Содержание
преимущества и недостатки самодельного листогиба, виды устройств, примеры изготовления
Современные листогибы — востребованные конструкции для выполнения холодной гибки основных листовых металлов при необходимости облегчить создание различных изделий. Изготовить наипростейший, но функциональный листогибочный станок своими руками вполне возможно с небольшими затратами времени, сил и денежных средств.
Содержание
1 Что такое листогибочный станок
1.1 История технического развития
2 Виды листогибов
2.1 Простые ручные
2.2 Пневматические
2.3 Гидравлические
2.4 Электромеханические
2.5 Механические
3 Изготовление листогибочного станка своими руками
4 Подготовка к работе
4.1 Пошаговый процесс изготовления
5 Техника безопасности
6 Преимущества и недостатки самодельных и покупных моделей
6.
 1 Таблица: сравнение листогибов разных производителей
1 Таблица: сравнение листогибов разных производителей6.2 Видео по теме: листогибочный станок своими руками
 1 Таблица: сравнение листогибов разных производителей
1 Таблица: сравнение листогибов разных производителейЧто такое листогибочный станок
Листогиб или листогибочный пресс — устройство для холодной гибки металла. Основное назначение — изготовление изделий из листовых материалов.
За счёт пластичности материала цветные и чёрные металлы, а также многие виды сплавов легко подвергаются механическим воздействиям. Гибочные станки позволяют изгибать металлические изделия, придавать им круглую, квадратную или фасонную форму. При этом наружный слой изделия растягивается, а внутренний — сжимается. Обязательным условием сгиба являются точные и ровные углы.
Главная черта гибки металла — отсутствие изломов, гофрирования готового изделия и появления других недостатков
Зачастую листогибами пользуются на месте проведения кровельных работ, в строительстве, при изготовлении всевозможных видов профилированных листов. С помощью гибочных станков создают стендовую продукцию и вывески. Оборудование используют в авиастроении, машиностроении, приборостроении, в нефтехимической и судостроительной промышленности. Таким образом, современный станок просто незаменим для гибки разнообразных изделий на основе листовых металлов.
Оборудование используют в авиастроении, машиностроении, приборостроении, в нефтехимической и судостроительной промышленности. Таким образом, современный станок просто незаменим для гибки разнообразных изделий на основе листовых металлов.
История технического развития
Ещё в первой половине прошлого века мировой промышленностью выпускались преимущественно листогибочные станки механического типа, что объяснялось низкой стоимостью и простотой исполнения, а также надёжностью эксплуатации таких устройств. Тем не менее механические прессы обладали значительными недостатками, связанными в первую очередь, с их массивностью и ростом основных требований, предъявляемым к предприятиям.
Механические конструкции потребляли значительное количество электрической энергии, были шумными и сильно вибрирующими.
Для самых первых устройств характерна сложность частой переналадки и слишком высокий риск травматизма, а также низкое качество готовых изделий
Листогибочные конструкции пневматического типа ограничены в эксплуатации за счёт необходимости обеспечивать подвод магистрали со сжатым воздухом. А механические модели нецелесообразны в промышленном применении по причине достаточно низких характеристик качества готовой продукции и невысокой производительности. Поэтому развитие современных технологий легко позволило разработать гидравлические листогибы. Работа на таких станках способствовала изготовлению изделий с высоким качеством, а сам пресс отличался высокой надёжностью и низким уровнем потребления электрической энергии.
А механические модели нецелесообразны в промышленном применении по причине достаточно низких характеристик качества готовой продукции и невысокой производительности. Поэтому развитие современных технологий легко позволило разработать гидравлические листогибы. Работа на таких станках способствовала изготовлению изделий с высоким качеством, а сам пресс отличался высокой надёжностью и низким уровнем потребления электрической энергии.
Гидравлические станки удобнее и безопаснее механических прессов
Появление в конструкции новых управляющих систем дополнило устройства удобным графическим пользовательским интерфейсом с автоматическими расчётами всей последовательности производимых операций и этапов программы, защитой сложным лазерным контролирующим устройством. Наиболее современные агрегаты полностью защищены от перегрузочного давления, имеют удобную электронную регулировку скорости, датчик контроля и многие другие важные усовершенствования.
Виды листогибов
Листогибы могут быть стационарными и мобильными или передвижного типа, делятся на прессовые, поворотные и ротационные модели. Такое устройство оборудуется гидравлическим, пневматическим или электромеханическим приводом, а также выпускается в механическом и ручном варианте с автоматической или ручной подачей заготовки и с разными видами ЧПУ.
