Содержание
Ручные ювелирные и электромеханические вальцы для листового мателла – metmaStanki.ru
Электромеханические вальцы используются для изготовления гнутых жестяных изделий: труб для водостоков, желобов, воздухоотводов, дымоотводов, термоизоляционных коробов. Различают три основные разновидности вальцов в зависимости от тяги: ручные, гидравлические, электромеханические. Первые целесообразно использовать на малых производствах, а также при необходимости непрерывного контроля над процессом. Например, для работы с золотом, серебром, платиной используют ювелирные вальцы на ручной или электрической тяге.
Электромеханическое оборудование эксплуатируется при значительных объемах производства. Станок работает от электрической тяги, освобождая оператора от физических нагрузок.
Назначение вальцов
электромеханические трехвалковые вальцы
Электромеханические вальцы — это механизм, основанный на принципе ротации, предназначенный для холодной обработки различных листовых сплавов и металлов. Вальцовые станки применяются при монтаже санитарных, инженерных, вентиляционных систем, для производства разнообразных форм из металлопроката для машиностроительной, авиационной, химической промышленности:
Вальцовые станки применяются при монтаже санитарных, инженерных, вентиляционных систем, для производства разнообразных форм из металлопроката для машиностроительной, авиационной, химической промышленности:
- деталей в форме конуса;
- деталей в форме цилиндра;
- подгибов краев;
- деталей в форме дуг;
- выравнивания плоских заготовок.
Радиус закругления заготовки зависит от материала и толщины листа:
- для малоуглеродистых сталей — 1,2 толщины;
- для алюминиевых сплавов — до 5.
Чтобы гнуть мягкие марки стали и тонкого листа с успехом используют ручные модели вальцов.
Устройство электромеханических вальцов
верхний валик поднимается — освобождается заготовка
Благодаря своему устройству гибка металлических изделий происходит легко и аккуратно, создается необходимая форма. Из листового материала создается цилиндрическая поверхность путем прогона через асимметричные валки.
Конструкция основана на следующих узлах и механизмах:
- основание;
- рабочие вальцы;
- редуктор основного привода;
- редукторы положения вальцов;
- система автоматического управления;
- электрическая часть.
Работа станка зависит от того, насколько крепки и хорошо подогнаны друг к другу узлы. Некачественные валки производят бракованную продукцию, поэтому к выбору следует отнестись очень тщательно.
Обычно валки изготавливают из чугуна, но стальные также не редкость на рынке. Последние разработки — изделия из твердых керамических сплавов с повышенным сроком эксплуатации. Тонкие вальцы делают из прутка, более мощные — из трубы.
Положение переднего вала можно изменять. Чтобы снять готовое изделие или отрегулировать положение заготовки, ролик снимается. Устройство переднего вала позволяет создавать разнообразные конструкции. Изменением положения переднего вала можно гнуть заготовку в одном месте, при вращении пары вальцов изгиб происходит по всей ширине. Многие трехвалковые станки выполняют заготовки с уже завальцованными кромками.
Многие трехвалковые станки выполняют заготовки с уже завальцованными кромками.
Валки приводятся в движение посредством электропривода, обеспечивающего перемещение в двух плоскостях. Регулируется передвижение вверх и вниз с помощью рукоятки, соединенной с пружинным механизмом. Материал прижимается специальной планкой, манипуляции которой осуществляются одной рукой.
Крупные и мощные электромеханические станки управляются автоматикой, самостоятельно выставляют положение роликов под необходимую толщину листа и форму заготовки. От перегрузок станки защищены электронными системами.
Для безопасной работы персонала агрегаты оснащают специальными приспособлениями и устройствами. Станок управляется с помощью ножной педали или пульта. Двигатель и тормоз исполнительных органов работают от электричества и обеспечивают стабильную высокую производительность.
