7.2. Выколотка (дефовка). Выколотка медная
Коллекционер антиквариата-самовары,чайники,выколотка,литье,медь
Задолго до появления самовара в быту применялись чайники, недостатком которых было то, что вода в них остывала.
Появление поддувала с впаянной внутрь сосуда трубой в чайнике позволило поддерживать температуру жидкости в нем. На иллюстрации 1 вы видите сбитенник — сосуд для приготовления традиционного горячего питья — сбитня, состоящего из меда и целебных трав. По своему образу сбитенник похож на восточные изделия, принесенные в Россию кочевниками, однако это не означает, что самовар возник в результате появления восточных аналогов.
Русская «кухня», построенная по принципу самовара, служила крестьянину, охотнику, воину с незапамятных времен. Она состояла из двух секций, предназначенных для приготовления щей и каши. В XVIII веке это изделие модернизируется, и появляются трехсекционные «кухни», где третья секция служит для чая. Естественно, что в этой связи у трехсекционной кухни появляется краник, служащий для наливания чая в стакан. Удобство этого прибора позволило просуществовать ему в неизменном виде до второй половины XIX века, когда самовар окончательно вытеснил своего предка.
На иллюстрации 2 вы видите двухсекционную кухню — прародителя самовара.
Сбитенник послужил прообразом первых самоваров. На иллюстрации 3 вы видите один из первых самоваров, имеющий все необходимые признаки этого прибора. Однако можно заметить в этом изделии некий «симбиоз». Так, сохранилась ручка для переноски, характерная для сбитенника, но вместе с тем удлинилась труба, подняв выше крышку, и увеличилось поддувало, что характерно для «кухни». Совершенно новым элементом стал краник, пока еще с примитивным, чисто функциональным устройством для поворота-закрывания. Он пришел на смену неэкономному носику, через который уходили вода и тепло вместе с паром.
Дальнейшее развитие творческой мысли ремесленников приводит к отказу от ручки, как элемента громоздкого и ненадежного. Самовар не требует перемещения в руках на дальние расстояния, он становится частью домашней утвари. Поэтому у него появляются по бокам две ручки, напоминающие ручки традиционных русских сундуков, куда складывались ценные вещи. Эти откидные ручки имеют упоры, придающие жесткость конструкции, что важно при переноске на стол прибора с горячим напитком.
На иллюстрации 4 мы видим классический пример самовара середины XVIII века. Большая площадка под поддувалом делает его устойчивым. Он выполнен в стиле своего времени — русского барокко, литье применено не только в кранике, но и при изготовлении ручек. Краник приобретает элемент украшения — «ветку».
На иллюстрации 5 вы видите самовар начала XVIII века, который владелец коллекций называет «строитель». Это типичный «артельный» самовар-работяга, следующий за бригадой строителей и поэтому сохранивший ручку. Может быть, именно из этого самовара пил чай и Петр I вместе с рабочими во время строительства Петербурга. В отличие от самовара на иллюстрации 3, он имеет украшение — «ветку», что говорит о его более позднем и, очевидно, «городском» происхождении.
Но он сделан задолго до первых тульских самоваров братьев Назара и Ивана Лисициных 70-х годов XVIII века, а его «тулово» — сосуд — выполнено из спаянных пластин.
1. Самовар-сбитенник. Середина XVIIIв. Латунь, выколотка, литье. 33х30х21 | 2. Самовар-кухня.Середина XVIII в. Красная медь, выколотка, литье. 30х29х23 | 3. Самовар. Вторая половина XVIII в. Красная медь, выколотка, литье. 32х32х20 |
4. Самовар. 1780-е гг. Латунь, выколотка, литье. 37х30х25 | 5. Самовар.Последняя четверть XVII] в. Красная медь, выколотка, литье. 40х41х26 | 6. Самовар. Последняя четверть XVIII в.Латунь, выколотка, литье, патинирование. 43х31х29 |
8. Самовар. Конец XVIII в. Латунь, выколотка, литье. 29х25х25 | 9. Самовар. Начало XIX в. Красная медь, выколотка, питье, чеканка, патинирование. 40х28х26 |
Самовар на иллюстрации 8 шестигранной формой своего тулова как бы подчеркивает сугубую техничность, функциональность изделия. Даже ручки, в том числе крана, изготовлены из дерева в заботе о руках пользователя, чтобы не было горячо. Но полушарие тулова, выходящее как бы свободно, независимо от граней, вниз, мелкое членение крышки сосуда на объемы горизонтальными линиями, просечка конфорки и лихие завитки, напоминающие скрипичную головку на ручке, говорят о художественном вкусе мастера.
Соответствует ли наше современное представление о мастерах того времени действительности, задумываешься часто, глядя на изделия, дошедшие до нас. Как предыдущий самовар, так и самовары, которые мы видим на иллюстрациях 9 и 10, отличаются чувством меры, ритма, пропорций, стиля времени. Пластика хрустальной рюмки, сложных ручек, ветки крана или двух «братьев», также как будто сделанных из хрусталя, — это не просто совершенная техника исполнения. Это композиция сродни скульптуре, рассчитанная на круговой обзор в пространстве интерьера. Такого уровня художественного мастерства сегодня редко достигает специалист с высшим образованием, вооруженный знанием законов композиции и изощренностью современной художественной школы со всем ее историческим богатством.
Кем же были эти ремесленники, оставившие о себе память в утилитарных произведениях, без имени и фамилии? Обращаясь к исследованиям Ключевского, мы узнаем, что уже в Петровское время, когда появились самовары, подмастерья, ученики подчас владели не только знаниями в объеме нашей начальной школы, но и одним-двумя иностранными языками, и держали конкурсные экзамены, чтобы попасть в мастера.
Латунь, выколотка, литье, чеканка. 67х31х32 11. Самовар. Конец XVIII, начало XIX вв. Латунь, выколотка, литье. 51х27х28 |
 10. Самовар. Конец XVIII, начало XIX вв.
