Содержание
Заточка вольфрамовых электродов: правила и способы заточки
Содержание:
- Вольфрамовые электроды
- Правила заточки
- Способы заточки
- Интересное видео
Вольфрамовые электроды, относящиеся к неплавящемуся виду, применяются для сварки под защитой газа. Помимо их правильного использования необходима регулярная заточка вольфрамовых электродов для их дальнейшего успешного использования.
Вольфрамовые электроды
Неплавящиеся вольфрамовые электроды нередко используются в профессиональной и любительской деятельности в области сварки. С их помощью допустимо соединение различных металлов, качество которых можно назвать отличным. Это обеспечивает такое свойство вольфрама, как тугоплавкость, позволяющее выдерживать действие высоких температур при длительной бесперебойной работе.
При изготовлении может использоваться чистый вольфрам, или добавляться различные примеси, улучшающие их качество. Область применения — автоматическая и полуавтоматическая сварка. Неплавящимися вольфрамовые электроды называют, потому что при употреблении практически не происходит уменьшение их длины.
Область применения — автоматическая и полуавтоматическая сварка. Неплавящимися вольфрамовые электроды называют, потому что при употреблении практически не происходит уменьшение их длины.
Выпускаемые вольфрамовые электроды разделяются по цвету их наконечников в зависимости от сферы применения, что необходимо учитывать при их выборе.
На стабильность горения дуги и другие факторы оказывает влияние форма острия электрода. Однако, со временем эта поверхность стачивается и деформируется, что требует ее регулярного обновления, называемого заточкой. Затупленный электрод может стать причиной непровара.
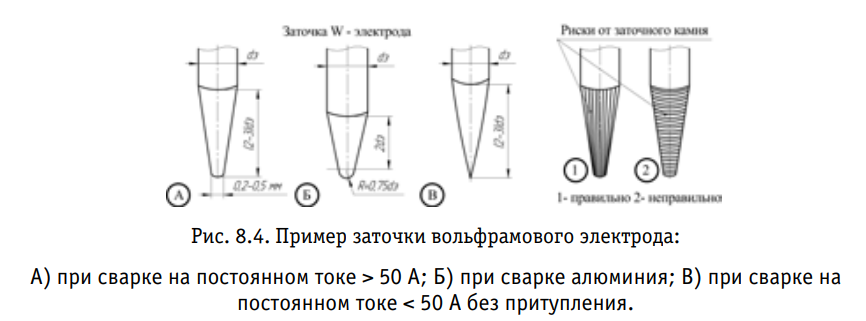
Форма заточки зависит в частности от используемого тока — для постоянного тока требуется конусовидная заточка, а для переменного — округлая. Заточенный электрод сможет по-прежнему осуществлять свои функции.
Правила заточки
На глубину шва и его ширину окажет влияние длина, на которую осуществляется заточка вольфрамового стержня. Она находится в зависимости от диаметра используемого электрода.
С увеличением длины заточки будет уменьшаться ширина шва, а при недостаточном значении длины заточки уменьшится глубина проплавления. На стабильность горения дуги окажет положительное влияние притупленная форма заточки.
Диаметр притупления находится в зависимости от величины тока и диаметра электрода. При угле заточки, превышающем 120 градусов, процесс сварки теряет устойчивость, а если он менее 20 градусов, то на кончике электрода будет образовываться нагар. При слишком остром угле заточки снижается срок службы вольфрамового электрода.
Поэтому перед началом этого процесса необходимо разобраться, как заточить вольфрамовый электрод, соблюдая все необходимые правила, чтобы обеспечить наилучшую форму шва и стабильность горения дуги. Для выбора наилучшей длины можно воспользоваться специальными таблицами. Затачивать вольфрамовый электрод следует только в продольном направлении.
Особая заточка вольфрамового электрода для сварки алюминия на переменном токе не требуется, однако рекомендуется округлять их концы.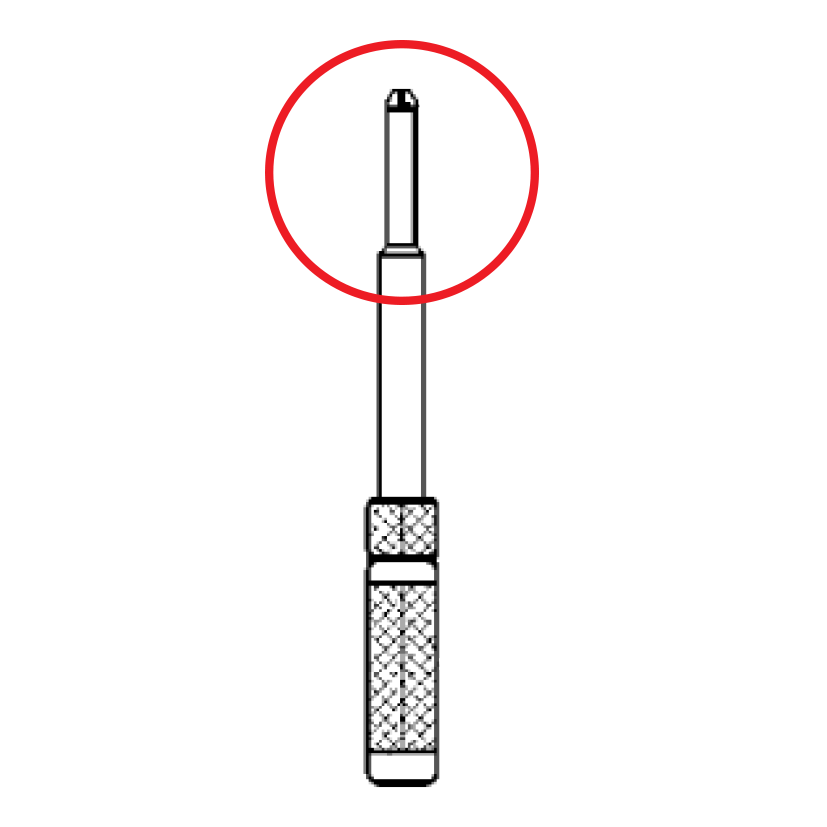
Способы заточки
Имеется несколько методов заточки с использованием специального оборудования:
- Специализированный станок.
- Ручная машина.
- Электроточило с мелкозернистым абразивным кругом.
Также можно использовать болгарку, наждак или химическое воздействие. Рекомендуется использовать алмазные круги, поскольку их твердость превышает это значение у вольфрама.
В идеале поверхность заточенной части должна приближаться к полированной. Это может обеспечить станок для заточки вольфрамовых электродов, в состав которого входит алмазный диск, который собственно и осуществляет заточку вольфрамовых расходняков.