Такое устройство оборудуется гидравлическим, пневматическим или электромеханическим приводом, а также выпускается в механическом и ручном варианте с автоматической или ручной подачей заготовки и с разными видами ЧПУ.
Простые ручные
Функционируют за счёт использования мускульной силы и «поворотной балки», благодаря чему рычагом придаётся металлу нужная форма. Значительная часть ручных приборов представлена передвижными устройствами, которые эксплуатируются непосредственно на местах изготовления металлических изделий.
Каркас ручных станков изготовливается из высококачественной стали, обеспечивающей надёжность всей конструкции
Преимущества простого ручного листогибочного станка представлены отсутствием шума в работе, невысокой стоимостью, лёгкостью и мобильностью, а также независимостью от электросети. К недостаткам относятся небольшая ширина и возможность использования в работе исключительно тонкой жести толщиной не более 1,5–2,0 мм.
Пневматические
Работа обусловлена наличием в конструкции пневматических цилиндров. Такие листогибочные прессы выпускаются в виде стационарных и передвижных моделей, но чаще всего используются агрегаты, выполненные по типу традиционной «поворотной балки».
Такие листогибочные прессы выпускаются в виде стационарных и передвижных моделей, но чаще всего используются агрегаты, выполненные по типу традиционной «поворотной балки».
Станок позволяет изготавливать серийные детали различной геометрии, в том числе из листового металла с лакокрасочным покрытием
Достоинства пневматического листогиба представлены хорошей автоматизацией процесса, а также высокой универсальностью и необходимостью минимального вмешательства оператора во весь процесс работы. Кроме того, пневматика вполне доступна и проста в плане технического обслуживания. Самый основной недостаток моделей пневматического типа представлен необходимостью обеспечивать наличие достаточно мощного и дорогого компрессора, который создаёт шум при работе.
Гидравлические
Передвижные и стационарные гидравлические листогибные станки функционируют за счёт наличия в конструкции гидропривода. На сегодняшний день такой вариант оборудования считается одним из самых лучших и современных.
Современные гидравлические листогибы используются для получения идеальных по качеству и точности изделий
Достоинства моделей гидравлического типа представлены быстрой работой, низким уровнем шума, высокой надёжностью и возможностью перегиба даже толстых металлов. Такой вид устройств редко нуждается в обслуживании. Минусы эксплуатации заключаются в проблемах поиска вышедших из строя деталей, необходимости ремонта в специализированных мастерских и риске вытекания масла при значительном износе.
Электромеханические
Стационарный вид листогиба, функционирующий за счёт работы электрического двигателя, приводной системы и редуктора. Электромеханические прессы вполне заслуженно очень популярны, что объясняется доступной стоимостью и относительной простотой эксплуатации.
Электромеханический гибочный станок относится к оборудованию тяжелого класса
Достоинства электромеханического оборудования представлены сравнительно невысокой ценой, хорошей производительностью, широким функционалом и доступностью основных запасных комплектующих. При выборе следует учитывать такие минусы эксплуатации, как значительную шумность электрического двигателя, цепи или ремня, и не слишком высокие показатели надёжности, что объясняется наличием большого количества деталей и основных составных узлов.
При выборе следует учитывать такие минусы эксплуатации, как значительную шумность электрического двигателя, цепи или ремня, и не слишком высокие показатели надёжности, что объясняется наличием большого количества деталей и основных составных узлов.
Механические
Стационарного типа механические листогибы функционируют в результате передачи энергии кинетического вида с предварительно раскрученного до нужных показателей маховика.
Механические листогибы могут использоваться для проведения монтажных работ
Несмотря на низкую себестоимость производства, простоту исполнения и довольно высокую надёжность эксплуатации, механические станки отличаются большой массой, высоким уровнем потребления электрической энергии, шумностью в работе и заметным неудобством выполнения самостоятельной переналадки.
Изготовление листогибочного станка своими руками
Проще всего изготовить самостоятельно ручной станок, который прост в эксплуатации, но несколько ограничен в функционале.