10. Самовар. Конец XVIII, начало XIX вв.Следует отметить, что вообще все самовары русских мастеров, изготавливающих свои изделия комплектно и индивидуально, как и любое произведение искусства, несут на себе отражение, с одной стороны, мастера — с его чертами характера и образом, а с другой стороны, заказчика. В этом смысле они напоминают портретную живопись, которая, будучи нацелена на сходство с портретируемым, содержит вместе с тем черты портретиста.
В начале XIX века появляются самовары «бочонки». Сосуды такой формы пользуются особой популярностью среди офицеров русской армии, в обозах которой впоследствии они приезжают в завоеванный Париж. Уже тогда, во время похода русских освободительных войск, многие жители центральных европейских стран знакомятся с русским самоваром. Тамошние мастера по металлу начинают копировать необычные российские сосуды, поражаясь простоте и бесподобности их устройства. Даже создают свои оригинальные водогреи, которые потом попадают в Россию. На протяжении всего XIX века русские люди, путешествуя по Европе, покупают огромное количество разнообразных произведений искусства, конечно, не пропуская предметов, которые напоминают им родное отечество. А самовар всегда, где бы и кем бы ни был сделан, не терял свою национальную самобытность.
 |  | |
12. Самовар-бочонок. Последняя четверть XVII] в. Красная медь, латунь, выколотка, литье. 33х21х16 13. Самовар-бочонок. Конец XVIII в. Латунь, выколотка, литье. 36х23х19 | 14. Самовар-бочонок.Середина XIX в. Томпак, выколотка, литье, чеканка, кость. 39х44х21 | 15. Самовар-бочонок. Конец XVIII в. Мастер Василий Бечинский. Латунь, выколотка, литье, чеканка. 37х41х18 |
16. Самовар. Первая четверть XIX в. Красная медь, латунь, выколотка, литье, чеканка. 31х22х17 | 17. Самовар.Начало XIX в. Красная медь, выколотка, литье. 44х31х28 |
На снимке 15 «бочонок», по преданию, имел легендарного хозяина — героя войны 1812 года отважного предводителя русских партизан Дениса Давыдова. В начале нашего века его владельцем был известнейший художник В. Д. Лебедев, и уже от вдовы художника, Ады Сергеевны Лебедевой-Лазо (дочери известного революционера) перешел в коллекцию Андрея Андреевича Лобанова.
С небольшим самоваром из красной меди под N 16 и серебряным N 18 связана целая история. В свое время они принадлежали известному петербургскому коллекционеру металла П.П. Кваскову. Приоритетом в его собирательстве пользовалось холодное оружие и броня (доспехи). Тридцать великолепных самоваров не были главными в его обширном собрании и, тем не менее, большинство из них составили основу коллекции самоваров Русского музея. В середине 60-х годов Петр Петрович подарил музею более двадцати предметов, так как музейщики готовились к первой за время советской власти выставке — «Русские самовары». Русский музей в долгу не остался и помог коллекционеру с установкой телефона.
У Андрея Андреевича такой возможности не было. За деньги П. П. Квасков ничего не отдавал. Так что пришлось выискивать старинные кинжалы, сабли и шпаги и показывать Кваскову, надеясь на обмен. В течение трех лет его реакция на смотринах была однозначна — «Это не годится», и только шлем от доспеха XVII века решил проблему.
<<<Назад Далее>>>
В начало раздела "Разное">>>
goodcoins.su
|
|
umeha.narod.ru
Как удалить остатки штифтов из медной створки складня?
Коллекционеры и собиратели медной пластики часто сталкиваются с проблемой - найдя заветную недостающую створку, например от Двунадесятых праздников или редкого выговского складня, обнаруживают остатки штифтов в петлях. Возникает вполне резонный вопрос: как удалить остатки штифтов из медной створки складня, не повредив эмаль и петли?

На самом деле, способов существует не так уж и много, давайте рассмотрим их более подробно.
Способ с высверливанием штифта
С помощью тонкого сверла, на небольших оборотах, высверливается остаток штифта. Этот способ применим только для коротких петель. Но в большинстве случаев, сверло начинает уводить в сторону, и в конечном итоге штифт остается на месте, а петля испорчена. Это происходит за счет того, что материал створки мягче (медь или латунь), а сам стальной штифт тверже. Поэтому, данный способ наиболее применим к коротким петлям или в том случае, если штифт из железа весь перешел в окисел.
Способ с выбиванием штифта
Остатки штифта выбиваются с помощью стальных или латунных выколоток. Они могут быть изготовлены из различных предметов, которые вы сможете найти у себя дома: например, обломок стальной швейной иголки или тонкого сверла.
Створка закрепляется в тисках между кусочками линолеума или деревянными дощечками (чтобы её не повредить), а нижнюю часть закрепить так, чтобы она имела упор (нужно исключить вертикальный сдвиг плакетки при ударе) и потихоньку начинаем выбивать штифт латунной выколоткой (именно латунной) чтобы стронуть его и только потом уже стальной.
Но у этого способа есть подводные камни, так как штифт от удара расплющивается и тем самым он намертво встает в шарнире. Чтобы этого не происходило, нужно с двух сторон стального штифта предварительно сделать небольшие углубления с помощью стоматологического бора или небольшой шарошкой, и только потом его уже начинать выбивать.
Что это даст? Штифт не будет развальцовываться от совершаемых по нему ударов, а наоборот, он будет закатываться как бы внутрь (см. рисунок) и на выходе снизу стержень не будет упираться своими краями в металл петли, он начнет также завальцовываться вовнутрь, что облегчит его выход из петли. Разумеется, что все работы нужно вести на деревянных подложках, чтобы не повредить саму створку.
Предварительно, перед совершаемой работой, легонько обстучать петлю створки со всех сторон, чтобы прикипевший внутри штырь немного «оживить». Самое главное в данном способе - это сдвинуть штифт хоть на миллиметр, а дальше он точно выбьется.
Способ с нагревом мини-горелкой
Данный способ применим в случае, если створка без эмалей, и нет задачи сохранить патину. Он заключается в том, что петля локально нагревается мини-горелкой, и после остывания металл немного отжигается и штифт выбивается латунной или стальной выколоткой. В случае работы с нагревом, можно попытаться максимально защитить остальную (не нагреваемую) поверхность листовым или шнуровым асбестом, пропитанным водой. Возможно, это поможет сохранить патину и эмаль у больших створок, естественно горелку тоже придется подобрать с очень тонким соплом, чтобы локализовать место нагрева. В дальнейшем, на петли можно наложить искусственную патину.
