Большой портальный фрезерный станок с ЧПУ своими руками. Cnc фрезерный станок с чпу
Большой портальный фрезерный станок с ЧПУ своими руками / Хабр
 Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
Вот тогда то и началась движуха, которая длиться и по сей день…
Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день.
Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты.
Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Многие любители и не только, собирают такого рода и размера (и даже большего) станки у себя в мастерской или гараже, делая целиком сварную раму, но без последующего отжига и механической обработки за исключением сверления отверстий под крепление направляющих. Даже если повезло со сварщиком, и он сварил конструкцию с достаточно хорошей геометрией, то в последствии работы этого станка ввиду дребезга и вибраций, его геометрия будет уходить, меняться. Я конечно могу во многом ошибаться, но если кто то в курсе этого вопроса, то прошу поделиться знаниями в комментариях.
Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи.
Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию.
Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
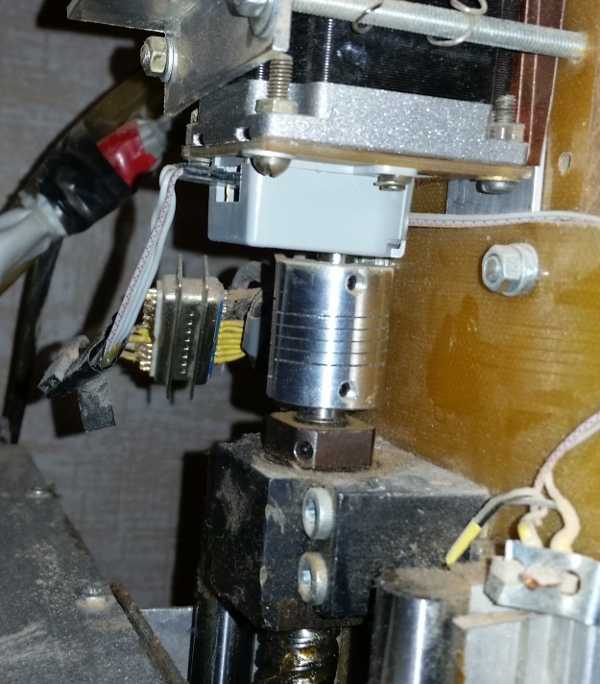
Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами.
Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками.
Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу. Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Теперь давайте плавно перейдем к электрической части, и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
Электрическая схема станка довольно проста, шаговые двигатели подключаются к драйверам, те в свою очередь подключается к интерфейсной плате, она же соединяется через параллельный порт LPT с персональным компьютером. Драйверов использовал 4 штуки, соответственно по одной штуке на каждый из двигателей. Все драйвера поставил одинаковые, для упрощения монтажа и подключения, с максимальным током 4А и напряжением 50В. В качестве интерфейсной платы для станков с ЧПУ использовал относительно бюджетный вариант, от отечественного производителя, как указанно на сайте лучший вариант. Но подтверждать или опровергать это не буду, плата проста в своем применении и самое главное, что она работает. В своих прошлых проектах применял платы от китайских производителей, они тоже работают, и по своей периферии мало отличаются, от использованной мной в этом проекте. Заметил во всех этих платах, один может и не существенный, но минус, на них можно всего лишь установить до 3-х концевых выключателя, но на каждую ось требуется как минимум по два таких выключателя. Или я просто не разобрался? Если у нас 3-х осевой станок, то соответственно нам надо установить концевые выключатели в нулевых координатах станка (это еще называется «домашнее положение») и в самых крайних координатах чтобы в случае сбоя или не хватки рабочего поля, та или иная ось просто не вышла из строя (попросту не сломалась). В моей схеме использовано: 3 концевых без контактных индуктивных датчика и аварийная кнопка «Е-СТОП» в виде грибка. Силовая часть запитана от двух импульсных источников питания на 48В. и 8А. Шпиндель с водяным охлаждением на 2,2кВт, соответственно включенный через частотный преобразователь. Обороты устанавливаются с персонального компьютера, так как частотный преобразователь подключен через интерфейсную плату. Обороты регулируются с изменения напряжения (0-10 вольт) на соответствующем выводе частотного преобразователя.
Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм.
Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach4. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках. Почему именно Mach4, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.Рабочее пространство, мм: 2700х1670х200; Скорость перемещения осей, мм/мин: 3000; Мощность шпинделя, кВт: 2,2; Габариты, мм: 2800х2070х1570; Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм. Полоса металлическая 10х80мм. ШВП TBI 2510, 9 метров. ШВП гайки TBI 2510, 4 шт. Профильные направляющие HIWIN каретка HGh35-CA, 12 шт. Рельс HGh35, 10 метров. Шаговые двигатели: NEMA34-8801: 3 шт. NEMA 23_2430: 1шт. Шкив BLA-25-5M-15-A-N14: 4 шт. Шкив BLA-40-T5-20-A-N 19: 2 шт. Шкив BLA-30-T5-20-A-N14: 2 шт.
