Содержание
ГОСТ 18097-93: Станки токарно-винторезные и токарные. Основные размеры. Нормы точности
Терминология ГОСТ 18097-93: Станки токарно-винторезные и токарные. Основные размеры. Нормы точности оригинал документа:
4.7 Одновысотность оси вращения шпинделя передней бабки и оси отверстия пиноли (шпинделя) задней бабки
Рисунок 8
Рисунок 9
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм — 40, для Da > 800 мм — 60; П, В, А — 20.
Примечание — Ось отверстия пиноли задней бабки должна быть выше оси вращения шпинделя передней бабки.
Измерения — по ГОСТ 22267, раздел 22, методы 1 и 2 (рисунки 8, 9).
Заднюю бабку устанавливают на направляющих в таком положении, чтобы суппорт мог перемещаться на длину, примерно равную Da (метод 1), или чтобы расстояние от торца шпинделя до торца пиноли было равно или больше Da (метод 2).
Заднюю бабку с вдвинутой пинолью закрепляют. Стойку с измерительным прибором устанавливают на суппорте, суппорт перемещают.
Стойку с измерительным прибором устанавливают на суппорте, суппорт перемещают.
Если конструкция станка позволяет, измерения следует проводить вблизи концов оправки (метод 1) или вблизи торцев шпинделя и пиноли (метод 2).
Проверку допускается проводить без предварительного разогрева станка. В этом случае номинальное положение оси отверстия пиноли относительно оси вращения шпинделя указывается в конструкторской документации.
Определения термина из разных документов: Одновысотность оси вращения шпинделя передней бабки и оси отверстия пиноли (шпинделя) задней бабки
4.18 Осевое биение ходового винта
Рисунок 26
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм — 15, для Da > 800 мм — 20; П — 10; В — 8; А — 5.
Измерения — по ГОСТ 22267, раздел 17, метод 1 (рисунок 26). Проверка может быть заменена проверкой 5.7.
Определения термина из разных документов: Осевое биение ходового винта
4. 9 Осевое биение шпинделя передней бабки
9 Осевое биение шпинделя передней бабки
Рисунок 11
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм — 10, для Da > 800 мм — 15; П — 5; В — 3; А — 2.
Измерения — по ГОСТ 22267, разд. 17, метод 1 (рисунки 11 и 12).
Рисунок 12
Определения термина из разных документов: Осевое биение шпинделя передней бабки
4.14.2 Параллельность направления перемещения пиноли задней бабки направлению перемещения суппорта в плоскостях:
а) горизонтальной,
б) вертикальной
Рисунок 21
Таблица 9
l, мм | Плоскость измерения | Допуск, мкм, для станков классов точности | ||||
Н | П | В | А | |||
Da ≤ 800 мм | Da > 800 мм | |||||
30 | а | — | — | — | 3 | 3 |
б | — | — | — | 6 | 6 | |
50 | а | 8 | — | 5 | 4 | 3 |
б | 10 | — | 10 | 10 | 10 | |
100 | а | 12 | 15 | 6 | — | — |
б | 20 | 30 | 10 | — | — | |
Примечание — См. | ||||||
 примечание к таблице 12.
примечание к таблице 12.Измерения — по ГОСТ 22267, раздел 5, метод 1 (рисунок 21).
Заднюю бабку с минимальным вылетом пиноли, достаточным для проведения измерения, устанавливают так, чтобы расстояние от торца шпинделя передней бабки до торца пиноли было не менее Da. Затем пиноль выдвигают на заданное расстояние. Во время измерений заднюю бабку и пиноль закрепляют.
Определения термина из разных документов: Параллельность направления перемещения пиноли задней бабки направлению перемещения суппорта в плоскостях
4.15 Параллельность оси конического отверстия пиноли задней бабки направлению продольного перемещения суппорта в плоскостях:
а) горизонтальной,
б) вертикальной
Рисунок 22
Таблица 10
l, мм | Плоскость измерения | Допуск, мкм, для станков классов точности | ||||
Н | П | В | А | |||
Da ≤ 800 мм | Da > 800 мм | |||||
100 | а | 12 | — | 10 | 8 | 6 |
б | 12 | — | 10 | 8 | 6 | |
150 | а | 16 | — | 12 | 10 | 8 |
б | 16 | — | 12 | 10 | 8 | |
200 | а | 20 | — | 16 | 12 | 10 |
б | 20 | — | 16 | 12 | 10 | |
300 | а | 30 | 40 | 20 | — | — |
б | 30 | 40 | 20 | — | — | |
500 | а | — | 50 | — | — | — |
б | — | 50 | — | — | — | |
Примечание — В плоскости расположения режущей кромки инструмента свободный конец оправки может отклоняться только в сторону резца. | ||||||

Измерения — по ГОСТ 22267, раздел 6, метод 3а (рисунок 22).
