Характеристики станок токарный тв 4. Токарный станок тв 4 технические характеристики
Характеристики станок токарный тв 4
Обзор токарно-винторезного станка ТВ-4
Назначение
Первоначально токарно винторезный станок тв 4 предназначался для обучения школьников началам работы на токарных станках. Простота конструкции, широкие возможности и доступность в освоении сделали этот станок легким в работе и обслуживании. В связи с этим ТВ-4 стал одним из самых массовых токарно-винторезных станков.
Все достоинства станка ТВ-4 не потеряли своей актуальности и в нынешнее время. Несмотря на достаточно большой возраст этих станков, исчисляемый десятками лет, и большое количество выпускающихся современных станков, ТВ-4 занял почетное место в индивидуальных мастерских многих токарей-любителей.
Малые размеры, способность с высокой точностью выполнять все типы токарных операций и нарезку резьб, высокая надежность и неприхотливость в работе, а также относительно низкая цена обусловили достаточно высокий спрос на этот станок.
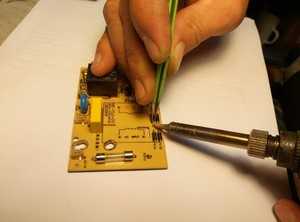
Принцип работы
Вращение заготовки в центрах или патроне станка является главным движением станка. Во вращение заготовка приводится электродвигателем, а скорость вращения регулируется переключением передающих вращение шестерен, которые находятся в коробке передач. Коробка передач также позволяет изменять направление вращения заготовки.
Вторым движением, движением подачи, производится подвод режущего инструмента к вращающейся заготовке. Движение подачи осуществляется путем ручного вращения маховика подачи или механически, преобразуя через коробку подач и ходовой вал вращательное движение ротора двигателя в поступательное движение суппорта с резцедержателем. Переключения в коробке подач позволяет регулировать скорость вращения ходового вала, изменяя этим шаг подачи суппорта.
Глубина резания или точения изменяется путем поперечного перемещения резца с резцедержателем, который находится на специальных салазках суппорта.
Токарно винторезный станок тв 4 позволяет нарезать метрическую резьбу ручным или механическим способом. Для механического нарезания резьбы служит коробка подач с ходовым винтом и ходовым валом путем многократного прохода резца по заготовке.
Технические характеристики
Заготовка для закрепления в центрах может достигать 350 мм в длину, 200 мм в диаметре. При нахождении над суппортом ее диаметр не должен превышать 125 мм. Сквозное отверстие шпинделя позволяет обрабатывать пруток диаметром 15 мм.
Количество оборотов шпинделя регулируется от 120 до 710 оборотов в минуту, а продольная подача может изменяться от 0,08 до 0,012 мм за оборот.
Нарезание резьбы без замены шестерен гитары возможно с шагом 0,80 1,00 1,25 мм. Двигатель трехфазный асинхронный мощностью 1 кВт, при включении в однофазную сеть мощность понижается до 0,6 кВт. Вес полностью собранного станка составляет 280 кг.
 Токарный станок ТВ 3
Токарный станок ТВ 3
Выпускавшийся советской промышленностью токарный станок ТВ 3 относится к малогабаритным токарным станкам.
Школьные токарники. Характеристики, фотографии, инструкции
Пронька Грезной Отправлено 25 April 2008 - 20:17
Доцент Сортирной Лингвистики
Members 14,475 сообщений- Город: г. Железнодорожный МО
- Имя: a****
Станок ТВШ-2, один из первых школьных токарников. Как и его наследники, умеет резать три резьбы и имеет три подачи. Сверху - ранний, посмотрите на литую крышку передней бабки и обратите внимание на суппорт. Снизу - более поздний вариант, крышка штампованная, суппорт уже похож на суппорт ТВ-3 и прочих:
ТВ-3 (ТВШ-3), модернезированный ТВШ-2. Обратите внимание, такие рукоятки унаследует впоследствии ТВ-4. На картинке - ТВ-3:
ТВ-4, почти такой же, как его брат близнец (не однояйцовый) ТВ-6. Карболитовые ручки от ТВ-6 перейдут следующим моделям. Сверху - ТВ-4, снизу - ТВ-6:
ТВ-7 лишился двух рукояток на передней бабке - скорости переключаются переброской ремней. Начиная с этого станка, школьники получили еще три подачи и научились резать целых шесть резьб:
Братия ТВ-7М, ТВ-9, ТВ-11. Отличаются только длиной станины, и соответственно, РМЦ. Выпускаются без тумб, в настольном варианте. На картинке - ТВ-9:
Спасибо всем, у кого я скопировал фотки
ТВ-4 токарно-винторезный станок: Паспорт, Характеристики, Схема, Руководство
Токарно-винторезный станок ТВ-4

Станок токарно-винторезный ТВ-4 предназначен для практических занятий в школьных учебных мастерских по холодной обработке металлов резанием.