Плата интерфейсная StepMaster v2.5: 1 шт. Драйвер шагового двигателя DM542: 4шт. (Китай) Импульсный источник питания 48В, 8А: 2шт. (Китай) Частотный преобразователь на 2,2 кВт. (Китай) Шпиндель на 2,2 кВт. (Китай)
Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю.
Опыт работы на станке: В конечном итоге спустя почти полтора года, станок мы все же запустили. Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке.
Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать.
А в остальном станок отлично справляется с поставленными перед ним задачами.
Вывод, мнение о проделанной работе: Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки.Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…: По станку есть еще достаточно работы, в виде закрытия пыле — защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки. Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог.
В случае продажи станка с его ценником все не понятно. Так как по себестоимости продавать откровенно жалко, а адекватная цена в голову пока не приходит.
На этом я пожалуй закончу свой рассказ. Если что-то я не осветил, то пишите мне, и я постараюсь дополнить текст. А в остальном многое показано в видео про изготовления станка на моем YouTube канале.
habr.com
ЧПУ фрезерный станок с автономным контроллером на STM32 / Хабр
Поскольку я давно собрал для себя ЧПУ станок и давно и регулярно эксплуатирую его для хоббийных целей, то мой опыт, надеюсь, будет полезен, как и исходные коды контроллера.Постарался написать только те моменты, которые лично мне показались важными.
Ссылка на исходники контроллера и настроенную оболочку Eclipse+gcc и пр. лежат там же, где ролик:
Регулярно сталкиваясь, с необходимостью сделать ту или иную мелкую «штучку» сложной формы, первоначально задумался о 3D принтере. И даже начал его делать. Но почитал форумы и оценив скорость работы 3D принтера, качество и точность результата, процент брака и конструкционные свойства термопластмассы, понял, то это не более чем игрушка.Заказ на комплектующие из Китая пришел за месяц. И уже через 2 недели станок работал с управлением от LinuxCNC. Собирал из всякой фигни, что была под рукой, поскольку хотелось побыстрее (профиль + шпильки). Собирался потом переделать, но, как оказалось, станок получился достаточно жесткий, и гайки на шпильках не пришлось подтягивать ни разу. Так что конструкция осталась без изменений.
Начальная эксплуатация станка показала что:
- Использовать в качестве шпинделя бормашинку “china noname” на 220V не лучшая идея. Перегревается и жутко громко работает. Боковой люфт фрезы (подшипников?) ощущается руками.
- Бормашинка Proxon работает тихо. Люфт не ощутим. Но перегревается и выключатся через 5 минут.
- Компьютер, взятый на время, с LPT двунаправленным портом — не удобен. Взят на время (найти PCI-LPT оказалось проблемой). Занимает место. И вообще..
Разработка контроллера
Программу создавал после вдумчивого просмотра исходников LinuxCNC и gbrl. Однако ни те, ни те исходники расчета траектории не взял. Захотелось попробовать написать модуль расчета без использования float. Исключительно на 32-х разрядной арифметике. Результат меня устраивает для всех режимов эксплуатации и прошивку не трогал уже давно. Скорость максимальная, подобранная экспериментально: X:2000мм/мин Y:1600 Z:700 (1600 step/mm. режим 1/8). Но ограничена не ресурсами контроллера. Просто выше уже мерзкий звук пропуска шагов даже прямых участках по воздуху. Бюджетная китайская плата управления шаговиками на TB6560 не самый лучший вариант. Фактически скорость по дереву (бук, 5мм заглубления,d=1мм фреза, шаг 0.15мм) больше 1200 мм не ставлю. Возрастает вероятность поломки фрезы.В результате получился контроллер со следующим функционалом:
- Подключение к внешнему компу как стандартное usb mass storage device (FAT16 на SD карте). Работа с файлами стандартного формата G-code
- Удаление файлов через пользовательский интерфейс контроллера.
- Просмотр траектории по выбранному файлу (насколько позволяет экран 640x320) и расчет времени выполнения. Фактически эмуляция выполнения с суммированием времени.
- Просмотр содержимого файлов в тестовом виде.
- Режим ручного управления с клавиатуры (перемещение и выставления «0»).
- Запуск выполнения задания по выбранному файлу (G-code).
- Приостанов/продолжить выполнение. (иногда полезно).
- Аварийный программный стоп.
После творческих экспериментов по вырезанию собственноручно нарисованных рельефов на дереве, и экспериментов с настройками ускорений в программе, захотел дополнительно еще и энкодеры на осях. Как раз на e-bay нашел относительно дешевые оптически экодеры (1/512), шаг деления которых для моих ШВП был 5/512= 0.0098мм. Кстати, использование оптических энкодеров высокого разрешения, без аппаратной схемы работы с ними (в STM32 она есть) – бессмысленно. Ни обработка по прерыванию, ни, тем более, программный опрос никогда не справятся с «дребезгом» (это говорю для любителей ATMega).
В первую очередь, я хотел для следующих задач:
- Ручное позиционирование на столе с высокой точностью.
- Контроль пропуска шагов с контролем отклонение траектории от расчетной.
Однако, нашел им еще одно применение, пусть и в довольно узкой задаче.
