Содержание
Устройство настольного горизонтально-фрезерного станка
Устройство настольного горизонтально-фрезерного станка
23. Устройство настольного горизонтально-фрезерного станка
Фрезерование — это операция механической обработки резанием, при которой многорезцовый инструмент — фреза (рис. 71) совершает вращательное (главное) движение, а обрабатываемая заготовка — поступательное движение (движение подачи).
Фрезерование применяют для получения плоских или фасонных гладких поверхностей, пазов, канавок, изготовления зубчатых колес и др. Заготовку устанавливают в тисках или на столе станка (рис. 72).
Рис. 72. Фрезерование плоскостей: а — цилиндрической фрезой в тисках; б — Торцевой фрезой на столе станка
|
Рис.
-фрезерный станок
НГФ-11ОШ:
1 — Основание;
2 — маховик продольной подачи;
3 — корпус станка;
4, 5 — рукоятки переключения
частот вращения Шпинделя;
6 — коробка скоростей;
7 — хобот;
8 — светильник
9 — серьга;
10 — оправка с фрезой;
11 тиски;
12 — стол;
13 — Маховик
поперечной подачи;
14 — Консоль;
15 — маховик
вертикальной подачи
|
 73.
Горизонтально
73.
ГоризонтальноВ школьных мастерских применяют настольный
горизонтально-фрезерный станок модели НГФ-110Ш (рис. 73). На нем можно
фрезеровать горизонтальные и вертикальные плоскости, пазы и т.д.
цилиндрическими, торцевыми, дисковыми, коническими, угловыми и фасонными
фрезами. Наибольший диаметр фрезы не должен превышать 110 мм.
73). На нем можно
фрезеровать горизонтальные и вертикальные плоскости, пазы и т.д.
цилиндрическими, торцевыми, дисковыми, коническими, угловыми и фасонными
фрезами. Наибольший диаметр фрезы не должен превышать 110 мм.
Станок состоит из основания 1 (рис. 73), корпуса 3, коробки скоростей б. Коробка скоростей обеспечивает получение 6 частот вращения шпинделя — от 125 до 1250 об/мин с помощью рукояток 4 и 5. Фреза закрепляется на оправке 10 зажимными втулками.
Рис. 74. Кинематическая схема настольного горизонтально-фрезерного станка модели НГФ-11ОШ
В верхней части корпуса 3 имеются направляющие типа
«ласточкин хвост», в которых установлен хобот 7. Хобот 7 можно перемещать
вручную по направляющим. К переднему концу хобота крепится серьга 9, которая
служит опорой для оправки 10 с фрезой. Другой конец оправки закрепляется в
шпинделе станка.
Заготовку устанавливают непосредственно на столе станка 12 или в тисках 11. Стол может перемещаться в продольном направлении рукояткой 2, в поперечном направлении маховиком 13, в вертикальном направлении вместе с консолью 14 по направляющим станины маховиком 15.
На рис. 74 показана кинематическая схема станка. От электродвигателя через клиноременную передачу главное движение передается через систему шестерен 15, 25, 34, 41, 43, 48, 50, 57, 59 (рис. 74) на шпиндель.
Правила безопасности
1. Не включать станок без разрешения учителя.
2. Работать на станке только в спецодежде и в защитных очках.
3. Нельзя трогать руками вращающийся шпиндель.
4. Рукоятки управления, маховики подач вращайте плавно, без рывков.
5. Стол станка не следует перемещать до
упора.
6. Не отходить от включенного станка.
7. Надежно и прочно закреплять заготовку.
Практическая работа №1
Ознакомление с режущим инструментом для фрезерования и с устройством станка НГФ-110Ш
1. Рассмотрите несколько различных фрез.
2. Определите их виды и назначение.
3. Осмотрите настольный горизонтально-фрезерный станок НГФ-110Ш и назовите его основные части.
4. Рассмотрите кинематическую схему станка НГФ-110Ш и разберитесь, каким образом передается главное движение шпинделю.
5. Изобразите в тетради кинематическую схему одной из частей станка (по указанию учителя).
Практическая работа №2
Наладка и настройка станка НГФ-110Ш
1. Пользуясь схемой, расположенной на коробке скоростей
станка, установите рукоятки 4 и 5 (рис. 73) переключения частоты вращения на
разные положения. Установите минимальную частоту вращения шпинделя, включите и
выключите станок. Проверьте работу станка при максимальной частоте вращения
шпинделя.