Отмачивание створки в керосине, WD-40, оружейном масле баллистол (Ballistol).
Самый старый, дедовский способ-это попробовать отмочить створку в керосине, начать следует именно с него, т.к. он наименее агрессивный, чем вся остальная современная химия. Перед замачиванием нужно простучать петли по всему периметру, чтобы между железом и трубкой образовались микротрещины, которые увеличат проникаемость керосина. Створку нужно поместить в раствор керосина, и спустя несколько недель, а иногда и месяцев (в зависимости от конкретного случая), попробовать выбить штифт латунной или стальной выколоткой.
Из современных средств можно порекомендовать смазку в виде спрея WD-40 и оружейное масло Ballistol (предназначенное для чистки оружия). Способ применения почти такой же, как и в случае с керосином - створка ставится вертикально, и состав наносится сверху на штифт, по мере впитывания, операцию повторяем. Главная задача - чтобы штифт пропитался как можно глубже, в идеале - по всей длине, на это также может уйти достаточно много времени. В дальнейшем штифт также пытаемся выбить латунной или стальной выколоткой.
Удаление штифта с помощью раствора различных кислот.
На мой взгляд, этот способ самый агрессивный. Заключается он в том, что предварительно делается насыщенный раствор лимонной кислоты или Трилона Б в горячей воде, створка размещается таким образом, чтобы в растворе были только петли. Спустя некоторое время металлические штифты (не медные, ведь медь тоже металл) кислота съест без остатка, а медь не тронет. На всем протяжении, процесс необходимо контролировать, периодически доставая створку и осматривая штифт, растворился он или нет. Естественно, что вся патина полностью сойдет, в дальнейшем её можно нанести искусственно.
На практике данные методы можно комбинировать, и выбрав для себя наиболее оптимальный, можно будет без особого труда удалить остатки штифта из медной створки.
Если вы не уверены в своих силах или створка очень «запущена», вы можете обратиться за помощью к нашему профессиональному реставратору, имеющему большой опыт в удалении остатков штифтов из створки.
Уважаемые посетители данного ресурса-коллеги, может Вы знаете еще какие-нибудь способы удаления штифтов из створок? С удовольствием добавлю в данную статью.
www.mednyobraz.ru
7.2. Выколотка (дефовка)
Выколотка, также как и ковка – один из древнейших способов деформации металла, применяемый для создания из листового металла полого объемного изделия. В отличие от холодной ковки выколотку выполняют из листового металла не толще 2 мм. От чеканки выколотка отличается тем, что ее осуществляют непосредственно молотком.
Выколоткой можно обрабатывать самые различные металлы и сплавы: золото, серебро, медь и ее сплавы, алюминий и его сплавы, углеродистые и коррозионно-стойкие стали, никелевые сплавы и др.
Выколотка – медленный и трудоемкий процесс, поэтому, как правило, ее применяют для выполнения в металле только первых авторских образцов.
В настоящее время в области художественной обработки сложились следующие виды выколотки: свободная ручная выколотка, выколотка по модели и механизированная выколотка.
Свободную ручную выколотку объемной формы из листовой заготовки составляют три основные операции: это - расплющивание заготовки, сгибание ее и осадка металла.
Заготовку, лежащую на стальной наковальне, расплющивают равномерными ударами молотка по всей поверхности. При этом уменьшается толщина заготовки, за счет чего увеличивается ее площадь. Если же наносить удары на небольшом участке листа, не трогая его краев, то заготовка будет не только расплющиваться в этом месте, но и деформироваться, т. е. будет образовываться сферическая поверхность, вогнутая со стороны удара. Это происходит потому, что нетронутые ударом части листа не дают материалу раздаваться в стороны.
Следующая операция, приближающая заготовку к заданной форме изделия, – это сгибание, осуществляемое на ребре наковальни под углом, по радиусу, по прямой, по дуге, по сложной кривой. В качестве опоры используют фасонную наковальню. При сгибании одновременно происходит вытяжка металла.
Далее, чтобы увеличить толщину поперечного сечения, выполняют осадку металла. Для этого заготовку предварительно гофрят, а затем эти гофры осаживают стальным или деревянным молотком на наковальне. Гофры должны быть низкими и широкими – такие легче осаживать. Высокие и узкие гофры при осадке нагоняются друг на друга, в результате чего могут образоваться трещины.
Выколоткой по моделям в настоящее время изготавливают различные барельефы, объемную мелкую скульптуру, а также крупные монументальные фигуры и другие экстерьерные художественные произведения. Для этого используют медь, ее сплавы, алюминий, коррозионно-стойкую сталь.
Монументы, выполненные выколоткой, значительно экономичнее литых: расход металла для таких изделий на много меньше, они легче по массе, удобны в перевозке, укрепленные на стальном каркасе, достаточно прочны и долговечны.
Для создания художественного произведения средствами выколотки по модели сначала по авторскому оригиналу изготавливают цементную или баббитовую модель. Далее раскраивают листовой металл для отдельных частей изделия. Толщина листа в зависимости от размеров изделия берется от 1 до 2 мм для меди, ее сплавов и алюминия и 0,5 мм – для коррозионно- стойкой стали. Площадь листовой заготовки рассчитывают приближенно с учетом вытяжки и осадки.
Перед началом выколотки медные сплавы и стали отжигают. Алюминий предварительного отжига не требует.
Листовую заготовку, наложенную на цементную или баббитовую модель, обрабатывают резиновым молотком. Применяют также деревянные, текстолитовые и свинцовые молотки. При сложном рельефе заготовки разрезают или вырезают излишки металла. Затем эти участки заваривают, а швы проковывают.
Периодически изделие отжигают. При необходимости для отделки изделия выполняют чеканные работы.
