Обзор сверлильного станка 2Н135: характеристики, паспорт, схемы. Станок вертикальный сверлильный 2н135
Технические характеристики станка 2н135
| Характеристика | Значение |
| Конус шпинделя | Морзе № 4 |
| Наибольшее осевое перемещение шпинделя, мм | 250 |
| Вылет шпинделя, мм | 300 |
| Расстояние от конца шпинделя до стола, мм | 30–750 |
| Частота вращения шпинделя, мин–1 | 31,5–1400 |
| Число частот вращения шпинделя | 12 |
| Подача, мм/об | 0,1–1,2 |
| Число подач | 9 |
| Мощность электродвигателя главного движения, кВт | 4,5 |
| Частота вращения вала электродвигателя, мин–1 | 1450 |
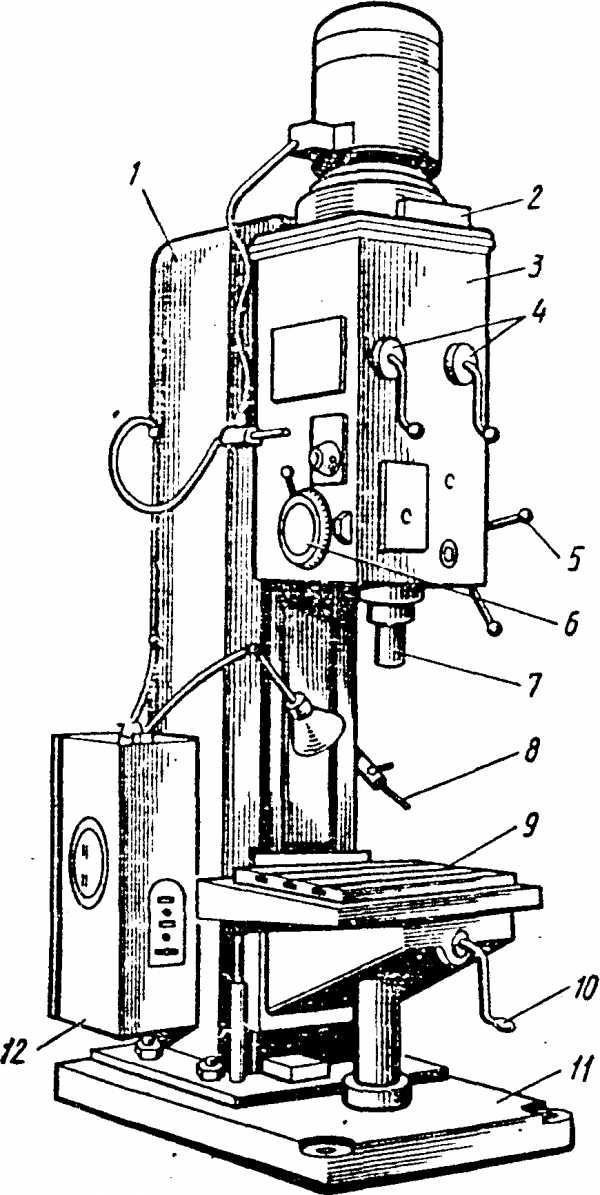
Рис. 3.7. Общий вид вертикально-сверлильного станка 2Н135
Станок является универсальным вертикально-сверлильным и относится к конструктивной гамме вертикально-сверлильных станков средних размеров 2Н118, 2Н125, 2Н135 и 2Н150 с условным диаметром сверления соответственно 18, 25, 35, 50.
Станки этой гаммы унифицированы между собой. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
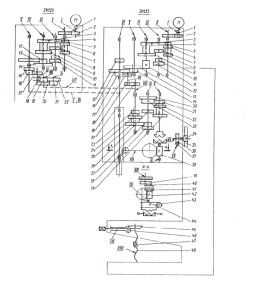
Движения в станке (рис. 3.8). Главное движение (вращение шпинделя) осуществляется от вертикально расположенного электродвигателя (N = 4,5 кВт; n = 1450 мин–1) через зубчатую передачу  и коробку скоростей.
