ТВШ-3 (ТВ-3) Станок токарно-винторезный школьныйсхемы, описание, характеристики. Токарный станок 4
Т-4 Станок токарно-винторезный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка Т-4
Производители токарно-винторезного станка модели Т-4 - несколько ремесленных училищ СССР.
Т-4 Станок токарно-винторезный учебный. Назначение, область применения
Станок Т-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок Т-4 выпускался в 40-х годах прошлого века несколькими ремесленными училищами СССР.
Учебный токарно-винторезный станк Т-4, несмотря на упрощенную конструкцию, имеет все узлы "взрослого" токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Технические характеристики школьного токарно-винторезного станка Т-4
Изготовитель - Областное Управление Трудовых Резервов, Ремесленное училище г. Горький.
Основные параметры станка - в соответствии с ГОСТ 42-40.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной - Ø 320, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта - Ø 112 мм
- Высота центров - 160 мм
- Расстояние между центрами - 750 мм
- Наибольшая длина обтачивания - 720 мм
- Пределы продольных подач - 0,027..2,28 мм/об
- Пределы поперечных подач - 0,008..0,711 мм/об
- Нарезаемые резьбы: метрическая 0,4..10 мм
- Нарезаемые резьбы: дюймовая 3..40 ниток на дюйм
- Нарезаемые резьбы: модульная 1..3 мод
- Мощность электродвигателя - 1,3 кВт, 1430 об/мин
- Вес станка полный - 500 кг
Шпиндель токарно-винторезного станка Т-4
- Конец шпинделя - резбовой М52 х 6
- Конец шпинделя - конус морзе №4
- Диаметр стандартного патрона - Ø 200 мм
- Диаметр отверстия в шпинделе - Ø 26 мм
- Наибольший диаметр обрабатываемого прутка - Ø 25 мм
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) - 56, 98, 165, 269, 476, 800 об/мин
Передний конец шпинделя станка Т-4 имеет резьбу М52х6 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка Т-4 - Ø200 мм.
Шпиндель токарного станка Т-4 получает 6 ступеней вращения (56, 98, 165, 269, 476, 800 об/мин) от коробки скоростей в передней бабке.
Шпиндель смонтирован на переднем и заднем бронзовых подшипниках скольжения и одном упорном подшипнике качения.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Вращение на входной вал коробки скоростей поступает от электродвигателя через ременную передачу. С помощью блока зубчатых колес и фрикционной муфты выбирается одна из шести скоростей шпинделя.
Привод станка осуществляется от асинхронного электродвигателя. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает вращение ходового вала для продольных и поперечных подач суппорта при точении, и вращение ходового винта, который начинает вращаться при нарезании резьбы.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное и поперечное движение суппорта.
Смазка коробки скоростей - разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач - фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
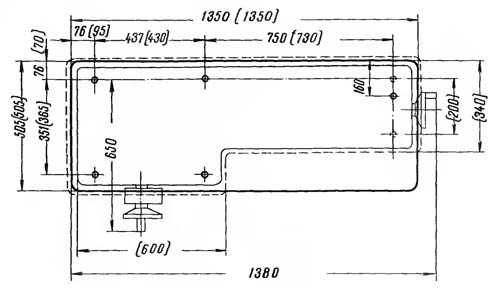
Габаритные размеры рабочего пространства станка Т-4
Габаритные размеры рабочего пространства станка Т-4
Габаритные размеры рабочего пространства станка Т-4
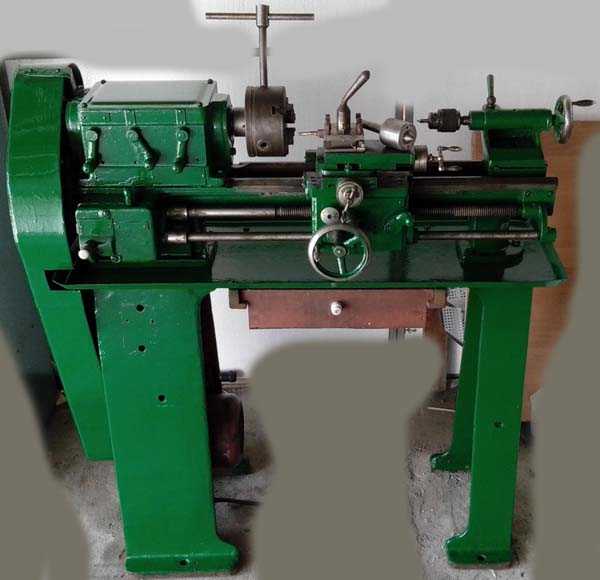
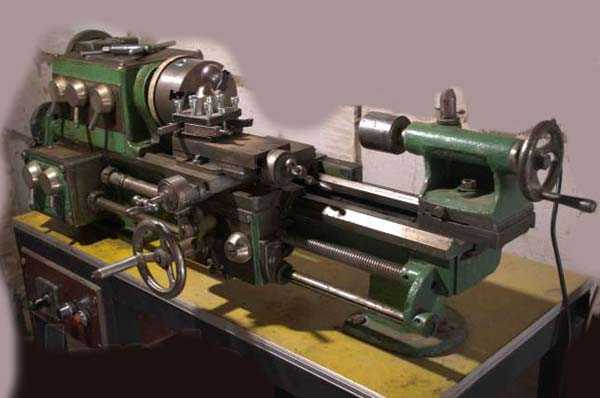
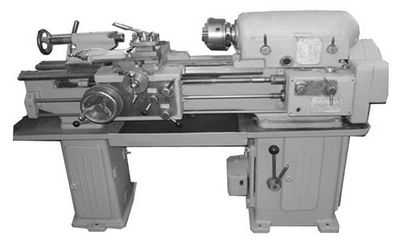
Общий вид токарно-винторезного станка Т-4

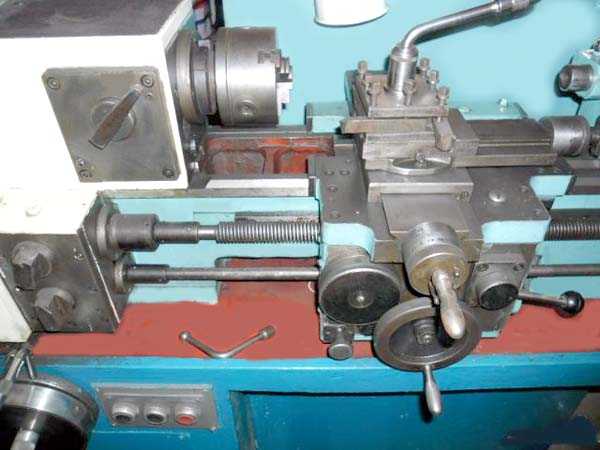
Фото токарно-винторезного станка Т-4

Фото токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе

Фото токарно-винторезного станка Т-4

Фото токарно-винторезного станка Т-4

Фото токарно-винторезного станка Т-4

Фото токарно-винторезного станка Т-4

Фото токарно-винторезного станка Т-4
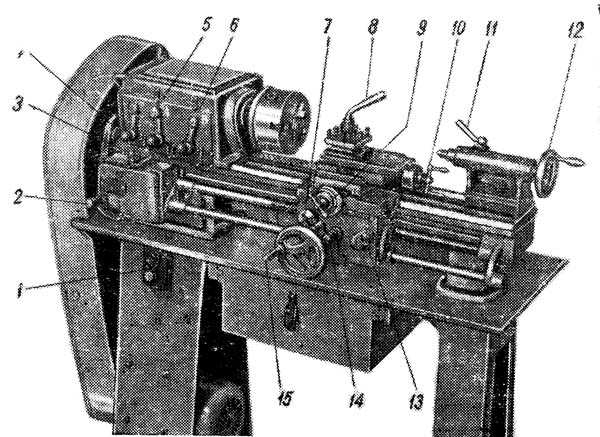
Расположение органов управления токарным станком Т-4
Расположение органов управления токарным станком Т-4
Спецификация органов управления токарно-винторезным станком Т-4
- Рукоятка фрикциона. Включение станка
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка трензеля
- Рукоятка выбора скорости коробки подач
- Маховик ручного перемещения продольной каретки
- Рукоятка включения продольной и поперечной механической подачи (самохода)
