое другое.
Основным скрытым дефектом при сварке контактными методами является «слипание» листовых заготовок, при котором между ними образуется лишь кажущийся, чисто внешний контакт. Данный дефект может проявляться не только при сварке под давлением, но и при других известных видах точечного сваривания.
Обнаружить визуально этот вид дефектного образования обычными методами физического контроля практически невозможно. Предупредить его удаётся только путём строгого соблюдения технологии и поддержания в норме основных параметров сварочного процесса (амплитуды и длительности импульсного тока, а также необходимого усилия сжатия).
Исправление и предотвращение
Наличие дефектов при любом типе сварки не всегда приводит к непоправимому результату и выбраковке заготовки. Существует определённый набор нарушений техпроцесса или отклонений от нормы, которые могут быть исправлены сразу же по завершении процесса.
Простейшим и кардинальным способом исправления любого огреха при сварке является вырубка забракованного участка и повторное его заваривание (с учётом обнаруженной неисправности, конечно). Для исключения или исправления ряда дефектов вполне достаточно скорректировать положение рабочего инструмента с электродом.
При использовании этого приёма следует помнить о том, что сварка методом «на подъём» способствует перераспределению расплавленного металла в зоне ванны, а работа по способу «углом вперед» позволяет снизить глубину проплавления.
Поскольку на исправление брака потребуются дополнительные расходы – желательно так организовать сварочный процесс, чтобы исключить необходимость повторных работ.
Один из наиболее эффективных способов предотвращения дефектов – это добавление одного из компонентов при сварке в защитной среде, что позволяет увеличить коэффициент заполняемости шва и предотвращает возможные подрезы.
Для повышения текучести жидкого металла, обеспечивающей заполнение корневой части шва, достаточно нагреть предварительно место сварки до определённой температуры посредством специальных добавок (флюсов).
Достичь требуемого эффекта нередко удаётся и за счёт увеличением силы тока. При этом тщательная зачистка сварных кромок и удаление с их поверхности окисных плёнок также снижают вероятность нарушения режима сварки.
Разделка трещин
 Для устранения холодных трещин применяется способ их повторной сварки с ограничением расширения области дефекта по обе стороны (подготовку специальных «уловителей»).
Для устранения холодных трещин применяется способ их повторной сварки с ограничением расширения области дефекта по обе стороны (подготовку специальных «уловителей»).
Такие уловители выполняются в виде небольших отверстий, просверленных на удалении порядка 1,5 см от краёв образования, способных замедлить или полностью прекратить его рост.
Ремонт трещин предполагает определенный порядок операций, учитывающий необходимость тщательной подготовки к повторному свариванию. На этом этапе подготавливаемые к восстановлению кромки сначала разделываются под углом 60 °.
Для проведения этой операции используется либо обычное зубило, либо специальный разделочный электрод, посредством которого края реза полностью очищают от всех мешающих сплавлению образований и неровностей.
Просверленные ранее ограничивающие отверстия-ловушки удалять совсем необязательно.
Наличие дефектов сварки, как правило, приводит к снижению прочностных показателей подготавливаемого соединения, и, как следствие – к нарушению работоспособности конструкции (её повышенной аварийности). Именно поэтому вопросу обнаружения и исправления дефектов всегда уделяется особое внимание.
svaring.com
Виды дефектов сварных швов и методы их устранения
Что такое дефекты сварных швов?
Дефекты бывают нескольких видов - наружные и внутренние. Наружными являются дефекты, которые можно обнаружить визуально при осмотре сварочного шва.
Внутренние дефекты, наоборот, находятся внутри сварочных соединений и их можно увидеть лишь после дефектоскопии, включая рентген и механическую обработку.
Дефекты бывают допустимыми и не допустимыми, в зависимости от требований, предъявляемых к сварочным соединениям и конструкции в целом.
Однако, исходя из самого определения, любые дефекты являются дефектами и требуют их полного устранения либо сведения к минимуму их количества и размеров.
Так как дефекты сварных швов являются причиной, в результате которой есть риск поставить под угрозу стабильность соединения и функциональность сварной конструкции, есть ряд операций, чтобы их устранить. Чтобы свести к минимуму вероятность появления дефектов следует обязательно учитывать:
- 1) Технологию сварки и квалификацию сварщика
- 2) Присадочный материал и свариваемый металл
- 3) Подготовку поверхности под сварку и защитный газ
- 4) Режимы и применяемое сварочное оборудование
Наружные дефекты
К наружным дефектам относятся нарушения геометрических размеров (подрезы, наплывы), непровары и прожоги, незаваренные кратеры.
Основной причиной непроваров является недостаточный сварочный ток, так как он в большей степени влияет на проникновение в металл.
Устранение дефектов этого вида обычно происходит путем повышения мощности сварочной дуги, уменьшением длины дуги и увеличением её динамики.
Также причиной непроваров может быть большая скорость сварки или недостаточная подготовка кромок сварного соединения.