Станок позволяет производить следующие виды токарных работ:
- проточку и расточку цилиндрических и конических поверхностей
- подрезку торцов
- нарезание метрических резьб
Технические характеристики станка ТВ-4
Технические характеристики станка ТВ-4 это основной показатель пригодности станка к выполнению определенных работ. Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая растояние между центрами РМЦ
- наибольшая длинна обрабатываемой детали
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка ТВ-4. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка ТВ-4
Наименование параметров
Источники: http://www.metall-spravka.ru/stanki-77.php, http://www.chipmaker.ru/topic/7064/, http://stanoks.com/index.php?option=com_contentview=articleid=821:-4-catid=47:catalogsimplemashinesItemid=75
www.sferatd.ru
Характеристики станок токарный тв 4
Обзор токарно-винторезного станка ТВ-4
Назначение
Первоначально токарно винторезный станок тв 4 предназначался для обучения школьников началам работы на токарных станках. Простота конструкции, широкие возможности и доступность в освоении сделали этот станок легким в работе и обслуживании. В связи с этим ТВ-4 стал одним из самых массовых токарно-винторезных станков.
Все достоинства станка ТВ-4 не потеряли своей актуальности и в нынешнее время. Несмотря на достаточно большой возраст этих станков, исчисляемый десятками лет, и большое количество выпускающихся современных станков, ТВ-4 занял почетное место в индивидуальных мастерских многих токарей-любителей.
Малые размеры, способность с высокой точностью выполнять все типы токарных операций и нарезку резьб, высокая надежность и неприхотливость в работе, а также относительно низкая цена обусловили достаточно высокий спрос на этот станок.
Принцип работы
Вращение заготовки в центрах или патроне станка является главным движением станка. Во вращение заготовка приводится электродвигателем, а скорость вращения регулируется переключением передающих вращение шестерен, которые находятся в коробке передач. Коробка передач также позволяет изменять направление вращения заготовки.
Вторым движением, движением подачи, производится подвод режущего инструмента к вращающейся заготовке. Движение подачи осуществляется путем ручного вращения маховика подачи или механически, преобразуя через коробку подач и ходовой вал вращательное движение ротора двигателя в поступательное движение суппорта с резцедержателем. Переключения в коробке подач позволяет регулировать скорость вращения ходового вала, изменяя этим шаг подачи суппорта.
Глубина резания или точения изменяется путем поперечного перемещения резца с резцедержателем, который находится на специальных салазках суппорта.
Токарно винторезный станок тв 4 позволяет нарезать метрическую резьбу ручным или механическим способом. Для механического нарезания резьбы служит коробка подач с ходовым винтом и ходовым валом путем многократного прохода резца по заготовке.
Технические характеристики
Заготовка для закрепления в центрах может достигать 350 мм в длину, 200 мм в диаметре. При нахождении над суппортом ее диаметр не должен превышать 125 мм. Сквозное отверстие шпинделя позволяет обрабатывать пруток диаметром 15 мм.
Количество оборотов шпинделя регулируется от 120 до 710 оборотов в минуту, а продольная подача может изменяться от 0,08 до 0,012 мм за оборот.
Нарезание резьбы без замены шестерен гитары возможно с шагом 0,80 1,00 1,25 мм. Двигатель трехфазный асинхронный мощностью 1 кВт, при включении в однофазную сеть мощность понижается до 0,6 кВт. Вес полностью собранного станка составляет 280 кг.
 Токарный станок ТВ 3
Токарный станок ТВ 3
Выпускавшийся советской промышленностью токарный станок ТВ 3 относится к малогабаритным токарным станкам.