Заднюю бабку с вдвинутой пинолью устанавливают так, чтобы расстояние от торца шпинделя передней бабки до торца пиноли было не менее Da. Заднюю бабку и пиноль закрепляют. Для станков с последовательным расположением суппортов проверка проводится для суппорта, ближайшего к задней бабке.
Определения термина из разных документов: Параллельность оси конического отверстия пиноли задней бабки направлению продольного перемещения суппорта в плоскостях
4.14.1 Параллельность оси наружной поверхности пиноли направлению перемещения суппорта в плоскостях:
а) горизонтальной,
б) вертикальной
Рисунок 20
Таблица 8
Плоскость измерения | Допуск, мкм, на длине l для станков классов точности | ||||
Н | П | В | А | ||
Da ≤ 800 мм | Da > 800 мм | ||||
а | 15 | 20 | 10 | 8 | 6 |
б | 20 | 30 | 15 | 10 | 8 |
Примечание — В плоскости расположения режущей кромки инструмента свободный конец оправки может отклоняться только в сторону резца. | |||||

Измерения — по ГОСТ 22267, раздел 6, метод 3а (рисунок 20).
Заднюю бабку с вдвинутой пинолью устанавливают так, чтобы расстояние от торца шпинделя передней бабки до торца пиноли было не менее Da, затем пиноль выдвигают так, чтобы можно было провести измерение на заданном расстоянии. Заднюю бабку и пиноль закрепляют. Для станков с последовательным расположением суппортов проверка проводится для суппорта, ближайшего к задней бабке.
Проверка может быть заменена проверкой 4.14.2.
Определения термина из разных документов: Параллельность оси наружной поверхности пиноли направлению перемещения суппорта в плоскостях
4.16 Перпендикулярность траектории перемещения поперечных салазок суппорта к оси вращения шпинделя передней бабки
Рисунок 23
Таблица 11
l, мм | Допуск, мкм, для станков классов точности | |||
Н | П | В | А | |
100 | 8 | 6 | 4 | 3 |
200 | 12 | 8 | 5 | 4 |
300 | 20 | 10 | 8 | — |
Измерения — по ГОСТ 22267, раздел 9, метод 4 (рисунок 23).
Определения термина из разных документов: Перпендикулярность траектории перемещения поперечных салазок суппорта к оси вращения шпинделя передней бабки
4.5 Прямолинейность продольного перемещения суппорта в вертикальной плоскости
Рисунок 3
Рисунок 4
Рисунок 5
Измерения — по ГОСТ 22267, разд. 3, методы 2а, 7 и 8 (рисунки 3, 4 и 5).
Суппорт перемещают в продольном направлении на всю длину перемещения. При использовании методов 7 и 8 измерения проводят с интервалами равными 0,2 длины перемещения, но не более 1 м. По значениям углов поворота и величине интервала вычисляют отклонения и строят график траектории. Отклонение от прямолинейности — в соответствии с приложением 3 к ГОСТ 22267.
Таблица 2
DC, мм | Допуск, мкм, для станков классов точности | ||||||||
Н | П | В, А | |||||||
Da ≤ 800 мм | Da > 800 мм | ||||||||
на всей длине | местный | на всей длине | местный | на всей длине | местный | на всей длине | местный | ||
До 500 | 10 | — | 15 | — | 10 | — | 8 | — | |
Св. | 20 | 7,5 на любой длине 250 мм | 30 | 10 на любой длине 250 мм | 15 | 5 на любой длине 250 мм | 10 | 3 на любой длине 250 мм | |
» 1000 » 2000 | 30 | 15 на любой длине 500 мм | 50 | 20 на любой длине 500 мм | 20 | 12 | |||
» 2000 » 3000 | 40 | 70 | — | — | — | — | |||
» 3000 » 4000 | 50 | 90 | — | — | — | — | |||
» 4000 » 5000 | 60 | 110 | |||||||
Примечания 1 При твердости чугунных направляющих ниже 41,5 HRCэ форма траектории должна быть выпуклой. 2 Определение местного допуска — в соответствии с приложением В. | |||||||||
 500 до 1000
500 до 1000
Вместо проверки прямолинейности перемещения допускается проводить проверку прямолинейности направляющих в вертикальной плоскости, измерения — по ГОСТ 22267, раздел 4, метод 6 (рисунок 2а).
