РЕЗАНИЕ МАТЕРИАЛОВ, РЕЖУЩИЙ ИНСТРУМЕНТ / ИНСТРУМЕНТЫ / Зенкеры развертки 2. Виды зенкеров
IV. Зенкеры, их назначение, виды и конструкция.
Зенкеры предназначаются для обработки цилиндрических отверстий: необработанных (литых и штампованных) и предварительно просверленных с целью улучшения чистоты поверхности и повышения точности этихотверстий, а в ряде случаев и подготовки их к дальнейшему развертыванию. При обработке отверстий, полученных литьем, ковкой или штамповкой, применяют зенкеры, а не сверла, т.к. при работе по корке они более устойчивы. Среднее значение припуска под зенкерование после сверления составляет примерно 0,5...3 мм на сторону.
По форме режущей части зенкер напоминает спиральное сверло, но в отличие от сверла он имеет не две, а три или четыре главные режущие кромки, расположенные на режущей части; кроме того, зенкер не имеет поперечной кромки. По сравнению со сверлом зенкер обладает повышенной жесткостью и благодаря наличию нескольких режущих лезвий имеет хорошую ориентировку относительно уже сделанного отверстия, поэтомуэтот тип инструмента применяют часто для исправления геометрии отверстия (получение цилиндричности).
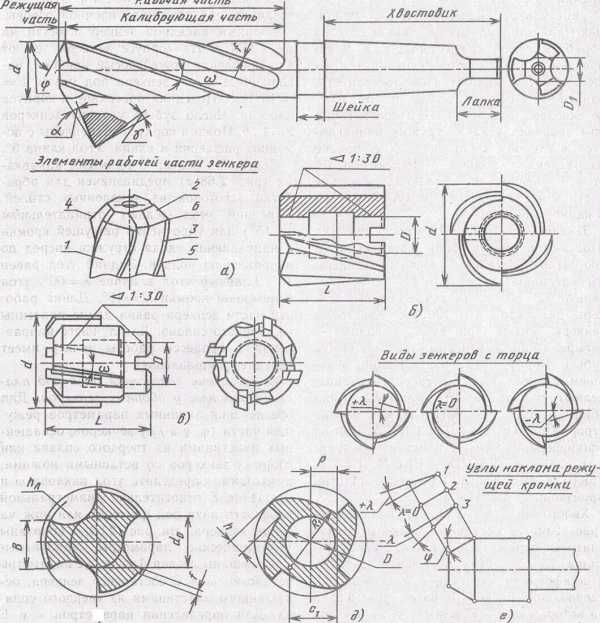
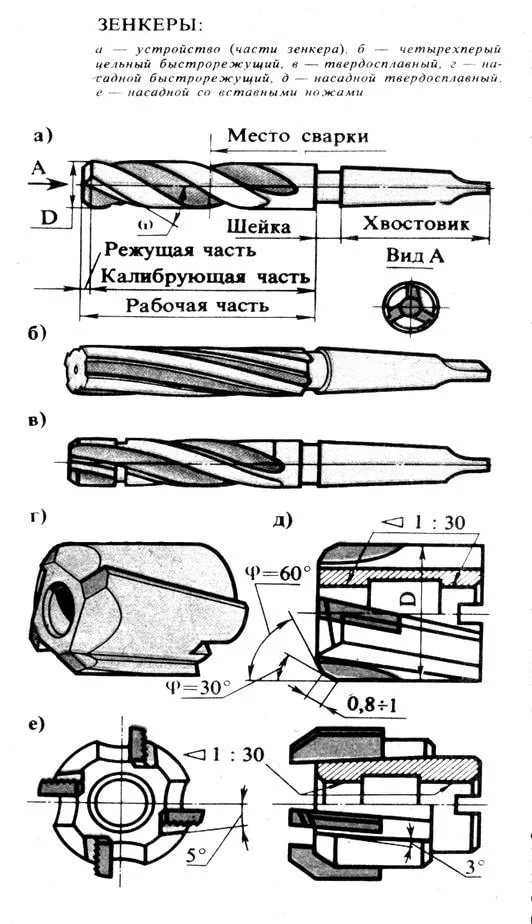
Цилиндрический зенкер имеет следующие основные части ( см. рис.7):режущая (заборная) часть, несущая режущие кромки. Эта часть инструмента выполняет основную работу резания;калибрующая (направляющая) часть, имеющая узкие фаски и служащая для направления зенкера в отверстии в процессе резания;хвостовик, служащий для закрепления зенкера в шпинделе станка.
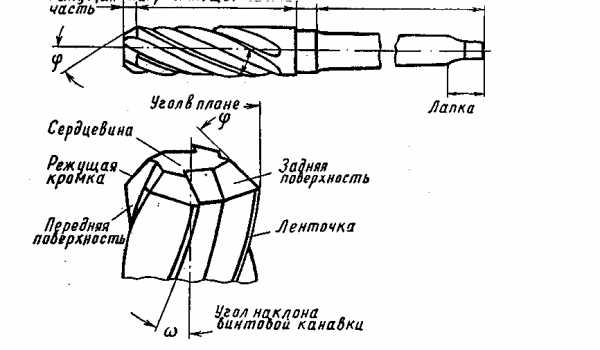
Рис. 7. Элементы и части цилиндрического зенкера.
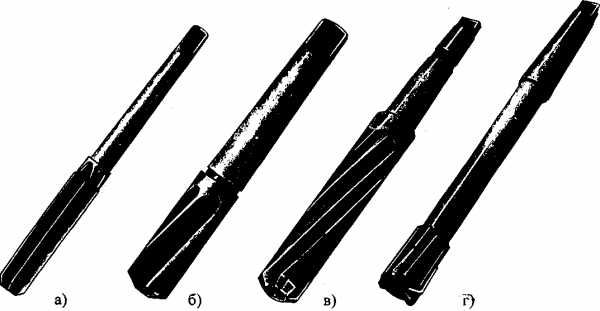
Рис. 8. Разновидности цельных зенкеров.
Для обработки цилиндрических поверхностей применяются цельные зенкеры: с прямыми канавками (рис.8,а), с винтовыми канавками (рис. 8,6), с напаянными твердосплавными пластинами (рис. 8,в). Эти три типа зенкеров можно использовать для обработки отверстий как ручным способом, так и с помощью металлорежущего оборудования. Зенкер, изображенный на рис. 8,г применяется только при обработке на станках (вследствие неразвитой направляющей части) и называется машинным
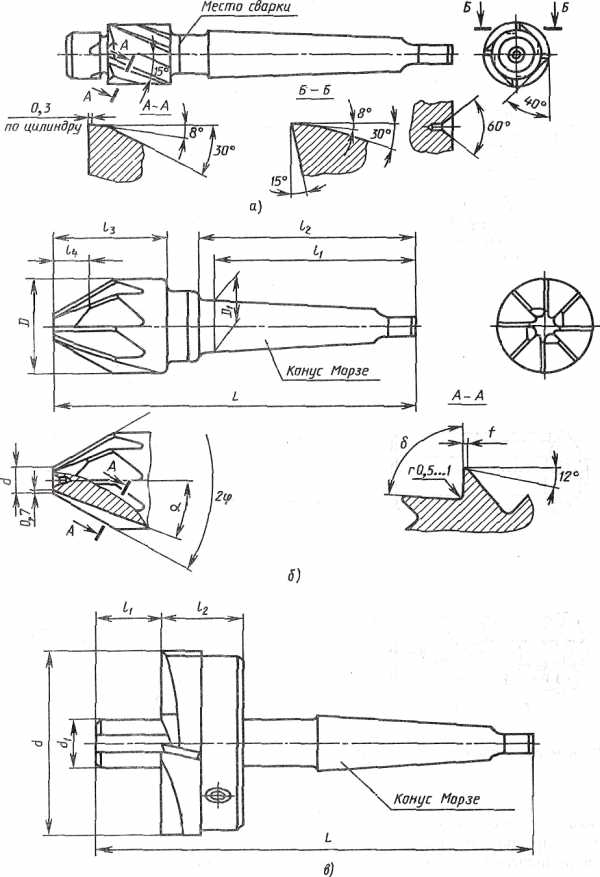
На рисунке 9 показаны различные виды насадных зенкеров, которые закрепляются на оправке станка и вручную не используются: с напаянными твердосплавными зубьями (рис.9,а), со вставными зубьями (рис. 9,6) и цельный (рис. 9, в.)
