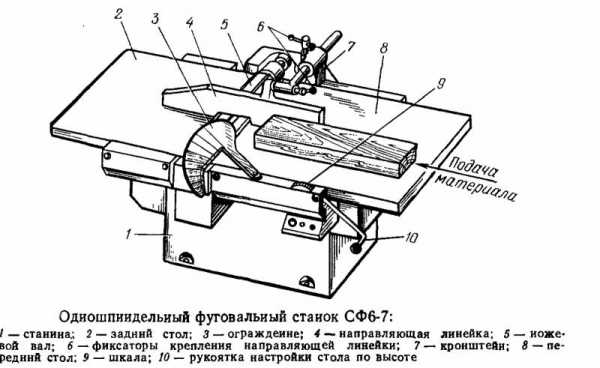
Самодельный фуговальный станок: эскиз, основные этапы изготовления. Фуговальный вал
Строгальные валы (ножевые) по дереву для станков
Строганием обрабатывают металлические и деревянные заготовки. С помощью этого процесса будущей детали придают необходимую форму и качество поверхности. Рабочие валы в строгальных станках называют строгальными валами.

Строгальные валы
Классификация строгальных валов
В строгальных станках применяются следующие виды режущих валов:
- горизонтальные верхние;
- горизонтальные нижние;
- прямые;
- валы с фасонными ножами;
- шейперные;
- секционные.
По геометрическим размерам все они делятся на две категории: тонкие и толстые. К толстым относятся валы, имеющие толщину от 8 до 12 мм. Их длина составляет от 50 до 1200 мм. Наиболее часто строгальные валы изготавливают длиной 200 мм, 400мм и ножевой вал 600 мм. Ширина варьируется от 80 до 100 мм. К тонким относятся ножи с размерами: толщина 2,5-5 мм, длинна такая же, как у предыдущих, ширина равна 40 мм.
По форме они бывают круглые и квадратные. Современные производители выпускают большое количество разновидностей строгальных ножей. Это вызвано постоянным совершенствованием технологии обработки деталей, стремлением дизайнеров создавать всё боле оригинальные конструкции, борьбой за экономию ресурсов и сокращением времени на обработку.
Самые простые имеют цилиндрическую конструкцию, в которую вмонтированы специальные ножи. Таким образом, создаётся режущий инструмент для деревообрабатывающего станка.
Секционный — конструктивно выполнен в виде отдельных секций. Такая конструкция позволяет осуществлять подачу заготовок, у которых имеется различная толщина. Подобная конструкция строгального вала значительно снижает время на обработку детали.
Секционный вал
Шейперный вал отличается от остальных тем, что сами ножи располагаются по спирали. Кроме этого они повёрнуты на небольшой угол относительно направления оси самого вала. Применение такой конструкции позволяет обеспечить плавный вход ножей в обрабатываемую деталь. Повышается качество обрабатываемой поверхности и исключается эффект надрыва поверхности деталей.

Шейперный вал «кукуруза»
Особое место занимают строгальные валы, которые имеют наименование «кукуруза». Их конструкция достаточно многообразна. Самыми простыми являются шейперные. Они представляют собой стержень, на котором нарезано специальное сечение. С его помощью осуществляют обработку детали. Более сложные, относящиеся к классу кукуруза – это режущий инструмент наборной конструкции. Отдельные детали представляют собой резцы, расположенные таким образом, что они отдалённо напоминают кукурузный початок. Если подходить более строго к терминологии, они имеют более точное наименование — фрезы.
Сегодня многие производители ножей для рейсмусов и фуганков пытаются добиться многофункциональности, высокого качества обработки и снижения уровня шума. Так ножевой вал JET «helical» относится к категории сегментированных строгальных валов. В своём составе он имеет большое количество лезвий, выполненных из твёрдых сплавов. За счёт этого удалось добиться высокого качества обработки и существенно снизить уровень шума.
Приобрести ножи Jet можно в компании Стербруст на странице «Ножи и валы Helical».

Ножевой вал JET «helical»
В этом же направлении двигались разработчики ножей «Xylent». После нескольких лет научной и экспериментальной работы им удалось создать ножи с пониженным уровнем шума. Этот вал специально был разработан для рейсмусовых, фуговальных и комбинированных станков Scm.
К высококачественным строгальным ножам профессионалы относят ножи марки Tersa (Терса). Их конструкция имеет следующую особенность. Ножи устанавливаются в специальные выемки на валу, которые крепится на шпинделе станка или в головку фрезы.

Строгальный вал Tersa
Наиболее распространёнными и относительно недорогими являются строгальные валы, которыми оснащаются деревообрабатывающие станки муравей. К этому классу относиться и строгальный вал Белмаш. Он достаточно прост и оснащён тремя ножами, но показывает достаточно неплохое качество обрабатываемых поверхностей.

Ножевой вал Белмаш
Классификация станков для обработки поверхности
Подобные станки бывают трёх видов:
- односторонние;
- двухсторонние;
- четырёхсторонние.
Однако независимо от количества обрабатываемых сторон, от которого зависит точность и качество детали, основным элементом является применяемый режущий инструмент. С его помощью на деревообрабатывающем оборудовании производят: доски высокого качества, погонажные изделия (плинтусы, наличники, паркет), элементы строительной отделки. Используя различные виды такого инструмента, с хорошо заточенными ножами можно производить конечную отделку любой поверхности (горизонтальной, вертикальной, наклонной).
При изготовлении деревянных изделий применяется более подробная классификация таких станков:
- продольно строгальные;
- поперечно строгальные;
- рейсмусовые;
- фуговальные.
На современном оборудовании часто несколько операций совмещается. Это позволяет экономить время на доведение деталей до нужного качества и сократить затраты энергии.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Вал для фуганка — sovetskyfilm.ru
Вал циркулярно-фуговального станка в Староконстантинове — Дом и сад (огород) по Староконстантинову — Частные объявления Елега.ко
doska7.ru — фуговальный вал

Ножевой вал — Металлический форум
Купить фуговальный станок powermatic с ножевым валом «helical9quot; pj-1696 hh: цена, характеристики, инструкция, паспорт, фото

Как сделать вал для циркулярки своими руками

Валы фуговальные для дер. обр. станков
Фуговальные станки GRIGGIO, мод. PF 530 — ПО СтройСнаб

Замена строгального вала на фуганке JET 60-A

Фуговальный станок с ножевым валом helical PJ-1696HH
Options planer S510 Опции фуговальный станок S510 — Robland Robland
Вал для фуганка, Новосибирск, цена и фото, объявление 114
PJ-1696 HH Фуговальный станок JET с ножевым валом «helical9quot;

Замена строгального вала на фуганке JET 60-A

Фуговальные станки SR 330 / SR 430 / SR 530 Houfek (Чехия) — Станкофф.RU

Фуговально-рейсмусовый станок SP 410

PJ-1696 HH Фуговальный станок с ножевым валом «helical9quot;
Станок деревообробний «Фуганок9quot;. 0 ціна договірна Промислове обладнання — Снятин

