Содержание
Зенкеры по металлу — типы, характеристики, конструкция, особенности
- СОДЕРЖАНИЕ:
- • Применение и назначение
- • Виды зенкеров
- • Зенкерование
- • ГОСТ
- • Конструкция зенкера
- • Чем зенкер отличается от зенковки
- • Конусные зенкеры
- • Заточка зенкера
Зенкер – насадка режущего типа для обработки/расширений отверстий в металлических изделиях
и заготовках. Метод обработки не отличается от принципов сверления, за исключением используемого инструмента. Сам процесс
создания отверстий называется зенкерованием. По внешним признакам инструмент схож со сверлом, только на внешней кромке
расположены зубья и спиральные канавки.
Применение и назначение
Зенкер используют для расширения диаметра входного отверстия, зачистки поверхности и сглаживания шероховатостей.
Использование инструмента необходимо в работе, где важна точность замеров и качество. Зенкер необходим, когда требуется
Зенкер необходим, когда требуется
выполнить паз для крепежных элементов. К примеру, шпилек, болтов и шурупов. Инструмент незаменим в металлообрабатывающей промышленности.
Выбор инструмента всегда будет зависеть от вида обрабатываемого материала, а также от расположения отверстий.
Виды зенкеров
Зенкеры по геометрической форме подразделяются на: цилиндрические, конические, торцовые. В зависимости от того,
какой результат должен получиться, используется соответствующий тип инструмента:
- • для работы с деталями и формами цилиндрического вида. Имеют разный диаметр и угол наклона. Предназначены для расширения отверстии до 10 мм. С использованием направляющей цапки получаются углубления для крепежей;
- • для работы с коническими деталями (датчики, клапаны). Обрабатываемые поверхности, как правило, из чугуна и стали;
- • для обработки торцевой плоскости детали или изделия (приливов, бобышек).
Зенкеры классифицируют по виду конструкции: цельные, сборные, сварные и с наплавными твердосплавными пластинками. По способу крепления: хвостовой и насадной зенкеры.
По способу крепления: хвостовой и насадной зенкеры.
Зенкерование
Работы выполняются на станках токарных (для получения отверстий с торцевой стороны), сверлильных, фрезерных
с ЧПУ и расточных (для изменения размера отверстия). Подбор инструмента производится исходя из месторасположения
отверстия и материала, глубины и размера отверстия, способа крепления.
Скорость обработки в зенкеровании идентична скорости сверления. Для стали легких видов угол наклона равен 15-20
градусов, для средней легкости сплавов – 8-10 градусов. Высоколегированные стали и чугун обрабатываются поду углом 0-5 градусов, согласно ГОСТ 12479-71.
Использование автоматического оборудования позволяет добиться высокой точности обрабатываемой поверхности.
Выполняя работы нужно придерживаться следующих правил безопасности: поверхность зенкера должна быть хорошо
заточенной и не иметь заусенцев и трещин. В момент крепления хвостовика нужно обратить внимание на гладкость поверхности в качестве крепежа.
Данная обработка похожа на операцию рассверливания. Только в случае с зенкерованием окончательный вариант выходит более точным,
в процессе улучшается чистота поверхности, устраняются любые погрешности. Далее обычно производится развертывание — разновидность чистовой обработки.
Раззенковкой называют вторичную обработку уже готовых отверстий для установки в них головок болтов, заклепок, винтов.
ГОСТ
- • зенкер насадного типа диаметром 25-75 мм, изготавливается по ГОСТ 1249-71;
- • с пластинами из твердосплавных металлов ГОСТ 12497-41;
- • цилиндрические ГОСТ 12489-71, диаметр изделия 10-20 мм. А также ГОСТ 2И22-2-80 для выпуска зенкеров с различнми хвостовиками цилиндрической формы;
- • конические (диаметр 10-40 мм) ТУ 2-035-923-83, ГОСТ 3231-71. Зенкер конический с углами 60,90 и 120 градусов регламентируется ГОСТ 14953-80Е.
Конструкция зенкера
Чем зенкер отличается от зенковки
Зачастую зенкер путают с зенковкой. Зенкер и зенковка – относятся к классу режущих инструментов,
Зенкер и зенковка – относятся к классу режущих инструментов,
с 3-мя и более режущими кромками. Оба инструмента используются для отверстий конической и цилиндрической
формы. Но зенкер расширяет отверстие, одновременно с этим шлифует его и подгоняет под заданные параметры.
А зенковка только шлифует отверстие от заусенец на этапе финишных работ.
Конусные зенкеры
Зенкер конического типа – самый распространенный и оптимальный
режущий инструмент. Рабочий диаметр которого равен 15-75 мм. Предназначен для работ со средним углом наклона
и небольших показателем углубления. Изделие имеет несколько сторон с прямыми зубьями с числом режущих кромок
от 7-15. Зенкер чаще всего используется на станках с ЧПУ фрезерного или токарного типов.
Заточка зенкера по металлу
IV.
 Зенкеры, их назначение, виды и конструкция.
Зенкеры, их назначение, виды и конструкция.
Зенкеры предназначаются
для обработки цилиндрических отверстий:
необработанных
(литых и штампованных) и предварительно
просверленных с целью улучшения
чистоты поверхности и повышения точности
этихотверстий, а
в ряде случаев и подготовки их к
дальнейшему развертыванию.
При обработке отверстий, полученных
литьем, ковкой или штамповкой,
применяют зенкеры, а не сверла, т.к. при
работе по корке они более устойчивы.
Среднее значение припуска под зенкерование
после сверления составляет примерно
0,5…3 мм на сторону.