Для обработки входной или выходной части отверстия с целью снятия фаски или для изготовления углубления под головку болта, винта или заклепки используется операция зенкования, которая выполняется зенковками (см. рис. 10).
а) б) в)
.
Рис. 9. Насадные зенкера

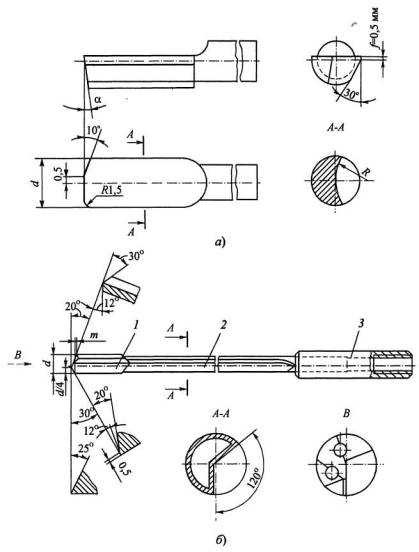
Рис. 10. Разновидности зенковок
V. Развертки, их назначение, виды и конструкция.
Развертка (рис. 11) - многолезвийный инструмент, предназначенный для чистовой обработки отверстий обычно после зенкерования. Число лезвий составляет от 6 до 12. После операции развертывания получается низкая шероховатость поверхности (высокая чистота) и достаточно точный размер ( по 6...8 квалитету). Припуск под обработку составляет 0,05.. .0,3 мм на сторону.
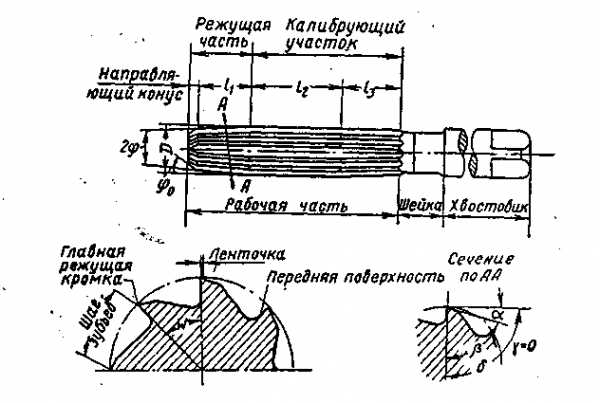
Рис. 11. Элементы цилиндрической развертки.
Развертывание отверстий можно выполнять на сверлильных или токарных станках, а также вручную. Развертки, применяемые для станочного развертывания отверстий, называются машинными (см. рис. 12).
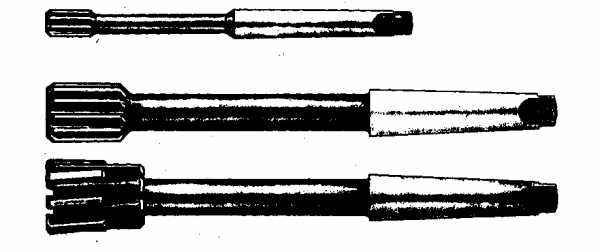
Рис. 12. Виды машинных разверток.
Машинные развертки отличаются от ручных более короткой рабочей частью. Они закрепляются в качающихся (плавающих) державках, установленных в патроне или непосредственно в шпинделе станка. Ручная развертка, не имеющая возможность быть сцентрированной на станке, имеет длинную заборную часть, благодаря которой инструмент имеет возможность самостоятельно центрироваться по отверстию. На рисунке 13,а показана ручная цилиндрическая развертка с прямым зубом, на рисунке 13,6 - с. винтовым зубом и на рисунке 13,в - ручная коническая развертка с прямым зубом
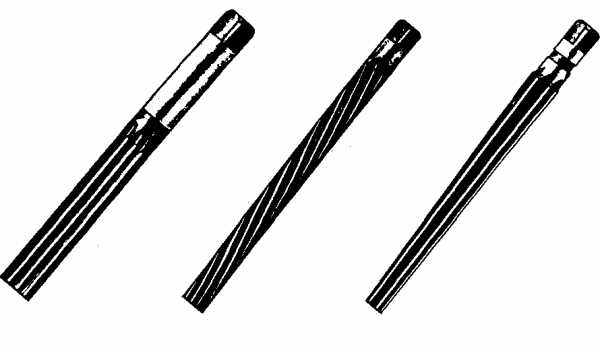
а) б) в)
Конические развертки применяются для предварительного и окончательного развертывания конических поверхностей. Обычно такие развертки состоят из комплекта (см. рис. 14), первая - черновая (рис. 14,а) - обращает цилиндрическое отверстие в ступенчатое. Промежуточная коническая развертка (рис. 14,6) предназначена для раздробления стружки и придания отверстию более правильной конической формы. Последняя - чистовая развертка (рис. 14,в) - снимает стружку по всей режущей кромке конуса.
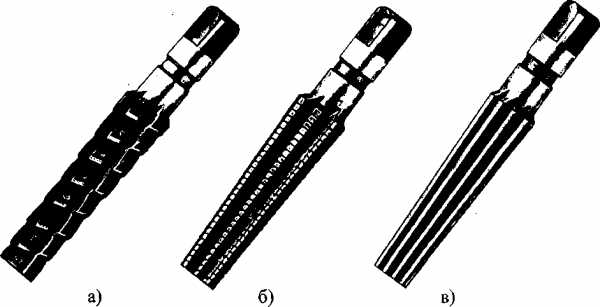
Рис. 14. Комплект конических разверток.
По своему устройству развертки делятся на две больших группы: постоянные и регулируемые. На рисунке 15 показана цилиндрическая регулируемая развертка. Корпус такой развертки сделан полым коническим, с продольными канавками, прорезанными между зубьями на длине рабочей части. При завертывании винта, расположенном с торца развертки, шарик, расположенный внутри, продвигаясь по внутренней конической поверхности, "распирает" тело инструмента, тем самым изменяя наружный диаметр.
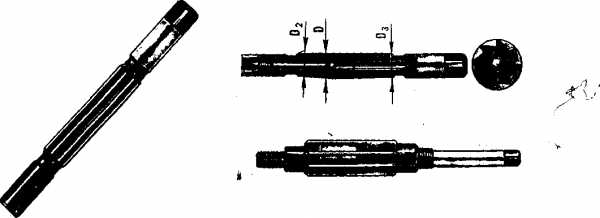
Рис. 15. Регулируемые ручные развертки.
Для получения отверстий идеальной цилиндрической формы с низкой шероховатостью поверхности применяется растачивание. В качестве инструмента используется обычно расточный резец (рис. 16). Операция растачивания может производиться на станках токарной группы, расточных станках и на координатно-расточных.
Для нарезания резьбы в отверстиях применяются метчики. Метчик - режущий инструмент, представляющий собой закаленный винт, на котором прорезано несколько продольных канавок (прямых или винтовых), образующих режущие кромки (рис. 16). Метчик имеет рабочую часть и хвостовик, заканчивающийся квадратом. Рабочая часть метчика состоит из заборной и калибрующей частей. Заборная часть - передняя конусная часть метчика, которая первой входит в отверстие и осуществляет всю основную работу резания. Калибрующая часть направляет метчик в отверстие и окончательно калибрует резьбу.
Ручные метчики - служат для нарезания резьбы вручную. Они обычно изготавливаются комплектами из двух или трех метчиков. В комплект, состоящий из трех метчиков, входят черновой, средний и чистовой метчики.
