Содержание
Заземление и безопасность при дуговой сварке
Насколько важно заземление??
Стандартные меры безопасности многих кодексов и норм требуют обязательного заземления электрических контуров. Системы электродуговой сварки часто имеют сразу несколько электрических контуров, поэтому для безопасной сварки и плазменной резки крайне важно организовать правильное заземление оборудования. В этой статье мы расскажем об основных правилах заземления в типичных рабочих условиях.
Заземление сварочного аппарата
Сварочные аппараты с питанием через гибкие кабели или постоянное подключение к системе питания имеют отдельный провод заземления. Он соединяет металлический корпус сварочного аппарата с заземлением. Если бы мы могли проследить этот контур в системе распределения электропитания, мы бы увидели, что он идет к земле, обычно через вкопанный металлический стержень.
Он соединяет металлический корпус сварочного аппарата с заземлением. Если бы мы могли проследить этот контур в системе распределения электропитания, мы бы увидели, что он идет к земле, обычно через вкопанный металлический стержень.
Это делают для того, чтобы металлический корпус аппарата и земля имели одинаковый потенциал. Равный потенциал означает, что одновременное прикосновение к обоим объектам не приведет к удару током. Заземление корпуса также снизит напряжение поступающего на корпус тока в случае пробоя изоляции внутри аппарата.
Токонесущая способность провода заземления зависит от устройства защиты от максимальных токов в составе системы питания. Регулировка токовой нагрузки позволит сохранить провод заземления работоспособным даже в случае неполадки сварочного аппарата.
Некоторые сварочные аппараты имеют конструкцию с двойной изоляцией. В таком случае провод заземления не требуется.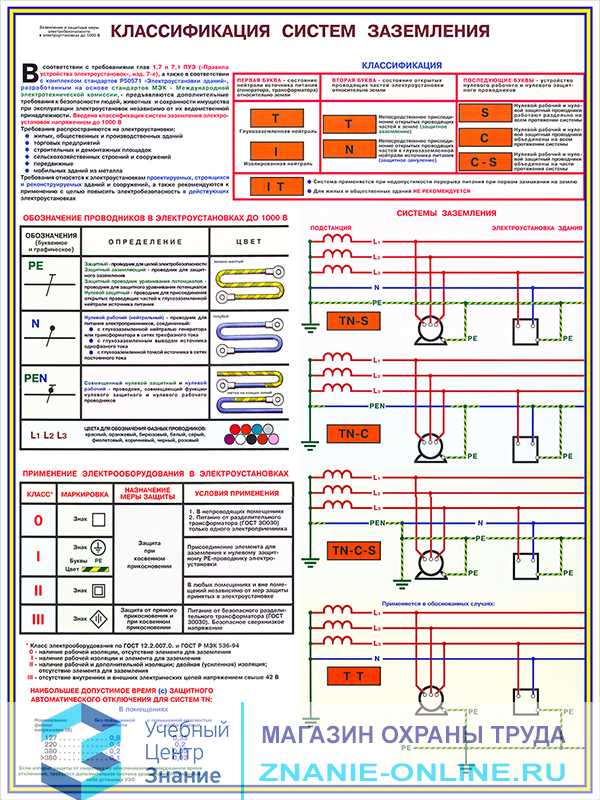 Для защиты сварщика от поражения током такие в таких аппаратах используется дополнительный метод изоляции. О наличии двойной изоляции можно узнать по символу «рамка в рамке» на паспортной табличке аппарата.
Для защиты сварщика от поражения током такие в таких аппаратах используется дополнительный метод изоляции. О наличии двойной изоляции можно узнать по символу «рамка в рамке» на паспортной табличке аппарата.
В случае компактных сварочных аппаратов, у которых на конце кабеля питания имеется вилка с контактом заземления, контур заземления образуется автоматически при включении аппарата в розетку. При этом настоятельно не рекомендуется использовать переходники без контакта заземления и снимать контакт заземления с вилки. Без этого контакта теряется смысл всего контура заземления.
Исправность контура заземления можно легко проверить с помощью тестера цепи. Тестеры для бытовых электросетей можно приобрести в любом магазине электротоваров или хозяйственных принадлежностей. При подключении к розетке эти приборы могут показать, имеет ли данная розетка контур заземления, и дать некоторые другие сведения. Если тестер покажет отсутствие контура заземления или какие-либо другие проблемы с цепью, мы рекомендуем вызвать электрика. Это достаточно простой тест и его стоит регулярно повторять. Для проверки цепей с напряжением выше 120 вольт также лучше обратиться к помощи профессионала.
Тестеры для бытовых электросетей можно приобрести в любом магазине электротоваров или хозяйственных принадлежностей. При подключении к розетке эти приборы могут показать, имеет ли данная розетка контур заземления, и дать некоторые другие сведения. Если тестер покажет отсутствие контура заземления или какие-либо другие проблемы с цепью, мы рекомендуем вызвать электрика. Это достаточно простой тест и его стоит регулярно повторять. Для проверки цепей с напряжением выше 120 вольт также лучше обратиться к помощи профессионала.
Заземление рабочего изделия
Сварочный контур состоит из нескольких элементов цепи, через которые проходит ток. В них входят соединения сварочного аппарата, сварочные кабели, зажим на изделие, горелка или электрододержатель и рабочее изделие. Через сварочный аппарат этот контур не заземляется. Как тогда производится заземление?
