ГОСТ 8568-77 Листы стальные с ромбическим и чечевичным рифлением. Сортамент рифленая сталь гост 8568 77
Справочник ГОСТОв ГОСТ 8568-77
| ГОСТ 8568-77: Листы стальные с ромбическим и чечевичным рифлением |
Технические условия Corrugated steel rombic and lentilform steel. Technical requirements
Настоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы общего назначения.
Сортамент
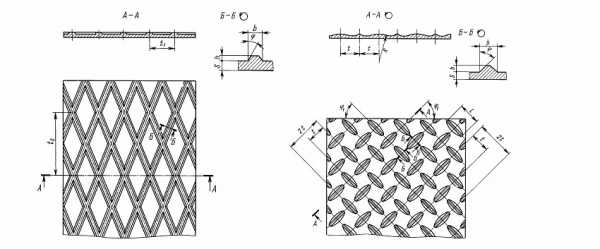
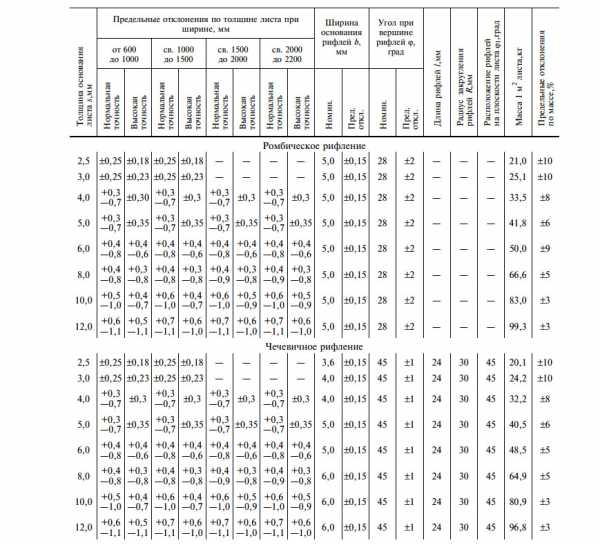
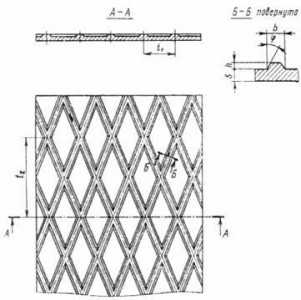
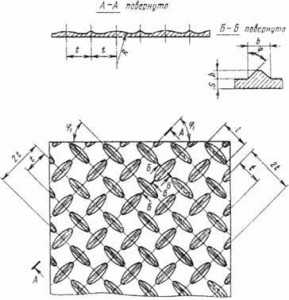
1.1. Форма, размеры, предельные отклонения и масса 1 м2 листа с ромбическим и чечевичным рифлением должны соответствовать указанным на чертеже 1, 2 и в таблице.
1.2. Рифленую сталь изготавливают в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
1.3. Высота рифлей на листах должна быть 0,1 - 0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы с толщиною основания менее 5 мм и более должны иметь высоту рифлей не менее 1,0 мм.
1.4. Листы с ромбическим рифлением изготавливают с диагоналями ромба (25-30)х(60-70) мм. Конфигурация рифлений и положнение больших диагоналях ромба вдоль или поперек листа устанавливаются изготовителем.
1.5. По согласованию потребителя с изготовителем разрешается изготовлением листа с другим соотношением диагоналей ромба.Листы с чичевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
Таблица 1
| Толщина основания листа s, мм | Предельное отклонение по толщине листа при ширине, мм | Ширина основания рифлен b мм | Угол при вершине рифлей, град | Длина рифлей, l, мм | Радиус закругления рифлей, R, мм | Расположение рифлей плоскости листа , град | Масса 1 м2 листа, кг | Предельные отклонения по массе,% | |||||
| от 600 до 1000 | св. 1500 до 2000 | св. 2000 до 2200 | Номин. | Пред откл. | Номин. | Пред откл. | |||||||
| Ромбическое рифление | |||||||||||||
| 2,5 3,0 4,0 5,0 6,0 8,0 10,0 12,0 | ±0,25 ±0,25 +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,8 +0,5 -1,0 +0,6 -1,1 | ±0,25 ±0,25 +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,8 +0,6 -1,0 +0,7 -1,1 | — — +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,9 +0,6 -1,0 +0,7 -1,1 | — — +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,9 +0,6 -1,0 +0,7 -1,1 | 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 | ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 | 28 28 28 28 28 28 28 28 | ±2 ±2 ±2 ±2 ±2 ±2 ±2 ±2 | — — — — — — — — | — — — — — — — — | — — — — — — — — | 21,0 25,1 33,5 41,8 50,0 66,6 83,0 99,3 | ±10 ±10 ±8 ±6 ±9 ±5 ±3 ±3 |
| Чечевичное рифление | |||||||||||||
| 2,5 3,0 4,0 5,0 6,0 8,0 10,0 12,0 | ±0,25 ±0,25 +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,8 +0,5 -1,0 +0,6 -1,1 | ±0,25 ±0,25 +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,8 +0,5 -1,0 +0,6 -1,1 | — — +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,9 +0,6 -1,0 +0,7 -1,1 | — — +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,9 +0,6 -1,0 +0,7 -1,1 | 3,6 4,0 4,0 5,0 5,0 6,0 6,0 6,0 | ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 | 45 45 45 45 45 45 45 45 | ±1 ±1 ±1 ±1 ±1 ±1 ±1 ±1 | 24 24 24 24 24 24 24 24 | 30 30 30 30 30 30 30 30 | 45 45 45 45 45 45 45 45 | 20,1 24,2 32,2 40,5 48,5 64,9 80,9 96,8 | ±10 ±10 ±8 ±6 ±5 ±5 ±3 ±3 |
Примечания: 1. Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах. 2. Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа, допускается толщина основания на 0,2 мм выше плюсового предельного отклонения. 3. Ширина основания рифлей b, угол при вершине рифлей , диагонали ромба t1+ t2, угол расположения рифлей на плоскости листа, расстояние между рифлями t, длина рифлей l, радиус закругления рифлей R на готовых листах не контролируются и даны для расчетов при изготовлении инструмента. 4. Масса 1 м2 листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали 7,85 г/см3.
1.6. Листы изготовляют шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.
1.7. По соглашению изготовителя с потребителем допускается изготовление листов других размеров.
1.8. Листы по размерам изготовляются: с указанием размеров по толщине в соответствии с размерами, указанными в таблице, и по ширине и длине в пределах, указанных в п. 1.6—форма I;
- с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине—форма II;
- с указанием размеров, кратных по ширине и длине размерам, указанным потребителем в пределах, установленных в п. 1.6—форма III;
- с указанием мерных размерив в пределах, указанных в п. 1.6— форма IV.
(Измененная редакция, Изм. № 1
1.9. Предельные отклонения по длине и ширине листов — по ГОСТ 19903—74.
1.10. Отклонения от плоскостности — по ГОСТ 19903—74 улучшенной плоскостности.
(Измененная редакция, Изм. № 1).
1.11. (Исключен, Изм. № 1).
1.12. Требования к стали, изготовляемой в рулонах, а также размеры рулонов по ширине — по ГОСТ 19903—74.
Примеры условных обозначений
Лист горячекатаный из стали марки ВСт3сп по ГОСТ 380—71 с односторонним ромбическим рифлением размером 3,0х1000х Х2000 мм, улучшенной плоскостности с катаной кромкой:
Лист ромб К-ПУ-3,0х1000х2000 БСтЗсп ГОСТ 8508—77
То же, с чечевичным односторонним рифлением:
Лист чечевица К-ПУ-3,0х1000х2000 БСтЗсп ГОСТ 8568—77
Рулонная горячекатаная сталь марки БСтЗсп по ГОСТ 380—71 с односторонним ромбическим рифлением размером 3,0х1000 мм, с катаной кроткой:
Рулон ромб К—3,0Х1000 БСтЗсп ГОСТ 8568—77
То же, с чечевичным односторонним рифлением:
Рулон чечевица К—3,0х1000 БСтЗсп ГОСТ 8568—77.