Машинно-ручные метчики применяются для нарезания цилиндрической и конической резьбы в сквозных и глухих отверстиях. Этими метчиками можно нарезать машинным способом резьбы всех размеров и вручную
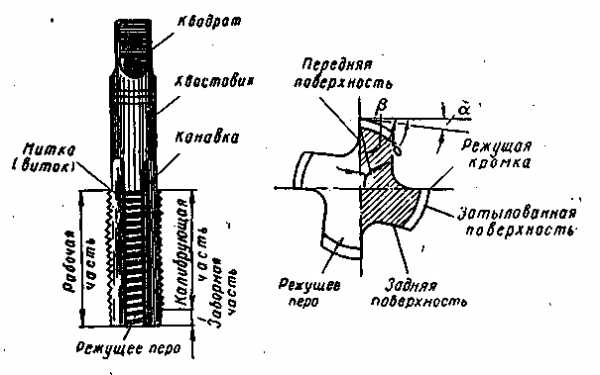
Рис. 16. Ручной метчик и его элементы.
studfiles.net
Зенкер конический и цилиндрический – параметры, использование + Видео
1 Зенкер – виды, устройство и основные параметры
По внешнему виду насадной зенкер напоминает обычное сверло, однако существенно отличается от последнего наличием большего количества режущих кромок и спиралей. За счет этого происходит более точная и детальная обработка металлической поверхности с возможностью создания большего углубления. Все зенкеры изготавливаются из высоколегированных стальных материалов и сплавов с различным режущим углом.
В зависимости от конкретных задач по обработке той или иной детали, зенкеры бывают нескольких видов:
- Цилиндрические. Детали, которые изготавливаются по нормам ГОСТ 12489-71 и предназначены для обработки различных металлических поверхностей цилиндрического вида и формы. Различаются между собой диаметром, углом наклона для обработки и покрытием, которое может быть выполнено из различных износостойких материалов.
- Конические. Детали для обработки конических поверхностей на чугунных и стальных заготовках (под различные датчики, клапаны) и для работы с другими типами металлических материалов.
- Торцевые. Используются для обработки и защиты торцевых плоскостей детали.

Виды зенкеров
Рекомендуем ознакомиться
По конструкции зенкеры могут быть хвостовыми, цельными, сборными или насадными, в зависимости от ГОСТа и условий использования на станках и оборудовании с ЧПУ.
- Зенкер насадной относится к быстрорежущему типу деталей и изготавливается из высоколегированных сплавов. Маркировка P6M5 по ГОСТ 1249-71. Различается диаметрами от 25 до 75 миллиметров.
- Твердосплавный – это такой же насадной зенкер разных диаметров (ГОСТ 12497-41), оснащенный пластинами из твердого сплава. Маркировка ВК8, ГОСТ 12479-071. Например, ВК8 25 или ВК28 75 – насадные зенкеры с твердосплавными пластинами 25-миллиметрового и 75-миллиметрового диаметра соответственно. Чаще всего, серия ВК8 используется при работе с формами из чугуна или стали с высоким содержанием легирующих элементов.
- Хвостовой насадной зенкер ВК8 – деталь, оснащенная специальным хвостовиком конической формы.
- Цельный зенкер – наиболее доступный по цене и наименее производительный тип с режущими кромками. Для более точной обработки и увеличения скорости работы на металлическом производстве, как правило, используются сборные варианты детали ВК8 разного диаметра.
2 Геометрические параметры и направления использования
Помимо формы, типа сплава, углублений, количества ножей и других нюансов, зенкеры также различаются геометрическими параметрами:
- угол 15-20 градусов – обработка легких видов стали;
- угол 8-10 градусов – детали для стальных отливок или материалов средней степени твердости;
- угол 0-5 градусов – детали для обработки чугунных отверстий и высоколегированных сталей (ВК8 75 ГОСТ 12479-71).

Зенкеры для обработки стали
Таким образом, с помощью различных видов зенкеров можно добиться: расширения диаметра металлической детали в разных диапазонах; сглаживания поверхности; повышения уровня точности вхождения; создания дополнительных отверстий под крепежные элементы (болты, шпильки).
Важно также понимать, что зенкерование несколько отличается от процесса зенковки деталей, так как последний представляет собой развертывание, то есть максимально точную обработку поверхности с помощью специального инструмента – зенковки.
3 Конический зенкер – особенности конструкции и применения
Одним из самых доступных и часто используемых инструментов является конический зенкер ВК8 (диаметр 15-75), который применяется для высококлассной обработки конических поверхностей с невысокой степенью углубления и средним углом обработки. По конструкции они отличаются плоской поверхностью с острыми прямыми зубьями с двух или нескольких сторон (ГОСТ 21584-76). При этом число режущих кромок у деталей такого типа может варьироваться от 7 до 15.
Для использования конического и других видов ВК8 и P6M6 необходимо специальное оборудование. Часто зенкер конический или цилиндрический используется при работе на вертикальных фрезерных устройствах с ЧПУ или токарных станках по металлу. При работе с зенкером обязательно использование смазочно-охлаждающих жидкостей и материалов. В случае если необходимо частично обработать поверхность, зенкеры можно использовать с обычной дрелью, однако необходимо правильно подобрать размеры и диаметр, которые зависят от типа материала, углубления отверстия и точности при обработке.

Конический зенкер на вертикальном фрезерном устройстве с ЧПУ
При работе с различным типом зенкеров с помощью ручного или автоматизированного оборудования сложно добиться идеального результата, так как могут возникать сложности и конечные дефекты на деталях. Чтобы этого избежать, необходимо правильно выбирать инструмент и режущий зенкер, исходя из заранее заданных и рассчитанных параметров обработки. Строго не рекомендуется использовать зенкер в случае:
- низкой или неправильной заточки режущих кромок;
- износа или повреждения некоторых частей детали (особенно спирали или хвостовика).
Кроме этого, перед работой необходимо правильно настроить сам инструмент (станок, дрель, линию) на определенную скорость подачи и обработки, а также правильную фиксацию и припуск. В противном случае обрабатываемое отверстие может быть выше или ниже необходимого диаметра, с повышенной шероховатостью и неровностями на поверхности и внутри детали, что является производственным браком.
tutmet.ru
Зенковки – узнайте как с их помощью обработать отверстия в металле + видео.
Среди металлорежущих инструментов, используемых для выполнения отверстий, большое значение имеют зенкер и зенковка. Они позволяют привести в соответствие с требованиями такие характеристики выполненного отверстия, как шероховатость, соосность, конусность.
Виды зенкеров и зенковок
Изготовление металлорежущих инструментов регламентируется ГОСТ и ТУ. Зенкеры – многолезвийные устройства, используемые для обработки отверстия после сверления. На станках с ЧПУ применяются следующие их виды:
- Цилиндрические зенкеры ГОСТ 12489-71 диаметром 10–20 мм с покрытием из износоустойчивых материалов.
- Цельные конические ТУ 2-035-923-83 диаметром 10–40 мм. Изготавливаются из быстрорежущих легированных инструментальных сталей с износоустойчивым покрытием. Хорошо подходят для обработки стальных и чугунных заготовок.
- Цельные насадные зенкеры ГОСТ 12489-71 диаметром 32–80 мм.
- Зенкер конический ГОСТ 3231-71, тип 1 или насадной ГОСТ 3231-71, тип 2. Отличаются наличием пластин из твердосплавных сталей.

Зенковки также являются многолезвийным инструментом, но отличаются от зенкеров сферой своего применения. Их применяют для получения углублений, снятия фасок и т. п. Эти устройства также делятся на несколько видов:
- Зенковка коническая ГОСТ 14953-80Е. Имеет угол 60°, 90° и 120°. Применяется для обработки поверхностей под метизы, крепежные элементы, снятия фасок.
- Зенковка цилиндрическая ГОСТ 2И22-2-80. Может иметь цилиндрический или конический хвостовик, износоустойчивое покрытие поверхности. Основная область применения – обработка опорных поверхностей.