Пользуясь схемой, расположенной на коробке скоростей
станка, установите рукоятки 4 и 5 (рис. 73) переключения частоты вращения на
разные положения. Установите минимальную частоту вращения шпинделя, включите и
выключите станок. Проверьте работу станка при максимальной частоте вращения
шпинделя.
2. Переместите консоль вверх и вниз и стол по направляющим в продольном и поперечном направлениях.
3. Отсоедините серьгу 9 от хобота 7 и положите на стол станка. Закрепите на оправке 10 цилиндрическую фрезу, поставьте зажимные втулки, установите и закрепите серьгу.
4. Закрепите тиски 11 в середине стола 12 станка и
установите в них размеченную заготовку зажима воротка (рис. 57, а) или другой
детали. Разметочная риска должна находиться на расстоянии 2…3 мм от
поверхности губок тисков. Переместите консоль 14 станка вверх до легкого
касания фрезы. Отведите заготовку от фрезы маховиком продольной подачи 2.
Отведите заготовку от фрезы маховиком продольной подачи 2.
5. Установите нужное число оборотов и включите вращение шпинделя. Выполните пробное фрезерование с минимальной подачей и глубиной резания, вращая маховик продольной подачи. Выключите станок.
6. Замерьте толщину t слоя металла, которую требуется снять фрезерованием. Подсчитайте необходимое число делений а лимба вертикальной подачи по формуле: a=t/0,25 и поднимите маховиком 15 консоль со столом на нужную высоту.
7. Включите станок и выполните фрезерование.
8. Выключите станок и измерьте полученный размер штангенциркулем.
Новые термины: Фрезерование фреза (концевая, дисковая, торцевая, цилиндрическая, фасонная).
Вопросы и задания
1. Что такое фрезерование?
Что такое фрезерование?
2. Какие инструменты применяются при фрезеровании?
3. Какие виды работ Можно выполнять на фрезерном станке НГФ-11ОШ?
4. Из каких основных частей состоит станок НГФ-110Ш?
5. Каким образом производится крепление заготовки и инструмента на фрезерном станке?
б. Какие меры безопасности следует соблюдать при работе на станке?
7. Как установить необходимую частоту вращения шпинделя?
Сайт управляется системой uCoz
Станок горизонтально-фрезерный настольный OHФ1 | Станочный Мир
- Главная /
- Справочник
- Станки советские, российские, импортные — справочная информация
- Станки советские, российские, импортные — справочная информация
- Станок горизонтально-фрезерный настольный OHФ1
Технические характеристики станка OHФ1
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | |
| Длина рабочей поверхности стола, мм | 0 |
| Ширина стола, мм | |
| Наибольшее перемещение по осям X,Y,Z, мм | 250_85_175 |
| ЧПУ | |
Пределы частот вращения шпинделя Min/Max, об/мин.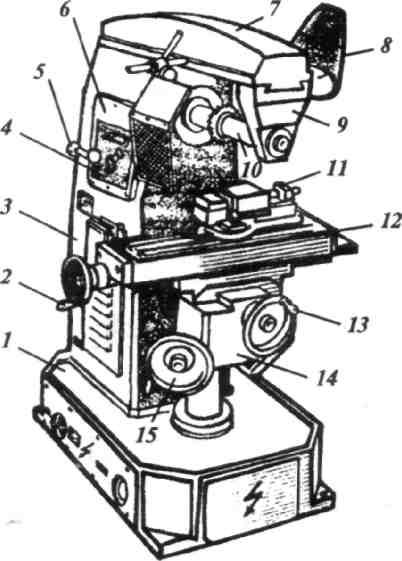 | 125 — 1250 |
| Мощность, кВт | 0.6 |
| Габариты, мм | 685_640_925 |
| Масса, кг | 240 |
| Начало серийного выпуска, год | |
| Завод-производитель | Одесский завод радиально-сверлильных станков ОЗРСС, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок горизонтально-фрезерный настольный OHФ1 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели OHФ1 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок горизонтально-фрезерный настольный OHФ1 составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок горизонтально-фрезерный настольный OHФ1 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок горизонтально-фрезерный настольный OHФ1 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Популярные модели
Горизонтально-расточные станки серии
HB
Стол: до 47,2″ x 55,1″
Макс. Вес заготовки: 11 000 фунтов.