- Рукоятка включения маточной гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка для перемещения резцовых салазок
- Рычаг быстрого отвода резца
- Рукоятка зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка зажима пиноли задней бабки
Схема кинематическая токарно-винторезного станка Т-4
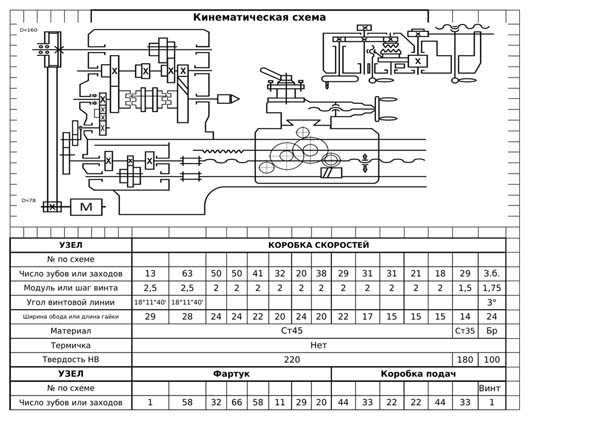
Кинематическая схема токарно-винторезного станка Т-4
Схема кинематическая токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Таблица набора шестерен токарно-винторезного станка Т-4
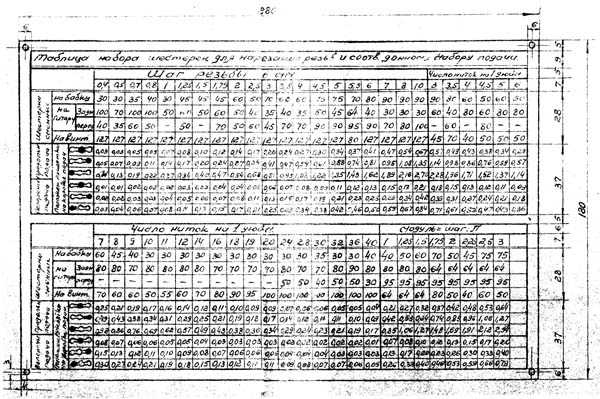
Таблица набора шестерен токарно-винторезного станка Т-4
Таблица набора шестерен токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Таблица набора шестерен токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Точки смазки токарно-винторезного станка Т-4
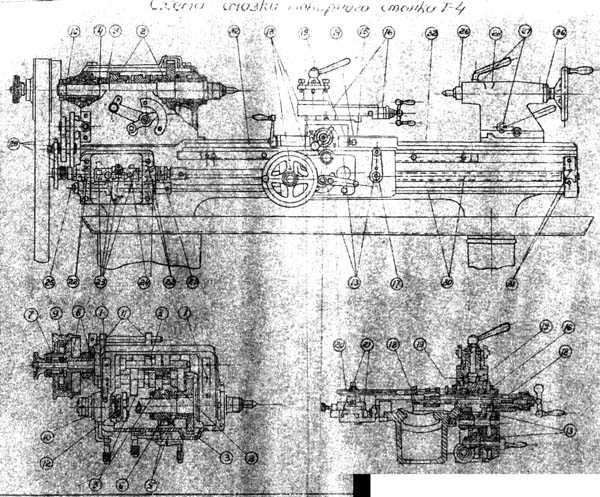
Точки смазки токарно-винторезного станка Т-4
Точки смазки токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка Т-4
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Токарно-винторезный станок Т-4. Видеоролик
Основные технические характеристики станка Т-4
| Основные параметры станка | ||||
| Класс точности | Н | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 320 | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 112 | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 160 | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 750 | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | |||
| Наибольшая длина обтачивания, мм | 730 | 300 | 300 | 300 |
| Наибольшая высота держателя резца (ширина х высота), мм | 17 х 30 | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 154 | 78 | 78 | |
| Шпиндель | ||||
| Резьбовой конец шпинделя, мм | М52 х 6 | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 200 | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 26 | 16 | 18 | |
| Наибольший диаметр прутка, мм | 25 | 15 | 12 | |
| Конус Морзе шпинделя | №4 | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 56, 98, 165, 269, 476, 800 | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 | |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 | |
| Торможение шпинделя | нет | нет | нет | |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение суппорта, мм | 720 | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | - | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 170 | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,025 | 0,025 | 0,025 |
| Перемещение суппорта поперечное на один оборот лимба, мм | 4 | |||
| Наибольшее перемещение резцовых салазок, мм | 100 | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,025 | 0,025 | 0,025 |
| Перемещение резцовых салазок на один оборот лимба, мм | 4 | |||
| Угол поворота резцовых салазок, град | 360° | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,027..2,28 | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | 0,008..0,711 | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,4..10 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | 3..40 | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | 1..3 | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №3 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 90 | 65 | 65 | 65 |
| Наибольшее поперечное перемещение бабки, мм | ±20 | |||
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт (об/мин) | 1,3 (1430) | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1780 х 795 х 1250 | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 500 | 280 | 300 | 400 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
ТВШ-3 Станок токарно-винторезный школьный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВШ-3 (ТВ-3)
Производители токарно-винторезного станка модели ТВШ-3 - Техникум г. Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
ТВШ-3 (ТВ-3) первые школьные токарно-винторезные станки, выпускавшиеся в 60-х годах прошлого века. За основу конструкции станка, по всей видимости, был взят станок немецкого производства. В 70-х годах модель ТВШ-3 заменил более совершенный токарно-винторезный станок - ТВ-4.