Определения термина из разных документов: Прямолинейность продольного перемещения суппорта в вертикальной плоскости
4.6 Прямолинейность продольного перемещения суппорта в горизонтальной плоскости
Рисунок 6
Рисунок 7
Таблица 3
DC, мм | Допуск, мкм, для станков классов точности | ||||
Н | П | В | А | ||
Da ≤ 800 мм | Da > 800 мм | ||||
До 500 | 15 | 20 | 10 | 8 | 5 |
Св. | 20 | 25 | 15 | 10 | — |
» 1000 » 2000 | 25 | 30 | 20 | 12 | — |
» 2000 » 3000 | 30 | 35 | — | — | — |
» 3000 » 4000 | 30 | 40 | — | — | — |
» 4000 » 5000 | 30 | 45 | — | — | — |
Примечание — При твердости чугунных направляющих ниже 41,5HRCэ форма траектории должна быть выпуклой в сторону оси центров. | |||||
 500 до 1000
500 до 1000
Измерения — по ГОСТ 22267, разд. 3, методы 2а и 8 (рисунки 6 и 7). Условия измерения — как в 4.5.
Определения термина из разных документов: Прямолинейность продольного перемещения суппорта в горизонтальной плоскости
4.11.4 Радиальное биение внутренней центрирующей поверхности шпинделя передней бабки
Рисунок 17
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм — 10, для Da > 800 мм — 15; П — 5; В — 4; А — 3.
Измерения — по ГОСТ 22267, раздел 15, метод 1 (рисунок 17).
Измерения проводят вблизи торца шпинделя.
Проверка может быть заменена проверкой 4.11.3.
Проверка не проводится в случае проведения проверки 4.11.1.
Определения термина из разных документов: Радиальное биение внутренней центрирующей поверхности шпинделя передней бабки
4.8 Радиальное биение наружной центрирующей поверхности шпинделя передней бабки (не распространяется на станки с несъемными планшайбами)
Рисунок 10
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм — 10, для Da > 800 мм — 15; П — 7; В — 5; А — 3.
Измерения — по ГОСТ 22267, разд. 15, метод 1 (рисунок 10).
Допускается проводить измерение перпендикулярно образующей наружного конуса шпинделя.
Определения термина из разных документов: Радиальное биение наружной центрирующей поверхности шпинделя передней бабки
4.11.1 Радиальное биение оси внутренней центрирующей поверхности шпинделя передней бабки (при ее наличии):
а) у торца шпинделя,
б) на расстоянии l от торца шпинделя
Рисунок 14
Таблица 4
Сечение | l, мм | Допуск, мкм, для станков классов точности | ||||
Н | П | В | А | |||
Da ≤ 800 мм | Da > 800 мм | |||||
I | — | 10 | 15 | 5 | 3 | 2 |
II | 100 | 10 | — | 5 | 4 | 3 |
200 | 15 | — | 10 | 8 | 6 | |
300 | 20 | 30 | 15 | — | — | |
500 | — | 50 | — | — | — | |
Измерения — по ГОСТ 22267, раздел 15, метод 2 (рисунок 14).
При необходимости исключения из результатов измерения биения оправки ее вынимают после первого измерения, поворачивают вокруг своей оси на 180°, устанавливают снова с тем же усилием и измерения повторяют. Величина усилия должна быть минимальной, необходимой для обеспечения посадки.
Если результаты отдельных измерений до и после переустановки оправки отличаются от допуска более чем на 30 %, то измерения прекращают впредь до устранения причины этого отклонения.
Проверка может быть заменена проверками 4.11.2 и 4.11.3.
Определения термина из разных документов: Радиальное биение оси внутренней центрирующей поверхности шпинделя передней бабки (при ее наличии)
4.11.2 Радиальное биение оси вращения шпинделя передней бабки:
а) у торца шпинделя,
б) на расстоянии l от торца шпинделя
Рисунок 15
Таблица 5
Сечение | l, мм | Допуск, мкм, для станков классов точности | ||||
Н | П | В | А | |||
Da ≤ 800 мм | Da > 800 мм | |||||
I | — | 10 | 15 | 5 | 4 | 3 |
II | 100 | 10 | — | 5 | 4 | 3 |
200 | 15 | — | 10 | 8 | 6 | |
300 | 20 | 30 | 15 | — | — | |
500 | — | 50 | — | — | — | |
Измерения — по ГОСТ 22267, раздел 16, методы 1 или 3. Вместо эталонной сферы следует применять регулируемые оправки (рисунок 15). Оправку регулируют до получения минимально возможного биения в обоих сечениях I и П.
Вместо эталонной сферы следует применять регулируемые оправки (рисунок 15). Оправку регулируют до получения минимально возможного биения в обоих сечениях I и П.
Проверка не проводится в случае проведения проверки 4.14.1.
Определения термина из разных документов: Радиальное биение оси вращения шпинделя передней бабки
4.11.3 Радиальное биение упорного центра, вставленного в отверстие шпинделя
Рисунок 16
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм — 15, для Da > 800 мм — 20; П — 10; В — 8; А — 6.
Измерения — по ГОСТ 22267, раздел 15, метод 1 (рисунок 16).