Далее производят сборку деталей и монтировку изделия. При подгонке излишки металла обрезают ножницами и опиливают напильниками. Листы подгоняют встык и сваривают. После сварки швы тщательно зачищают.
studfiles.net
Выколотки - Нестандартный инструмент
ВыколоткиКатегория:
Нестандартный инструмент
ВыколоткиВыколотки применяют для разборки соединений с неподвижными посадками. Для выколоток выбирают мягкие металлы, например медь, свинец, алюминий, а также пластические массы или дерево. Вообще, как правило, материал выколотки должен быть мягче материала выбиваемой детали. Под алюминиевые детали, например, нужно применять деревянную выколотку, под стальные — выколотку из меди.
Однако изготовлять выколотки целиком из мягкого материала нецелесообразно, так как они будут быстро деформироваться и изнашиваться. Кроме того, очень мягкая выколотка поглощает значительную часть энергии удара, вследствие чего сборщику трудно наносить удары требуемой силы.
В связи с этим для увеличения срока службы выколотку Целесообразно делать составной, выполняя стержень из углеродистой стали с цементованным и закаленным бойком, а вставку — из мягкого металла, которую но мере износа можно заменять новой.
На бойке стержня следует снять небольшую фаску под углом 45°, она будет препятствовать разбиванию концов выколотки и, следовательно, удлинит срок ее службы.
На концы деревянных выколоток нужно насадить кольца и стакан из алюминия или меди, чтобы предотвратить их расщепление, а саму выколотку целесообразно сделать из дерева большей твердости (граб, бук).
Для выталкивания цилиндрических и конических штифтов и заклепок, помимо бородков, можно также применять выколотку, у которой стержень расположен в направляющем корпуса. Такая выколотка значительно облегчает выбивание заклепок. Удалять крупные заклепки, например из брусьев рам тракторов, следует с помощью выколотки, показанной на рисунке 1, д.
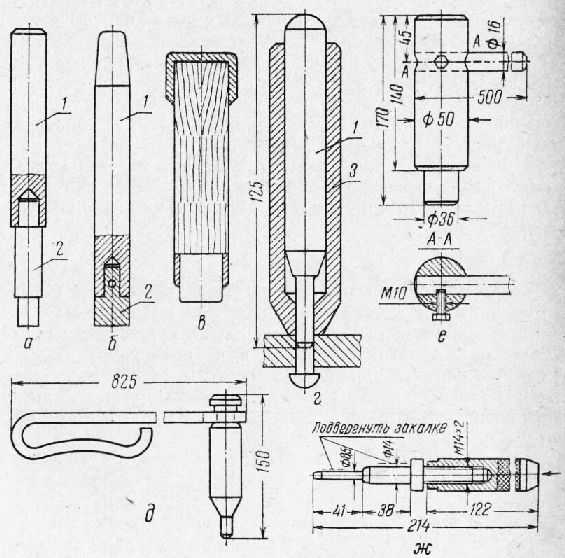
Большие затруднения вызывает разборка гусеничного полотна трактора Т-4. Выгарессовывать пальцы и втулки следует прессом. Если такового нет, можно пользоваться выколоткой, показанной на рисунке 1, е.
Для удаления втулок клапанов механизма газораспределения служит выколотка, показанная на рисунке 1, ж. Размеры этой выколотки даны для работы с двигателями автомобиля «Волга» ГАЗ-24.
Читать далее:
Оправки
Статьи по теме:
Реклама:
Главная → Справочник → Статьи → Блог → Форум
pereosnastka.ru
Выколотка-техника работы
Выколотка (еще ее называют дифовкой) — один из способов холодной обработки металла. Техника выколотки основана на использовании пластичности металла, способного под ударами молотка садиться, вытягиваться и изгибаться. В отличие от ковки для выколотки применяется только тонкий листовой металл, который обрабатывается в холодном состоянии. А от чеканки дифовка отличается тем, что вся работа от начала до конца ведется не чеканами, а специальными выколоточными молотками.
В старину из листового металла мастера-дифовщики делали щиты, шлемы, рыцарские доспехи. Технику выколотки применяли и при изготовлении металлической посуды: котлов, ковшей, чаш, кубков. Кроме рядовой посуды, мастера создавали уникальные произведения декоративного искусства. Изделия из листового золота и серебра украшались вставками из драгоценных камней, отделывались гравировкой, чеканкой, насечкой. В Государственной Оружейной палате Московского Кремля хранится замечательный образец художественного ремесла XVI века — ковш-братина Михаила Романова.
Позднее выколотку стали применять при создании монументальной скульптуры. Над фронтоном Большого театра в Москве, венчая архитектурную композицию, возвышается скульптурная группа, изображающая покровителя искусств Аполлона, управляющего квадригой — четверкой коней, запряженных в колесницу. Фигуры полые. Они были выколочены из листовой меди в начале позапрошлого столетия русскими мастерами по модели скульптора Степана Пименова.
Трудно найти человека, который не видел бы скульптурной группы «Рабочий и колхозница» скульптора Веры Мухиной — в начальных кадрах фильмов, снятых на студии «Мосфильм», эта скульптура неизменно появляется на экране. Она выколочена из тонких листов нержавеющей хромо-никелевой стали мастерами тогдашнего завода «Стальмост» для международной выставки 1937 года в Париже. Теперь эта скульптурная группа стоит недалеко от входа на ВВЦ в Москве.
Технические приемы выколотки находят применение в современном производстве, особенно в экспериментальном. Ручную выколотку часто сочетают с машинной, выполняя работы на специальных выколоточных молотах. Но для художественных работ применяют только ручную выколотку.
Если вы пожелаете освоить простейшие приемы выколотки, прежде всего запаситесь необходимым материалом и инструментами.
Небольшие изделия можно выколачивать из листовой меди, латуни, стали и алюминия толщиной 0,5—0,6 мм. Для раскроя металла применяют ножницы заводского изготовления из стали У7, У8, 65, 70. Боковые поверхности ножниц по металлу обычно закалены. Если нет возможности приобрести специальные ножницы, можно использовать обычные портняжные. Чтобы они достаточно легко резали металл, их необходимо укоротить, отступив от заклепки на 50—60 мм. Концы лезвий обрежьте ножовкой и опилите напильником.