ТВШ-3 (ТВ-3) Станок токарно-винторезный учебный. Назначение, область применения
Станок ТВШ-3 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Техническая характеристика станка
- Наибольший диаметр изделия, устанавливаемого над станиной, мм - 100
- Наибольший диаметр точения над нижней частью суппорта, мм - 90
- Высота центров, мм - 100
- Наибольший диаметр обрабатываемого прутка, мм - 14
- Расстояние между центрами, мм - 350
- Наибольшая длина обтачивания, мм - 350
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) - 120...170
- Пределы продольных подач (3 ступени), мм/об - 0,04; 0,05; 0,06
- Нарезаемые резьбы: метрическая шагом (3 ступени), мм - 0,6; 0,8; 1
- Диаметр отверстия в шпинделе, мм - 15
- Мощность электродвигателя, кВт - 0,6
Общий вид токарно-винторезного станка ТВШ-3

Расположение составных частей и органов управления токарно-винторезным станком ТВШ-3
Спецификация составных частей и органов управления токарно-винторезного станка ТВШ-3
- включатель подачи электроэнергии
- рукоятка установки величины подачи или шага резьбы
- рукоятка включения ходового винта или ходового валика
- рукоятка изменения направления вращения ходового винта или валика (рукоятка трензеля)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятка включения реечной шестерни
- рукоятка закрепления резцедержателя
- рукоятка поперечной подачи суппорта
- рукоятка продольной подачи суппорта
- рукоятка крепления пиноли задней бабки
- маховик перемещения пиноли задней бабки
- рукоятка включения маточной гайки
- рукоятка включения механической подачи каретки
- маховик ручного перемещения каретки
Схема кинематическая токарно-винторезного станка ТВШ-3
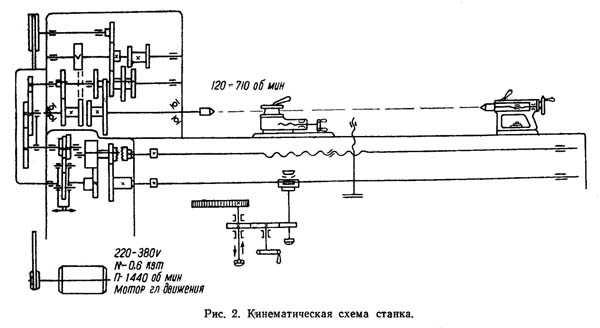
Схема кинематическая токарно-винторезного станка ТВШ-3. Смотреть в увеличенном масштабе
Кинематическая схема. Перемещение резца осуществляется через систему шестерен вручную или механически—самоходом.
Станок приводится в движение электродвигателем трехфазного тока мощностью 0,6 кВт с числом оборотов 1440 об/мин.
Натяжение ремней передачи осуществляется специальным приспособлением, позволяющим производить перемещевие электродвигателя при помощи специальных болтов.
Пуск и остановка станка производитея кнопочным переключателем.
Конструкция токарно-винторезного станка ТВШ-3
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, передаточный механизм (гитара), фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВШ-3
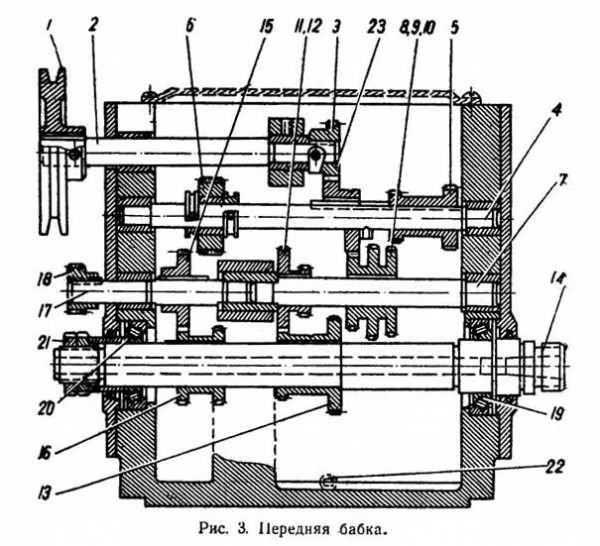
Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВШ-3 передняя бабка является коробкой скоростей.
От индивидуального электродвигателя через клиноременную-передачу вращение сообщается шкиву, сидящему на валу коробки скоростей.
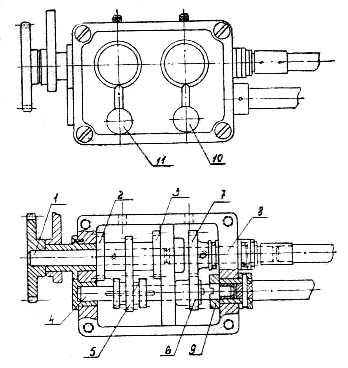
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно; на вал 4, на котором размещены три неподвижные шестерни 5, 23 и 6. Последняя участвует только в работе трензеля. На валу 7 находятся блок шестерен 8, 9 и 10 и блок шестерен 11 и 12, которые перемещаются на валу по шпонке при помощи рукояток А и Б (рис. 1). Тройной блок шестерен 8, 9 и 10 имеет возможность находиться в постоянном зацеплении с одной из шестерен блока 5 и тем самым передавать движение валу. Через блок шестерен // и 12 движение передается неподвижному блоку шестерен 13, находящемуся непосредственно на шпинделе станка 14. Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, • которые наворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
Кроме этого, в коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это осуществляется перемещением шестерни 15 в левое или правое крайнее положение рукояткой 4 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 16, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Вся система шестерен и валов размещается в пустотелой коробке, отлитой из чугуна, сверху коробка закрывается крышкой, которая крепится к ней четырьмя винтами. Шпиндель вращается в двух радиально-упорных подшипниках 19 и 20. Валы опираются на бронзовые подшипники скольжения. Для регулировки натяжения шпинделя на заднюю часть его навинчены две круглые гайки 21.
Фиксация блоков шестерен в нужном положении осуществляется жесткой установкой переключающих рукояток в гнездах на коробке. Для удобства в работе на передней стенке коробки размещена таблица с указанием чисел оборотов в минуту в зависимости От положения рукояток и указатель перемещения суппорта.