Измерительный прибор устанавливают так, чтобы его наконечник касался образующей конуса вблизи ее середины и был ей перпендикулярен. За отклонение принимают результат измерения, деленный на cos α, где α — половина угла конуса.
Исключение из результатов измерения биения центра — как для оправки (см. 4.11.1).
Проверка может быть заменена проверкой 4. 11.4.
11.4.
Проверка не проводится в случае проведения проверки 4.11.1.
Определения термина из разных документов: Радиальное биение упорного центра, вставленного в отверстие шпинделя
4.10 Торцевое биение фланца шпинделя передней бабки (не распространяется на станки с несъемными планшайбами)
Рисунок 13
Допуск, мкм, для станков классов точности:
Н для Da ≤ 800 мм — 20, для Da > 800 мм — 25; П — 10; В — 6; А — 5.
Измерения — по ГОСТ 22267, разд. 18, метод 1 (рисунок 13).
Определения термина из разных документов: Торцевое биение фланца шпинделя передней бабки (не распространяется на станки с несъемными планшайбами)
4.17 Точность кинематической цепи шпиндель — ходовой винт
Рисунок 24
Рисунок 25
Таблица 12
l, мм | Допуск, мкм, для станков классов точности | ||||||
Н | П | В | А | ||||
DC ≤ 2000 мм | 2000 мм < DC ≤ 3000 мм | DC > 3000 мм | Da ≤ 250 мм | 250 мм < Da | |||
50 300 | — 40 | — 45 | — 50 | — 30 | — 20 | 6 — | 16 |
Примечание — В случае участия коробки подач допуски увеличивают в 1,25 раза. | |||||||

Контрольную пару винт-гайка (рисунок 24) или контрольный винт (рисунок 25) с шагом, возможно близким к шагу ходового винта, устанавливают в центрах передней и задней бабок. Измерительный прибор устанавливают на суппорте так, чтобы измерительный наконечник упирался в торец контрольной гайки или касался одной из боковых сторон контрольного винта. Станок настраивается на нарезание резьбы с шагом, равным шагу контрольной пары (винта), и приводится в действие.
Отклонение равно наибольшей разности показаний измерительного прибора на длине измерения.
Проверка может быть заменена проверкой 5.7.
Определения термина из разных документов: Точность кинематической цепи шпиндель — ходовой винт
4.4 Точность установки направляющих в направлении:
а) продольном,
б) поперечном
Рисунок 2
Отклонения не должны превышать для станков класса точности Н — 0,04 мм/м, классов точности П, В и А — 0,03 мм/м.
Измерения проводят в ряде точек, равномерно расположенных по всей длине станины (рисунок 2а). Уровни можно устанавливать на поперечных салазках (рисунок 2б).
Если направляющие не горизонтальны, используют специальный мостик с горизонтальной рабочей поверхностью.
Определения термина из разных документов: Точность установки направляющих в направлении
Словарь-справочник терминов нормативно-технической документации.
academic.ru.
2015.
Характеристики токарно винторезного станка SAMAT 400 (модели XV, SV, MV, LV) ГОСТ 8-82
Характеристики токарно винторезного станка SAMAT 400 (модели XV, SV, MV, LV) ГОСТ 8-82 | Средневолжский станкозавод
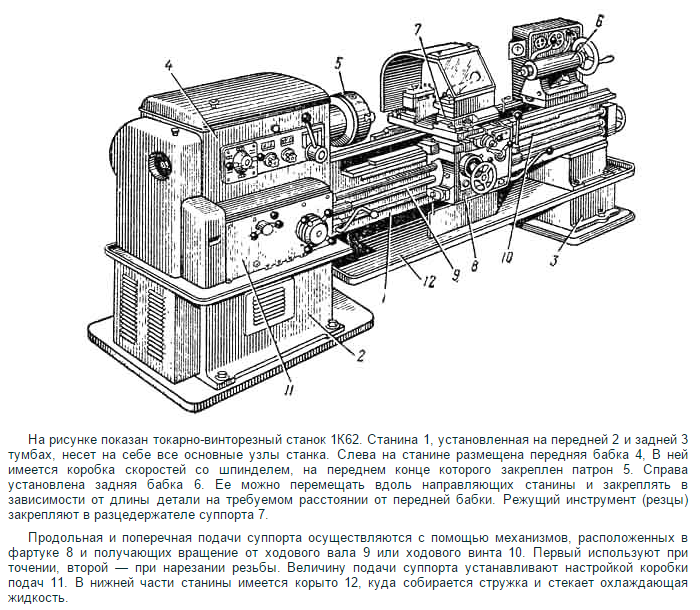
- Общее описание
- Характеристики
- Комплектация
Станок повышенной точности SAMAT 400 с современной системой программного управления
| Технические характеристики станка (согласно паспорту) | Модель SAMAT 400 | |||
|---|---|---|---|---|
| XV | SV | MV | LV | |
| Класс точности (по ГОСТ 8-82) | П | |||
| Наибольший диаметр устанавливаемого изделия над станиной, мм | 400 | |||
| Наибольший диаметр устанавливаемого изделия над суппортом, мм | 220 | |||