Принцип работы
схема гибки металла на трехвалковых вальцах
Обработка на вальцах является промежуточным этапом между резкой металла и его профилированием.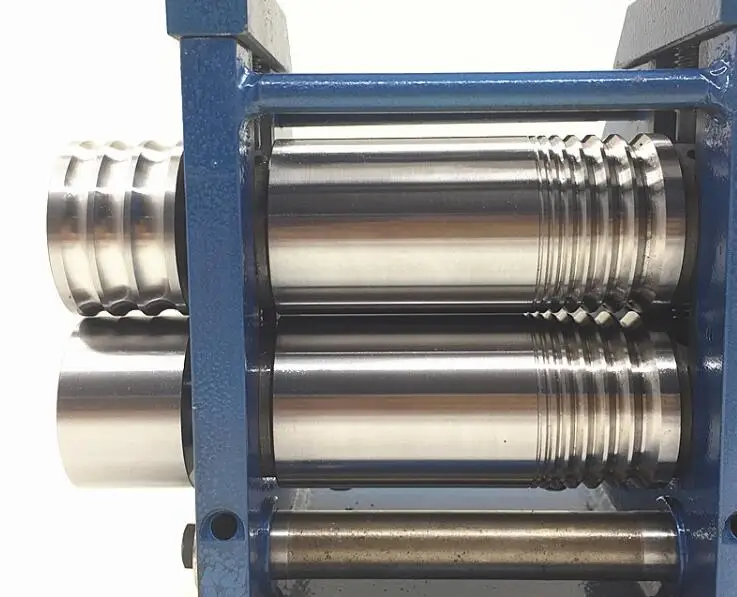 В основе работы вальцов лежит принцип холодной обкатки листа металла вокруг верхнего валика. От положения валиков относительно друг друга зависит диаметр будущего изделия.
В основе работы вальцов лежит принцип холодной обкатки листа металла вокруг верхнего валика. От положения валиков относительно друг друга зависит диаметр будущего изделия.
Перед технологом, разрабатывающим изготовление детали, стоят следующие вопросы:
- можно ли сделать на имеющихся вальцах деталь из листового материала определенных параметров;
- на какой минимальный радиус можно согнуть лист;
- как выставить верхний ролик для получения заготовки с нужным диаметром изгиба.
Основные виды перемещения, используемые в конструкции — это вращение роликов (обратное и прямое), движение вбок и подъем.
Перед началом вальцевания поверхность листа выравнивают методом прокатывания. После чего вальцы настраивают с помощью механических устройств, точно выставляя их положение.
Листовой металл протягивается сквозь ролики и изгибается, создаются заготовки в форме цилиндров или круглых хомутов. Вращаться могут нижние или верхний ролик. Исполнительные инструменты перемещаются в вертикальной плоскости, вращаются в обоих направлениях.
Чтобы согнуть металл в форму конуса один из краев листа притормаживается с помощью специального перекашивающего устройства.
Хотя гибка металла кажется простым делом, к ней допускают лишь квалифицированных сотрудников. Современные вальцы быстро перенастраиваются под новые модели изделий, сокращая затраты на изготовление продукции.
Виды электромеханических вальцов
Наиболее распространены модели с четырьмя и тремя исполнительными роликами. Инновацией стало оборудование с 6 и 7 роликами. Оно предназначено для выравнивания металла при разматывании.
Комбинированные модели
вальцы с ручным прижимом
Полностью автоматизированные устройства достаточно дороги, часто массивны. Поэтому для небольших цехов с высокой производительностью созданы вальцы с ручным прижимом.
Комбинация электрического и ручного управления значительно повышает производительность и расширяет возможности оборудования.
Вручную на таких станках производятся следующие операции:
- установка валов в нужное положение;
- фиксация заготовки двумя винтовыми прижимами.

За счет электрической тяги выполняется самая тяжелая часть работы — прокатка металла.
Электромагнитные вальцы
Принципиальное отличие от электромеханических аналогов в отсутствии прижимной балки. Металл удерживается в нужном положении за счет электромагнитов. Это мощные станки компактных размеров. Благодаря неограниченной глубине подачи материала и гибу на 360 градусов на электромагнитных вальцах можно производить изделия нестандартных форм.
Ювелирные вальцы
Начинающие мастера пользуются ручными вальцами, профессионалы могут себе позволить серьезное оборудование. Ювелирные электромеханические вальцы выполняют в напольном или настольном форматах и работают от бытовых электросетей 220 В. Они оснащены только двумя валами, на которых нанесены «ручьи» — бороздки, с помощью которых вытягивают проволоку.
Основные технические характеристики:
- диаметр валов от 65 до 80 мм;
- максимальный развод валов от 4 до 10 мм;
- скорость прокатки в среднем 3,5 метра в минуту;
- длина валов от 90 до 150 мм;
- мощность электродвигателя 1,5 кВт;
- вес устройства от 150 до 250 кг.

Профессиональные ювелирные вальцы рассчитаны на беспрерывную работу в течение рабочего дня. Многие модели оснащены смазочным механизмом, состоящим из емкости для масла и насоса. Один раз в полгода масло в емкости необходимо заменять.
Технические характеристики
Определяющие параметры вальцовых механизмов — длина и толщина металлических листов. Электромеханические вальцы в состоянии гнуть листы толщиной не более 1 сантиметра, длиной до 3 метров. Чем толще листовой металл, тем требуется большая мощность оборудования и диаметр вальцов. Из более толстых листов получатся более толстые детали.