Заметил, что при вырезании рельефа, при задании ускорения по Z больше определенной величины, ось Z начинает медленно, но уверенно ползти вниз. Но, время вырезания рельефа при этом ускорении на 20% меньше. По окончанию вырезания рельефа 17x20 см с шагом 0.1мм фреза может уйти вниз на 1-2 мм от расчетной траектории. Анализ ситуации в динамике по энкодерам, показал, что при подъеме фрезы иногда теряется 1-2 шага. Простой алгоритм коррекции шагов с использованием энкодера дает отклонение не более 0.03 мм и позволяет уменьшить время обработки на 20%. А даже 0.1 мм выступ на дереве заметить сложно.

Идеальным вариантом для хоббийных целей посчитал настольный вариант с полем чуть больше чем A4. И до сих пор мне этого хватает.
Подвижный стол
Для меня до сих пор остается загадкой, почему все выбирают для настольных станков конструкцию с подвижным порталом. Единственное её преимущество – возможность обработать по частям очень длинную доску или, если приходится регулярно обрабатывать материал вес которого больше веса портала.За все время эксплуатации ни разу не было необходимость выпилить по частям рельеф на 3-х метровой доске или сделать гравировку на каменной плите.
Подвижный стол обладает следующими преимуществами для настольных станков:
- Конструкция проще и, в общем случае, конструкция более жесткая.
- На неподвижный портал навешиваются все потроха (блоки питания, платы и пр.) и станок получается компактнее и удобнее для переноски.
- Масса стола и куска типичного материала для обработки существенно ниже чем масса портала и шпинделя.
- Практически исчезает проблема с кабелями и шлангами водяного охлаждения шпинделя.
Шпиндель
Хотел бы заметить, что данный станок не для силовой обработки. ЧПУ станок для силовой обработки проще всего сделать на базе обычного фрезерного станка.На мой взгляд, станок для силовой обработки металла и станок с высоко оборотистым шпинделем для обработки дерева/пластмасс — это совершенно разные типы оборудования.
Создать в домашних условия универсальный станок как минимум не имеет смысла.
Выбор шпинделя для станка с данным типом ШВП и направляющими с линейными подшипниками однозначен. Это высоко оборотистый шпиндель.
Для типичного высоко оборотистого шпинделя (20000 об/мин) фрезеровка цветных металлов (про сталь даже речи не идет) – это экстремальный режим для шпинделя. Ну, разве что очень надо и тогда съем по 0.3 мм за проход с поливом ОЖ. Шпиндель для станка рекомендовал бы с водяным охлаждением. С ним слышно во время работы только «пение» шаговых двигателей и бульканье аквариумного насоса в контуре охлаждения.
В первую очередь у меня ушла проблема корпусов. Любой формы корпус фрезеруется из «оргстекла» и по идеально по гладким срезам склеивается растворителем.Стеклотекстолит отказался универсальным материалом. Точность станка позволяет вырезать посадочное место под подшипник, в которое он холодный зайдет, как положено с легким натягом, а после уже не вытащить. Шестерни из текстолита отлично вырезаются с честным эвольвентным профилем.
Обработка дерева (рельефы и пр.) – широкий простор для реализации своих творческих порывов или, как минимум, для реализации чужих порывов (готовые модели).
Вот только ювелирку не пробовал. Негде опоки прокаливать/плавить/лить. Хотя брусок ювелирного воска ждет своего часа.
habr.com
Фрезерно-гравировальные станки с ЧПУ – виды, изготовление своими руками
Среди многообразия универсального оборудования фрезерной группы фрезерно-гравировальный станок с ЧПУ выделяется целым рядом преимуществ. Особенно актуально использование такого устройства в тех ситуациях, когда необходимо выполнить высокоточную обработку деталей, отличающихся сложной конфигурацией. К слову сказать, добиться таких результатов обработки, используя станки с ручным управлением, достаточно сложно.

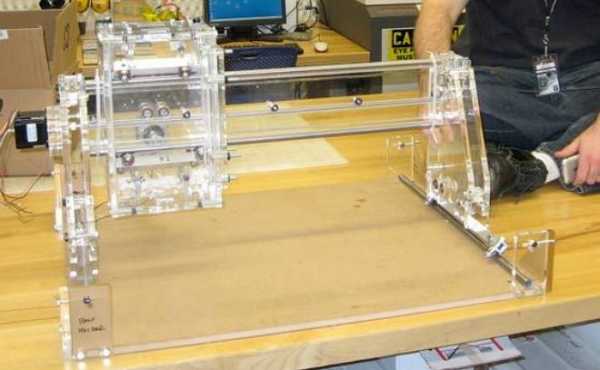
Компактный фрезерно-гравировальный станок
Цена на оборудование данной категории определяется такими параметрами, как функциональность, технические характеристики, торговая марка, под которой выпущен станок. Чтобы серьезно сэкономить на приобретении такого функционального устройства, можно изготовить его своими руками, что уже реализовали многие домашние умельцы.