Согласно документу ANSI Z49. 1 «Безопасность при сварке, резке и сопутствующих процессах», необходимо заземлить рабочее изделие или сварочный стол, на котором оно расположено, например, на металлический каркас здания. Зажим заземления и зажим сварочного контура должны быть независимы.
1 «Безопасность при сварке, резке и сопутствующих процессах», необходимо заземлить рабочее изделие или сварочный стол, на котором оно расположено, например, на металлический каркас здания. Зажим заземления и зажим сварочного контура должны быть независимы.
Преимущества от заземления рабочего изделия аналогичны преимуществам от заземления корпуса аппарата. Заземленное рабочее изделие имеет равный потенциал с другими заземленными предметами. В случае пробоя изоляции сварочного аппарата или другого оборудования напряжение между рабочим изделием и землей будет минимальным. Следует отметить, что сварка при незаземленном рабочем изделии возможна, но на это требуется разрешение квалифицированного специалиста.
Зажим на изделие — это не зажим заземления
Многие сварщики пользуются терминами «зажим на изделие» и «разъем на изделие». Обычно рабочее изделие подключается к кабелю через пружинный или винтовой зажим. К сожалению, разъем и зажим на изделие часто неправильно называют «землей». Сварочный кабель не имеет заземляющего контакта для рабочего изделия. Зажим заземления никак не связан с зажимом на изделие.
К сожалению, разъем и зажим на изделие часто неправильно называют «землей». Сварочный кабель не имеет заземляющего контакта для рабочего изделия. Зажим заземления никак не связан с зажимом на изделие.
Заземление высокочастотного заземления
В некоторых сварочных аппаратах используются контуры поджига и стабилизации, через которые проходит напряжение очень высокой частоты. Это особенно характерно для аппаратов для аргонодуговой сварки (TIG). Высокочастотное напряжение может иметь компоненты с частотой до мегагерца. Для сравнения, сварочное напряжение может составлять всего 60 герц.
Высокочастотное излучение имеет тенденцию рассеиваться из зоны сварки и вызывать помехи в работе близкорасположенного теле- и радиооборудования. Одним из способов сократить рассеивание ВЧ-сигналов является заземление сварочного контура. В инструкции по эксплуатации сварочного аппарата должны быть приведены подробные инструкции по правильному заземлению сварочного контура и других деталей с целью сокращения эффекта рассеивания.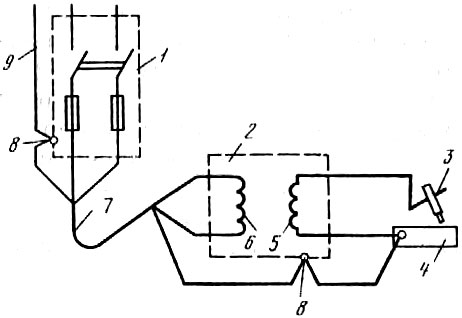
Заземление автономных сварочных агрегатов
Многие автономные агрегаты для дуговой сварки способны вырабатывать ток вторичной сети питания напряжением 120 или 240 вольт. Такие агрегаты часто используются в монтажных условиях без доступа к сетям электропитания. Обычно в таких случаях бывает трудно обеспечить заземление. Обязательно ли при этом заземлять корпус аппарата?
Это зависит от конкретных условий эксплуатации и конструкции агрегата. Большинство случаев можно разделить на две категории:
1. При выполнении всех этих условий заземление корпуса агрегата не требуется:
- агрегат установлен в кузове автомобиля или на трейлере;
- питание вторичной сети происходит через кабель и вилку;
- розетки агрегата имеют контакт заземления;
- рама агрегата соединена или электрически связана с рамой автомобиля или трейлера.
2. При выполнении любого из этих условий заземление обязательно:
- сварочный агрегат подключен к проводке помещения, например, для аварийного электроснабжения дома; питание вторичной сети происходит напрямую без кабеля и вилки.

- вторичное питание осуществляется через постоянное подключение без кабелей и розеток.

Выше приведены только самые основные сведения, и мы советуем читателю познакомиться с действующими нормами по электробезопасности.
Заземление удлинителей
Удлинительные кабели должны проходить регулярную проверку неразрывности, так как чаще всего они располагаются на полу и подвергаются значительному износу. С помощью тестера Вы сможете убедиться, что все соединения в кабеле, вилке и розетке находятся в исправном состоянии.
Другие источники опасности
Правильное заземление при электродуговой сварке — это хорошая практика, но она не означает полной безопасности. Сварочный ток проходит по сварочному контуру. Если человек станет частью этого контура, он подвергнется опасности. Поэтому тело сварщика должно быть полностью изолировано от сварочного контура. Обязательно носите сухие изоляционные перчатки и другие средства индивидуальной защиты. Также следите за состоянием изоляции электрокабелей, электрододержателей и горелок.
Также следите за состоянием изоляции электрокабелей, электрододержателей и горелок.
Таким же образом можно устранить риск поражения током от сети питания. Исправное электрооборудование и кабели надежно защитят сварщика от большинства источников опасности.