| Наибольший диаметр устанавливаемого изделия в выемке станины (ГАП) *, мм | 550 | |||
| Длина устанавливаемого изделия, мм | 500 | 750 | 1000 | 1500 |
| Диаметр отверстия в шпинделе, мм | 45 | |||
| Высота резца в резцедержателе, мм | 25 | |||
| Коническое отверстие в шпинделе | Морзе 6 | |||
| Коническое отверстие пиноли задней бабки | Морзе 5 | |||
| Количество скоростей шпинделя | бесступенчато | |||
| Пределы частот вращения шпинделя, мин-1 | 12-2200 | |||
Пределы величин оборотных подач, мм/об:
| 0,05-2,8 0,025-1,4 | |||
Предел шага резьбы, нарезаемой станком:
| 0,25-56 112-0,5 0,25-56 112-0,5 | |||
Точность геометрической формы поверхности образца, мм:
| 0,005 0,012 | |||
| Шероховатость поверхности после чистовой обработки | Ra 1,25 | |||
| Прямолинейность торцевой поверхности, мм | 0,01 | |||
| Мощность электродвигателя главного движения, кВт | 5,5/7,5* | |||
Габаритные размеры станка, не более, мм:
| 2020 1110 1505 | 2270 1110 1505 | 2580 1110 1505 | 3000 1050 1450 |
| Масса станка, кг | 2040 | 2085 | 2130 | 2550 |
* по заказу
Московский станкостроительный завод Токарный станок 16К20 Станки бывшие в употреблении
- Описание
- Характеристики
- Об этом продавце
Станок токарно-винторезный модель 16К20 ПМ1000
Станок после капитального ремонта.
Характеристики станка:
Размах над станиной, мм 400
Размах над суппортом, мм 220
Расстояние между центрами 1000
Класс точности по ГОСТ 8-82 Н
Размер внутреннего конуса в шпинделе Морзе 6 М80*
Шпиндель конец по ГОСТ 12593-72 6К
Диаметр сквозного отверстия в шпинделе, мм 55
Максимальный вес заготовки, закрепляемой в патроне, кг 300
Максимальная масса детали, закрепленной в центрах, кг 1300
Количество ступеней вращения шпинделя, шт. 23
Число ступеней частот обратного вращения шпинделя 12
Пределы частоты прямого вращения шпинделя, мин-1 12,5 — 2000
Пределы частоты обратного вращения шпинделя, мин-1 19 — 2 420
Число ступеней рабочих подач — продольная 42
Количество ступеней рабочих подач — поперечная 42
Пределы рабочих подач — продольных, мм/об 0,7 — 4,16
Пределы рабочих подач — поперечных, мм/об 0,035-2,08
Количество нарезаемых метрических витков 45
Количество нарезаемых дюймовых витков 28
Количество нарезаемых модульных витков 38
Число шагов нарезки 37
Число нарезаемых витков — архимедова спираль 5
Наибольший крутящий момент, кНм 2
Наибольшее перемещение пиноли, мм 200
Поперечное перемещение корпуса, мм ± 15
Наибольшее сечение резца, мм 25
Мощность двигателя главного привода 10 кВт
Мощность электродвигателя привода быстрых перемещений суппорта, кВт 0,75 или 1,1
Мощность насоса охлаждения, кВт 0,12
Габаритные размеры машины (Д х Ш х В), мм
2 812 х 1 166 х 1 324
Масса машины, кг 3 035
Обратите внимание, что данное описание могло быть переведено автоматически . Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Расстояние между центрами | 1000 мм |
| Ø над кроватью | 400 мм |
| Ø над поперечной направляющей | 220 мм |
| Нос шпинделя | М80 |
| Отверстие шпинделя | 55 мм |
| Капитальный ремонт | да |
| Задняя бабка | № |
| Устойчивый | № |
| ——————- | |
| Длина x ширина x высота | 2812,0 × 1166,0 × 1324,0 |
| Вес | 3035 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | отлично |
| По местным нормам | ——— |
| Статус | под напряжением |
| Тип клиента | Пользователь – крупная компания |
| Действует с | 2020 |
| Предложения онлайн | 20 |
| Последнее действие | 2 сентября 2022 г. |
Описание
Станок токарно-винторезный модель 16К20 ПМ1000
Станок после капитального ремонта.