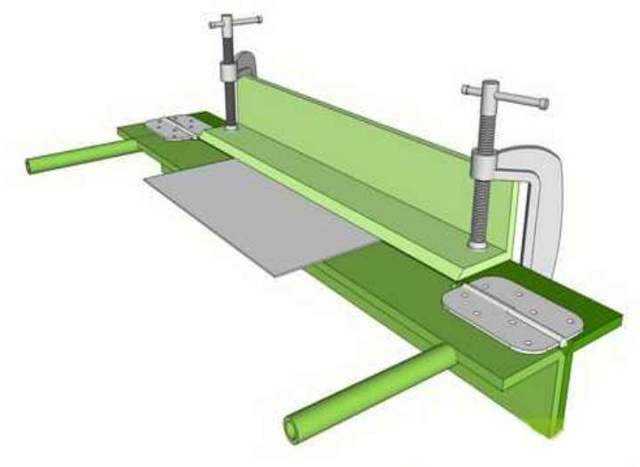
Трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доработать наиболее удачный шаблон
- 1 — струбцина;
- 2 — щёчка;
- 3 — основание;
- 4 — кронштейн;
- 5 — прижим сварного типа;
- 6 — ось;
- 7 — уголок пуансона.
Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
Работа на этом типе оборудования предполагает высокое мастерство оператора, что объясняется повышенным риском производства бракованных изделий при наличии даже незначительного перекоса устанавливаемой заготовки. Все ручные модели самостоятельного изготовления упрощены, но их основной недостаток представлен физическими нагрузками оператора.
Подготовка к работе
Простой в изготовлении ручной листогиб может быть довольно мощным, предназначенным для работы с разными по толщине металлическими листами. Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Основные материалы для изготовления:
- три стандартных уголка, имеющих ширину полки 45 мм или более при толщине металла в 3 мм и выше;
- тавры на 70 мм — для сгибания максимально толстого и длинного листового металла;
- две стандартные дверные металлические петли;
- пара винтов диаметром 10–20 мм;
- «барашки» для винтов;
- пружина;
- металл толщиной 0,5 см для выполнения укосин.
Рабочее место должно быть максимально ровным, прочным и надёжным, очищенным от пыли и любых загрязнений. В крайнем случае допускается изготовление конструкции на поверхности земли.
Пошаговый процесс изготовления
Принципиальных схем и чертежей самодельного листогиба несколько, но наиболее удобным в исполнении и практичным в использовании является листогиб на основе тавров.
Этот вариант изготовления листогибочного станка своими руками лёгок в исполнении, но позволяет работать только с довольно тонкими листовыми металлам.
- Два тавра аккуратно и ровно складываются, после чего на двух концах вырезаются выемки под скошенным углом 45° для петель. Третий тавр необходимо обрезать аналогичным способом.
В третьем тавре глубина выемки делается немного больше, что необходимо для свободного хода прижимной планки
- Металлические дверные петли надёжно привариваются в обязательном порядке не только с лицевой, но и с изнаночной стороны.
Все сварочные швы необходимо делать до окончательной сборки, чтобы не допускать изменения геометральных характеристик конструкции
- На каждый из тавров приваривается по паре укосин с двух сторон.
Такие элементы необходимы для установки болтового фиксатора прижимной планки
- К укосинам приваривается гайка болта.
Сварочные швы надёжно крепят элементы станка друг к другу
- Устанавливается прижимная планка в виде третьего обрезанного тавра, после чего на верхней части аккуратно привариваются металлические пластины, имеющие отверстие в центральной части. Диаметр такого отверстия должен немного превышать размеры болта.
Приваривание выполняется после центровки и расположения строго на одной вертикали
- Пружина устанавливается таким образом, чтобы она могла поднимать прижимную планку примерно на 0,5–0,7 см. Болт пропускается в «ухо» на прижимной планке, после чего надевается пружина и закручивается гайка.
Аналогичное крепление осуществляется с другой стороны, что позволяет при откручивании выполнять самостоятельный подъём прижимной планки
- К винтовой шляпке приваривается по паре арматурных отрезков, используемых как удобные и надёжные ручки для закручивания. Вполне можно выполнить установку пружины на винт, что значительно облегчит процесс подъёма планки.
Такая конструкция готового устройства позволяет делать довольно качественную отбортовку
- Уголки располагаются не полочками по отношению друг к другу, а имеют одностороннее направление, что делает фиксацию петли не слишком удобной, но вполне осуществимой.
На изгибе неподвижного уголка по двум сторонам привариваются небольшие упорные пластинки для расположения прижимной планки с приваренной винтовой гайкой
- Прижимная планка из уголка укладывается изгибом вверх на станок, а наваренное из обычных металлических перемычек усиление предотвращает изгиб элемента. На двух концах планки привариваются не слишком маленькие металлические площадки с просверлёнными для болтов отверстиями.