По форме режущей
части зенкер напоминает спиральное
сверло, но в отличие
от сверла он имеет не две, а три или
четыре главные режущие кромки,
расположенные на режущей части; кроме
того, зенкер не имеет поперечной
кромки. По сравнению со сверлом зенкер
обладает повышенной
жесткостью и благодаря наличию нескольких
режущих лезвий имеет хорошую
ориентировку относительно уже сделанного
отверстия, поэтомуэтот
тип инструмента применяют часто для
исправления геометрии отверстия
(получение цилиндричности).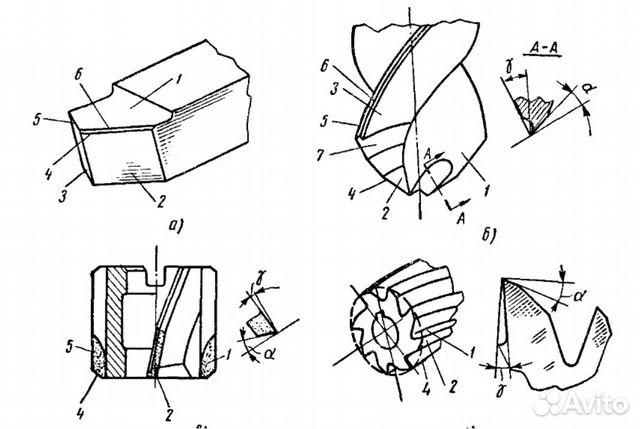
Цилиндрический
зенкер имеет следующие основные части
( см. рис.7):режущая (заборная)
часть, несущая режущие кромки. Эта часть
инструмента выполняет основную
работу резания;калибрующая
(направляющая) часть, имеющая узкие
фаски и служащая
для направления зенкера в отверстии в
процессе резания;хвостовик,
служащий для закрепления зенкера в
шпинделе станка.
Рис. 7. Элементы и части цилиндрического
зенкера.
Рис. 8. Разновидности
цельных зенкеров.
Для обработки цилиндрических поверхностей
применяются цельные зенкеры: с прямыми
канавками (рис.8,а), с винтовыми канавками
(рис. 8,6), с напаянными твердосплавными
пластинами (рис. 8,в). Эти три типа зенкеров
можно использовать для обработки
отверстий как ручным способом, так и с
помощью металлорежущего оборудования.
Зенкер, изображенный на рис. 8,г применяется
только при обработке на станках
(вследствие неразвитой направляющей
части) и называется машинным
На рисунке 9 показаны
различные виды насадных зенкеров,
которые закрепляются
на оправке станка и вручную не используются:
с напаянными твердосплавными
зубьями (рис. 9,а), со вставными зубьями
9,а), со вставными зубьями
(рис. 9,6) и цельный (рис. 9, в.)
Для обработки
входной или выходной части отверстия
с целью снятия фаски или для изготовления
углубления под головку болта, винта или
заклепки используется операция
зенкования, которая выполняется
зенковками (см. рис. 10).
а) б) в)
.
Рис. 9. Насадные
зенкера
Рис. 10. Разновидности
зенковок
Развертка (рис. 11)
— многолезвийный инструмент, предназначенный
для чистовой
обработки отверстий обычно после
зенкерования. Число лезвий составляет
от 6 до 12. После
операции развертывания получается
низкая шероховатость поверхности
(высокая чистота) и достаточно точный
размер ( по 6…8 квалитету). Припуск под
обработку составляет 0,05.. .0,3 мм на
сторону.
Рис. 11. Элементы цилиндрической развертки.
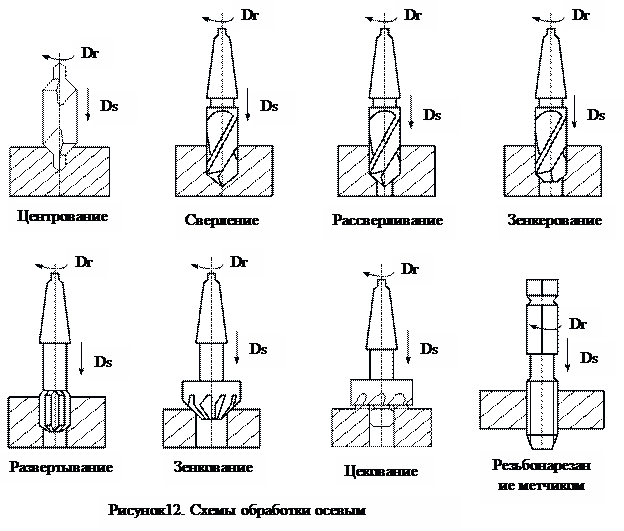
Развертывание
отверстий можно выполнять на сверлильных
или токарных станках,
а также вручную. Развертки, применяемые
Развертки, применяемые
для станочного развертывания отверстий,
называются машинными (см. рис. 12).
Рис. 12. Виды машинных разверток.
Машинные развертки отличаются от ручных
более короткой рабочей частью. Они
закрепляются в качающихся (плавающих)
державках, установленных в патроне или
непосредственно в шпинделе станка.
Ручная развертка, не имеющая возможность
быть сцентрированной на станке, имеет
длинную заборную часть, благодаря
которой инструмент имеет возможность
самостоятельно центрироваться по
отверстию. На рисунке 13,а показана
ручная цилиндрическая развертка с
прямым зубом, на рисунке 13,6 — с. винтовым
зубом и на рисунке 13,в — ручная коническая
развертка с прямым зубом
а) б) в)
Рис. 13. Разновидности ручных разверток.
Конические развертки применяются для
предварительного и окончательного
развертывания конических поверхностей.
Обычно такие развертки состоят из
комплекта (см. рис. 14), первая — черновая
(рис. 14,а) — обращает цилиндрическое
отверстие в ступенчатое. Промежуточная
коническая развертка (рис. 14,6) предназначена
для раздробления стружки и придания
отверстию более правильной конической
формы. Последняя — чистовая развертка
(рис. 14,в) — снимает стружку по всей режущей
кромке конуса.
Рис. 14. Комплект
конических разверток.