Существуют модели, рассчитанные на гибку проката или только тонких листов. Для расширения возможностей в стандартную комплектацию вводят приспособления для гиба труб, квадратов или уголков.
Самодельные вальцы
Электромеханические вальцы
самодельные электромеханические вальцы
Собрать самодельные вальцы совсем несложно. Для этого необходимо подобрать электродвигатель на 1,5 кВт, подходящие трубы для валов, профиль. Сами рабочие валы желательно сделать из стальной закаленной трубы.
Сами рабочие валы желательно сделать из стальной закаленной трубы.
Ход работ.
- Из профиля или трубы изготавливаем каркас.
- В качестве вертикальной опоры изгибаем П-образный профиль из закаленной стали.
- На верхней части опоры будут установлены непосредственно валы.
- Профиль прикрепляем к станине с помощью болтов с гайками через заранее подготовленные отверстия.
- На звездочки натягиваем передаточную цепь и проверяем качество ее хода.
- Вальцы устанавливаем на подшипники качения, электродвигатель соединяется с ним ременной передачей.
- В удобном месте размещаем тумблер-включатель, проводим электрический кабель к источнику питания.
Чтобы на этом станке обрабатывать листовой металл различной толщины, необходимо предусмотреть механизм радиальной регулировки зазора между прижимными валами.
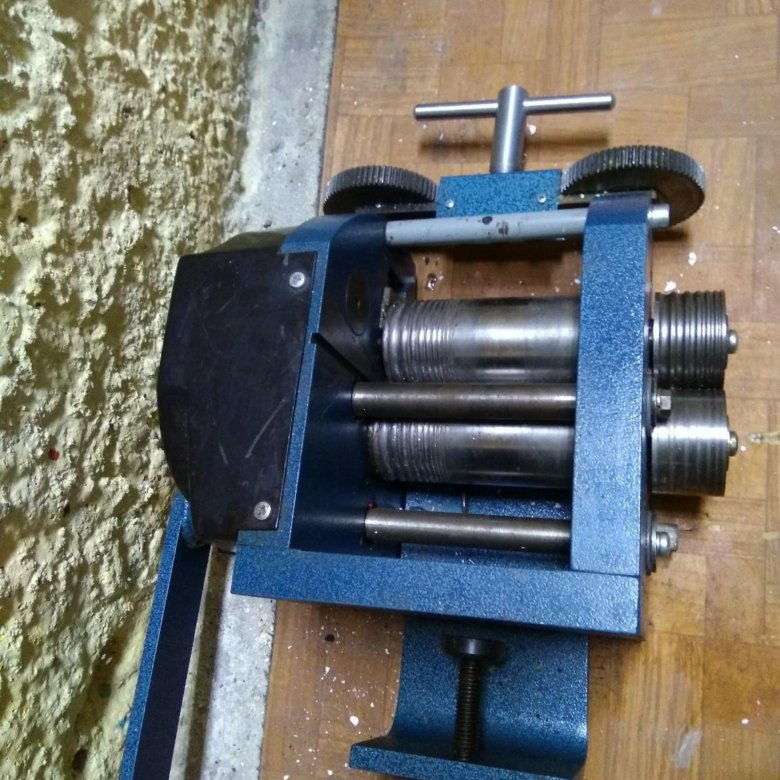
Ювелирные вальцы
ручные самодельные ювелирные вальцы
Самостоятельное изготовление вальцов по этому чертежу сбережет около половины стоимости заводского аналога.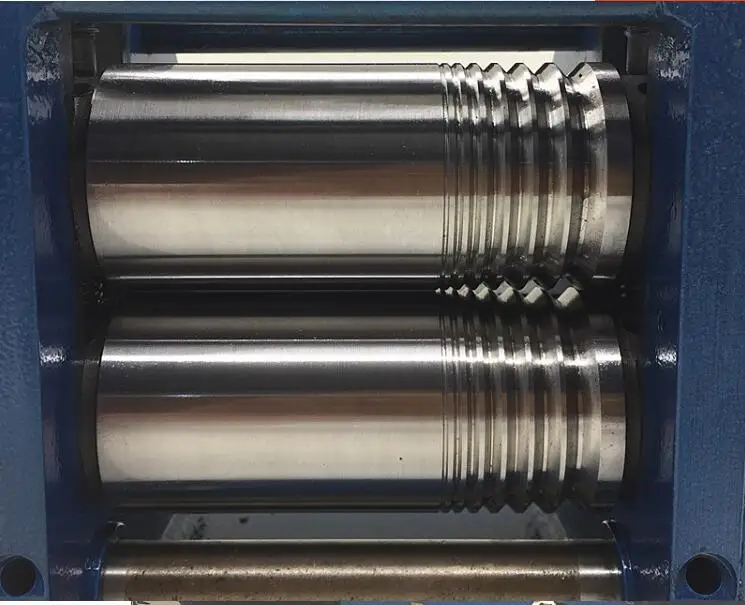 А немного доработав конструкцию и дополнив ее электрическим мотором с приводом, можно сделать из ручной модели электромеханическую. Понадобится электродвигатель на 1 — 1,5 кВт, червячный редуктор 160 или 180. Чтобы регулировать скорость, лучше всего подобрать частотный преобразователь или коллекторный электромотор. Некоторые умельцы приспосабливают двигатель от перфоратора или болгарки.