Грань, обращённая на место сгиба, должна быть срезана, что позволит получить максимально острый угол изгиба
- Планка прижимная устанавливается на станок, после чего подкладывается пружина и устанавливаются ручки.
 Диаметр такого отверстия должен немного превышать размеры болта.
Диаметр такого отверстия должен немного превышать размеры болта.
На завершающем этапе монтируются ручки для удобства пользования
Готовый листогиб — неплохой самодельный вариант для бытового использования, который без труда согнёт оцинковку и жесть.
Техника безопасности
Стандартной техникой безопасности предусматривается обязательное соблюдение инструкции по обслуживанию ручных листогибочных станков:
- установка требуемых углов сгиба на ограничителе;
- контроль установленных данных по угломеру;
- проверка правильности установки рабочего инструмента;
- аккуратная укладка на рамную часть устройства элемента для загибания;
- выполнение пробного загибания и, при необходимости, внесение корректив;
- повторная проверка правильности загибания.

Важно контролировать правильность хода всех операций по загибанию, а также своевременно проверять техническое состояние устройства, поддерживать листогиб в чистоте и порядке.
Преимущества и недостатки самодельных и покупных моделей
При выборе нужно обращать внимание на технические возможности и отдавать предпочтение оборудованию, имеющему небольшой запас по основным важным характеристикам. Самыми покупаемыми станками в России являются агрегаты, выпускаемые производителями из США, Польши, Китая и Германии.
К бюджетным производственным станкам относятся китайские и российские листогибы, а к прессам из средней ценовой категории относятся модели из США, Турции и Польши. Самыми дорогими и недоступными для рядового потребителя принято считать станки от производителей Германии и Франции, а также выпускаемые другими западно-европейскими странами.
Таблица: сравнение листогибов разных производителей
| Марка | Мобильность / вандалостойкость | Стоимость ремонта устройства | Толщина металла / ресурс рабочей части (п. м.) м.) | Стоимость тыс. долларов |
| Tapco | Высокая / низкая | Высокая | 0,7 / 10000 | От 2,0 |
| Van Mark | Высокая / низкая | Высокая | 1,0 / 10000 | От 2,0 |
| Jouanel | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Mazanek | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Schechtl | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| ЛГС-26 | Высокая / высокая | Низкая | 0,7 / 10000 | Порядка 32,0 |
Несмотря на массу преимуществ, включая высокую производительность, заводские модели обладают некоторыми недостатками, представленными достаточно высокой стоимостью и дорогостоящим обучением персонала, а также относительно дорогим обслуживанием. Любые самодельные листогибы, как правило, просты в эксплуатации и доступны в изготовлении, но их производительность оставляет желать лучшего.
Видео по теме: листогибочный станок своими руками
https://www.youtube.com/embed/Rndk74cqR1Q https://www.youtube.com/embed/iA9IDpnB9eU
В целом относительно простые ручные листогибы являются самыми популярными и наиболее часто продаваемыми типами станков для гибки листового металла. Они отличаются простой конструкцией и лёгкой эксплуатацией, не потребуют значительных затрат на приобретение и обслуживание. Именно такой вариант можно выполнить самостоятельно, используя простой набор инструмента и вполне доступные по цене материалы.
- Автор: Владимирович75
- Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
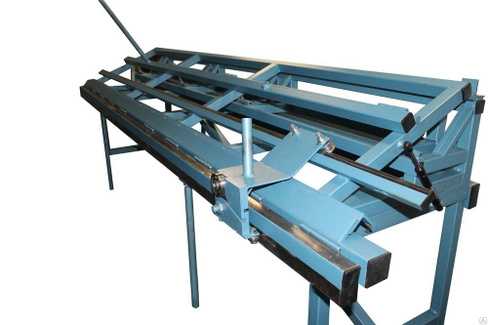
Самодельный листогибочный станок своими руками
Самодельный листогибочный станок агрегат практически не уступает заводской версии и способен сгибать любые листы металла (от 0,7 до 1 мм) под заданным углом, при этом не нарушая его основной плоскости.
- Материалы и инструменты для производства
- Как изготовить листогибочный станок своими руками?
Профессиональный агрегат представляет собой специальное механическое устройство, которое используется для проведения гибочных работ с цельными металлическими листами разной толщины.
Материалы и инструменты для производства
Для того, чтобы изготовить в гаражных условиях листогибочный станок потребуется несколько рабочих инструментов.
Инструменты для работы:
- Электросварка с электродами (диаметров 2-3 мм).