и коробку скоростей.
Коробка скоростей с помощью одного тройного блока зубчатых колес и двух двойных блоков сообщает шпинделю 12 различных значений частот вращения. Последний вал коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю станка.
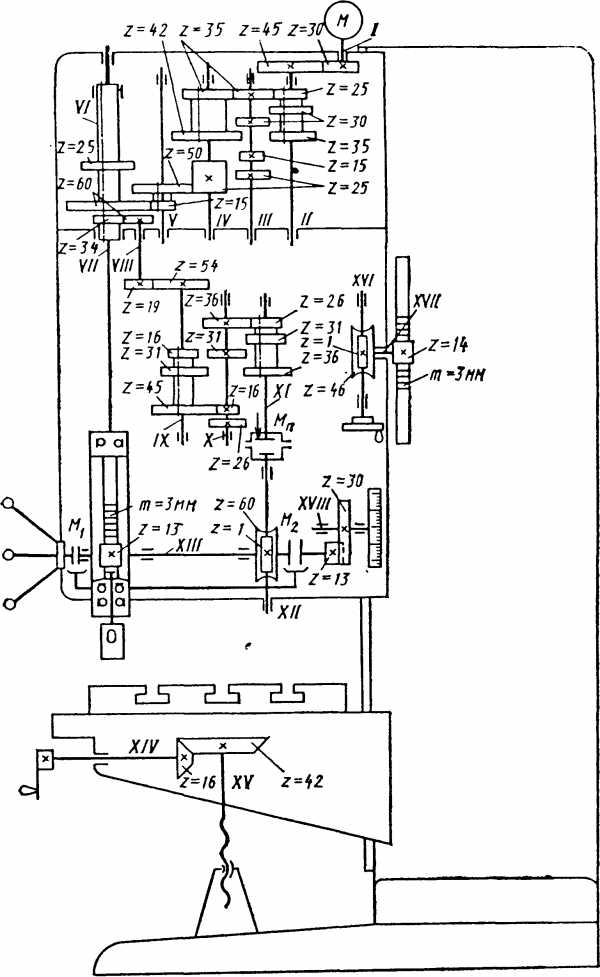
Рис. 3.8. Кинематическая схема станка 2Н135
Движение подачи передается от шпинделя через зубчатые колеса, зубчатую передачу, коробку подач, червячную пару и реечную передачу на гильзу шпинделя.
Коробка подач обеспечивает получение девяти различных подач.
Вспомогательные движения. Коробки скоростей и подач, шпиндель и механизмы подач смонтированы внутри сверлильной головки, имеющей возможность перемещаться вдоль колонны при вращении соответствующей рукоятки через червячную и реечную (z = 14; т = 3) пары. Вертикальное перемещение стола можно производить также вручную поворотом рукоятки через коническую и винтовую пары.
Радиально-сверлильный станок 2М55
Станок (рис. 3.9, 3.10, табл. 3.4) предназначен для сверления, зенкерования и развертывания отверстий и нарезания резьбы в заготовках крупных деталей при единичном и серийном производстве.