Область применения фрезерно-гравировальных станков
Фрезерно-гравировальный станок, оснащенный системой ЧПУ, можно встретить на предприятиях многих отраслей промышленности. Такая высокая популярность объясняется не только техническими возможностями и функциональностью данного оборудования, но еще и тем, что его использование сводит практически к нулю брак при обработке заготовок.
Изначально оборудование данного типа стали применять машиностроительные предприятия. На таких предприятиях из металлообрабатывающих станков формировались производственные линии, на которых осуществлялась обработка однотипных деталей. Именно по такому пути шла автоматизация процесса производства.
Активный рост спроса на потребительские товары различного назначения привел к тому, что на рынке стали появляться многочисленные производственные предприятия, работающие в сфере малого бизнеса. Такие предприятия или индивидуальные предприниматели, как правило, производят свою продукцию мелкими сериями или в единичных экземплярах, а именно для таких условий производства оптимально подходят фрезерно-гравировальные станки, оснащенные системой ЧПУ.
Целесообразность применения станков фрезерно-гравировальной группы в условиях мелкосерийного и единичного производства объясняется следующими преимуществами данных устройств:
- исключительной функциональностью;
- удобством и простотой обслуживания;
- высоким качеством обработки;
- высоким уровнем производительности;
- надежностью.
Благодаря таким характеристикам фрезерно-гравировальные станки успешно применяются в различных сферах деятельности. С их помощью производят мебель и ювелирные изделия, сувенирную и рекламную продукцию, а также изделия любого другого назначения. Посредством таких станков можно выполнять сложнейшую гравировку на поверхности металла, стекла, древесины, камня, пластика и слоновой кости, что не могло остаться без внимания современных производителей.

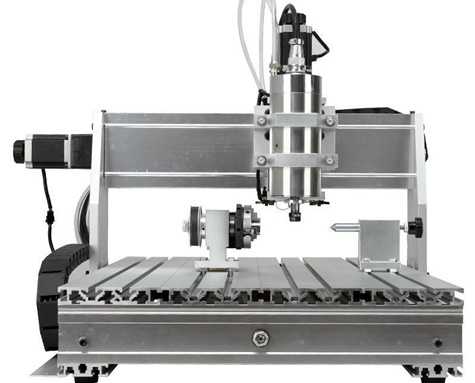
Более крупная модель фрезерно-гравировального станка в сравнении с вариантом на первом фото
Отдельную категорию составляют лазерные гравировальные станки, рабочим инструментом которых является луч лазера. Используя такой инструмент, можно выполнять надписи и рисунки даже на таких материалах, как ткани, искусственная и натуральная кожа, картон, шпон, различные виды пластика, резина и др.Как устроен фрезерный станок
На современном рынке представлено большое разнообразие оснащенных ЧПУ фрезерно-гравировальных станков, с помощью которых можно выполнять надписи, рисунки и узоры на поверхности изделий, изготовленных из различных материалов, а также осуществлять раскрой листового металла. Стоимость такого оборудования зависит от ряда факторов: конструктивных особенностей станка, его функциональных возможностей и торговой марки.
Выделяют три типа таких станков:
- настольные станки, фиксация заготовки на которых осуществляется механическим способом;
- автоматические станки, фиксирующие заготовку за счет пневматических прижимов;
- автоматические станки с пневматической фиксацией заготовки, на которых установлена трехшпиндельная головка.
На предприятиях машиностроительной отрасли используются фрезерно-гравировальные аппараты с ЧПУ, у которых рабочая головка может быть расположена в разных плоскостях – это горизонтально- и вертикально-фрезерные станки. Изготовить такие сложные станки самостоятельно возможно, но для этого вам потребуется дополнительное оборудование и комплектующие.
Для решения серьезных производственных задач по обработке металла желательно приобрести серийное устройство. В том же случае, если вам требуется небольшой настольный станок фрезерно-гравировального типа, с помощью которого вы планируете выполнять работы по алюминию и другим мягким материалам, есть смысл самостоятельно изготовить такое оборудование.
Сборка станка своими руками
К планированию работ по изготовлению фрезерно-гравировального станка с ЧПУ следует подходить очень ответственно. Прежде всего, необходимо определить, для решения каких задач вам необходимо такое оборудование. От ответа на этот вопрос будет зависеть выбор конструктивных элементов для вашего станка, его электрической и электронной составляющих. Соответственно, влиять такой выбор будет и на конечную стоимость вашего будущего настольного оборудования.
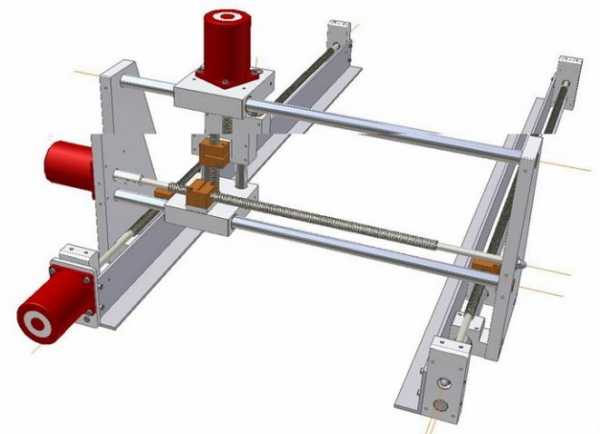
Схема каркаса и расположения двигателей в портальном фрезерном станке с ЧПУ
Станок, который используется для обработки древесины и металла, отличается не только своим конструктивным наполнением, но и степенью жесткости, что, естественно, оказывает непосредственное влияние на выбор комплектующих для его изготовления. Определившись с назначением, можно выбрать вариант конструктивного исполнения и приступить к подготовке чертежей.