Станок является стационарным приспособлением, питающимся от сети электрического тока. Имеется возможность плавной регулировки угла заточки. В комплекте со станком поставляются зажимы для электродов. Простота эксплуатации сочетается с получением качественного результата.
Хороший результат также обеспечит машинка для заточки вольфрамовых электродов, осуществляющая это процесс тоже с помощью алмазного диска. Машинка для заточки электродов позволит быстро и легко осуществить этот процесс, соблюдая выбранные параметры угла. Заточка осуществляется в закрытой камере, что позволяет избежать разлета пыли вольфрама.
Машинка для заточки электродов позволит быстро и легко осуществить этот процесс, соблюдая выбранные параметры угла. Заточка осуществляется в закрытой камере, что позволяет избежать разлета пыли вольфрама.
Выставить требуемый угол заточки легко по имеющей шкале. Управлять процессом можно через прозрачное смотровое окошко. В комплекте имеется держатель для электрода, обеспечивающий его стабильное положение и уменьшающий риск получения травм для сварщика. Такое устройство относится к типу переносных. Заточка осуществляется вручную.
Приспособление для заточки вольфрамовых электродов можно изготовить самостоятельно. Для этого понадобятся:
- отрезок трубы;
- электрический моторчик;
- зажимной патрон;
- гайка;
- дрель;
- надфиль.
Из оборудования будет нужен сварочный аппарат.
Интересное видео
Оборудование для заточки вольфрамовых электродов от ООО «ДельтаСвар»
Главная / Библиотека / Новости / Оборудование для заточки вольфрамовых электродов от ООО «ДельтаСвар» — отличное немецкое качество по выгодной цене!
Вольфрамовые электроды, являясь важным элементом сварочного процесса, должны быть отшлифованы и подготовлены должным образом.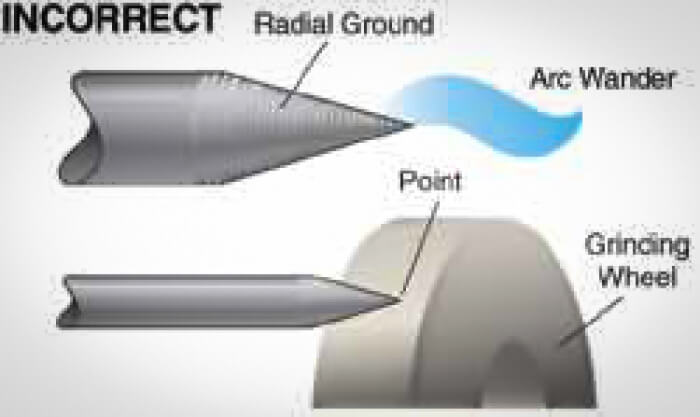 Неправильно подготовленные, загрязненные электроды приводят к неправильной форме дуги и ее отклонению, разбрызгиванию металла. В результате дуга горит нестабильно и получить качественный шов невозможно. Правильно заточенные и чистые вольфрамовые электроды улучшают зажигание дуги и повышают ее стабильность.
Неправильно подготовленные, загрязненные электроды приводят к неправильной форме дуги и ее отклонению, разбрызгиванию металла. В результате дуга горит нестабильно и получить качественный шов невозможно. Правильно заточенные и чистые вольфрамовые электроды улучшают зажигание дуги и повышают ее стабильность.
Вольфрам – редкий металлический элемент, который используется при изготовлении электродов для аргонодуговой сварки. Вольфрам имеет высокую температуру плавления, значительно выше, чем у любого металла, 3410 градусов по Цельсию.
Вольфрамовые электроды бывают различных размеров и длины, а также состоять или из чистого вольфрама, или из сплава вольфрама и других редкоземельных элементов и оксидов. Выбор электродов для аргонодуговой сварки зависит от типа базового материала, его толщины, вида сварки: на переменном токе (AC), или на постоянном токе (DC).
Многие сварщики пытаются самостоятельно очистить вольфрамовый электрод, используя один из следующих методов:
- Обрезка электрода вручную или с помощью кусачек;
- Скручивание электрода с помощью плоскогубцев;
- Надпил электрода на шлифовальном круге, а затем распил его вручную, с помощью молотка или с помощью плоскогубцев.


Все эти методы могут вызвать проблемы при сварке и быть причиной нестабильности дуги и приводить к дефектам сварки, а также увеличивать риск получения травмы глаз или руки.
Поэтому очень важно обрабатывать электрод специальным инструментом для заточки электродов. Данный инструмент разработан специально с учетом характеристик вольфрама, как твердого и хрупкого материала.
Применение в машинках для заточки вольфрамового электрода специальных алмазных дисков гарантирует высокое качество поверхности электрода после обработки без расколов и зазубрин.
Представляем Вашему вниманию надежный немецкий аппарат для заточки вольфрамовых электродов TGM 40230 HANDY. Обладая прекрасным соотношением «Цена-Качество», данный аппарат выполняет качественную заточку вольфрамовых электродов, которые используются для дуговой сварки вольфрамовым электродом в среде инертного газа, для сварки дуговой плазмой, а так же для сварочных работ в космосе. Аппарат отвечает экологическим требованиям.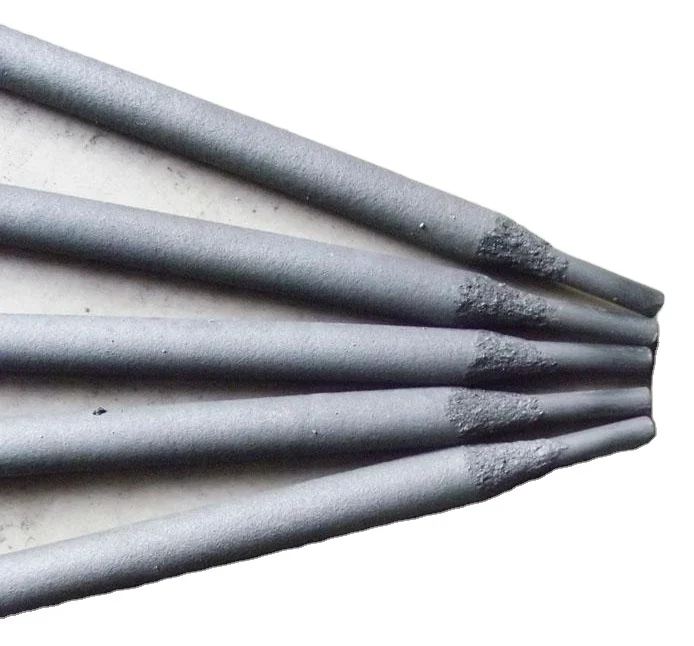 Чемодан для транспортировки и незначительная масса являются идеальным сочетанием.