А немного доработав конструкцию и дополнив ее электрическим мотором с приводом, можно сделать из ручной модели электромеханическую. Понадобится электродвигатель на 1 — 1,5 кВт, червячный редуктор 160 или 180. Чтобы регулировать скорость, лучше всего подобрать частотный преобразователь или коллекторный электромотор. Некоторые умельцы приспосабливают двигатель от перфоратора или болгарки.
Характеристики станка:
- диаметр рабочих роликов — 4,8 см;
- длина функциональной поверхности ручьев — 2 см;
- длина функциональной поверхности вальцов — 9,6 см;
- развод валиков — до 0,5 см.
чертеж ювелирных вальцов
Для изготовления такой модели потребуются навыки токаря и сварщика. Можно заказать все необходимые детали мастеру, а собрать их собственноручно.
Ход работ.
- На токарном станке подготовьте пару валов из углеродистой стали ШХ15.
- Валы вставляются в подшипники и держатели, которые могут быть из любого металла.
- Чтобы валы скользили лучше, используйте шайбы из бронзы.
- Выточите шестеренки из стали Х12 для передачи вращения на валы.
- Подготовьте приводной ремень и электропривод.

Теперь все детали необходимо зачистить, отшлифовать и собирать.
В видеороликах презентации трехвалковых электромеханических станков Metal Master ESR 1315, Stalex ESR 1300, СТЭ-РП 1250:
ВАЛЬЦЫ НАПОЛЬНЫЕ АВТОМАТИЧЕСКИЕ UMO Б/У
- Доска объявлений
- Ювелирное оборудование
- Вальцы ювелирные
Объявление не актуально!
ВАЛЬЦЫ НАПОЛЬНЫЕ АВТОМАТИЧЕСКИЕ UMO
В исправном состоянии
Создано 23.03.2017 Изменено 14.02.2018
Похожие объявления
Вальцы в Санкт-Петербурге
Состояние: Новый Производитель: ООО «Станко-Дом» (Россия)
В наличии
ООО СтанкоДом
Санкт-Петербург (Россия)
195 000
Вальцы
Состояние: Новый Производитель: ООО «Станко-Дом» (Россия)
В наличии
ООО СтанкоДом
Санкт-Петербург (Россия)
Вакуум-упаковочная машина
Состояние: Новый Производитель: Китай
Краснодар (Россия)
245 000
Horizon BQ-270
Состояние: Б/У Год выпуска: 2007 Производитель: Horizon (Япония)
Алматы (Казахстан)
20 000
Вальцы электрические UMO
Состояние: Б/У Год выпуска: 2013 Производитель: ЮМО (Турция)
Санкт-Петербург (Россия)
65 000
Интересные статьи партнеров
Японская скамейка для сада своими руками [схемы прилагаются]
«Карманный» ЧПУ — Крутейший 5-ти осевой фрезерный мини станок с ЧПУ Pocket NC
Какой мощности необходим лазерный станок для производства металлоконструкций? [Часть 3]
8 уникальных наручных часов из дерева
Как обрабатывать алюминий: Все, что вам нужно знать! [часть 1 из 2]
Пусконаладка оптоволоконного лазерного станка для резки труб XTC-T220/2000 Raycus в Набережных Челнах
Миниатюризация повышает спрос на маленькие 3D-печатные детали
Глаз не оторвать — Высочайший уровень столярного мастерства
Мощная торцовочная пила по дереву и металлу своими руками
Вы недавно смотрели
Все просмотренные объявления →
Починить баррель тумблера, который перестал вращаться
149
акции
Facebook
В последнее время я делаю много украшений, и мой стакан работает сверхурочно. В прошлые выходные я заметил, что мои стволы перестали вращаться. Сначала это происходило периодически. Стволы скользили и трещали. Проблема в конечном итоге обострилась в течение следующих нескольких дней. В конце концов мне пришлось уменьшить вес моего тумблера до одного ствола, чтобы хотя бы один ствол оставался в рабочем состоянии.