Таблица 3.4
Технические характеристики станка 2м55
| Характеристика | Значение |
| Наибольший диаметр сверления, мм | 50 |
| Конус шпинделя | Морзе № 5 |
| Вылет шпинделя (расстояние от оси шпинделя до наружной поверхности колонны), мм | 375–1600 |
| Частота вращения шпинделя, мин–1 | 20–2000 |
| Подача, мм/об | 0,056– 2,5 |
| Мощность электродвигателя главного движения, кВт | 4 |
| Масса, кг | 4700 |
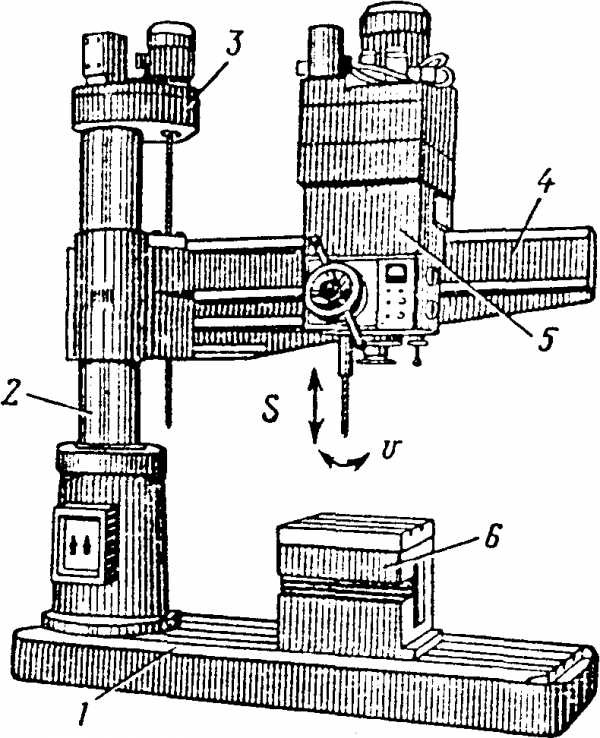
Рис. 3.9. Общий вид радиально-сверлильного станка 2М55
Обрабатываемую заготовку устанавливают на приставном столе 6 или непосредственно на фундаментной плите 1. Инструмент закрепляют в шпинделе станка, а затем устанавливают относительно обрабатываемой заготовки, поворачивая траверсу 4 вместе с поворотной наружной колонной 2 и перемещая шпиндельную головку 5 по траверсе. В зависимости от высоты заготовки траверса может быть поднята или опущена. Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны.
Движения в станке. Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи – осевое перемещение шпинделя вместе с пинолью (гильзой). К вспомогательным движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление траверсы на нужной высоте.
Горизонтальное перемещение шпиндельной головки по траверсе вручную производят с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы по окончании перемещения, а также освобождение траверсы перед началом перемещения происходит автоматически.
Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим на одну кнопку вызывает закрепление колонны и головки, нажим на другую – их освобождение. Сила закрепления регулируется продолжительностью нажима на кнопку. Траверсу с полой колонной поворачивают вручную.
studfiles.net
Станки универсальные вертикально-сверлильные 2Н125, 2Н135, 2Н150
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание - как наука
- Иностранные языки
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Естествознание
forkettle.ru
Вертикально-сверлильный станок 2Н135: технические характеристики, паспорт
Содержание статьи:
Выпуском вертикально-сверлильного станка модели 2Н135 с 1950 по 1965 гг. занимался Стерлитамакский станкостроительный завод. Этот класс оборудования предназначался для сверления, развертывания отверстий, зенкования и нарезания резьбы с помощью метчиков. Область применения – штучное производство или комплектация ремонтных и обслуживающих мастерских.
Обзор конструкции станка

Внешний вид
Так как вертикально-сверлильный станок 2Н135 согласно параметрам и характеристикам технического паспорта имеет ручное управление – особое внимание изготовитель уделил точности настройки узлов и агрегатов. Главными отличиями конструкции является механическая подача шпинделя и регулирование циклами работы вручную.
Относительная простота конструкции и управления позволяет выполнять стандартные операции по обработке заготовок в широком диапазоне режимов. В качестве режущих и обрабатывающих инструментов можно использовать высокоуглеродистые, твердые и быстрорежущие сплавы. Относительно высокая мощность электродвигателя дает возможность выполнять операции на предельных режимах работы.
При анализе характеристик паспорта можно выделить следующие конструктивные элементы станка:
- вертикальная станина. Изготовлена из чугуна, имеет внутренние полости для установки электрооборудования. Широкая платформа придает конструкции максимальную устойчивость;
- рабочий стол. На нем располагается деталь или заготовка для дальнейшей обработки. Изменяет положение только в вертикальном направлении. Имеется 3 Т-образных паза для крепления детали;
- сверлильная головка. На ней расположен основной рабочий инструмент станка 2Н135 – шпиндель. С помощью червячного вала смещается по вертикали. В этом же блоке находятся коробка передач, механизм подачи и противовес.