Чемодан для транспортировки и незначительная масса являются идеальным сочетанием.
Преимущества применения TGM 40230 HANDY:
- Плавно регулируемый угол заточки 0–90°
- Возможность заточки электродов длиной от 8 мм
- Диаметр обрабатываемых электродов 0,8–4,0 (4,8) мм
- Одноэлементный электрододержатель с быстрозаменяемым защитным цанговым зажимом для соответствующего диаметра вольфрамовых электродов
- Надежное улавливание вольфрамовой пыли. Встроенный фильтр позволяет защитить оператора при заточке электрода от вольфрамовой пыли, что особенно важно при заточке торированных электродов марки WT, так как пыль, образующаяся при их заточке, является радиоактивной.
- Нет необходимости в дорогостоящем применении специального пылесоса
- Более высокая защита глаз благодаря полной изоляции процесса заточки. (Выбрасываемая с высокой скоростью пыль может стать причиной повреждений роговицы глаза)
- Малая масса станка и компактные конструктивные размеры благодаря использованию алюминиевых деталей
Аппарат для заточки вольфрамовых электродов особенно выгоден при большом количестве сварочных работ.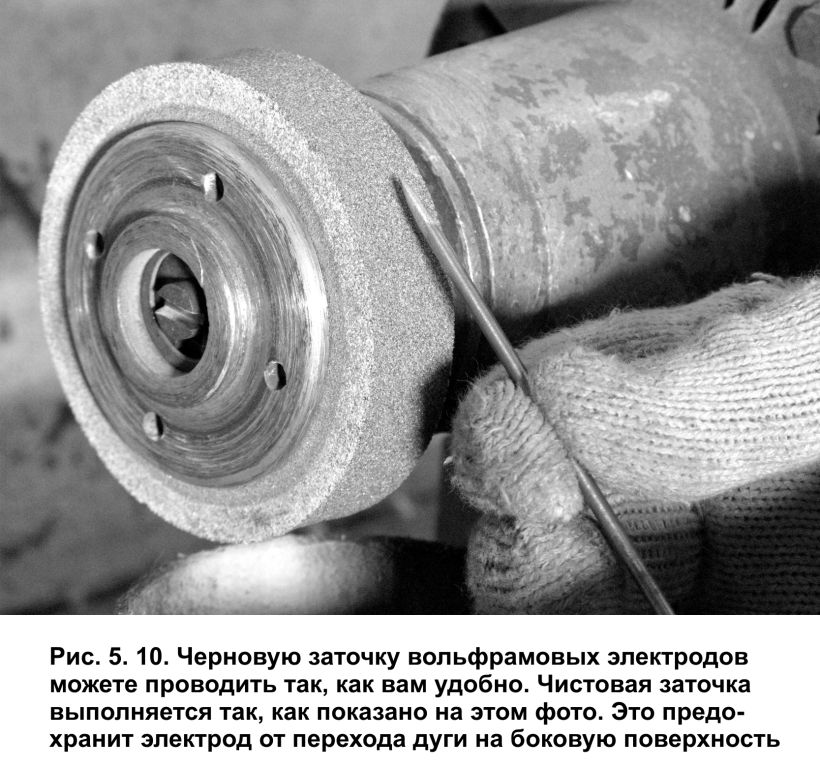
На градуировочной шкале можно выставить в порядке возрастания угол заточки. Угол заточки от 7,50 до 900 даёт в итоге угол острия от 150 до 1800.
Эксцентриковая шайба даёт возможность 3-х разового использования алмазного круга для различных затачиваемых поверхностей, что есть конструктивной особенностью аппарата.
Точное направление (F) и упор (А) на рукояти держателя электрода гарантируют высокоточное продольное дефибрирование.
Специальный цанговый зажим позволяет производить заточку коротких вольфрамовых электродов длиной до 15 мм (например, при тяжёлых условиях монтажных работ, а так же для сварочных работ в космосе).
В режиме регулировки и обучения достигается шлифование вольфрамового электрода только до 0,3 мм. Это позволяет экономить электроды, сократить время на процесс заточки, минимизировать выделение шлифовальной пыли и не изнашивает алмазный круг. В режиме регулировки и обучения возможно также удаления грата с электрода (d>=1,6мм).
Через смотровое окошко можно наблюдать процесс затачивания и регулировать нажим заточки, что может препятствовать чрезмерному накалу электрода и точильного круга.
Интегрированное вытягивание шлифовальной пыли и сменный фильтр следующая конструктивная особенность прибора, служащая для защиты органов дыхания.
Регулятор скорости оборотов — следующая важная особенность, позволяющая выбрать оптимальную скорость заточки электрода в зависимости от его диаметра.
Надёжная подставка повышает устойчивость аппарата во время процесса заточки.
Подробные технические характеристики оборудования для заточки вольфрамовых электродов смотрите здесь.
Обращайтесь к специалистам компании «ДельтаСвар» для уточнения стоимости данного оборудования!
Читайте также:
Выставка Weldex-2022
Приглашаем Вас посетить стенд нашей компании на выставке Weldex-2022, которая пройдет 11-14 октября 2022 года в МВЦ «Крокус Экспо»!
…
Обзор машин термической резки ProArc и их преимущества
Машины термической резки c ЧПУ производства ProArc (Тайвань) – это высокотехнологичное автоматизированное оборудование для обработки листов разных размеров. Станки позволяют решать как простые, так и сложные производственные задачи.
Станки позволяют решать как простые, так и сложные производственные задачи.
…
Разбираемся в новинках от компании EWM AG
Что позволяет идентифицировать любую производственную компанию как успешную? Конечно, её результаты и продукция на мировом рынке! EWM AG по праву можно считать одним из лидеров в области производства сварочного оборудования.
…
Выставка «МЕТАЛЛООБРАБОТКА. СВАРКА-УРАЛ»
Приглашаем посетить стенд компании «ДельтаСвар» с 15 по 18 марта 2022 года в МВЦ Екатеринбург-ЭКСПО, г. Екатеринбург!
…
Mobile Welder OC Plus — портативный источник питания для орбитальной сварки
Mobile Welder OC Plus — это первый портативный источник питания для орбитальной сварки, специально разработанный для использования на строительных площадках. Mobile Welder OC Plus обеспечивает неизменно высокое качество орбитальной сварки в самых отдаленных местах.