Непровары могут быть нескольких видов:
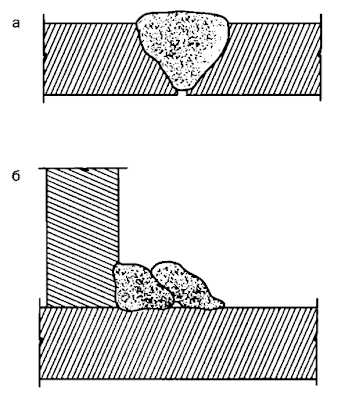
- - когда сварочный шов проникает не на всю толщину металла при односторонней сварке (см. верхнюю часть на рисунке)
- - при двусторонней сварке встык швы не стыкуются друг с другом, образуя несплавление между собой (см. нижнюю часть на рисунке)
- - при сварке в тавр сварочный шов не проникает вглубь, а лишь цепляется за свариваемые кромки
Также причиной непроваров может быть большая скорость сварки или недостаточная подготовка кромок сварного соединения.
Подрезом называется дефект в виде канавки в основном металле по краям сварочного шва.
Это наиболее распространенный дефект при сварке тавровых или нахлесточных соединений, но может также возникнуть и при сварке стыковых соединений. Этот вид дефекта обычно вызван неправильно подобранными параметрами, особенно скоростью сварки и напряжением на дуге.
При угловой сварке (например при сварке длинных швов при сварке балок) подрезы часто возникают из за того, что сварочная дуга направлена больше на вертикальную поверхность.
Расплавленный металл стекает на нижнюю кромку и его не хватает для заполнения канавки.
При слишком высокой скорости сварки и повышенном напряжении, сварной шов образуется «горбатым». Из-за быстрого затвердевания сварочной ванны, в этом случае также образуются подрезы. Уменьшение скорости сварки постепенно сокращает размер подреза и в конечном итоге устраняет этот дефект.
На подрезы влияет также длина сварочной дуги. При слишком длинной сварочной дуге ширина шва увеличивается, тем самым увеличивая количество расплавленного основного металла. Так как при увеличении длины дуги тепловложение остается прежним, его не хватает на весь сварочный шов, кромки быстро остывают, образуя подрезы. Уменьшение длины дуги не только избавляет от подрезов, но и увеличивает проплавление и устраняет такие дефекты, как непровар.
Данный дефект появляется в результате натекания присадочного материала на основной металл без образования сплавления с ним. Обычно причиной этого дефекта является неправильно подобранные режимы сварки и окалина на свариваемой поверхности. Подбор правильного режима (соответствие сварочного тока со скоростью подачи присадочного материала, повышение напряжения на дуге) и предварительная очистка кромок устраняют появления наплывов.
Данный дефект – отверстие насквозь в сварочном шве. В основном причинами прожога являются большой ток, медленная скорость сварки или большой зазор между кромками сварного соединения. В результате происходит прожог металла и утечка сварочной ванны.
Понижение сварочного тока, увеличение скорости сварки и соответствующая подготовка геометрии кромок позволяют устранить прожоги. Прожоги являются очень частым дефектом при сварке алюминия, из его низкой температуры плавления и высокой теплопроводности.
Кратер появляется в конце сварочного шва в результате резкого обрыва дуги. Выглядит он в виде воронки в середине сварочного шва при его окончании. Современное сварочное оборудование имеет специальные программы для заварки кратера. Они позволяют проводить окончание сварки на пониженных токах, в результате чего кратер заваривается.
Внутренние дефекты
К внутренним основным дефектам сварных швов относят трещины (холодные и горячие) и поры.
- Горячие трещины
Горячие трещины появляются в то время, когда металл сварного шва находится в состоянии между температурами его плавления и затвердевания. Они могут быть в двух направлениях – вдоль и поперек сварного шва. Горячие трещины обычно являются результатом использования неправильного присадочного материала (в частности, алюминиевых и CrNi сплавов) и его химического состава (например, высокое содержание в составе углерода, кремния, никеля и др.)
Горячие трещины могут появиться в результате неправильной заварки кратера, в результате резкого прекращения сварки.
- Холодные трещины
Трещины, которые возникают после того, как сварочный шов полностью остывает и затвердевает, называются холодными трещины. Эти дефекты также появляются тогда, когда сварочный шов не соответствует действующим на него нагрузкам и разрушается.
Пористость является одним из основных дефектов сварки, с которыми сталкиваются все сварщики при всех сварочных процессах. Пористость может быть вызвана загрязнением, плохой защитой ванны потоком сварочного газа, маслом, краской, сваркой несовместимых сплавов или даже ржавчиной и окислением металла.
Поры могут различаться по размеру и, как правило, распределяются в случайном порядке по сварочному шву. Они могут находиться как внутри шва, так и на его поверхности.
Основные причины появления пористости:
- 1) Недостаточный поток защитного сварочного газа
- 2) Чрезмерный поток защитного газа. Это может вызвать подсос воздуха в поток газа.
- 3) Сквозняк в зоне сварки. Он может сдувать защитный газ.
- 4) Засорение сварочного сопла или повреждение системы подачи газа (утечка в шлангах, соединениях и т.д.)
Надеюсь, что описанные в этой статье основные виды дефектов сварных швов и соединений, а так же методы их устранения сделают вашу сварку качественной и высокопроизводительной. Помните, что правильный выбор сварочного оборудования и технологии сварки имеет большое влияние как на весь процесс сварки в целом, так и в отдельности на каждые его составляющие.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
www.smart2tech.ru
Дефекты сварки: причины образования, способы устранения
Сварка играет немаловажную роль в процессе строительства, изготовления инженерных систем и коммуникаций. Потому для достижения надлежащего результата, очень важно соблюсти все нормы при выполнении сварочных работ. Но нередко возникают дефекты сварки.