Двигатель до 20 л.с.
| Технические характеристики | HBM110 | HBM110 H | HB120 | HB140 | HB180 |
| Шпиндель | |||||
|---|---|---|---|---|---|
| Диаметр шпинделя | 4,3 дюйма (110 мм) | 5″ (125 мм) | |||
| Конус шпинделя | #50 | ||||
| Количество скоростей шпинделя | Бесступенчатая регулировка | 12 | |||
| Диапазон скоростей шпинделя | 20-1500 об/мин | 45-1500 об/мин | |||
| Поездки | |||||
| Вертикальное перемещение — ось Y | 39,4″ | 55,1″ | 47″ | 47″ | 55″ |
| Поперечный ход стола – ось X | 63″ | 70,8″ | 47″ | 55″ | 70″ |
| Ход седла – ось W | 49,2″ | 55,1″ | 31,5″ | 43″ | 47″ |
| Ход шпинделя – ось Z | 21,6″ | 16″ | н/д | ||
| Количество каналов | Бесступенчатая регулировка | 12 | |||
| Диапазон подачи (X, Y и W) | . 118 – 37,4 ИПМ 118 – 37,4 ИПМ | (FINE) 0,001–0034 IPR (REG) 1,1–34,4 IPM | |||
| Диапазон подачи (ось Z) | .118-15,75 ИПМ | н/д | |||
| Ускоренный ход (X, Y и W) | 110 ИПМ | 113 ИПМ | |||
| Ускоренный ход (ось Z) | 110 ИПМ | н/д | |||
| Стол | |||||
| Размер стола | 31,5″ x 39,4″ | 47,2″ x 55,1″ | 31,5″ x 43,25″ | 31,5″ x 59″ | |
| Максимальный вес заготовки | 5500 фунтов | 11 000 фунтов | 2640 фунтов | 3100 фунтов | 4400 фунтов |
| Высота стола от пола | 49″ | ||||
| Ширина Т-образного паза стола | . 875″ 875″ | ||||
| Вращение | Руководство | Н/Д* | |||
| Приращение | 1° | Н/Д* | |||
| Двигатель главного привода: | 20 л.с. | 10 л.с. | |||
| Двигатель подачи осей (X, Y и W) | 3,9 л.с. | ||||
| Двигатель подачи шпинделя (Z) | 4 л.с. | н/д | |||
| Электрика | 220/440/3/60 | ||||
| Размеры (ДхШхВ) | 175″x154″x126″ | 208″x161″x143″ | 124″x134″x111″ | 132″x146″x111″ | 157″x169″x120″ |
| Вес: (приблизительно) | 27 500 фунтов | 32 500 фунтов. | 17 160 фунтов | 18 840 фунтов | 23 100 фунтов |
| *Вспомогательный поворотный стол | Н/Д | Н/Д | 23,625″ x 23,625″ | 31,5″ x 31,5″ | |
| Технические характеристики | HBM110 |
| Шпиндель | |
|---|---|
| Диаметр шпинделя | 4,3 дюйма (110 мм) |
| Конус шпинделя | #50 |
| Количество скоростей шпинделя | Бесступенчатая регулировка |
| Диапазон скоростей шпинделя | 20-1500 об/мин |
| Поездки | |
| Вертикальное перемещение — ось Y | 39,4″ |
| Поперечный ход стола – ось X | 63″ |
| Ход седла – ось W | 49,2″ |
| Ход шпинделя – ось Z | 16″ |
| Количество каналов | Бесступенчатая регулировка |
| Диапазон подачи (X, Y и W) | . 118 – 37,4 дюйм/мин 118 – 37,4 дюйм/мин |
| Диапазон подачи (ось Z) | .118-15,75 ИПМ |
| Ускоренный ход (X, Y и W) | 110 ИПМ |
| Ускоренный ход (ось Z) | 110 ИПМ |
| Стол | |
| Размер стола | 31,5″ x 39,4″ |
| Максимальный вес заготовки | 5500 фунтов |
| Высота стола от пола | 49″ |
| Ширина Т-образного паза стола | .875″ |
| Вращение | Руководство |
| Приращение | 1° |
| Двигатель главного привода | 20 л.с. |
| Двигатель подачи осей (X, Y и W) | 3,9 л.с. |
| Двигатель подачи шпинделя (Z) | 4 л. с. с. |
| Электрика | 220/440/3/60 |
| Размеры (ДхШхВ) | 175″x154″x126″ |
| Вес: (приблизительно) | 27 500 фунтов |
| *Вспомогательный поворотный стол | Н/Д |
| Технические характеристики | HBM110 H |
| Шпиндель | |
|---|---|
| Диаметр шпинделя | 4,3 дюйма (110 мм) |
| Конус шпинделя | #50 |
| Количество скоростей шпинделя | Бесступенчатая регулировка |
| Диапазон скоростей шпинделя | 20-1500 об/мин |
| Поездки | |
| Вертикальное перемещение — ось Y | 55,1″ |