…
Поделиться ссылкой:
Вольфрамовый электрод Советы и рекомендации по заточке сварки ВИГ
Вольфрамовый электрод – это расходный материал для сварки ВИГ, который работает в качестве терминала для электрической дуги, генерируя тепло, необходимое для соединения двух металлических деталей.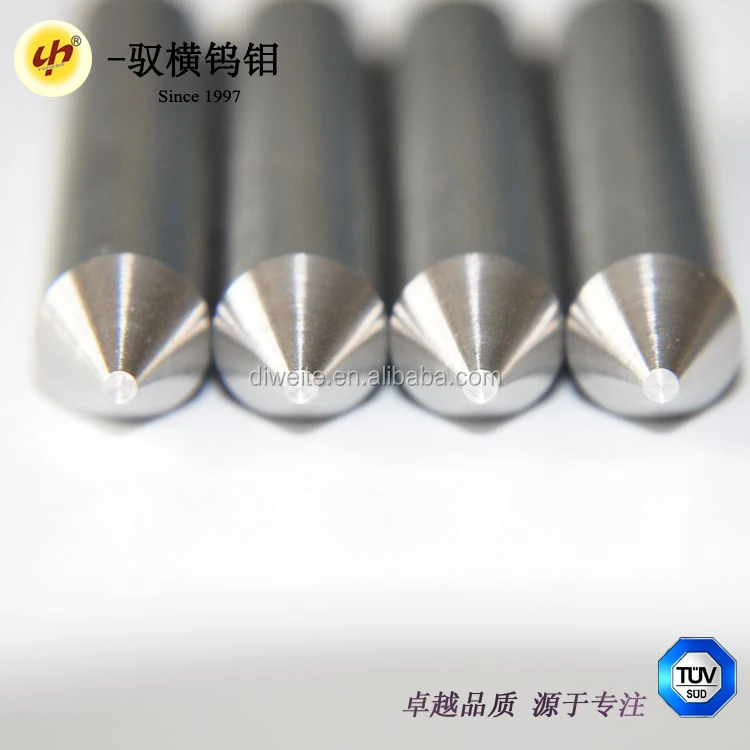 Заточка вольфрамового электрода является важным процессом для получения электрода требуемой формы, который влияет на зажигание дуги, проплавление сварного шва, форму дуги и срок службы электрода.
Заточка вольфрамового электрода является важным процессом для получения электрода требуемой формы, который влияет на зажигание дуги, проплавление сварного шва, форму дуги и срок службы электрода.
Качественный вольфрамовый электрод необходим для получения хорошего валика сварного шва TIG с точки зрения формы и провара. Выбор правильного типа и хорошего качества вольфрамового электрода — не единственные факторы, влияющие на внешний вид сварки. Шлифовка и заточка вольфрамового электрода играет важную роль в получении превосходного сварного шва при сварке TIG.
Если вольфрамовый электрод неправильно заточен, во время сварки можно столкнуться со многими проблемами, в результате чего сварной шов будет грязным и слабым. Поэтому для достижения наилучших результатов сварки TIG вольфрамовый электрод обычно затачивают перед началом сварки.
Вам, как сварщику TIG, важно знать, как правильно заточить вольфрамовые электроды, чтобы получить наилучший результат сварки. Вы можете вооружиться соответствующими шлифовальными и точильными инструментами, чтобы облегчить себе жизнь.
Вы можете вооружиться соответствующими шлифовальными и точильными инструментами, чтобы облегчить себе жизнь.
Итак, давайте посмотрим, как правильно заточить вольфрамовые электроды, чтобы вы могли раскрыть весь эффект вольфрамовых электродов.
Форма наконечника вольфрамового электрода
Форма и геометрия вольфрамового электрода являются важным параметром сварки TIG, который влияет на зажигание и форму дуги. Следовательно, это влияет на форму валика сварного шва и его проникновение. Таким образом, геометрия электрода является параметром сварки, который учитывается при разработке спецификаций процедуры сварки (WPS).
При сварке DCEN (отрицательным электродом) необходимо заточить вольфрамовые электроды под определенным углом. Как правило, длина угла кончика электрода примерно в 2-2,5 раза больше диаметра электрода.
При сварке на переменном токе кончику вольфрамового электрода необходимо придать шаровидную форму. Чтобы получить «закругленный» конец, дуга инициируется электродом, подключенным к положительной стороне сварочного аппарата, ток увеличивается до тех пор, пока он не расплавит кончик электрода.
Чтобы получить «закругленный» конец, дуга инициируется электродом, подключенным к положительной стороне сварочного аппарата, ток увеличивается до тех пор, пока он не расплавит кончик электрода.
3 Советы по правильной заточке вольфрамовых электродов
Шаг 1: Резая вольфрамовую вольфрамовую вольфра Поэтому они могут легко расколоться или расколоться, что приведет к разрушению вольфрамового электрода.
Сломанные вольфрамовые электроды могут стать причиной нестабильности сварочной дуги и обрыва во время сварки, что приводит ко многим проблемам безопасности и качества сварки.
Обрезка вольфрамового электрода всегда игнорируется при обсуждении этапов подготовки электрода. Тем не менее, это важно, и его отсутствие может вызвать различные проблемы.
Обрезка обычно выполняется для подгонки электрода до определенной длины или для удаления загрязненного наконечника. В любом случае, всякий раз, когда вы разрезаете электрод, вы должны убедиться, что разрезали его правильно.
В любом случае, всякий раз, когда вы разрезаете электрод, вы должны убедиться, что разрезали его правильно.
Неправильная обрезка вольфрамовых электродов может повредить целостность вольфрамовых сплавов и повысить вероятность отрыва вольфрама во время сварки, что приведет к загрязнению сварного соединения вольфрамом.
Подготовку электрода можно выполнить путем его повторной заточки для удаления дефектной части всякий раз, когда электрод слегка загрязнен. Однако если электрод полностью загрязнен, то нужно отрезать загрязненную часть.
Основные моменты, которые необходимо учитывать при резке электродом:
- Используйте чистый алмазный круг для получения чистого и гладкого реза.
- Всегда закрепляйте электрод с обеих сторон разреза, чтобы не погнуть его.
- Никогда не сгибайте электроды до тех пор, пока они не сломаются.
- Нельзя надрезать электрод болгаркой и отломать его.
- Старайтесь не использовать кусачки или плоскогубцы для обрезки электродов и воспользуйтесь следующей рекомендацией.

Надлежащий способ уменьшить длину вольфрамового электрода или удалить загрязненную часть – жестко установить электрод на режущие приспособления, поддерживаемые с обеих сторон от линии реза, как показано на следующем рисунке.
Для резки вольфрамовых электродов следует использовать алмазный отрезной круг, чтобы обеспечить чистые и гладкие срезы и предотвратить поломку или расщепление электрода.
Алмазный отрезной круг всегда должен быть чистым и свободным от грязи или загрязнений, чтобы обеспечить ровный и чистый срез и избежать загрязнения вольфрама.
