Вертикальный ленточнопильный станок FELDER FB 640. Станок вертикальный ленточнопильный
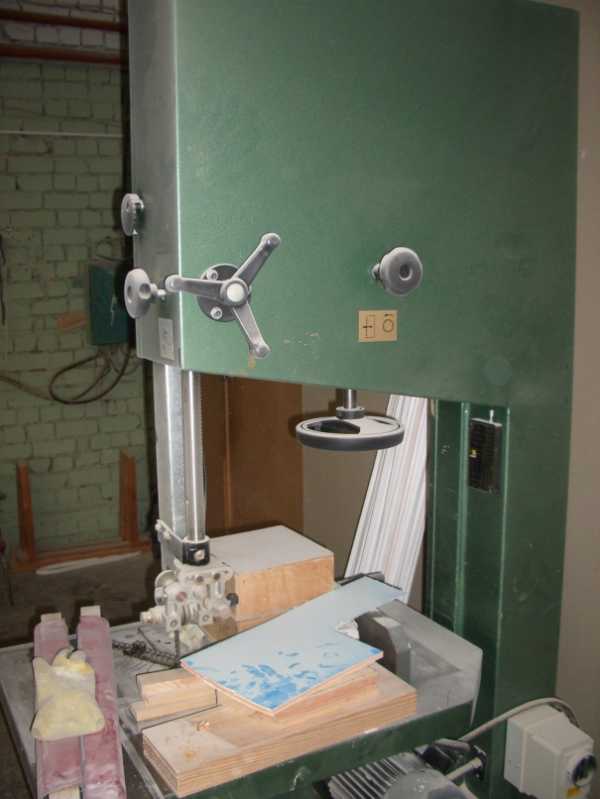
Вертикальный ленточнопильный станок «Авангард ЛС-50»
| Горизонтальное расположение стола | Наклонное расположение стола |
Универсальные вертикальные ленточнопильные станки серии “АВАНГАРД ЛС-50” предназначены для прямолинейной и фигурной распиловки древесных материалов в столярном производстве, а также, при соответствующем подборе ленточной пилы, на этих станках можно распиливать широкую гамму материалов: различные пластики, резину, рулонные материалы, ячеистые бетоны и другие материалы, включая цветные и черные металлы.
250000 RUB
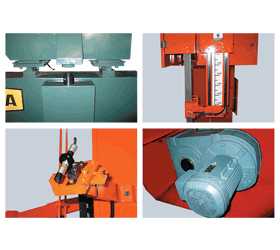
| Направляющие ленточной пилы | Узел поворота стола |
Видео вертикального ленточнопильного станка «Авангард ЛС-50»
Технические характеристики вертикального ленточнопильного станка «Авангард ЛС-50»
| Диаметр шкивов, мм | 560 | 660 |
| Расстояние от пилы до колонны, мм | 500 | 600 |
| Ширина пильного полотна, мм | 6-51 | 6-51 |
| Максимальная высота пропила, мм | по заказу 200 – 600 | |
| Скорость ленточной пилы, м/сек | плавно регулируется 10 – 28 | |
| Размеры рабочего стола, мм | по заказу | |
| Угол наклона стола, град | 0 – 45 | |
| Мощность двигателя, кВт | 2,2 – 3 | 2,2 – 4 |
| Габариты, Д × Ш × В, мм* | 1200 × 1200 × 1900 | 1200 × 1200 × 2300 |
| Масса, кг* | 360 | 480 |
* значения могут меняться в зависимости от высоты пропила и габаритов стола.