Конструктивное исполнение оборудования
Настольный станок фрезерно-гравировального типа, оснащенный системой ЧПУ, может быть собран по двум конструктивным схемам:
- станок с подвижным рабочим столом;
- станок, подвижной частью которого является портал.

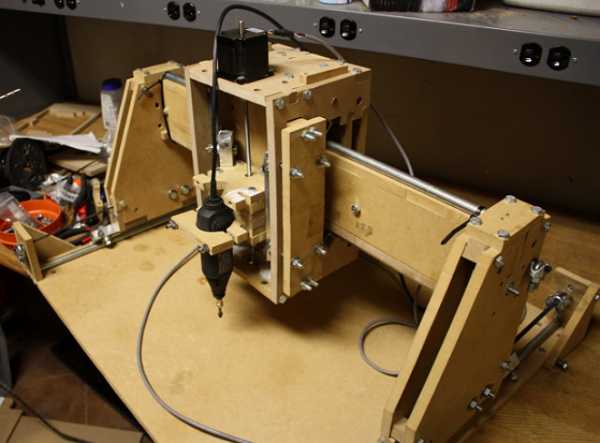
Пример сделанного своими руками фрезерного станка с ЧПУ
В первом случае рабочий стол фрезерно-гравировального станка с закрепленной на нем заготовкой совершает перемещение по горизонтальным направляющим. По вертикальной оси перемещается рабочая головка устройства, закрепленная на неподвижном портале.
Станки подобного типа отличаются простотой и высокой жесткостью своей конструкции, но имеют и ряд существенных недостатков (необходимость в достаточно большой свободной площади вокруг оборудования; невозможность обработки заготовок, обладающих большим весом и значительными габаритами).
Подобных недостатков лишен станок с подвижным порталом. Такое устройство можно с успехом использовать даже в небольших мастерских. На обладающих высокой жесткостью и неподвижных рабочих столах фрезерно-гравировальных станков этого типа можно размещать даже очень тяжелые заготовки. Высокой жесткостью также отличаются элементы подвижного портала такого устройства и направляющие, по которым он совершает свои перемещения.
При изготовлении своими руками фрезерно-гравировального станка с подвижным порталом следует очень ответственно подходить к выбору комплектующих для него: они должны обладать исключительным качеством и надежностью.Разбираемся в механической части станка
Важнейшим элементом фрезерно-гравировального станка с подвижным порталом является рабочая головка с режущим инструментом, которая перемещается по специальным направляющим, имеющим форму рельса или круглое сечение. Для самодельного устройства преимущественно выбираются направляющие круглого сечения, которые обладают достаточно высокой жесткостью. Используя направляющие такого типа, можно собрать настольный станок для нанесения гравировки на изделия из алюминия, меди и их сплавов.
Перемещение рабочей головки фрезерно-гравировального станка по направляющим может осуществляться за счет пластиковых втулок или подшипников линейного типа. Важный момент: втулки при перемещении рабочей головки не перекатываются, а скользят по направляющим, что требует дополнительных затрат мощности со стороны привода. Невысокая стоимость таких втулок не является большим преимуществом, так как менять их приходится значительно чаще, чем подшипники. Кроме того, в процессе износа пластиковых втулок в узле перемещения рабочей головки образуется сильный люфт, который значительно уменьшает точность выполнения обработки.
Компактный самодельный станок с корпусом из оргстекла
Именно по этим причинам даже для настольных фрезерно-гравировальных станков с ЧПУ лучше использовать подшипники. Важным преимуществом применения подшипников является и то, что они позволяют оснащать оборудование шаговыми двигателями меньшей мощности, тем самым вы экономите на электроэнергии и на стоимости таких комплектующих.
Пожалуй, важнейшим элементом приводного механизма фрезерно-гравировального станка, в том числе и оснащенного ЧПУ, является ходовой винт, преобразующий крутящий момент шаговых двигателей в поступательное перемещение рабочей головки с инструментом или в движение подвижного стола. Гайка, перемещающаяся по такому винту, может скользить или катиться по нему. Собирая собственноручно такой станок, надо учитывать этот нюанс и выбрать вариант, который будет оптимальным именно для вас.
Кроме того, выбирая ходовой винт и гайку для настольного станка, важно обращать внимание на то, как зависит величина перемещения рабочей головки от числа оборотов шагового двигателя. Данный параметр определяет, насколько мелкие детали гравировки вы сможете выполнять с помощью своего оборудования.