В качестве основного агрегата привода установлен электродвигатель с функцией реверсивного переключения. Этот блок дает возможность выполнять операции по нарезанию резьбы с помощью плашек. При этом точность напрямую зависит от параметров выбранного инструмента обработки.
Для смазки узлов оборудования предусмотрена специальная плунжерная система. Основной блок хранения СОЖ находится в нижней части станины. Жидкость подается с помощью насоса.
Характеристики оборудования
Схема расположения компонентов
Основные параметры станка подробно изложены в его паспорте и технической документации. Для эксплуатации оборудования следует знать, что максимальный диаметр отверстия сверления может составлять 25 мм (для деталей из стали 45). При этом характеристики пределов расстояний от поверхности рабочего стола до конуса шпинделя составляют от 6 до 70 см.
Большая масса станка 880 кг придает всей конструкции максимальную устойчивость и является основным фактором гашения колебаний, возникающих во время работы. При этом габариты конструкции позволяют установить ее в ограниченном пространстве производственного или ремонтного цеха. Они составляют 235*78,5*91,5 см.
Но главными паспортными характеристиками станка 2Н135 являются параметры шпинделя:
- максимальное вертикальное перемещение – 17 см;
- ход – до 20 см;
- при одном обороте маховика происходит смещение на 122,46 мм;
- количество скоростей равно 12;
- допустимый крутящий момент составляет 250 Нм;
- конус соответствует параметру Морзе 3.
Станок 2н135 имеет 12 ступеней подач. При этом пределы вертикальных составляют от 0,1 до 1,6 мм при одном обороте шпинделя. Конструкция станка 2Н135 рассчитана только на ручное управление.
Мощность электродвигателя главного привода составляет 2,2 кВт. Но кроме него есть электронасос, обеспечивающий подачу охлаждающей жидкости к зоне обработки деталей.
Правила эксплуатации
Кинематическая схема
Перед первым пуском станка 2Н135 следует внимательно ознакомиться с характеристиками паспорта, изучить параметры его узлов и агрегатов. После этого необходимо подготовить ровную площадку, которая не изменит своей геометрии под воздействием массы оборудования.
По окончании монтажа станка следует проверить его узлы. В случае надобности – удаляется антикоррозийный состав с их поверхности. Затем оборудование запускается на холостом ходу без установки режущего инструмента и деталей. Проверяется правильность работы на всех режимах, контролируется паспортная точность подач.
В качестве режущего инструмента можно использовать сверла всех типов, размер которых не превышает возможности станка.
В видеоматериале показан пример работы вертикально-сверлильного станка:
stanokgid.ru
| С ручным управлением с откидным подъёмным столом и обработанной фундаментной плитой, предназначен для выполнения следующих операций: · сверления · зенкерования · зенкования · развёртывания · резьбонарезания в различных материалах. Позволяет использовать различные приспособления и инструменты, расширяющие его технологические возможности. Станок может использоваться в мелкосерийном производстве, на малых предприятиях, в ремонтных мастерских. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНОК СВЕРЛИЛЬНЫЙ 2Н135
С Уважением Артём Романовичтел/факс: 8(34145)47-992сот: 8-950-837-00-77 |
i-perf.ru
Вертикально-сверлильный станок модели 2Н135 — курсовая работа
Содержание
Введение…………………………………………………..…………..4
1. Основные технические данные и характеристика
станка 2Н135……………………………………………….............6
2. Схема станка. Устройство и органы управления………………..8
3. Кинематическая схема станка, описание, составление
уравнения кинематического баланса, график частот,
расчёт min и max частоты вращения……………………………….12
4. Эксплуатация и обслуживание станка…………….…................
Заключение………………………………………………………….