Циркулярка и фуганок своими руками купить — Sqezo.ru


Бытовые и промышленные фуганочные станки широко используются для обработки древесины. Так же как и токарные, циркулярные и фрезерные, фуговальные относятся к обязательному оснащению столярных цехов. Они просты в использовании и надежны. Работа с самодельными фуганками требует аккуратности и некоторых навыков.
Сфера применения и назначение
Промышленное и самодельное строгальное оборудование используется для односторонней обработки плоских поверхностей изделий из дерева. Основная сфера применения станков — мебельное и деревообрабатывающее производство. На них простругивают перпендикулярные поверхности, выбирают фаски под нужным наклоном с боковин. Точность обработки важна при сборке мебели, фуганочное оборудование позволяет получить деталь заданного размера. Часто строгальные механизмы используются дома в бытовых мастерских.
Фуговальный станок не позволяет строгать по толщине в размер, а также выполнять детали с параллельными поверхностями!
Классификация фуговальных станков
По количеству устройств для строгания фуговальные станки могут быть двухсторонними или односторонними. Все строгальные устройства делятся на категории согласно ширине строгальной поверхности, длине рабочего стола и частоте вращения ножевого вала.
Согласно обрабатываемой ширине заготовки различают механизмы:
Компактные самодельные агрегаты для дома обладают меньшей шириной обработки.
Согласно длине рабочей поверхности выделяется две группы устройств:
- с длиной меньше 250 см;
- с длиной от 250 до 300 см.
На длинных столах можно обрабатывать более крупные заготовки. Качество фугования также повышается.
Согласно частоте кручения рабочего вала станки делятся на две категории:
- 4700 — 4800 оборотов в минуту;
- 5000 оборотов в минуту.
Промышленные двигатели могут работать с частотой вращения, достигающей 12000 оборотов в минуту.
Устройство фуговального станка
станина с прикрепленным валом ножей
Конструкция состоит из основных элементов:
- рабочая поверхность;
- станина;
- направляющая;
- вал ножей;
- круговое ограждение.
Рабочая поверхность строгального станка состоит из двух плит: задней и передней. Уровень задней плиты совпадает с уровнем верхней точки лезвий резаков. Уровень передней выставляется ниже настолько, сколько материала снимается при обработке. Обычно перепад уровней составляет не более 1,5 миллиметров. Этого достаточно, чтобы качественно обработать поверхность детали в два приема.
Плиты изготавливают из чугуна, а чтобы сделать стол более устойчивым, предусмотрены ребра жесткости. Края плит закрыты стальными накладками, предохраняющими их от разрушения. Они же являются стружколомателями.
Вал ножей находится между двумя плитами, к валу крепятся резаки. Для качественной обработки необходимо подбирать одинаковые резаки. Как правило, используются однокромочные ножи, которые можно затачивать. Двухкромочные резаки после сильного затупления выбрасываются и заменяются новыми, затачивать их невозможно. Как правило, станки для бытовых мастерских оснащаются резаками из инструментальной быстрорежущей стали. Чтобы работать с плотными видами дерева или прессованными плитами используются резаки с твердосплавными напайками.
Направляющая фиксируется при помощи болтов в предусмотренных отверстиях. Линейка может передвигаться в поперечном направлении в зависимости от размера детали.
Круговое ограждение устанавливают на передней части плиты, к направляющей оно плотно прилегает за счет пружины. Ограждение прикрывает ножевой вал. Движение от мотора на вал ножей передается посредством ременной передачи.
Оптимальный размер деталей из дерева для обработки на фуговальном станке от 100 до 150 см. Слишком длинные детали свешиваются и создают неудобство при работе дома, а короткие — опасно.
Настройка и выбор режима
механизм изменения расстояния между валом ножей и кромкой стола
Перед началом работы нужно подсчитать толщину состругиваемого материала и скорость движения заготовки (для оборудования с автоподатчиком). Величина слоя зависит от изначального состояния дерева и определяется опытным путем. Для этого обрабатывается несколько (не более пяти) заготовок. Если на поверхности остаются непроработанные участки, плиту немного опускают. Если заготовка покороблена более чем на 2,5 мм, обработка осуществляется в два этапа.
Когда высота плит выставлена, измеряют промежуток между кромкой резаков и губками плит, который должен быть от 2 до 3 миллиметров. Для определения промежутка используется калиброванная пластинка, которая должна вставляться в щель легко, но без щелей. Если щель превышает 3 мм, деталь покрывается вырывами, при щели менее 2 миллиметров разрушается резак.
Кроме выставления плит по высоте, необходимо также определить место направляющей. При обработке брусков из дерева промежуток между линейкой и левым краем вала ножей должен быть немного больше, чем ширина бруска. Постепенно ножи затупляются и направляющая передвигается направо, вовлекая в работу другие части резаков. Линейка передвигается поперек столешницы на реечном устройстве, запускаемым маховиком. Чтобы выполнить угловую фаску на кромке, направляющую устанавливают с помощью шаблона или угольника и закрепляют винтом.
Автоподатчики регулируют на подачу деталей без стопоров, с малым прижимом. При обработке кромок их размещают параллельно линейке.
Правильность настроек строгального оборудования определяют опытным путем. Разрешенные погрешности составляют:
- по плоскости не более 0,15 миллиметров на каждый метр;
- по перпендикуляру — не более 0,1 миллиметра на 10 см.
Принцип работы на фуговальном станке

направляющая линейка из ДСП
Для работы на одностороннем фуговальном оборудовании дома достаточно одного человека. Он исследует состояние заготовки, кладет ее выпуклой плоскостью вверх на переднюю плиту. Двумя руками придавливает к линейке и направляет на резаки. Далее, уже отфугованную сторону левой рукой прижимает к поверхности задней плиты. Обработанную заготовку мастер осматривает: если она недостаточно простругана, отправляет на ножи. Желательно избегать обработки очень покоробленных заготовок, так как снимается слишком толстый слой стружки. Оставшаяся заготовка может получиться недопустимо тонкой.
При обработке двух перпендикулярных плоскостей первой идет в работу большая по площади. Потом ее прикладывают к направляющей и строгают вторую. Двусторонний станок позволяет провести обработку одновременно обеих сторон.
- Если при обработке на плоскости появляются «поджоги» или «мшистость» — пришло время заточить резаки;
- При работе с деталями короче 40 см и уже 3 см их удерживают только специальными толкателями, а детали сложной формы шаблонами;
- Если обструганная плоскость кривая или имеет форму крыльчатки, следует проверить уровень плит столешницы и вала ножей.
Фуговальный станок своими руками
самодельный станок — вид сбоку
Раму небольшого настольного станка для дома можно сделать из металлической трубы прямоугольного сечения. Более мощная самодельная конструкция получится из уголка 40 мм. Ширина станины зависит от размера ножей и планируемой ширины строгания.
С одного торца к раме привариваются две направляющие, верхние кромки которых совпадают с поверхностью станины. Посередине станины на болты, вкрученные в заранее приготовленные отверстия, прикрепляется вал ножей, установленный на пару шарикоподшипников.
Рабочие поверхности для настольного станка для дома выполняют из толстой фанеры, уложенной на бруски. А чтобы регулировать их уровень, предусматриваются самодельные накладные болтовые соединения. По четыре соединения для каждой плиты: пара спереди и пара сзади. Снизу к каждой части столешницы прикрепляется вертикальный брусок с отверстием. Через брусок и верхнюю горизонталь станины продевается длинный штырь с резьбой, с помощью которого изменяется положение столешницы относительно вала ножей.
Есть другой вариант самодельного крепления рабочей поверхности: в станине проделаны пазы (4 шт.), в подвижной столешнице такое же количество отверстий, в которые вставляются головки шпилек на резьбе. Подкручивая гайки и перемещая в пазах шпильки, изменяют расстояние между валом ножей и кромкой столешницы.
Задняя плита устанавливается неподвижно и по высоте подгоняется под вал ножей. В качестве направляющей линейки может служить доска или ДСП подходящего размера.
При выборе двигателя следует исходить из характера использования будущего станка. Для бытовых нужд достаточно мощности 750 Вт, но с более серьезными задачами справится мотор мощностью не менее 1,5 киловатт.
Еще несколько вариантов самодельных фуганков:
Members
Вал для фуганка
1. Клиньев нет, есть пока только чертеж. Фрезера тоже нет. Ищу выход.2. Резьба есть, внутренняя на валу, полагаю шкив крепится посредством этой резьбы, только не гайкой, а каким то хитрым винтом. 3. Токарный станок свой имеется, правда маленький, ТШЗ, хотелось бы, просто, по-точнее определиться с внешним видом деталей. 4. Сварочник есть.5. «Люди которые помогут»? — расчитываю на помощь форумчан.
На «столярном9quot; форуме подсказали, что это от какого то школьного станка. Значит такие в природе, все-таки существуют!Мне б на фотку глянуть!Леонид.
Admin *скрыто* Отправлено 21 January 2011 — 07:04
21 January 2011 — 07:04
Новичок Репутация: 9
Вал для фуганка
Какая разница откуда еНтот вал.
Вал уже пол станка, другая половина рама с плитами и удобной регулировкой. В сети, думаю, не мало конструкций всяких.
Всё остальное (столик под фрезер, циркулярка и т.д.) мелочи. Удачи. Только клинья будут не его, где, как и кем сделаны…..не забудь отбалансировать (обороты ведь тыЩЩи три минимум).
Admin *скрыто* Отправлено 21 January 2011 — 22:27
21 January 2011 — 22:27
Members
Вал для фуганка
Пардон, невнимательно фото посмотрел.Шкив крепится на вал с легким натягом и фиксируется болтом и прижимной шайбой к торцу вала. Или его можно посадить на шпонку, для этого и сделан паз.В такиз конструкциях обычно совмещают рубанок с циркуляркой, на валу для этого место есть. В таком разрезе приводной шкив садится на шпонку, а пильный диск через соответствующий крепеж на тонкую шейку вала.
Admin *скрыто* Отправлено 22 January 2011 — 00:52
22 January 2011 — 00:52
Members
Вал для фуганка
Как можно опознать ,(самодельное) что не возможно опознать? А может им дрова пилили?
Members
Вал для фуганка
Yuriy-ru, спасибо.Весьма похоже на правду. Буду ориентироваться на вариант «приводной шкив садится на шпонку, а пильный диск через соответствующий крепеж на тонкую шейку вала»
алексей2708, в том то и дело, что вал не самодельный, да к тому же без признаков трудовой деятельности.Снят с какого то станка. Видимо, в некой школе «трудовик9quot;, таким образом, поэтапно держал себя в «тонусе9quot;, некоторый период времени.Леонид.
Admin *скрыто* Отправлено 22 January 2011 — 11:07
22 January 2011 — 11:07
Members
Вал для фуганка
С одного торца вала отверстие глубиной 48 мм. с резьбой М16 шаг 1.5 мм
С этой стороны обычно ставится «долбежка9quot;-но там необходим внутренний конус.Скорее всего вал крепится через крышки,т.к. невидно сварки на опорах.
Admin *скрыто* Отправлено 22 January 2011 — 12:23
22 January 2011 — 12:23
Members
Вал для фуганка
Сергей, в принципе, туда можно пристроить что угодно, но смущает правая (традиционная) резьба. По логике, туда просится ведущий шкив. Направление вращения вала определено профилем пазов под ножи фуганка.И если приводить вал в движение через посадку с шпонкой, то один конец вала останется не задействованым, в силу того, что что-бы мы туда не пристроили, при вращении оно будет откручиваться. И это проблемное место, именно — «С одного торца вала отверстие глубиной 48 мм. с резьбой М16 шаг 1.5 мм». А если туда поставить приводной шкив, то он будет только затягиваться, что нас, собственно, в полне бы устроило.С другой стороны — пильный диск, фиксирующий болт при вращении тоже затягивается. Вроде бы все нормально, но начерта тогда кусок вала со шпоночным пазом!? Может там барабан каой стоял?Леонид.
Admin *скрыто* Отправлено 22 January 2011 — 14:37
22 January 2011 — 14:37
Members
Вал для фуганка
Обычно 3 фазы и станок работает в любую сторону.Долбежка в одну сторону,пилить и строгать в другую.Где шпонка-там шкив.Делали в свое время примерно такие валы со станками.
Зачастую обработка древесины проводится путем строгания. Строгание – процесс с прямолинейной подачей дерева в зону резания, когда плоскость резания, поверхность резания и обработанная поверхность совпадают. Строгальный станок имеет вал с ножами, которые установлен на станине и движется вокруг своей оси. При этом заготовка совершает возвратно-поступательное движение. Большой популярностью пользуется фуговальный станок. Подобный станок по дереву используется в домашних условиях на протяжении последних нескольких лет. Промышленные модели подобного оборудования имеют достаточно большую стоимость, но можно сделать и самодельный фуганок, которые также можно использовать при обработке дерева.