Школьные токарники. Характеристики, фотографии, инструкции
Пронька Грезной Отправлено 25 April 2008 - 20:17
Доцент Сортирной Лингвистики
Members 14,475 сообщений- Город: г. Железнодорожный МО
- Имя: a****
Станок ТВШ-2, один из первых школьных токарников. Как и его наследники, умеет резать три резьбы и имеет три подачи. Сверху - ранний, посмотрите на литую крышку передней бабки и обратите внимание на суппорт. Снизу - более поздний вариант, крышка штампованная, суппорт уже похож на суппорт ТВ-3 и прочих:
ТВ-3 (ТВШ-3), модернезированный ТВШ-2. Обратите внимание, такие рукоятки унаследует впоследствии ТВ-4. На картинке - ТВ-3:
ТВ-4, почти такой же, как его брат близнец (не однояйцовый) ТВ-6. Карболитовые ручки от ТВ-6 перейдут следующим моделям. Сверху - ТВ-4, снизу - ТВ-6:
ТВ-7 лишился двух рукояток на передней бабке - скорости переключаются переброской ремней. Начиная с этого станка, школьники получили еще три подачи и научились резать целых шесть резьб:
Братия ТВ-7М, ТВ-9, ТВ-11. Отличаются только длиной станины, и соответственно, РМЦ. Выпускаются без тумб, в настольном варианте. На картинке - ТВ-9:
Спасибо всем, у кого я скопировал фотки
ТВ-4 токарно-винторезный станок: Паспорт, Характеристики, Схема, Руководство
Токарно-винторезный станок ТВ-4

Станок токарно-винторезный ТВ-4 предназначен для практических занятий в школьных учебных мастерских по холодной обработке металлов резанием.
Станок позволяет производить следующие виды токарных работ:
- проточку и расточку цилиндрических и конических поверхностей
- подрезку торцов
- нарезание метрических резьб
- сверление и ряд других работ
Технические характеристики станка ТВ-4
Технические характеристики станка ТВ-4 это основной показатель пригодности станка к выполнению определенных работ. Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая растояние между центрами РМЦ
- наибольшая длинна обрабатываемой детали
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка ТВ-4. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка ТВ-4
Наименование параметров
Источники: http://www.metall-spravka.ru/stanki-77.php, http://www.chipmaker.ru/topic/7064/, http://stanoks.com/index.php?option=com_contentview=articleid=821:-4-catid=47:catalogsimplemashinesItemid=75
sferatd.ru
ТВ 4 инструкция на станок
Пуск и остановка электродвигателя станка производятся нажатием кнопок «пуск» и «стоп».
В зависимости от характера работ на станке рукоятки и рычаги управления должны находиться в определенных положениях.
Нарезание резьб
Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом).
Рисунок - ТВ 4 органы упрвления
На передней бабке — положение рукоятки трензеля 3 в зависимости от желаемого направления подачи суппорта («Л» — левое или «П» — правое).
На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи.
Рычаг 5 «винт-вал» — в правом положении — «винт».
На фартуке — рукоятка самохода 8 в нижнем выключенном положении «от себя».
Рукоятка включения реечной шестерки 7 — в положении «на себя».
Рукоятка включения маточной гайки 9 — в нижнем крайнем положение.
Механическая подача
Положение рукояток и рычагов при работе с ходовым валом (механическая подача).

Рисунок - ТВ 4 табличка
На передней бабке — положение рукоятки трензеля 3 в зависимости от желаемого направления подачи суппорта (левое или правое).
На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи.
Рычаг 5 «винт-вал» — в левом крайнем положении — «вал».
На фартуке — рукоятка самохода 8 во включенном положении «на себя».
Рукоятка включения маточной гайки 9 — в верхнем положении.
Рукоятка включения реечной шестерни 7 — в положении «на себя».
Подача ходовым валиком
Положение рукояток и рычагов при ручной продольной подаче ходовым валиком.
На передней бабке — положение рукоятки трензеля 3 в среднем положении «Н».
На коробке подач — положение рычага «винт-вал» безразлично.