В прошлые выходные я заметил, что мои стволы перестали вращаться. Сначала это происходило периодически. Стволы скользили и трещали. Проблема в конечном итоге обострилась в течение следующих нескольких дней. В конце концов мне пришлось уменьшить вес моего тумблера до одного ствола, чтобы хотя бы один ствол оставался в рабочем состоянии.
Это распространенная проблема с ювелирными тумблерами, вызванная совершенно естественным износом приводного ремня. И это очень легко исправить! Для этого потребуются два основных ручных инструмента, которые наверняка есть у вас под рукой, и около пяти минут вашего времени. Так что не волнуйтесь. Мы заставим ваш тумблер снова работать в мгновение ока!
Этот пост может содержать партнерские ссылки. Если вы нажмете на ссылку, а затем совершите покупку, я могу заработать небольшую комиссию (бесплатно для вас). Как партнер Amazon я зарабатываю на соответствующих покупках. Чтобы узнать больше, см. мой полный отказ от ответственности .
Об этом учебном пособии
Мой стакан — это двухствольный стакан Loretone Model 33B. У меня когда-либо были только стаканы Loretone. Это имя, которое я знаю и которому доверяю, и я хорошо знаком с брендом. В этом руководстве , в частности , применяется к вращающимся тумблерам Loretone.
Тем не менее, большинство вращающихся массажеров имеют аналогичный приводной механизм. Эти инструкции могут относиться к другим маркам стаканов. Тем не менее, я не несу ответственности за любой ущерб, который может возникнуть в результате попытки применить метод планового обслуживания стакана, описанный в этом руководстве, к стакану другой марки.
Если вам неудобно работать с электромеханическими устройствами, я рекомендую обратиться к руководству пользователя или обратиться за помощью непосредственно к производителю вашего стакана, прежде чем пытаться выполнить какие-либо регулировки или ремонт вашего стакана.
Почему мой барабан перестал вращаться?!
Есть несколько причин, по которым ваши стволы могут перестать вращаться. Но наиболее распространенная причина, безусловно, заключается в том, что ваш приводной ремень просто растянулся и со временем потерял натяжение.
Но наиболее распространенная причина, безусловно, заключается в том, что ваш приводной ремень просто растянулся и со временем потерял натяжение.
Это результат совершенно нормального износа. Когда ваш массажер работает, приводной ремень медленно рвется из-за трения шкивов между двигателем и приводными роликами. По мере того, как ремень постепенно изнашивается, он теряет натяжение. В конце концов, ремень не будет иметь достаточного натяжения для эффективного привода стволов.
Вы поймете, что это происходит, когда ваши стволы начнут проскальзывать или перестанут вращаться совсем, как у меня. В случае двухствольного тумблера, такого как мой, вы также можете обнаружить, что у привода больше нет сил, чтобы катить два ствола одновременно.
Как это исправить?
Обо всем по порядку. Мы должны определить, действительно ли это просто ослабленный ремень или ваш ремень действительно порвался. И мы делаем это, заглянув под капот.
Соберите свои инструменты
Единственными инструментами, необходимыми для текущего ремонта, являются отвертка с крестообразным шлицем и либо головка на 5/16 дюйма, либо небольшой разводной серповидный ключ (не показан).
Я использовал розетку, потому что она оказалась у меня под рукой. Но разводной ключ работает так же хорошо.
Прежде чем продолжить, отключите стакан от сети. Никогда не работайте с электрическим прибором, когда он включен в сеть!
Давайте посмотрим
После безопасного отключения стакана от сети установите его на плоскую прочную поверхность, например на верстак. Затем используйте отвертку с крестообразным шлицем, чтобы удалить винт и пластиковую шайбу на цилиндрической стороне крышки корпуса, как показано ниже.
Устройство вращающегося массажера
Роторный массажер — очень простая машина, состоящая из небольшого, но мощного приводного двигателя и приводного роликового механизма. Двигатель крепится к приводному ролику небольшим резиновым ремнем. И именно этот пояс мы собираемся осмотреть.
Двигатель крепится к приводному ролику небольшим резиновым ремнем. И именно этот пояс мы собираемся осмотреть.
Вы видите, насколько провисает мой приводной ремень? Он настолько свободный, что я мог бы легко снять и заменить его прямо сейчас, если бы захотел.
Однако мне нравится получать как можно больше пробега от моих приводных ремней. Поэтому сначала попробую отрегулировать натяжение ремня.