Сборка самодельного фуганка
Основные узлы
Прежде чем сделать самодельный фуганок нужно создать чертежи и разобраться с основными элементами, которые будут входить в схему. Как правило, строгальный станок состоит из следующих основных элементов:
- станины;
- вала с ножом;
- ролика;
- электродвигателя, от которого подается вращение;
- нескольких столов;
- упорного конька.
Устройство фуговального станка
Создаваемый чертеж самодельного фуганка должен содержать информацию о том, на каком расстоянии устанавливается электродвигатель с роликом и вал с ножами. Схема определяет то, насколько будет уменьшено количество вращений на выходе и увеличена мощность.
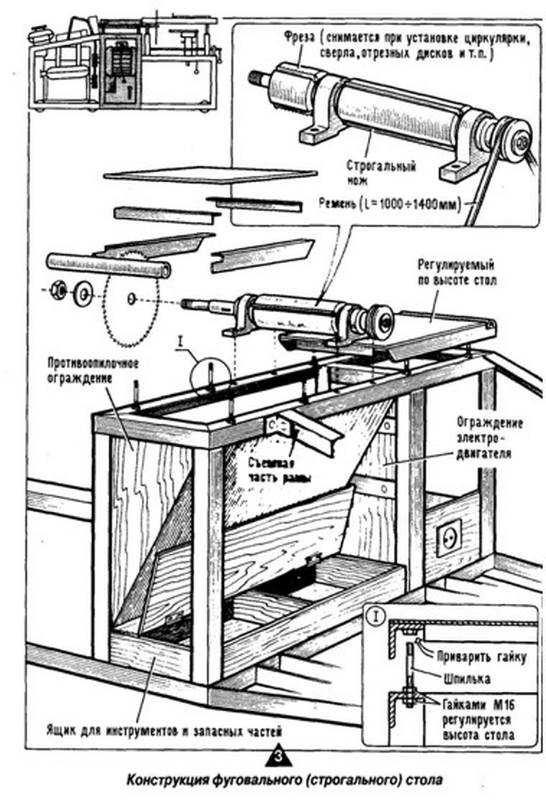
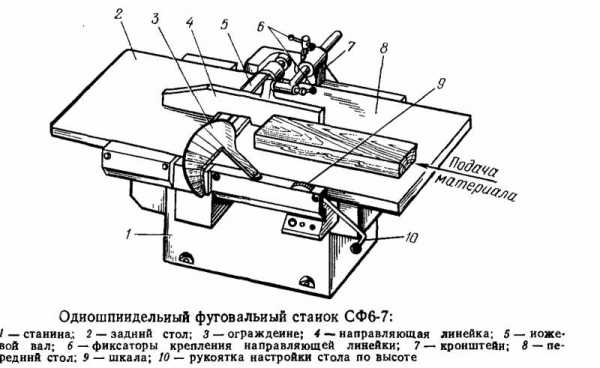
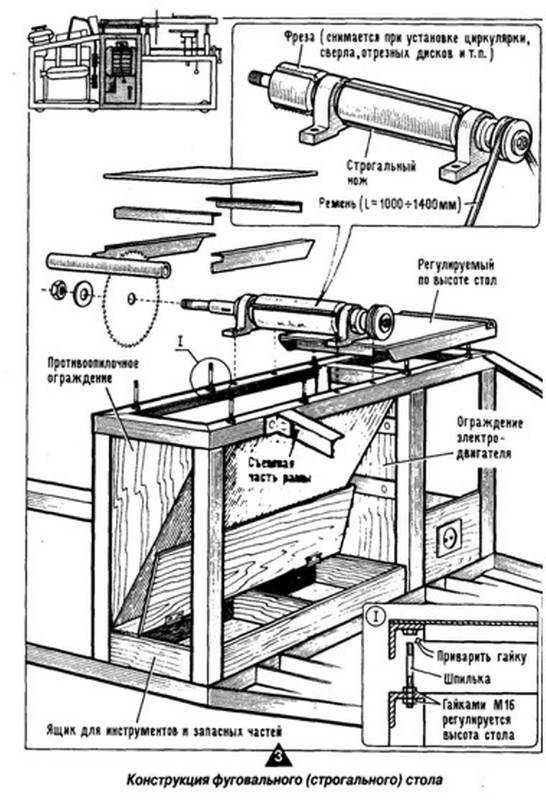
Конструкция строгольного стола
Изготавление
Изготавливаем станину
Основанием для станка становится станина. Сделать ее можно своими руками с учетом нижеприведенных моментов:
- Больше всего для создания станины самодельного фуганка подходит металлопрофиль. Он обладает небольшим весом, прост в демонтаже.
- При создании чертежа следует учитывать то, что конструкция должна распределять оказываемую нагрузку, быть устойчивой.
- Все элементы должны быть прочно закреплены. Механизм, устанавливаемый на станину, с учетом обрабатываемого материала оказывает существенную нагрузку.
- Крепление элементов между собой проходит сваркой или резьбовыми соединениями. Если нужно, чтобы самодельный фуганок был мобильный и транспортировался при необходимости, тогда нужно выбирать резьбовое соединение. Сварка более надежная, но конструкция будет неразборной.
Стоит учитывать, что фуговальный станок должен устанавливаться ровно. Поэтому при соединении всех элементов строго выдерживается уровень.
Установка вала с ножами
Самодельный фуганок, как и промышленный вариант исполнения, имеет барабан ножами на поверхности, который при вращении проводит снятие дерева с поверхности заготовки. К особенностям установки этого элемента отнесем:
- Барабан представляет собой механизм, который состоит из двух подшипников, лезвия и центрального вала, на который передается вращение.
- Сделать лезвиями своими руками практически невозможно, так как для этого нужен токарные и вертикально-фрезерный станок.
- Барабан устанавливается на станину через подшипники, которые имеют специальные крепления.
- Механизм с лезвиями должен прочно крепится к основанию, так как именно на этом узле концентрируется вся нагрузка.
- На конце выходного вала должен быть установлен ролик для ремня. При этом изготовить его можно самостоятельно. Подбирать профиль этого элемента следует под профиль ремня.
Многие чертежи имеют схему, при которой лезвия на оси устанавливается в центральной части станины.
Конструкция имеет два стола, которые расположены на противоположенных сторонах барабана. Сложность их изготовления заключается в том, что механизм крепления должен жестко фиксировать поверхность. Фуговальный станок, созданный своими руками, должен иметь гладкую поверхность столов. Это связано с тем, что подача дерева будет проводится при сильном прижиме. Если между столом и заготовкой возникает сильное трение, то обработка существенно затрудняется.
Кроме этого следует учитывать тот момент, что стол должен выставляться по уровню относительно барабана с лезвиями. При этом высота должна регулироваться, для чего устанавливается специальные механизм. Своими руками можно создать подобный механизм регулировки путем использования резьбового соединения.
Еще одним важным моментом можно назвать то, что стол должен иметь ширину и длину согласно тому, какие заготовки будут подаваться. Сделать можно также разборный механизм своими руками.
Установка двигателя с приводом
Вращение режущего инструмента происходит от электрического двигателя. При рассмотрении рекомендаций по установке электродвигателя рассмотрим следующие моменты:
- Достаточно важно правильно выбрать тип электродвигателя и его мощность. Строгальный самодельный фуганок за один проход может снимать достаточно большой слой материала. Для бытового использования подойдет электродвигатель мощностью более 1 кВт. В последнее время большой популярностью пользуются модели, которые питаются от 220 В.
- Станок будет работать правильно в том случае, если шкив электродвигателя будет находится в одной плоскости с шкивом барабана. Сделать это достаточно сложно, нужно использовать измерительные инструменты и уровень.
- Важно правильно подобрать диаметры шкивов. Разность диаметров позволяет уменьшить количество оборотов на выходе, что значительно повышает тяговую силу.
- Ремень должен быть хорошо натянут. Стоит учитывать, что они производятся согласно установленным стандартам и имеют определенную длину. Поэтому расстояние между шкивами тщательно вымеряется.
- Рекомендуется создавать посадочное место на самодельном фуганке для электродвигателя с возможностью регулировки его положения. Этот позволит проводить натяжение ремня в случае, когда его длина увеличилась из-за износа.
Особое внимание уделяют безопасности самодельного фуганка. Электродвигатель станка должен иметь заземление не через станину, так как при определенных обстоятельствах возможно поражение током.
Жесткий упор
Последним конструктивным элементом, который также можно создавать своими руками, является жесткий упор. Он необходим для выдерживания прямолинейного движения заготовки вдоль стола. Для этого мастери во время подачи заготовки в продольном направлении также оказывает поперечное усилие. Упор устанавливается на дальнем краю стола, своими руками его можно сделать из обычного куска дерева, для чего достаточно повысить качество поверхности для минимальной степени шероховатости.
В заключение отметим, что самодельный фуганок делают как можно более безопасным, так как он имеет большое количество вращающихся элементов. Для этого из дерева или пластика можно создать специальный кожух, который закроет электродвигатель, ролики и ремень. Также нужно обращать внимание на то, что самодельный фуганок должен иметь жесткую установку.
Вам также могут быть интересны статьи:
Как сделать координатный стол своими руками Как сделать гильотину для резки металла своими руками? Как сделать строгальный станок по дереву своими руками Как сделать форматно-раскроечный станок своими руками
Всем — привет :).
Несколько лет назад я стал задумываться над постройкой малого фуганка. с шириной ножевого вала до 150 мм. Часто нужно сделать «мелочевку» — отфуговать кромку доски или строгнуть рейку, а использовать для этого большой фуганок с двигателем 4 кВт — не рационально.
А буквально вчера, один из моих подписчиков задал вопрос по фуганку, это и подтолкнуло меня написать данную статью.
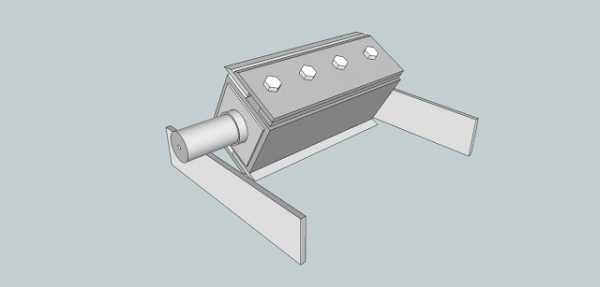
Фуганок начинается прежде всего с вала. Столы, станина и даже корпуса подшипников — могут быть не металлическими. Это очень хорошо показал в своем творчестве канадско-немецкий столяр — Маттиас Вендель.
Итак — нужен вал. Его можно сделать под заказ или купить уже готовый, благо этого добра на нашем строительном рынке хватает.
Просмотрел варианты валов, которые есть на рынке, цены, даже на готовый вал «как есть» — «мягко говоря — кусаются», не говоря уже про изделие «под заказ».
Поэтому начал думать над собственным вариантом. Токарный и сверлильный станок в моей мастерской — есть. Нужно придумать, как обойтись без фрезерного, да и по возможности использовать доступные материалы.
Сначала думал делать насадной корпус ножей из дюралюминия и стальной вал.
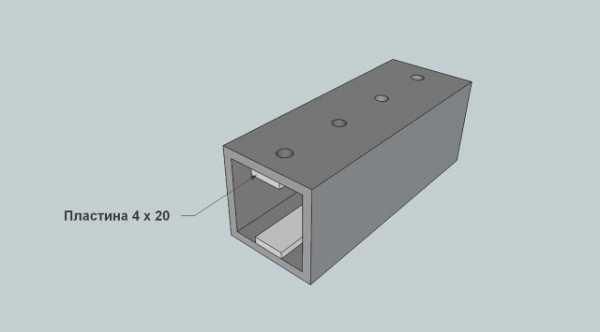
Но в процессе размышлений пришла другая идея — сделать корпус ножей из квадратной трубы 50 х 50 х 3.
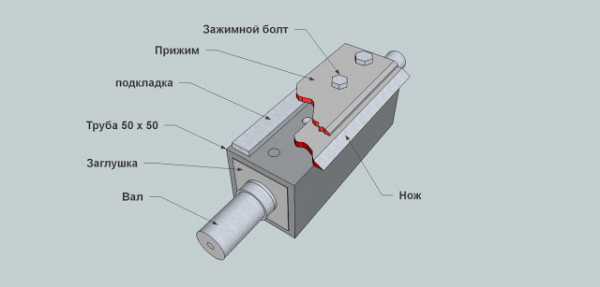
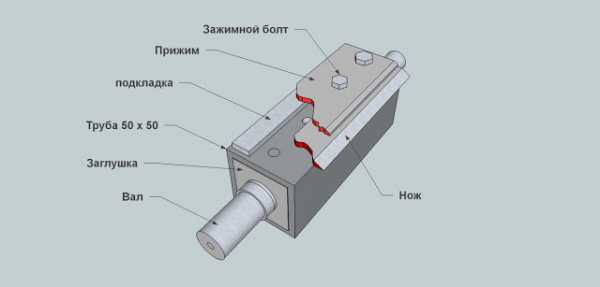
Весь вал Рис.1 состоит из 4 основных деталей — собственно вала, 2х заглушек и квадратной трубы.
Спасибо Марк за данную статью! Чутка потеплеет и начну развивать бурную деятельность 🙂 Не думал что эта тема Вас так зацепит 🙂 Видать давно уже в голове вертится 🙂 Я все думал как же можно от балансировать. очень понравилась идея! простая и эффективная! кстати забыли упомянуть что перед тем как приступать к балансировке нужно выставить ножи на станке а то после балансировки ножи трогать нельзя.
Я уже давно собирался строить маленький фуганок, но пока эксплуатирую в стационарном положении 2х кВтный фуганок Rebir. Присматривался к китайским настольным фуганкам, но цена отпугивает. Поэтому решил строить сам.По балансировке — балансировать нужно сам вал, а навесные элементы и в том числе ножи — просто подбирать по весу.Иначе после нескольких перезаточек ножей придется снимать вал и балансировать заново.