- Электродрель.
- Болгарка.
- Молоток.
- Набор гаечных ключей.
- Уголок, уровень, линейка.
- Масленка.
Помимо инструментов для изготовления устройства нужен материал. Для выполнения работ требуется металлопрокат, а также несколько механических узлов изготовленных заранее на специальном оборудовании.
- металлический уголок – 40х40, 50х50 и более;
- швеллер – не менее 120 мм;
- труба – диаметр 30-40 мм;
- полоса – 40 мм;
- зажимные винты – 2 шт. ;
- болты с гайками – М14, М16 – 6 шт.;
- дверные петли – 2 шт.;
- набор шайб.
 ;
;Помимо перечисленных материалов дополнительно может понадобиться алкидная краска или грунт, чтобы покрасить листогибочный станок и придать изделию законченный вид.
Как изготовить листогибочный станок своими руками?
1. Нарезка и подготовка уголка
Уголок нарезается на 3 куска длиной по 100 мм. Нарезка осуществляется под углом 90 градусов, чтобы в дальнейшем избежать перекосов конструкции и максимально качественно соединить две детали.
2. Приваривание петель и уголков
Два уголка соединяются при помощи дверной петли, при этом петля располагается таким образом, чтобы части металла одновременно были соединены и подвижны. В дальнейшем листогибочный станок будет зависеть от данного узла, который влияет на общую производительность.
3. Изготовление опор из труб
Опоры представляют собой две сваренные трубы. Для этого берется труба разрезается по длине и сваривается треугольником, при этом между ножками приваривается лента жесткости, а на концах опор имеются мини-подставки для увеличения устойчивости.
4. Монтаж опорного устройства на листогибочный станок
Опорное устройство на котором установлен листогибочный станок изготовлено из задних тормозных колодок легкового автомобиля. Колодки внутренней частью привариваются к опорам, а внешней крепится к общей конструкции за счет болтов.
5. Изготовление крепежных стремянок
Стремянки нужны для того, чтобы прикрепить листогибочный станок к основным опорам. Устройство по принципу действия похоже на рессорную стремянку, однако в данном случае система стягивает швеллер станка. Изготавливается из металлической пластины и болтов с гайками и шайбами.
6. Установка зажимных винтов
Самодельный листогибочный станок работает в совокупности с зажимными болтами, которые вмонтированы в отверстия швеллера и имеют рукоятку для удобного вращения. Узел изготовлен из уголка, арматуры, цилиндрической гайки и резьбы. Все части сварены между собой электросваркой.
7. Крепление ручек для сгибания
Каждый листогибочный станок имеет специальные боковые ручки в виде прутов, которые предназначены для управления сгибанием металла. Прут приваривается к уголку на угловую пластину.
Прут приваривается к уголку на угловую пластину.
Готовый листогибочный станок тестируется в работе, при необходимости требуется провести корректировку прижимных узлов и в дальнейшем покрасить изделие во избежание появления ржавчины. Резьба зажимных болтов смазывается отработкой.
Видео: как сделать самодельный листогибочный станок.
Фото в статье взяты из видео Машанова Василия.
Republished by Blog Post Promoter
22 Схемы самодельных трубогибов, которые легко сделать своими руками
Хотя для тонкостенных труб подходит тот же процесс нагрева и гибки, изгиб не всегда получается гладким. А тратить сотни долларов на трубогиб тоже не хочется?
Вы всегда можете сделать трубогиб своими руками! Хотя мы не можем сказать, что это простая задача, которую можно выполнить за несколько минут, она, безусловно, выполнима, если у вас есть нужные материалы, самоотверженность и необходимые навыки.
Читайте дальше, чтобы узнать 22 урока по изготовлению трубогиба!
1. Подробное демонстрационное руководство по изготовлению трубогиба
В этом видео доктор Д.С., , использует штампы 160 мм и 100 мм для изготовления самодельного трубогиба. Хотя вам не будет предоставлен какой-либо план, видео довольно подробное, и все измерения отображаются на экране.
С другой стороны, один из зрителей заметил, что самодельный гибочный станок не дает плавных изгибов, учитывая, что он не оснащен регулируемым толкателем. Итак, если вы планируете воспроизвести этот урок, вам, возможно, придется внести некоторые коррективы в процессе.
2. Трубогиб своими руками – объяснение в 59 изображениях
Если вы не знакомы с различными типами трубогибов, их конструкциями и рабочим механизмом, обязательно прочитайте этот пост!