(Измененная редакция, Изм. № 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы и рулон изготовляют: из углеродистой стали обыкновенного качества марок БСтО, БСт1, БСт2 и БСтЗ (кипящей, спокойной и полуспокойной) по ГОСТ 380—71.
2.2. Химический состав стали должен соответствовать нормам, указанным в ГОСТ 380—71 для группы Б категории I. По требованию потребителей допускается изготовлять листы по II категории группы Б ГОСТ 380—71.
2.3. По соглашению изготовителя с потребителем допускается изготовление листов из стали других марок.
2.4. Листы, прокатанные на станах полистной прокатки, обрезаются с четырех сторон.
2.5. Листы и рулоны, прокатанные на стане непрерывной прокатки, допускается поставлять с катаными продольными кромками. Имеющиеся на кромках зазубрины не должны выводить лист за номинальные размеры по ширине. 2.1—2.5. (Измененная редакция, Изм. № 1).
2.6.На поверхности листов не должно быть прокатных и сли точных плен, раковин-вдавов, раковин от окалины, раскатанных пузырей, трещин и загрязнений. На кромках листов не должно быть расслоений.
2.7. На поверхности листов допускаются рябизна, окалина, ржавчина, отпечатки, отдельные плены, глубина залегания ко- торых не превышает предельных отклонений по толщине.
3. ПРАВИЛА ПРИЕМКИ
3.1. Листы и рулоны принимаются партиями. Партия состоит из листов одного вида рифления. Определение партии по ГОСТ 14637—79.
3.2. Для контроля размеров и качества поверхности от партии отбирают два листа или один рулон.
3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей повторный контроль проводят на выборке, отобранной по ГОСТ 7566—69.
4. МЕТОДЫ ИСПЫТАНИЙ
4 1. Контроль поверхности производят без применения увеличительных приборов.
4.2. Толщину основания листов и высоту рифлей измеряют на расстоянии не менее 100 мм от углов и 40 мм от кромок, Размеры в любой измеряемой точке не должны выводить толщину листа за предельные отклонения.
4.3. Высота рифлей h определяется как разность размеров общей толщны листа S+h и толщины основания листа S.
5.МАРКИРОВКА И УПАКОВКА
5.1. Маркировка, упаковка и оформление документации по ГОСТ 7566-69.
www.met-trans.ru
ГОСТ 8568-77
| ГОСТ 8568-77: Листы стальные с ромбическим и чечевичным рифлением |
Технические условия Corrugated steel rombic and lentilform steel. Technical requirements
Настоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы общего назначения.
Сортамент
1.1. Форма, размеры, предельные отклонения и масса 1 м2 листа с ромбическим и чечевичным рифлением должны соответствовать указанным на чертеже 1, 2 и в таблице.
1.2. Рифленую сталь изготавливают в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
1.3. Высота рифлей на листах должна быть 0,1 - 0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы с толщиною основания менее 5 мм и более должны иметь высоту рифлей не менее 1,0 мм.
1.4. Листы с ромбическим рифлением изготавливают с диагоналями ромба (25-30)х(60-70) мм. Конфигурация рифлений и положнение больших диагоналях ромба вдоль или поперек листа устанавливаются изготовителем.
1.5. По согласованию потребителя с изготовителем разрешается изготовлением листа с другим соотношением диагоналей ромба.Листы с чичевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
Таблица 1
| Толщина основания листа s, мм | Предельное отклонение по толщине листа при ширине, мм | Ширина основания рифлен b мм | Угол при вершине рифлей, град | Длина рифлей, l, мм | Радиус закругления рифлей, R, мм | Расположение рифлей плоскости листа , град | Масса 1 м2 листа, кг | Предельные отклонения по массе,% | |||||
| от 600 до 1000 | cв. 1000 до 1500 | св. 1500 до 2000 | св. 2000 до 2200 | Номин. | Пред откл. | Номин. | Пред откл. | ||||||
| Ромбическое рифление | |||||||||||||
| 2,5 3,0 4,0 5,0 6,0 8,0 10,0 12,0 | ±0,25 ±0,25 +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,8 +0,5 -1,0 +0,6 -1,1 | ±0,25 ±0,25 +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,8 +0,6 -1,0 +0,7 -1,1 | — — +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,9 +0,6 -1,0 +0,7 -1,1 | — — +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,9 +0,6 -1,0 +0,7 -1,1 | 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 | ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 | 28 28 28 28 28 28 28 28 | ±2 ±2 ±2 ±2 ±2 ±2 ±2 ±2 | — — — — — — — — | — — — — — — — — | — — — — — — — — | 21,0 25,1 33,5 41,8 50,0 66,6 83,0 99,3 | ±10 ±10 ±8 ±6 ±9 ±5 ±3 ±3 |
| Чечевичное рифление | |||||||||||||
| 2,5 3,0 4,0 5,0 6,0 8,0 10,0 12,0 | ±0,25 ±0,25 +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,8 +0,5 -1,0 +0,6 -1,1 | ±0,25 ±0,25 +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,8 +0,5 -1,0 +0,6 -1,1 | — — +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,9 +0,6 -1,0 +0,7 -1,1 | — — +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,9 +0,6 -1,0 +0,7 -1,1 | 3,6 4,0 4,0 5,0 5,0 6,0 6,0 6,0 | ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 | 45 45 45 45 45 45 45 45 | ±1 ±1 ±1 ±1 ±1 ±1 ±1 ±1 | 24 24 24 24 24 24 24 24 | 30 30 30 30 30 30 30 30 | 45 45 45 45 45 45 45 45 | 20,1 24,2 32,2 40,5 48,5 64,9 80,9 96,8 | ±10 ±10 ±8 ±6 ±5 ±5 ±3 ±3 |
Примечания: 1. Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах. 2. Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа, допускается толщина основания на 0,2 мм выше плюсового предельного отклонения. 3. Ширина основания рифлей b, угол при вершине рифлей , диагонали ромба t1+ t2, угол расположения рифлей на плоскости листа, расстояние между рифлями t, длина рифлей l, радиус закругления рифлей R на готовых листах не контролируются и даны для расчетов при изготовлении инструмента. 4. Масса 1 м2 листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали 7,85 г/см3.
1.6. Листы изготовляют шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.
1.7. По соглашению изготовителя с потребителем допускается изготовление листов других размеров.
1.8. Листы по размерам изготовляются: с указанием размеров по толщине в соответствии с размерами, указанными в таблице, и по ширине и длине в пределах, указанных в п. 1.6—форма I;
- с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине—форма II;
- с указанием размеров, кратных по ширине и длине размерам, указанным потребителем в пределах, установленных в п. 1.6—форма III;
- с указанием мерных размерив в пределах, указанных в п. 1.6— форма IV.
(Измененная редакция, Изм. № 1
1.9. Предельные отклонения по длине и ширине листов — по ГОСТ 19903—74.
1.10. Отклонения от плоскостности — по ГОСТ 19903—74 улучшенной плоскостности.
(Измененная редакция, Изм. № 1).
1.11. (Исключен, Изм. № 1).
1.12. Требования к стали, изготовляемой в рулонах, а также размеры рулонов по ширине — по ГОСТ 19903—74.
Примеры условных обозначений
Лист горячекатаный из стали марки ВСт3сп по ГОСТ 380—71 с односторонним ромбическим рифлением размером 3,0х1000х Х2000 мм, улучшенной плоскостности с катаной кромкой:
Лист ромб К-ПУ-3,0х1000х2000 БСтЗсп ГОСТ 8508—77
То же, с чечевичным односторонним рифлением:
Лист чечевица К-ПУ-3,0х1000х2000 БСтЗсп ГОСТ 8568—77
Рулонная горячекатаная сталь марки БСтЗсп по ГОСТ 380—71 с односторонним ромбическим рифлением размером 3,0х1000 мм, с катаной кроткой:
Рулон ромб К—3,0Х1000 БСтЗсп ГОСТ 8568—77
То же, с чечевичным односторонним рифлением:
Рулон чечевица К—3,0х1000 БСтЗсп ГОСТ 8568—77.