Внимание, только СЕГОДНЯ!
sovetskyfilm.ru
AlfFisher. Моя работа: Самодельный вал для электрофуганка.
Несколько лет назад я стал задумываться над постройкой малого фуганка, с шириной ножевого вала до 150 мм. Часто нужно сделать "мелочевку" - отфуговать кромку доски или строгнуть рейку, а использовать для этого большой фуганок с двигателем 4 кВт - не рационально.
А буквально вчера, один из моих подписчиков задал вопрос по фуганку, это и подтолкнуло меня написать данную статью.
Фуганок начинается прежде всего с вала. Столы, станина и даже корпуса подшипников - могут быть не металлическими. Это очень хорошо показал в своем творчестве канадско-немецкий столяр - Маттиас Вендель.
Итак - нужен вал. Его можно сделать под заказ или купить уже готовый, благо этого добра на нашем строительном рынке хватает.
Просмотрел варианты валов, которые есть на рынке, цены, даже на готовый вал "как есть" - "мягко говоря - кусаются", не говоря уже про изделие "под заказ".
Поэтому начал думать над собственным вариантом. Токарный и сверлильный станок в моей мастерской - есть. Нужно придумать, как обойтись без фрезерного, да и по возможности использовать доступные материалы.
Сначала думал делать насадной корпус ножей из дюралюминия и стальной вал.
Но в процессе размышлений пришла другая идея - сделать корпус ножей из квадратной трубы 50 х 50 х 3.
Весь вал Рис.1 состоит из 4 основных деталей - собственно вала, 2х заглушек и квадратной трубы.
 |
| Рис. 1 Вал из трубы. |
Поскольку толщина стенки трубы - 3 мм - мала для нарезания резьбы, дополнительно в трубе на сварку (точки) закреплены 2 пластины-усилителя толщиной 4 - 5 мм и шириной 20 мм.
Дополнительно между отверстиями зажимных болтов можно сделать 2 - 3 "электрозаклепки" (просверлив и раззенковав отверстия Ф 6- 7 мм в трубе, установить на свое место пластину-усилитель и "залить" электрозаклепки
- сваркой.
Пластины-усилители не доходят до краев трубы на 3 - 4 мм (толщину заглушек).
Далее размечаются и сверлятся отверстия, и нарезается резьба М8
 |
| Рис. 2 Пластина - усилитель. |
После того, как вварены пластины-усилители и сделана резьба под зажимные болты, можно переходить к торцевым заглушкам.
Для этого нужно вырезать 2 заготовки из 3 - 4 мм стали и подогнать их по внутреннему размеру трубы так, чтобы они вставлялись в средину с небольшим усилием.
Думаю не нужно объяснять, что края трубы должны быть строго перпендикулярны ее оси, а заглушки нужно вставлять, контролируя их положение по измерительному угольнику, вваривать "на точки", вносить, если нужно, коррективы и обваривать сплошным швом (в шахматном порядке - с противоположных сторон трубы).
В идеале после сварки следует "нормализовать" трубу, чтобы снять напряжения в местах, где расположены сварочные швы, проведя термообработку всего изделия.
После вваривания заглушек нужно зачистить швы, проверить плоскости на отсутствие сварочных "поводок" (короблений) - и далее можно переходить к разметке и сверлению отверстий под вал.
Разметку желательно проводить на разметочной плите, используя разметочный рейсмус. В крайнем случае можно использовать разметочный штанген-циркуль.
Разметку центра отверстия нужно производить последовательно, от каждой из четырех сторон, для того чтобы погрешность была минимальной.
В идеале - конечно расточить отверстие на фрезерном станке или на токарном, используя 4х кулачковый патрон.
Но можно обойтись и просто сверлильным.
В заглушках нужно просверлить отверстия диаметром 24 мм.
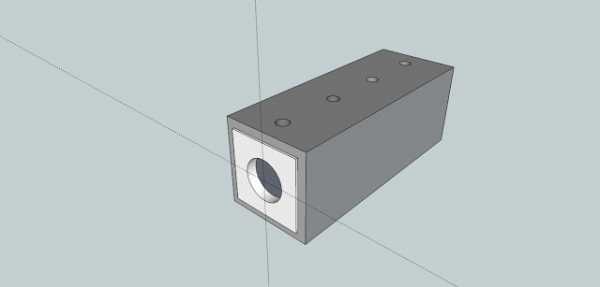 |
| Рис. 3 Заглушка трубы с отверстием под вал. |
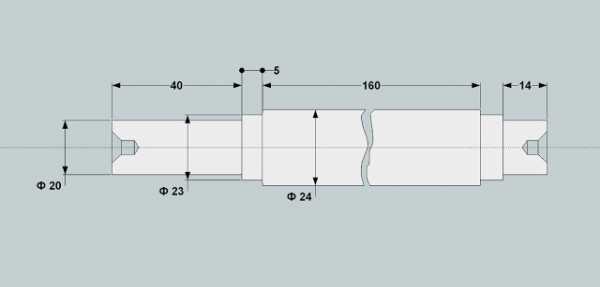 |
| Рис. 4 Размеры вала. |
Желательно использовать "Аргоновую сварку", но можно обойтись и обычным "Полуавтоматом" или "Инвертором". После сварки вся конструкция ставится на токарный станок "в центра" и протачиваются шейки подшипников и посадка под шкив.
Далее нужно сделать прижимы с подкладками, равными по толщине ножам + 0,2 мм.
Прижимы и подкладки следует сделать одинаковыми, проверяя их по весу.
Подкладки следует соединить с прижимом на несколько штифтов или заклепок.
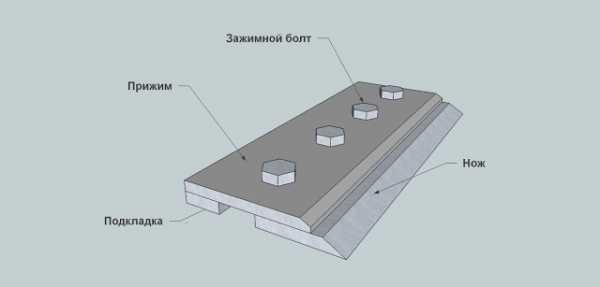 |
| Рис. 5 Прижим и нож. |
Вал желательно отбалансировать. Для этого потребуется две ровных линейки, уровень и пара реек. Линейки крепятся к рейкам термоклеем и устанавливаются по уровню Рис. 6.
На линейки устанавливается вал. Если он имеет дисбаланс то начнет перекатываться по линейкам, пока более тяжелая сторона не окажется внизу.
Далее с тяжелой стороны снимается металл (путем высверливания), до тех пор, пока вал не перестанет перекатываться по линейкам.
 |
| Рис. 6 Балансировка на линейках. |
Я не даю размеры корпусов подшипников и шкива, так как каждый будет рассчитывать под свои возможности.
Поскольку станок на базе такого вала не может похвастаться выдающимися характеристиками, например толщина стружки вряд ли может превышать 1,5 - 2 мм.
Поэтому можно ограничиться небольшим двигателем мощностью 1- 1,5 кВт и ремнем сечения 0 (Z). Диаметр шкива желательно делать не менее 63 мм, а лучше 75.
Вот собственно и вся суть моей идеи.
Кому понравилось - ставьте "лайки" :) Пишите комментарии и делитесь с друзьями.
alffisher.blogspot.com
Самодельный фуговальный станок: чертеж, основные этапы создания
Чтобы любая работа спорилась, необходимо иметь хорошее оборудование и инструменты. Это же утверждение подходит и для любителей (или профессионалов) «повозиться» с деревом. Мастера по изготовления мебели или других деревянных изделий всегда стараются обзавестись различными инструментами и приспособлениями, которые смогут помочь им в работе.
Например, фуговальный станок. Это устройство существенно повышает производительность и качество работ по дереву. Но вот приобрести его получается не у всех любителей, ведь его цена довольно высокая. А как выйти из такой сложной ситуации? Решение есть, и оно довольно простое – это сделать настольный фуганок своими руками. А о самом процессе изготовления и будет рассказано в статье.
Для чего нужен фуговальный станок
В деревообрабатывающей мастерской могут находиться самые разные станки, но наиболее часто используемые (конечно, кроме циркулярной пилы) можно назвать фуговальные и рейсмусовые устройства. Эти два вида агрегатов немного схожи по своей функции, но отличаются по способу использования.
Если вам необходимо изготовить деревянную заготовку в виде доски, бруса или щита, то лучше воспользоваться рейсмусовым станком. Такое устройство, основным инструментом которого является все тот же нож, способно разрезать исходный материал на две параллельные части. При этом обе они будут подогнаны к определенным размерам.
Рейсмусовые станки выпускаются как одностороннего, так и двустороннего типа. В первом случае за один проход обрабатывается только одна сторона заготовки. Более производительным является двусторонний рейсмусовый станок. Здесь на выходе уже получается практически готовая деталь.
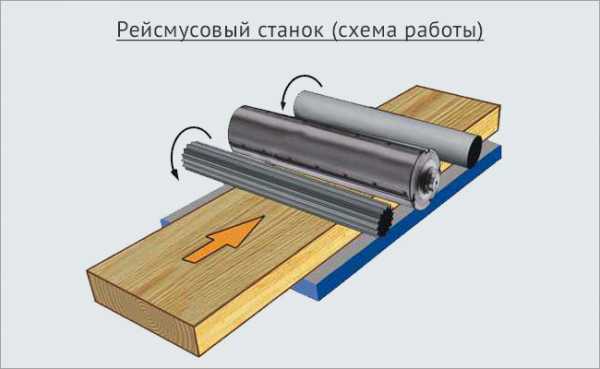
У рейсмусовых станков вал расположен над столешницей. Причем последняя делается массивной, чтобы сгладить большие вибрации. Кроме этого, механизм оснащается специальным кожухом, который предназначен для погашения шумов.
У фуговального станка немного другая задача. Это устройство используется для создания гладкой, без существенных шероховатостей, поверхности на заготовке. Такой станок также как и предыдущий вариант оснащается валом с ножами, только в фуговальном он расположен под столешницей.
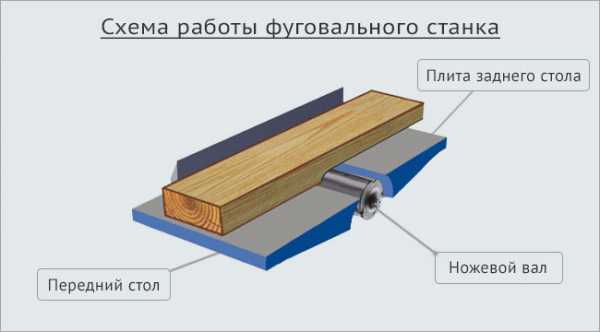
Заготовка подается на рабочую поверхность с одной стороны, выход с противоположной уже частично обработанной. Так слоем за слоем достигается нужная ровность. После обработки на фуговальном станке деталь можно подавать на рейсмусовый.
Основные понятия
В подобном оборудовании будут присутствовать многочисленные вращающиеся детали. Отсюда можно сделать вывод, что выполнить такой станок своими руками будет не так уж просто. Поэтому приступая к его изготовлению нужно рассчитать свои силы. Если у вас уже имеется некоторый подобный опыт, то вы справитесь с задачей.Стоит сразу отметить, что сделать фуговальный станок полностью из деталей собственного изготовления у вас не получится. Конечно, возможно в ваших «закромах» имеется большой ассортимент различных устройств, но такое бывает редко. В первую очередь это касается вала с ножами и подшипников. Их, скорее всего, придется докупать или даже заказывать. Но если все что нужно имеется в наличии, то можно смело приступать к проектированию.