План и конструкция трубогиба своими руками представлены в этом блоге. Хотя вы не можете найти подробные инструкции по этому мастер-классу, множество демонстрационных изображений помогут вам следовать руководству.
Хотя вы не можете найти подробные инструкции по этому мастер-классу, множество демонстрационных изображений помогут вам следовать руководству.
С другой стороны, процесс сборки выглядит сложным. Итак, если вы новичок в металлообработке, этот урок может показаться вам ошеломляющим.
См. руководства
3. Самодельный трубогиб из стали и подшипников
Вот как можно сделать трубогиб диаметром ¾ дюйма! Этот самодельный гибочный станок изгибает металлическую трубу под углом до 90 градусов, и его относительно легко построить.
Видео очень подробное, и в самом видео даны краткие инструкции по каждому шагу. Финальный изгиб выглядит гладким, и изгиб кажется идеальным. Единственным недостатком является то, что вы не можете согнуть несколько диаметров труб, используя этот самодельный станок.
Посмотреть руководства
4. Как сделать самодельный спиральный трубогиб?
 youtube.com/embed/Bl25wO8isAM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Bl25wO8isAM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Если это ваша первая попытка собрать самодельный трубогиб, вы можете начать с простого руководства. Этот трубогиб своими руками от Pavan Fabrication можно воспроизвести за несколько этапов металлообработки.
Несмотря на то, что изгиб был изогнутым, вы все же можете сделать достаточно хороший изгиб, заполнив трубу изнутри. Если вам нужен гибочный станок, чтобы согнуть несколько труб здесь и там в бытовых целях, этот гибочный станок своими руками отлично справится со своей задачей.
5. Подробное руководство по сборке трубогиба – проектирование и изготовление
Разработка механического проекта трубогибочного станка Sachin Thorat на LearnMech идеально подходит для вас, если вы смотрите вперед для обучения основам работы на трубогибочных станках.
В проекте проработаны различные типы трубогибочных станков, а затем детали конструкции гидравлического трубогиба. Хотя в этом посте не приводятся пошаговые инструкции, этот блог по-прежнему является отличным ресурсом по самодельным трубогибам.
Ознакомьтесь с руководствами
6. Сделайте большой трубогиб с нуля!
У вас есть дрель, углошлифовальная машина, сварочный аппарат и, конечно же, навыки работы с металлом и целеустремленность? Если да, то ты, мой друг, можешь построить мощный трубогиб с нуля, как это сделал Ютубер из ДОМАШНЕЕ БЕЗУМИЕ !
Зрители в восторге от того, насколько талантлив и опытен Ютубер. И мы разделяем их мнение! Ютубер создал такой функциональный и надежный дизайн с невероятно простыми инструментами. Он даже сделал штамп сам, не используя токарный станок. Насколько это здорово?
Он даже сделал штамп сам, не используя токарный станок. Насколько это здорово?
7. Самодельный трубогиб — два разных диаметра
Вот руководство для начинающих по самодельному трубогибу от Mistry MakeTool. Все материалы и расходные материалы вместе с их размерами перечислены в блоге, а затем приведены пошаговые инструкции по проекту «Сделай сам».
Для вашего удобства к письменным инструкциям прилагаются демонстрационные изображения. Наконец, если какой-либо из шагов вас смущает, вы можете найти видеоурок по трубогибу своими руками в конце блога.
Ознакомьтесь с руководствами
8. Самодельный станок для гибки круглых труб от Mistry MakeTool повернуться на шарнир с регулируемым расстоянием, чтобы пользователи могли легко сгибать трубы различного диаметра.
Но если вы не хотите сгибать трубы разного диаметра, этот мастер-класс по изготовлению своими руками просто фантастический. Ютубер предложил посетить его блог для всех измерений и письменных инструкций. Мы надеемся, что вы найдете это полезным.
Ютубер предложил посетить его блог для всех измерений и письменных инструкций. Мы надеемся, что вы найдете это полезным.
9. Гидравлический станок для гибки труб диаметром 1 дюйм своими руками
Ютубер из Creative Etc. в этом руководстве собирает станок для гибки труб диаметром 1 дюйм. Однако в поле описания он упоминает, что вы можете легко настроить эту конструкцию для гибки разного диаметра с помощью разных штампов.
Гидравлический гибочный станок обеспечивает изгиб под углом около 45 градусов. Учебник подробный и простой в использовании. Тем не менее, списки расходных материалов и размеров не предоставляются зрителям. В учебнике используется простой и доступный метод изготовления штампа. Вы будете удивлены!