(Измененная редакция, Изм. № 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы и рулон изготовляют: из углеродистой стали обыкновенного качества марок БСтО, БСт1, БСт2 и БСтЗ (кипящей, спокойной и полуспокойной) по ГОСТ 380—71.
2.2. Химический состав стали должен соответствовать нормам, указанным в ГОСТ 380—71 для группы Б категории I. По требованию потребителей допускается изготовлять листы по II категории группы Б ГОСТ 380—71.
2.3. По соглашению изготовителя с потребителем допускается изготовление листов из стали других марок.
2.4. Листы, прокатанные на станах полистной прокатки, обрезаются с четырех сторон.
2.5. Листы и рулоны, прокатанные на стане непрерывной прокатки, допускается поставлять с катаными продольными кромками. Имеющиеся на кромках зазубрины не должны выводить лист за номинальные размеры по ширине. 2.1—2.5. (Измененная редакция, Изм. № 1).
2.6.На поверхности листов не должно быть прокатных и сли точных плен, раковин-вдавов, раковин от окалины, раскатанных пузырей, трещин и загрязнений. На кромках листов не должно быть расслоений.
2.7. На поверхности листов допускаются рябизна, окалина, ржавчина, отпечатки, отдельные плены, глубина залегания ко- торых не превышает предельных отклонений по толщине.
3. ПРАВИЛА ПРИЕМКИ
3.1. Листы и рулоны принимаются партиями. Партия состоит из листов одного вида рифления. Определение партии по ГОСТ 14637—79.
3.2. Для контроля размеров и качества поверхности от партии отбирают два листа или один рулон.
3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей повторный контроль проводят на выборке, отобранной по ГОСТ 7566—69.
4. МЕТОДЫ ИСПЫТАНИЙ
4 1. Контроль поверхности производят без применения увеличительных приборов.
4.2. Толщину основания листов и высоту рифлей измеряют на расстоянии не менее 100 мм от углов и 40 мм от кромок, Размеры в любой измеряемой точке не должны выводить толщину листа за предельные отклонения.
4.3. Высота рифлей h определяется как разность размеров общей толщны листа S+h и толщины основания листа S.
5.МАРКИРОВКА И УПАКОВКА
5.1. Маркировка, упаковка и оформление документации по ГОСТ 7566-69.
www.mtt.kz
ГОСТ 8568-77* - Листы стальные с ромбическим и чечевичным рифлением. Технические условия.
Примечания:
1. Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.
2 Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа, допускается толщина основания на 0,2 мм выше плюсового предельного отклонения.
3. Ширина основания рифлей b, угол при вершине рифлей j, диагонали ромба t1 + t2, угол расположения рифлей на плоскости листа j1, расстояние между рифлями t, длина рифлей l, радиус закругления рифлей R на готовых листах не контролируются и даны для расчетов при изготовлении инструмента.
4. Масса 1 м2 листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали 7,85 г/см3.
Измененная редакция. Изм. № 2, 3, 4.
Поправка. ИУС 2-2003.
Поправка. ИУС 12-2005.
1.2. Рифленый прокат изготовляют в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
Измененная редакция. Изм. № 3.
1.3. Высота рифлей на листах должна быть 0,1 - 0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы толщиной основания 5 мм и более должны иметь высоту рифлей не менее 1,0 мм.
Измененная редакция. Изм. № 2.
1.4. Листы с ромбическим рифлением изготовляют с диагоналями ромба (25-30) ´ (60-70) мм. Конфигурация рифлений и расположение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем.
По требованию потребителя разрешается изготовление листа с другим соотношением диагоналей ромба.
Измененная редакция. Изм. № 2, 3.
1.5. Листы с чечевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
1.6. Листы изготовляют шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.
1.7. По требованию потребителя допускается изготовление листов других размеров.
Измененная редакция. Изм. № 3.
1.8. Листы по размерам изготовляются:
с указанием размеров по толщине в соответствии с размерами, указанными в таблице, и по ширине и длине в пределах, указанных в п. 1.6 - форма I;
с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине - форма II;
с указанием размеров, кратных по ширине и длине размерам, указанным потребителем в пределах, установленных в п. 1.6 - форма III;
с указанием мерных размеров в пределах, указанных в п. 1.6 - форма IV.
Измененная редакция. Изм. № 1.
1.9. Предельные отклонения по длине и ширине листов - по ГОСТ 19903-74.
По требованию потребителя листы и рулоны изготовляют с предельными отклонениями:
+20 мм - по ширине для рулонного проката свыше 1000 мм с необрезной кромкой;
+15 мм - по длине для листа свыше 2000 до 6000 мм и свыше при толщине 4,0 и 5,0 мм;
+25 мм - при толщине 6,0; 8,0; 10,0 и 12,0 мм.
Измененная редакция. Изм. № 3, 4.
1.10. Отклонения от плоскостности - по ГОСТ 19903-74 улучшенной плоскостности.
Измененная редакция. Изм. № 1, 4.
1.11. (Исключен. Изм. № 1.)
1.12. Требования к стали, изготовляемой в рулонах, а также размеры рулонов по ширине - по ГОСТ 19903-74.
Примеры условных обозначений
Лист горячекатаный из стали марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0´1000´2000 мм, нормальной точности по толщине, улучшенной плоскостности с катаной кромкой:
Лист ромб В-К-ПУ-3,0´1000´2000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Лист чечевица В-К-ПУ-3,0´1000´2000 Ст3сп ГОСТ 8568-77
Рулонный горячекатаный прокат марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0´1000 мм, высокой точности, с катаной кромкой:
Рулон ромб А-К-3,0´1000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Рулон чечевица А-К-3,0´1000 Ст3сп ГОСТ 8568-77
Измененная редакция. Изм. № 4.
2.1. Листы и рулоны изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Измененная редакция. Изм. № 4.
2.2. Листы и рулоны изготовляют из углеродистой стали обыкновенного качества марок Ст0, Ст1, Ст2 и Ст3 (кипящей, спокойной и полуспокойной) с химическим составом по ГОСТ 380-88.
По согласованию изготовителя с потребителем допускается изготовлять листовой прокат без нормирования содержания хрома, никеля, меди.
Измененная редакция. Изм. № 4.
2.3. По требованию потребителя допускается изготовление листов из стали других марок.
Измененная редакция. Изм. № 1, 3.
2.4. Листы, прокатанные на станах полистной прокатки, обрезаются с четырех сторон.
Измененная редакция. Изм. № 1.
2.5. Листы и рулоны, прокатанные на стане непрерывной прокатки, допускается поставлять с катаными продольными кромками.
Имеющиеся на кромках зазубрины не должны выводить лист за номинальные размеры по ширине.
Измененная редакция. Изм. № 1.
2.6. На поверхности листов не должно быть прокатных и слиточных плен, раковин-вдавов, раковин от окалины, раскатанных пузырей, трещин и загрязнений. На кромках листов не должно быть расслоений.
2.7. На поверхности листов допускаются рябизна, окалина, ржавчина, отпечатки, отдельные плены, глубина залегания которых не превышает предельных отклонений по толщине.
3.1. Листы и рулоны принимаются партиями. Партия состоит из листов одного вида рифления. Определение партии по ГОСТ 14637-79.
Измененная редакция. Изм. № 2.
3.2. Для контроля размеров и качества поверхности от партии отбирают два листа или один рулон.
3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей повторный контроль проводят на выборке, отобранной по ГОСТ 7566-81.
Измененная редакция. Изм. № 3.
4.1. Контроль поверхности производят без применения увеличительных приборов.