Некоторые детали для фуговального станка: ножевой вал, подшипники ножи, придется покупать или заказывать
В первую очередь стоит понять, какую именно «комплектацию» вы желаете получить. Тут может быть несколько вариантов:
- просто фуговальный станок. Он будет выполнять только одну функцию;
- комплект из фуганка и циркулярной пилы. В этом случае функциональность станка увеличивается в два раза;
- оборудование способное выполнять роль и фуганка, и циркулярной пилы, и шлифовального устройства, и точильного и сверлильного станка. Такое приспособление будет очень полезным для вашей мастерской, но вот выполнить его своими руками будет сложно.
Самый оптимальный и простой в исполнении вариант – это изготовить фуганок и циркулярную пилу на одной станине. Плюс ко всему оба инструмента будут вращаться от одного электродвигателя. Такая особенность существенно облегчить нашу задачу.
Рассмотрим основные составляющие нашего будущего настольного фуговального станка. В него будут входить:
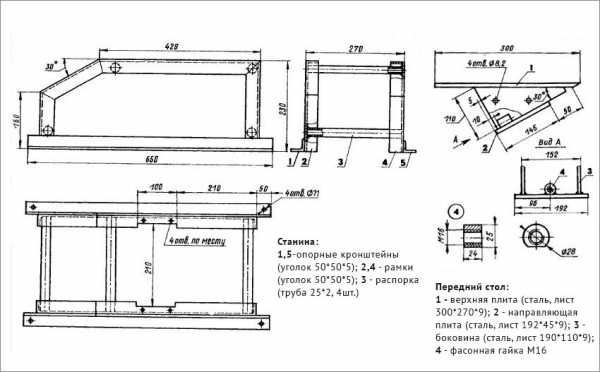
- Станина. Эта конструкция будет удерживать весь станок и установленное на нем оборудование. Для ее изготовления лучше всего использовать прочные швеллеры, с толщиной стенок в пределах 8-10 миллиметров. Станину можно выполнить как разборную, так и капитальную. В первом случае все ее составляющие будут соединяться при помощи болтов и гаек. Если переносной станок вам не нужен, то швеллеры можно закрепить между собой при помощи сварки. Такой вариант будет более надежным. Можно обойтись и без станины, если ее роль будет играть рабочий стол;
- Рабочий инструмент. Это одна из самых главных составляющих станка. Ножи фуганка и сама пила – именно с их помощью вы и будете распиливать, и обрабатывать доски. Ножи прочно крепятся на валу. Они должны быть выполнены из надежной и крепкой стали. Пилу для циркулярки с победитовыми напайками. Такой инструмент прослужит вам гораздо дольше;
- Ротор – именно к нему будут крепиться все инструменты. Без этой детали невозможно выполнить ни один станок, рейсмус или циркулярную пилу. Найти подходящий ротор бывает довольно сложно, поэтому его лучше заказать у профессионального токаря, предварительно снабдив его чертежами;
- Рабочий стол. Для нормально функционирующего станка вам понадобиться три поверхности. Одна будет служить рабочим столом для циркулярной пилы, а две других для фуговального станка. Толщина материала для рабочей поверхности должна быть не менее пяти миллиметров. Для этих целей подойдет многослойная фанера или металлические листы. При этом желательно сделать небольшую разницу по высоте для поверхностей, предназначенных для фугования. Та сторона, по которой будет подаваться заготовка должна быть на пару миллиметров ниже то, на которую перейдет уже обработанная сторона. Такой перепад облегчить работу и существенно снизит вибрацию.
Электропривод фуговального станка
Ну и конечно не забудьте про привод. Все механизмы должны вращаться. Это значит, что привод будет являться «сердцем» станка. Приведем некоторые рекомендации по этому элементу конструкции:— в первую очередь приготовьте электродвигатель.