Скачать инструкция на станок токарный ТВ 4
www.stanoktehpasport.ru
Обзорная статья о токарном станке ТВ-4
Общие сведения о токарном станке ТВ-4 Токарно-винторезные станки – это станки, отличающиеся от обычных токарных станков наличием ходового винта для нарезания резьбы. Типичным представителем таких станков является токарный станок ТВ 4 http://www.gig-ant.com/import/3/765.htm. Это легкий, универсальный станок нормального класса точности, применявшийся, в основном, на уроках труда в школе, поэтому в народе его называют «школьным». Данный станок начали выпускать в середине 20 века, но ТВ-4 все еще пользуется спросом среди домашних умельцев, что связано с его небольшими габаритами и хорошими функциональными возможностями. Купить токарный станок ТВ-4 все еще можно, но только бывший в употреблении. Цена данного станка будет зависеть от его состояния. Виды работ производимые на токарном станке ТВ-4 На токарном станке ТВ 4 можно производить все виды основные токарных работ, уровень сложности и точность которых во многом зависят от квалификации токаря. С его помощью можно сверлить, рассверливать, растачивать отверстия, зенкеровать, разворачивать отверстия, точить наружные цилиндрические и конические поверхности, нарезать внутреннюю и наружную метрическую, трапецеидальную, упорную и дюймовую резьбу с различным шагом. Так же можно нарезать многозаходные резьбы.
Устройство токарного станка ТВ 4
Основу станка составляет литая чугунная станина, установленная на две тумбы. На ней монтируются передняя бабка, в которой находится коробка подач и скоростей. Также на станине находится суппорт и задняя бабка. Вдоль станины имеются две направляющие для продольного перемещения суппорта и задней бабки. Задняя бабка предназначена для крепления упорного либо вращающегося центра, осевого режущего инструмента и других приспособлений. В передней шпиндельной бабке находится шпиндель станка, на который может крепиться трехкулачковый самоцентрирующийся зажимной патрон, четурехкулачковый патрон, поводковый патрон или планшайба, при помощи данных приспособлений закрепляется заготовка. Коробка скоростей передает вращение от двигателя через шпиндель на зажимной патрон. Шпиндель может вращаться в обе стороны со скоростью от 130 до 170 оборотов в минуту. Токарный станок тв4 имеет устройство, обеспечивающее возможность нарезания резьбы - коробку подач. Через коробку подач приводится в