Использованная литература
- American Welding Society, ANSI Z49.1:2005 «Safety in Welding, Cutting, and Allied Processes.»
- National Fire Protection Association, NFPA 70, «National Electrical Code», 2005.
- American Welding Society, Safety and Health Fact Sheet No. 29, «Grounding of Portable and Vehicle Mounted Welding Generators», июль 2004.
- American Welding Society, AWS A3.0-2001, «Standard Welding Terms and Definitions.»
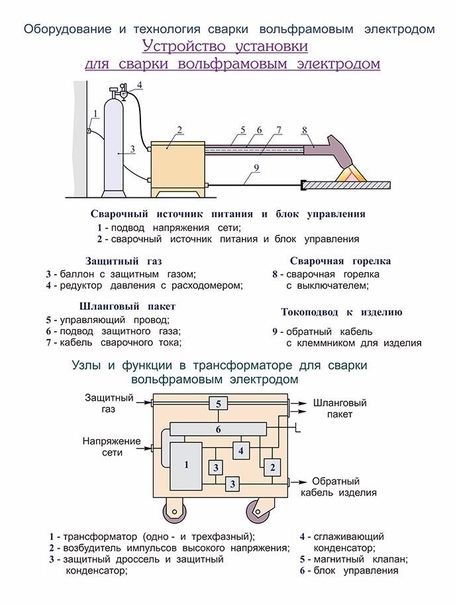
Заземление сварочного аппарата: требования, устройство и схема
Каждая стационарная установка для сварки имеет, как правило, отдельный заземляющий контур. Один кабель для заземления прикрепляется к металлическому основанию аппарата, а другой — к вкопанному в землю стержню из металла.
Подобное соединение оборудования с землей обеспечивает равенство потенциалов между ними. Если корпус окажется под воздействием напряжения, случайное прикосновение человека не приведет к удару электрическим током. То же самое касается и других узлов аппарата, через которые проходит ток.
Содержание
- Основные требования
- Классификация заземлителей
- Клеммы аппаратуры для сварки
- Способы обеспечения электробезопасности
- Контроль за состоянием сварочного аппарата
- Рекомендуемая схема заземления
- Правила работы со сварочным инвертором
Основные требования
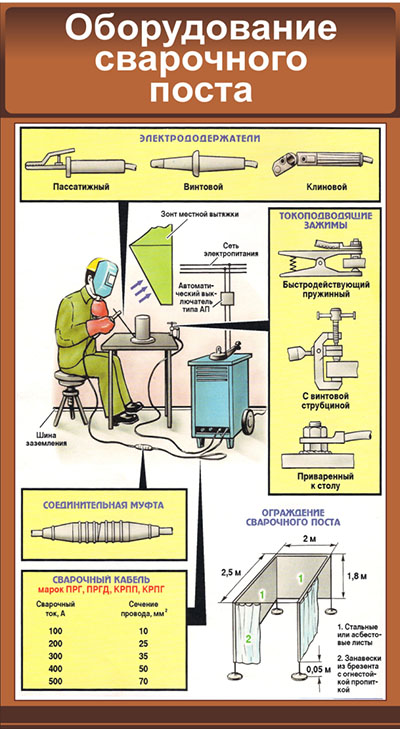
Для обеспечения заземления задействуют кабель из меди или арматуру из металла (диаметром не меньше 6 и 12 мм соответственно). Крепление медного кабеля к корпусу производят с помощью болта, расположенного на сварочном оборудовании. В большинстве случаев провод обозначается надписью «Земля», но возможно и другое название.
В устройстве, предназначенном для сварки посредством электрической дуги, необходимо заземлять не только основные элементы. При работе с такими аппаратами нужно обращать внимание и на зажим вторичной обмотки. К нему подключается проводник, ведущий к обрабатываемой детали.
При работе с такими аппаратами нужно обращать внимание и на зажим вторичной обмотки. К нему подключается проводник, ведущий к обрабатываемой детали.
Важно! Если ток проводится по двужильному кабелю, недопустимо применение в процессе заземления сварочного трансформатора проводов «ноль» и «фаза».
Классификация заземлителей
Строгое соответствие стандартным мерам безопасности предполагает заземление электрических контуров в обязательном порядке. Сделать это можно двумя способами:
- вертикальным;
- горизонтальным.
Первый предусматривает использование труб, уголков или пластин, изготовленных из металла. Эти элементы нужно вкопать в грунт. В результате существенным образом экономится пространство. Преимуществом этого способа выступает отличная проводимость электрического тока, поскольку металлические детали вступают в непосредственный контакт с влажными земельными слоями.
Вертикальное заземление может применяться не во всех случаях. Там, где это по каким-то причинам невозможно, используют горизонтальный способ или глубинный. Особенность его состоит в закапывании в землю на определенную глубину металлических стержней, соединенных между собой.
Там, где это по каким-то причинам невозможно, используют горизонтальный способ или глубинный. Особенность его состоит в закапывании в землю на определенную глубину металлических стержней, соединенных между собой.
Важно! В процессе создания контура заземления запрещено использовать алюминиевые детали, поскольку они отличаются слабой устойчивостью к электрокоррозии (самопроизвольному разрушению материалов в результате воздействия блуждающих токов).