Вы будете удивлены!
10. Трубогиб своими руками – план, инструкции и демонстрация
Компания Lecgo из Instructables изготовила простой и портативный трубогиб из фанеры и колес, взятых на свалку. По словам блогера, длина трубогиба не превышает 40 см ни с одной из сторон.
Кроме того, Lecgo также упоминает, что он использует этот трубогиб для гибки алюминиевых труб диаметром 20 мм. В комментарии он уточнил, что эта конструкция также может работать с трубами диаметром 22 или 16 мм. Тем не менее, дизайн должен быть соответствующим образом скорректирован.
Посмотреть учебные пособия
11. Как сделать роликовый гибочный станок?
Этот ручной вальцовый станок имеет 3 ролика, обеспечивающих безупречный изгиб. Пока сборка демонстрируется подробно, к сожалению, ютубер не предоставляет список комплектующих и размеры.
Пока сборка демонстрируется подробно, к сожалению, ютубер не предоставляет список комплектующих и размеры.
Металлический гибочный станок идеально подходит по размеру и относительно прост в сборке. В то время как DIY довольно хорош, зрители поделились несколькими конструктивными критическими замечаниями в комментариях. Убедитесь, что вы принимаете эти комментарии во внимание при выполнении этого руководства.
12. Учебное пособие по самодельному трубогибу круглого/квадратного сечения
Будь то круглая или квадратная труба, этот самодельный трубогиб отлично справится со своей задачей. В этом посте на HomeSteady Мишель Хикман делится со своими читателями пошаговыми инструкциями по изготовлению трубогиба.
Предметы, которые вам понадобятся, вместе с их размерами также опубликованы в блоге. HomeSteady содержит множество замечательных руководств по рукоделию для нас, фанатов рукоделия. Проверьте их!
Ознакомьтесь с руководствами
13.
 Простой трубогиб с углом наклона 45 градусов своими руками
Простой трубогиб с углом наклона 45 градусов своими руками
Если вы не хотите прилагать слишком много усилий и усердия для сборки трубогиба своими руками, этот урок для вас! Следите за ютубером из . VIP создает , пока он строит фантастический прочный металлический конструктор за несколько простых шагов.
Даже если вы новичок в металлообработке, вы сможете повторить этот мастер-класс, если у вас есть подходящие инструменты. К сожалению, список расходных материалов и материалов в описании не указан.
14. Быстрый и простой трубогиб своими руками с использованием велосипедного обода
 com/embed/-QvfT6aV2sI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
com/embed/-QvfT6aV2sI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Переработайте старый обод, чтобы сделать простой трубогиб своими руками, следуя этому простому руководству от Fab2Ku. Этот учебник не требует сложного процесса и состоит из нескольких простых шагов. Всего несколько компонентов, и ваш трубогиб своими руками готов. Отличный учебник для начинающих!
С другой стороны, кажется, что такая конструкция приводит к нескольким перегибам на изогнутой трубе. Однако предварительно заполните свои полые трубы песком, чтобы избавиться от такой проблемы.
15. Узнайте, как согнуть трубу без трубогиба!
Итак, вы хотите согнуть несколько труб, но не хотите вкладывать все усилия и деньги в сборку трубогиба своими руками? Что ж, у нас есть кое-что и для вас!
Инструктируемый пользователь , аясбек , использовал плантатор из винной бочки и закругленный блок, чтобы согнуть стальную трубу длиной 4 фута и диаметром ¾ дюйма.
Предварительно нужно заполнить трубу песком, чтобы избежать перегибов. Но помните, что вы должны использовать полностью сухой песок, если хотите нагреть трубу для более плотного изгиба. Один читатель заметил, что нагревание влажного песка внутри трубы может привести к взрыву.
Ознакомьтесь с руководствами
16. Соберите мощный трубогиб со сменными роликами
Этот мощный трубогиб конструкции KEVNEN WELDER изгибает трубу до 90 градусов без каких-либо перегибов. Сменные ролики в конструкции позволяют легко получать изгибы разного диаметра.
К сожалению, сборка не проработана пошагово. Используемые продукты и их размеры также не указаны. Следовательно, если вы с нетерпением ждете подробного руководства, это может быть не то, что вам нужно.
Следовательно, если вы с нетерпением ждете подробного руководства, это может быть не то, что вам нужно.
17. Как сделать гидравлический трубогиб из старого домкрата?