Электродвигатель для фуговального станка
Лучше всего для этих целей использовать трехфазный агрегат. Конечно, в этом случае вам возможно придется переделывать электрическую сеть в своей мастерской, то это того стоит. Трехфазные электродвигатели, работающие при напряжении в 380 В, способны развивать большую мощность. К тому же и крутящийся момент у таких устройств подходящий для наших целей. Минимальное значение по мощности должно быть 3 кВт, ну а максимальное по вашему усмотрению;
- для передачи вращательного момента от электродвигателя к рабочему валу должно осуществляться при помощи ремней. Лучше всего для этих целей подойдет двухручьевая клинообразная форма. Такие ремни более надежные;
- сам электродвигатель можно монтировать консольно, непосредственно внутри рамы станка. Такой способ поможет решить проблему, связанную с натяжением ремня. Если вы хотите укрепить двигатель более крепко, то нужно добавить в конструкцию салазки, с помощью которых будет проводиться регулировка;
- чтобы увеличить частоту вращения вала, стоит использовать два шкива. Один, большего диаметра, устанавливают на электродвигатель. Шкив с меньшим сечением монтируют на вал.
Очень внимательно отнеситесь к обеспечению питанию станка. Трехфазный ток подается по четырехжильному кабелю. При этом должно быть организовано надежное заземление. Эти требования помогут избежать несчастных случаев при работе на станке.
Чертеж. Основные этапы создания фуговального станка
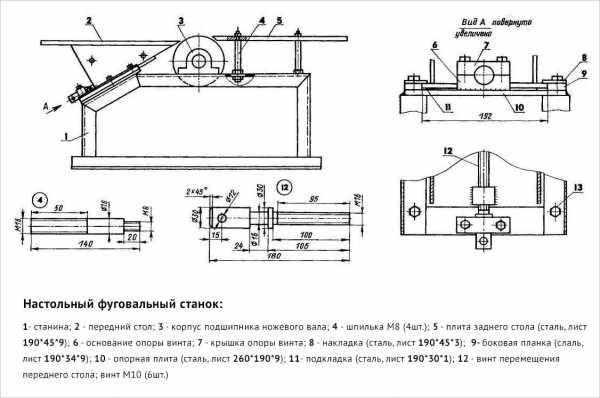
Настольный фуговальный станок — чертеж
Настольный фуговальный станок — чертеж (часть2)
Фуговальный станок, самый простой его вариант без дополнительных функций, можно довольно легко изготовить своими руками. Общий ход работ в этом случае будет выглядеть следующим образом:
- вначале приготовьте все необходимые детали, инструменты и материалы;
- создаем чертеж будущего станка. Без этого «документа» нельзя начинать работу. С помощью чертежа вы сможете просчитать все нюансы и подготовиться к ним. Кроме того, наличие такого плана значительно облегчит и упростить задачу;
- далее, переносим все размеры будущих деталей на заготовку и изготавливаем их;
- очень важная деталь – это место для установки подшипников ротора. Его делают из нескольких заготовок.
При скреплении используется клей и прижим. Выемка должна идеально подходить по размерам подшипника;
- далее, проводим установку электродвигателя. Для этого, как уже отмечалось выше, можно использовать консольное крепление, или установить агрегат на салазки;
- следующим этапом будет сборка ротора с подшипником и установка их на свое место. Одновременно проводится подсоединение к электродвигателю при помощи ременной передачи. Проверьте, чтобы ротор свободно вращался в подшипнике;
- далее, проводится сборка и установка рабочей поверхности. Она будет состоять из двух частей – подающей и принимающей. При этом вторая должна быть на пару миллиметров выше первой. Рабочую поверхность можно выполнить из многослойной фанеры, а для большей прочности и увеличения срока службы оббить листовым железом.
После создания системы включение и выключения электродвигателя станок готов к использованию. Но чтобы ваш новый инструмент приносил только пользу и радость работы, стоит его правильно и безопасно эксплуатировать.
Рекомендации по использованию
Роторный станок, как и любой механизм, нуждается в правильной эксплуатации. Если не соблюдать определенные правила, то устройство может быстро выйти из строя. А в худшем случае вы сами получите травму. Поэтому при использовании следует соблюдать рекомендации от специалистов:
- чтобы станок работал надежно необходимо периодически проводить профилактические работы. В такой комплекс включают следующие мероприятия – проверка надежности расположении ножей на валу, шприцевание подшипников, проверка электродвигателя, осмотр ременной передачи на предмет достаточности ее натяжение, проверка всех контактов и так далее;
- вращающиеся детали всегда опасны. А если они еще оснащены острыми лезвиями, то риск получения трав очень велик. Чтобы повысить безопасность эксплуатации вал с ножами лучше закрывать кожухом. Он будет раскрываться при происхождении деревянной заготовки, и снова закрываться при простое;
- при работе на станке соблюдайте все меры безопасности. Особенно это касается качества освещения рабочего места. Над станком повесьте мощную лампу, да и само помещение вашей мастерской должно быть светлым. Также обратите внимание на качество пола. Если он слишком скользкий, то лучше установить деревянный помост или резиновый коврик;
- не стоит прибегать к чрезмерным усилиям во время строгания или резки материала. Лишняя сила не ускорит работу, а только испортить заготовку или приведет к поломкам самого станка;
- не стесняйтесь приглашать помощника при обработке длинных заготовок. Так работа будет выполнена быстрее, качественней и безопасней для вашего здоровья.
Конечно, стоит следить за чистотой рабочего стола. После окончания работы, при выключенном и обесточенном станке, проведите очистку устройства от стружки. То же самое нужно периодически нужно делать для выполнения больших объемов. Выключите станок и удалите все накопившиеся стружки из всех механизмов и поверхностей. Чистота облегчит вашу работу и поможет сохранить работоспособность установки на более длительный срок.
В видео будет подробно рассмотрен один из вариантов самодельного фуговального станка.
Видео: самодельный фуговальный станок
Похожие статьи
teremizbrusa.ru
Как сделать фуговальный станок по дереву своими руками: чертежи, видео
Бытовые и промышленные фуганочные станки широко используются для обработки древесины. Так же как и токарные, циркулярные и фрезерные, фуговальные относятся к обязательному оснащению столярных цехов. Они просты в использовании и надежны. Работа с самодельными фуганками требует аккуратности и некоторых навыков.
Сфера применения и назначение
самодельный станок
Промышленное и самодельное строгальное оборудование используется для односторонней обработки плоских поверхностей изделий из дерева. Основная сфера применения станков — мебельное и деревообрабатывающее производство. На них простругивают перпендикулярные поверхности, выбирают фаски под нужным наклоном с боковин. Точность обработки важна при сборке мебели, фуганочное оборудование позволяет получить деталь заданного размера. Часто строгальные механизмы используются дома в бытовых мастерских.
Фуговальный станок не позволяет строгать по толщине в размер, а также выполнять детали с параллельными поверхностями!
Классификация фуговальных станков
По количеству устройств для строгания фуговальные станки могут быть двухсторонними или односторонними. Все строгальные устройства делятся на категории согласно ширине строгальной поверхности, длине рабочего стола и частоте вращения ножевого вала.
Согласно обрабатываемой ширине заготовки различают механизмы:
- на 40 см;
- на 50 — 52 см;
- на 60 — 63 см.
Компактные самодельные агрегаты для дома обладают меньшей шириной обработки.
Согласно длине рабочей поверхности выделяется две группы устройств:
- с длиной меньше 250 см;
- с длиной от 250 до 300 см.
На длинных столах можно обрабатывать более крупные заготовки. Качество фугования также повышается.
Согласно частоте кручения рабочего вала станки делятся на две категории:
- 4700 — 4800 оборотов в минуту;
- 5000 оборотов в минуту.
Промышленные двигатели могут работать с частотой вращения, достигающей 12000 оборотов в минуту.
Устройство фуговального станка
станина с прикрепленным валом ножей
Конструкция состоит из основных элементов:
- рабочая поверхность;
- станина;
- направляющая;
- вал ножей;
- круговое ограждение.
Рабочая поверхность строгального станка состоит из двух плит: задней и передней. Уровень задней плиты совпадает с уровнем верхней точки лезвий резаков. Уровень передней выставляется ниже настолько, сколько материала снимается при обработке. Обычно перепад уровней составляет не более 1,5 миллиметров. Этого достаточно, чтобы качественно обработать поверхность детали в два приема.
Плиты изготавливают из чугуна, а чтобы сделать стол более устойчивым, предусмотрены ребра жесткости. Края плит закрыты стальными накладками, предохраняющими их от разрушения. Они же являются стружколомателями.
Вал ножей находится между двумя плитами, к валу крепятся резаки. Для качественной обработки необходимо подбирать одинаковые резаки. Как правило, используются однокромочные ножи, которые можно затачивать. Двухкромочные резаки после сильного затупления выбрасываются и заменяются новыми, затачивать их невозможно. Как правило, станки для бытовых мастерских оснащаются резаками из инструментальной быстрорежущей стали. Чтобы работать с плотными видами дерева или прессованными плитами используются резаки с твердосплавными напайками.
Направляющая фиксируется при помощи болтов в предусмотренных отверстиях. Линейка может передвигаться в поперечном направлении в зависимости от размера детали.
Круговое ограждение устанавливают на передней части плиты, к направляющей оно плотно прилегает за счет пружины. Ограждение прикрывает ножевой вал. Движение от мотора на вал ножей передается посредством ременной передачи.
Оптимальный размер деталей из дерева для обработки на фуговальном станке от 100 до 150 см. Слишком длинные детали свешиваются и создают неудобство при работе дома, а короткие — опасно.
Настройка и выбор режима
механизм изменения расстояния между валом ножей и кромкой стола
Перед началом работы нужно подсчитать толщину состругиваемого материала и скорость движения заготовки (для оборудования с автоподатчиком). Величина слоя зависит от изначального состояния дерева и определяется опытным путем. Для этого обрабатывается несколько (не более пяти) заготовок. Если на поверхности остаются непроработанные участки, плиту немного опускают. Если заготовка покороблена более чем на 2,5 мм, обработка осуществляется в два этапа.
Когда высота плит выставлена, измеряют промежуток между кромкой резаков и губками плит, который должен быть от 2 до 3 миллиметров. Для определения промежутка используется калиброванная пластинка, которая должна вставляться в щель легко, но без щелей. Если щель превышает 3 мм, деталь покрывается вырывами, при щели менее 2 миллиметров разрушается резак.
Кроме выставления плит по высоте, необходимо также определить место направляющей. При обработке брусков из дерева промежуток между линейкой и левым краем вала ножей должен быть немного больше, чем ширина бруска. Постепенно ножи затупляются и направляющая передвигается направо, вовлекая в работу другие части резаков. Линейка передвигается поперек столешницы на реечном устройстве, запускаемым маховиком. Чтобы выполнить угловую фаску на кромке, направляющую устанавливают с помощью шаблона или угольника и закрепляют винтом.
Автоподатчики регулируют на подачу деталей без стопоров, с малым прижимом. При обработке кромок их размещают параллельно линейке.
Правильность настроек строгального оборудования определяют опытным путем. Разрешенные погрешности составляют:
- по плоскости не более 0,15 миллиметров на каждый метр;
- по перпендикуляру — не более 0,1 миллиметра на 10 см.
Принцип работы на фуговальном станке