Этап 2: Заточка вольфрамового электрода (скашивание и шлифовка)
Форма и геометрия вольфрамового электрода являются важными параметрами сварки TIG, которые учитываются при разработке технических условий сварки (WPS).
Геометрия вольфрама влияет на зажигание и форму дуги и, следовательно, влияет на форму наплавленного валика и его проплавление.
При сварке на переменном токе обычно используются вольфрамовые электроды из чистого или цирконированного вольфрама. Вам нужно создать шарообразную форму наконечника вольфрамового электрода.
Для получения «закругленного» конца дуга инициируется электродом, подключенным к положительной стороне сварочного аппарата, ток увеличивается до тех пор, пока не расплавится кончик электрода.
Для сварки постоянным током обычно используются вольфрамовые электроды с церием, лантана или тория. Вам нужно заточить вольфрамовые электроды под определенным углом.
Как правило, длина угла кончика электрода примерно в 2–2,5 раза больше диаметра электрода.
При скашивании кончика электрода желаемая форма конца достигается шлифовкой или применением химических составов.
Градус угла имеет важное значение, и всегда рекомендуется следовать предложенному производителем сварочного аппарата углу для оптимального использования сварочного аппарата. Если угол не указан, вам следует оптимизировать угол наклона наконечника в соответствии с вашими конкретными сварочными операциями.
Если угол не указан, вам следует оптимизировать угол наклона наконечника в соответствии с вашими конкретными сварочными операциями.
Самый важный момент, о котором следует помнить во время шлифования для обеспечения оптимальной стабильности дуги, это шлифование вольфрама вдоль (ось электрода перпендикулярна оси шлифовального круга).
Продольное шлифование снижает загрязнение сварного шва вольфрамом и создает рисунок на стержне, не ограничивающий ток и сохраняющий стабильность дуги.
Поперечное шлифование ограничивает сварочный ток; ограничение тока может привести к блужданию дуги и, как следствие, к множеству дефектов сварки.
Шлифовальный круг рекомендуется изготавливать из алмаза и использовать для шлифовки вольфрамовых электродов во избежание загрязнения кончика электрода посторонним металлом или грязью.
Загрязненные вольфрамовые электроды вызывают много проблем при сварке TIG. Эти электроды создают неравномерную дугу, что приводит к загрязнению сварных швов.
Эти электроды создают неравномерную дугу, что приводит к загрязнению сварных швов.
Хотя вольфрам — прочный металл, алмазный круг тверже вольфрама, что обеспечивает гладкую шлифовку электрода. Использование других типов кругов может привести к зазубринам краев и плохому качеству поверхности, что способствует дефектам сварки.
Острые электроды (малый угол прилегания) обеспечивают более широкий сварочный валик, более легкое зажигание дуги, равномерную дугу, меньшее проплавление сварного шва и использование меньшего сварочного тока.
Тупые электроды (большой угол прилегания) обеспечивают более узкий сварной шов, более жесткое зажигание дуги, могут вызвать затухание дуги, лучшее проплавление сварного шва, могут выдерживать больший ток без эрозии и служат дольше.
Правильная подготовка вольфрамового электрода в зависимости от типа и силы тока имеет жизненно важное значение для стабильной сварки с оптимальными характеристиками. После того, как геометрия наконечника электрода выбрана, вы должны поддерживать ее в соответствии с обрабатываемым материалом и диапазоном толщины.
После того, как геометрия наконечника электрода выбрана, вы должны поддерживать ее в соответствии с обрабатываемым материалом и диапазоном толщины.
Этап 3. Заземление наконечника вольфрамового электрода
Во время сварки TIG температура вольфрамового электрода может подняться до 5500 °F (3000 °C) или даже выше. Некоторые сварщики предпочитают плоско заземлять наконечник электрода, чтобы свести к минимуму риск обрыва наконечника при поджигании дуги или во время сварки.
Разрыв кончика электрода во время сварки приведет к попаданию вольфрама в сварочную ванну, что приведет к возникновению дефекта сварного шва. Кроме того, это создает нестабильность дуги, что влияет на целостность сварного шва и может привести к различным дефектам.
Для заземления кончика вольфрамового электрода после шлифовки конической части сбейте кончик электрода, направив его на поверхность алмазного круга, чтобы удалить острие.
Инструменты для заточки вольфрамовых электродов
На рынке представлено несколько инструментов для заточки и шлифования, предназначенных для заточки вольфрамовых электродов. Каждый инструмент имеет свои преимущества и недостатки, которые необходимо учитывать, прежде чем сделать свой выбор.
Инструменты для заточки можно разделить на следующие категории:
- Специализированные точилки для вольфрамовых электродов.
- Инструменты для точилки/шлифовальной головки.
- Настольные / угловые шлифовальные машины.
- Химические точилки для вольфрамовых электродов.
Читайте также: Лучшие станки для заточки вольфрамовых электродов 2022 года
1. Специализированная заточка вольфрамовых электродов
На рынке представлено множество специализированных марок точилок для вольфрамовых электродов. Либо они поставляются в виде недорогого ручного инструмента, но с ограниченными возможностями регулировки, либо в качестве промышленного инструмента. Промышленные вольфрамовые точилки предлагают множество опций и возможностей регулировки; однако они дороже и обычно недоступны для обычных пользователей.
Либо они поставляются в виде недорогого ручного инструмента, но с ограниченными возможностями регулировки, либо в качестве промышленного инструмента. Промышленные вольфрамовые точилки предлагают множество опций и возможностей регулировки; однако они дороже и обычно недоступны для обычных пользователей.
Точилки поставляются с прорезями или отверстиями, обычно размером от 040″ до 5/32″. Прорези должным образом совмещают вольфрамовый электрод со шлифовальным диском для получения требуемой отделки. Пользоваться этими точилками довольно просто. Вам нужно вставить стержень, нажать кнопку пуска и размолоть до необходимого уровня.
2. Инструменты для заточки/шлифовки
Инструменты для заточки/шлифовки являются насадками для вращающихся инструментов, предназначенных для заточки электродов. Эти насадки дешевле, чем специальные точилки; однако для их использования требуются вращающиеся инструменты.
Перед покупкой необходимо убедиться, что головку можно прикрепить к вращающемуся инструменту. Если у вас нет вращающегося инструмента или подходящего вращающегося инструмента в вашей мастерской, вам, возможно, придется рассмотреть цены на головку и вращающийся инструмент вместе и сравнить их с другими специализированными точилками для вольфрамовых электродов, прежде чем сделать свой выбор.
Если у вас нет вращающегося инструмента или подходящего вращающегося инструмента в вашей мастерской, вам, возможно, придется рассмотреть цены на головку и вращающийся инструмент вместе и сравнить их с другими специализированными точилками для вольфрамовых электродов, прежде чем сделать свой выбор.