Корневые дефекты шва.
Причинами их возникновения являются как характеристики самого свариваемого материала, так и несоблюдение положений нормативных актов, регулирующих этапы подготовки, сборки, предварительной обработки швов изделия, сварочного процесса. Речь пойдет о классификации дефектов сварки, которые могут встречаться на практике, о причинах их образования и основных способах их предупреждения, устранения и исправления.
Дефекты сварки: классификация
Виды дефектов при сварке.
Можно отметить, что на сегодня существует несколько классификаций дефектов сварки, составленных в зависимости от различных их критериев (форм, размеров, размещения на шве, причин возникновения). Кроме того, существует официальная классификация, содержащаяся в ГОСТ 30242-97, которая выделяет и детально описывает такие группы дефектов:
- Трещины. Встречаются в сварных соединениях (продольные, радиальные, поперечные и т.д.).
- Полости, поры (могут быть равномерно распределенные по шву, расположены цепочкой или скоплением), свищи, кратеры.
- Твердые включения (шлаковые, металлические, оксидные).
- Несплавления (могут возникать на боковой поверхности, на сварном шве, между его валиками) и непровары (встречаются в случаях несплавления основного металла на шве, когда расплавленный металл не проникает в корень сварного соединения).
- Нарушения формы шва. Выражаются в подрезах, натеках, превышениях проплава, прожогах, смещениях, превышениях выпуклости, наплавах, могут проявляться в виде усадочных канавок и др.
Существуют и иные применяемые классификации, где основными критериями являются дополнительные причины образования дефектов, характерные для металлургических и технологических процессов. В таких случаях за основу может браться разделение трещин на горячие (кристаллизационные, дисперсионного твердения) и холодные (ламелярные, интерметаллидные, мартенситные и т.д).
Причины появления дефектов сварки
Методы ультразвуковой диагностики сварных швов.
Отклонения швов по высоте и ширине является одним из самых распространенных изъянов в сварочной работе. Несоответствие швов предусмотренным нормам является результатом небрежной подготовки кромок сварных соединений. Это приводит к тому, что расстояние между кромками разное и его необходимо заполнить наплавленным металлом. Параметры шва могут меняться из-за неравномерного перемещения электрода по всей свариваемой площади, невыполнения установленных правил процесса сварки. Швы и само сварное соединение в этом случае будут неровными и непрочными.
Трещины могут возникать как в основном металле, так и в сварочном. Они вызваны непроварами, кристаллизацией металла в процессе сварки, напряжением, возникшим из-за несоблюдения температурного режима и слишком быстрого охлаждения деталей, изменением структуры металла в ходе сварочных работ, повышенным содержанием фосфора, серы и пр.
Сварное соединение может содержать поры, заполненные газом округлые полости, которые возникают, когда поглощенный металлом водород, в результате нарушений в работе с горелкой, не успевает выделиться наружу и образует в металле газовые пузырьки. Поводом к появлению пор может стать влажное электродное покрытие, несоответствие химических составов сварных соединений, незачищенные края свариваемых металлов, наличие шлаков. Если в шве имеются поры, то конструкция не прослужит долго, будет уязвима для влияния окружающих факторов. С целью выявления пор используют проверку с помощью давления воды, смазыванием керосином, рентгеновскими лучами.
Подрезы представляют собой углубление по линии сварного соединения, спаивающего основной металл и наплавленный. Появляются из-за применения слишком большого тока или мощного сварочного устройства.
Схема сварного соединения.
Непровар возникает, когда кромки многослойного сварного шва, соединяющего наплавленный и основной металлы, не полностью расплавились, вследствие недостаточной зачистки металлов от ржавчины, окалины, недостаточной мощности, неправильного выбора температуры сварочного аппарата, слишком высокой скорости сварки. Такое изделие становится непрочным, легко подверженным внешним воздействиям, ударам и деформациям.
Наплыв на сварном соединении образуется, если плавление электрода происходит слишком быстро, и жидкий металл натекает на недостаточно прогретый основной металл. Бывают случаи, когда наплывы сопровождаются непроварами, поэтому следует проверить участок и на наличие последних.
Свищи представляют собой дефект сварки углубления в виде воронки. Это сквозные поры, вызванные выделением газа, они видны при внешнем осмотре.
Шлаковые включения появляются при недостаточной очистке краев шва от грязи, напылений, отложений, ржавчины. Из технических причин возникновения шлаковых вкраплений выделяют сварку электродом с несоблюдением угла его наклона, мощности горелки, при слабом токе. Для выявления участков с подобным дефектом используют просвечивание рентгеновскими лучами или ультразвуком, магнитографическими приборами.
Типы сварных соединений.
Кратеры, а именно незаплавленные углубления в шве, образуются, если сварка спонтанно прекращается. В таких местах существует высокая вероятность образования трещин, поэтому сварку нельзя прекращать внезапно.