| Поперечный ход стола – ось X | 70,8″ |
| Ход седла – ось W | 55,1″ |
| Ход шпинделя – ось Z | 21,6″ |
| Количество каналов | Бесступенчатая регулировка |
| Диапазон подачи (X, Y и W) | . 118 – 37,4 дюйм/мин 118 – 37,4 дюйм/мин |
| Диапазон подачи (ось Z) | .118-15,75 ИПМ |
| Ускоренный ход (X, Y и W) | 110 ИПМ |
| Ускоренный ход (ось Z) | 110 ИПМ |
| Стол | |
| Размер стола | 47,2″ x 55,1″ |
| Максимальный вес заготовки | 11 000 фунтов |
| Высота стола от пола | 49″ |
| Ширина Т-образного паза стола | .875″ |
| Вращение | Руководство |
| Приращение | 1° |
| Двигатель главного привода: | 20 л.с. |
| Двигатель подачи осей (X, Y и W) | 3,9 л.с. |
| Двигатель подачи шпинделя (Z) | 4 л. с. с. |
| Электрика: | 220/440/3/60 |
| Размеры (ДхШхВ) | 208″x161″x143″ |
| Вес: (приблизительно) | 32 500 фунтов. |
| *Вспомогательный поворотный стол | Н/Д |
| Технические характеристики | HB120 | ||||
| Шпиндель | |||||
|---|---|---|---|---|---|
| Диаметр шпинделя | 5″ (125 мм) | ||||
| Конус шпинделя | #50 | ||||
| Количество скоростей шпинделя | 12 | ||||
| Диапазон скоростей шпинделя | 45-1500 об/мин | ||||
| Поездки | |||||
| Вертикальное перемещение — ось Y | 47″ | ||||
| Поперечный ход стола – ось X | 47″ | ||||
| Ход седла – ось W | 31,5″ | ||||
| Ход шпинделя – ось Z | Н/Д | ||||
| Количество каналов | 12 | ||||
| Диапазон подачи (X, Y и W) | (FINE) 0,001–. 0034 IPR (REG) 1,1–34,4 IPM 0034 IPR (REG) 1,1–34,4 IPM | ||||
| Диапазон подачи (ось Z) | н/д | ||||
| Ускоренный ход (X, Y и W) | 113 ИПМ | ||||
| Ускоренный ход (ось Z) | н/д | ||||
| Таблица | |||||
| Размер стола | 31,5″ x 43,25″ | ||||
| Максимальный вес заготовки | 2640 фунтов | ||||
| Высота стола от пола | 49″ | ||||
| Ширина Т-образного паза стола | .875″ | ||||
| Вращение | Н/Д* | ||||
| Приращение | Н/Д* | ||||
| Двигатель главного привода | 10 л.с. | ||||
| Двигатель подачи оси (X, Y и W) | 3,9 л.с. | ||||
| Двигатель подачи шпинделя (Z) | Н/Д | ||||
| Электрика | 220/440/3/60 | ||||
| Размеры (ДхШхВ) | 124″x134″x111″ | ||||
| Вес: (приблизительно) | 17 160 фунтов | ||||
| *Вспомогательный поворотный стол | 23,625″ x 23,625″ | ||||
| Технические характеристики | HB140 |
| Шпиндель | |
|---|---|
| Диаметр шпинделя | 5″ (125 мм) |
| Конус шпинделя | #50 |
| Количество скоростей шпинделя | 12 |
| Диапазон скоростей шпинделя | 45-1500 об/мин |
| Поездки | |
| Вертикальное перемещение – ось Y | 47″ |
| Поперечный ход стола – ось X | 55″ |
| Ход седла – ось W | 43″ |
| Ход шпинделя – ось Z | Н/Д |
| Количество каналов | 12 |
| Диапазон подачи (X, Y и W) | (FINE) 0,001–. 0034 IPR (REG) 1,1–34,4 IPM 0034 IPR (REG) 1,1–34,4 IPM |
| Диапазон подачи (ось Z) | н/д |
| Ускоренный ход (X, Y и W) | 113 ИПМ |
| Ускоренный ход (ось Z) | н/д |
| Стол | |
| Размер стола | 31,5″ x 43,25″ |
| Максимальный вес заготовки | 3100 фунтов |
| Высота стола от пола | 49″ |
| Ширина Т-образного паза стола | .875″ |
| Вращение | Н/Д* |
| Приращение | Н/Д* |
| Двигатель главного привода | 10 л.с. |
| Двигатель подачи осей (X, Y и W) | 3,9 л.с. |
| Двигатель подачи шпинделя (Z) | Н/Д |
| Электрика | 220/440/3/60 |
| Размеры (ДхШхВ) | 132″x146″x111″ |
| Вес: (приблизительно) | 18 840 фунтов |
| *Вспомогательный поворотный стол | 23,625″ x 23,625″ |
| Технические характеристики | HB180 |
| Шпиндель | |