По своему устройству развертки делятся
на две больших группы: постоянные и
регулируемые. На рисунке 15 показана
цилиндрическая регулируемая развертка.
Корпус такой развертки сделан полым
коническим, с продольными канавками,
прорезанными между зубьями на длине
рабочей части. При завертывании винта,
расположенном с
торца развертки, шарик, расположенный
внутри, продвигаясь по внутренней
конической поверхности, «распирает»
тело инструмента, тем самым изменяя
наружный диаметр.
Рис. 15. Регулируемые
15. Регулируемые
ручные развертки.
Для получения
отверстий идеальной цилиндрической
формы с низкой шероховатостью
поверхности применяется растачивание.
В качестве инструмента используется
обычно расточный резец (рис. 16). Операция
растачивания может производиться
на станках токарной группы, расточных
станках и на координатно-расточных.
Для нарезания резьбы
в отверстиях применяются метчики. Метчик
— режущий инструмент,
представляющий собой закаленный винт,
на котором прорезано несколько
продольных канавок (прямых или винтовых),
образующих режущие кромки (рис.
16). Метчик имеет рабочую часть и хвостовик,
заканчивающийся квадратом. Рабочая
часть метчика состоит из заборной и
калибрующей частей. Заборная
часть — передняя
конусная часть метчика, которая первой
входит в отверстие и осуществляет
всю основную работу резания. Калибрующая
часть направляет
метчик в отверстие и окончательно
калибрует резьбу.
Ручные метчики —
служат для нарезания резьбы вручную.
Они обычно изготавливаются
комплектами из двух или трех метчиков.
В комплект, состоящий из трех
метчиков, входят черновой, средний и
чистовой метчики.
Машинно-ручные
метчики применяются
для нарезания цилиндрической и конической
резьбы в сквозных и глухих отверстиях.
Этими метчиками можно нарезать
машинным способом резьбы всех размеров
и вручную
Рис. 16. Ручной метчик
и его элементы.
Структура и применение зенкеров
Зенковка, поперечная фреза и плоская зенкеровка RUKO
Зенковка – это процесс последующей обработки существующих просверленных отверстий. Это означает, что зенкер не врезается в весь материал. Существуют разные зенкеры, которые выполняют разные функции. Они делятся на:
- зенкер
- Фреза для поперечных отверстий
- плоская зенковка
- раковинное грузило
Зенковка
Головка зенковки имеет коническую форму. Коническая форма вызывает снятие заусенцев или зенковку в существующем отверстии.
Коническая форма вызывает снятие заусенцев или зенковку в существующем отверстии.
Характеристики зенковки
Угол зенковки имеет решающее значение для зенкеровки. Существуют различные углы, которые предназначены для различных приложений. Для зенковки:
- 60° для удаления заусенцев
- 75° для головок заклепок
- 82° для винтов с потайной головкой стандарт США
- 90° для винтов с потайной головкой
- 120° для зенкования заклепок из листового металла
Количество режущих кромок обычно нечетное для плавного хода при зенкеровании. Наши зенкеры имеют три режущие кромки.
Чип удаляется через профиль канавки . Хвостовик доступен в четырех различных версиях: цилиндрический хвостовик , хвостовик с конусом Морзе, хвостовик биты и трехгранный хвостовик . Например, хвостовик биты или хвостовик с тремя поверхностями предотвращает проскальзывание инструмента в патроне дрели и делает их идеальными для использования в ручных дрелях.
Заусенец на конце отверстия
Что означает снятие заусенцев?
Обычно на конце кромки отверстия образуются небольшие клочки материала, выдавленные спиральным сверлом для сквозного отверстия . Эти клочки называются заусенцами. Для удаления этих заусенцев используется зенкер, который зачищает край отверстия, т.е. удаляет заусенец. Эти зенкеры имеют угол зенкерования 60° . В принципе, однако, удаление заусенцев можно выполнять с любым углом зенкерования.
Особенно при сверлении металла образуется заусенец . Это может быть с очень острыми краями и представлять опасность травмы . Поэтому вы должны удалить заусенец после сверления. Не только из соображений безопасности, но и для улучшения внешнего вида просверленного отверстия.
Зенковка отверстия расширяет область входа и облегчает, например, вставку сверла. О том, как нарезать внутреннюю резьбу, рассказывается в нашей статье «Как нарезать внутреннюю резьбу в 3 шага».
Зенковка винта
Для зенковка винта заподлицо с поверхностью заготовки, используется зенкер . Окончательный результат выглядит следующим образом.
Винт с потайной головкой в сквозном отверстии
Фреза для поперечных отверстий
Особенностью этой зенковки является просверленное отверстие поперек зенковки.
Характеристики фрезы с поперечными отверстиями
Фрезы с поперечными отверстиями имеют наклонное отверстие около 45° к оси зенкерования. Таким образом, это отверстие в головке образует две режущие кромки. Стружка выводится через отверстие , что предотвращает ее застревание между сверлом и заготовкой. Фрезы с поперечными отверстиями также крайне редко застревают в материале.
С сердечником с поперечными отверстиями можно добиться чистых результатов и с ним легко работать . Зенковка не имеет заусенцев и болтовни.
Угол зенкерования поперечного отверстия 90°. С помощью стержня с крестообразным отверстием вы также можете сделать зенкер для винта с потайной головкой .
Фреза для поперечного отверстия
Зенковка плоская
Зенковка плоская имеет цилиндрическую форму по сравнению с зенковкой. Зенкеры используются для изготовления зенкеров для винтов с цилиндрической головкой, винтов с шестигранной головкой и гаек .
Особенности плоской зенковки
На ее конце имеется неподвижная направляющая , которая вставляется в предварительно просверленное отверстие . Это обеспечивает стабильное управление бурильной машиной и точную работу.
Режущие кромки разрезают материал и оставляют место для головки винта . Винты с цилиндрической головкой и винты с шестигранной головкой находятся заподлицо с поверхностью заготовки.