На задней стенке коробки имеется пробка для слива масла 22. Коробка скоростей крепится на станине станка четырьмя болтами.
Механизм коробки скоростей позволяет получить шесть скоростей вращения шпинделя и правое и левое перемещение суппорта, а следовательно — нарезать правые и левые резьбы.
Передаточный механизм токарно-винторезного станка ТВШ-3
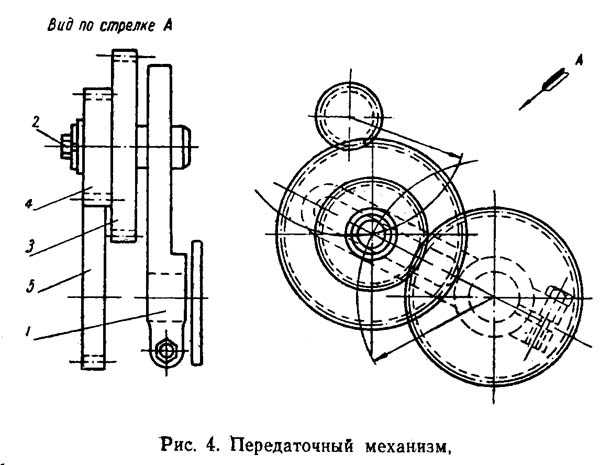
Передаточный механизм служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Меняя шестерни передаточного механизма, можно изменять величину подачи суппорта на один оборот шпинделя, а также шаг нарезаемых резьб.
Механизм состоит из кронштейна 1 с закрепленными на валике 2 шестерней 3 (число зубьев 72) и шестерней 4 (число зубьев 42). Шестерня 4 зацепляется с шестерней 5 (число зубьев 70), закрепленной на валике коробки подач, а шестерня 3 — с шестерней 18 коробки скоростей.
Передаточный механизм характеризуется передаточным отношением; для станка типа ТВШ-3 оно составляет
i = 24/60 * 40/64 = 1/4 или i = 24/72 * 42/70 = 1/5
Для данного станка это передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются. Для безопасности работы передаточный механизм закрывается кожухом из листового железа.
В зависимости от даты выпуска и производителя станка конструкция передаточного механизма может меняться.
Коробка подач токарно-винторезного станка ТВШ-3. Ранняя версия
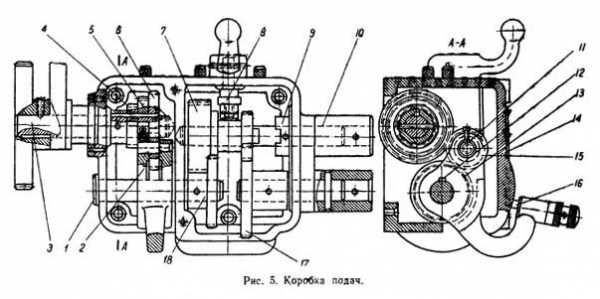
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,6; 0,8 и 1,0 мм и продольную подачу Суппорта в пределах 0,04; 0,05; 0,06 на один оборот шпинделя.
Валик 3 получает вращение от шестерен передаточного механизма. На этом валике жестко посажены три шестерни 4, 5 и 6 с числом зубьев соответственно 24, 32 и 40. Валик 1 имеет длинную шпоночную канавку, в которой скользит шпонка 12 совместно с шестерней 13 (число зубьев 32), расположенной в рычаге 2. Рычаг несет валик 11, на котором свободно вращается шестерня 15, находящаяся постоянно в зацеплении с шестерней 13. Посредством рычага 2 шестерню 13 вместе с шестерней 15 можно перемещать вдоль валика и вводить в зацепление поочередно с шестернями 4, 5 я 6. В каждом из этих положений рычаг удерживается штифтом 16, входящим в одно из отверстий крышки коробки подач 14. На валике 1 закреплена жестко по отношению к валику шестерня 18, которая постоянно находится в зацеплении с блочной шестерней" 7, посаженной на валике 10. Эта шестерня может перемещаться по валику с помощью рычага 8 вправо и влево. При левом положении шестерня 7 входит в зацепление с шестерней 17, которая посажена на ходовой валик. Следовательно, при левом положении шестерни (правом положении рычага 5 по перечню рукояток управления) вращение передается ходовому валику. При перемещении рычага влево шестерня 7, перемещаясь вправо, выходит из зацепления с шестерней 11 и своими торцовыми выступами входит в зацепление с храповой муфтой 9. Таким образом, при левом положении рычага вращение передается ходовому винту. Механизм коробки подач размещен в корпусе, в котором имеются отверстия для заливки масла. Отверстия закрываются пробками. Коробка подач закрывается с лицевой стороны крышкой 14 и крепится на станине четырьмя винтами.
Коробка подач токарно-винторезного станка ТВШ-3. Поздняя версия
Суппорт токарно-винторезного станка ТВШ-3
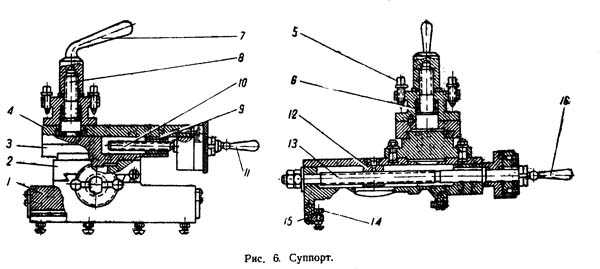
Суппорт (рис. 6) предназначен для перемещения и закрепления резца, который должен находиться в различных положениях, определяемых формой и размерами обрабатываемого изделия.
Суппорт имеет четыре каретки: нижняя каретка перемещается в продольном направлении по направляющим станинам как от механического привода, так и от руки. Перемещение осуществляется за счет фартука, прикрепленного к нижней каретке. Каретка 2 передвигается по направляющим нижней каретки и служит для поперечного перемещений резца от руки. Каретка, несущая на себе четырехгранную резцовую головку, имеет только продольное перемещение по направляющим средней поворотной части суппорта, которая может поворачиваться на 90° в ту или иную сторону.
Поперечное перемещение каретки 2 по направляющим нижней каретки 1 осуществляется винтом 13 и гайкой 12. Винт 13 приводится во вращение от руки рукояткой 16. Так как винт 13 установлен в опорах на нижней каретке, а гайка 12 закреплена на каретке 2, то при вращении винта гайка будет перемещаться и увлекать за собой каретку 2.
Сверху каретка 2 имеет углубление; куда входит выступ поворотной части суппорта 5. Для закрепления поворотной части имеются 2 болта, головки которых входят в круговой паз каретки 2.
Верхнюю каретку 4 суппорта можно перемещать по направляющим вручную, пользуясь рукояткой 11, которая приводит во вращение винт 10 и гайку 9.