Клеммы аппаратуры для сварки
К подбору нажимов, предназначенных для крепления провода к источнику питания, следует относиться с особым вниманием. Правильный выбор способен не только сделать работу сварщика более безопасной, но и обеспечить хорошее качество шва.
Нужно учитывать как максимальное количество тока, так и массу кабеля, который соединен с зажимом. Необходимо обращать внимание и на то, насколько надежно клеммы соприкасаются с поверхностью обрабатываемой детали. Контакт зависит от коэффициента упругости пружин, которыми оснащены зажимы.
Существуют три основных типа клемм, применяемых при заземлении:
- магнитная прищепка;
- фиксатор «крокодил», получивший свое название из-за схожести с челюстями рептилии;
- струбцина.
Наибольшее распространение нашли первые два вида. Магнит позволяет закрепиться на любой поверхности, например, на деталях необычной или закругленной формы — там, где существуют определенные сложности с фиксацией.
Использование зажима типа «крокодил» обеспечивает надежность крепления. Сам фиксатор отличается удобством в использовании. Срок его службы зависит от состояния пружины, которую не рекомендуется перегревать. Речь идет об одном из главных элементов клеммы: если выйдет он из строя, это негативным образом скажется на функционировании самого зажимного устройства.
Способы обеспечения электробезопасности
Крайне важно соблюдать меры, которые позволят уберечь рабочего от производственных травм. В процессе сварки следует придерживаться следующих правил:
- Подключить к контуру заземления все элементы, по которым не проводится ток.
- Оборудовать точку заземления для каждого аппарата.
- Заземлять каждое устройство последовательно недопустимо.
- При отсутствии возможности заземления применять устройство, позволяющее отключать электричество в автономном режиме.
Немаловажное значение имеет степень эффективности защиты работника от электротравм. Существуют определенные нормы безопасности, по которым показатель сопротивления заземляющего контура должен быть не выше 5 Ом. Необходимо их придерживаться путем обеспечения как можно большей площади контакта заземлителя с поверхностью земли. Следует позаботиться об удовлетворительной проводимости тока.
Заземлитель соединяется с проводником в основном с помощью сварки, в отдельных случаях крепится специальными хомутами. И в том, и в другом случае необходимо позаботиться о защите материалов от вредного воздействия окружающей среды. С этой целью место соединения нужно обработать, чтобы предотвратить коррозию — подходит, в частности, эпоксидная смола.
.jpg)
Контроль за состоянием сварочного аппарата
При проведении работ оборудование должно полностью соответствовать нормам безопасности. В период осмотров необходимо обращать внимание на следующие моменты:
- исправность систем защиты и существования замыкания между элементами обмотки трансформатора;
- состояние заземляющего контура, отсутствие оголенных деталей, по которым идет ток, или замыкание на корпус.
Важно! Сварочный аппарат нуждается в регулярных проверках.
Рекомендуемая схема заземления
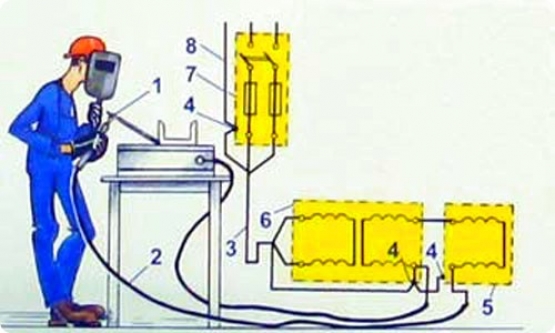
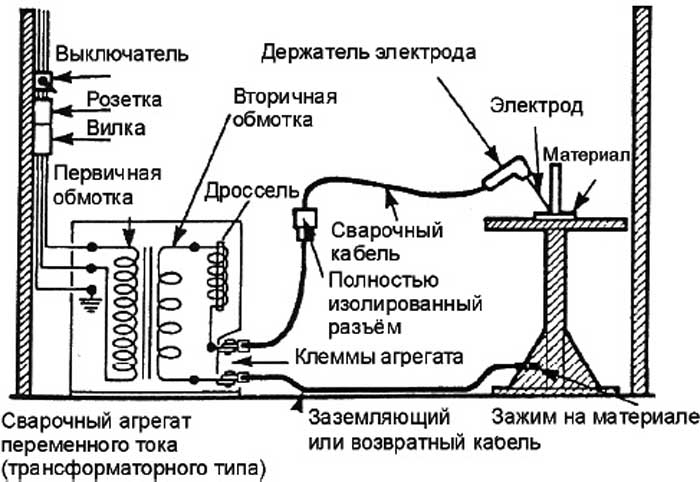
С помощью рисунка представлен порядок работы сварочного аппарата при питании его от сети переменного тока. На изображении показан последовательный порядок заземления. Можно увидеть, каким образом кабель соединяется с держателем электрода.
Указано, что вторичная обмотка контактирует с обрабатываемым материалом посредством специального зажима. При работе с передвижными установками используют переносное заземляющее оборудование.
Правила работы со сварочным инвертором
Игнорирование мер безопасности при сварке с помощью источника питания сварочной дуги представляет угрозу для жизни человека. Несчастный случай может произойти в момент замыкания фазы на корпус.