|---|---|
| Диаметр шпинделя | 5″ (125 мм) |
| Конус шпинделя | #50 |
| Количество скоростей шпинделя | 12 |
| Диапазон скоростей шпинделя | 45-1500 об/мин |
| Поездки | |
| Вертикальное перемещение — ось Y | 55″ |
| Поперечный ход стола – ось X | 70″ |
| Ход седла – ось W | 47″ |
| Ход шпинделя – ось Z | Н/Д |
| Количество каналов | 12 |
| Диапазон подачи (X, Y и W) | (FINE) 0,001–0034 IPR (REG) 1,1–34,4 IPM |
| Диапазон подачи (ось Z) | н/д |
| Ускоренный ход (X, Y и W) | 113 ИПМ |
| Ускоренный ход (ось Z) | н/д |
| Стол | |
| Размер стола | 31,5″ x 59″ |
| Максимальный вес заготовки | 4400 фунтов |
| Высота стола от пола | 49″ |
| Ширина Т-образного паза стола | . 875″ 875″ |
| Вращение | Н/Д* |
| Приращение | Н/Д* |
| Двигатель главного привода | 10 л.с. |
| Двигатель подачи осей (X, Y и W) | 3,9 л.с. |
| Двигатель подачи шпинделя (Z) | Н/Д |
| Электрика | 220/440/3/60 |
| Размеры (ДхШхВ) | 157″x169″x120″ |
| Вес: (приблизительно) | 23 100 фунтов |
| *Вспомогательный поворотный стол | 31,5″ x 31,5″ |
Обзоры товаров
Отправить свой обзор | |
Отправить Отмена | |

Создайте свой собственный обзор
Смонский инструмент
Средний рейтинг:
0 Обзоры
. Напольные и настольные расточные станки | Решения для станков KRC
Перейти к навигации
Перейти к содержимому
Что такое горизонтально-расточной станок?
Горизонтально-сверлильный станок — это станок, который просверливает отверстия в горизонтальном направлении, и существует три типа, включая напольный, настольный и строгальный станок. Расточные станки позволяют легко обрабатывать очень большие детали и позволяют конечным пользователям достигать небольших полостей.
Горизонтально-расточной станок по сравнению с вертикально-расточным станком
Разница между горизонтально-расточным станком и вертикально-расточным станком заключается в том, что заготовка горизонтально-расточного станка неподвижна, а инструмент вращается. Вертикально-сверлильный станок будет иметь стационарный инструмент, в то время как заготовка вращается. Горизонтально-расточной станок обеспечивает большую универсальность, поскольку станок не ограничивает размеры деталей.
Вертикально-сверлильный станок будет иметь стационарный инструмент, в то время как заготовка вращается. Горизонтально-расточной станок обеспечивает большую универсальность, поскольку станок не ограничивает размеры деталей.
Горизонтально-расточные станки напольного и настольного типа
KRC Machine Tool Solutions специализируется на продаже и ремонте горизонтально-расточных станков напольного и настольного типа. Хотя эти расточные станки в основном используются для сверления отверстий в крупных деталях, они также используются для точения и фрезерования заготовок. Эти расточные станки используются для тяжелых промышленных применений из-за их способности формировать большие компоненты. В то время как настольный расточной станок имеет стол, прикрепленный к станку, который перемещается по двум осям, напольный тип не имеет стола, а перемещается по плитам пола.
KRC является ведущим производителем станков, занимающихся ремонтом и модернизацией станков, а также поставщиком услуг, и теперь мы с гордостью предлагаем новые и бывшие в употреблении горизонтально-расточные станки с ЧПУ, в том числе расточные станки напольного типа и расточные станки настольного типа.