Зенкер: описание и классификация
Как уже отмечалось выше, зенкеры являются разновидностью металлорежущего многолезвийного инструмента. Они позволяют добиться 4–5 класса точности при обработке отверстий. Также они широко применяются для получистовой обработки перед дальнейшей механической или ручной разверткой. По своей конструкции они делятся на несколько видов:
- хвостовые;
- насадные;
- цельные;
- сборные.

Внешне они напоминают обычное сверло, но имеют большее количество режущих кромок. Точность размера обрабатываемого отверстия достигается за счет калибрующей части. Закрепление инструмента в патроне станка осуществляется с помощью хвостовика. Изготавливаются, как правило, из быстрорежущих легированных инструментальных или высоколегированных твердосплавных сортов стали. Устройства из инструментальных сплавов имеют режущий угол 45°–60°, твердосплавные – 60°–75°.

Для обработки отверстий диаметром до 100 мм применяются насадные инструменты с четырьмя режущими лезвиями. Их отличительной особенностью является крепление посредством оправки. Добиться облегчения правильного направления режущего устройства позволило наличие фаски на зубьях.
Зенкер конический: конструкция и обработка материалов
Зенкер конический предназначен для обработки конусообразных отверстий незначительной глубины. Основной конструктивной особенностью является наличие прямых зубьев и плоской передней поверхности. Число режущих элементов у инструментов разного диаметра может колебаться в диапазоне от 6 до 12.

Зенкерование является механической операцией, выполняемой посредством токарного станка, на котором закрепляется зенкер. Обрабатываемая заготовка крепится в патроне станка, выверяется правильность ее положения в отношении отверстия. Ось задней бабки и ось шпинделя станка должны полностью совпадать. Это позволяет минимизировать вылет пиноли. В обрабатываемое отверстие наконечник инструмента подается вручную.
Для получения после зенкерования отверстия необходимого диаметра при сверлении делается припуск 1–3 мм. Конкретные параметры припуска определяются в зависимости от диаметра отверстия в обрабатываемой детали. Сложнее всего выполнять зенкерование литых и кованых деталей. Для облегчения направления движения инструмента и его правильной калибровки необходимо предварительно расточить отверстие на 5–10 мм.
Зенкерование может осуществляться также в режиме резания. В этом случае подача инструмента должна быть примерно в 1,5–2 раза выше, чем при рассверливании, скорость движения сохраняется прежней. Глубина резания зенкером составляет около половины припуска на диаметр. Зенковка отверстий инструментом из быстрорежущих сталей проводится с использованием охлаждающих эмульсий. Твердосплавные устройства дополнительного охлаждения не требуют.
Несмотря на высокую точность, которую обеспечивает зенкер при обработке отверстий, полностью избежать брака не получается. Наиболее распространенными дефектами обработки можно считать следующие:
- Завышенный диаметр отверстия. Самой частой причиной появления этого дефекта является использование инструмента с неправильной заточкой.
- Заниженный диаметр отверстия. Может получиться, если инструмент был выбран неправильно или использовался сильно изношенный зенкер.
- Грубая чистота. Этот дефект может иметь в своей основе несколько причин. Чаще всего снижение чистоты вызвано плохой заточкой инструмента. Еще одной распространенной причиной можно считать высокую вязкость материала заготовки, в результате чего он налипает на ленточки инструмента. Дефект может быть вызван и ошибкой токаря, неправильно выбравшего подачу и скорость резания.
- Не полностью обработанное отверстие. Чаще всего неполная обработка и видимая чернота в отверстии связаны с неправильной фиксацией заготовки или недостаточным припуском под зенкерование, оставленным после сверления.
Виды и назначение зенковок
Сверло-зенковка применяется для зенкования. Несмотря на то, что эта операция так же, как и зенкерование, имеет своей целью обработку отверстий в заготовках из различных материалов, конечная цель их будет различной. Эта операция требуется в тех случаях, когда есть необходимость в создании цилиндрических или конических углублений, позволяющих скрыть головки крепежных элементов.

Обработка заготовок зенковкой относится к получистовой, и выполняется перед развертыванием. Зенкерование проводится на токарных, фрезерных, расточных, сверлильных станках на малых оборотах.
По конструкции зенковки делятся на два вида:
- Конические.
- Цилиндрические.
Отдельную группу составляют твердосплавные зенковки (шарошки), основное предназначение которых – шлифовально-обдирочные работы. Для обработки отверстий и снятия фасок в труднодоступных местах применяется еще один вид инструментов – обратная зенковка. Для обеспечения реализации любых целей по обработке металлов и древесины целесообразнее приобретать набор зенковок, а не отдельные инструменты.

В конструкцию конических зенковок входят хвостовик и рабочая часть с углом конуса на вершине 60°, 75°, 90°, 120°. Количество режущих зубьев рабочей части отличается в зависимости от диаметра приспособления (12–60 мм), и может быть от 6 до 12. Для обеспечения соосности обрабатываемого отверстия применяется цапфа.
Зенковка цилиндрическая может иметь износоустойчивое покрытие. Применяется это устройство для подрезания фаски под метизы. По своей конструкции оно похоже на сверло, но имеет большее количество режущих элементов – от четырех до десяти, в зависимости от диаметра инструмента. На торце рабочей части есть направляющая цапфа, с помощью которой фиксируется положение инструмента во время работы. Цапфа может быть съемной или цельной. Чаще применяются устройства со съемными цапфами, так как они более практичны. На зенковку также может быть установлена режущая насадка.

Для обработки нескольких отверстий на одинаковую глубину зенковки используют с державками, имеющими вращающийся и неподвижный ограничители. При обработке заготовки режущий инструмент крепится в державке и выступает из ее упора на расстояние, равное глубине отверстий.
Зенковки изготавливаются из легированных инструментальных, быстрорежущих, углеродистых, твердосплавных сталей. Твердосплавные инструменты способны выдерживать большую нагрузку в течение продолжительного времени. Они, как правило, применяются для обработки заготовок из металла. Зенковка по дереву и цветным металлам изготавливается из быстрорежущих сталей, так как инструмент во время работы подвергается значительно меньшей нагрузке. При высоких нагрузках, например при обработке чугунных заготовок, требуется охлаждение инструмента с помощью специальных эмульсий.
Оцените статью: Поделитесь с друзьями!remoskop.ru
Зенкеры развертки 2
Зенкеры и зенковки.
Зенкер – осевой, многозубый, режущий инструмент, обычно имеет z=3-4 зуба, реже z=6.
Технологические возможности. Зенкеры при окончательной обработке цилиндрических отверстий обеспечивают допуск по 11-12-му квалитетам и шероховатость поверхности Rz=20-40 мкм.
Классификация зенкеров.
по способу крепления:
по конструкции:
4. по виду инструментального материала:
быстрорежущие;
твердосплавные, в том числе и с неперетачиваемыми пластинами.
5. по форме стружечных канавок:
Зенкеры, из быстрорежущей стали изготавливают:
хвостовыми, цельными диаметрами от 10 до 40 мм,
хвостовыми сборными со вставными ножами диаметром от 32 до 80 мм,
насадными цельными диаметром от 25 до 60 мм,
насадными сборными диаметром от 40 до 120 мм.
Хвостовые зенкеры делают сварными. Их рабочая часть изготовляется из быстрорежущей стали, а хвостовик из сталей 45, 40Х или 45Х. Место сварки обычно делают на шейке.
Зенкеры, оснащенные твердосплавными пластинами, могут быть составными и сборными.
Составные хвостовые зенкеры изготавливают диаметром 14-50 мм.
Насадные 32-80 мм.
Насадные сборные зенкеры диаметром 40-120 мм.
Хвостовые зенкеры имеют 3 зуба, насадные - 4, сборные зенкеры – 4-6 зубьев.
Корпуса зенкеров, оснащаемые пластинами из твердого сплава, делают из сталей 40Х или 45Х (36...46НRС), 9ХС (57...63НRС) или из быстрорежущей стали (57...63НRС).