Винт с цилиндрической головкой в сквозном отверстии
Плоские зенкеры доступны в двух версиях: для сквозного отверстия и резьбового отверстия . Отличие заключается в двух заготовках, которые соединяются винтом.
Отличие заключается в двух заготовках, которые соединяются винтом.
При сквозном отверстии резьба есть только во втором материале. С отверстием под резьбу оба материала имеют резьбу .
Диаметр неподвижной направляющей для сквозного отверстия больше, чем для отверстия под резьбу . Так, для сквозного отверстия под резьбу М12 (мелкий сорт) диаметр составляет 13,0 мм. Для отверстия под резьбу диаметр неподвижной направляющей для резьбы М12 составляет 10,2 мм.
Диаметр неподвижной направляющей для сквозного отверстия больше, чем для отверстия под резьбу
Раковинное грузило
В ракушечном грузиле зенкер устанавливается на спиральное сверло. Таким образом, сверление спиральным сверлом и последующее зенкерование можно выполнить только за один рабочий этап .
Поскольку зенкеры подходят только для сверления отверстий в древесине, древесных материалах или пластике, мы не включаем их в наш ассортимент.
Application
Поскольку наши зенкеры изготовлены из инструментальной стали HSS, HSSCo 5 и карбида вольфрама , вы можете использовать их для резки самых разных металлов. Зенкеры доступны с покрытиями TiN, TiAlN и нашим RUnaTEC .
В таблице применения (PDF за изображением) вы найдете обзор всех наших зенкеров и областей их применения.
Чрезвычайно важным для зенкеров является угол зенкерования . Различные углы зенковки подходят для различных применений .
| Countersink angles | Application | Product |
|---|---|---|
| 60° | for deburring | Countersink |
| 75° | for rivet heads | Countersink |
| 82° | for countersunk screws Стандарт США | Зенковка |
| 90° | для винтов с потайной головкой | Зенковка и поперечная фреза |
| 120° | for countersinking of sheet metal rivets | Countersink |
| 180° | for cylinder head screws, hexagon head screws and nuts | Flat countersink |
Cutting speed
When countersinking важно, чтобы прикладывал меньше усилий , потому что зенкерование требует лишь небольшого давления на шлифование .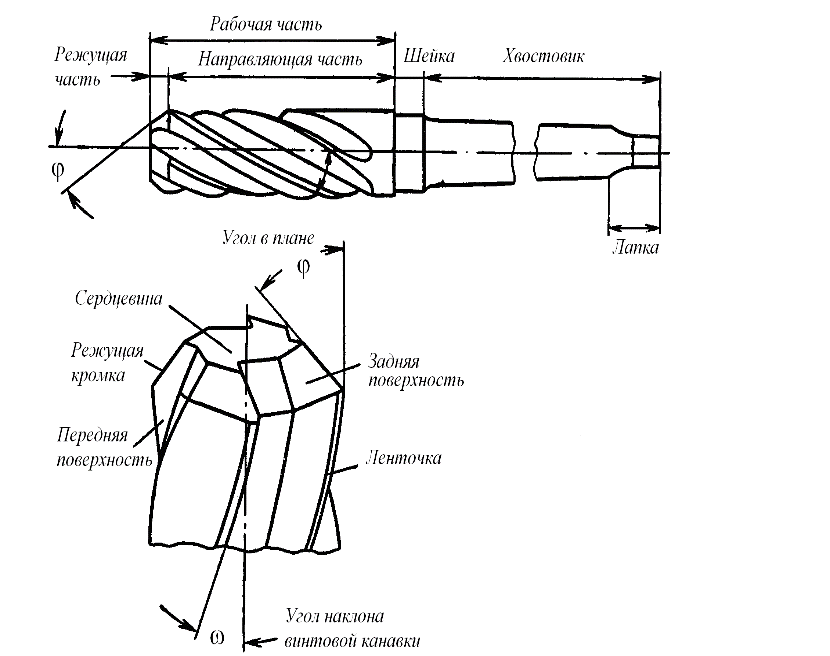
Помимо давления при шлифовке следует также обратить внимание на скорость резания . Особенно с твердыми материалами, такими как твердая древесина или металл, вы должны выбрать очень низкую скорость . Чем медленнее, тем лучше. Зенковка не гремит и не сильно греется. Таким образом, срок службы не снижается.
К столу скоростей для зенкеров
Насколько глубоко я могу резать?
В зависимости от области применения вы можете резать на разную глубину. Например, при удалении заусенца вы углубляетесь в материал всего на несколько миллиметров, чтобы удалить только заусенец.
Если вы хотите зенковать винт, вы можете использовать зенкер, чтобы врезаться в заготовку непосредственно перед или до максимального диаметра.
Максимальный диаметр
Заключение и резюме
Зенковки в основном используются для зенкерования отверстий, зенкерования винтов и удаления заусенцев.
Зенковка расширяет отверстие и облегчает последующее нарезание резьбы. При зенкеровании шурупов создается место для головки шурупа, чтобы она сомкнулась с поверхностью заготовки. Во время удаления заусенцев на отверстии удаляются заусенцы из соображений безопасности и/или оптики.
При зенкеровании шурупов создается место для головки шурупа, чтобы она сомкнулась с поверхностью заготовки. Во время удаления заусенцев на отверстии удаляются заусенцы из соображений безопасности и/или оптики.
Важно выбрать правильный угол зенкерования в зависимости от области применения и работать с низкой скоростью резания .
Полный ассортимент зенкеров, включая поиск продукции, можно найти в разделе Продукты > Зенковка.
Если у вас возникли проблемы с поиском нужного сверла для листового металла, не стесняйтесь обращаться к нам.