3. Заточка вольфрамового электрода с использованием Настольная/угловая шлифовальная машина
Настольная или угловая шлифовальная машина является наиболее распространенным инструментом, используемым для заточки вольфрамового электрода. Точилка, используемая для заточки вольфрама, должна быть чистой, иметь тонкий твердый камень и использоваться только для шлифовки вольфрама.
Крупнозернистый шлифовальный камень может привести к поломке вольфрама и ухудшению качества отделки, что повлияет на стабильность сварочной дуги. Если шлифовальный станок используется с другими металлами, кроме вольфрама, частицы этих металлов захватываются вольфрамом и отрываются при зажигании дуги, что приводит к загрязнению.
Во время шлифовки следует оказывать легкое давление на шлифовальный круг, чтобы снизить риск случайного разрушения вольфрама.
Другой способ шлифовки вольфрама — использование угловой шлифовальной машины; однако угловые шлифовальные машины не являются идеальным способом сделать это. Риск загрязнения вольфрамового стержня возникает при использовании угловой шлифовальной машины из-за разнообразия задач, для которых мы обычно используем шлифовальную машину.
Помимо загрязнения, трудно получить постоянный угол шлифования и финишную обработку с помощью угловой шлифовальной машины. Следовательно, угловая шлифовальная машина должна быть вашим последним вариантом, когда у вас нет альтернатив.
4. Химическая Заточка вольфрамовых электродов
Метод химической заточки заключается в заточке вольфрамовых электродов с использованием химических соединений. Вольфрам нагревается путем замыкания его на металлические детали любым источником нагрева перед погружением в компаунд.
Химикат представляет собой сильную щелочь, которая растворяет горячий вольфрам. Химическая реакция между вольфрамом и соединением создает дополнительное тепло, чтобы вольфрам оставался горячим. Затем вольфрамовый стержень охлаждают и очищают перед использованием.
При использовании этого метода измельчения следует соблюдать осторожность, поскольку в процессе измельчения образуются пары, которые могут повлиять на ваше здоровье.
Наш окончательный вердикт
Заточка вольфрамовых электродов — несложная задача, и с помощью одного из вышеперечисленных инструментов вы сможете выполнить эту работу быстро и эффективно.
Вам нужно только запомнить советы и рекомендации, которые мы обсуждали, особенно чистую шлифовальную машину, поперечное шлифование и правильный угол скоса, и вы готовы к следующему потрясающему сварному шву.
Ссылки:
- Веб-сайт Diamond Ground Products.
- Книга Миллера – Руководство по дуговой сварке вольфрамовым электродом в среде защитного газа (GTAW).
Практические советы по сварке: заточка вольфрамовых электродов
5 важных советов по правильной заточке электродов для сварки ВИГ
Великолепные сварные швы можно получить с помощью сварки ВИГ. Не только правильный выбор вольфрамового электрода влияет на внешний вид и качество результата сварки. То, КАК затачивается электрод для сварки TIG, также оказывает огромное влияние на качество сварного шва. В этом блоге мы хотели бы показать вам, как правильно затачивать вольфрамовые электроды, чтобы этот важный сварочный аксессуар для горелки TIG мог раскрыть весь свой потенциал.
В основном практикуется, но неправильно – Это неправильный способ заточки вольфрамовых электродов!
Нестабильная дуга, плохое зажигание… звучит знакомо?
Вы все настроили, в последний раз проверили соединения и настройки сварочного аппарата и начали процесс сварки.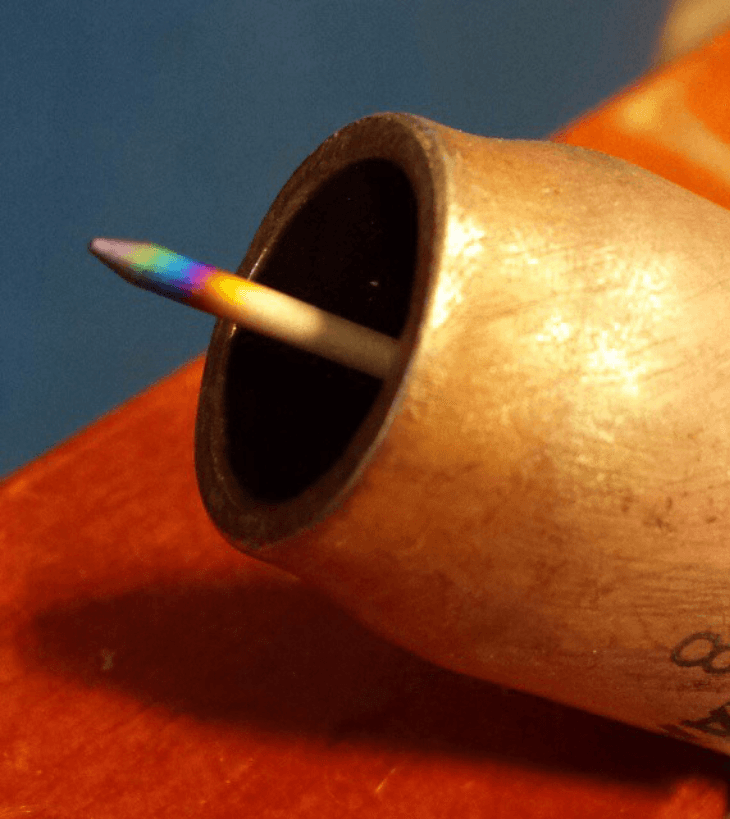 Вроде бы все требования к хорошо идущему шву соблюдены, но дуга зажигается плохо или беспокойно. Что это может быть? Возможно, подача газа не оптимальна? Если вы можете это исключить, лучше присмотреться к своему электроду для сварки TIG. Если он затупился и поэтому изношен или даже выглядит пористым, его необходимо заточить. Возможно, вы только что заточили электрод для сварки TIG, и проблема с плохо зажигаемой или нестабильной дугой связана с неправильно заточенным сварочным электродом.
Вроде бы все требования к хорошо идущему шву соблюдены, но дуга зажигается плохо или беспокойно. Что это может быть? Возможно, подача газа не оптимальна? Если вы можете это исключить, лучше присмотреться к своему электроду для сварки TIG. Если он затупился и поэтому изношен или даже выглядит пористым, его необходимо заточить. Возможно, вы только что заточили электрод для сварки TIG, и проблема с плохо зажигаемой или нестабильной дугой связана с неправильно заточенным сварочным электродом.
Зачем нужно затачивать вольфрамовые электроды?
Вольфрамовый электрод является так называемым неплавящимся электродом, но в процессе эксплуатации он также меняет свои свойства, обусловленные добавлением легирующих элементов, и форму. Если быть точным: наверху, где становится жарко.