Характеристики станка:
Размах над станиной, мм 400
Размах над суппортом, мм 220
Расстояние между центрами 1000
Класс точности по ГОСТ 8-82 Н
Размер внутреннего конуса в шпинделе Морзе 6 М80*
Конец шпинделя по ГОСТ 12593-72 6К
Диаметр сквозного отверстия в шпинделе, мм 55
Максимальная масса заготовки, закрепляемой в патроне, кг 300
Максимальная масса закрепляемой в центрах детали, кг 1300
Количество ступеней вращения шпинделя, шт. 23
Число ступеней частот обратного вращения шпинделя 12
Пределы частоты прямого вращения шпинделя, мин-1 12,5 — 2000
Пределы частоты обратного вращения шпинделя, мин-1 19 — 2 420
Количество ступеней рабочих подач — продольных 42
Количество ступеней рабочих подач — поперечных 42
Пределы рабочих подач — продольных, мм/об 0,7 — 4,16
Пределы рабочих подач — поперечных, мм/об 0,035-2,08
Номер нарезаемых метрических резьб 45
Количество нарезаемых дюймовых резьб 28
Количество нарезаемых модульных резьб 38
Количество шагов нарезки 37
Количество нарезаемых ниток — архимедова спираль 5
Наибольший крутящий момент, кНм 2
Наибольшее перемещение пиноли , мм 200
Поперечное перемещение корпуса, мм ± 15
Наибольшее сечение фрезы, мм 25
Мощность двигателя главного привода 10 кВт
Мощность электродвигателя привода быстрого перемещения суппорта, кВт 0,75 или 1,1
Мощность насоса охлаждения, кВт 0,12
Габаритные размеры машины (Д х Ш х В), мм
2 812 х 1 166 х 1 324
Масса машины, кг 3 035
Обратите внимание, что данное описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Технические характеристики
| Расстояние между центрами | 1000 мм |
| Ø над кроватью | 400 мм |
| Ø над поперечной направляющей | 220 мм |
| Нос шпинделя | М80 |
| Отверстие шпинделя | 55 мм |
| Капитальный ремонт | да |
| Задняя бабка | № |
| Устойчивый | № |
| ——————- | |
| Длина x ширина x высота | 2812,0 × 1166,0 × 1324,0 |
| Вес | 3035 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | отлично |
| По местным нормам | ——— |
| Статус | под напряжением |
Об этом продавце
| Тип клиента | Пользователь – крупная компания |
| Действует с | 2020 |
| Предложения онлайн | 20 |
| Последнее действие | 2 сентября 2022 г. |
Четыре вопроса о станке для нарезки резьбы TCG для труб OCTG
Выберите другую страну или регион, чтобы просмотреть контент для вашего местоположения.
Светлая тема
Выберите страну или регион
Светлая тема
Подсказка
Подтвердить
Журнал 14 мин.
Автор: Фальк Рёсселер, [email protected]
Менхенгладбах,
20 окт 2020
На рынке представлено множество станков для нарезки резьбы для труб OCTG. Однако TCG — это совсем не массовый продукт. Он обеспечивает высочайшее воспроизводимое качество резьбы, обеспечивая при этом высокую производительность, доступность и экономичность. Наша статья отвечает на четыре самых важных вопроса о премиальных нитях, технологиях и важности цифровизации.
Кимихико Накамура, генеральный менеджер отдела международного машиностроения Itochu-Machine Technos Corp., говорит о TCG43 как о лучшей машине для производства соединений премиум-класса, для которых требуется гораздо более высокое качество высоколегированного материала по сравнению с API.
TCG43 — лучшая машина.
Кимихико Накамура, генеральный менеджер, отдел международного машиностроения Itochu-Machine Technos Corp.
«Причина, по которой крупный японский производитель труб представил второй станок для нарезания резьбы TCG43, заключается в том, что они осознают ключ к производству соединения премиум-класса с постоянным качеством и коротким временем цикла, что требует высокой жесткости, чтобы выдерживать противодействующую силу от режущего инструмента. . Это было подтверждено повторным испытанием на резку, прежде чем японский производитель труб решил представить первую трубу TCG43. TCG43 — лучшая машина, которая может реализовать вышеупомянутое требование для производства премиальных соединений этого японского производителя труб, для которых требуется гораздо более высокое качество высоколегированного материала по сравнению с API».
TCG43 — лучшая машина, которая может реализовать вышеупомянутое требование для производства премиальных соединений этого японского производителя труб, для которых требуется гораздо более высокое качество высоколегированного материала по сравнению с API».
Резьбонарезные станки типа TCG работают по принципу «вращающаяся труба, стационарный инструмент», производя высокоточную премиальную резьбу для бесшовных труб и прямошовных труб. Резьба Premium, производимая на резьбонарезных станках SMS group, соответствует строгим стандартам ISO 13679: 2019/2011 и API 5C5, а также обеспечивает выдающиеся результаты для резьб по API 5B и ГОСТ Р 53366 (ранее ГОСТ 631/632/633). ).