Перегрев металла является изъяном микроструктуры сварного соединения, вызванным сваркой на большой мощности. Строение такого металла крупнозернистое, что влечет за собой его хрупкость и ломкость.
Пережог металла возникает, если в пламени не хватает кислорода, характеризуется наличием окислительных зерен в металле. Последствием пережога считается хрупкость металла, такой изъян не устраняется.
Способы исправления дефектов сварки
Схемы усиления дефектных соединений: 1 — сварное соединение; 2 — стальная скоба; 3 — накладка; 4 — протяженные сварные швы; 5 — дефект.
Практически в любом случае возникновения вышеперечисленных, проблем самым действенным и надежным способом их исправления станет удаление участка сварного соединения с изъяном и заваривание деталей заново (при наплывах, свищах, прожогах, шлаковых включениях). Это даст возможность избежать в дальнейшем проблем с перегниванием, коррозией, ломкостью изделия.
Исправление дефектов всегда зависит от каждого отдельного случая. Поэтому существуют способы, применимые к конкретным случаям.Например, для борьбы с дефектами швов, подрезов, кратеров следует применять зачистку с дополнительной подваркой шва и срезание лишнего металла.
Чтобы избежать появления прожогов при автоматической сварке, следует плотно прижимать флюсовую подушку и медную прокладку, а при точечной и шовной контрастных сварках продолжительность процесса не должна превышать установленную, края деталей должны быть полностью очищены.
Для устранения трещин применяют, помимо удаления проблемного участка и новой сварки, поверхностную кислородную или воздушно-духовую резку. Участки, на которых имеются поры, тоже вырезают и сваривают заново либо применяют к изделию проковку при надлежащей температуре.
Для того чтобы избежать появления непроваров, следует соблюдать одинаковый температурный режим. Это даст возможность металлу в сварном соединении равномерно прогреться до начала сварочных работ и не смещать электроды от шва.
Нельзя выключать ток до того, как кромки изделия будут полностью сварены. Если все же непровары образовались, необходимо вырезать поврежденный участок (вырубить или выстрогать), зачистить края и вновь заварить.
Во избежание брызг металла, как дефекта сварки, профессионалы рекомендуют применять покрытия П1 или П2, зачищать поверхность. А термообработка поможет для исправления перегрева металла.
Данная классификация дефектов и способов, поможет добиться отличного качества сварки.
moyasvarka.ru
Дефекты сварных соединений. Сварочные работы. Практический справочник
Дефекты сварных соединений
Несоответствие сварного соединения техническим требованиям, изложенным в нормативной документации, называется дефектом. ГОСТы регламентируют все необходимые параметры (конструктивные размеры, форму сварного шва, его прочность, пластичность, геометричность и др.), которые должны быть выдержаны при выполнении сварочных работ.
Однако соединения могут отклоняться от заданных в нормативно-технической документации параметров, что нередко приводит к разрушению как самого сварного шва, так и всей конструкции, что, разумеется, нельзя считать положительным моментом. Чтобы не допускать такого развития событий, необходимо точно знать, какими дефектами могут сопровождаться сварочные работы, каковы их причины и способы предупреждения или устранения.
В сварных соединениях могут возникать различные дефекты. В соответствии с расположением они подразделяются на две большие группы – наружные и внутренние.
К наружным относятся следующие дефекты:
1. Дефекты формы шва (рис. 47), процесс формирования которых непосредственным образом связан с выбранным режимом сварки (прежде всего с величиной, родом и полярностью тока, напряжением дуги и скоростью сварки) и пространственным положением сварного соединения.
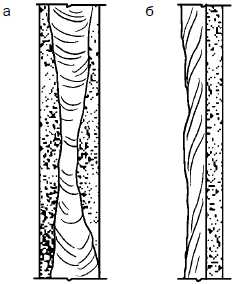
Рис. 47. Дефекты формы шва: а – неравномерная ширина; б – бугры и седловины
Имеют значение также квалификация сварщика (отсутствие или недостаточность которой приводят к наложению неравномерных по ширине швов, образованию бугров и седловин вследствие неравномерности приложенных усилий), неправильное манипулирование электродом и нарушение величины зазора кромок. Все это заканчивается ухудшением прочностных характеристик сварного соединения и образованием внутренних дефектов.
2. Подрезы (углубления) в основном металле, появляющиеся по краям сварного шва (рис. 48).
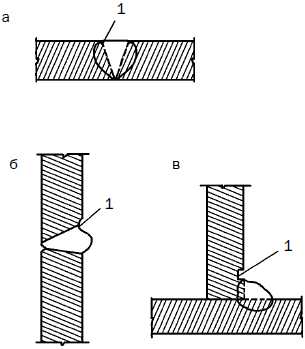 Рис. 48. Подрез сварного шва: а – в стыковом соединении; б – в горизонтальном шве на вертикальной поверхности; в – в угловом шве таврового соединения; 1 – подрез
Рис. 48. Подрез сварного шва: а – в стыковом соединении; б – в горизонтальном шве на вертикальной поверхности; в – в угловом шве таврового соединения; 1 – подрезИх глубина может доходить до нескольких миллиметров. Причины подрезов различны. Например, это могут быть большая сила тока, высокое напряжение, смещение электрода по отношению к оси шва, проблемное пространственное положение, затрудняющее сварку, или низкая квалификация исполнителя работ.