Определенную опасность таит в себе использование относительно дешевых инверторов: в такой аппаратуре часто повреждается силовой трансформатор, что становится причиной попадания напряжения на клемму массы и держатель электрода. В результате возникает угроза поражения сварщика током. Не всегда можно сделать заземление, поэтому в процессе использования инвертора рекомендуется использовать устройство защитного отключения.
Соблюдение всех перечисленных норм сделает сварочный процесс максимально безопасным. Пренебрежение правилами приведет к тяжким последствиям. Необходимо осуществлять постоянный контроль за состоянием электрокабелей и деталей аппарата, которые могут представлять опасность для жизни рабочего. Целесообразно применять средства индивидуальной защиты.
Необходимо осуществлять постоянный контроль за состоянием электрокабелей и деталей аппарата, которые могут представлять опасность для жизни рабочего. Целесообразно применять средства индивидуальной защиты.
Безопасность заземления и дуговой сварки
Какое отношение заземление имеет к безопасности дуговой сварки?
Заземление электрических цепей — это метод обеспечения безопасности, документированный в различных нормах и стандартах. Типичная установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и поддержание надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления. Обсуждаются важные вопросы заземления в типичной сварочной среде.
Заземление сварочного аппарата
Сварочные аппараты, в которых используется гибкий шнур и вилка, или те, которые постоянно подключены к системе электроснабжения, содержат заземляющий проводник. Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод через систему распределения электроэнергии, мы бы обнаружили, что он соединен с землей, и обычно через металлический стержень, вбитый в землю.
Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод через систему распределения электроэнергии, мы бы обнаружили, что он соединен с землей, и обычно через металлический стержень, вбитый в землю.
Целью заземления корпуса оборудования является обеспечение того, чтобы металлический корпус сварочного аппарата и заземление имели одинаковый потенциал. Когда они находятся под одинаковым потенциалом, человек не испытает удара током при прикосновении к двум точкам. Заземление корпуса также ограничивает напряжение на корпусе в случае нарушения изоляции внутри оборудования.
Токопроводящая способность заземляющего проводника согласовывается с устройством максимального тока системы электроснабжения. Координация токов позволяет заземляющему проводнику оставаться неповрежденным даже в случае электрической неисправности сварочного аппарата.
Некоторые сварочные аппараты могут иметь конструкцию с двойной изоляцией. В этом случае подключение заземляющего проводника не требуется. Этот тип сварочного аппарата использует дополнительную изоляцию для защиты пользователя от ударов. Наличие двойной изоляции обозначается символом «коробка в коробке» на заводской табличке.
В этом случае подключение заземляющего проводника не требуется. Этот тип сварочного аппарата использует дополнительную изоляцию для защиты пользователя от ударов. Наличие двойной изоляции обозначается символом «коробка в коробке» на заводской табличке.
Для небольших сварочных аппаратов, в которых используется вилка на конце шнура питания, подключение заземляющего провода выполняется автоматически, когда сварочный аппарат вставляется в розетку. Заземляющий контакт вилки обеспечивает соединение внутри розетки. Не рекомендуется использовать адаптеры, эффективно удаляющие заземляющий штырь на вилке. Кроме того, не отрезайте и не вынимайте заземляющий контакт из вилки. Все преимущества безопасности заземляющего проводника теряются без соединения.
Тестер розеток позволяет легко проверить целостность заземляющего проводника. Тестеры розеток для цепей на 120 вольт можно приобрести в магазинах электроснабжения или хозяйственных магазинах; эти недорогие тестовые устройства подключаются к электрической розетке. Световые индикаторы показывают наличие цепи заземления на розетке, а также другие проверки цепи. Если тестовое устройство показывает отсутствие заземления или других проблем с цепью, обратитесь за помощью к квалифицированному электрику. Это простой тест, и его следует проводить периодически. Проконсультируйтесь с квалифицированным электриком для проверки цепей напряжением более 120 вольт.
Световые индикаторы показывают наличие цепи заземления на розетке, а также другие проверки цепи. Если тестовое устройство показывает отсутствие заземления или других проблем с цепью, обратитесь за помощью к квалифицированному электрику. Это простой тест, и его следует проводить периодически. Проконсультируйтесь с квалифицированным электриком для проверки цепей напряжением более 120 вольт.
Заземление заготовки
Сварочный контур состоит из всех проводящих материалов, через которые должен проходить сварочный ток. Сварочный ток проходит через клеммы сварочного аппарата, сварочные кабели, соединение с заготовкой, пистолет, горелку, электрододержатель и заготовку. Сварочная цепь не соединена с землей внутри сварочного аппарата, но изолирована от земли. Как заземлить сварочную цепь?
Согласно ANSI Z49.1, «Безопасность при сварке, резке и родственных процессах», заготовка или металлический стол, на который она опирается, должны быть заземлены. Мы должны подключить заготовку или рабочий стол к подходящему заземлению, например к металлическому каркасу здания. Заземление должно быть независимым или отдельным от соединения сварочного контура.
Мы должны подключить заготовку или рабочий стол к подходящему заземлению, например к металлическому каркасу здания. Заземление должно быть независимым или отдельным от соединения сварочного контура.