Как выбрать сверла с зенковкой для винтов с заподлицо и с заглушками
Сверла с зенковкой бывают разных размеров и размеров в зависимости от проекта, используемых винтов и личных предпочтений. Для мебели для хозяйственных магазинов или других быстрых и грязных проектов — особенно временных предметов — мы часто не заботимся о винтах. Они могут быть видны или нет, гордиться поверхностью или нет; иногда это просто не имеет значения.
Но для большей части нашей работы, если винт должен быть виден, мы хотим, чтобы он хорошо выглядел, был установлен гладко и по возможности заподлицо с окружающей поверхностью. Конечно, вы можете принудительно вкрутить шуруп с плоской головкой заподлицо, но это почти всегда рвет волокна на поверхности дерева и выглядит ужасно. В твердой древесине вы, возможно, даже не сможете установить винт заподлицо. Здесь на помощь приходит зенкерование (или его близкий родственник — зенкерование). Когда вы закрываете пилотное отверстие зенкером, головка шурупа идеально садится: все ее поверхности соприкасаются с деревом с одинаковым усилием, обеспечивая прочное крепление. и чистый вид.
Вы можете спрятать шурупы с плоской головкой с помощью дюбелей, если просверлите зенковку достаточно глубоко, чтобы их можно было приклеить поверх шурупа. Когда мы хотим, чтобы эти винты полностью исчезли, зенковка с глубокими отверстиями подходящего размера может принять деревянную пробку, которую затем можно обрезать и отшлифовать заподлицо для получения гладкой поверхности и акцентированного внешнего вида. Выполнение этих и других задач является работой специального зенковщика. Но их много: однокомпонентное сверло или комбинация сверла и зенковки, с одной канавкой или с несколькими канавками (или вообще без канавки) и широкий диапазон углов фаски затрудняют выбор. Как и почти во всех работах по дереву, зенкеры работают лучше всего, когда они правильно подобраны для выполняемой работы.
Выполнение этих и других задач является работой специального зенковщика. Но их много: однокомпонентное сверло или комбинация сверла и зенковки, с одной канавкой или с несколькими канавками (или вообще без канавки) и широкий диапазон углов фаски затрудняют выбор. Как и почти во всех работах по дереву, зенкеры работают лучше всего, когда они правильно подобраны для выполняемой работы.
Рифленые насадки имеют одну или несколько режущих кромок, зенкеры с поперечными отверстиями имеют наклонное отверстие на конце, которое действует как режущая кромка. Цельные зенкеры бывают двух основных разновидностей, наиболее широко известными из которых являются рифленые зенкеры, которые имеют короткий хвостовик с удлиненным цилиндром, увенчанным коническим наконечником. (Форма всегда напоминает мне старый командный модуль Apollo.) Наиболее типичная рифленая зенковка имела четыре режущих кромки на конусе, хотя цельные рифленые зенкеры сегодня чаще имеют нечетное количество режущих кромок — обычно одну или пять. .
.
Рифленые зенкеры бывают нескольких размеров и могут прорезать конические отверстия, предназначенные для винтов с головками разных размеров. Сначала просверливается пилотное отверстие для винта, а затем зенкеруется отверстие, чтобы винт с плоской головкой сел заподлицо с рабочей поверхностью. Всегда лучше использовать зенкер с диаметром тела, точно соответствующим диаметру головки винта; использование слишком узкого не создаст достаточно большую зенковку, чтобы принять головку винта, а использование слишком широкого рискует создать зенкер размером с кратер, который полностью проглотит винт.
Недавно появившийся цельный зенкер, называемый зенкером с перекрестными отверстиями, не имеет канавок. Вместо заостренных режущих кромок в долоте имеется отверстие, просверленное в конусе под углом. Когда сверло вращается, задняя кромка отверстия делает разрез. Используемые так же, как и рифленые сверла (сначала пилотное отверстие, затем зенковка), зенкеры с поперечными отверстиями режут очень плавно и быстро удаляют материал, а также они превосходно удаляют стружку во время сверления.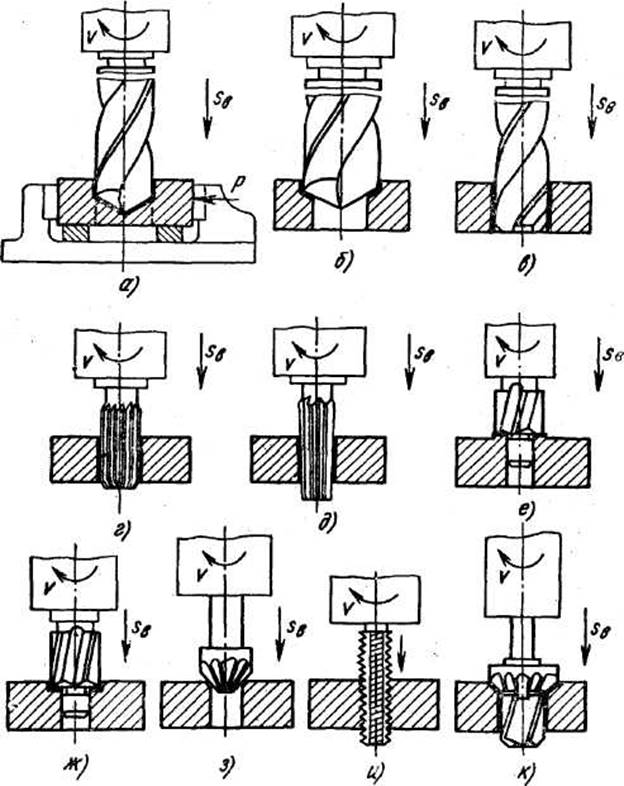 Эти сверла обычно стоят немного дороже, чем их рифленые собратья.
Эти сверла обычно стоят немного дороже, чем их рифленые собратья.
Наиболее распространенные углы фаски составляют 82° и 90°, но большинство винтов имеют угол 82°, поэтому этот угол следует использовать в большинстве проектов. Доступны зенкеры с конусами, формирующими шесть различных углов фаски — 60°, 82°, 90°, 100°, 110° и 120° — предназначенных для соответствия углу головки винта.