Электронная часть фрезерно-гравировального станка
Работоспособность и эффективность вашего самодельного фрезерно-гравировального станка с ЧПУ будет зависеть от того, насколько правильно вы выполнили все предварительные расчеты и на их основе подобрали соответствующие комплектующие.
Выбор шагового двигателя для станка следует делать только после того, как вся конструкция собрана и вам уже известен шаг резьбы ходового винта. Чем больше будет этот параметр, тем более мощный и, соответственно, более дорогостоящий шаговый двигатель вам потребуется.
Что очень важно, для точного позиционирования положения вала шагового двигателя нет необходимости в датчике обратной связи, оно происходит в соответствии с входным сигналом. Такой сигнал на шаговый двигатель поступает от контроллера или микропроцессора, являющегося неотъемлемым элементом системы ЧПУ.
Самоделка с корпусом из дерева
Для оснащения фрезерно-гравировального станка с ЧПУ можно использовать контроллеры, выпущенные китайскими производителями. При достаточно высокой надежности стоят такие контроллеры очень недорого. Для обеспечения работы контроллера вам необходимо будет позаботиться о блоке питания для него.
После окончательной сборки фрезерно-гравировального станка с ЧПУ необходимо настроить его электронную систему управления и выполнить обработку тестовой заготовки. Такую обработку следует выполнять с минимальной нагрузкой на все узлы и механизмы оборудования.
Рекомендации по работе с фрезерно-гравировальным станком
Важным моментом при комплектации и эксплуатации фрезерно-гравировального станка с ЧПУ, сделанного своими руками, является выбор рабочего органа. Так, для нанесения надписей, рисунков и узоров на изделия из металла используют обычную бормашину. Если вы собираетесь обрабатывать на своем самодельном станке детали из древесных материалов, то в качестве инструмента следует использовать фрезу, которая надежно закрепляется в патроне.
Станок, оснащенный системой ЧПУ, выполняет только те рабочие команды, которые заложены в его управляющей программе. Чтобы перенастроить такое устройство на выполнение других технологических операций, необходимо не только время, но и специальное оборудование.
Рабочие органы фрезерно-гравировального станка с ЧПУ, на котором выполняется обработка деталей из алюминия и его сплавов, подвергаются значительному нагреву. Именно поэтому выполнять обработку таких деталей следует только с использованием смазывающе-охлаждающих жидкостей.Оценка статьи:
Загрузка...Поделиться с друзьями:
met-all.org
4 осевой фрезерный станок с ЧПУ: предназначение, конструкция, плюсы
4 осевой фрезерный станок вида ЧПУ — прибор с числовым программным управлением, предназначенный для высококачественной обработки поверхности. Агрегат способен осуществлять двух и трехмерную обработку заготовок. Особенность оборудования заключается в наличии возможности выполнять четырех осевую обработку изделий, имеющих сложные формы и оборудованного дополнительной координатой. Благодаря этому станки данного типа часто используются при изготовлении нестандартных фасадов.
Предназначение
4-осевой станок, обеспечивающий качественное фрезерование, применяется в различных отраслях, включая промышленность. Но приборы с подобными возможностями более востребованы в быту и малом бизнесе.
Аппарат обладает широкими возможностями, благодаря чему с его помощью обрабатываются:
- дерево;
- пластик;
- текстолит.
Оборудование может быть успешно использовано и для фрезерных работ с другими материалами. По уровню использования фрезерные станки с 4 осями чаще всего применяются при работе с композитными материалами. Основная задача осевого координатного станка — фрезеровка и гравировка. При необходимости с его помощью можно изготовлять детали из искусственного камня, цветного металла или оргстекла.

Отличительной чертой агрегата является запас прочности, который и обеспечивает высокую точность производства. Оборудование данного типа используется для изготовления мебельных изделий. С его помощью на поверхность можно нанести:
- рисунки;
- орнаменты;
- надписи.
Осуществление сложной резьбы позволяет станкам производить уникальную мебель с эксклюзивными художественными композициями. При выполнении ремонтных работ фрезерный станок ЧПУ может быть использован для отделки интерьера и экстерьера. Его функционал дает возможность качественно:
- изготовлять двери;
- наладить модельное производство;
- создавать рекламу.
Координатный фрезерный станок с числовым программным управлением входит в число самых популярных аппаратов для изготовления мебели в европейском стиле. Иногда с его помощью оформляется автомобильный интерьер.
Конструкция
4-осевые станки обладают компактными размерами. Несмотря на это конструкция на станках является жесткой и продуманной. Особенность конструкции заключается в наличии подвижного портала. Шпиндель высокоскоростного типа обладает хорошей мощностью.
Функции шпинделя характеризуются:
- резкой и 3D обработкой ЧПУ по дереву;
- раскроем и сверлением;
- фрезеровкой и гравированием.

4-осевой контроллер находится в корпусе из алюминия. Для изготовления станины использованы стальные трубы прямоугольного сечения. Оборудование оснащено системой смазки направляющих. За работу аппарата отвечает силовой шаговый двигатель. Допускается обработка на фрезерном осевом станке под углом до 90 градусов.
В зависимости от модели агрегат может быть оснащен системой автоматической смены инструмента.