Легирующие элементы и их задача – небольшой экскурс
Распространенными легирующими элементами являются оксиды тория, лантана, церия и циркония. Одной из их задач является облегчение выброса электродов из вольфрамового электрода, потому что это означает большую энергию дуги, более эффективную сварку и часто даже более высокую скорость сварки. Поскольку электрод для сварки TIG может достигать температуры до 3000 ° C в процессе и даже выше на конце, температура плавления вольфрама превышена. Как уже упоминалось, высокие температуры означают хорошую эмиссию электродов, но это также означает, что удаляется больше материала. Добавленные легирующие элементы или оксиды также приводят к снижению температуры, необходимой для эмиссии, и таким образом уменьшают износ вольфрамового электрода. Подробнее о свойствах различных легирующих элементов можно прочитать в нашем блоге «Практические советы по сварке: вольфрамовые электроды».
Поскольку электрод для сварки TIG может достигать температуры до 3000 ° C в процессе и даже выше на конце, температура плавления вольфрама превышена. Как уже упоминалось, высокие температуры означают хорошую эмиссию электродов, но это также означает, что удаляется больше материала. Добавленные легирующие элементы или оксиды также приводят к снижению температуры, необходимой для эмиссии, и таким образом уменьшают износ вольфрамового электрода. Подробнее о свойствах различных легирующих элементов можно прочитать в нашем блоге «Практические советы по сварке: вольфрамовые электроды».
Чем больше используется электрод для сварки ВИГ, тем больше выделяется легирующих элементов, что означает, например, что вольфрамовый электрод плохо зажигается или дуга становится нестабильной. Это также можно узнать по тому факту, что кончик электрода становится пористым и открытым, что ясно иллюстрирует следующий рисунок.
На этом рисунке показано сильное так называемое истощение оксида лантана на кончике использованного вольфрамового электрода (WL 20). Источник: Андреас Эндеманн, Weldstone Components GmbH
Источник: Андреас Эндеманн, Weldstone Components GmbH
Итак, если вы хотите, чтобы ваш вольфрамовый электрод прослужил долго, вы должны знать, что легирующий элемент медленно испаряется с кончика сварочного электрода TIG. При вымывании или испарении легирующего элемента легирование из сердцевины электрода также медленнее диффундирует к острию. Таким образом, идеально иметь вольфрамовый электрод, добавленные оксиды которого сохраняются как можно дольше. Например, вольфрамовый электрод E3® от ABICOR BINZEL с добавлением редкоземельных элементов значительно более стабилен, чем электрод с оксидом церия, который сравнительно быстро испаряется. Со сварочным электродом E3® вы будете счастливы дольше, и вам нужно только затачивать вольфрамовый электрод со значительно более длительными интервалами.
Явление, которое также можно наблюдать на вольфрамовых электродах, — это так называемое образование короны. Возможно, вы также видели, как много маленьких пиков образовалось вокруг заостренного кончика электрода. Можно было бы предположить, что это как-то связано со свойствами вольфрама, но это не имеет к нему никакого отношения. Скорее это последствия окисления кислородом, возгонки – т.е. е. фазовый переход из твердого состояния в газообразное – и последующую диссоциацию (разделение химического соединения на две и более молекулы) образующихся оксидов. Затачивая вольфрамовые электроды, эти кольца материала можно снова без проблем удалить.
Можно было бы предположить, что это как-то связано со свойствами вольфрама, но это не имеет к нему никакого отношения. Скорее это последствия окисления кислородом, возгонки – т.е. е. фазовый переход из твердого состояния в газообразное – и последующую диссоциацию (разделение химического соединения на две и более молекулы) образующихся оксидов. Затачивая вольфрамовые электроды, эти кольца материала можно снова без проблем удалить.
Заточка вольфрамовых электродов необходима для достижения наилучших результатов сварки!
Однако при заточке вольфрамового электрода необходимо соблюдать несколько важных правил. Мы собрали их для вас здесь.
5 советов по правильной заточке вольфрамовых электродов
1. Будьте осторожны со сломанным или защемленным наконечником электрода
Если вы посмотрите на наконечник вольфрамового электрода, сильно увеличенный, вы можете четко увидеть так называемый размер зерна в материале , для которого характерны светлые и темные участки. Каждая граница от одной области до другой представляет собой границу зерна. Вольфрамовые электроды имеют слабое место при механическом воздействии вдоль границы зерна. Это означает: Защемленный или изношенный электрод для сварки ВИГ ослаблен на границах зерен. Если это теперь заточить, происходит нечто подобное, что, образно говоря, известно из заточки карандаша тупой точилкой: материал плохо рвется.
Каждая граница от одной области до другой представляет собой границу зерна. Вольфрамовые электроды имеют слабое место при механическом воздействии вдоль границы зерна. Это означает: Защемленный или изношенный электрод для сварки ВИГ ослаблен на границах зерен. Если это теперь заточить, происходит нечто подобное, что, образно говоря, известно из заточки карандаша тупой точилкой: материал плохо рвется.
Тепло во время сварки может привести к образованию трещин на вершине, если граница зерна повреждена. При шлифовке вольфрамового электрода нужно действовать очень осторожно, чтобы не повредить границу зерна. Давление для заточки также должно быть легким. Если давление слишком велико, накапливается тепло, которое, в свою очередь, может повредить границу зерна.
2. Никогда не затачивайте электрод для сварки TIG вручную
Угловая шлифовальная машина, точильный камень или абразивная швабра – существуют самые рискованные способы ручной заточки вольфрамовых электродов. Ни в коем случае не пытайтесь затачивать вольфрамовый электрод от руки! Для хорошего результата сварки наконечник должен быть концентричным, а поверхность заточки гладкой. Даже при очень устойчивом ручном управлении вы никогда не получите идеальный разрез вольфрамовым электродом. И это особенно важно, когда сварной шов более требователен. Кроме того, ручное шлифование никогда не бывает точно таким же во второй раз. Тем не менее, воспроизводимые параметры являются основой и конечным пунктом для стабильно хороших соотв. высокого качества.
Ни в коем случае не пытайтесь затачивать вольфрамовый электрод от руки! Для хорошего результата сварки наконечник должен быть концентричным, а поверхность заточки гладкой. Даже при очень устойчивом ручном управлении вы никогда не получите идеальный разрез вольфрамовым электродом. И это особенно важно, когда сварной шов более требователен. Кроме того, ручное шлифование никогда не бывает точно таким же во второй раз. Тем не менее, воспроизводимые параметры являются основой и конечным пунктом для стабильно хороших соотв. высокого качества.