«Вращающаяся труба, стационарный инструмент» – таков принцип работы резьбонарезного станка TCG.
Условия добычи нефти становятся все более амбициозными; должны быть обеспечены безопасность и жесткость труб и особенно их соединений. Только высококачественная резьба, соответствующая самым высоким стандартам ISO, производимая на резьбонарезных станках TCG от SMS group, может удовлетворить разнообразные и сложные требования и обеспечить безопасный выпуск масляных отложений.
С премиальной резьбой Трубы OCTG (нефтяные трубы) подготовлены для самых сложных условий добычи нефти. Это включает в себя то, что бурение нефтяных скважин с помощью этих высокопроизводительных труб может достигать глубины в несколько тысяч метров как на суше, так и на море.
Благодаря резьбе премиум-класса и маркам стали нового уровня разведка природного газа и нефти может осуществляться и в холодных регионах.
Так называемые кислые рабочие трубы с резьбой премиум-класса выдерживают агрессивные и коррозионные условия, такие как сероводород и серная кислота. Крупные месторождения вблизи полярного круга могут быть разведаны только потому, что высокопрочные и высоколегированные трубы, включая их резьбу, выдерживают экстремальные перепады температур.
В морской зоне вблизи нефтяных платформ резьба премиум-класса помогает гарантировать, что нефтедобывающие трубы будут постоянно выдерживать большие перемещения. А горные работы ведутся не только вертикально, но и меняют направление по геологическим причинам — даже с этими огромными трудностями справляются трубы OCTG и резьба премиум-класса.
А горные работы ведутся не только вертикально, но и меняют направление по геологическим причинам — даже с этими огромными трудностями справляются трубы OCTG и резьба премиум-класса.
Потоки премиум-класса обеспечивают гибкость оффшорных платформ для разработки и исследования.
«Существенное значение для точности и качества имеют жесткость станка и снижение вибрации», — поясняет Тим Купперс, руководитель конструкторского отдела отделочных линий SMS group. «Мы подвергали все компоненты станка для нарезки резьбы постоянным испытаниям, результатом которых стали новые разработки. В заключение можно сказать, что они оптимально взаимодействуют и обеспечивают оптимальные результаты резьбы».
При разработке SMS group использовала самые современные методы моделирования конечных элементов. С помощью расчетов методом конечных элементов были исследованы и оптимизированы конструктивные элементы, такие как рама машины, редукторы, револьверная установка и приводные элементы с линейными направляющими и ШВП с предварительным натягом. Затем результаты были снова подвергнуты объективной и независимой проверке, а затем подтверждены RWTH Aachen University: резьбонарезной станок TCG достигает высочайших показателей по жесткости станка и работе без вибраций.
Затем результаты были снова подвергнуты объективной и независимой проверке, а затем подтверждены RWTH Aachen University: резьбонарезной станок TCG достигает высочайших показателей по жесткости станка и работе без вибраций.
Линия нарезки резьбы TCG для API и резьб премиум-класса в мастерской SMS group в Мёнхенгладбахе, Германия.
Ключевыми факторами точности и основными инновациями являются позиционирование револьверной головки (держателя инструмента) с малым расстоянием до трубы и вертикальное расположение к оси станка, а также отдельный самонесущий центрирующий патрон. Благодаря такой конструкции избыточная длина трубы для зажима может быть максимально короткой и стабильной, благодаря чему сварные тонкостенные трубы нефтяного сортамента могут обрабатываться с высокой точностью.
Кроме того, трубы могут дополнительно стабилизироваться с помощью внутреннего зажимного устройства. Недавно разработанный патрон отличается компактностью, малой инерцией и гибкостью, что позволяет оптимально захватывать каждую трубу. Револьверные инструменты, которые не требуются в процессе нарезания резьбы, не могут столкнуться с зажимным патроном. Таким образом, труба может быть зажата как можно короче, и, таким образом, тенденция к вибрации может быть сведена к минимуму.
Недавно разработанный патрон отличается компактностью, малой инерцией и гибкостью, что позволяет оптимально захватывать каждую трубу. Револьверные инструменты, которые не требуются в процессе нарезания резьбы, не могут столкнуться с зажимным патроном. Таким образом, труба может быть зажата как можно короче, и, таким образом, тенденция к вибрации может быть сведена к минимуму.