Вертикальный ленточнопильный станок
Изобретение относится к лесопильной промышленности. Станок содержит станину 1, две пильные рамки 2, транспортер 3, механизм перемещения пильных рамок относительно транспортера 3 и электроприводы 4. На каждой пильной рамке 2 смонтированы ведущий 5 и ведомый 6 шкивы, на которых установлена пильная лента 7. Механизм перемещения включает в себя верхний и нижний узлы перемещения пильных рамок 2 в горизонтальной плоскости, каждый из которых содержит цилиндрическую колонку 8, смонтированную на станине 1 с возможностью вращения и соединенную с рамками 2, полый винт 10 с резьбой левого и правого направлений, установленный неподвижно по центру колонки 8 соосно с ней и зафиксированный с помощью штифта 11, и две фланцевые втулки 12, одна из которых с внутренней левой, другая - с внутренней правой резьбой. На наружной поверхности полых винтов 10 по центру выполнен упорный гребень 13, который введен с возможностью скольжения в вилку 14, расположенную вертикально в плоскости оси движения транспортера 3 и неподвижно соединенную со станиной 1. Колонка 8 нижнего узла перемещения снабжена ручным приводом 15. Станок обеспечивает высокую точность установки пильных лент симметрично механизму подачи бревен. 1 з.п.ф-лы, 1 ил.
Изобретение относится к лесопильной промышленности и может быть использовано для продольной распиловки бревен.
Известна линия для распиловки лесоматериалов, содержащая загрузочно-центрирующее устройство, устройства для разворота и подачи бревен, сдвоенные многошкивные ленточнопильные станки и рольганг отбора пилопродуктов, установленный между станками [1]. Однако известная линия не обеспечивает высокого качества распиловки, т. к. приходится отдельно настраивать каждый станок, устанавливая его симметрично относительно оси рольганга. Известен многопильный ленточнопильный станок, содержащий несущую конструкцию, пильные рамки, включающую ведущие и ведомые шкивы, на которых установлены симметрично относительно механизма подачи бревен пильные ленты, валы ведущих шкивов, а также механизм перемещения пильных рамок и электроприводы [2] . Кинематическое соединение ведущих шкивов между собой при помощи валика со шлицами и двух пар конических шестерен обеспечивает одинаковые по величине их угловые скорости и соответственно одинаковые линейные скорости пильных лент в зоне резания. Однако известная конструкция также не позволяет обеспечить точную установку пильных лент симметрично относительно механизма подачи бревен, содержит сложную кинематическую схему. При создании изобретения решалась задача обеспечения высокой точности установки пильных полотен симметрично относительно механизма подачи бревен и, как следствие, достижения высокой точности распиловки древесины. Поставленная задача решена за счет того, что в известном станке, содержащем станину, пильные рамки, на каждой из которых смонтированы ведущий и ведомый шкивы с пильной лентой, механизм перемещения пильных рамок, механизм подачи бревен и электроприводы, согласно изобретению механизм перемещения пильных рамок содержит верхний и нижний узлы перемещения, каждый из которых содержит горизонтальную направляющую, выполненную в виде цилиндрической колонки, смонтированной на станине с возможностью вращения и соединенную с рамками посредством трубчатых направляющих, неподвижно закрепленных на пильных рамках, полый винт с резьбой левого и правого направления, установленный по центру цилиндрической колонки соосно с ней и зафиксированный с помощью штифта, и установленные соосно цилиндрической колонке по обе стороны полого винта две фланцевые втулки, одна из которых с внутренней левой резьбой, а другая - с внутренней правой резьбой, причем каждая фланцевая втулка своей фланцевой частью неподвижно закреплена на торце соответствующей трубчатой направляющей, а частью, снабженной резьбой, навинчена на полый винт, при этом по центру на наружной поверхности полого винта выполнен упорный гребень, который введен с возможностью скольжения в вилку, расположенную вертикально в плоскости оси движения механизма подачи бревен и неподвижно соединенную со станиной. Такое выполнение конструкции механизма перемещения пильных рамок позволяет очень точно установить их, а соответственно и пильные ленты, относительно оси механизма подачи