Заземление заготовки имеет те же преимущества, что и заземление корпуса сварочного аппарата. Когда заготовка заземлена, она находится под тем же потенциалом, что и другие заземленные объекты в этом районе. В случае нарушения изоляции в аппарате для дуговой сварки или другом оборудовании напряжение между заготовкой и землей будет ограничено. Обратите внимание, что можно использовать незаземленную деталь, но для этого требуется разрешение квалифицированного специалиста.
Соединение заготовки не является зажимом заземления
Термины «заземляющий зажим» и «заземляющий провод» широко используются многими сварщиками. Заготовка соединяется со сварочным кабелем, как правило, с помощью подпружиненного зажима или винтового зажима. К сожалению, многие сварщики часто ошибочно называют соединение детали «заземляющим зажимом», а вывод детали неправильно называют «заземляющим проводом». Сварочный кабель не заземляет заготовку. Соединение с землей отделено от соединения с заготовкой.
Сварочный кабель не заземляет заготовку. Соединение с землей отделено от соединения с заготовкой.
Высокочастотное заземление
В некоторых сварочных аппаратах используются пусковые и стабилизирующие цепи, содержащие высокочастотное напряжение. Это характерно для сварочных аппаратов для сварки вольфрамовым электродом в среде инертного газа (TIG). Высокочастотное напряжение может иметь частотные составляющие, простирающиеся в мегагерцевую область. Напротив, сварочное напряжение может составлять всего 60 Гц.
Высокочастотные сигналы имеют тенденцию излучаться в сторону от зоны сварки. Эти сигналы могут создавать помехи для близлежащих радио- и телевизионных приемников или другого электрического оборудования. Одним из способов минимизации излучения высокочастотных сигналов является заземление сварочной цепи. В руководстве по эксплуатации сварочного аппарата будут даны конкретные инструкции о том, как заземлить сварочную цепь и компоненты в окружающей зоне, чтобы свести к минимуму эффект излучения.
Заземление портативного и автомобильного сварочного генератора
Портативные и автомобильные генераторы для дуговой сварки часто могут обеспечивать вспомогательное питание 120 и 240 вольт. Эти генераторы используются в удаленных местах от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения. Следует ли заземлять корпус генератора?
Правила заземления зависят от конкретного использования и конструкции вспомогательного электрогенератора. Большинство приложений попадают в одну из двух категорий, кратко изложенных ниже:
1. Если все эти требования соблюдены, то заземлять раму генератора не требуется:
- Генератор устанавливается на грузовик или прицеп
- Вспомогательное питание берется из розеток на генераторе с помощью шнура и вилки
- Розетки имеют заземляющий контакт
- Рама генератора соединена или электрически соединена с рамой грузовика или прицепа
2. При выполнении любого из этих условий корпус генератора необходимо заземлить:
При выполнении любого из этих условий корпус генератора необходимо заземлить:
- Генератор подключен к системе электропроводки помещения. Например, для подачи электроэнергии в дом во время отключения электричества.
- Вспомогательное питание жестко подключено к генератору без использования шнуров и вилок.
Приведенная выше сводка не содержит подробностей, и читателю настоятельно рекомендуется ознакомиться с местными электротехническими нормами и ANSI/NFPA 70, «Национальными электротехническими нормами», чтобы узнать подробности.
Заземление удлинителя
Удлинители следует периодически проверять на целостность заземления. Удлинители ведут тяжелую жизнь, лежа на земле; они находятся под ногами и подвержены повреждениям. Использование тестера цепи розетки подтвердит, что все соединения в шнуре, вилке и розетке не повреждены.
Опасность поражения электрическим током в сварочной цепи
Использование надлежащего заземления в сварочной среде является хорошей практикой, но это не устраняет все возможности поражения электрическим током.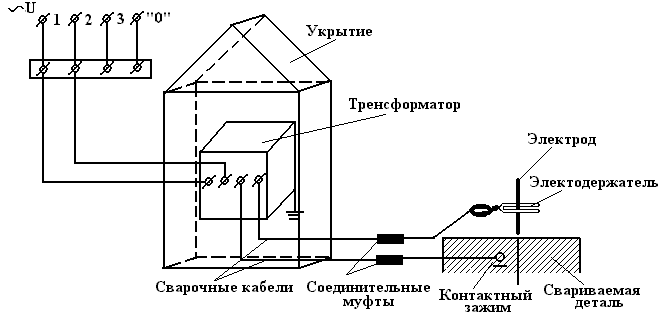 Сварочный контур питается сварочным напряжением. Человек получит удар током, если станет электрическим током через сварочную цепь. Необходимо принять меры предосторожности, чтобы изолировать сварочный аппарат от сварочной цепи. Используйте сухие изолирующие перчатки и другие изолирующие средства. Также поддерживайте изоляцию на сварочных кабелях, держателях электродов, пистолетах и горелках для обеспечения защиты.
Сварочный контур питается сварочным напряжением. Человек получит удар током, если станет электрическим током через сварочную цепь. Необходимо принять меры предосторожности, чтобы изолировать сварочный аппарат от сварочной цепи. Используйте сухие изолирующие перчатки и другие изолирующие средства. Также поддерживайте изоляцию на сварочных кабелях, держателях электродов, пистолетах и горелках для обеспечения защиты.
Аналогичным образом можно предотвратить поражение электрическим током от системы электроснабжения. Надлежащее техническое обслуживание электрооборудования и удлинителей изолирует сварщика от источников электрического тока.