направляющая линейка из ДСП
Для работы на одностороннем фуговальном оборудовании дома достаточно одного человека. Он исследует состояние заготовки, кладет ее выпуклой плоскостью вверх на переднюю плиту. Двумя руками придавливает к линейке и направляет на резаки. Далее, уже отфугованную сторону левой рукой прижимает к поверхности задней плиты. Обработанную заготовку мастер осматривает: если она недостаточно простругана, отправляет на ножи. Желательно избегать обработки очень покоробленных заготовок, так как снимается слишком толстый слой стружки. Оставшаяся заготовка может получиться недопустимо тонкой.
При обработке двух перпендикулярных плоскостей первой идет в работу большая по площади. Потом ее прикладывают к направляющей и строгают вторую. Двусторонний станок позволяет провести обработку одновременно обеих сторон.
- Если при обработке на плоскости появляются «поджоги» или «мшистость» — пришло время заточить резаки;
- При работе с деталями короче 40 см и уже 3 см их удерживают только специальными толкателями, а детали сложной формы шаблонами;
- Если обструганная плоскость кривая или имеет форму крыльчатки, следует проверить уровень плит столешницы и вала ножей.
Фуговальный станок своими руками
самодельный станок — вид сбоку
Раму небольшого настольного станка для дома можно сделать из металлической трубы прямоугольного сечения. Более мощная самодельная конструкция получится из уголка 40 мм. Ширина станины зависит от размера ножей и планируемой ширины строгания.
С одного торца к раме привариваются две направляющие, верхние кромки которых совпадают с поверхностью станины. Посередине станины на болты, вкрученные в заранее приготовленные отверстия, прикрепляется вал ножей, установленный на пару шарикоподшипников.
Рабочие поверхности для настольного станка для дома выполняют из толстой фанеры, уложенной на бруски. А чтобы регулировать их уровень, предусматриваются самодельные накладные болтовые соединения. По четыре соединения для каждой плиты: пара спереди и пара сзади. Снизу к каждой части столешницы прикрепляется вертикальный брусок с отверстием. Через брусок и верхнюю горизонталь станины продевается длинный штырь с резьбой, с помощью которого изменяется положение столешницы относительно вала ножей.
Есть другой вариант самодельного крепления рабочей поверхности: в станине проделаны пазы (4 шт.), в подвижной столешнице такое же количество отверстий, в которые вставляются головки шпилек на резьбе. Подкручивая гайки и перемещая в пазах шпильки, изменяют расстояние между валом ножей и кромкой столешницы.
Задняя плита устанавливается неподвижно и по высоте подгоняется под вал ножей. В качестве направляющей линейки может служить доска или ДСП подходящего размера.
При выборе двигателя следует исходить из характера использования будущего станка. Для бытовых нужд достаточно мощности 750 Вт, но с более серьезными задачами справится мотор мощностью не менее 1,5 киловатт.
Еще несколько вариантов самодельных фуганков:
Обзор заводских моделей
| Модель | W0108 | W0106FL | W0103FL | W0100 |
| Двигатель | 0,75 кВт 220В | 0,75 кВт 220 В | 2,2 кВт, 220В | 3,7 кВт 380В |
| Ширина реза | 153 мм | 153 мм | 203 мм | 400 мм |
| Максимальная глубина реза | 3 мм | 3,2 мм | 3,2 мм | 3 мм |
| Число ножей режущего вала | 3 | 3 | 4 | 4 |
| Диаметр режущего вала | 61 мм | 61 мм | 78 мм | 98 мм |
| Длина стола | 1210 мм | 1535 мм | 1800 мм | 2250 мм |
| Длина подающего стола | 700 мм | 760 мм | 880 мм | 1090 мм |
| Длина приемного стола | 590 мм | 755 мм | 880 мм | 1090 мм |
| Ширина стола | 255 мм | 255 мм | 330 мм | 420 мм |
| Высота стола от пола | 820 мм | 850 мм | 795 мм | 820 мм |
| Размеры упора | 740 х 98 мм | 889 х 124 мм | 889 х 124 мм | 1195 х 150 мм |
| Размеры в упаковке | 1245х515х275 мм | 1600х360х250 мм | 1850х450х300 мм | 2300х820х1025 мм |
| Масса брутто | 104 кг | 135 кг | 208 кг | 570 кг |
| Цена | 52000 руб | 68000 руб | 112000 руб | 229000 руб |
stanokgid.ru
Строгальные ножи и ножевые валы
Строгальные ножи и ножевые валыКатегория:
Столярное дело
Строгальные ножи и ножевые валыСтрогальные ножи. Строгальные ножи подразделяют на тонкие и толстые. Размеры ножей тонких: длина от 40 до 1810 мм, ширина 30, 35, 40 и 45 мм, толщина — 3 мм; толстых соответственно: 40 — 800, 75 — 120; 6, 8 — 10 мм. Тонкие ножи изготовляют целиком из высококачественной инструментальной стали. У толстых ножей из такой стали наваривают со стороны режущей кромки по всей ее длине и на половину ширины ножа слой толщиной 1,5 — 2 мм.
Толстые ножи имеют со стороны обушка прорези для зажимных болтов. Глубина прорезей равна 0,55 ширины ножа, ширина прорезей на 1 — 1,5 мм больше диаметра зажимного болта. Количество прорезей — от 2 до 10, расстояние между ними 60 и 80 мм, в зависимости от длины ножа. Тонкие ножи прорезей не имеют.
Строгальные ножи со стороны режущей кромки нередко имеют равномерный прогиб по ширине величиной 0,25 — 0,5 мм. При зажиме ножа в ножевом валу прогиб увеличивает прочность крепления ножа, кроме того, повышается жесткость режушей кромки.
Рис. 1. Строгальные ножи: а — тонкий; б — толстый; в — прогиб ножа по ширине
Передняя грань ножа должна быть ровной, шлифованной; задняя грань может быть гладкой или рифленой. Рифление способствует лучшему сцеплению ножа с ножевым валом. Ножи с трещинами для работы не пригодны. Не допускаются на ножах раковины, ржавчина.
Угол заострения строгальных ножей 40°. Заточку ножей производят в ножепилоточной мастерской на точильных станках; вручную можно только править ножи оселком.
Рис. 2. Весы для выбалансирования строгальных ножей: 1 — коромысло весов; 2 — нож; 3 — упор; 4 — навески
Все ножи, устанавливаемые на одном ножевом валу, должны иметь одинаковую толщину и одинаковый вес. Вес ножей проверяют поочередным их взвешиванием. Кроме того, каждый нож должен быть выбалансирован, т. е. уравновешен так, чтобы его Центр тяжести был точно посередине. Выбалансировку ножей производят на специальных балансировочных весах (рис. 80). Нож укладывают на коромысле весов концом вплотную к Упору и весы приводят в равновесие при помощи навески. После этого нож переворачивают и укладывают вплотную к упору другим концом. Если при этом равновесие весов нарушилось, значит нож по отношению к оси симметрии не сбалансирован,
Для уравнивания веса обеих половин ножа и веса всех ножей одной головки стачивают часть металла с обушка того или иного ножа. Реже производят наваривание металла на обушок.
Ножевые валы. Рабочие валы в строгальных станках чаще называют ножевыми валами, иногда — ножевыми головками, патронами. Ножевой вал может быть цельным, изготовленным из одной поковки и составным. У составного вала ось вытачивается отдельно и на нее наглухо насаживается на шпонках патрон для ножей.
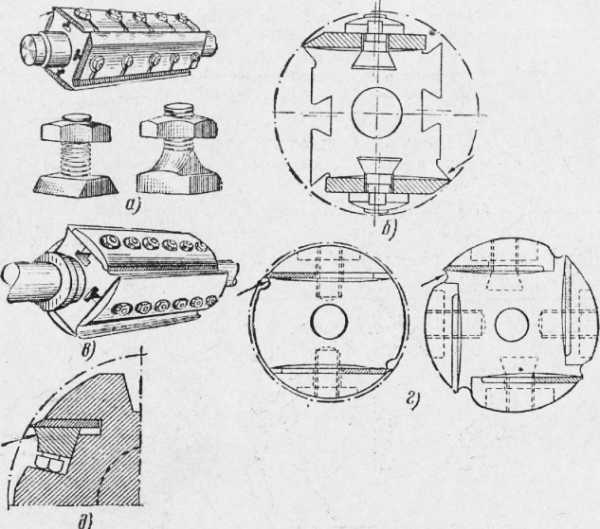