Винты с головкой под углом 90° изготовлены в соответствии со стандартом ISO; они обычно метрические и гораздо более распространены за границей. Наиболее признанным в Северной Америке является унифицированный стандарт резьбы 82°, который соответствует практически всем шурупам для деревообработки, с которыми вы можете столкнуться в США и Канаде. Тем не менее, оба стандарта зенкеров легко доступны здесь.
Поскольку велика вероятность того, что вы будете использовать винты только с головкой 82°, имеет ли значение, какую зенковку вы покупаете и используете? Ну, это зависит. При зенковке под углом 90° из-за разницы в 8° самая нижняя часть головки шурупа сначала соприкасается с деревом, оставляя стороны и верхнюю часть шурупа без опоры. Винт необходимо затянуть еще больше, чтобы остальная часть головки соприкасалась с зенковкой, создавая большее усилие на древесине внизу. По сути, то, что вы делаете, это принудительно удлиняет зенковку, перекручивая винт. С зенкером 82° все поверхности головки шурупа соприкасаются с деревом одновременно и с одинаковым усилием.
Здравый смысл подскажет, что правильно подобрать винт к зенкеру. Это особенно верно для твердой древесины, так как затягивание винта сильнее, чтобы правильно посадить винт в зенковку, создает большую нагрузку на головку — попробуйте сделать это с латунным винтом, и головка, скорее всего, отломится. Для твердой древесины лучше всего подходит зенковка. Однако для мягкой древесины при посадке шурупа 82° в зенкер 90° создается не так много напряжения, и разница может быть незаметна.
Зенкерование коронок, которые я описал выше, состоит из двух этапов: сначала пилотное отверстие, а затем зенкерование.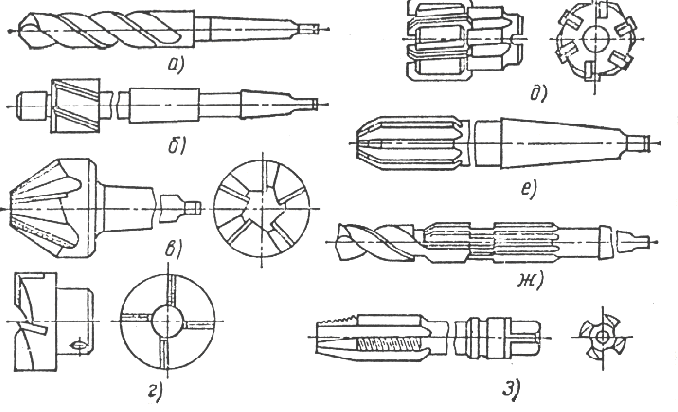 Это эффективно, но требует времени. Однако большое разнообразие комбинированных зенкеров выполняет обе задачи одновременно. Имея несколько названий — сверла с зенковкой, зенкеры с пилотным винтом и зенкеры с направляющей — это лишь некоторые из них — эти сверла оборачивают рифленую зенковку вокруг регулируемого сверла. (Для них не используются зенкеры с крестообразным отверстием.)
Это эффективно, но требует времени. Однако большое разнообразие комбинированных зенкеров выполняет обе задачи одновременно. Имея несколько названий — сверла с зенковкой, зенкеры с пилотным винтом и зенкеры с направляющей — это лишь некоторые из них — эти сверла оборачивают рифленую зенковку вокруг регулируемого сверла. (Для них не используются зенкеры с крестообразным отверстием.)
Редко можно найти плоские стальные зенковки старого образца, но они отлично подходят для быстрого сверления зенкеров (хотя и неэффективно). Первоначальная идея для них возникла несколько лет назад с пилотируемыми зенковками, сделанными из цельного куска плоской стали с закрученными концами, образующими хвостовик.
Они были похожи на наконечники стрел. В них не было ничего регулируемого — у вас либо был правильный размер, либо нет — и на отверстия и зенковки, которые они делали, было не на что смотреть, но они делали свою работу быстро и за один шаг. Они продавались тысячами, и велика вероятность, что у любого, кто занимался деревообработкой в течение нескольких десятилетий, где-то на дне ящика с инструментами гремит парочка.
Откидные зенкеры имеют два конца: один конец используется для сверления направляющей опоры и установки зенковки, а другой конец используется для закручивания винта. Сегодняшние версии дают лучшие результаты и гораздо более универсальны. Стили различаются, но каждый из них работает в основном одинаково.
Каждая зенковка на самом деле является комбинированным инструментом и состоит из отдельного сверла, центрируемого в сквозном отверстии в корпусе зенковки и удерживаемого на месте с помощью установочного винта или цангового действия корпуса зенковки. Сверла могут быть прямыми или коническими, их длина сверления регулируется простым ослаблением установочного винта или цанги, перемещением сверла на нужную длину и повторным затягиванием.
Большинство этих зенкеров можно использовать со стопорным кольцом, которое устанавливает глубину зенковки, и большинство из них поставляется в наборах, которые включают в себя соответствующие зенкеры разных размеров и сверла для крепления используемых винтов.
Почти каждый крупный производитель инструментов, который предлагает сверла (а также некоторые, которые их не предлагают), выпускает базовые недорогие комбинированные зенкеры этого типа. Многие из них выполнены в стиле «флип» с двусторонним резаком. Когда он защелкивается на приводном корпусе в режиме зенкерования, вы можете сверлить как пилотное отверстие, так и зенковать. Отщелкните зенкер, переверните его и защелкните обратно, чтобы обнажить соответствующую отвертку для установки винта.
Современные зенкеры включают коническую зенковку Rockler Pro, зенкер CleanStop от Woodworker’s Supply и Jack Rabbit от Jack Rabbit Tool.
Каждый из них имеет некоторые уникальные особенности. Pro Tapered поставляется в комплекте из трех полных комбинаций зенкеров, размер которых подходит для винтов № 6, № 8 и № 10.