У вас в гараже завалялся старый домкрат? Если да, то у нас есть для вас идеальный учебник по трубогибу своими руками!
Ютубер из Family DIY информирует своих зрителей о каждом следующем шаге проекта. Зрители аплодировали усилиям и мастерству в разделе комментариев.
В конце урока ютубер демонстрирует, как этот самодельный гидравлический трубогиб работает с дюймовой трубой, полудюймовой трубой и трубой ¾. Результаты были невероятными, так как загнутые края были ровными, а изгиб — чистым.
18.
 Гибка трубы без трубогиба – ответы на все вопросы на WikiHow
Гибка трубы без трубогиба – ответы на все вопросы на WikiHow
Если вы все еще находитесь на этапе изучения гибки труб и вас беспокоят несколько связанных с этим вопросов, этот пост от WikiHow идеальный ресурс для вас!
Можно ли согнуть трубу без трубогиба? Как согнуть трубу ПВХ? Как согнуть стальную трубу? Доверься нам; вы получите ответы на все свои вопросы в этом единственном посте!
Проверить учебники
19. Простой и легкий ручной трубогиб
Если вам не нравятся сложные конструкции, сделанные своими руками, и вы просто хотите сделать простой самодельный трубогиб на выходных, вам может понравиться этот урок от . Гаражная секция.
Youtuber использует два небольших шкива 26 X 67 мм одинакового размера для сборки трубы диаметром до 18 мм. Вы можете увидеть демонстрацию машины почти в конце видео.
Ознакомьтесь с руководствами
20.
 7 советов по эффективному использованию трубогиба
7 советов по эффективному использованию трубогиба
Теперь, если у вас уже есть трубогиб или вы недавно сделали его своими руками, вы захотите узнать все хитрости , советы и наука за безупречным изгибом, не так ли?
В этом сообщении от WOODWARD FAB, вы найдете 7 замечательных советов о том, как повысить эффективность вашего трубогиба. От того, как обслуживать трубогиб, до того, как избежать смятия труб, здесь есть ответы на все ваши вопросы!
Посмотреть учебные пособия
21. Уникальный самодельный учебник по трубогибу с использованием мотоциклетной звездочки
Творчество поистине безгранично! Присоединяйтесь к ютуберу из delson mix tutorials , пока он мастерит трубогиб с помощью мотоциклетной звездочки. Если у вас есть такой, этот урок может вас вдохновить.
Если у вас есть такой, этот урок может вас вдохновить.
На этом канале Youtube вы найдете множество товаров для дома и металлообработки. Посетите их канал, если вам нравится эта ниша учебных пособий!
22. Гениальный трюк для безукоризненной гибки круглых труб!
Знаете ли вы, что гантели можно использовать в качестве штампов для самодельного трубогиба? Ну, теперь ты знаешь!
В этом видеоуроке ютубер из Sek Austria демонстрирует, как сделать гидравлический трубогиб с помощью гантелей.
Однако, по словам создателя, сделать эти штампы своими руками не так просто, как кажется. Итак, следуйте этому руководству только в том случае, если вы абсолютно счастливы потратить время и самоотверженность. В противном случае усилия действительно не стоят того.
В противном случае усилия действительно не стоят того.
Резюме
Сообщите нам, каким из этих 22 руководств вы будете следовать, чтобы спроектировать и собрать трубогиб своими руками.
Если вы специалист по металлообработке, было бы полезно, если бы вы могли высказать свое мнение о том, какие из этих руководств на самом деле выполнимы, удобны для новичков и дают хороший изгиб. Вы бы очень помогли своим коллегам-энтузиастам DIY!
Кроме того, если вы хотите поделиться своим опытом и тем, как работал гибочный станок, не стесняйтесь это делать. Мы все в ушах!
|
 jpg»> LT-Series Low-T Benders
jpg»> LT-Series Low-T Benders jpg»> Gothic Compound Connector Sets
jpg»> Gothic Compound Connector Sets jpg»> Полиэтиленовый замок с проволокой для покачивания
jpg»> Полиэтиленовый замок с проволокой для покачивания
 )
) — ПЛЮС — поскольку все материалы уже доступны в ваших местных хозяйственных магазинах, вам не придется платить за эти тяжелые комплекты теплиц, которые в наши дни могут стоить сотни долларов.
— ПЛЮС — поскольку все материалы уже доступны в ваших местных хозяйственных магазинах, вам не придется платить за эти тяжелые комплекты теплиц, которые в наши дни могут стоить сотни долларов. 