В результате подрезов рабочая толщина металла уменьшается, они становятся очагами концентрации внутренних напряжений, развивающихся при нагрузке, и в процессе эксплуатации изделия или конструкции могут привести к разрушению соединения. Наибольшую опасность представляют подрезы, направленные поперек усилий, которые воздействуют на них в угловых и стыковых швах.
Возникновение подреза зависит от соотношения между скоростью затвердевания (кристаллизации) сварного шва и скоростью заполнения углубления расплавленным металлом. Отсюда следует, что для недопущения или устранения данного дефекта необходимо либо снизить скорость кристаллизации, либо повысить скорость заполнения углубления. Как правило, прибегают к первому варианту, для чего проводят предварительный подогрев свариваемых частей (этот способ работает благодаря улучшению смачиваемости твердого металла жидким за счет имеющейся между ними разности температур) или осуществляют многоэлектродную сварку.
3. Прожоги (рис. 49), т. е. сквозные отверстия в сварном шве, причины появления которых весьма различны.
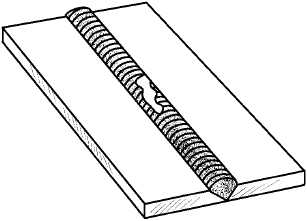 Рис. 49. Прожог в горизонтальном шве
Рис. 49. Прожог в горизонтальном швеПовышение погонной энергии сварочной дуги приводит к увеличению объема жидкого металла. Если это произошло в результате повышения силы сварочного тока, то одновременно возрастет и давление дуги. Совокупность описанных процессов может привести к тому, что силы гидростатического давления и давления сварочной дуги превысят силу поверхностного натяжения расплавленного металла, который вытечет, образовав прожог.
Причинами прожога могут стать неравномерная скорость сварки, большой зазор между свариваемыми частями, соединение элементов из тонкого металла (это особенно частая причина прожога, так как ширина сварочной ванны становится такой, что превосходит толщину металла), некачественный первый слой в многослойном шве или выполнение вертикального шва в направлении снизу вверх.
4. Поджоги, которые возникают при возбуждении сварочной дуги в непосредственной близости от разделки кромок. Такие дефекты подлежат обязательному удалению, поскольку они превращаются в центры концентрации внутренних напряжений.
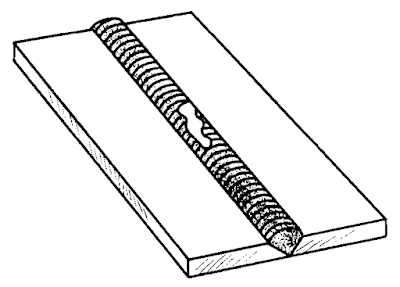
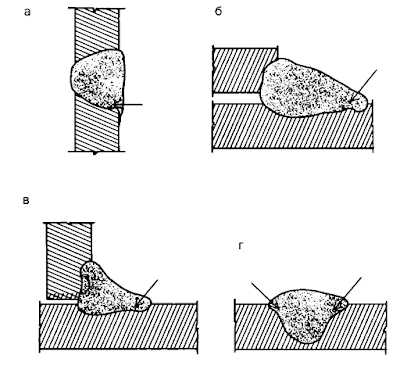
5. Наплывы (рис. 50), ставшие следствием ряд таких причин, как увеличенная сила тока в сочетании с длинной сварочной дугой и большой скоростью сварки, чрезмерный наклон сварного шва, выполнение шва в трудном пространственном положении и вертикального шва снизу вверх, ошибки при манипулировании электродом и неопытность сварщика. Они бывают локальными и значительными по длине.
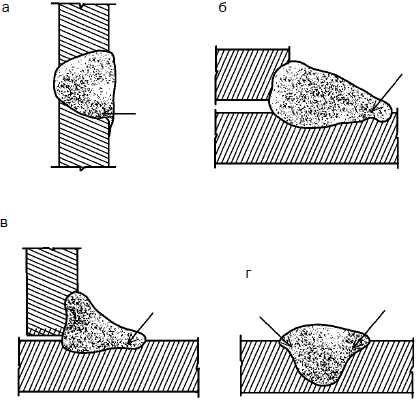 Рис. 50. Наплывы расплавленного металла: а – в горизонтальном шве; б – в нахлесточном соединении; в – в тавровом соединении; г – в стыковом соединении либо при наплавке валиков
Рис. 50. Наплывы расплавленного металла: а – в горизонтальном шве; б – в нахлесточном соединении; в – в тавровом соединении; г – в стыковом соединении либо при наплавке валиков6. Незаваренный кратер. Если при окончании сварки дуга неожиданно обрывается, то на металле появляется углубление – кратер. Его размеры определяются силой сварочного тока. Оставленный незаваренным кратер – это источник концентрации внутренних напряжений, которые снижают прочность соединения. Если сварка осуществляется без выводных планок, то кратер надо заварить и оборвать дугу на заваренном участке шва. Нельзя выводить кратер в зону основного металла, поскольку это чревато образованием подреза.
7. Поры (рис. 51), вышедшие на поверхность.