«Кроме того, система подачи СОЖ под высоким давлением и специально разработанные блоки инструментов способствуют лучшему отводу стружки (длинная стружка), оправка/плунжер с ЧПУ позволяет очень хорошо избежать включения охлаждения в трубу, а точность центрирования трубы очень хорошо обеспечивается с помощью центрирующий патрон + плавающий/жесткий патрон, которые поддерживают непрерывную работу без вмешательства. Мы считаем, что этот крупный японский производитель труб счастлив работать с этим сложным станком для нарезания резьбы», — сказал Кимихико Накамура, генеральный директор отдела международного машиностроения Itochu-Machine Technos Corp.
Высокоточная обработка труб OCTG стала возможной благодаря резьбонарезному станку TCG.
Короткое время цикла и высокая производительность стали возможными благодаря полностью автоматизированным процессам. Это уже начинается с транспортных систем перед машинным центром. Специальные прижимные ролики обеспечивают быструю подачу трубы. Благодаря отслеживанию машина узнает, среди прочего, такие значения, как размеры труб и марки стали. На основе этих данных автоматически происходит динамическая адаптация, и время вторичной настройки сокращается до минимума.
Каждая из двух револьверных головок оснащена шестью инструментами, так что всего на станке предусмотрено двенадцать позиций инструментов. Следовательно, станок подготовлен для соответствующих свойств материалов, таких как высоколегированные стали, и процессов обработки, таких как черновая, чистовая обработка или нарезание резьбы. В результате производственные процессы могут осуществляться без перерывов и с высокой производительностью. Предварительно установленные инструменты позволяют производить самые разнообразные типы резьбы и снабжены мощной подачей СОЖ, что позволяет реализовать максимальную скорость процесса. Охлаждающие жидкости собираются, очищаются и снова подаются в производственный цикл, что помимо энергоэффективности способствует устойчивости работы резьбонарезного станка.
Предварительно установленные инструменты позволяют производить самые разнообразные типы резьбы и снабжены мощной подачей СОЖ, что позволяет реализовать максимальную скорость процесса. Охлаждающие жидкости собираются, очищаются и снова подаются в производственный цикл, что помимо энергоэффективности способствует устойчивости работы резьбонарезного станка.
Во избежание простоев все чувствительные детали станка, такие как каретки инструментов, защищены от прямого воздействия стружки или охлаждающей эмульсии. Труба защищена заглушкой, устанавливаемой внутри полностью автоматически и изменяемой в зависимости от трубы и резьбы. Кроме того, все внутреннее пространство имеет гладкие поверхности, предотвращающие налипание стружки. Непрерывное удаление стружки осуществляется полностью автоматически. Дополнительно может быть установлена система удаления стружки.
Автоматическая система смазки также способствует высокой эксплуатационной готовности и минимизации работ по техническому обслуживанию. Кроме того, современная конструкция установки обеспечивает оптимальный доступ ко всем узлам. Машина, оснащенная интегрированными системами доступа и безопасности, имеет широкие раздвижные двери с открывающейся крышей, благодаря чему производственный персонал не страдает от капель охлаждающей жидкости, а использование крана упрощается при замене сборочных групп.
Кроме того, современная конструкция установки обеспечивает оптимальный доступ ко всем узлам. Машина, оснащенная интегрированными системами доступа и безопасности, имеет широкие раздвижные двери с открывающейся крышей, благодаря чему производственный персонал не страдает от капель охлаждающей жидкости, а использование крана упрощается при замене сборочных групп.
Две револьверные головки обеспечивают место для шести инструментов в каждой.
Что касается управления, дигитализации и Индустрии 4.0, то резьбонарезные станки TCG спроектированы так, чтобы быть открытыми, то есть с их подходом к интерфейсу, а также с интегрированной сенсорной технологией. Для управления станком с ЧПУ, например. Системы Siemens или FANUC могут использоваться в зависимости от требований заказчика. Концепция управления HMI разработана интуитивно понятно, предлагая максимальную прозрачность для мониторинга полностью автоматических процессов и простое и быстрое вмешательство и возможности настройки.
Кристиан Бентен, менеджер по продажам отделочных линий, SMS group: «Наше оборудование можно легко интегрировать в существующие ERP-системы и линии отделки труб, и оно поддерживает соответствующее отслеживание труб. Благодаря этому подключению и объединению в сеть машина идеально предварительно настраивается на соответствующую трубу в текущем процессе. В то же время данные процесса и потока предоставляются для последующих этапов производства и интегрируются в документацию по качеству заказчика.
Мощная система управления: основа высоких требований к точности, динамике и производительности, а также удобству использования и ремонтопригодности резьбонарезного станка.
«Мы оптимально подготовили резьбонарезные станки TCG к цифровому будущему. Мы работаем над многообещающими цифровыми и интеллектуальными решениями, которые еще больше повышают ценность резьбонарезных станков TCG для клиентов», — прогнозирует будущие перспективы станков нового типа Фальк Рёсселер, вице-президент Bright Steel & Finishing Plants, SMS group.