Ротационный магазин рассчитан на шесть мест.
Благодаря приводным шарико-винтовым парам обеспечивается плавное и высокоточное изготовление деталей. Высокоскоростное перемещение рабочего инструмента осуществляется при помощи качественных сервоприводов.
Числовое программное управление
Наличие системы ЧПУ 4 осевого фрезерного аппарата позволяет использовать оборудование в автономном или полуавтономном режиме. Подключение программы на современных станках осуществляется через USB привод. Контроллер позволяет настроить ось по отдельности. Траектория, скорость перемещения рабочего инструмента и координатные данные фиксируется. Посмотрев данные на платформе ПК, можно произвести более точную настройку и задать нужные координаты осей. От правильно заданной четвертой координатной оси зависит показатель точности.
Прибор совместим с различными системами ПО. Система выбирается в зависимости от задач, для осуществления которых будет использовано оборудование. Наиболее популярными типами программного обеспечения для него являются:
- Type3;
- Castmate;
- Artcam;
- Wenta;
- Syntec.
Существуют программы, как для простой фрезерной обработки станком, так и для сложной на координатном приборе. При необходимости программу можно создать самостоятельно. Устройство поступает в продажу с CD диском, на котором записаны уроки по его использованию.
Преимущества и недостатки
4-осевой станок обзавелся популярностью благодаря комплексу преимуществ. Помимо высокого показателя надежности агрегат обладает качественной конструкцией, элементами которой обеспечивается точная фрезерная обработка и высокая производительность:
- наличие жесткой сварной рамы гарантирует прочность оборудования;
- использование направляющих прямоугольного сечения линейного типа позволяет применять аппарат на больших фрезерным нагрузках;
- при помощи координатных осевых станков можно справиться с заготовками из дерева и других материалов различной сложности;
- некоторые модели имеют воздушное охлаждение, снижающее риск перегрева;
- возможность регулировки скорости по заданной координате.
На ряде моделей рама производится из чугуна. Этот материал снижает воздействие вибраций на прибор, повышая его эксплуатационный период. Конструкция предполагает наличие датчиков, при помощи которых можно рассчитать нужную координату. Станки данного типа зарекомендовали себя в качестве стабильных приборов с низким показателем неточностей.
vseochpu.ru
Фрезерно гравировальный станок с ЧПУ по дереву и по металлу
Использование фрезерно-гравировального станка с ЧПУ на предприятиях давно стало неотъемлемой частью производства там, где создают:
- качественную и красивую мебель с оригинальными фасадами;
- двери и лестницы;
- элементы декора;
- фигурные накладки, украшенные сквозной или глубокой резьбой;
- сувениры или рекламные изделия.
Главная особенность и одно из важнейших преимуществ современного оборудования этого типа – выпуск настольных станков, позволяющих использовать их не только в условиях производственных цехов, но и в небольших частных мастерских.
Особенности современного оборудования
Возможности фрезерно-гравировального станка с ЧПУ по достоинству оценили сотрудники предприятий, выпускающих различные формы, предназначенные для литья. Обойтись при производстве элементов, требующих выполнения резьбы, гравировки, криволинейного раскроя без такого станка, в оснащении которого имеется программное числовое управление, просто невозможно.

Станок фрезерно-гравировальный с ЧПУ
Фрезерно-гравировальный станок с ЧПУ относится к числу агрегатов, созданных для выполнения работ повышенной сложности. Использование гравировочного оборудования необходимо при создании деталей с рельефными изображениями, фигурными надписями, состоящие из множества самых разных компонентов.
Возможности фрезерно-гравировального станка с ЧПУ, предназначенного для выполнения работ по дереву, позволяют использовать его в ходе операций:
- на древесине различной плотности;
- на породах дерева, для которых характерна повышенная твердость;
- на плитах как древесно-стружечных, так и древесноволокнистых.
Главная отличительная черта и весомое преимущество подобного оборудования – наличие числового программного управления. Все манипуляции, выполняемые станком, не требуют ручной координации.
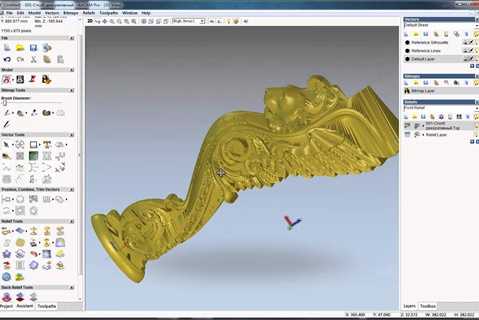
За точность и качеством осуществляемых операций следит компьютер. Это позволяет обрабатывать любые детали, независимо от уровня сложности предстоящих работ. Все эскизы и программы загружаются в память устройства, создаются с помощью компьютерного графического редактора.
Детали, созданные на таком станке, отличаются высоким уровнем точности и качества, при минимальном участии человека. Соблюдение всех установленных параметров изделий соблюдается неукоснительно и стабильно.