Направляющие и соприкасающиеся с ними поверхности кареток от продолжительной работы изнашиваются на столько, что между ними может появиться недопустимо большой зазор.
В результате этого резец будет вибрировать и снизится точность работы станка. Для устранения вибрации в суппорте предусмотрены регулируемые планки 14 и 15, которые могут быть поджаты винтами. Резцедержатель закрепляется болтом 8 и затягивается рукояткой 7. При отворачивании рукоятки резцедержатель отжимается вверх от верхней каретки пружиной 6. Резцедержатель позволяет закреплять в нем одновременно до четырёх резцов. Резцы крепятся болтами 5.
Фартук токарно-винторезного станка ТВШ-3
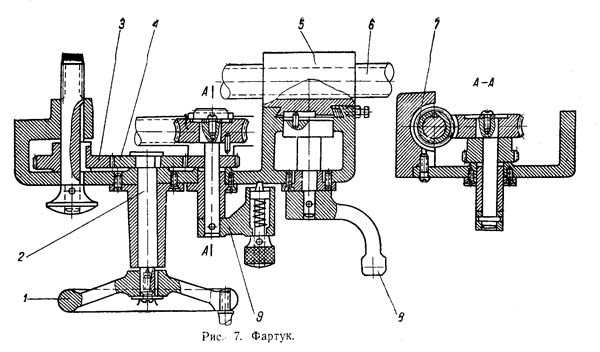
С помощью фартука (рис. 7) можно осуществить продольную подачу суппорта, механическую или ручную, ходовым валиком и продольную подачу, механическую, ходовым винтом.
Ручная подача ходовым валиком осуществляется вращением маховика 1, насаженного на вал 2, на котором находится шестерня 4, зацепляющаяся с шестерней 3, сидящей на конце валика реечной шестерни. Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача осуществляется червяком 7, сидящим на скользящей шпонке на ходовом валике. Червяк приводит в движение червячную шестерню, и далее через систему шестерен движение передается на реечную шестерню. Для включения механической подачи необходимо повернуть рукоятку 9 по часовой стрелке. При этом включается в работу фрикцион, смонтированный в червячной шестерне. Механическая подача ходовым винтом осуществляется поворотом рукоятки 8, соединяющей разъемную маточную гайку 5 с ходовым винтом 6. Рекомендуется реечную шестерню при работе с ходовым винтом выводить из зацепления с рейкой движением рукоятки «на себя». При механической и ручной подаче ходовым валиком реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки «от себя».
Задняя бабка токарно-винторезного станка ТВШ-3
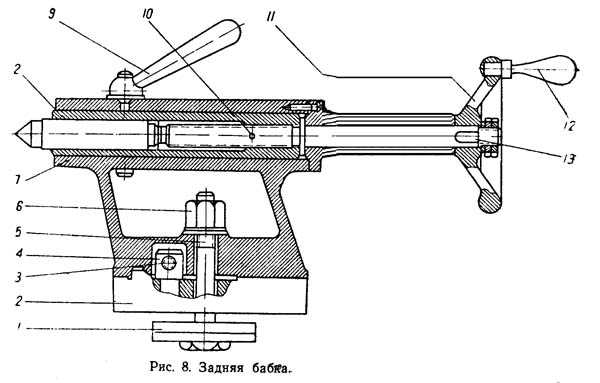
Задняя бабка (рис. 8) служит для поддержания второго конца обрабатываемой детали. Корпус 7 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 8. Один конец пиноли имеет коническое отверстие (конус Морзе № 2), в которое в зависимости от выполняемой работы можно вставлять в центр хвостовую часть патрона для зажима сверл и другой инструмент. Перемещение пиноли производится маховиком 11, вращающим винт 13. Для удобства вращения на маховике закреплена рукоятка 12. Чтобы пиноль при вращении маховика не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 10. Рукоятка 9 служит для зажима пиноли в корпусе бабки. Оси шпинделя и задней бабки должны совпадать; для установки пиноли по оси шпинделя служит винт 3 и гайка 4. Посредством их можно смещать корпус относительно основания в поперечном направлении по призме основания для проточки длинных конусов. Для обточки в центрах деталей разной длины основание перемещают вместе с корпусом задней бабки вдоль станины станка и закрепляют в нужном положении болтом 5 гайкой 6 и плавкой 1.
ТВШ-3 (ТВ-3) Станок токарно-винторезный. Видеоролик
Нарезание шестерни на твш-3
Основные технические характеристики станка ТВШ-3
| Основные параметры станка | |||
| Класс точности | Н | ||
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | |
| Наибольший диаметр заготовки над суппортом, мм | 125 | ||
| Высота центров над плоскими направляющими станины, мм | 108 | 100 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | |
| Наибольшая длина обтачивания, мм | 300 | 350 | |
| Наибольшая высота держателя резца, мм | 10 х 12 | ||
| Высота от опорной поверхности резца до линии центров, мм | 12 | 14 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 90 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 15 | |
| Наибольший диаметр прутка, мм | 15 | 14 | |
| Конус Морзе шпинделя | №2 | №2 | |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | ||
| Торможение шпинделя | нет | нет | |
| Блокировка рукояток | нет | нет | |
| Реверсирование | нет | ||
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 350 | |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | нет | |
| Наибольшее поперечное перемещение суппорта, мм | 100 | ||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | ||
| Наибольшее перемещение резцовых салазок, мм | 50 | ||
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | |
| Угол поворота резцовых салазок, град | ±45° | ±45° | |
| Число ступеней продольных подач суппорта | 3 | 3 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,04; 0,05; 0,06 | |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | |
| Количество нарезаемых резьб метрических | 3 | 3 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,6; 0,8; 1,0 | |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | |
| Пределы шагов нарезаемых резьб модульных | нет | нет | |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | |
| Наибольшее перемещение пиноли, мм | 65 | 65 | |
| Наибольшее поперечное смещение бабки, мм | ±5 | ±7 | |
| Наличие лимба или линейки перемещения | 0,025 | нет | |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 0,6 | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 400 х 1150 | |
| Масса станка, кг | 280 | 180 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
16У04П Станок токарно-винторезный повышенной точности схемы, описание, характеристики
Сведения о производителе токарного настольного станка 16у04п
Токарно-винторезный станок 16У04П выпускался в СССР предприятием Кироваканский завод прецизионных станков г. Кировокан (сегодня г. Ванадзор), Армения.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
Станки, выпускаемые Кироваканским заводом прецизионных станков
16У04П токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезные станки повышенной точности моделей 16У04П предназначены для выполнения различных токарных работ в центрах, в цанге, в патроне, для нарезания метрических, модульных и дюймовых резьб.