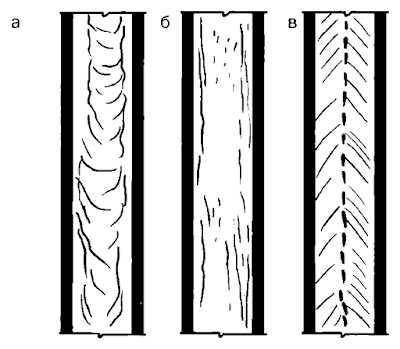
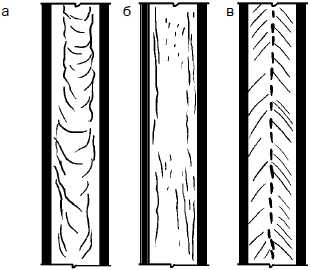 Рис. 51. Пористость металла шва: а – равномерная; б – очаговая; в – в виде цепочки
Рис. 51. Пористость металла шва: а – равномерная; б – очаговая; в – в виде цепочкиИх появление объясняется содержанием газов в расплавленном металле. В этот момент их еще можно удалить из сварочной ванны, но если они появились в момент кристаллизации металла шва, то останутся в виде газовых пор. Причинами возникновения пористости являются использование отсыревших электродов, повышенная скорость сварки, длинная дуга, загрязненные кромки разделки и некачественная защита шва при сварке в среде защитных газов.
Равномерные поры – это результат действия постоянных факторов, таких как загрязненность кромок, влажные электроды и неравномерная толщина их покрытия. Одиночные поры – это последствие случайных факторов, в частности скачков напряжения в сети, локальных дефектов в электродном покрытии, случайного увеличения длины дуги.
Очаги (скопления) пор формируются при нарушении режима сварки, применении электродов с некачественным покрытием или загрязненности кромок.
Меры предотвращения пористости содержатся в уже названных причинах, хотя есть и другие. Например, использование обратной полярности при работе на постоянном токе, снижение температуры расплавленного металла сварочной ванны, устранение неметаллических включений в металле и др.
8. Трещины (рис. 52), которые представляют собой наиболее опасные дефекты швов. Они могут быть продольными или поперечными и возникать как в наплавленном, так и в основном металле.
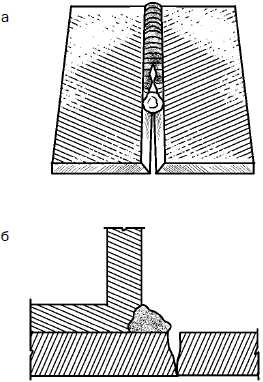 Рис. 52. Трещины: а – в наплавленном металле шва; б – в зоне термического влияния
Рис. 52. Трещины: а – в наплавленном металле шва; б – в зоне термического влиянияТрещины образуются, когда в металле формируются напряжения в результате неравномерного нагревания и охлаждения, когда происходят усадка и изменения величины зерен металла и их расположения; когда сварка ведется при низкой температуре; когда соединяются в жестко зафиксированных изделиях или конструкциях конструкционные и легированные стали и пр. Трещины подлежат обязательному устранению: их вырубают и повторно заваривают.
К группе внутренних дефектов относятся следующие:
1. Трещины. Причины их появления и способы ликвидации такие же, что и при образовании и устранении наружных трещин.
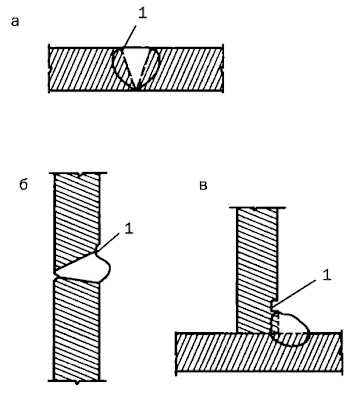
2. Непровары корня шва и кромки (рис. 53). Это серьезный дефект, который выглядит как несплавление электродного металла с основным.
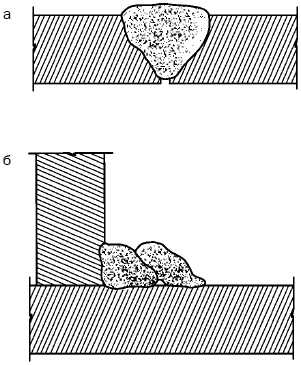 Рис. 53. Непровар: а – корня сварного шва; б – кромки
Рис. 53. Непровар: а – корня сварного шва; б – кромкиПомимо того, что в зоне непровара прочность шва резко ухудшается, здесь образуются очаги напряжения, снижающие сопротивляемость шва внешним нагрузкам при эксплуатации изделия или конструкции.
Причины непровара различны, среди них могут быть недостаточный ток, низкая мощность горелки, несоответствующий прогрев металла при ускоренном манипулировании электродом или горелкой, проникновение в шов шлака или пленки окислов, малый угол скоса кромок, некачественная подготовка кромок к сварке.
Как и в предыдущем случае, непровар аккуратно вырубают, после чего снова заваривают дефектный участок, предварительно выяснив причину непровара;
3. Поры, возникающие при поглощении жидким металлом газов, которые не успели полностью выделиться в процессе работы.
Другая причина порообразования – выкрашивание каплевидных включений металла и шлака, поскольку мельчайшие капли металла, покрытые пленкой окислов, попав в сварочную ванну, не сплавляются с металлом шва.