4.2. Толщину основания листов и высоту рифлей измеряют на расстоянии не менее 100 мм от углов и 40 мм от кромок.
Размеры в любой измеряемой точке не должны выводить толщину листа за предельные отклонения.
4.3. Высота рифлей h определяется как разность размеров общей толщины листа s + h и толщины основания листа s.
5.1. Маркировка, упаковка, транспортирование и хранение - по ГОСТ 7566-81.
Измененная редакция. Изм. № 3.
snipov.net
ГОСТ 8568-77 Листы стальные с ромбическим и чечевичным рифлением.
ГОСТ 8568-77 является основным государственным стандартом, который регламентирует изготовление листов стальных с ромбическим и чечевичным рифлением изготовленных методом горячей деформации. Данный стандарт относится как к обычной, так и к нержавеющей стали, поэтому если вас интересуют нержавеющие листы, этот стандарт будет Вам полезен.
Ознакомившись с данным нормативным документом Вы будете иметь представление о сортаменте, технических требованиях, правилах приемки, методах испытанй данного вида металлопроката. Это может помочь вам при выборе качественных изделий для покупки.
Сортамент
Первое, что интересует покупателя, это размеры. ГОСТ 8568-77 содержит сортамент листов с ромбическим и чечевичным рифлением. Для выпуска доступны следующие размеры: по толщине от 2,5 до 12 мм, по ширине от 600 до 2200 мм, по длине от 1400 до 8000 мм с градацией 50 мм. Однако допускается и изготовление изделий других размеров.
Лист рифленый отличается от обычного наличием особых выступов на поверхности. Эти выступы имеют свое технологическое назначение и именно из-за них потребители и приобретают данный вид металлопроката. Однако некоторые могут не знать, как отличить ромбическое рифление от чечевичного.
На практике это очень просто: достаточно посмотреть на рисунок фактурной поверхности.
- При ромбическом рифлении на поверхности отчетливо просматриваются выпуклые линии, которые пересекаясь, образуют ромбовидные ниши. Эти выпуклые линии имеют четкие границы, и они непрерывны по всей дине.
- В случае с чечевичным рифлением на поверхности листа определенным образом располагаются выступы. Они напоминают небольшие горки и расположены под прямым углом друг к другу. Эти выступы короткие и более пологие.
Наибольшей популярностью среди покупателей пользуются листы с чечевичным рифлением. Они имеют более приятный внешний вид и поэтому могут использоваться для решения большего количества задач.
При покупке важно принять во внимание, что рифление наносится на поверхность только с одной стороны!
Стандарт регламентирует следующие параметры для каждого размера листа: толщину, ширину, массу одного квадратного метра и отклонения по размерам. Такие параметры, как ширина основания рифлей, угол при вершине рифлей, длина рифлей, радиус их закругления, и их расположение на плоскости указаны в стандарте, но не контролируются. Они даны в качестве справочного материала для изготовления инструментов.
По точности изготовления доступны два варианта изготовления: высокой (буква А в маркировке) и нормальной точности (буква В в маркировке). Отличие между ними состоит в размере допустимых отклонений. Для изделий высокой точности они значительно ниже, чем для изделий нормальной точности.Поэтому если для вашего проекта важен такой параметр как точность, рекомендуется приобретать изделия категории А.
Вы можете ознакомится со списком допустимых размеров и соответствующих им предельных отклонений в таблице ниже.
При измерении толщины важно знать, что толщиной считается основание листа без учета высоты рифления.
В случае, если изделие изготовлено на станах полистной прокатки, допускается утолщение его основания в средней части. Это утолщение должно быть не более +0,2 мм плюсового предельного отклонения.
Масса одного квадратного метра рассчитана при высоте рифлей, равной 0,2 толщины, малой диагонали ромба равной 27,5 мм, большой диагонали ромба, равной 65 мм п плотности стали 7,85 г/см3.
Важно знать, что рифленый прокат с односторонним рифлением выпускается также в виде рулонов.
Размеры рифления
Что касается высоты рифлей, то в стандарте указано, что она должна быть в пределах 0,1 – 0,3 толщины, но не менее 0,5 мм. В случае, если потребителю требуются толстые листы (5 мм и более), то разрешается увеличить минимальную высоту рифлей до 1 мм, но только по согласованию.
Для листов с ромбическим рифлением диагонали ромба могут иметь длину (25 – 30) х (60 – 70) мм., однако допускается изготовление рифления с другими размерами по согласованию. Расположение больших диагоналей вдоль или поперек листа устанавливается изготовителем.
Для листов с чечевичным рифлением расстояние между рифлями может быть 20, 25 или 30 мм.
Предельные отклонения
Предельные отклонения по толщине листа можно посмотреть в таблице выше, но там не указаны отклонения по длине и ширине. В стандарте указано, что их необходимо брать из ГОСТ 19903 Прокат листовой горячекатаный. Отклонения от плоскости необходимо брать из этого же стандарта для нормальной и улучшенной плоскости.
В случае, если прокат изготавливается в рулонах, требования и размеры рулонов необходимо брать из ГОСТ 19903.
Условные обозначения
Глядя на условное обозначение поначалу сложно разобрать, что обозначают все эти буквы и цифры. Однако это не так сложно, как кажется на первый взгляд.
- В начале идет маркировка изделия. Указан тип изделия: лист или рулон и вид рифления.
- Далее идет указание точности изготовления: А – высокой точности, В – нормальной.
- После этого указан тип кромки. К – катаная.
- Затем идут размеры: толщина х ширина х длина (или толщина х ширина в случае рулона)
- В самом конце указана марка стали и ГОСТ.
Технические Требования
Листы с ромбическим и чечевичным рифлением изготавливаются в соответствии с требованиями ГОСТ 8568-77 из углеродистой стали или из сталей других марок.
При изготовлении на стане полистной прокатки, изделие обрезают с четырёх сторон.
При изготовлении на стане непрерывной прокатки допускается наличие катаных продольных кромок. В случае, если на кромках имеются зазубрены, их величина не должна выводить ширину листа за номинальные размеры.
Приемка и Испытания
После окончания процесса производства приходит время принимать партии. Партия должна содержать прокат одного вида рифления. То есть в партии ромбических листов не может быть ни одного чечевичного. Определение партии необходимо брать из ГОСТ 14637.
Для произведения необходимых замеров из партии берется один рулон или два листа. Если в процессе определения качества получают хотя бы один неудовлетворительный результат, производится вторая стадия испытаний. Для этой стадии выборка совершается по ГОСТ 7566.
Замеры для определения толщины основания и высоты рифлений производят на расстоянии не менее 100 мм от углов и 40 мм от кромок.
Высота рифлей определяется путем вычитания толщины основания листа из общей толщины.
История Стандарта
ГОСТ 8568-77 был разработан и внесен Министерством черной металлургии СССР. 13 апреля 1977 года был утвержден и введен в действие государственным комитетом Стандартов Совета Министров СССР взамен ГОСТ 8568-57.