Выколотку производят выколоточными молотками на наковальне, стальной или свинцовой плите, а также на специальных опорных инструментах. В зависимости от характера работы и материала применяют самые разнообразные молотки: стальные, текстолитовые, деревянные, резиновые, а также молотки с вставными бойками из свинца, красной меди, алюминия.
Текстолитовые и деревянные молотки хорошо вытягивают металл, не оставляя на его поверхности выбоин, царапин и насечек, которые могут послужить причиной разрыва металла.
Деревянный молоток выточите на токарном станке. Древесина твердых пород дуба, клена, самшита, бука или березы должна быть прямослойной и без сучков. Вытачивая молоток, отступите на некоторое расстояние от бойков и проточите небольшие канавки. В этих местах молоток прочно обмотайте шпагатом, причем каждый слой шпагата обильно смажьте клеем. Обработанный таким образом молоток долго не будет растрескиваться. Вместо шпагата можно насадить на молоток металлические кольца.
Стальные молотки применяются для выколотки, правки и посадки металла.
Правочные молотки, как и обычные, имеют плоские бойки, а выколоточные — сферической формы.
У мастера-дифовщика обычно бывает под рукой несколько десятков самых разнообразных молотков. Чтобы стальные молотки не наносили случайных повреждений на поверхность металла, их бойки тщательно полируют и закаляют. Те же требования предъявляются к рабочим поверхностям опорных инструментов, правочной плите и наковальне.
Из опорных инструментов наиболее часто применяются прямые стойки, а для специальных работ изготовляют стойки, имеющие коленообразный , изгиб. Во время работы стойки закрепляют в тисках или вколачивают в массивный деревянный кряж. В магазинах можно купить небольшие наковаленки, так называемые бабки, применяемые для отбивки кос.
Для вспомогательных работ потребуются обычные слесарные инструменты: круглогубцы, плоскогубцы, шаберы, напильники и металлическая щетка.
В изделиях, выполненных в технике дифовки, преобладают поверхности, близкие к сферическим. Поэтому выколотка полусферы — необходимое упражнение, позволяющее познакомиться с основными приемами дифовочных работ.
Из меди или латуни вырежьте два небольших одинаковых кружочка. Положите один из них на наковальню и равномерно прокуйте всю его поверхность стальным молотком. Кружок останется плоским, но увеличится в размерах. Это легко проверить, сравнив его с другим кружком. Металл стал тоньше, и пропорционально увеличилась его площадь.
Теперь возьмите другой кружочек и выколачивайте его с середины, нанося удары по спирали. По мере приближения к краям постепенно уменьшайте силу ударов молотком. Края кружка начнут постепенно загибаться, а середина вспучиваться. Как и у первой пластинки, металл стал тоньше, но только в середине и в участках, расположенных ближе к середине. Соответственно увеличилась и площадь его поверхности, но, так как края не прокованы, они не дают возможности прокованному металлу раздаваться в стороны, и он прогибается, образуя вогнутую поверхность.
Попробуйте теперь снова проковать первый кружок, чтобы он увеличился в размерах, а второй кружок выколачивайте в середине по спирали, чтобы увеличить глубину. В какой-то момент вы почувствуете, что форма и размеры заготовок остаются неизменными, даже если вы прикладываете значительные усилия. Это явление называется наклепом.
Прокованный металл сильно нагартовывается — в нем возникают большие межкристаллические напряжения. Чтобы их удалить, металл нужно отжечь в муфельной печи, на газовой плите или паяльной лампой. Докрасна можно накалять только медь, латунь и сталь. Для отжига алюминия требуется более низкая температура. Чтобы не пережечь его, проведите на нем мылом линию, которая будет служить своеобразным индикатором. Как только линия начнет чернеть, отжиг алюминия нужно прекратить.
Отожженный металл вновь становится ковким и пластичным. Теперь можно продолжать выколотку, до тех пор, пока металл снова не нагартуется.
Выколачивать полусферу на плоской наковальне довольно сложно. Обычно полусферу выколачивают на опорном инструменте, особенно если она имеет довольно большие размеры.
Вырежьте из отожженного металла круг и, придерживая его левой рукой, начинайте проковывать с середины, постепенно по спирали переходя к краям. При первой проковке глубина выколотки должна составлять примерно одну шестую часть радиуса выколачиваемой полусферы. Затем на края заготовки нанесите круглогубцами гофры (примерно так, как это сделано на металлических пробках от бутылок). Нанося гофры, следите, чтобы желобки были ориентированы на центр заготовки и имели плавные, округлые поверхности. Высота каждого гофра должна быть примерно равной его ширине.
Следующую операцию называют посадкой. Металлическим молотком с плоским или слегка полукруглым бойком тщательно прокуйте гофрированные участки. Там, где были гофры, металл после проковки становится толще, чем был. За счет этого диаметр заготовки станет несколько меньше. После завершения посадки деревянным или текстолитовым молотком выколотите середину, добиваясь плавного перехода от середины к краям.
Обычно на этом этапе полусфера не имеет еще достаточной глубины — ведь она должна быть равной половине диаметра. В этих случаях заготовку нужно отжечь, снова нанести гофры и снова выполнить посадку. В заключение еще раз выколотите середину.
Научившись выколачивать правильную полусферу, попробуйте взяться за выделку декоративной металлической посуды. Готовую посуду можно украсить гравировкой или чеканкой.
Современные художники-прикладники успешно применяют выколотку для создания настольной декоративной скульптуры. Предельно лаконичным, скупым, но точным языком пластики художники передают самое характерное в изображаемой натуре, создают обобщенный, легко запоминающийся образ, не забывая выявить специфическую красоту самого материала.
Как обычно, творческая работа над скульптурой начинается с выполнения набросков с натуры, на основе которых разрабатывается эскиз. Чтобы достаточно хорошо изучить натуру, нужно сделать множество набросков в самых различных ракурсах. Эскиз составляют с учетом материала и техники, которые будут применены. Руководствуясь эскизом, лепят модель из глины или пластилина. По модели изготовляют выкройки разверток. Внимательно изучив вылепленную модель, решают, как наиболее удачно выполнить раскрой, стараясь свести до минимума количество выкроек. На модели карандашом можно нанести примерные линии стыков выкроек. Затем прикладывают к модели бумагу или фольгу и прорисовывают контуры каждой выкройки. Можно использовать кальку или папиросную бумагу, через которые хорошо видны линии раскроя.