Это даст мне немного времени, чтобы найти запасные сменные ремни, которые упакованы в коробку, хранящуюся на складе с тех пор, как мы переехали в нашу нынешнюю квартиру почти два года назад. Итак, прошло как минимум столько времени с тех пор, как мне в последний раз приходилось менять приводной ремень.
Если вы часто пользуетесь массажером, в какой-то момент вам потребуется заменить приводной ремень. Это обычная задача по техническому обслуживанию, которую вы можете ожидать, пока у вас есть свой стакан. Поэтому всегда полезно иметь под рукой запасные сменные ремни.
Как отрегулировать натяжение ремня
Посмотрите на конец корпуса двигателя, и вы увидите три маленькие колпачковые гайки на прорезях. Колпачковые гайки закрывают крепежные винты, которыми приводной двигатель крепится к корпусу. И эти прорези предназначены для того, чтобы вы могли регулировать натяжение приводного ремня.
С помощью торцевой головки или разводного ключа ослабьте эти три гайки настолько, чтобы двигатель мог двигаться.
Затем пальцами свободной руки переместите двигатель в сторону корпуса, пока крепежные винты не достигнут других концов трех прорезей.
Надежно удерживая мотор свободной рукой, пока вы затягиваете колпачковые гайки.
Вот и все! Вы должны быть готовы идти в этот момент. Итак, продолжайте и замените крышку корпуса, как показано на рисунке.
Установите заряженные бочки обратно на тумблер и включите двигатель. Вы должны вернуться в бизнес с тумблером, который катится как чемпион!
Самое время устроить тест-драйв вашему ремонту. И вы могли бы также почистить свою стальную дробь, пока вы это делаете. Знаешь, две птицы. Один камень.
И вы могли бы также почистить свою стальную дробь, пока вы это делаете. Знаешь, две птицы. Один камень.
Узнать больше За дверью 44
Была ли эта статья полезной? Если это так, пожалуйста, подарите ему немного любви и поделитесь им со своими поклонниками-ювелирами. Для вашего удобства ниже есть изображение, которое можно закрепить.
Есть ли еще одна тема, связанная с ювелирными изделиями, которую вы хотели бы обсудить? Дай мне знать в комментариях! Как всегда, спасибо, что заглянули!
Мне нравится делиться полезными советами и рекомендациями по плетению из проволоки в моих социальных сетях, и у нас есть отличные разговоры о украшениях из проволоки в моей частной группе Facebook . Кроме того, не забудьте связаться со мной @door44studios в Instagram и Facebook , чтобы быть в курсе всего, что происходит за дверью 44. И если вы еще этого не сделали, обязательно подпишитесь на мою Канал на YouTube, где вы еженедельно найдете новые видео о проволочных украшениях.
До следующего раза, иди и сделай что-нибудь красивое!
машина для литья золотой серебряной проволоки-CDOCAST
Золотая проволока, серебряная проволока в ювелирной промышленности и ее электронной промышленности является очень распространенным и важным продуктом, из-за большого количества спецификаций многие фабрики выбирают различные спецификации золотой проволоки, серебряная проволока
Давайте подробно поговорим о процессе рисования золотой и серебряной проволоки.
- Шаг 1 : Гидравлическая машина для резки серебряных слитков
Гидравлическая машина для резки серебряных слитков разрезает серебро на мелкие кусочки для лучшей подачи.
Поскольку золото и серебро обычно крупнее, если золотая или серебряная пластина слишком велика, ее будет трудно поместить в горловину печи, более того, установка серебряной пластины также повлияет на температуру печи. , слишком низкая температура повлияет на тяговое литье. Наконец, машина непрерывного литья заготовок
, слишком низкая температура повлияет на тяговое литье. Наконец, машина непрерывного литья заготовок
Кроме того, машины непрерывного литья заготовок требуют непрерывной работы, материал слишком велик для непрерывной работы.
CDOCAST рекомендует выбирать гидравлический станок для резки серебра, преимущества гидравлического привода заключаются в безопасности, а серебро не разбрызгивается, что может предотвратить ненужную потерю драгоценного металла.
- Этап 2: Машина непрерывного литья заготовок
Машины непрерывного литья заготовок можно разделить на два типа: восходящие и нисходящие. Для производительности менее 200 кг в день мы предлагаем использовать машину непрерывного литья заготовок с нисходящим потоком.