Источники информации
- Американское общество сварщиков, ANSI Z49.1:2005 «Безопасность при сварке, резке и родственных процессах».
- Национальная ассоциация противопожарной защиты, NFPA 70, «Национальный электротехнический кодекс», 2005 г.
- Американское общество сварщиков, Информационный бюллетень по безопасности и охране здоровья № 29, «Заземление переносных и устанавливаемых на транспортных средствах сварочных генераторов», июль 2004 г.
- Американское общество сварщиков, AWS A3.0-2001, «Стандартные термины и определения в области сварки».
Корпусное заземление аппаратов дуговой сварки.
2 апреля 1993 г.
Г-н С. Дж. Бейсселанс
Региональный менеджер по безопасности
Jacobs Engineering Group, Inc.
P.O. Box 98033
Батон-Руж, Луизиана 70898
Уважаемый г-н Бейсселанс:
Ваше письмо от 2 июня Роберту Д. Холмсу, региональному директору Управления по безопасности и гигиене труда (OSHA), с просьбой разъяснить стандарты OSHA, касающиеся заземления рамы аппаратов для дуговой сварки (1926.351(c)( 5)(iv)) было передано в Управление по содействию строительству и морскому соблюдению для ответа. Приносим извинения за задержку с ответом на ваш запрос.
Как известно, требования OSHA к конструкции заземления рамы аппаратов для дуговой сварки на 29CFR 1926.351(c)(5) конкретно не касается машинных агрегатов. При отсутствии конкретных требований к заземлению и в связи с тем, что аппарат для дуговой сварки с приводом от двигателя представляет собой, по сути, портативный генератор, OSHA будет рассматривать соответствие требованиям 1926.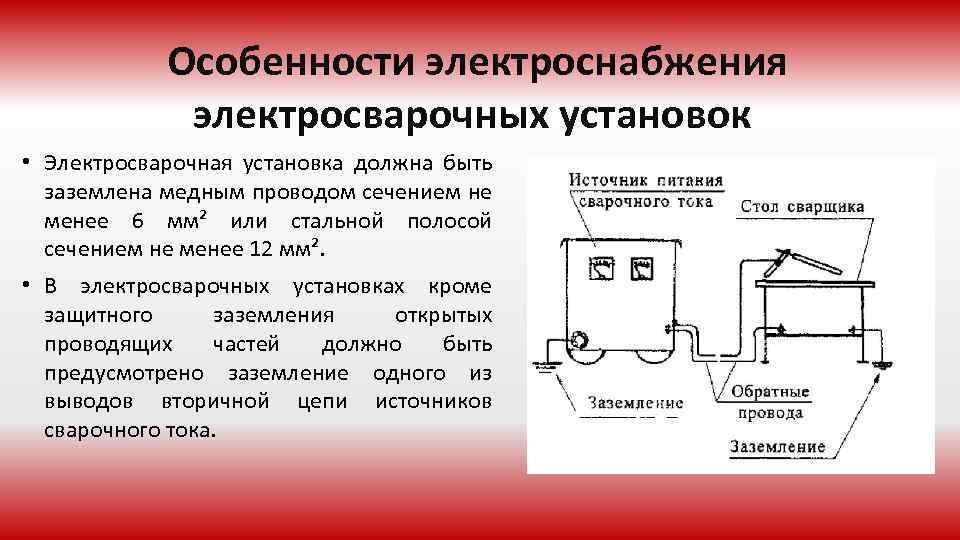 404(f)(3) как соответствие требованиям к сварке 1926.351(c)(5).
404(f)(3) как соответствие требованиям к сварке 1926.351(c)(5).
Если мы можем чем-то помочь, свяжитесь со мной или с г-ном Дейлом Кавано по телефону (202) 219-8136.
С уважением,
Рой Ф. Гернем, эсквайр, ЧП
Директор
Управление строительства и морского транспорта
Содействие в соблюдении требований
5 августа 1992 г.
МЕМОРАНДУМ ДЛЯ: ПАТРИЦИИ К. КЛАРК
Директор
Управление программ соответствия
ЧЕРЕЗ: ЛЕО КЭРИ
Директор
Управление полевых программ
ТЕМА: Запросы на разъяснение Re: 29 CFR 1910.254(c)(2)(i)
и 29 CFR 1926.351(c)(5)(iv)
Прилагаемый запрос на предметную интерпретацию был получен нашим офисом в Батон-Руж от компании Jacobs Engineering Group, Inc, Батон-Руж, Луизиана.
Этот запрос направлен для вашего рассмотрения и ответа, так как интерпретации могут иметь национальное значение для согласованности правоприменительной деятельности.
Пожалуйста, предоставьте копию вашего ответа Джерри Бейли, помощнику регионального администратора по технической поддержке.
ГИЛБЕРТ Дж. СОЛТЕР
Региональный администратор
Приложения
5 августа 1992 г.
Г-н С. Дж. Бейсселанс
Региональный менеджер по безопасности
Jacobs Engineering Group, Inc.
Почтовый ящик 98033
Батон-Руж, Луизиана 70898
Уважаемый г-н Бейсселанс:
Это относится к вашему письму от 2 июня 1992 г., адресованному нашему районному отделению Батон-Руж, относительно разъяснения стандартов безопасности OSHA [29 CFR 1910.254(c) )(2)(i) и 29 CFR 1926(c)(5)(iv)].