Список литературы…………………………………………............
Введение
Металлорежущие станки являются основным видом заводского оборудования, предназначенным для производства современных машин, приборов, инструментов и других изделий, поэтому количество и качество металлорежущих станков, их техническая оснащенность в значительной степени характеризуют производственную мощь страны.
Сверлильные станки предназначены для:
- сверления сквозных и глухих отверстий;
- рассверливание отверстий на больший диаметр;
- нарезания в них резьбы метчиком;
- зенкерование, выполняемое для получения отверстия более высокого квалитета и меньшего параметра шероховатости поверхности;
- растачивание предварительно просверленных отверстий на большой диаметр с помощью расточных пластин, закреплённых на специальных оправках;
- зенкование, выполняемое для образования в основании просверленного отверстия гнёзд с плоским дном под головки винтов и болтов;
- развертывание цилиндрических и конических отверстий, обеспечивающее высокую точность и меньшую шероховатость обрабатываемой поверхности;
- раскатывание отверстий специальными оправками со стальными закаленными роликами или шариками для получения плотной и гладкой поверхности отверстии, а также шероховатости в пределах 0,63—0,080 мкм;
- подрезание (цековка) торцов наружных и внутренних приливов с целью получения ровной поверхности, перпендикулярной оси отверстия;
- вырезание отверстий больших диаметров в листовом материале с помощью специальной оправки с закрепленными в ней резцами;
- протачивание внутренних канавок различной формы специальными оправками с закрепленным режущим инструментом.
Эти операции выполняют сверлами, зенкерами, развертками и другими подобными инструментами. Однако, этими основными видами работ не исчерпываются технологические возможности сверлильных станков, на которых можно, например, развальцовывать пустотелые заклепки, обрабатывать многогранные отверстия, а также выполнять другие операции.
Существуют следующие типы универсальных сверлильных станков:
1 . Одношпиндельные настольно-сверлильные станки для обработки отверстий малого диаметра. Станки широко применяют в приборостроении. Шпиндели этих станков вращаются с большой частотой.
2. Вертикально-сверлильные станки (основной и наиболее распространенный тип), применяют преимущественно для обработки отверстий в деталях сравнительно небольшого размера. Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение заготовки относительно инструмента.
3. Радиально-сверлильные станки используют для сверления отверстий в деталях больших размеров. На этих станках совмещение осей отверстий и инструмента достигается перемещением шпинделя станка относительно неподвижной детали.
4. Многошпиндельные сверлильные станки обеспечивают значительное повышение производительности труда по сравнению с одношпиндеольными станками.
5. Горизонтально-сверлильные станки для глубокого сверления.
6. Наклонно-сверлильные станки для получения отверстий, ось которых находится под некоторым углом к поверхности.
К группе сверлильных станков можно также отнести центровальные станки, которые служат для получения в торцах заготовок центровых отверстий.
Основными размерами сверлильных станков являются:
- наибольший условный диаметр сверления,
- размер конуса шпинделя и наибольший его вылет,
- наибольший ход шпинделя, наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты и др.
В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные станки для крупносерийного и массового производства, которые создаются на базе универсальных станков путем оснащения их многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы.
Спектр применения сверлильных станков велик. Они используются в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов и в предприятиях малого бизнеса.
1.Основные технические данные и характеристика станка 2Н125
Одним из представителей вертикально-сверлильных станков является станок модели 2Н135.
Станок является универсальным вертикально-сверлильным и относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н135 и 2Н150) с условным диаметром сверления соответсвенно 18, 25, 35 и 50мм. Станки этой гаммы широко унифицированы между собой. По сравнению с ранее выпускавшимися станками (с индексом А) станки этой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Вертикально-сверлильный станок 2Н135 предназначен для выполнения следующих видов работ: сверления, рассверливания, зенкования, зенкерования, развертывания и растачивания отверстий, нарезания резьбы, подрезки торцев ножами.
Наличие на станке механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твёрдых сплавов.