После распада СССР данный стандарт был принят на территории России. В 1995 году Межгосударственный совет по стандартизации, метрологии и сертификации снял с него ограничение срока действия.
metalls.pro
| Распродажа полосы оцинкованной 40х6,0 и 25х4,0 дл.6м !Доставка бесплатно!
| Листы стальные с ромбическим и чечевичным рифлением Технические условия Настоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы стальные общего назначения. 1. Лист стальной. Сортамент
Примечания:1. Толщина листов стальных с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.2. Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа, допускается толщина основания на 0,2 мм выше плюсового предельного отклонения. 3. Ширина основания рифлей b, угол при вершине рифлей , диагонали ромба t1+ t2, угол расположения рифлей на плоскости листа стального, расстояние между рифлями t, длина рифлей l, радиус закругления рифлей R на готовых листах не контролируются и даны для расчетов при изготовлении инструмента. 4. Масса 1 м2 листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали 7,85 г/см3. 1.6. Листы стальные изготовляют шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.1.7. По соглашению изготовителя с потребителем допускается изготовление листов других размеров.1.8. Листы стальные по размерам изготовляются: с указанием размеров по толщине в соответствии с размерами, указанными в таблице, и по ширине и длине в пределах, указанных в п. 1.6-форма I;с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине-форма II;с указанием размеров, кратных по ширине и длине размерам, указанным потребителем в пределах, установленных в п. 1.6-форма III;с указанием мерных размерив в пределах, указанных в п. 1.6- форма IV. (Измененная редакция, Изм. № 1 1.9. Предельные отклонения по длине и ширине листов стальных - по ГОСТ 19903-74.1.10. Отклонения от плоскостности - по ГОСТ 19903-74 улучшенной плоскостности.(Измененная редакция, Изм. № 1).1.11. (Исключен, Изм. № 1).1.12. Требования к стали, изготовляемой в рулонах, а также размеры рулонов по ширине - по ГОСТ 19903-74. Примеры условных обозначений.Лист горячекатаный из стали марки ВСт3сп по ГОСТ 380-71 с односторонним ромбическим рифлением размером 3,0х1000х Х2000 мм, улучшенной плоскостности с катаной кромкой: Лист ромб К-ПУ-3,0х1000х2000 БСтЗсп ГОСТ 8508-77 То же, с чечевичным односторонним рифлением: Лист чечевица К-ПУ-3,0х1000х2000 БСтЗсп ГОСТ 8568-77 Рулонная горячекатаная сталь марки БСтЗсп по ГОСТ 380-71 с односторонним ромбическим рифлением размером 3,0х1000 мм, с катаной кроткой: Рулон ромб К-3,0Х1000 БСтЗсп ГОСТ 8568-77 То же, с чечевичным односторонним рифлением: Рулон чечевица К-3,0х1000 БСтЗсп ГОСТ 8568-77. (Измененная редакция, Изм. № 2). 2. ЛИСТ СТАЛЬНОЙ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ 2.1. Листы стальные и рулон изготовляют: из углеродистой стали обыкновенного качества марок БСтО, БСт1, БСт2 и БСтЗ (кипящей, спокойной и полуспокойной) по ГОСТ 380-71.2.2. Химический состав стали должен соответствовать нормам, указанным в ГОСТ 380-71 для группы Б категории I. По требованию потребителей допускается изготовлять листы стальные по II категории группы Б ГОСТ 380-71.2.3. По соглашению изготовителя с потребителем допускается изготовление листов из стали других марок.2.4. Листы, прокатанные на станах полистной прокатки, обрезаются с четырех сторон. 2.5. Листы стальные и рулоны, прокатанные на стане непрерывной прокатки, допускается поставлять с катаными продольными кромками. Имеющиеся на кромках зазубрины не должны выводить лист за номинальные размеры по ширине.2.1-2.5.(Измененная редакция, Изм. № 1).2.6.На поверхности листов не должно быть прокатных и сли точных плен, раковин-вдавов, раковин от окалины, раскатанных пузырей, трещин и загрязнений. На кромках листов не должно быть расслоений.2.7. На поверхности листов стальных допускаются рябизна, окалина, ржавчина, отпечатки, отдельные плены, глубина залегания которых не превышает предельных отклонений по толщине. 3. ЛИСТ СТАЛЬНОЙ. ПРАВИЛА ПРИЕМКИ. 3.1. Листы и рулоны принимаются партиями. Партия состоит из листов стальных одного вида рифления. Определение партии по ГОСТ 14637-79.3.2. Для контроля размеров и качества поверхности от партии отбирают два листа или один рулон.3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей повторный контроль проводят на выборке, отобранной по ГОСТ 7566-69. 4. ЛИСТ СТАЛЬНОЙ. МЕТОДЫ ИСПЫТАНИЙ. 4 1. Контроль поверхности производят без применения увеличительных приборов. 4.2. Толщину основания листов стальных и высоту рифлей измеряют на расстоянии не менее 100 мм от углов и 40 мм от кромок, Размеры в любой измеряемой точке не должны выводить толщину листа за предельные отклонения.4.3. Высота рифлей h определяется как разность размеров общей толщны листа S+h и толщины основания листа S. 5. ЛИСТ СТАЛЬНОЙ. МАРКИРОВКА И УПАКОВКА. 5.1. Маркировка, упаковка и оформление документации по ГОСТ 7566-69. | ||||||||||||
 1.1. Форма, размеры, предельные отклонения и масса 1 м2 листа с ромбическим и чечевичным рифлением должны соответствовать указанным на чертеже 1, 2 и в таблице.1.2. Рифленую сталь изготавливают в листах и рулонах с односторонним ромбическим или чечевичным рифлением.1.3. Высота рифлей на листах стальных должна быть 0,1 - 0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы с толщиною основания менее 5 мм и более должны иметь высоту рифлей не менее 1,0 мм.1.4. Листы стальные с ромбическим рифлением изготавливают с диагоналями ромба (25
1.1. Форма, размеры, предельные отклонения и масса 1 м2 листа с ромбическим и чечевичным рифлением должны соответствовать указанным на чертеже 1, 2 и в таблице.1.2. Рифленую сталь изготавливают в листах и рулонах с односторонним ромбическим или чечевичным рифлением.1.3. Высота рифлей на листах стальных должна быть 0,1 - 0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы с толщиною основания менее 5 мм и более должны иметь высоту рифлей не менее 1,0 мм.1.4. Листы стальные с ромбическим рифлением изготавливают с диагоналями ромба (25  -30)х(60-70) мм. Конфигурация рифлений и положение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем.1.5. По согласованию потребителя с изготовителем разрешается изготовлением листа с другим соотношением диагоналей ромба. Листы стальные с чечевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
-30)х(60-70) мм. Конфигурация рифлений и положение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем.1.5. По согласованию потребителя с изготовителем разрешается изготовлением листа с другим соотношением диагоналей ромба. Листы стальные с чечевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.stilaks.ru
Лист рифленый ГОСТ 8568-77
Стандарт распространяется на стальные горячекатные с односторонним ромбическим и чечевичным рифлением листы общего назначения.
Рифленый прокат изготавливают в листах и рулонах с односторонним ромбически или чечевичным рифлением.
По толщине листовой прокат изготавливают :А - высокой точности; В - нормальной точности.
Листы и рулоны изготовляют из углеродистой стали обыкновенного качества марок Ст0, Ст1, Ст2, Ст3 (кипящей, спокойносй и полуспокойной) с химическим составом по ГОСТ 380.
|
ЛИСТЫ СТАЛЬНЫЕ С РОМБИЧЕСКИМ И ЧЕЧЕВИЧНЫМ РИФЛЕНИЕМ ГОСТ 8568-77 Технические условия
Continuously galvanized sheet steel. Specifications |
ГОСТ 8568-77 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
И. С. Тришевский, Ю. С. Кострица, А. М. Мелешко, И. М. Козлова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 13.04.77 № 926
3. ВЗАМЕН ГОСТ 8568-57
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 380-88 |
1.12, 2.2 |
|
ГОСТ 7566-81 |
3.3, 5.1 |
|
ГОСТ 14637-89 |
3.1 |
|
ГОСТ 19903-74 |
1.9, 1.10, 1.12 |
5. Срок действия продлен до 01.01.98 Постановлением Госстандарта СССР от 30.06.87 № 2899
6. ПЕРЕИЗДАНИЕ (июнь 1990 г.) с Изменениями № 1, 2, 3, 4, утвержденными в октябре 1978 г., январе 1981 г., июне 1987 г., июне 1989 г. (ИУС 11-78, 1-81, 11-87, 11-89)
Ограничение срока действия отменено (ИУС № 11 1995 г.)
Внесена Поправка, опубликованная в ИУС № 2 2003 г.
Настоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы общего назначения.
(Измененная редакция, Изм. № 4)
1. СОРТАМЕНТ
1.1а. Листовой прокат по толщине изготовляют:
высокой точности - А,
нормальной точности - В.