3. Правильное направление заточки вольфрамовых электродов: аксиальное вместо радиального
При заточке электрода для сварки ВИГ решающее значение имеет направление заточки: Если заточка поперечная, т.е. е. радиально к сварочному электроду образуется широкий конус дуги. В этом случае глубина проникновения меньше, что в результате приводит к ошибкам привязки корней, например, в случае двутаврового соединения. Если, с другой стороны, разрез продольный к электроду, т. е. е. в осевом направлении дуга более сфокусирована, обеспечивает более глубокое проплавление и, таким образом, облегчает сварщику подачу энергии с высокой точностью.
е. е. в осевом направлении дуга более сфокусирована, обеспечивает более глубокое проплавление и, таким образом, облегчает сварщику подачу энергии с высокой точностью.
Существует эмпирическое правило: кончик вольфрамового электрода должен быть вдвое длиннее его диаметра.
4. Заточка под правильным углом
Вы получите наилучший результат сварки при правильном угле заточки. Чем острее электрод для сварки TIG заточен, тем более точным и узким будет проплавление. Однако в то же время нагрузка на кончик электрода чрезвычайно высока, что, в свою очередь, ограничивает срок его службы. При крайнем пике, например, 30°, вольфрам может попасть в сварочную ванну и затем загрязнить ее. Если, с другой стороны, вольфрамовый электрод имеет тупое острие и вы свариваете им тот же сварочный ток, что и заостренным электродом, то проплавление будет более широким и менее сфокусированным. Мы рекомендуем угол заточки 60° для электродов для сварки TIG, чтобы добиться наилучших результатов сварки.
5. Выровняйте кончик электрода после заточки
Мы рекомендуем вам выровнять или затупить кончик вольфрамового электрода после заточки. Ориентир для этого составляет ок. десять процентов от диаметра электрода – электрод диаметром 1,6 мм имеет тупой конец ок. 0,15 мм. Уплощенный наконечник положительно влияет на выход электрода, поскольку предотвращает выпадение частиц из наконечника вольфрамового электрода. Кроме того, плоское шлифование поверхности наконечника снижает нагрузку на электрод и, таким образом, продлевает срок службы этой изнашиваемой детали.
Заточка электрода при сварке переменным током
При сварке переменным током затачивание вольфрамового электрода происходит по-другому: сварочный электрод не заостряется, а затачивается до плоского состояния, чтобы можно было сформировать сферический колпачок. Эту сферическую форму легче создать, если с электрода снять фаску или отшлифовать под углом 45°. Если вы заметили, что при использовании легированного вольфрамового электрода, такого как E3 ® , он плохо воспламеняется из-за истощения легирующих элементов, вы укорачиваете сварочный электрод по крайней мере на длину цоколя и делаете на нем фаску, как указано выше.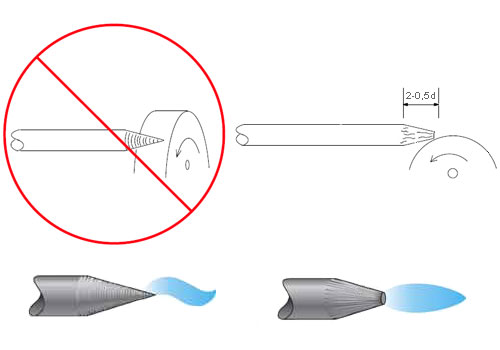 с начала. Небольшой совет, чтобы получить хороший калот: держите горелку одной рукой и зажигайте дугу, а другой рукой кратковременно увеличивайте ток в источнике питания… и есть калот на 1 А.
с начала. Небольшой совет, чтобы получить хороший калот: держите горелку одной рукой и зажигайте дугу, а другой рукой кратковременно увеличивайте ток в источнике питания… и есть калот на 1 А.
Если вы заметили, что калот значительно больше диаметра электрода, то сварочный ток слишком велик для этого электрода и вам следует использовать следующий больший диаметр.
Образование калотта с различным усилением (сварка переменного тока)
Слишком низкий коррект слишком высокий
Давайте спустимся к нему: какое устройство лучше всего подходит для заостренной вольесенной электроды?
Точильный камень, угловая шлифовальная машина, абразивная швабра … лучше не использовать эти приспособления для заточки вольфрамовых электродов. Хотя ручная заточка с такими помощниками очень распространена и может быть достаточной для небольших мастерских, мы рекомендуем заточку электрода на шлифовальном станке для вольфрамовых электродов.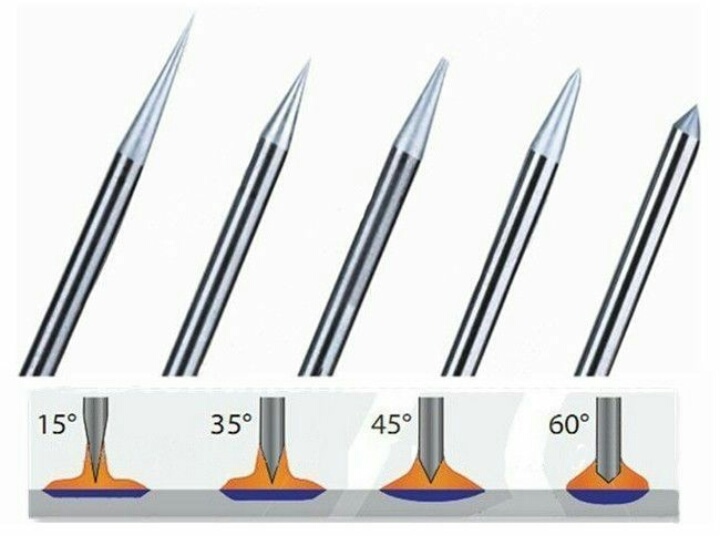 Для этого на рынке есть хорошие устройства, в которые определенно стоит инвестировать, если вы хотите добиться наилучших результатов сварки.
Для этого на рынке есть хорошие устройства, в которые определенно стоит инвестировать, если вы хотите добиться наилучших результатов сварки.
Автоматические устройства для заточки электродов TIG доступны как для сухого, так и для мокрого шлифования. Если вам приходится очень часто затачивать вольфрамовые электроды, рекомендуется мокрая шлифовальная машина, поскольку она также охлаждает. Из-за трения на шлифовальном круге во время процесса шлифования на сухих шлифовальных станках разлетаются мелкие искры, что не является проблемой, если шлифование не так часто. Сама заточка вольфрамового электрода выполняется в несколько простых шагов и является безопасным делом – в том числе и с точки зрения здоровья, поскольку шлифовальная пыль впитывается в устройство и не попадает в дыхательные пути сварщика.
Мы покажем вам, как заточить электрод на сухой шлифовальной машине за 5 простых шагов.
Как заточить вольфрамовые электроды за 5 шагов
1.