Наличие пор приводит к тому, что шов становится проницаемым и разрушается под воздействием газов и жидкостей. Поры подлежат вырубанию и повторному завариванию, а при газовой сварке – проковке.
4. Шлаковые включения, проникающие в металл при ведении сварки длинной дугой и окислительным пламенем. Как и поры, они негативно отражаются на сечении шва, снижая его прочность. Поделитесь на страничкеСледующая глава >
diy.wikireading.ru
СУДОРЕМОНТ ОТ А ДО Я.: ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
Несоответствие сварного соединения техническим требованиям, изложенным в нормативной документации, называется дефектом. ГОСТы регламентируют все необходимые параметры (конструктивные размеры, форму сварного шва, его прочность, пластичность, геометричность и др.), которые должны быть выдержаны при выполнении сварочных работ. Однако соединения могут отклоняться от заданных в нормативно-технической документации параметров, что нередко приводит к разрушению как самого сварного шва, так и всей конструкции, что, разумеется, нельзя считать положительным моментом. Чтобы не допускать такого развития событий, необходимо точно знать, какими дефектами могут сопровождаться сварочные работы, каковы их причины и способы предупреждения или устранения. В сварных соединениях могут возникать различные дефекты. В соответствии с расположением они подразделяются на две большие группы — наружные и внутренние. К наружным относятся следующие дефекты: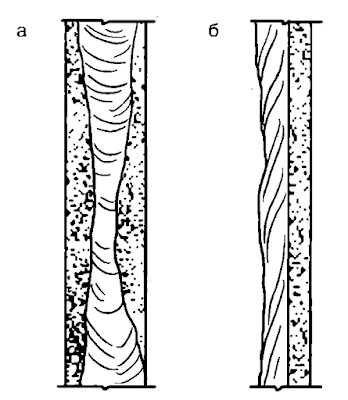 Дефекты формы шва: а — неравномерная ширина; б — бугры и седловины
Дефекты формы шва: а — неравномерная ширина; б — бугры и седловины1. Дефекты формы шва, процесс формирования которых непосредственным образом связан с выбранным режимом сварки (прежде всего с величиной, родом и полярностью тока, напряжением дуги и скоростью сварки) и пространственным положением сварного соединения.Имеют значение также квалификация сварщика (отсутствие или недостаточность которой приводят к наложению неравномерных по ширине швов, образованию бугров и седловин вследствие неравномерности приложенных усилий), неправильное манипулирование электродом и нарушение величины зазора кромок. Все это заканчивается ухудшением прочностных характеристик сварного соединения и образованием внутренних дефектов.
 Подрез сварного шва: а — в стыковом соединении; б — в горизонтальном шве на вертикальной поверхности; в — в угловом шве таврового соединения; 1 — подрез
Подрез сварного шва: а — в стыковом соединении; б — в горизонтальном шве на вертикальной поверхности; в — в угловом шве таврового соединения; 1 — подрез2. Подрезы (углубления) в основном металле, появляющиеся по краям сварного шва.Их глубина может доходить до нескольких миллиметров. Причины подрезов различны. Например, это могут быть большая сила тока, высокое напряжение, смещение электрода по отношению к оси шва, проблемное пространственное положение, затрудняющее сварку, или низкая квалификация исполнителя работ.В результате подрезов рабочая толщина металла уменьшается, они становятся очагами концентрации внутренних напряжений, развивающихся при нагрузке, и в процессе эксплуатации изделия или конструкции могут привести к разрушению соединения. Наибольшую опасность представляют подрезы, направленные поперек усилий, которые воздействуют на них в угловых и стыковых швах.Возникновение подреза зависит от соотношения между скоростью затвердевания (кристаллизации) сварного шва и скоростью заполнения углубления расплавленным металлом. Отсюда следует, что для недопущения или устранения данного дефекта необходимо либо снизить скорость кристаллизации, либо повысить скорость заполнения углубления. Как правило, прибегают к первому варианту, для чего проводят предварительный подогрев свариваемых частей (этот способ работает благодаря улучшению смачиваемости твердого металла жидким за счет имеющейся между ними разности температур) или осуществляют многоэлектродную сварку.
 Прожог в горизонтальном шве
Прожог в горизонтальном шве3. Прожоги, т.е. сквозные отверстия в сварном шве, причины появления которых весьма различны.Повышение погонной энергии сварочной дуги приводит к увеличению объема жидкого металла. Если это произошло в результате повышения силы сварочного тока, то одновременно возрастет и давление дуги. Совокупность описанных процессов может привести к тому, что силы гидростатического давления и давления сварочной дуги превысят силу поверхностного натяжения расплавленного металла, который вытечет, образовав прожог.Причинами прожога могут стать неравномерная скорость сварки, большой зазор между свариваемыми частями, соединение элементов из тонкого металла (это особенно частая причина прожога, так как ширина сварочной ванны становится такой, что превосходит толщину металла), некачественный первый слой в многослойном шве или выполнение вертикального шва в направлении снизу вверх.4. Поджоги, которые возникают при возбуждении сварочной дуги в непосредственной близости от разделки кромок. Такие дефекты подлежат обязательному удалению, поскольку они превращаются в центры концентрации внутренних напряжений.