(Введен дополнительно, Изм. № 4)
1.1. Форма, размеры, предельные отклонения и масса 1 м2 листа с ромбическим и чечевичным рифлением должны соответствовать указанным на черт. 1, 2 и в таблице.
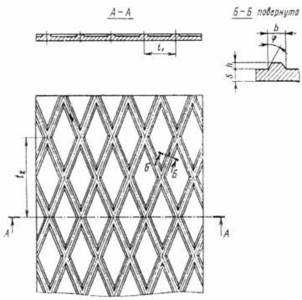
Черт. 1
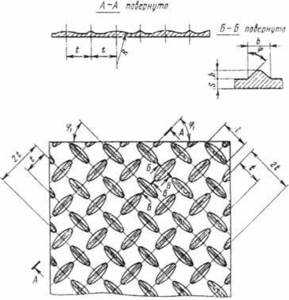
Черт. 2
| Толщина основания листаs, мм | Предельные отклонения по толщине листа при ширине, мм | |||||||
| от 600 до 1000 | св. 1000 до 1500 | св. 1500 до 2000 | св. 2000 до 2200 | |||||
| нормальная точность | высокая точность | нормальная точность | высокая точность | нормальная точность | высокая точность | нормальная точность | высокая точность | |
| Ромбическое рифление | ||||||||
|
2,5 |
±0,25 |
±0,18 |
±0,25 |
±0,18 |
- |
- |
- |
- |
|
3 |
±0,25 |
±0,23 |
±0,25 |
±0,23 |
- |
- |
- |
- |
|
4 |
0,3 |
±0,30 |
0,3 |
±0,3 |
0,3 |
±0,3 |
0,3 |
±0,3 |
|
-0,7 |
-0,7 |
-0,7 |
-0,7 |
|||||
|
5 |
0,3 |
±0,35 |
0,3 |
±0,35 |
0,3 |
±0,35 |
0,3 |
±0,35 |
|
-0,7 |
-0,7 |
-0,7 |
-0,7 |
|||||
|
6 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
|
-0,8 |
-0,6 |
-0,8 |
-0,6 |
-0,8 |
-0,6 |
-0,8 |
-0,6 |
|
|
8 |
0,4 |
0,3 |
0,4 |
0,3 |
0,4 |
0,3 |
0,4 |
0,3 |
|
-0,8 |
-0,8 |
-0,8 |
-0,8 |
-0,9 |
-0,8 |
-0,9 |
-0,8 |
|
|
10 |
0,5 |
0,4 |
0,6 |
0,4 |
0,6 |
0,5 |
0,6 |
0,5 |
|
-1 |
-0,7 |
-1 |
-0,7 |
-1 |
-0,9 |
-1 |
-0,9 |
|
|
12 |
0,6 |
0,5 |
0,7 |
0,6 |
0,7 |
0,6 |
0,7 |
0,6 |
|
-1,1 |
-1,1 |
-1,1 |
-1 |
-1,1 |
-1 |
-1,1 |
-1 |
|
|
Чечевичное рифление |
||||||||
|
2,5 |
±0,25 |
±0,18 |
±0,25 |
±0,18 |
- |
- |
- |
- |
|
3 |
±0,25 |
±0,23 |
±0,25 |
±0,23 |
- |
- |
- |
- |
|
4 |
0,3 |
±0,3 |
0,3 |
±0,3 |
0,3 |
±0,3 |
0,3 |
±0,3 |
|
-0,7 |
-0,7 |
-0,7 |
-0,7 |
|||||
|
5 |
0,3 |
±0,35 |
0,3 |
±0,35 |
0,3 |
±0,35 |
0,3 |
±0,35 |
|
-0,7 |
-0,7 |
-0,7 |
-0,7 |
|||||
|
6 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
|
-0,8 |
-0,6 |
-0,8 |
-0,6 |
-0,8 |
-0,6 |
-0,8 |
-0,6 |
|
|
8 |
0,4 |
0,3 |
0,4 |
0,3 |
0,4 |
0,3 |
0,4 |
0,3 |
|
-0,8 |
-0,8 |
-0,8 |
-0,8 |
-0,9 |
-0,8 |
-0,9 |
-0,8 |
|
|
10 |
0,5 |
0,4 |
0,6 |
0,4 |
0,6 |
0,5 |
0,6 |
0,5 |
|
-1 |
-0,7 |
-1 |
-0,7 |
-1 |
-0,9 |
-1 |
-0,9 |
|
|
12 |
0,6 |
0,5 |
0,7 |
0,6 |
0,7 |
0,6 |
0,7 |
0,6 |
|
-1,1 |
-1,1 |
-1,1 |
-1 |
-1,1 |
-1 |
-1,1 |
-1 |
|
| Толщина основания листа s, мм | Ширина основания рифлей b, мм | Угол при вершине рифлей j, град | Длина рифлейl, мм | Радиус закругления рифлей R, мм | Расположение рифлей на плоскости листа j1, град | Масса 1 м2 листа, кг | Предельные отклонения по массе, % | ||
| Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
| Ромбическое рифление | |||||||||
|
2,5 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
21 |
±10 |
|
3 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
25,1 |
±10 |
|
4 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
33,5 |
±8 |
|
5 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
41,8 |
±6 |
|
6 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
50 |
±9 |
|
8 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
66,6 |
±5 |
|
10 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
83 |
±3 |
|
12 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
99,3 |
±3 |
| Чечевичное рифление | |||||||||
|
2,5 |
3,6 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
20,1 |
±10 |
|
3 |
4 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
24,2 |
±10 |
|
4 |
4 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
32,2 |
±8 |
|
5 |
5 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
40,5 |
±6 |
|
6 |
5 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
48,5 |
±5 |
|
8 |
6 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
64,9 |
±5 |
|
10 |
6 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
80,9 |
±3 |
|
12 |
6 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
96,8 |
±3 |
Примечания:
1. Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.
2 Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа, допускается толщина основания на 0,2 мм выше плюсового предельного отклонения.
3. Ширина основания рифлей b, угол при вершине рифлей j, диагонали ромба t1 + t2, угол расположения рифлей на плоскости листа j1, расстояние между рифлями t, длина рифлей l, радиус закругления рифлей R на готовых листах не контролируются и даны для расчетов при изготовлении инструмента.
4. Масса 1 м2 листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали 7,85 г/см3.
5. (Исключен, Изм. № 4)
(Измененная редакция, Изм. № 2, 3, 4, Поправка, 2003)
1.2. Рифленый прокат изготовляют в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
1.3. Высота рифлей на листах должна быть 0,1-0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы толщиной основания 5 мм и более должны иметь высоту рифлей не менее 1,0 мм.
1.2; 1.3 (Измененная редакция, Изм. № 2)
1.4. Листы с ромбическим рифлением изготовляют с диагоналями ромба (25-30)´(60-70) мм. Конфигурация рифлений и расположение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем.
По требованию потребителя разрешается изготовление листа с другим соотношением диагоналей ромба.
(Измененная редакция, Изм. № 2, 3)
1.5. Листы с чечевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
1.6. Листы изготовляют шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.
1.7. По требованию потребителя допускается изготовление листов других размеров.
(Измененная редакция, Изм. № 3)
1.8. Листы по размерам изготовляются:
с указанием размеров по толщине в соответствии с размерами, указанными в таблице, и по ширине и длине в пределах, указанных в п. 1.6 - форма I;
с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине - форма II;
с указанием размеров, кратных по ширине и длине размерам, указанным потребителем в пределах, установленных в п. 1.6 - форма III;
с указанием мерных размеров в пределах, указанных в п. 1.6 - форма IV.
(Измененная редакция, Изм. № 1)
1.9. Предельные отклонения по длине и ширине листов - по ГОСТ 19903-74.