Затем выкройки переводятся на плотную бумагу или тонкий картон. С помощью вырезанных шаблонов раскраивают металлический лист.
Надо иметь в виду, что как бы тщательно ни были подготовлены выкройки, контуры и размеры их все же будут довольно приблизительными. Ведь после того как будет выколочена каждая деталь, площадь поверхностей у них увеличится.
При дальнейшей работе над скульптурой, вплоть до завершения сборки, постоянно уточняйте форму и контуры каждой детали. Конечно же, при работе в материале не обязательно точно придерживаться форм, найденных в модели. В процессе выколотки сам материал и приемы его обработки могут подсказать более выразительное пластическое решение. Помните, что в свободной ручной выколотке творческое начало присутствует на всех этапах работы, начиная с наброска на листе бумаги и кончая сборкой и патинированием.
Для начала мы предлагаем воспользоваться готовыми выкройками, разработанными московским художником-анималистом Альбертом Лазаревичем Станиславским.
Декоративная настольная скульптура «Лама» выполнена из листовой красной меди. Можно заменить красную медь латунью.
Перед раскроем заготовок металл отожгите и опустите в холодную воду, чтобы снять окалину. Шаблоны вырежьте из плотной бумаги или тонкого картона. Наложив шаблоны на металл, обведите их стальной чертилкой. Аккуратно вырежьте каждую деталь.
Выколачивать детали можно на опорном инструменте или на толстой свинцовой плите. Такую плиту изготовить довольно просто. В широкую жестяную банку положите куски свинца и расплавьте на огне. Слой расплавленного свинца должен достигать примерно 30—40 мм. Погасите огонь. Остывшую плиту выбейте из банки, и наковальня готова.
Положите деталь на плиту и начинайте выколачивать, нанося сильные и точные удары.
Под ударами молотка медь начинает вытягиваться, а в свинце образуются углубления, точно повторяющие форму выколачиваемого медного листа.
Обработанные выколоткой детали сгибайте на краю верстака или наковальни. При этом внутренняя поверхность листа испытывает деформацию сжатия, а внешняя — растяжения. Мелкие детали сгибайте плоскогубцами. Перед сборкой и спайкой каждую деталь плотно подгоните друг к другу в местах стыков, срезая лишние куски металла ножницами или стачивая напильником. Спаивать можно оловом, применяя в качестве флюса канифоль или хлористый цинк.
Более простые полые формы, имеющие симметрию, например рыбку, можно выколотить на болванке из девятислойной фанеры. Если фанеры такой толщины нет, ее можно склеить под прессом из трех листов трехслойной фанеры.
Выпилите в болванке сквозное отверстие, соответствующее контурам туловища рыбы, и положите болванку на низкий ящик. На дно ящика положите кусок пластилина или эглина так, чтобы он плотно заподлицо заполнял вырез в фанере. Затем сверху наложите медный лист и приступайте к выколотке.
Чтобы металл не разорвался, выколотку нужно начинать над краями отверстия, постепенно продвигаясь к середине, пока заготовка не примет нужную форму. Точно так же выколотите вторую, половину. Только не забудьте фанеру с вырезом перевернуть на другую сторону.
Закончив выколотку боков, прочертите и вырежьте хвост и плавники. У той и другой половины они должны точно совпадать и плотно прилегать друг к другу. Прежде чем спаивать половины, просеките в них узкие поджаберные отверстия. С внутренней стороны плавники и хвост зачистите шабером, напильником или наждачной бумагой, затем смочите хлористым цинком и пролудите всю поверхность оловом. Из нихромовой проволоки (она не деформируется при нагревании) изготовьте зажимы.
Внутреннюю поверхность плавников и хвоста смажьте хлористым цинком. Обе половины соедините зажимами так, чтобы края их совпадали. На газовую плиту положите металлическую сетку, а на нее корпус рыбы. Нагревая корпус на огне, внимательно следите за швом. Как только в нем появится расплавленное олово, газ нужно выключить. Через некоторое время остывший корпус снимите с сетки, уберите зажимы и обработайте напильником края хвоста и плавников.
Завершите сборку припаиванием мелких деталей — боковых и нижнего плавников, которые вырежьте заранее, а также выгнутых из медной проволоки колец вокруг глаз и окантовки рта.
Все медные или латунные фигурки патинируют. Перед этим зачистите их металлической щеткой и наждачной бумагой. Наиболее часто для меди и латуни применяется способ патинирования серной печенью. В данном случае слово «печень» образовано от слова «спекать» — чтобы ее получить, спекали порошки серы и поташа. Пары серы ядовиты, поэтому серную печень нужно готовить в вытяжном шкафу или в хорошо проветриваемом помещении. Одну часть порошковой серы смешайте с двумя частями поташа и в течение 15—20 минут расплавляйте (спекайте) смесь в металлической посуде. К концу или в середине спекания смесь может загореться слабым зеленоватым огнем. Такое горение допустимо и не отражается на качестве серной печени.
Остывшую смесь растолките в ступе. Перед употреблением порошок залейте горячей водой и тщательно размешайте раствор. Затем в него опустите изделие. Когда латунь или медь почернеет, извлеките изделие из раствора и промойте чистой водой.
Патинированное таким образом изделие приобретает интенсивный черный цвет. Чтобы чувствовался металл, а детали выступали более рельефно, выпуклые части протрите мелко просеянным речным песком или порошком пемзы. В протертых местах появится легкий мерцающий металлический блеск, плавно переходящий в темный цвет углубленных частей скульптуры.