Установленное на станках электрическое устройство реверсирования двигателя главного движения, позволяет производить нарезание внутренней резьбы машинными метчиками до (М18) при ручной подаче шпинделя и даже фрезерование.
Станок используется для работы в условиях единичного, мелкосерийного и серийного производства, в ремонтных и сборочных цехах.
Принцип работы.
Обрабатываемая деталь устанавливается на столе станка и закрепляется в машинных тисках или в специальных приспособлениях. Совмещение оси будущего отверстия с осью шпинделя осуществляется перемещением приспособления с обрабатываемой деталью на столе станка.
Режущий инструмент, в зависимости от формы его хвостовика, закрепляется в шпинделе станка при помощи патрона или переходных втулок. В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится установка стола и шпиндельной бабки.
Отверстия могут обрабатываться как ручным перемещением шпинделя, так и механической подачей.
Основные технические данные
Класс точности станка 2Н135
Наименование параметров | Модель 2Н135 |
Наибольший диаметр сверления в стали 45, мм | 25 |
Размеры конуса шпинделя | Морзе 4 |
Расстояние оси шпинделя до направляющих колонны, мм | 300 |
Наибольший ход шпинделя, мм | 250 |
Расстояние от торца шпинделя, мм до стола до плиты |
30-750 700-1120 |
Наибольшее перемещение сверлильной головки, мм | 170 |
Перемещение шпинделя за один оборот штурвала, мм | 122, 46 |
Рабочая поверхность стола, мм | 450х500 |
Наибольший ход стола, мм | 300 |
Количество скоростей шпинделя | 12 |
Количество подач | 9 |
Пределы подач, мм/об. | 0,1-1,6 |
Управление циклами работы | ручное |
Мощность двигателя главного движения, кВт | 4,0 |
Габариты станка, мм высота ширина длинна |
2535 835 1030 |
Масса станка, кг | 1200 |
2. Схема станка. Устройство и органы управления
Станина 6 имеет вертикальные направляющие, по которым перемещается стол (на котором закрепляют обрабатываемую деталь) и сверлильная головка 12, несущая шпиндель 10. Инструмент устанавливают в шпинделе, получающем вращение от электродвигателя через коробку скоростей 2. Величину вертикального перемещения шпинделя (подачу) регулируют с помощью коробки подач 5 или штурвалом. Управление коробками скоростей и подач осуществляют рукоятками 7. Контроль глубины обработки осуществляют по лимбу. В нише станины размещен противовес. Электрооборудование станка 9 вынесено в отдельный шкаф 8. Фундаментная плита служит опорой станка. В средних и тяжелых станках на ее верхнюю плоскость можно устанавливать заготовку. Стол станка бывает подвижным (от рукоятки через коническую пару зубчатых колес и ходовой винт), неподвижным (съемным) или поворотным (откидным). Его монтируют на направляющих станины или выполняют в виде тумбы, установленной на фундаментной плите.
Вертикально-сверлильный станок мод. 2Н135: 1 — привод; 2 — коробка скоростей; 4 — насос плунжерный маслянный; 5 — коробка подач; 6 —колонна, стол, плита; 7 — механизм управления скоростями и подачами; 8 — электрошкаф; 9 — электрооборудование; 10 – шпиндель в сборе;11 — система охлаждения; 12 — сверлильная головка.
Основные узлы станка:
Колонна, стол, плита.
Колонна станка представляет собой чугунную отливку. По направляющим колонны типа "ласточкин хвост" вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты - резервуар с отстойником для охлаждающей жидкости.
Коробка скоростей и привод.
Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков. Опоры валов коробки размешены в двух плитах – верхней и нижней, скрепленных между собой четырьмя стяжками. Коробка скоростей приводится во вращение вертикально расположенным электродвигателем через эластическую муфту и зубчатую передачу. Последний вал коробки - гильза – имеет шлицевое отверстие, через которое вращение передается шпинделю. Через шестерённую пару вращение передается на коробку подач.
Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса, закрепленного на нижней плите. Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Механизм переключения скоростей и подач.
Переключение скоростей производится рукояткой которая имеет четыре положения по окружности и три вдоль оси, переключение подач осуществляется рукояткой, имеющей три положения по окружности и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки. Отсчет включаемых скоростей и подач производится по таблицам.
Коробка подач.
Механизм коробки подач смонтирован в отдельном корпусе и устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач. На станках 2Н135 и 2HI35 коробка подач отличается только приводом. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта, передающая вращение червяку.
Сверлильная головка.
Сверлильная головка представляет собой чугунную отливку коробчатого сечения, в которой монтируется все основные узлы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
student.zoomru.ru
Вертикально-сверлильный станок 2Н125,2Н135: устройство,схемы
Вертикально-сверлильный станок 2н125 предназначен для сверления, рассверливания, зенкерования, развертывания отверстий деталей в условиях единичного и мелкосерийного производства. Класс точности станка – Н (нормальный).
Конструкция сверлильного станка достаточно жесткая и прочная, что исключает возможность вибрации во время обработки. Возможна обработка деталей из различных материалов (сталь, чугун, цветные материалы), быстрорежущим (Р6М5, Р18) инструментом или твердым сплавом (ТК, ВК).
Устройство вертикально-сверлильного станка 2Н125,2Н135
Устройство сверлильного станка:
- Главный привод;
- Коробка скоростей станка;
- Насос плунжерный;
- Насос плунжерный;
- Коробка подач станка;
- Колонна, стол, плита;
- Механизм управления скоростями вращения и подачами;
- Шкаф;
- Электрическое оборудование станка;
- Шпиндель;
- Система охлаждения станка;
- Сверлильная головка станка.
Органы управления вертикально-сверлильного станка 2Н125,2Н135
3.Кран включения охлаждения;
4,19.регулировочные болты клина стола и сверлильной головки;
5.Рукоятка перемещения стола и головки;
6,18.Винты зажима стола и головки;
8.Вводной выключатель;
10.Сигнальная кнопка СТАНОК ВКЛЮЧЕН;
11.Кнопка включения правого вращения шпинделя;
12.Кнопка включения левого вращения шпинделя;
13.Кнопка включения качательного движения шпинделя при переключении скоростей вращения и подач S;
14.Рукоятка переключения скоростей;
15.Кнопка СТОП;
21.Рукоятка переключения подач;
22.Кнопка включения ручной подачи;
23.Штурвал механизма подач;
24.Лимб для отсчета глубины обработки;
25.Выключатель освещения;
27.Выключатель насоса охлаждения;
28.Кулачок для настройки глубины обработки;
29.Кулачок для настройки величины глубины нарезаемой резьбы;
30.Рычаг автоматического реверса главного привода при достижении заданной величины глубины нарезаемой резьбы;
31.Рычаг отключения подачи при достижении заданной величины глубины обработки отверстия;
32.Квадрат для ручного перемещения головки.
www.metalstanki.com.ua
Сверлильный станок 2н135
Универсальный вертикально-сверлильный станок 2Н125, 2Н135, 2Н150
используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверление, рассверливание, зенкование, зенкерование, развертывание и подрезки торцев ножами. Станки данной серии широко унифицированы между собой. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Главное движение при работе станка (вращение шпинделя) осуществляется от вертикально расположенного электродвигателя через зубчатую передачу (30/45) и коробку скоростей. Коробка скоростей с помощью одного тройного блока зубчатых колес и двух двойных блоков сообщает шпинделю 12 различных значений частот вращения шпинделя. Последний вал коробки скоростей представляет собой полную гильзу, лицевое отверстие которой передает вращение шпинделю станка.
На станине вертикально-сверлильного станка моделей 2Н125, 2Н135, 2н150 размещены основные части станка. Станина имеет вертикальные направляющие по которым перемещаются стол и сверлильная головка, несущая шпиндель и двигатель.