движение фартук с суппортом, изменяется направление их перемещения и регулируется скорость, определяя шаг нарезаемой резьбы. На суппорте станка находится четырехпозиционная резцедержка, в которой можно установить до четырех инструментов одновременно, что позволяет быстро обрабатывать различные поверхности детали без переналадки станка. Рукоятки настройки частоты вращения шпинделя, скорости подачи инструмента, настройки шага нарезаемых резьб находятся с на передней бабке станка, маховики ручного управления подачи, рукоятка включения и выключения оборотов шпинделя, рукоятка включения – выключения маточной гайки находятся на суппорте станка. С более точными характеристиками токарного станка ТВ-4 можно ознакомиться тут: http://www.gig-ant.com/import/3/765.htm
beconected.com
винторезный "Школьник" ТВ-4, Новокузнецк, Кемеровская Область : Мойтендер.рф
Реализуем Токарно - винторезный "Школьник" ТВ-4 мало эксплуатировали
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Техническая характеристика станка
- Наибольший диаметр изделия, устанавливаемого над станиной, мм - 200
- Наибольший диаметр точения над нижней частью суппорта, мм - 125
- Наибольший диаметр обрабатываемого прутка, мм - 15
- Расстояние между центрами, мм - 350
- Наибольшая длина обтачивания, мм - 300
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) - 120, 160, 230, 375, 500, 710
- Пределы продольных подач, мм/об - 0,08; 0,1; 0,12
- Нарезаемые резьбы: метрическая шагом, мм - 0,8; 1; 1,25
- Диаметр отверстия в шпинделе, мм - 16
- Мощность электродвигателя, кВт - 0,6
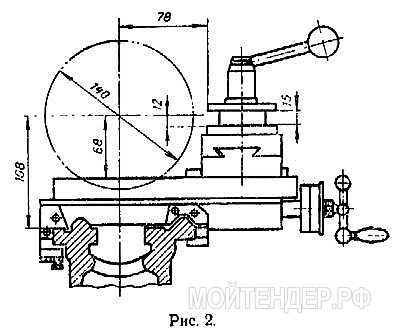
Габаритные размеры рабочего пространства станка ТВ-4
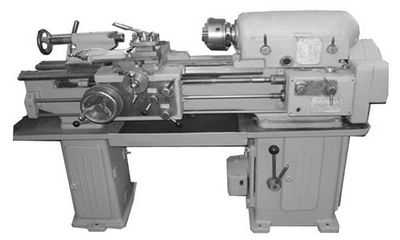
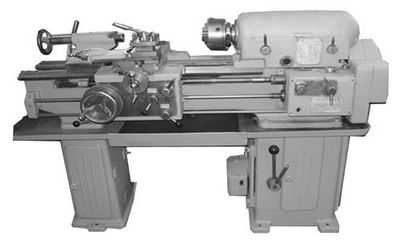
Общий вид токарно-винторезного станка ТВ-4

Расположение составных частей и органов управления токарно-винторезным станком ТВ-4
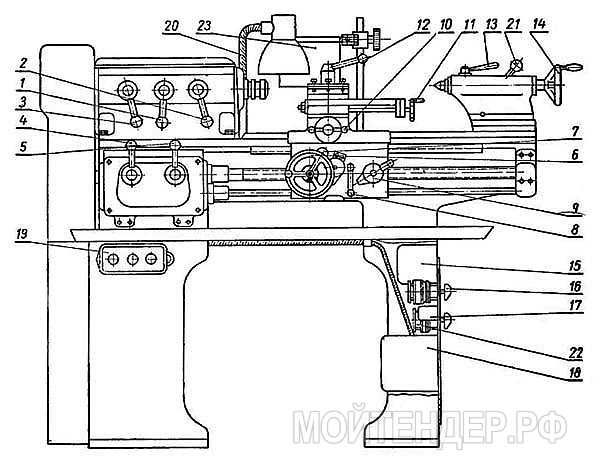
Спецификация составных частей и органов управления токарно-винторезного станка ТВ-4
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нарезания правой и левой резьб и изменение направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валика
- Маховик ручного перемещения продольной каретки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения продольной механической подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка крепления пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Понижающий трансформатор местного освещения