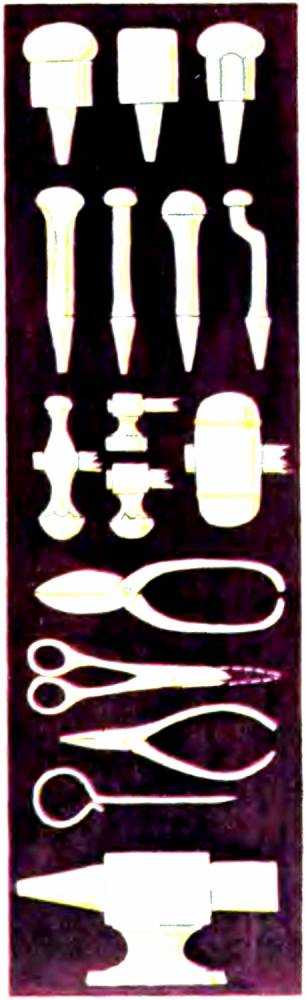 Приспособления и инструменты, применяемые при выколоточных работах:опорные инструменты; выколоточные молотки; ножницы; круглогубцы; чертилка; наковальня.
Приспособления и инструменты, применяемые при выколоточных работах:опорные инструменты; выколоточные молотки; ножницы; круглогубцы; чертилка; наковальня.
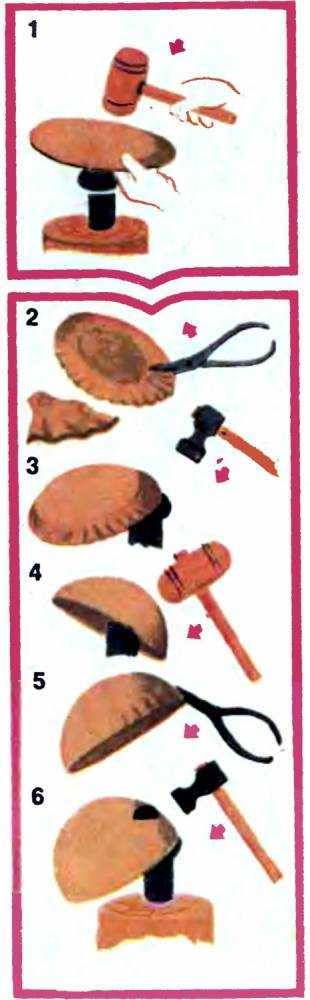 Последовательность выколотки полусферы:1 — начало выколотки;2 — нанесение гофров;3 — осадка гофров;4 — выколачивание середины;5 — повторное нанесение гофров;6 — осадка гофров.
Последовательность выколотки полусферы:1 — начало выколотки;2 — нанесение гофров;3 — осадка гофров;4 — выколачивание середины;5 — повторное нанесение гофров;6 — осадка гофров.
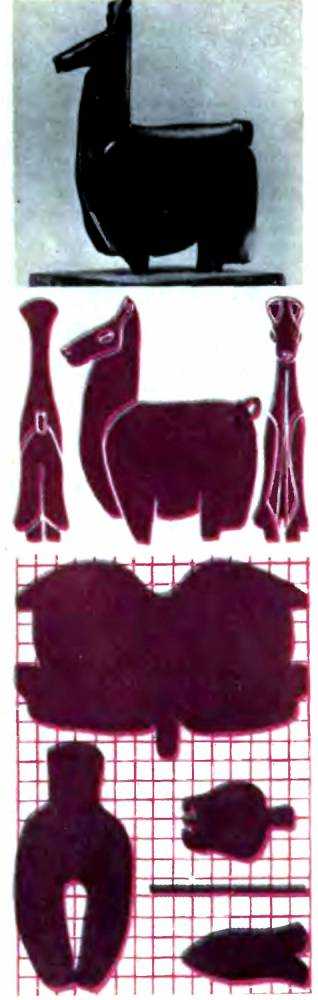 А. Станиславский.Декоративная скульптура «Лама».Красная медь, 1974 г.Детали скульптуры и схема их сборки.
А. Станиславский.Декоративная скульптура «Лама».Красная медь, 1974 г.Детали скульптуры и схема их сборки.
 А. Станиславский.Настольная декоративная скульптура «Рыбка».Красная медь, 1973 г.Последовательность работы над скульптурой:1 — изготовление формы-болванки;2 — выколотка;3 — сборка перед пайкой.
А. Станиславский.Настольная декоративная скульптура «Рыбка».Красная медь, 1973 г.Последовательность работы над скульптурой:1 — изготовление формы-болванки;2 — выколотка;3 — сборка перед пайкой.
 А. Станиславский.Декоративная скульптура «Ворон».Красная медь, 1974 г.
А. Станиславский.Декоративная скульптура «Ворон».Красная медь, 1974 г.
Рисунки и фото авора
subscribe.ru
Коллекционер антиквариата-самовары,чайники,выколотка,литье,медь
Вместе с самоваром в дорогу брали погребец (сундучок). В него укладывались: чайник, стаканы, чайница с чаем, молочник и другие предметы для чаепития. В коллекции А. А. Лобанова на сегодняшний день — десять походных самоваров. Самый небольшой рассчитан всего на две-три чашечки чая. Этот серебряный светский «малыш» служил, вероятно, в ситуации «тет-а-тет». А самый большой вмещает литров шесть. Он мог согреть душистым напитком целую компанию. И был найден, как рассказывает Андрей Андреевич, в окрестностях города Костромы, в маленькой деревеньке на Ярославском тракте. В 1968 году, путешествуя в тех местах, обхаживая и расспрашивая местных жителей, узнал, что дед Федор, тамошний старожил и бывший сельский «начальник», поругавшись со своей старухой, выкинул прохудившийся самовар в заброшенный колодец. Так что пришлось спускаться эдак метров на пять (места там сухие) и доставать, к великому удивлению, совершенно уникальный предмет. После небольшой реставрации он занял почетное место в коллекции (иллюстрация 32).
| 33. Самовар. Середина XIX в. Ф-ка Ф. Н. Дубинина, Петербург. Красная медь, выколотка, литье, чеканка, серебрение, кость. 53х32х31 | 34. Самовар. 1850-е гг. Петербург. Латунь, выколотка, литье, чеканка, серебрение, кость. 51х30х24 |
| 35. Самовар. Первая четверть XIX в. Красная медь, выколотка, литье, чеканка, серебрение. 31х27х22 | 36. Самовар. Середина XIX в. Ф-ка П. Севрю-гина, Москва. Красная медь, выколотка, литье, чеканка, серебрение. 33х28х27 | 37. Самовар.Середина XIX в. Латунь, выколотка, литье. 56х34х35 |
 32. Самовар дорожный. 1850-к гг. Ф-ка Н. В. Пушкова, г. Данилов Латунь, выколотка, литье, серебрение, кость. 38х32х29
32. Самовар дорожный. 1850-к гг. Ф-ка Н. В. Пушкова, г. Данилов Латунь, выколотка, литье, серебрение, кость. 38х32х29К этому времени уже появилась технология выколотки, позволяющая растягивать и расколачивать специальными инструментами податливый металл, придавая ему сложнейшую форму.