Для их оснащения применяют пластины из твердых сплавов ВК6, ВК8, ВК6-М, ВК8-В, Т5К10, Т14К8, Т15К6. Крепление пластин производится напайкой.
Конструктивные элементы зенкера.
Цилиндрический хвостовой зенкер.
Зенкер имеет рабочую часть, состоящую из режущей и калибрующей частей, несколько зубьев, шейку, хвостовик и лапку или поводок.
По конструкции рабочей части хвостовые зенкеры аналогичны спиральным сверлам, но не имеют поперечной режущей кромки и имеют три зуба, благодаря чему обеспечивается лучшее направление при работе и лучшая цилиндричность и качество обработанной поверхности.
Насадные зенкеры (цельный и сборный).
О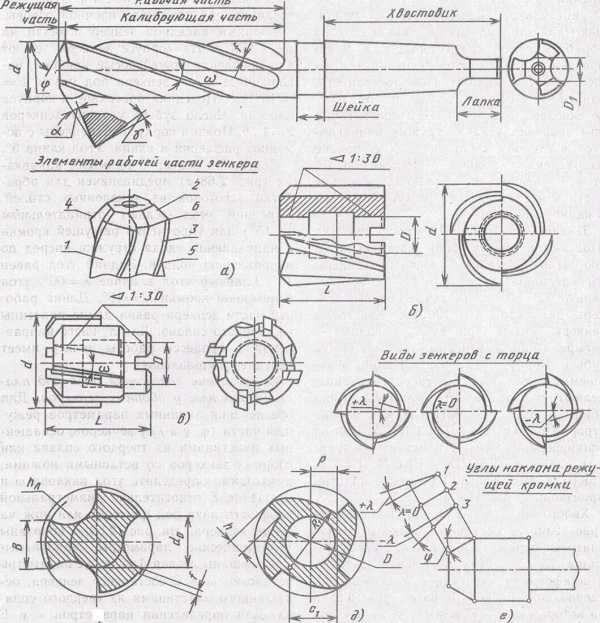 ни имеют коническое посадочное отверстие (конусность 1:30) и торцовую шпонку для предохранения от провертывания при работе. Их рабочая часть имеет четыре-шесть зубьев.
ни имеют коническое посадочное отверстие (конусность 1:30) и торцовую шпонку для предохранения от провертывания при работе. Их рабочая часть имеет четыре-шесть зубьев.
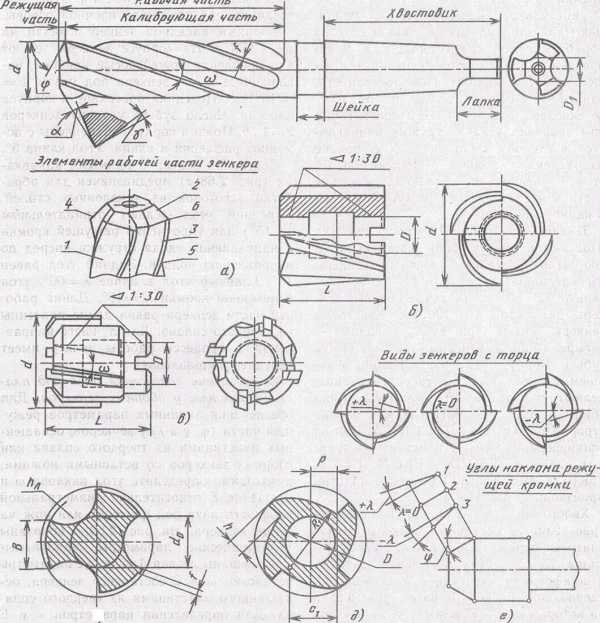
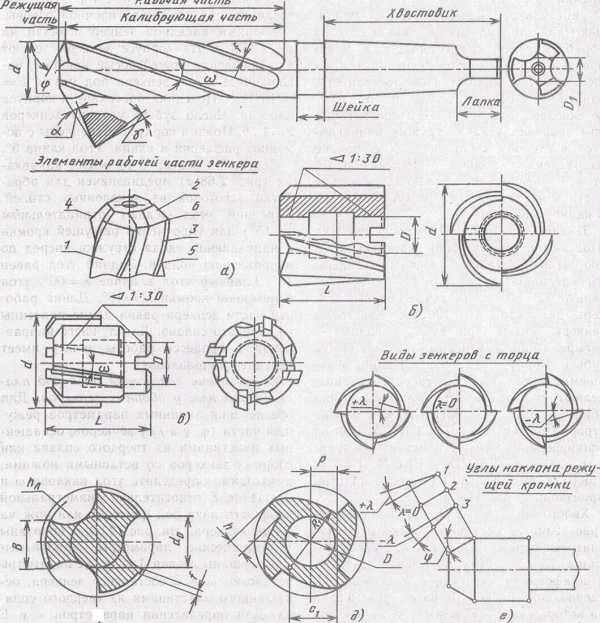
Рабочая часть зенкера состоит из задней поверхности 1, главной задней поверхности 2, вспомогательной задней поверхности (ленточки) 3, главной режущей кромки 4, вспомогательной режущей кромки 5 и вершины 6.
Заднюю поверхность зенкера оформляют по плоской, конической или винтовой поверхностям.
У цельных зенкеров заднюю поверхность оформляют по винтовой или конической поверхностям.
У зенкеров сборной конструкции – по плоскости.
Калибрующая часть обеспечивает получение требуемого размера отверстия, направление зенкера в процессе обработки и служит запасом на переточки режущей части.
Ленточки на калибрующей части вдоль режущей кромки имеют ширину f=0,8…2,5 мм в зависимости от диаметра зенкера. С увеличением ширины ленточки наблюдается большое налипание на нее стружки, что ухудшает процесс резания.
Высота ленточки hл=0,2…1 мм, hл=(0,02…0,04)d. у хвостовых зенкеров. У насадных зенкеров имеющих 4 и более зуба, h=(0,1…0,16)d.
Обратная конусность на калибрующей части в пределах 0,04…0,1 мм на 100 мм длины. Облегчает процесс резания. Утонение зенкера играет такую же роль, как и вспомогательный угол в плане у резцов.
Канавки у зенкеров делают винтовые, косые и прямые.
Наиболее широко применяют винтовые канавки. Косые канавки применяют у зенкеров со вставными ножами. Прямые канавки применяют для зенкеров, оснащенных твердым сплавом.
Диаметр сердцевины dо., у хвостовых зенкеров dо=(0,35…0,5)d и увеличивается к хвостовику на 1-2 мм, что способствует повышению прочности и жесткости.
Угол наклона канавок выбирают в зависимости от свойств обрабатываемого материала. Для чугуна - =0о. Для других материалов =10…30о, большее значение для мягких и вязких материалов.
У хвостовых зенкеров =15...250, у насадных =15...20°. Большие значения угла принимают при обработке заготовок из более вязких материалов.
Длина режущей части lp выбирается в зависимости от глубины резания t и главного угла в плане .
где а=(0,5...1,0)t, а - дополнительная длина для облегчения центрирования зенкера в отверстии в начале работы.
Главный угол в плане влияет на размеры поперечного сечения срезаемого слоя и возникающие при резании силы.
Угол принимают равным для твердосплавных зенкеров - =60…75°, для зенкеров из быстрорежущих сталей - =45…60°.
У твердосплавных зенкеров для увеличения стойкости делают переходную кромку под углом '=30°, '=0,5.. Длина его равна l=0,8…1 мм.
Для обработки глухих отверстий угол увеличивают до 90°.
Углы резания зенкеров. Углы резания зенкеров выбираются в зависимости от обрабатываемого материала, они переменны по длине режущей кромки.
Главный задний угол выбирают в пределах =6-10°.
Передний угол измеряется в нормальном сечении к режущей кромке. Имеет следующие значения для алюминия и латуни – 25…30о, мягкой стали – 15…20о, стали средней твердости – 8-12о, для чугуна – 6-8о, твердой стали – 0…5о.
Угол наклона главной режущей кромки обычно имеет отрицательную величину и выбирается =-(5…15о).