Станок 16У04П является универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения.
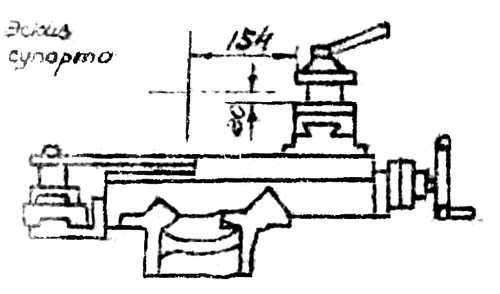
16У04П Габаритные размеры рабочего пространства станка
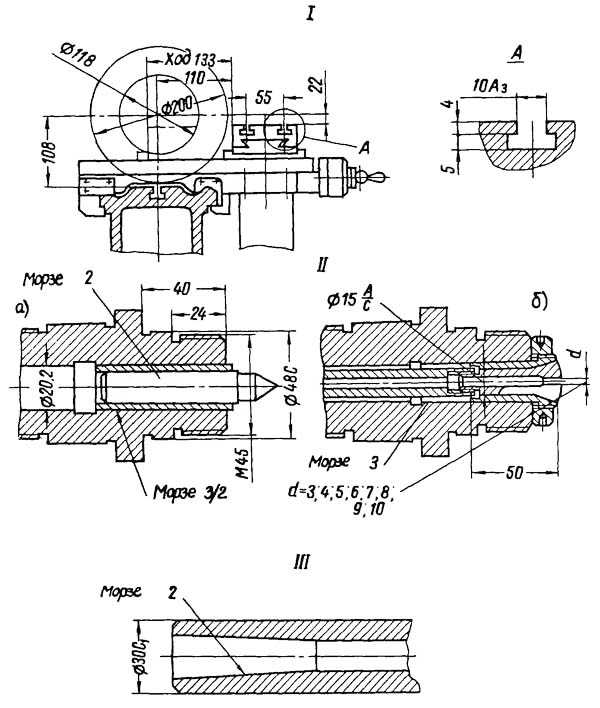
I - эскиз суппорта станка 16У04П
II - эскизы конца шпинделя
- а) эскиз конца шпинделя под центр
- б) эскиз конца шпинделя под цангу
III - эскиз пиноли задней бабки
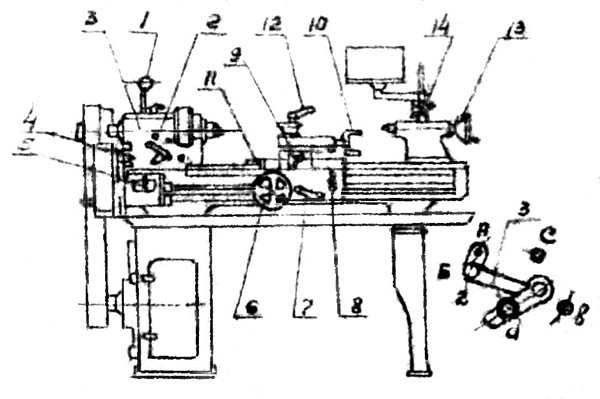
16У04П Общий вид токарно-винторезного станка

16У04П Расположение составных частей токарно-винторезного станка
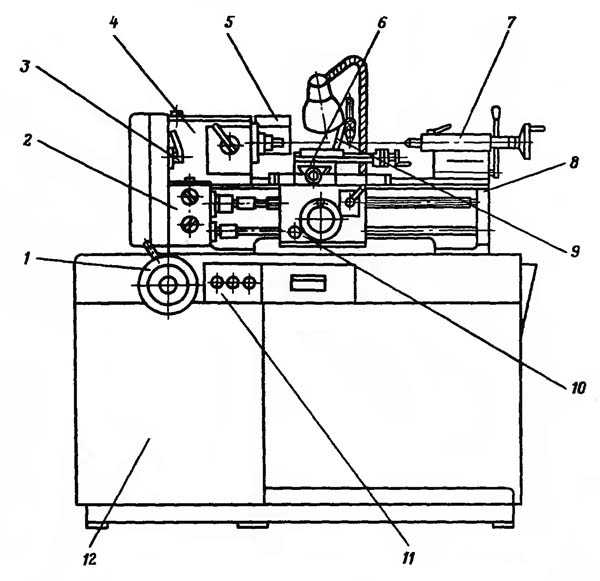
Спецификация составных частей токарно-винторезного станка 16У04П
- Вариатор
- Коробка подач
- Гитара
- Передняя бабка
- Кожух
- Суппорт
- Задняя бабка
- Станина
- Система охлаждения
- Фартук
- Электрооборудование
- Тумба
16У04П Расположение органов управления токарно-винторезным станком
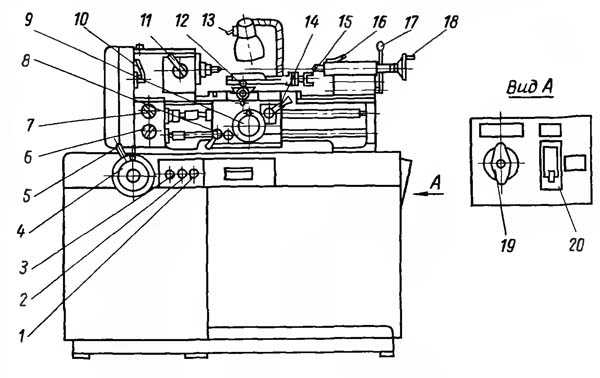
Спецификация органов управления токарно-винторезного станка 16У04П
- Кнопка "Стоп-тормоз"
- Кнопка прямого вращения шпинделя
- Кнопка обратного вращения шпинделя
- Маховичок изменения чисел оборотов шпинделя
- Рукоятка вариатора
- Рукоятка переключения величин продольных подач
- Рукоятка переключения величин продольных подач и включения ходового винта
- Кнопка выключения вращения маховичка
- Маховичок ручного продольного перемещения суппорта
- Рукоятка трензеля
- Рукоятка перебора
- Рукоятка ручного поперечного перемещения суппорта
- Выключатель освещения
- Рукоятка включения маточной гайки и продольной подачи
- Рукоятка перемещения верхней каретки
- Рукоятка зажима пиноли задней бабки
- Рукоятка зажима задней бабки
- Маховичок перемещения пиноли задней бабки
- Выключатель охлаждения
- Автоматический выключатель
16У04П Схема кинематическая токарно-винторезного станка

Схема кинематическая токарно-винторезного станка 16У04П. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка 16У04П
Вариатор станка
Узел состоит из вариатора с широким клиновым ремнем и двухступенчатой коробки скоростей. Первый вал вариатора I приводится во вращение фланцевым электродвигателем 9. На валу I расположен подпружиненный шкив 2. Второй вал 4 вариатора с диском 5 являются одновременно ведущим валом коробки скоростей, на нем расположены две шестерни. Переключение ступеней коробки скоростей осуществляется перемещением вдоль вала малой шестерни 7. Корпус 6 коробки скоростей установлен на стакане 8, прикрепленном к корпусу вариатора 3 и при помощи резьбовой втулки и двух винтов поворачивается относительно корпуса вариатора для натяжения ременной передачи, соединяющей вариатор с передней бабкой.