Работа фрезерно-гравировального станка с ЧПУ заключается в том, что на столе, оснащенном салазками, закрепляется заготовка, изготовленная из металла или дерева. По этим салазкам деталь в процессе обработки перемещается на плоскости в нужную сторону и на необходимое расстояние.
Одним из важнейших приспособлений фрезерно-гравировального станка по дереву является вращающаяся фреза, которая поддерживается специальным хоботком. Именно с помощью этой фрезы деревянная заготовка принимает нужную форму или на ее поверхности появляется запрограммированный узор, рисунок или орнамент.
Важно и то, что современные фрезерно-гравировальные станки с ЧПУ могут выполнять все предусмотренные создателями функции как при обработке деталей плоскостных, так и объемных.
Что такое станок для гравировки и фрезерования?
Настольные приборы, созданные для гравировки и фрезерования, которые устанавливаются на столе (настольные агрегаты), отличаются в первую очередь особенностями поверхности, на которой они должны быть расположены:
- Консольные удобны тем, что именно стол, предназначенный для выполнения работ, может менять положение относительно заготовки. Такие станки необходимы для обработки деталей, имеющих значительные параметры.
- Неподвижные оснащены перемещающейся фрезой. Ее движение обеспечивает каретка. Фрезерная головка на таких станках может быть расположена не только вертикально или горизонтально, ее расположение может быть периодически при необходимости изменяющимся. При таком удобном расположении станок, предназначенный для фрезерования и гравировки с ЧПУ по металлу, может быть использован для создания сложных и особо точных деталей.
Станки с изменяющимся положением фрезерной головки нашли широкое применение при выполнении заданий, связанных с обработкой деталей во всех плоскостях. Если агрегат оснащен блоком для сканирования, то он может быть использован в качестве копировального станка.

Копировальный станок
С его помощью обработка детали проводится по заранее подготовленному шаблону. После того как отдел числового программного управления получает команду и данные из сканирующего блока, агрегат приступает к созданию изделия в строгом соответствии с полученной установкой.
На таком станке проще сделать:
- багет или обрамление для зеркала;
- кронштейны или фигурные комплектующие для лестниц;
- статуэтки и декоративные украшения.
Конечно при необходимости на станке с изменяющимся положением фрезерной головки можно сделать различные накладки и детали, в которых есть нужного размера прорезь.
Фрезерно-гравировальный станок с ЧПУ
Как выбрать и на что обратит внимание?
Независимо от того по дереву или по металлу предстоит выбрать фрезерно-гравировальный станок, сделать свой выбор необходимо, воспользовавшись советами и рекомендациями опытного квалифицированного специалиста.
Самостоятельно выбрать наиболее подходящий для выполнения тех или иных операций станок довольно сложно:
- Сделанный выбор будет зависеть от нескольких особенностей. В их число входит определение основной задачи, которую предстоит решить с помощью станка.
- Функциональность приобретенного агрегата зависит от того, какие детали предстоит обрабатывать с его помощью.
- От сложности предстоящих работ зависят особенности расположения фрезерной головки.
- Необходимо обратить внимание на материал, послуживший основой для изготовления портала. От этого зависит наличие или отсутствие вибрации во время проведения работ, что, в свою очередь, поможет избежать деформации детали. Наилучшим материалом для создания портала признана высокопрочная сталь.
- Стремясь выполнять работы с заготовками определенной толщины или изготавливать детали установленной толщины, необходимо уточнить все параметры шпинделя, который установлен на выбранном станке.
Шпиндель токарного станка
Продуктивная работа станет только в том случае, если оператор хорошо знаком с нюансами и особенностями числового программного управления. В противном случае эффективность выполнения работ будет равна нулю.
Необходимые подробности
Прежде чем приобрести фрезерно-гравировальный станок с ЧПУ следует подготовить не только помещение, но и стол, на котором агрегат будет установлен.
Нужно помнить о том, что надежная и качественная фиксация является основой безопасности оператора во время выполнения работ. Выбирая прибор важно обратить внимание на привод, которым агрегат оснащен и тип его станины.

Cтанина токарного станка
Тяжелая станина гарантирует отсутствие вибрации и соответственно отсутствие бракованных из-за деформации деталей.
Параметры шпинделя говорят о скорости, с которой будут выполняться все операции на приобретенном станке. Так как предстоит выполнение манипуляций, связанных с обработкой деталей различной величины, покупателю необходимо обратить внимание на:
- высоту арки;
- скорость, с которой выполняются все манипуляции;
- возможность выполнения сложных заказов, связанных с созданием сложного рельефа, рисунка или орнамента различной глубины реза на различных участках поверхности.
Фрезерно-гравировальный станок с ЧПУ обладает массой преимуществ перед иным оборудованием, требующим ручного контроля осуществления работ. Среди множества преимуществ этого оборудования можно назвать высокую скорость и точность обработки деталей, расширенный набор функций, повышенный уровень качества созданных деталей, прочность и надежность.
Стоимость приобретаемого оборудования зависит от его функциональности, качества прижима фрезерной головки (механический или пневматический), уровня сложности выполняемых операций.
Видео: 3-осевой фрезерно-гравировальный станок
promzn.ru