Сверла красиво сужаются, чтобы соответствовать профилю традиционных шурупов для деревообработки, и каждое сверло имеет уплощенный хвостовик для надежной фиксации с помощью установочного винта. Ограничитель глубины с двумя установочными винтами входит в комплект каждой насадки, и эти зенкеры имеют самый большой основной хвостовик 3/8 дюйма 9.0003
Ограничитель глубины с двумя установочными винтами входит в комплект каждой насадки, и эти зенкеры имеют самый большой основной хвостовик 3/8 дюйма 9.0003
Для режущего действия имеются две удлиненные канавки, которые выступают вверх по корпусу зенковки и помогают выбрасывать стружку через ограничитель глубины. Набор из трех частей продается примерно за 60 долларов, но каждая зенковка также продается по отдельности, также доступны зенковки № 5 и № 12.
CleanStop использует аналогичную пару длинных канавок для выброса стружки, но использует прямые сверла вместо конических. В комплект входят четыре комбинированных зенкера под винты № 6, № 8, № 10 и № 12, но включены только два ограничителя глубины: они должны быть общими для четырех зенкеров. Ограничители глубины уникальны и состоят из двух частей с полимерным колпачком, прикрепленным к передней части металлического ограничителя. Колпачок свободно вращается, но останавливается при контакте с заготовкой, чтобы не повредить или не прожечь рабочую поверхность. Основной хвостовик имеет шестигранную форму 1/4 дюйма. Набор из четырех частей продается примерно за 60 долларов, но зенкеры также продаются по отдельности.0003
Основной хвостовик имеет шестигранную форму 1/4 дюйма. Набор из четырех частей продается примерно за 60 долларов, но зенкеры также продаются по отдельности.0003
Набор Jack Rabbit включает те же четыре размера, что и CleanStop, но использует один корпус. Каждая зенковка представляет собой отдельную цангу, которая ввинчивается в приводной корпус, затягивая сверло по мере его установки на место. Деловые концы имеют четыре коротких канавки, которые при обычном использовании не выходят за ограничитель глубины. Одиночный латунный ограничитель глубины входит в комплект приводного корпуса.
Зенковка Jack Rabbit представляет собой «быстросменную» комбинацию, в которой используются отдельные приводные хвостовики с крестообразным и квадратным хвостовиками. При использовании вы просверливаете направляющее отверстие и зенкуете, затем просто отрываете приводной корпус от хвостовика и быстро вкручиваете винты домой одним-двумя действиями. Набор, который включает в себя пару ключей для затягивания цанговых фрез, два двусторонних хвостовика и намагничивающее кольцо для отверток, продается примерно за 50 долларов по состоянию на 2010 год. Все три набора включают футляр для хранения, а также Шестигранные ключи. Сменные сверла доступны для всех.
Все три набора включают футляр для хранения, а также Шестигранные ключи. Сменные сверла доступны для всех.
Специальная зенковка вместе с закругленной шиповой фрезой и сверлом создает идеальное соединение врезных и шиповых соединений. Хотя во многих столярных мастерских не всегда есть большой спрос на него, есть специализированная зенковка для изготовления деревенской бревенчатой мебели с круглыми врезными и шиповыми столярными изделиями.
После того как отверстие (паз) просверлено для приема круглого шипа компонента мебели, эти клиновидные зенкеры легко сужают верхнюю часть паза, чтобы точно соответствовать конической форме типичных круглых шипов. Врезное и шиповое соединение идеально подходят для очень прочного соединения. Эти зенкеры обычно используются с мощным сверлом.
Вы можете сделать основные зенкеры с помощью ручного инструмента, все, что они представляют собой — это удобная ручка с зенковкой, закрепленной на одном конце. Однако не для всех зенкеров требуется дрель. Ручные зенкеры состоят из рукоятки, похожей на ручку отвертки, с отдельными зенкерными насадками, которые защелкиваются спереди. Сначала просверлите отверстие, а затем, сделав несколько поворотов, вы получите базовую зенковку без излишеств, готовую принять винт. Они отлично подходят для того, чтобы держать их под рукой или спрятать в ящике для инструментов, чтобы быстро сделать одну или две зенковки, не тратя время на то, чтобы принести дрель и обычные зенкеры. Однако эти ребята требуют немного мышечной силы, и ваше запястье получит свою нагрузку, если вы сделаете несколько десятков зенковок в дубе одним из них. Но для быстрой одноразовой зенковки они не могут быть превзойдены.
Однако не для всех зенкеров требуется дрель. Ручные зенкеры состоят из рукоятки, похожей на ручку отвертки, с отдельными зенкерными насадками, которые защелкиваются спереди. Сначала просверлите отверстие, а затем, сделав несколько поворотов, вы получите базовую зенковку без излишеств, готовую принять винт. Они отлично подходят для того, чтобы держать их под рукой или спрятать в ящике для инструментов, чтобы быстро сделать одну или две зенковки, не тратя время на то, чтобы принести дрель и обычные зенкеры. Однако эти ребята требуют немного мышечной силы, и ваше запястье получит свою нагрузку, если вы сделаете несколько десятков зенковок в дубе одним из них. Но для быстрой одноразовой зенковки они не могут быть превзойдены.
Большинство современных насадок с пилотным управлением регулируются по глубине и имеют съемные насадки для легкой очистки, заточки и замены. Самое главное, о чем следует помнить при использовании зенковки, — это правильно подобрать размер используемого винта. Это касается всех аспектов как пилотного отверстия, так и самой зенковки. Слишком большая зенковка проглотит головку шурупа в месте, похожем на кратер размером с луну; слишком маленькая зенковка не подойдет к головке шурупа, а принудительное закручивание шурупа может разорвать древесные волокна вокруг зенковки.