- Пакетный выключатель местного освещения
- Предохранительная колодка
- Реверсивный магнитный пускатель
- Реверсивная кнопка включения и остановки станка
- Светильник
- Рукоятка крепления задней бабки к направляющим станины
- Пакетный выключатель сети (общий)
- Защитный экран
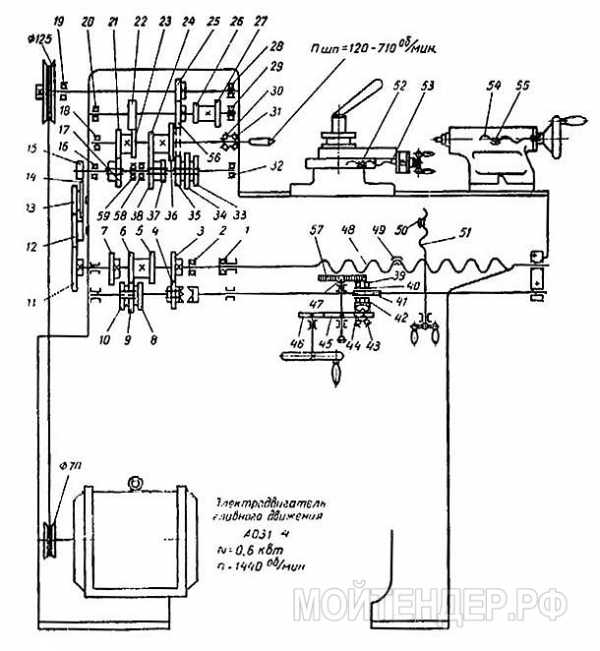
Схема кинематическая токарно-винторезного станка ТВ-4
Конструкция токарно-винторезного станка ТВ-4
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВ-4
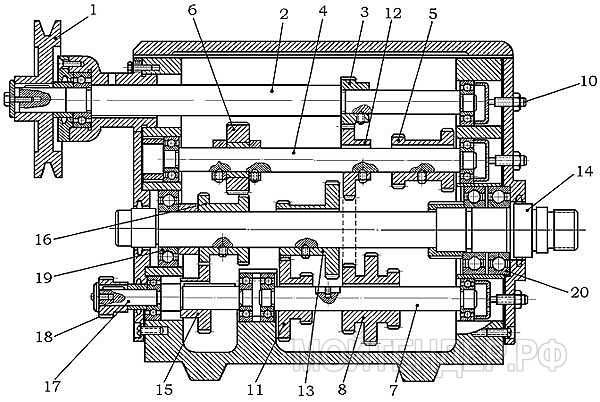
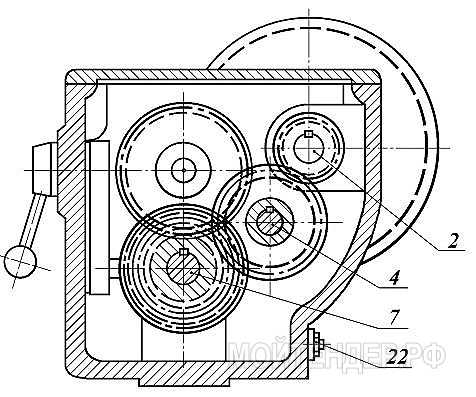
Фото передней бабки станка ТВ-4. Вариант с укороченным ведущим валом
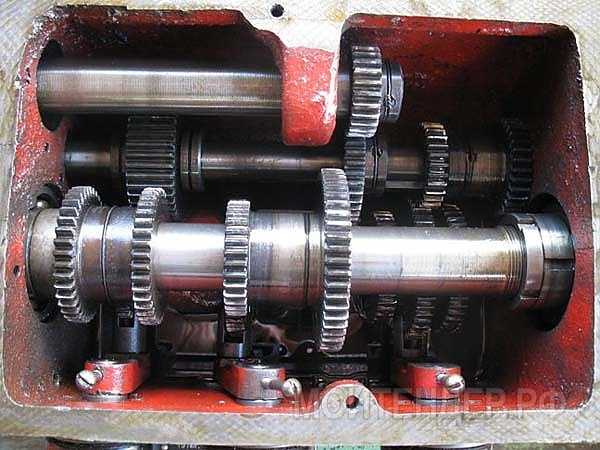
Передняя бабка (рис. 2 и 3) крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Движение коробки скоростей передается от индивидуального электродвигателя через клиноременную передачу на шкив. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-4 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерня 12 и блок-шестерня 5; шестерня 6 участвует только в работе трензеля.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются на валу по шпонке при помощи рукояток 1 и 2 (рис. 1). Рукоятка /имеет три положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня 8 имеет возможность находиться в постоянном зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14.'
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые поворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размещается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя—в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки. Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты 10. На передней стороне коробки скоростей имеется указатель уровня масла, на задней стенке — пробка для слива масла 22.
Передаточный механизм (гитара) токарно-винторезного станка ТВ-4
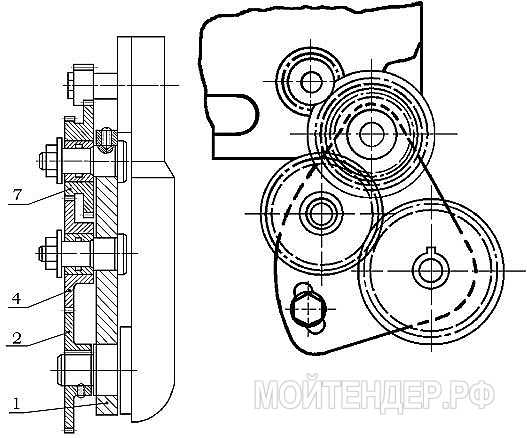
Передаточный механизм (рис. 4) служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
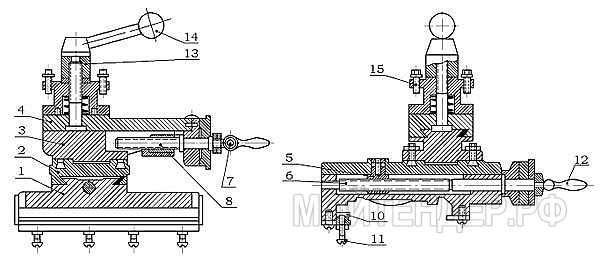
Коробка подач токарно-винторезного станка ТВ-4
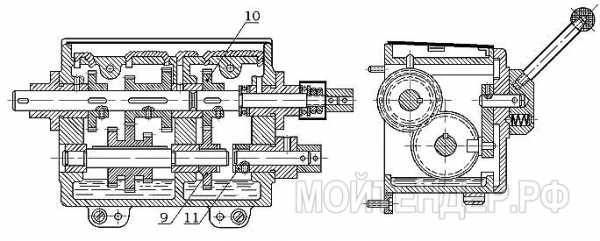
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25 мм и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм на один оборот шпинделя.
Необходимые резьбы и подачи устанавливаются путем поворота рукоятки 4 (рис. 1), расположенной на передней крышке коробки подач.