Зенковка - многолезвийный режущий инструмент.
Назначение. Предназначена для обработки цилиндрических углублений под головки винтов, конических углублений, для центрования отверстий, отверстий под винты с потайной головкой, снятии фасок в отверстиях и др. видов обработки
Для лучшего направления в процессе работы у зенковок широко применяют направляющие части.
Зенковки изготавливают из быстрорежущей стали и оснащают пластинами из твердого сплава. Зенковки из быстрорежущей стали диаметром свыше 12-14 мм делают сварными, с хвостовиком из стали 45, 40Х, 45Х.
Конструкция зенковок. Зенковки для цилиндрических углублений имеют конструкцию, аналогичную зенкерам. Зенковки для конических углублений делают с углом 2=60°, 75°, 90°, 120°.
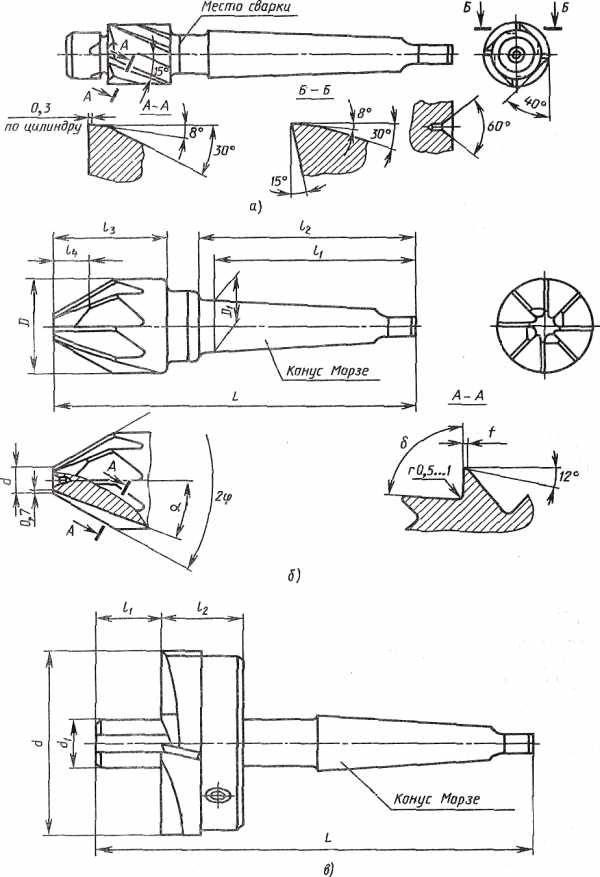
Передний угол у них обычно делают равным =0°, задний угол =8…10°.
Развертка - осевой режущий инструмент.
Назначение. Предназначена для повышения точности формы и размеров отверстия и снижения шероховатости поверхности.
Технологические возможности. Используется для предварительной и окончательной обработки отверстий с полями допуска по 6-11-му квалитетам и с параметром шероховатости поверхности Ra=2,5...0,32 мкм. В процессе работы развертки повышают точность и качество обработки отверстий.
Их используют для обработки отверстий после растачивания или зенкерования. Развертывают отверстия после сверления, в основном при обработке отверстий диаметром до 5 мм.
Классификация разверток.
По способу применения - ручные и машинные,
По форме обрабатываемого отверстия - цилиндрические и конические,
По методу закрепления - на хвостовые и насадные,
По конструкции - на цельные и сборные, жесткие .и регулируемые.
Ручные развертки (ГОСТ 7722-77) диаметром 3-40 мм изготавливают из быстрорежущей стали, а также из легированной стали 9ХС, так как они работают при малых скоростях резания.
Машинные развертки (ГОСТ 1672-80} диаметром 3-50 мм и ножи для сборных разверток (ГОСТ 883-80) диаметром 40-100 мм изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава (ГОСТ 11175-80), диаметр 10—50 мм.
Машинные хвостовые развертки с диаметром рабочей части 10 мм и выше изготовляют сварными. Хвостовик у этих разверток делают из сталей 45 или 40Х.
Корпуса сборных разверток и разверток, оснащенных напайньми пластинами из твердого сплава, делают из стали 40Х, корпуса ножей сборных разверток - из стали У7 и У8.
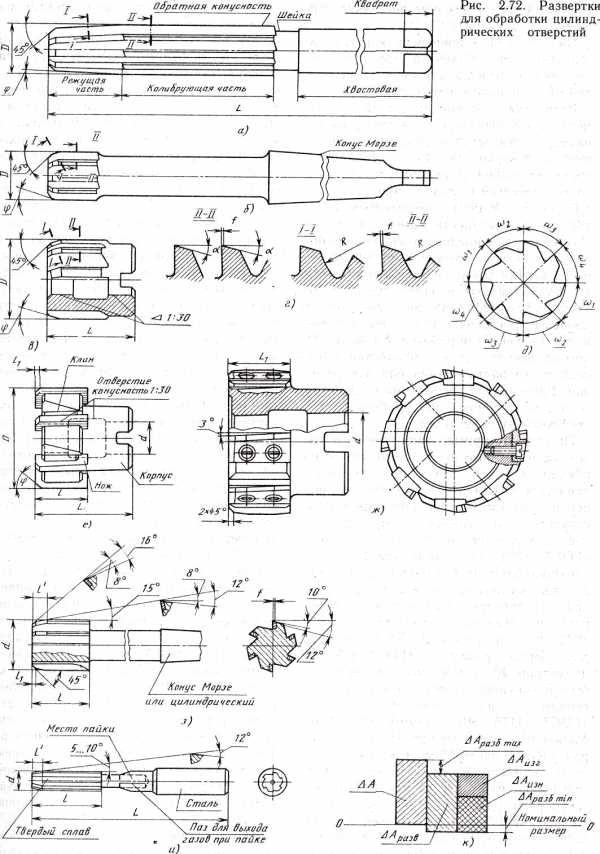
На рис. представлены конструкции цилиндрической ручной (рис. а) и машинных хвостовой (рис. б) и насадной (рис. в) разверток.
Конструктивные элементы и геометрические параметры разверток.
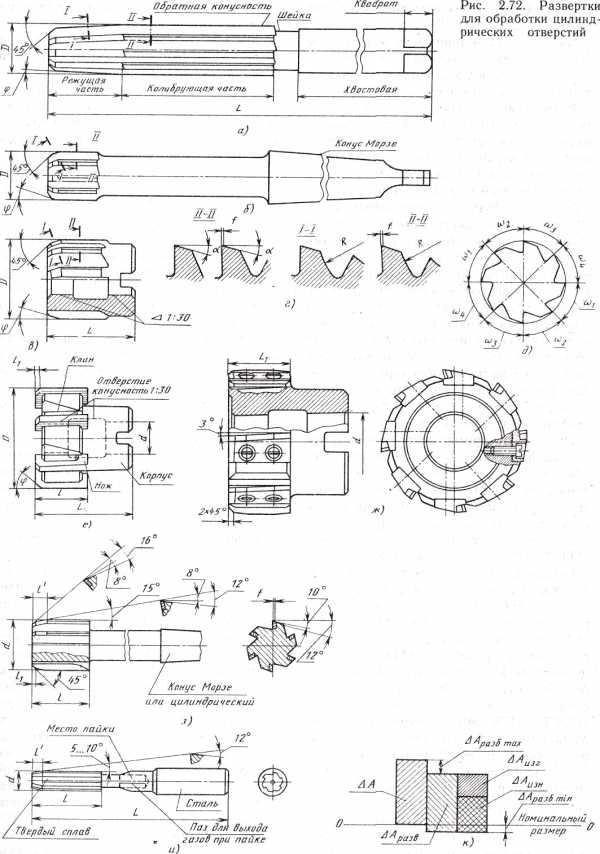
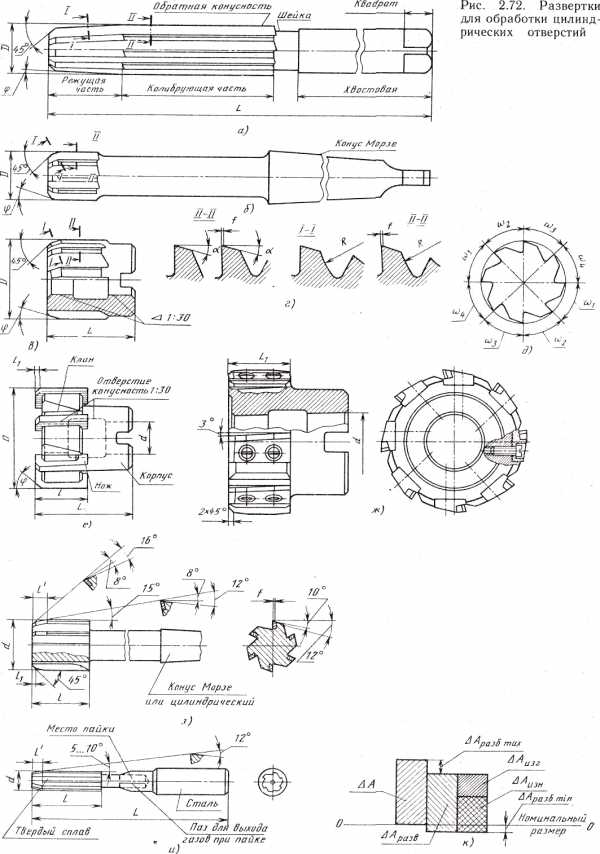
Рабочая часть разверток состоит из режущей и калибрующих частей.