 Наплывы расплавленного металла: а — в горизонтальном шве; б — в нахлесточном соединении; в — в тавровом соединении; г — в стыковом соединении либо при наплавке валиков
Наплывы расплавленного металла: а — в горизонтальном шве; б — в нахлесточном соединении; в — в тавровом соединении; г — в стыковом соединении либо при наплавке валиков5. Наплывы, ставшие следствием ряд таких причин, как увеличенная сила тока в сочетании с длинной сварочной дугой и большой скоростью сварки, чрезмерный наклон сварного шва, выполнение шва в трудном пространственном положении и вертикального шва снизу вверх, ошибки при манипулировании электродом и неопытность сварщика. Они бывают локальными и значительными по длине.6. Незаверенный кратер. Если при окончании сварки дуга неожиданно обрывается, то на металле появляется углубление — кратер. Его размеры определяются силой сварочного тока. Оставленный незаверенным кратер — это источник концентрации внутренних напряжений, которые снижают прочность соединения. Если сварка осуществляется без выводных планок, то кратер надо заварить и оборвать дугу на заваренном участке шва. Нельзя выводить кратер в зону основного металла, поскольку это чревато образованием подреза.
Пористость металла шва: а — равномерная; б — очаговая; в — в виде цепочки
7. Поры, вышедшие на поверхность. Их появление объясняется содержанием газов в расплавленном металле. В этот момент их еще можно удалить из сварочной ванны, но если они появились в момент кристаллизации металла шва, то останутся в виде газовых пор. Причинами возникновения пористости являются использование отсыревших электродов, повышенная скорость сварки, длинная дуга, загрязненные кромки разделки и некачественная защита шва при сварке в среде защитных газов. Равномерные поры — это результат действия постоянных факторов, таких как загрязненность кромок, влажные электроды и неравномерная толщина их покрытия. Одиночные поры — это последствие случайных факторов, в частности скачков напряжения в сети, локальных дефектов в электродном покрытии, случайного увеличения длины дуги. Очаги (скопления) пор формируются при нарушении режима сварки, применении электродов с некачественным покрытием или загрязненности кромок. Меры предотвращения пористости содержатся в уже названных причинах, хотя есть и другие. Например, использование обратной полярности при работе на постоянном токе, снижение температуры расплавленного металла сварочной ванны, устранение неметаллических включений в металле и др.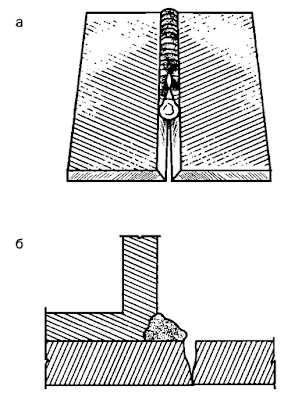 Трещины: а — в наплавленном металле шва; б — в зоне термического влияния
Трещины: а — в наплавленном металле шва; б — в зоне термического влияния8. Трещины, которые представляют собой наиболее опасные дефекты швов. Они могут быть продольными или поперечными и возникать как в наплавленном, так и в основном металле.Трещины образуются, когда в металле формируются напряжения в результате неравномерного нагревания и охлаждения, когда происходят усадка и изменения величины зерен металла и их расположения; когда сварка ведется при низкой температуре; когда соединяются в жестко зафиксированных изделиях или конструкциях конструкционные и легированные стали и пр. Трещины подлежат обязательному устранению: их вырубают и повторно заваривают.К группе внутренних дефектов относятся следующие:1. Трещины. Причины их появления и способы ликвидации такие же, что и при образовании и устранении наружных трещин.
 Непровар: а — корня сварного шва; б — кромки
Непровар: а — корня сварного шва; б — кромки2. Непровары корня шва и кромки. Это серьезный дефект, который выглядит как несплавление электродного металла с основным.Помимо того, что в зоне непровара прочность шва резко ухудшается, здесь образуются очаги напряжения, снижающие сопротивляемость шва внешним нагрузкам при эксплуатации изделия или конструкции.Причины непровара различны, среди них могут быть недостаточный ток, низкая мощность горелки, несоответствующий прогрев металла при ускоренном манипулировании электродом или горелкой, проникновение в шов шлака или пленки окислов, малый угол скоса кромок, некачественная подготовка кромок к сварке.Как и в предыдущем случае, непровар аккуратно вырубают, после чего снова заваривают дефектный участок, предварительно выяснив причину непровара;3. Поры, возникающие при поглощении жидким металлом газов, которые не успели полностью выделиться в процессе работы.Другая причина порообразования — выкрашивание каплевидных включений металла и шлака, поскольку мельчайшие капли металла, покрытые пленкой окислов, попав в сварочную ванну, не сплавляются с металлом шва.Наличие пор приводит к тому, что шов становится проницаемым и разрушается под воздействием газов и жидкостей. Поры подлежат вырубанию и повторному завариванию, а при газовой сварке — проковке.4. Шлаковые включения, проникающие в металл при ведении сварки длинной дугой и окислительным пламенем. Как и поры, они негативно отражаются на сечении шва, снижая его прочность.
sudoremont.blogspot.com