Механизм управления вариатором и коробкой скоростей (рис.12) расположен сверху на корпусе вариатора. Маховичок управления I переводит диск вариатора. При помощи рукоятки 2, расположенной на фланце лимба осуществляется переключение скоростей коробки скоростей. Маховичок управления связан планетарной передачей со шкалами настройки чисел оборотов шпинделя. На детали 3 нанесены две шкалы, соответствующие прямому включению шпинделя и включению шпинделя через перебор.
Передняя бабка
В корпусе I передней бабки смонтированы шпиндель 5, перебор и механизм управления.
Приемный шкив 3 передней бабки установлен на втулке 4, соосной шпинделю.
Вращение шпинделя передается непосредственно от шкива при включении зубчатой муфты 6 или через перебор с передаточным отношением 1:4.
В передней опоре шпинделя установлен роликовый двухрядный подшипник, воспринимающий радиальные нагрузки.
Задние опоры шпинделя и приводного шкива расположены в стакане 2.
В задней опоре шпинделя установлены два радиально-упорных подшипника, воспринимающих осевые нагрузки.
На левом конце шпинделя за опорой установлена шестерня 10, передающая вращение приводу подач и движение при нарезании резьб. В шпинделе имеется коническое отверстие для установки переходной втулки и упорного центра.
Управление передвижными шестернями и муфтой производится рукояткой II, расположенной на крышке, укрепленной на передней стенке корпуса бабки.
Смазка механизмов в опор шпинделя в передней опоре производится разбрызгиванием, в задней опоре - смазка фитильная.
Передняя бабка устанавливается и закрепляется слева сверху на станине.
Гитара
Корпус гитары прикреплен к передней бабке. В корпусе расположен качающийся трензель I и приклон гитары 4.
Трензель управляется рукояткой, расположенной снаружи на корпусе гитары. Рукоятка управления трензелем имеет жесткую фиксацию.
На приклоне гитары устанавливаются сменные шестерни для нарезания резьб.
Приклон поворачивается на фланце 3 выходного валика коробки подач и закрепляется в нужном положении гайкой.
Возможна установка различных наборов сменных шестерен, обеспечивающих различные варианты настройки привода подачи.
Корпус гитары закрывается крышкой 2. На внутренней поверхности крышки находится таблица настройки гитары.
Коробка подач
При постоянной настройке гитары, коробка подач позволяет получить одну величину шага резьбы и четыре различных подачи. Вращение первому валику I коробки подач передается шестернями гитары. Коробка подач управляется двумя рукоятками 4, расположенными на передней крышке 3.
Смазка коробки подач фитильная. Масло заливается через отверстие под пробку в верхней крышке 2.
Фартук
Фартук сообщает суппорту продольное перемещение. При нарезании резьбы движение винту передается посредством маточной гайки 5, при точении - реечной шестерней I. В корпусе фартука собран механизм, передающий движение от ходового валика к реечной шестерне. Сзади на корпусе фартука 6 находятся направляющие, по которым перемещается маточная гайка. На валу червячного колеса 4 находится перегрузочная кулачковая муфта 2, рукоятка управления которой расположена на передней стенке фартука.
Управление включением продольной подачи и маточной гайки выполнено при помощи одной рукоятки 7, чем обеспечивается необходимая блокировка. Смазка механизмов фартука происходит от шестерни 3, погруженной в масляную ванну.
16У04П Схема электрическая токарно-винторезного станка

16У04П Установочный чертеж токарно-винторезного станка
16У04П Станок токарно-винторезный повышенной точности. Видеоролик.
Технические характеристики станка 16У04П
| Основные параметры станка | ||||
| Класс точности | П | П | П | П |
| Наибольший диаметр заготовки над станиной, мм | 160 | 200 | 160 | 200 |
| Наибольший диаметр заготовки над суппортом, мм | 80 | 100 | 90 | 118 |
| Высота центров, мм | 85 | 100 | 86 | 108 |
| Наибольший заготовки в центрах (РМЦ), мм | 250 | 350 | 250 | 350 |
| Наибольшая высота держателя резца, мм | ||||
| Высота от опорной поверхности резца до линии центров, мм | 10 | 12 | 10 | 12 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 90 | 110 | ||
| Наибольшие размеры сечения державки резца, мм | 10 х 10 | 12 х 12 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | 20,2 | 20,2 |
| Наибольший диаметр прутка в патроне, мм | 18 | 18 | 20 | 20 |
| Наибольший диаметр прутка в цанге, мм | 12 | 12 | 10 | 10 |
| Конус отверстия в шпинделе | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Число ступеней частот прямого вращения шпинделя | Б/ступ | Б/ступ | Б/ступ | Б/ступ |
| Частота прямого вращения шпинделя, об/мин | 56..3150 | 56..3150 | 80..4000 | 70..3500 |
| Число ступеней частот обратного вращения шпинделя | Б/ступ | Б/ступ | Б/ступ | Б/ступ |
| Частота обратного вращения шпинделя, об/мин | 56..3150 | 56..3150 | 80..4000 | 70..3500 |
| Торможение шпинделя | нет | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение суппорта, мм | 250 | 250 | 232 | 350 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,1 | 0,1 | 0,5 | 0,5 |
| Перемещение суппорта продольное на один оборот лимба, мм | 20 | 20 | 100 | 100 |
| Наибольшее поперечное перемещение суппорта, мм | 95 | 115 | 110 | 135 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 | 0,02 | 0,025 | 0,025 |
| Перемещение суппорта поперечное на один оборот лимба, мм | 2 | 2 | 2 | 2 |
| Наибольшее перемещение резцовых салазок, мм | 60 | 60 | 100 | 120 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 |
| Перемещение резцовых салазок на один оборот лимба, мм | 2 | 2 | 2 | 2 |
| Угол поворота резцовых салазок, град | ±90° | ±90° | ±45° | ±45° |
| Число ступеней продольных подач суппорта при постоянной настройке гитары | 4 | 4 | ||
| Пределы продольных рабочих подач суппорта, мм/об | 0,01..0,3 | 0,01..0,3 | 0,04..0,32 | 0,04..0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Диаметр ходового вала, мм | 18 | 18 | ||
| Диаметр и шаг ходового винта, мм | 26 х 5 | 26 х 5 | ||
| Количество нарезаемых резьб метрических | ||||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..3,0 | 0,2..3,0 | 0,25..3 | 0,25..3 |
| Пределы шагов нарезаемых резьб дюймовых | 40..8 | 40..8 | 80..10 | 80..10 |
| Пределы шагов нарезаемых резьб модульных | 0,3..1,0 | 0,3..1,0 | 0,1..1,25 | 0,1..1,25 |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Диаметр пиноли, мм | 35 | 35 | ||
| Конус отверстия пиноли задней бабки | Морзе 2 | Морзе 2 | Морзе 2 | Морзе 2 |
| Наибольшее перемещение пиноли, мм | 55 | 55 | 35 | 70 |
| Перемещение пиноли на одно деление линейки, мм | 1 | 1 | 1 | 1 |
| Перемещение пиноли на одно деление лимба, мм | 0,04 | 0,04 | ||
| Поперечное смещение задней бабки, мм | ±6 | ±6 | ||
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 0,6 (1370) | 0,8 (1370) |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1080 х 560 х 1170 | 1180 х 590 х 1185 | 1270 х 725 х 1250 | 1380 х 730 х 1250 |
| Масса станка, кг | 500 | 525 | 670 | 750 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Характеристики станок токарный тв 4
Обзор токарно-винторезного станка ТВ-4
Назначение
Первоначально токарно винторезный станок тв 4 предназначался для обучения школьников началам работы на токарных станках. Простота конструкции, широкие возможности и доступность в освоении сделали этот станок легким в работе и обслуживании. В связи с этим ТВ-4 стал одним из самых массовых токарно-винторезных станков.