Зубья, расположенные на режущей части, затачивают на остро, без оставления ленточки; на калибрующей части по задней поверхности вдоль режущей кромки оставляют цилиндрическую ленточку шириной 0,05…0,3 мм для лучшего направления при работе и сохранения диаметра разверти.
Угол в плане на режущей части для ручных разверток находится в пределах 1-2° для лучшего направления развертки в начале работы, у машинных - в пределах 5-45°. При обработке заготовок из обычного чугуна угол =5°, а при обработка заготовок из стали =15° У разверток, имеющих угол 450 в начале режущей части, для облегчения захода развертки в отверстие делают направляющий конус под углом ‘=45° и длиной 1,5-3 мм.
Диаметр развертки в начале режуще части делают меньше предварительно подготовленного отверстия на 0,3-0,4 припуска под развертывание, это необходимо, чтобы обеспечить свободный вход развертки в отверстие и улучшить ее первоначальное направление.
Длина рабочей части. Рабочую часть у ручных разверток делают длиной 4-10 диаметров развертки, а у машинных -2-0,75 диаметра.
Калибрующую часть у разверток на длине 0,5-0,4 рабочей части делают цилиндрической, далее делают для уменьшение разбивки отверстия обратную конусность. У ручных разверток обратная конусность равна 0,01-0,015 мм на 100 мм длины, у машинных - 0,04-0,10 мм на 100 мм длины.
Передний угол у разверток принимают равным 0°. У черновых разверток и при обработке заготовок из вязких материалов передний угол равен 5-10°.
Задние углы у разверток выбирают в пределах от 6 до 15°. При обработке заготовок из сталей =6...10°; при обработке заготовок из алюминиевых сплавов =10...15°.
Ручные развертки имеют цилиндрический хвостовик, на конце которого имеется квадрат для крепления в воротке. Машинные развертки крепят так же, как и зенкера.
Число и направление зубьев. Для улучшения качества обработанной поверхности число зубьев у разверток больше, чем у зенкеров, и в зависимости от диаметра его принимают равным 6-14.
Направление винтовых зубьев обратно направлению резания для предупреждения от самозатягивания и заедания развертки.
Угол наклона канавок выбирают в зависимости от материала заготовки: для серого чугуна и твердой стали =7...8°, для ковкого чугуна и стали =12...200, для алюминия и легких сплавов =35...45°.
Конструкции насадных регулируемых разверток со вставными ножами приведены на рис. е, ж и рассмотрены способы крепления ножей с рифлениями клином (рис. е) и винтами (рис. ж).
studfiles.net
Зенкер по металлу - виды, назначение и конструкция, ГОСТы.
Зенкер – это специальный инструмент для обработки металла резанием с несколькими лезвиями. Назначение зенкера – получистовая доработка отверстий в заранее просверленных в деталях и заготовках с целью доводки диаметра до нужного значения и улучшения качества полученной поверхности.
В целом зенкерование похоже на сверление - вращение инструмента вокруг своей оси с поступательным движением. Не следует зенкерование путать с зенкованием, что представляет собой отдельный вид металлообработки.
Назначение зенкерования и применяемое оборудование
Зенкерование позволяет улучшить качество поверхности полученной при сверлении до 9-11 квалитета точности и шероховатости Rz 2,5 мкм. При этом устраняются все дефекты возникающие при литье, штамповке и сверлении отверстия, увеличивается чистота поверхности, её точность, повышается соосность. Преимуществом зенкера над обычным сверлом является более высокая жесткость благодаря режущим зубьям, что обеспечивает высокую точность направления движения инструмента.

Основное назначение зенкера:
- Повышение точности и повышение качества обработки поверхности отверстий перед нарезкой резьбы или развертыванием.
- Калибровка предварительно просверленных отверстий для шпилек, болтов и других видов крепежных изделий.
Зенкерование является машинной операцией и выполняется на:
- сверлильных станках всех видов;
- токарных станках;
- расточных станках;
- агрегатных станках, в качестве операции в автоматической линии;
- горизонтальных и вертикальных фрезерных станках.
Виды зенкеров
В современной металлообработке широко применяются различные виды зенкеров. В зависимости от назначения инструмент подразделяется на два номера:
- Зенкер N1 – имеет припуск и используется для получистовой обработки отверстий перед развертыванием.
- Зенкер N2 – имеет квалитет точности Н11 и применяется, в основном, для финишной обработки.
Наиболее часто применяются два основных вида конструкции зенкеров – машинные цельные и насадные. Первые имеют хвостовик в форме конуса Морзе или метрического конуса, цельную конструкцию с режущими зубьями и канавками для отвода стружки. Насадные зенкера имеют внутреннее отверстие для крепления на оправку. Также применяются сборные зенкеры, сварные и инструмент с пластинами из твердых металлокерамических сплавов.

На фото: Зенкер с твердосплавными пластинами
Материалом режущей части цельного зенкера является быстрорежущая сталь Р18 или Р19. Инструмент с твердосплавными пластинами различается по материалу обрабатываемых изделий. Для работы с чугунными деталями пластины выполняются из металлокерамических сплавов ВК4, ВК6 или ВК8, для работы со стальными изделиями – из Т15К6. Применение твердосплавных пластин обеспечивает более высокую производительность и долговечность инструмента.
Применение зенкеров
Используя любые типы зенкеров для работы со стальными изделиями рекомендуется применять СОЖ. Для чугуна и цветных металлов применение смазки не обязательно. Очень важным является правильно подобрать инструмент под выполнение операции. При этом учитывается:
- Материал детали и характер обработки, а также место расположения отверстия и запланированное количество операций.
- В зависимости от способа крепления на станке выбирается конструкция зенкера.
- Выбор материала инструмента зависит от материала детали, интенсивности работы, а также некоторых других факторов.
Действующие ГОСТы
Регулирует параметры цельного зенкера по металлу ГОСТ 12489-71. Также существует и более десяти других стандартов регулирующих допуски и характеристики различных типов зенкеров, как например ГОСТ 21586-76. регулирующий параметры инструмента применяемого при работе с легкосплавными деталями.
mekkain.ru
описание, разновидности и советы по использованию
 Довольно часто домашние мастера сталкиваются с необходимостью изготовить металлическую деталь с высококачественными отверстиями. Однако достичь хорошего качества или высокой точности удаётся далеко не всегда. В таких случаях следует воспользоваться специальным инструментом — зенкером по металлу.