Ваш запрос был передан в Управление программ соответствия, Вашингтон, округ Колумбия, для ответа на этом уровне.
Примите наши извинения за задержку с ответом на ваш запрос.
Sincerely,
GILBERT J. SAULTER
Regional Administrator
U. S. DEPARTMENT OF LABOR
OCCUPATIONAL SAFETY AND
HEALTH ADMINISTRATION
2156 Wooddale Boulevard
Suite 200
Baton Rouge, Louisiana 70806-1486
June 16, 1992
МЕМОРАНДУМ ДЛЯ: Гилберта Дж.
 Солтера
Региональный администратор
ВНИМАНИЕ: Джерри Д. Бейли
АРА/ТС
ТЕМА: Запрос на интерпретацию/разъяснение 29CFR
1910.254(c)(2)(i) и 29 CFR 1926.351(c)(5)(iv)
Re: Jacobs Engineering Group, Inc. Батон-Руж, Луизиана
Солтера
Региональный администратор
ВНИМАНИЕ: Джерри Д. Бейли
АРА/ТС
ТЕМА: Запрос на интерпретацию/разъяснение 29CFR
1910.254(c)(2)(i) и 29 CFR 1926.351(c)(5)(iv)
Re: Jacobs Engineering Group, Inc. Батон-Руж, Луизиана
В недавнем запросе (копия прилагается), полученном от Jacobs Engineering Group, Inc., фирмы из Луизианы, занимающейся как строительными работами, так и подрядными работами по техническому обслуживанию на химических и нефтеперерабатывающих заводах, запрашивались разъяснения относительно заземления рамы или корпуса дуги. требуются сварочные аппараты. 1910.254(c)(2)(i) требует заземления корпусов сварочных аппаратов, но исключает машины с приводом от двигателя. 1926.351(c)(5)(iv) требует, чтобы рамы всех сварочных и режущих машин были заземлены либо через третий провод в силовом кабеле, либо через отдельный провод, заземленный у источника тока, но этот параграф кажется применяться к сварочным аппаратам, подключенным к системе электроснабжения, а не к машинам с приводом от двигателя.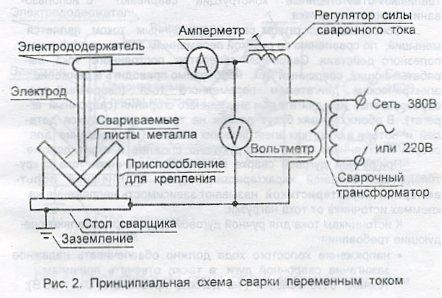
ANSI/ASC Z 49.1 — 1983, статья 11.4.3 «Заземление корпуса машины» гласит: «… особое внимание следует уделять безопасному заземлению переносных машин в соответствии со статьей 250 NFPA 70 «заземление».
ANSI C33.2 — 1972, параграф 14.2 «Аппарат для дуговой сварки трансформаторного типа» гласит: «…. Аппарат для дуговой сварки, который не снабжен гибким шнуром или кабелем и не предназначен для подключения к системе электропроводки. должны быть снабжены подходящим соединением напорной проволоки для присоединения заземляющего проводника».
В статье 630 (C) Национального электротехнического кодекса «Мотор-генераторные дуговые сварочные аппараты» не упоминается заземление корпуса машины.
Поскольку стандарты OSHA сформулированы довольно запутанно, мы будем признательны за вашу помощь в разъяснении того, когда требуется «заземление станины» аппаратов для дуговой сварки. В частности, какие типы переносных сварочных аппаратов требуют заземления, и освобождаются ли от этого требования машины с приводом от двигателя?
Мы надеемся, что вы быстро ответите на технические вопросы, чтобы мы могли дать компетентное руководство нашему полевому персоналу. Если у вас есть вопросы относительно этого запроса, пожалуйста, свяжитесь с W.A. Womack, инспектором по технике безопасности, в районном офисе Батон-Руж.
Если у вас есть вопросы относительно этого запроса, пожалуйста, свяжитесь с W.A. Womack, инспектором по технике безопасности, в районном офисе Батон-Руж.
РОБЕРТ Д. ХОЛМС
Региональный директор
Приложения
2 июня 1992 г.
Уважаемый г-н Холмс,
Я обращаюсь к вам с просьбой о помощи в применении действующих стандартов безопасности OSHA к использованию портативных сварочных аппаратов. В частности, требуется ли заземление рамы портативного сварочного аппарата с приводом от двигателя?
Стандарт 1910.254(c)(2)(i) требует заземления сварочных аппаратов, но исключает машины с приводом от двигателя. Стандарт 1910.254(d)(3) требует проверки заземления корпусов сварочных аппаратов и требует особого внимания к «заземлению переносных аппаратов». В стандарте 1926.351(c)(5) обсуждается заземление корпусов аппаратов для дуговой сварки, но его формулировка довольно запутанна, и я получил различные интерпретации от нескольких экспертов по электрике. Наконец, у меня есть руководство производителя (прилагается), в котором говорится, что их портативные сварочные аппараты не требуют заземления корпуса аппарата.