Все достоинства станка ТВ-4 не потеряли своей актуальности и в нынешнее время. Несмотря на достаточно большой возраст этих станков, исчисляемый десятками лет, и большое количество выпускающихся современных станков, ТВ-4 занял почетное место в индивидуальных мастерских многих токарей-любителей.
Малые размеры, способность с высокой точностью выполнять все типы токарных операций и нарезку резьб, высокая надежность и неприхотливость в работе, а также относительно низкая цена обусловили достаточно высокий спрос на этот станок.
Принцип работы
Вращение заготовки в центрах или патроне станка является главным движением станка. Во вращение заготовка приводится электродвигателем, а скорость вращения регулируется переключением передающих вращение шестерен, которые находятся в коробке передач. Коробка передач также позволяет изменять направление вращения заготовки.
Вторым движением, движением подачи, производится подвод режущего инструмента к вращающейся заготовке. Движение подачи осуществляется путем ручного вращения маховика подачи или механически, преобразуя через коробку подач и ходовой вал вращательное движение ротора двигателя в поступательное движение суппорта с резцедержателем. Переключения в коробке подач позволяет регулировать скорость вращения ходового вала, изменяя этим шаг подачи суппорта.
Глубина резания или точения изменяется путем поперечного перемещения резца с резцедержателем, который находится на специальных салазках суппорта.
Токарно винторезный станок тв 4 позволяет нарезать метрическую резьбу ручным или механическим способом. Для механического нарезания резьбы служит коробка подач с ходовым винтом и ходовым валом путем многократного прохода резца по заготовке.
Технические характеристики
Заготовка для закрепления в центрах может достигать 350 мм в длину, 200 мм в диаметре. При нахождении над суппортом ее диаметр не должен превышать 125 мм. Сквозное отверстие шпинделя позволяет обрабатывать пруток диаметром 15 мм.
Количество оборотов шпинделя регулируется от 120 до 710 оборотов в минуту, а продольная подача может изменяться от 0,08 до 0,012 мм за оборот.
Нарезание резьбы без замены шестерен гитары возможно с шагом 0,80 1,00 1,25 мм. Двигатель трехфазный асинхронный мощностью 1 кВт, при включении в однофазную сеть мощность понижается до 0,6 кВт. Вес полностью собранного станка составляет 280 кг.
 Токарный станок ТВ 3
Токарный станок ТВ 3
Выпускавшийся советской промышленностью токарный станок ТВ 3 относится к малогабаритным токарным станкам.
Школьные токарники. Характеристики, фотографии, инструкции
Пронька Грезной Отправлено 25 April 2008 - 20:17
Доцент Сортирной Лингвистики
Members 14,475 сообщений- Город: г. Железнодорожный МО
- Имя: a****
Станок ТВШ-2, один из первых школьных токарников. Как и его наследники, умеет резать три резьбы и имеет три подачи. Сверху - ранний, посмотрите на литую крышку передней бабки и обратите внимание на суппорт. Снизу - более поздний вариант, крышка штампованная, суппорт уже похож на суппорт ТВ-3 и прочих:
ТВ-3 (ТВШ-3), модернезированный ТВШ-2. Обратите внимание, такие рукоятки унаследует впоследствии ТВ-4. На картинке - ТВ-3:
ТВ-4, почти такой же, как его брат близнец (не однояйцовый) ТВ-6. Карболитовые ручки от ТВ-6 перейдут следующим моделям. Сверху - ТВ-4, снизу - ТВ-6:
ТВ-7 лишился двух рукояток на передней бабке - скорости переключаются переброской ремней. Начиная с этого станка, школьники получили еще три подачи и научились резать целых шесть резьб:
Братия ТВ-7М, ТВ-9, ТВ-11. Отличаются только длиной станины, и соответственно, РМЦ. Выпускаются без тумб, в настольном варианте. На картинке - ТВ-9:
Спасибо всем, у кого я скопировал фотки
ТВ-4 токарно-винторезный станок: Паспорт, Характеристики, Схема, Руководство
Токарно-винторезный станок ТВ-4

Станок токарно-винторезный ТВ-4 предназначен для практических занятий в школьных учебных мастерских по холодной обработке металлов резанием.
Станок позволяет производить следующие виды токарных работ:
- проточку и расточку цилиндрических и конических поверхностей
- подрезку торцов
- нарезание метрических резьб
- сверление и ряд других работ
Технические характеристики станка ТВ-4
Технические характеристики станка ТВ-4 это основной показатель пригодности станка к выполнению определенных работ. Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая растояние между центрами РМЦ
- наибольшая длинна обрабатываемой детали
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка ТВ-4. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка ТВ-4
Наименование параметров
Источники: http://www.metall-spravka.ru/stanki-77.php, http://www.chipmaker.ru/topic/7064/, http://stanoks.com/index.php?option=com_contentview=articleid=821:-4-catid=47:catalogsimplemashinesItemid=75
sferatd.ru