Машина непрерывного литья заготовок вертикального литья
Машина непрерывного литья заготовок вертикального литья представляет собой оборудование, специально используемое для производства материалов из специальных сплавов, таких как чистое серебро и другие драгоценные металлы.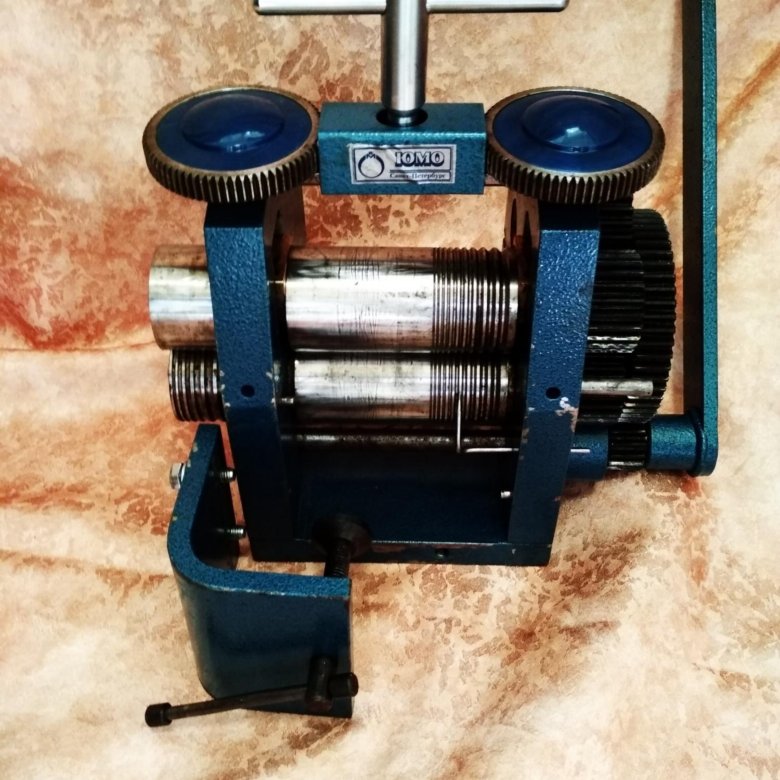 Он включает плавку, кристаллизацию и тракцию.
Он включает плавку, кристаллизацию и тракцию.
Плавильная часть этого оборудования представляет собой среднечастотную печь, в основном использующую тиристорный среднечастотный источник питания, это своего рода устройство преобразования частоты, которое преобразует трехфазный частотный ток в однофазный среднечастотный ток, в основном используется для плавки различных металлических материалов и их сплавов. Он в основном используется для плавки различных металлических материалов и их сплавов. Машина состоит из трехфазной мостовой схемы выпрямителя с полным управлением и параллельной схемы инвертора. В части управления ИСПОЛЬЗУЕТСЯ интегральная схема для реализации управления микрокомпьютером по сравнению с другими линиями. , имеет передовые технологии, структура проста, производительность стабильна и надежна, отладка и обслуживание просты и удобны, выходная мощность большая, скорость работы высокая, эффективность высокая, энергопотребление сохраняется, работа надежна, частота отказов низкая. Схема также рассчитана на различные токи, перегрузки по напряжению и функцию быстрой защиты, поэтому работа продукта очень надежна. Подходит для длительной или прерывистой работы.
Схема также рассчитана на различные токи, перегрузки по напряжению и функцию быстрой защиты, поэтому работа продукта очень надежна. Подходит для длительной или прерывистой работы.
После расплавления сырья до температуры волочения плавильная печь с подъемным механизмом поднимается вверх для погружения кристалла в металлическую жидкость, кристалл изготовлен из графита, кристалл имеет водяную рубашку для квазиохлаждения металлическая жидкость, металлическая жидкость в кристалле графита охлаждается охлаждающей водой и отверждается, и, наконец, проволока наматывается на катушку.
Преимущества:
1: Может работать непрерывно в течение 24 часов, и может быть остановлен в любое время после завершения работы печи.
2: Небольшой размер, небольшая занимаемая площадь, простота установки.
3: Максимальный выход серебра 60 кг в час.
4: Может тянуть шины различных размеров для удовлетворения различных потребностей клиентов.
5: Покрытие из древесного угля во время плавки и транспортировки для предотвращения окисления.
Машина непрерывного литья заготовок вниз:
Машина непрерывного литья заготовок представляет собой процесс, в котором металл плавится и заливается в кристаллизатор, охлаждается, а затвердевший металлический профиль вытягивается вниз и наружу с помощью тягового стержня.
Машина непрерывного литья заготовок использует технологию плавления с защитой от вакуумного газа в сочетании с методом нисходящего литья во время производственного процесса. Вакуумная плавка предотвращает окисление металла, делает поверхность отливки более блестящей и позволяет получать отливки, практически не содержащие пор. Метод нисходящего литья следует за гравитацией металла и тянет его вниз, чтобы максимизировать плотность и точность профиля литья, чтобы внутренний люк готового продукта контролировался до самого низкого предела, избегая образования усадки или полости. Этот метод литья не только значительно повышает эффективность производства, но также делает производство металлических украшений с высокой плотностью, яркой поверхностью, без пор, что делает ювелирные изделия более высококачественными.