бревен. С целью обеспечения синхронного вращения цилиндрических колонок верхнего и нижнего узла перемещений на них установлены звездочки, соединенные цепью, а цилиндрическая колонка нижнего узла снабжена ручным приводом. Изобретение иллюстрируется чертежами, где показан общий вид станка (вид спереди). Станок содержит станину 1, две пильные рамки 2, транспортер 3, механизм перемещения пильных рамок относительно транспортера 3 и электроприводы 4. На каждой пильной рамке 2 смонтированы ведущий 5 и ведомый 6 шкивы, на которых установлена пильная лента 7. Механизм перемещения включает в себя верхний и нижний узлы перемещения пильных рамок 2 в горизонтальной плоскости, каждый из которых содержит горизонтальную направляющую, выполненную в виде цилиндрической колонки 8, смонтированной на станине 1 с возможностью вращения и соединенную с рамками 2 посредством трубчатых направляющих 9, которые неподвижно закреплены на рамках 2, полый винт 10 с резьбой левого и правого направления, установленный неподвижно по центру колонки 8 соосно с ней и зафиксированный с помощью штифта 11, и две фланцевые втулки 12, одна из которых с внутренней левой, другая - с внутренней правой резьбой, установленные на колонке 8 соосно ей и расположенные с обеих сторон полого винта 10. Каждая фланцевая втулка 12 своей фланцевой частью прикреплена к торцу трубчатой направляющей 9, а частью, снабженной резьбой, навинчена на полый винт 10. На наружной поверхности полого винта 10 по центру выполнен упорный гребень 13, который введен с возможностью скольжения в вилку 14, расположенную вертикально в плоскости оси движения транспортера 3 и неподвижно соединенную со станиной 1. Колонка 8 нижнего узла перемещения снабжена ручным приводом 15. На колонках 8 обоих узлов перемещения закреплены ведущая 16 и ведомая 17 звездочки, соединенные цепью 18. Станок работает следующим образом. Перед началом работы станок настраивают на нужный типоразмер. Для этого с помощью ручного привода 15 начинают вращать цилиндрическую колонку 8 нижнего узла перемещения. Одновременно это вращение через ведущую звездочку 16, цепь 18 и ведомую звездочку 17 передается на колонку 8 верхнего узла перемещения. При этом фланцевые втулки 12 на обоих узлах перемещения за счет резьбового соединения с полым винтом 10 начинают синхронно сдвигаться или раздвигаться по колонкам 8, а вместе с ними начинают сдвигаться или раздвигаться соединенные с ними трубчатые направляющие 9 и соответственно пильные рамки 2. Осевому смещению колонок 8 препятствует зафиксированный в жестко закрепленной на станине 1 вилке 14 упорный гребень 13. Таким образом, пильные ленты 7 устанавливаются симметрично относительно оси транспортера 3 на заданном расстоянии. Затем включают электроприводы 4, бревно укладывают на транспортер 3 и подают в станок. Источники информации: 1. Авт.св. N 1020225, МКИ В 27 В 15/00. 2. Авт.св. N 512911, МКИ В 27 В 15/08 (прототип).www.findpatent.ru
Вертикальные ленточнопильные станки
Среди современного оборудования, предназначенного для вторичной переработки древесины, ленточнопильные станки по дереву занимают, пожалуй, особенное положение. Все деревообрабатывающие станки делят на три разновидности: бревнопильные, делительные и столярные. Кроме того, в зависимости от способа подачи сырья они бывают ручными или механическими.
Бревнопильные ленточнопильные станки служат для распиловки бревен вдоль, таким образом получают высококачественный обрезной пиломатериал. Сырье для таких станков подается на тележке.
Делительные ленточнопильные станки предназначены для распиловки деревянного бруса, трехкантного или четырехкантного, в горизонтальной плоскости. Такие станки могут быть вертикальными или горизонтальными, подача сырья осуществляется механизированным путем.
Столярные ленточнопильные станки незаменимы в столярном и мебельном производстве. Их применяют для криволинейной и прямолинейной распиловки древесины на заготовки, а также для выравнивания углов. Такие станки имеют вертикальную конструкцию, подача сырья осуществляется вручную.
Пильный механизм, которым оснащены станки, представляет собой пильную ленту. Специалисты выделяют низкопроизводительные станки, имеющие узкую ленту, и более дорогие станки, оснащенные широкой лентой, которая обеспечивает высокую производительность.