По требованию потребителя листы и рулоны изготовляют с предельными отклонениями:
+20 мм - по ширине для рулонного проката свыше 1000 мм с необрезной кромкой;
+15 мм - по длине для листа свыше 2000 до 6000 мм и свыше при толщине 4,0 и 5,0 мм;
+25 мм - при толщине 6,0; 8,0; 10,0 и 12,0 мм.
(Измененная редакция, Изм. № 3, 4)
1.10. Отклонения от плоскостности - по ГОСТ 19903-74 для нормальной и улучшенной плоскостности.
(Измененная редакция, Изм. № 4)
1.11. (Исключен, Изм. № 1))
1.12. Требования к прокату, изготовляемому в рулонах, а также размеры рулонов по ширине - по ГОСТ 19903-74.
Примеры условных обозначений:
Лист горячекатаный из стали марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0х1000х2000 мм, нормальной точности по толщине, улучшенной плоскостности с катаной кромкой:
Лист ромб В-К-ПУ-3,0х1000х2000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Лист чечевица В-К-ПУ-3,0х1000х2000 Ст3сп ГОСТ 8568-77
Рулонный горячекатаный прокат марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0х1000 мм, высокой точности, с катаной кромкой:
Рулон ромб А-К-3,0х1000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Рулон чечевица А-К-3,0х1000 Ст3сп ГОСТ 8568-77
(Измененная редакция, Изм. № 2, 3, 4)
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы и рулоны изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Листы и рулоны изготовляют из углеродистой стали обыкновенного качества марок Ст0, Ст1, Ст2 и Ст3 (кипящей, спокойной и полуспокойной) с химическим составом по ГОСТ 380-88.
По согласованию изготовителя с потребителем допускается изготовлять листовой прокат без нормирования содержания хрома, никеля, меди.
2.1, 2.2 (Измененная редакция, Изм. № 4)
2.3. По требованию потребителя допускается изготовление листов из стали других марок.
(Измененная редакция, Изм. № 3)
2.4. Листы, прокатанные на станах полистной прокатки, обрезаются с четырех сторон.
2.5. Листы и рулоны, прокатанные на стане непрерывной прокатки, допускается поставлять с катаными продольными кромками.
Имеющиеся на кромках зазубрины не должны выводить лист за номинальные размеры по ширине.
2.4, 2.5 (Измененная редакция, Изм. № 1)
2.6. На поверхности листов не должно быть прокатных и слиточных плен, раковин-вдавов, раковин от окалины, раскатанных пузырей, трещин и загрязнений. На кромках листов не должно быть расслоений.
2.7. На поверхности листов допускаются рябизна, окалина, ржавчина, отпечатки, отдельные плены, глубина залегания которых не превышает предельных отклонений по толщине.
3. ПРАВИЛА ПРИЕМКИ
3.1. Листы и рулоны принимаются партиями. Партия состоит из листов одного вида рифления. Определение партии по ГОСТ 14637-89.
3.2. Для контроля размеров и качества поверхности от партии отбирают два листа или один рулон.
3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей повторный контроль проводят на выборке, отобранной по ГОСТ 7566-81.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности производят без применения увеличительных приборов.
4.2. Толщину основания листов и высоту рифлей измеряют на расстоянии не менее 100 мм от углов и 40 мм от кромок.
Размеры в любой измеряемой точке не должны выводить толщину листа за предельные отклонения.
4.3. Высота рифлей h определяется как разность размеров общей толщины листа s + h и толщины основания листа s.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение - по ГОСТ 7566-81.
(Измененная редакция, Изм. № 3)
www.metalldv.ru
ГОСТ 8568 на лист рифленый, гост 8568-77
ГОСТ 8568-77 Скачать
|
ЛИСТЫ СТАЛЬНЫЕ С РОМБИЧЕСКИМ И ЧЕЧЕВИЧНЫМ РИФЛЕНИЕМ ГОСТ 8568-77 Технические условия Continuously galvanized sheet steel. Specifications |
ГОСТ 8568-77 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
И. С. Тришевский, Ю. С. Кострица, А. М. Мелешко, И. М. Козлова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 13.04.77 № 926
3. ВЗАМЕН ГОСТ 8568-57
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 380-88 |
1.12, 2.2 |
|
ГОСТ 7566-81 |
3.3, 5.1 |
|
ГОСТ 14637-89 |
3.1 |
|
ГОСТ 19903-74 |
1.9, 1.10, 1.12 |
5. Срок действия продлен до 01.01.98 Постановлением Госстандарта СССР от 30.06.87 № 2899
6. ПЕРЕИЗДАНИЕ (июнь 1990 г.) с Изменениями № 1, 2, 3, 4, утвержденными в октябре 1978 г., январе 1981 г., июне 1987 г., июне 1989 г. (ИУС 11-78, 1-81, 11-87, 11-89)
Ограничение срока действия отменено (ИУС № 11 1995 г.)
Внесена Поправка, опубликованная в ИУС № 2 2003 г.
Настоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы общего назначения.
(Измененная редакция, Изм. № 4)
1. СОРТАМЕНТ
1.1а. Листовой прокат по толщине изготовляют:
высокой точности - А,
нормальной точности - В.
(Введен дополнительно, Изм. № 4)
1.1. Форма, размеры, предельные отклонения и масса 1 м2 листа с ромбическим и чечевичным рифлением должны соответствовать указанным на черт. 1, 2 и в таблице.
Черт. 1
Черт. 2
| Толщина основания листа s, мм | Предельные отклонения по толщине листа при ширине, мм | |||||||
| от 600 до 1000 | св. 1000 до 1500 | св. 1500 до 2000 | св. 2000 до 2200 | |||||
| нормальная точность | высокая точность | нормальная точность | высокая точность | нормальная точность | высокая точность | нормальная точность | высокая точность | |
| Ромбическое рифление | ||||||||
|
2,5 |
±0,25 |
±0,18 |
±0,25 |
±0,18 |
- |
- |
- |
- |
|
3 |
±0,25 |
±0,23 |
±0,25 |
±0,23 |
- |
- |
- |
- |
|
4 |
0,3 |
±0,30 |
0,3 |
±0,3 |
0,3 |
±0,3 |
0,3 |
±0,3 |
|
-0,7 |
-0,7 |
-0,7 |
-0,7 |
|||||
|
5 |
0,3 |
±0,35 |
0,3 |
±0,35 |
0,3 |
±0,35 |
0,3 |
±0,35 |
|
-0,7 |
-0,7 |
-0,7 |
-0,7 |
|||||
|
6 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
|
-0,8 |
-0,6 |
-0,8 |
-0,6 |
-0,8 |
-0,6 |
-0,8 |
-0,6 |
|
|
8 |
0,4 |
0,3 |
0,4 |
0,3 |
0,4 |
0,3 |
0,4 |
0,3 |
|
-0,8 |
-0,8 |
-0,8 |
-0,8 |
-0,9 |
-0,8 |
-0,9 |
-0,8 |
|
|
10 |
0,5 |
0,4 |
0,6 |
0,4 |
0,6 |
0,5 |
0,6 |
0,5 |
|
-1 |
-0,7 |
-1 |
-0,7 |
-1 |
-0,9 |
-1 |
-0,9 |
|
|
12 |
0,6 |
0,5 |
0,7 |
0,6 |
0,7 |
0,6 |
0,7 |
0,6 |
|
-1,1 |
-1,1 |
-1,1 |
-1 |
-1,1 |
-1 |
-1,1 |
-1 |
|
|
Чечевичное рифление |
||||||||
|
2,5 |
±0,25 |
±0,18 |
±0,25 |
±0,18 |
- |
- |
- |
- |
|
3 |
±0,25 |
±0,23 |
±0,25 |
±0,23 |
- |
- |
- |
- |
|
4 |
0,3 |
±0,3 |
0,3 |
±0,3 |
0,3 |
±0,3 |
0,3 |
±0,3 |
|
-0,7 |
-0,7 |
-0,7 |
-0,7 |
|||||
|
5 |
0,3 |
±0,35 |
0,3 |
±0,35 |
0,3 |
±0,35 |
0,3 |
±0,35 |
|
-0,7 |
-0,7 |
-0,7 |
-0,7 |
|||||
|
6 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
|
-0,8 |
-0,6 |
-0,8 |
-0,6 |
-0,8 |
-0,6 |
-0,8 |
-0,6 |
|
|
8 |
0,4 |
0,3 |
0,4 |
0,3 |
0,4 |
0,3 |
0,4 |
0,3 |
|
-0,8 |
-0,8 |
-0,8 |
-0,8 |
-0,9 |
-0,8 |
-0,9 |
-0,8 |
|
|
10 |
0,5 |
0,4 |
0,6 |
0,4 |
0,6 |
0,5 |
0,6 |
0,5 |
|
-1 |
-0,7 |
-1 |
-0,7 |
-1 |
-0,9 |
-1 |
-0,9 |
|
|
12 |
0,6 |
0,5 |
0,7 |
0,6 |
0,7 |
0,6 |
0,7 |
0,6 |
|
-1,1 |
-1,1 |
-1,1 |
-1 |
-1,1 |
-1 |
-1,1 |
-1 |
|
| Толщина основания листа s, мм | Ширина основания рифлей b, мм | Угол при вершине рифлей j, град | Длина рифлей l, мм | Радиус закругления рифлей R, мм | Расположение рифлей на плоскости листа j1, град | Масса 1 м2 листа, кг | Предельные отклонения по массе, % | ||
| Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
| Ромбическое рифление | |||||||||
|
2,5 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
21 |
±10 |
|
3 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
25,1 |
±10 |
|
4 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
33,5 |
±8 |
|
5 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
41,8 |
±6 |
|
6 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
50 |
±9 |
|
8 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
66,6 |
±5 |
|
10 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
83 |
±3 |
|
12 |
5 |
±0,15 |
28 |
±2 |
- |
- |
- |
99,3 |
±3 |
| Чечевичное рифление | |||||||||
|
2,5 |
3,6 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
20,1 |
±10 |
|
3 |
4 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
24,2 |
±10 |
|
4 |
4 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
32,2 |
±8 |
|
5 |
5 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
40,5 |
±6 |
|
6 |
5 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
48,5 |
±5 |
|
8 |
6 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
64,9 |
±5 |
|
10 |
6 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
80,9 |
±3 |
|
12 |
6 |
±0,15 |
45 |
±1 |
24 |
30 |
45 |
96,8 |
±3 |
Примечания:
1. Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.
2 Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа, допускается толщина основания на 0,2 мм выше плюсового предельного отклонения.
3. Ширина основания рифлей b, угол при вершине рифлей j, диагонали ромба t1 + t2, угол расположения рифлей на плоскости листа j1, расстояние между рифлями t, длина рифлей l, радиус закругления рифлей R на готовых листах не контролируются и даны для расчетов при изготовлении инструмента.
4. Масса 1 м2 листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали 7,85 г/см3.
5. (Исключен, Изм. № 4)
(Измененная редакция, Изм. № 2, 3, 4, Поправка, 2003)
1.2. Рифленый прокат изготовляют в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
1.3. Высота рифлей на листах должна быть 0,1-0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы толщиной основания 5 мм и более должны иметь высоту рифлей не менее 1,0 мм.
1.2; 1.3 (Измененная редакция, Изм. № 2)
1.4. Листы с ромбическим рифлением изготовляют с диагоналями ромба (25-30)´(60-70) мм. Конфигурация рифлений и расположение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем.
По требованию потребителя разрешается изготовление листа с другим соотношением диагоналей ромба.
(Измененная редакция, Изм. № 2, 3)
1.5. Листы с чечевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
1.6. Листы изготовляют шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.
1.7. По требованию потребителя допускается изготовление листов других размеров.
(Измененная редакция, Изм. № 3)
1.8. Листы по размерам изготовляются:
с указанием размеров по толщине в соответствии с размерами, указанными в таблице, и по ширине и длине в пределах, указанных в п. 1.6 - форма I;
с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине - форма II;
с указанием размеров, кратных по ширине и длине размерам, указанным потребителем в пределах, установленных в п. 1.6 - форма III;
с указанием мерных размеров в пределах, указанных в п. 1.6 - форма IV.
(Измененная редакция, Изм. № 1)
1.9. Предельные отклонения по длине и ширине листов - по ГОСТ 19903-74.
По требованию потребителя листы и рулоны изготовляют с предельными отклонениями:
+20 мм - по ширине для рулонного проката свыше 1000 мм с необрезной кромкой;
+15 мм - по длине для листа свыше 2000 до 6000 мм и свыше при толщине 4,0 и 5,0 мм;
+25 мм - при толщине 6,0; 8,0; 10,0 и 12,0 мм.
(Измененная редакция, Изм. № 3, 4)
1.10. Отклонения от плоскостности - по ГОСТ 19903-74 для нормальной и улучшенной плоскостности.
(Измененная редакция, Изм. № 4)
1.11. (Исключен, Изм. № 1))
1.12. Требования к прокату, изготовляемому в рулонах, а также размеры рулонов по ширине - по ГОСТ 19903-74.
Примеры условных обозначений:
Лист горячекатаный из стали марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0х1000х2000 мм, нормальной точности по толщине, улучшенной плоскостности с катаной кромкой:
Лист ромб В-К-ПУ-3,0х1000х2000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Лист чечевица В-К-ПУ-3,0х1000х2000 Ст3сп ГОСТ 8568-77
Рулонный горячекатаный прокат марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0х1000 мм, высокой точности, с катаной кромкой:
Рулон ромб А-К-3,0х1000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Рулон чечевица А-К-3,0х1000 Ст3сп ГОСТ 8568-77
(Измененная редакция, Изм. № 2, 3, 4)
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы и рулоны изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Листы и рулоны изготовляют из углеродистой стали обыкновенного качества марок Ст0, Ст1, Ст2 и Ст3 (кипящей, спокойной и полуспокойной) с химическим составом по ГОСТ 380-88.
По согласованию изготовителя с потребителем допускается изготовлять листовой прокат без нормирования содержания хрома, никеля, меди.
2.1, 2.2 (Измененная редакция, Изм. № 4)
2.3. По требованию потребителя допускается изготовление листов из стали других марок.
(Измененная редакция, Изм. № 3)
2.4. Листы, прокатанные на станах полистной прокатки, обрезаются с четырех сторон.
2.5. Листы и рулоны, прокатанные на стане непрерывной прокатки, допускается поставлять с катаными продольными кромками.
Имеющиеся на кромках зазубрины не должны выводить лист за номинальные размеры по ширине.
2.4, 2.5 (Измененная редакция, Изм. № 1)
2.6. На поверхности листов не должно быть прокатных и слиточных плен, раковин-вдавов, раковин от окалины, раскатанных пузырей, трещин и загрязнений. На кромках листов не должно быть расслоений.
2.7. На поверхности листов допускаются рябизна, окалина, ржавчина, отпечатки, отдельные плены, глубина залегания которых не превышает предельных отклонений по толщине.
3. ПРАВИЛА ПРИЕМКИ
3.1. Листы и рулоны принимаются партиями. Партия состоит из листов одного вида рифления. Определение партии по ГОСТ 14637-89.
3.2. Для контроля размеров и качества поверхности от партии отбирают два листа или один рулон.
3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей повторный контроль проводят на выборке, отобранной по ГОСТ 7566-81.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности производят без применения увеличительных приборов.
4.2. Толщину основания листов и высоту рифлей измеряют на расстоянии не менее 100 мм от углов и 40 мм от кромок.
Размеры в любой измеряемой точке не должны выводить толщину листа за предельные отклонения.
4.3. Высота рифлей h определяется как разность размеров общей толщины листа s + h и толщины основания листа s.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение - по ГОСТ 7566-81.
(Измененная редакция, Изм. № 3)
metallurg-moskva.ru