Включение ходового винта или ходового валика осуществляется поворотом рукоятки 5 (рис. 1).
В положении, указанном на рисунке 5, осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передаст вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового винта и ходового валика производится поворотом рукоятки 3 (рис. 1).
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла.
Масло на шестерни и трущиеся поверхности подается фитилями.
При работе необходимо следить, чтобы в корыте коробки подач постоянно находилось небольшое количество масла.
Суппорт токарно-винторезного станка ТВ-4
Суппорт (рис. 8) предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Фартук токарно-винторезного станка ТВ-4
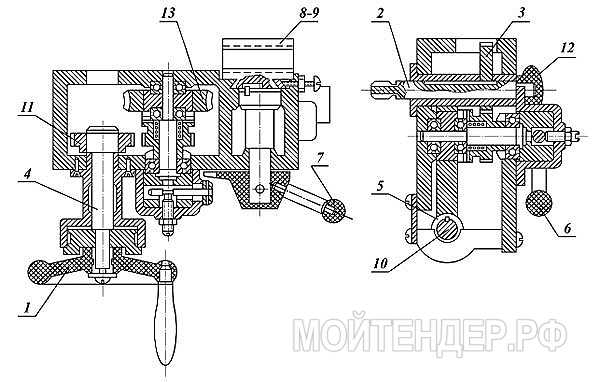
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Задняя бабка токарно-винторезного станка ТВ-4
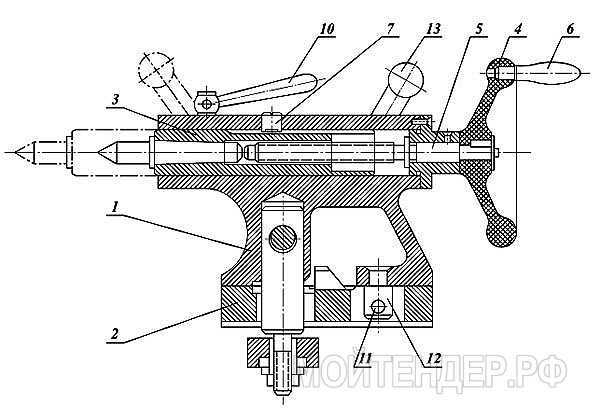
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Схема электрическая токарно-винторезного станка ТВ-4
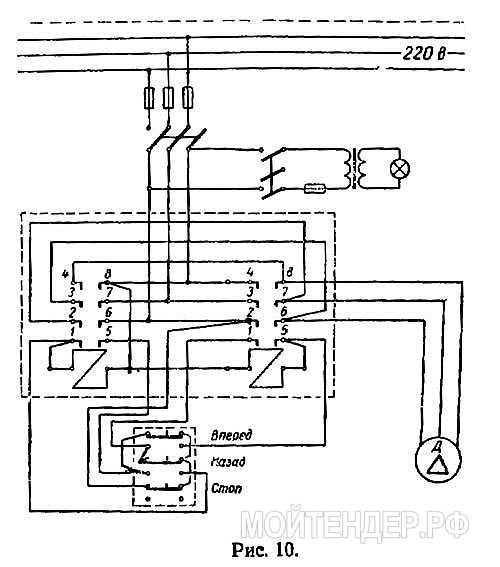
Электрооборудование токарно-винторезного станка ТВ-4
К электрооборудованию станка относятся: трехфазный короткозамкнутый асинхронный электродвигатель мощностью 1,0 кВт; магнитный пускатель с кнопочной станцией и электрощит, на котором смонтированы переключатели местного освещения и общего включения станка; трансформатор местного освещения и плавкие вставки.
Щиток электрооборудования и магнитный пускатель установлены в правой тумбе станка, электродвигатель и кнопочная станция — в левой тумбе.
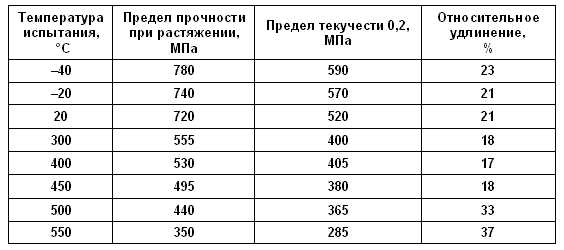
Основные технические характеристики станка ТВ-4
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
xn--d1abbnoievn.xn--p1ai