Узколенточный станок (ширина ленты - 20-60 мм) способен обработать в течение одной рабочей смены до 5 кубометров древесины, такое оборудование целесообразно использовать в подсобных хозяйствах и на небольших лесопилках. Такие станки нежелательно использовать для распиловки мерзлого или грязного леса - узкая пила быстро затупится.
Ленточнопильные станки, оснащенные широкой лентой (100-300 мм), способны распиливать бревна метровой толщины, а также древесину любой твердости, мерзлую и грязную. Такие станки отличаются высокой производительностью - с их помощью можно обработать до 15 кубометров древесины за смену.
stinvolga.ru
Вертикальный ленточнопильный станок ЛБ-100
Вертикальный ленточнопильный станок ЛБ-100
Предназначен для продольной распиловки бревен и получения качественного пиломатериала в условиях массового производства.
Технические характеристики ЛБ-100:
| Диаметр распиливаемых бревен, мм | 100-700 |
| Длина обрабатываемых бревен, мм | 1,0-6,5 |
| Наименьшая толщина доски, мм | 3 |
| Толщина пилы, мм | 1,0-1,2 |
| Ширина пилы, мм | 100-135 |
| Диаметр пильного шкива, мм | 1000 |
| Скорость подачи бесступенчатая, м/мин | 0-80 |
| Производительность (при распиловке бревна ФЗЗО и длинной 6000 на обрезные доски толщеной 25мм) мЗ/час | 1,5-2,5 |
| Общая мощность, кВт | 28,75-38,5 |
| Габариты, мм длина | 16200-16500 |
| ширина | 2300-2500 |
| высота | 3000 |
| Масса, кг | 3200-3600 |
Позиция 6291:
Состояние: в хорошем рабочем состоянии, в комплекте станок для правки лент и станок для заточки лент.Страна происхождения: Россия.Местонахождение: Ивановская обл.Цена: по запросу.


Обратите внимание:
Показать большеtech-trade.ru
Вертикальный ленточнопильный станок FELDER FB 640
Технические характеристики FELDER FB 640:
| Высота разреза в мм | 400 |
| Ширина разреза в мм | 620 |
| Rollen-Ø мм | 640 |
| Верхняя направляющая пильного полотна | Ø 300-550 мм |
| Верхняя направляющая пильного полотна | Ø 550- 850 мм |
| Нижняя направляющая пильного полотна | Ø 300-550 мм |
| Нижняя направляющая пильного полотна | Ø 550-850 мм |
| Величина стола в мм | 620 x 870 |
| Вес, кг | 330 |


Обратите внимание:
Показать большеtech-trade.ru
Вертикальные ленточнопильные станки | Евростан
Вертикальные ленточно-отрезные станки разработаны для пиления листа (в том числе и пакетом), плиты и любых крупногабаритных заготовок(например паковки). Помимо стандартных моделей компания Дельта изготавливает вертикальные станки по спец. заказу. (макс. размер 2000х2000х6000мм). Выпускаются станки следующих серий:
- Станки для поперечной резки имеют автоматическую подачу заготовки.
- Станки для продольной резки имеют механическую подачу заготовки (с помощью гидравлических столов).