Довольно часто домашние мастера сталкиваются с необходимостью изготовить металлическую деталь с высококачественными отверстиями. Однако достичь хорошего качества или высокой точности удаётся далеко не всегда. В таких случаях следует воспользоваться специальным инструментом — зенкером по металлу.
Описание и разновидности зенкеров
Зенкер — это многозубый (многолезвийный) инструмент, который используют для расширения или обработки отверстия в металле. Принцип аналогичен методу сверления, но здесь добавляется специальная насадка — зенкер. Поэтому данный процесс именуют зенкерованием — обработкой отверстия в металле с помощью зенкера.
Внешне зенкера (особенно цельные) напоминают обычное сверло. Главные отличия заключаются в большем количестве зубьев, режущих кромок и спиральных канавок. Использование зенкера по металлу позволяет:
- Расширить диаметр отверстия.
- Сгладить (зачистить) поверхность.
- Достичь максимальной точности отверстия.
- Сделать паз для болтов, шпилек, шурупов или других крепежных элементов.
В современном мире зенкерование в основном применяется в металлообрабатывающей промышленности. В ней по принципу назначения все зенкера по металлу разделяют на 2 большие группы:
- №1. Используется в виде промежуточной обработки с последующим развёртыванием и припуском.
- №2. Окончательная обработка с 4-5 классом точности (квалитет h21).
По типу конструкции различают следующие виды насадок по металлу:
- Цельные;
- Сборные;
- Сварные;
- Имеющие твердосплавные пластины.
Самая низкая цена у цельных изделий, однако, за это придётся расплачиваться более низкой производительностью. Соответственно, у насадок с твердосплавными пластинами скорость резки намного выше, но из-за этого возрастает стоимость самих изделий.
По форме и виду обработки устройства делятся на следующие группы:
- Цилиндрические — применяются для расширения отверстия (от 8 до 10 мм).
- Цилиндрические с направляющей цапфой — позволяют обработать углубление для крепёжных изделий (например, винтов).
- Конические — используются для придания углубления конической формы.
- Торцовые — зачищают торцовые плоскости бобышек, приливов и т. д.
Сравнение со смежными операциями
 Так как зенкерование предназначено для работы с готовыми отверстиями, его можно сравнить с рассверливанием. Главное отличие заключается в итоговом результате — зенкерование направлено на исправление погрешностей сверления. Благодаря этому выравнивается соосность, повышается точность и чистота отверстия.
Так как зенкерование предназначено для работы с готовыми отверстиями, его можно сравнить с рассверливанием. Главное отличие заключается в итоговом результате — зенкерование направлено на исправление погрешностей сверления. Благодаря этому выравнивается соосность, повышается точность и чистота отверстия.
При прохождении отверстий (особенно глубоких), из-за плохой жесткости сверло может отклониться от центра. В то же время за счёт большего числа режущих кромок, зенкера по металлу обладают более высокой жесткостью. В качестве примера можно провести сравнение этих двух операций:
- Сверление: квалитеты отверстия — 11-12, шероховатость поверхности — Rz 20 мкм.
- Зенкерование: квалитеты отверстия — 9-11, шероховатость — Ra 2,5 мкм.
Также зенкерование следует сравнить с зенковкой (развертыванием). Она может проводиться только после сверления и зенкерования. Предназначение зенковки заключается в ещё более точной обработки поверхности. Благодаря этому улучшаются квалитеты отверстия (до 6-9), а поверхность становится более чистой (Ra 1,25-0,25 мкм).
Работа с зенкерами по металлу
В домашних условиях для работы сгодится ручная или электрическая дрель. Но так как зенкерование — это операция, требующая точности, по возможности рекомендуется использовать специальное оборудование. Например:
- Токарные и сверлильные станки — применяются наиболее часто.
- Расточные аппараты — используются реже, как правило, для вторичных операций.
- Вертикальные или горизонтальные фрезерные устройства — редко, в основном на оборудовании с ЧПУ.
- Агрегатные станки — применяются сугубо на производстве, на линиях с узкоспециализированными автоматизированными операциями.
Для качественной обработки важно подобрать правильный металлорежущий инструмент. Для достижения этой цели учитывают следующие факторы:
- Размер инструмента зависит от глубины, диаметра и необходимой точности обработки отверстия.
- Тип оснастки определяется расположением отверстия, материалом самой детали, а также типом обработки.
- Материал металлорежущей оснастки следует подбирать исходя из материала детали и режима работы.
Также при работе с зенкерами следует учитывать тип обрабатываемого металла:
- Отливные отверстия. Чтобы зенкер получил первоначальное направление, их рекомендуется расточить резцом примерно на 5-10 мм в глубину.
- Сталь — обязательное применение смазочно-охлаждающих жидкостей.
- Цветные металлы и чугун — особых требований нет, но для качественной работы также следует воспользоваться СОЖ.
Зенкера по металлу позволят достичь хорошей точности и чистоты поверхности обрабатываемого отверстия. Для зенкерования в большинстве случаев можно обойтись обычной дрелью, но чтобы изготовить высокоточные изделия, потребуется специальный станок по металлу. Также нелишним будет акцентировать внимание на типе обрабатываемого материала и подборе правильного металлорежущего инструмента.
Зенкеры по металлу
Оцените статью: Поделитесь с друзьями!stanok.guru
Зенкеры, зенкерование и зенковки. Виды зенковки.
В современных технологиях по производству изделий или деталей, особое место занимает обработка отверстий. Это довольно сложный и ответственный технологический процесс, в котором необходимы специальные инструменты. Это, в основном, металлорежущие инструменты, предназначенные для промышленного применения станочного и ручного типа. Для выполнения отверстий пользуются сверлами. А для обработки подготовленных сверлами отверстий применяются зенковки и зенкеры.
Зенкер (нем. senker), относится к металлорежущим инструментам, использующимся для предварительной и окончательной обработки стенок отверстий. Такой вид работ по металлу называется зенкерованием. Зенкер, в отличие от сверла, оснащен большим числом режущих кромок (от 3 до 6, есть и больше). Часто, при выполнении зенкерования, используют смазочно-охлаждающие вещества (СОЖ).
Материалы, из которых изготавливаются зенкеры, должны быть более прочными и износостойкими, чем обрабатываемый материал, обычно высокопрочные металлы и сплавы.
Основные виды зенкеров:
- Машинные цельные, с коническим хвостовиком. Предназначены они для предварительной обработки отверстий конической формы.
- Насадные, которые по своей сути являются насадками, имеют напаянные пластины из твердого сплава. Предназначены для окончательной обработки стенок отверстия в чугунных и стальных деталях.
Зенкерование выполняют на различных металлообрабатывающих станках:
- Токарные
- Сверлильные
- Фрезерные с ЧПУ
- Расточные
- Агрегатные
Зенковка-это металлорежущий, многолезвийный инструмент. Она используется для выполнения отверстий различной формы и величины. Также зенковка используется для корректировки уже подготовленных отверстий, для выполнения опорных поверхностей вокруг отверстий. Отличаются зенковки от зенкеров тем, что имеют направляющие цапфы и зубья на торцах.
Зенковки делятся по форме режущей части на следующие виды:
- Цилиндрические. Имеют направляющую цапфу для обеспечения соосности.
- Конические. Имеют направляющую цапфу для обеспечения соосности.
- Торцовые, используют для зачистки внешней поверхности под потайные головки крепежных инструментов.
Так как зенковки изготавливаются по определенным стандартам, то они делятся по диаметру отверстий, которые обрабатывают:
- Простые (от 0,5 до 1,5 мм)
- С предохранительным конусом или без него (от 0,5 до 6 мм)
- С конусным хвостовиком (от 8 до 12 мм)
Зенкование осуществляется на металлообрабатывающих станках:
- Сверлильных
- Токарных
- Токарно-револьверных
- Агрегатных
Оба процесса, и зенкерование и зенкование, близки по значениям в режимах работы. Они осуществляются на одинаковых видах оборудования. Оба метода обработки могут найти применение в условиях единичного, серийного и массового производства.
mekkain.ru