На иллюстрациях 33 и 36 мы видим пример этой точности, умения представить изготавливаемое изделие в объеме, знание свойств материала, с которым работаешь, и тонкого художественного чутья, поскольку если в скульптуре, по меткому выражению Родена, художник избавляется от лишнего материала, то здесь мастер создает форму, и любой неточный удар изнутри создает ненужный объем.
Смеркалось. На столе, блистая, Шипел вечерний самовар, Китайский чайник нагревая, Под ним клубился легкий пар. Разлитый Ольгиной рукою, По чашкам темною струею Уже душистый чай бежал...
А. Пушкин
Стихи А. С. Пушкина появились здесь недаром. На этих снимках — самовары, которые бытовали в его время. Один из них был даже приобретен собирателем в доме рядом со знаменитой квартирой на Мойке и, как утверждали бывшие владельцы, самовар находился с момента приобретения их прапрадедом в 30-е годы XIX века постоянно в их доме. Как знать, может быть и захаживал гениальный поэт к своим соседям, и угощали его крепким чаем из небольшого, изящного самовара N 35.
Не менее примечателен самовар на иллюстрации 34. Выполненный в неоготическом стиле, он был сделан для летнего дворца (коттеджа) императора Николая I. Непримиримый гонитель Пушкина был поклонником всего романтического, считая себя последним рыцарем эпохи. Вот, как иногда предметы соединяют судьбы людей — героев и актеров истории.
География самоварного производства чрезвычайно обширна. Кроме признанных центров — Петербурга, Москвы, Урала, Тулы, — первоклассные умельцы работали в Костроме, Ярославле, Ар-хангельске, Вятке и многих провинциальных городах огромной России. В XIX веке самоварные фабрики в этих городках размешались, как правило, в одной или двух деревянных избах, где располагались кузница и мастерские. Хозяин-купец нанимал рабочих и мастеров. Главной фигурой в «деле» был наводилыцик — он выковывал тулово (корпус) самовара. От него зависел образ и характер будущего водогрея. Хороший наводилыцик каждый раз, подходя к верстаку, старался придумать свою, новую, не похожую на другие форму сосуда. И поэтому, будучи окончательно готовым, самовар приобретал самые различные обиходные названия: «Ваза», «Рюмка», «Дуля», «Репка», «Яйцо», «Цилиндр» и т. п.
| 38. Самовар. Первая половина XIX в. Ф-ка И. Пушкова, г. Данилов. Латунь, выколотка, литье. 25х24х21 | 39. Самовар. 1840-е гг. Ф-ка Н. Иапикова, г. Тула. Латунь, выколотка, литье, серебрение. 29х24х22 40. Самовар. 1840-е гг. Ф-ка Н. Маликова, г. Тула. Томпак, выколотка, питье. 33х27х26 | 41. Самовар.Середина XIX в. Ф-ка Е. M. Попова, г. Вятка. Латунь, выколотка, литье. 48х33х29 |
| 42. Самовар. Середина XIX в. Мастер В. Бриолин, г. Кострома. Красная медь, выколотка, литье, кость. 43х37х31 | 43. Самовар. Середина XIX в. Ф-ка И. А. Скорнякова, г. Углич. Томпак, выколотка, литье, чеканка. 42х35х27 | 44. Самовар. Первая половина XIX в. Ф-ка Демидова, г. Архангепьск. Латунь, выколотка, литье. 49х34х33 |
Самовары, представленные на этом развороте, созданы умельцами северных русских городов. Их отличает незатейливость и лаконичность формы, особая уютность и теплота. По сто и более лет служили людям эти сосуды, бережно передавались из поколения в поколение.
На севере русский человек более серьезен в укладе своей жизни. Там больше сохранилось предметов национальной культуры, особенно бытовой.
Эти предметы передаются из поколения в поколение и, когда перестанут выполнять чисто утилитарные функции, складываются на чердаке или в особом закутке за печкой, называемом шоношей, и лежат там, пока не потребуются хозяевам. Здесь можно было найти и предметы старинной крестьянской одежды, и вышитые при свете лучины скатерти, и иконы, отслужившие свой век, и множество вещей, ценность которых для владельца в их истории.
В шоношу складывали то, что не нужно было видеть постороннему, а о бесцеремонном посетителе говорили: «Пусти гостя на порог, а он в шоношу».
Но и до этих мест добралась советская цивилизация, нанеся особый урон, как ни странно, в 50—60-е годы. Андрей Андреевич рассказывает, что, много разъезжая по стране, первое знакомство с городом или поселком всегда начинал со складов вторцветметалла, где ждали отправления на переплавку уникальные изделия.
«Самое грандиозное впечатление на меня произвел склад вторичного сырья в городе Вятке (Киров). Было это в 1966 году. Когда удалось договориться с охраной и рабочими склада, выяснилось, что все поступившие к ним самовары содержатся в отдельном помещении — аж целом ангаре. Войдя в него, буквально остолбенел. Передо мной была прямо-таки медно-латунная гора высотою метра в три и площадью примерно 5 х 20 метров. Вот, подумал, нашел наконец свое счастье. Но, прокопавшись там целый день, обнаружил всего один достойный для коллекции предмет (иллюстрация 42). Все остальные, а их была не одна тысяча, оказались обычными тульскими конвейерными "банками" конца XIX — начала XX века. За находку работники склада попросили что-нибудь из цветного металла, равное по весу, и, конечно, "родимую стеклянную"».
<<<Назад Далее>>>
В начало раздела "Разное">>>
goodcoins.su