Это касается всех аспектов как пилотного отверстия, так и самой зенковки. Слишком большая зенковка проглотит головку шурупа в месте, похожем на кратер размером с луну; слишком маленькая зенковка не подойдет к головке шурупа, а принудительное закручивание шурупа может разорвать древесные волокна вокруг зенковки.
Если вы не просверлите зенкер достаточно глубоко, винт останется над поверхностью; зайти слишком глубоко, и винт будет сидеть слишком мелко. По мере использования вы быстро почувствуете особенности конкретных зенкеров, но до тех пор разумно отрегулировать все ваши настройки (глубина сверла, размер зенковки, расположение ограничителя глубины) и сделать пробное сверло в куске металлолома, прежде чем сверлить настоящую. заготовка.
При зенкеровании скорость не всегда является вашим другом. Слишком быстрое сверление может привести к слишком глубоким или слишком большим зенковкам, особенно в мягкой древесине. Высокая скорость также является одной из основных причин «дребезжания», зенковки с неровным краем и волнистой внутренней поверхностью.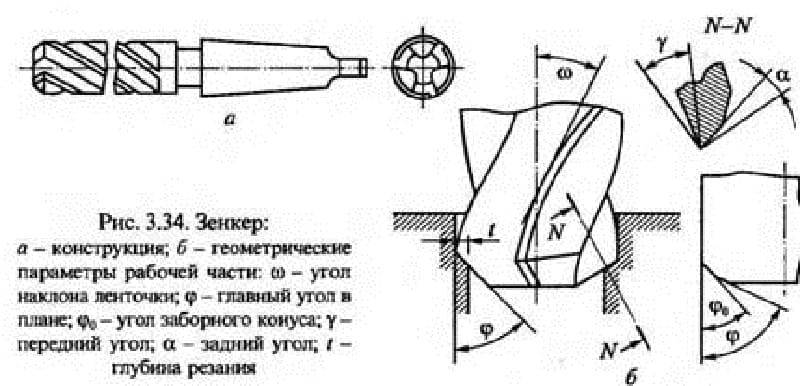 Логично, что для традиционных конических шурупов по дереву лучше всего использовать зенкер с коническим сверлом. Прямые шурупы для дерева, такие как вездесущие черные шурупы из домашнего центра, оптимально работают с прямыми сверлами. Однако в большинстве случаев, за исключением самых твердых пород дерева, типы сверл, используемых в зенкерах, взаимозаменяемы. В мягкой древесине разница незначительна.
Логично, что для традиционных конических шурупов по дереву лучше всего использовать зенкер с коническим сверлом. Прямые шурупы для дерева, такие как вездесущие черные шурупы из домашнего центра, оптимально работают с прямыми сверлами. Однако в большинстве случаев, за исключением самых твердых пород дерева, типы сверл, используемых в зенкерах, взаимозаменяемы. В мягкой древесине разница незначительна.
Внимательно следите за сверлами в комбинированных зенкерах. Как и любые биты, они неэффективно режут, когда тупые. Удалите их по мере необходимости и замените. Практически все производители зенкеров изготавливают сменные насадки, которые легко заменяются. То же самое касается режущих кромок самой зенковки. Заточите их по мере необходимости или замените. Опять же, все производители предлагают замену. (В некоторых случаях сменные фрезы продаются вместе с новыми сверлами.)
Одним из самых больших преимуществ хорошей зенковки является возможность просверлить пилотное отверстие и соответствующую зенковку и одновременно поместить их на дно более глубокого отверстия, в которое можно установить деревянную пробку. . Эти глубокие зенковки иногда называют «зенковками», но технически это не совсем точно.
. Эти глубокие зенковки иногда называют «зенковками», но технически это не совсем точно.
Вы можете легко делать глубокие зенкеры, установив ограничитель глубины зенкеров, чтобы позволить зенкеру глубже просверливать рабочую поверхность. Обязательно измерьте размер дюбеля, чтобы убедиться, что корпус зенковки сделает отверстие нужного размера. Точно так же тщательно устанавливайте ограничитель глубины. Как упоминалось ранее, быстрое пробное сверление в ломе всегда является хорошей идеей при корректировке наборов зенкеров.
Говоря об ограничителях глубины, будьте с ними осторожны. Нет необходимости вбивать эту зенковку в заготовку до тех пор, пока ограничитель глубины не остановится. Все, что вы получите, это испорченная поверхность. И если вы не прекратите сверление достаточно быстро, ограничитель глубины вращения может легко прожечь деревянную поверхность вдобавок… еще одна причина избегать высокоскоростного зенкования. Самый эффективный способ сделать зенковку — это не спешить и уменьшать скорость сверления по мере приближения упора к поверхности. Когда он едва коснется дерева, все готово. Вполне вероятно, что после того, как вы привыкнете к тому, как работает тот или иной зенкер, вы оставите ограничитель глубины в его корпусе. После того, как вы привыкнете, вы сможете инстинктивно определить правильную глубину.
Когда он едва коснется дерева, все готово. Вполне вероятно, что после того, как вы привыкнете к тому, как работает тот или иной зенкер, вы оставите ограничитель глубины в его корпусе. После того, как вы привыкнете, вы сможете инстинктивно определить правильную глубину.
Есть еще одна задача, в которой превосходно справляются зенкеры, и это не имеет никакого отношения к дереву: это самый быстрый и эффективный способ удалить заусенцы из только что просверленного отверстия в металле. Вы можете подумать, что в столярной мастерской нет большого спроса на это, но подумайте еще раз. Сверление отверстий в петлях, металлических уголках, компонентах приспособлений, чугуне для крепления к столу, кронштейнах для полок и т.п. — все это оставляет неприглядный — и опасно острый — заусенец по краю отверстия. Одно быстрое касание зенковкой удаляет этот заусенец. Однако лучше не использовать для этой задачи обычные столярные зенкеры. Вместо этого возьмите пару дешевых цельных рифленых зенкеров специально для этой цели.