| Серия VBS — 1200 / 1500 / 1700 / 2000 (станки для продольного распила заготовки с тремя шкивами) | |
 |  |
Спецификация:
| Модель | VBS — 1200 | VBS — 1500 | VBS — 1700 | VBS — 2000 | |
| Тип | Цифровая панель и сенсорный экран | ||||
| Вместимость | Высота | 1200мм | 1500мм | 1700мм | 2000мм |
| Ширина | 1200мм | 1500мм | 1700мм | 2000мм | |
| Длина | 2500мм | 4000мм | 4000мм | 4000мм | |
| Размер(Д ͯ Ш ͯ Т) | 9700 * 67 * 1.6мм | 10600 * 67 * 1.6мм | 11880 * 67 * 1.6мм | 12300 * 80 * 1.6мм | |
| Скорость пилы | 12~80м/мин | 12~80м/мин | 12~80м/мин | 12~80м/мин | |
| Натяжение | Гидравлическое | ||||
| Моторы | Привод пилы | 11.0кВт | 15.0кВт | 15.0кВт | 22.0кВт |
| Гидравлика | 2.2кВт/3.75кВт | 2.2кВт/3.75кВт | 2.2кВт/3.75кВт | 2.2кВт/3.75кВт | |
| Помпа СОЖ | 0.4кВт | 0.4кВт | 0.4кВт | 0.4кВт | |
| Высота стола | 1660мм | 1800мм | 1900мм | 1950мм | |
| Занимаемая площадь | 55000кг | 60000кг | 63000кг | 65000кг | |
*Приведенные выше модели модели являются стандартными и приведены для справки. Все вертикальные станки изготавливаются под требования конкретного заказчика.
| Серия V — 6000 (станки с двумя шкивами для продольного распила заготовки) | |
 |  |
Спецификация:
| Модель | V-600 | ||
| Тип | Автоматический | ||
| Вместимость | Высота | 300мм | |
| Глубина реза | 1115мм | ||
| Длина | 6094мм | ||
| Ленточная пила | Скорость | 60Гц | 12~80м/мин |
| 50Гц | 10~67м/мин | ||
| Размер(Д ͯ Ш ͯ Т) | 6200 ͯ 41 ͯ 1.3мм | ||
| Натяжение | Гидравлическое | ||
| Стол | Внутренний | 1150мм | |
| Внешний | 2400мм | ||
| Моторы | Привод пилы | 11.03кВт | |
| Гидравлика | 3.67кВт | ||
| Помпа СОЖ | 0.18кВт | ||
| Сервопривод | 2кВт | ||
| Вместимость баков | Гидравлика | 70л | |
| СОЖ | 300л | ||
| Вес | 18000кг | ||
| Габариты | 5000 ͯ 9000 ͯ 2800мм | ||
*Приведенные выше модели модели являются стандартными и приведены для справки. Все вертикальные станки изготавливаются под требования конкретного заказчика.
Особенности
- Панель управления перемещается вместе с пильной головой
- Автоматический стружечный конвейер
- Быстросменная приводная щётка для ленточной пилы
- Перемещение пильной головы с помощью направляющих качения
- Подъемный цилиндр с роликами
- Гидравлическое натяжение полотна
- Гидравлическая подача заготовки
- Автоматический контроль подачи
- Подача на пильную голову автоматическим сервомотором
- Датчик обнаружения поломки или увода пильного полотна
- Система самодиагностики, отображающаяся на дисплее
- Плавная регулировка скорости полотна инвертором
- Автоматическое позиционирование направляющих пилы по ширине заготовки
- Упор цилиндрического типа
- Вертикальный трехсторонний прижим
- Высокоточная коробка передач обеспечивает возможность обработки нержавеющих плит
| Серия V — 1500W / 3000W (станки для поперечного распила заготовки с тремя шкивами) | |
 |  |
Спецификация:
| Модель | V — 1500W | V — 3000W | |
| Тип | Полностью автоматические программируемые | ||
| Вместимость | Высота | 200мм | 200мм |
| Ширина | 1500мм | 3000мм | |
| Длина | 10~2500мм | 200~6000мм | |
| Ленточная пила | Скорость | 24~90м/мин | 24~90м/мин |
| Размер(Д ͯ Ш ͯ Т) | 7240 ͯ 41 ͯ 1.3мм | 9720 ͯ 41 ͯ 1.3мм | |
| Натяжение | Гидравлическое | ||
| Привод рамы | Гидравлика/Сервомотор(опция) | ||
| Вес | 7000кг | 10000кг | |
| Габариты | 6200 ͯ 6400 ͯ 3200мм | 7500 ͯ 9400 ͯ 3200мм | |
*Приведенные выше модели модели являются стандартными и приведены для справки. Все вертикальные станки изготавливаются под требования конкретного заказчика.
zaoevrostan.ru