Управление коробками скоростей и подач осуществляется рукоятками, ручная подача штурвалом. Глубину обработки контролируют по лимбу. В нише размещены электрооборудование в противовес. В некоторых станках электрооборудование выносят в отдельный шкаф. Фундаментная плита служит опорой станка, а стол перемещают по направляющим с помощью винтового механизма маховичком. Подача охлаждающей жидкости осуществляется электронасосом.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высоко углеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Сверлильный станок технические характеристики:
| Наибольший диаметр сверления, мм | 50 |
| Конус шпинделя | Морзе 5 |
| Вылет шпинделя (расстояние от оси шпинделя до наружной поверхности колонны), мм | 375-1600 |
| Частота вращения шпинделя, мин¨¹ | 375-1600 |
| Подача, мм/об | 0,056-2,5 |
| Мощность электродвигателя главного движения, кВт | 4 |
| Масса, кг | 4700 |
Радиально-сверлильный станок 2М55
предназначен для сверления, зенкерования и развертывания отверстий и нарезания резьбы в заготовках крупных деталей при единичном и серийном производстве. Обрабатываемую заготовку устанавливают на приставном столе или непосредственно на фундаментной плите. Инструмент закрепляют в шпинделе станка, а затем устанавливают относительно обрабатываемой заготовки, поворачивая траверсу вместе с поворотной наружной колонной и перемещая шпиндельную головку по траверсе. В зависимости от высоты заготовки траверса может быть поднята или опущена. Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны. Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи — осевое перемещение шпинделя вместе с пинолью (гильзой).
Радиально-сверлильный станок 2532Е
удобен для многоинструментальной обработки. Совмещение оси отверстия заготовки с осью шпинделя достигается перемещением шпиндельной головки относительно неподвижной детали по направляющим траверсы и поворотом траверсы вместе с поворотной наружной колонной вокруг неподвижной внутренней колонны.Широкие диапазоны скоростей вращения и механических подач шпинделя, а также прочность силовых узлов и жесткость конструкции станка позволяют применять наиболее рациональные режимы резания при сверлении отверстий в стали средней твердости. Станок смонтирован на тележке, перемещающейся по рельсовому пути. Органы управления станком сосредоточены на сверлильной головке. Для сокращения вспомогательного времени служат механизм предварительного набора скоростей вращения и подач шпинделя, гидравлические зажимы колонны, сверлильной головки и рукава. Вертикальное перемещение рукава по колонне механическое. Сверлильная головка имеет механизм автоматического выключения подачи, срабатывающий при достижении заданной глубины сверления. Станок снабжен системой устройств, предохраняющих станок от поломок вследствие перегрузок.
Наша компания предлагает приобрести современные аналоги сверлильного станка:
Универсальный вертикально-сверлильный станок Z5040T
Цена по запросу
Универсальный радиально-сверлильный станок Z3032
Цена по запросу
Тел.: +7 (495) 679-85-88, +7 (4855) 29-84-98, +7 960 534-13-06
Связаться с нами Оставить заявку
На главную
Другие металлорежущие станки:
универсальный токарно-винторезный станок купить;
токарный станок по металлу купить;
токарный станок с ЧПУ, фрезерный станок с ЧПУ купить;
настольный токарный станок, токарный мини станок купить;
фрезерный станок (вертикально-горизонтальный фрезерный станок; универсальный фрезерный станок) купить;
вертикальный обрабатывающий центр с ЧПУ купить;
сверлильный станок (радиально сверлильный станок; вертикально-сверлильный станок; сверлильно-фрезерный станок) купить;
гидравлические гильотинные ножницы, листогибочный гидравлический пресс купить;
многофункциональные станки (токарно-фрезерный станок, токарно-сверлильно-фрезерный станок, настольный токарно-фрезерный станок) купить;
гидравлический пресс (дорновой пресс) купить;
шлифовальный станок купить;
ленточнопильный станок купить;
деревообрабатывающий станок купить;
справочная информация по станкам
xn--80aezpj.net