Преимущества:
1: Машина непрерывного литья заготовок с использованием метода нисходящего литья подходит для золота, серебра, серебра 925 пробы, меди, латуни, золото-серебряного сплава, золото-медного сплава и других металлических материалов с хорошей обработка ликвидности, может сыграть роль в экономии средств, улучшить качество отливок и повысить экономическую эффективность.
2. Для эффективного улучшения качества продукции можно использовать защиту от вакуума или инертного газа.
3. Технология индукционного нагрева, блок скорости плавления и возможность непрерывной работы в течение 24 часов.
4. Небольшие габариты, простая установка, обучение на месте не требуется.
- Этап 3: Горизонтальная машина для намотки проволоки
Это оборудование для намотки металлической проволоки, которое в основном используется для намотки проволоки после ее протяжки на катушку волочильной машиной и используется в комбинации. с помощью машины для волочения проволоки.
с помощью машины для волочения проволоки.
Эта горизонтальная машина для наматывания проволоки в основном состоит из рамы, активного устройства, устройства фрикционной пластины и других частей. Когда скорость проволоки ниже скорости намотки, устройство фрикционной пластины будет светиться, замедляя скорость наматывающего шпинделя и не вызывая растяжения или разрыва проволоки.
- Шаг 4: Вальцовая мельница
Этот тип вальцовой мельницы поставляется с продуктами передового технологического уровня, модель в основном используется в производстве катаной проволоки из стерлингового серебра, широко используемой в электронике, ювелирных изделиях. промышленность.
Вальцовая мельница из стерлингового серебра в основном состоит из корпуса, механизма выпрямления проволоки, механизма прокатки валков, механизма намотки, системы охлаждающей смазки, системы трансмиссии, электрической части управления. Корпус машины сварен из листовой стали, а корпус шестерни представляет собой литой корпус. В приводной части используется косозубая передача и спирально-коническая зубчатая передача, валок изготовлен из специальной легированной стали, а затем проходит процесс термообработки, который обладает такими преимуществами, как сверхизносостойкость, ударопрочность и т. д. В валке используется распылительное охлаждение и смазка. Мощность контролируется бесступенчатой регулировкой скорости с переменной частотой.
В приводной части используется косозубая передача и спирально-коническая зубчатая передача, валок изготовлен из специальной легированной стали, а затем проходит процесс термообработки, который обладает такими преимуществами, как сверхизносостойкость, ударопрочность и т. д. В валке используется распылительное охлаждение и смазка. Мощность контролируется бесступенчатой регулировкой скорости с переменной частотой.
Когда проволока проходит через валки, материал сжимается вращающимися валками, и проволока выдавливается из валков после уменьшения сжатия, и, наконец, проволока транспортируется к приемному лотку с помощью тягового устройства для реализации прокатка проволоки.
Преимущества:
1. Адаптивность: можно прокатывать твердые материалы, чего нельзя достичь с помощью обычной вальцовой мельницы.
2. Низкое энергопотребление: нет необходимости использовать плашку с проушиной, потому что нет необходимости рисовать проушину в работе, это снижает энергию, генерируемую теплом деформации проволоки и теплом трения проволоки через глаз умирает; проволока прямая в процессе работы, что снижает тепло, выделяемое деформацией изгиба проволоки на опорном колесе; в процессе прокатки количество проскальзывания проволоки невелико, бесполезная потребляемая энергия невелика.
3. Низкий уровень шума: традиционная машина для волочения резервуара для воды в процессе волочения проволоки и проскальзывания опорного колеса, а также проволока через форму для глаз, создаваемая шумом, в то время как роликовая прокатная машина в процессе прокатки проволоки без дрожания, после ролик проскальзывает мало, поэтому шум низкий.
4. Нет необходимости использовать вытяжной штамп: простое и удобное управление, экономия времени на нарезание резьбы, снижение трудоемкости персонала и повышение эффективности работы.
5. Качество производимой проволоки превосходное: проволоку нелегко сломать при последующем волочении, а проволоку прокатывают, чтобы сделать организацию металла более плотной и удобной для последующей обработки.
- Этап 5 : Горизонтальная машина для наматывания проволоки наматывает проволоку
Это оборудование для намотки металлической проволоки, которое в основном используется для намотки проволоки после ее протяжки на катушку волочильным станком.