Рис. 3. Ножевые валы: а — квадратный вал и болты для крепления ножей; б — крепление на квадратном валу толстых ножей; в — крепление на квадратном валу тонких ножей при помощи накладок; г — превращение квадратного ножевого вала в круглый посредством сегментообразных накладок; д — крепление ножей в круглых валах (стрелками показаны сгружколомательные откосы)
Ножевые валы бывают квадратные и круглые.
Квадратные валы (рис. 3, а) имеют на гранях продольные канавки Т-образного или трапециевидного сечения, в которые заводятся болты для крепления ножей. Вид болтов показан на рис. 3, а, крепление — на рис. 3,б. При установке тонких ножей применяются накладки (рис. 3, в).
Основной недостаток квадратных валов состоит в том, что во время их вращения между валом и краями рабочего стола при каждом ббороте образуются значительные расстояния, представляющие опасность, так как в эти промежутки станочник может попасть пальцами рук. В открытых строгальных станках квадратные ножевые валы не допускаются. Другие недостатки квадратных валов заключаются в следующем: 1) ножи получают крепление только в местах, где ставятся болты, поэтому в промежутках между болтами возможна вибрация (дрожание) ножей во время работы; 2) на валу нельзя крепить больше четырех ножей. Чтобы устранить квадратносгь валов, применяют под болты накладки сегментообразной формы (рис. 3, г).
Наиболее безопасны цельноточеные круглые валы. Для крепления ножей на боковой поверхности этих валов имеются продольные пазы, в которые вставляются ножи и трапециевидные прижимные вкладыши с винтами (рис. 3, д). Такой способ крепления ножей вполне надежный, исключающий возможность вылета ножа и вкладыша из паза во время работы, а также вибрацию режущей кромки, так как нож равномерно зажимается по всей его длине. Кроме того, этот способ позволяет устанавливать на круглом валу значительно большее количество ножей, чем на квадратном.
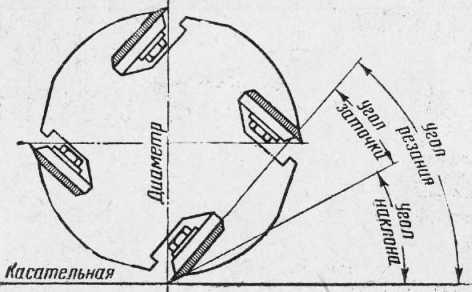
Рис. 4. Определение угла заточки, угла резания и угла наклона строгального ножа, вставленного в ножевой вал
Для образования сгружколомателя делают в квадратных валах перед режущей кромкой ножа откос, а в валах с накладками — сегментообразную продольную выемку. В круглых валах откос делают во вкладышах.
Ножевой вал при любой его форме должен быть прямым и выбалансированным, т. е. иметь по всей длине одинаковую толщину (диаметр), одну и ту же плотность и одинаковый объемный вес.
Угол резания установленных на валу строгальных ножей 50 — 65°, угол уклона равен 10 — 15°. Углы определяют, как показано на рис. 4.
Режущие кромки всех установленных ножей должны располагаться на одинаковом расстоянии от центра вала и равномерно выступать над кромкой стружколомателя на 0,5 — 1,5 мм. Затягивают болты от середины к концам ножа. После того как станок поработает 5 — 10 мин., его останавливают и болты подтягивают.
Выбалансированность вала с ножами проверяют повертыванием его вокруг оси вращения с остановками. Если вал после остановок сохраняет полную неподвижность, его считают выба-лансированным. Невыбалансированный вал, как принято говорить, «скатывается вниз», т. е. делает до полной остановки еще какое-то дополнительное вращательное движение. Перед проверкой выбалансированности обязательно снимают приводной ремень.
Более точную выбалансировку вала делают путем провертывания его на балансировочных ножах (рис. 5).
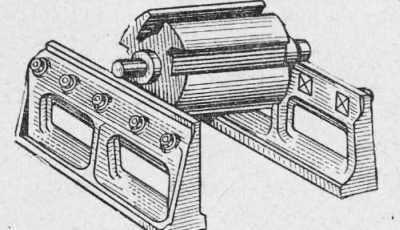
Рис. 5. Ножевая головка на балансировочных ножах
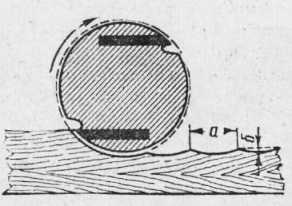
Рис. 6. Строгание вращающимися ножами: а — длина волны; б — высота гребня
Для проверки правильности установки ножей по высоте подводят к кромке какого-нибудь одного ножа точно отфугованную линейку и провертывают ножевой вал. Если при этом режущие кромки всех ножей не цепляют за линейку и зазор между ними и линейкой остается одинаковым, считают, что ножи по высоте установлены правильно.
Строгание вращающимися ножами отличается от строгания ручным инструментом. При строгании ручным фуганком, например, получается длинная непрерывная стружка, при строгании вращающимися ножами вырезается короткая стружка в виде сегмента. В материале поперек его волокон образуется на месте срезанной стружки впадина, которую принято называть волной. Строганая поверхность получается волнистой (рис. 6).
Чем короче волны, чем ниже гребни между ними, тем строганая поверхность чище. Чистота строгания (длина волн) зависит от числа оборотов ножевого вала, количества ножей на валу и
скорости подачи материала. Чем выше число оборотов вала и чем больше ножей на нем, тем чище строгание. Строгальные станки прежних конструкций делали всего 3000 — 4000 об/мин, в современных строгальных станках вал делает 5000 — 6000 об/мин; устанавливают на нем 4 — 8 ножей.
Уменьшение скорости подачи повышает чистоту строгания, но одновременно снижает производительность труда. Поэтому уменьшать скорость подачи можно лишь в исключительных случаях, например, при строгании древесины очень свилеватой, древесины ценных пород.
Рис. 7. Схема конструкции фуговального станка: 1 — станина; 1 — ножевой вал; 3 — винт для подъема и опускания плиты; 4 — рабочий стол; 5 — направляющая линейка
Читать далее:
Строгание на фуговальном станке
Статьи по теме:
pereosnastka.ru
Как сделать фуганок своими руками: видео, фото, чертежи
Зачастую обработка древесины проводится путем строгания. Строгание – процесс с прямолинейной подачей дерева в зону резания, когда плоскость резания, поверхность резания и обработанная поверхность совпадают. Строгальный станок имеет вал с ножами, которые установлен на станине и движется вокруг своей оси. При этом заготовка совершает возвратно-поступательное движение. Большой популярностью пользуется фуговальный станок. Подобный станок по дереву используется в домашних условиях на протяжении последних нескольких лет. Промышленные модели подобного оборудования имеют достаточно большую стоимость, но можно сделать и самодельный фуганок, которые также можно использовать при обработке дерева.

Сборка самодельного фуганка
Основные узлы
Прежде чем сделать самодельный фуганок нужно создать чертежи и разобраться с основными элементами, которые будут входить в схему. Как правило, строгальный станок состоит из следующих основных элементов:
- станины;
- вала с ножом;
- ролика;
- электродвигателя, от которого подается вращение;
- нескольких столов;
- упорного конька.
Устройство фуговального станка
Создаваемый чертеж самодельного фуганка должен содержать информацию о том, на каком расстоянии устанавливается электродвигатель с роликом и вал с ножами. Схема определяет то, насколько будет уменьшено количество вращений на выходе и увеличена мощность.
Конструкция строгольного стола
Изготавление
Изготавливаем станину
Основанием для станка становится станина. Сделать ее можно своими руками с учетом нижеприведенных моментов:
- Больше всего для создания станины самодельного фуганка подходит металлопрофиль. Он обладает небольшим весом, прост в демонтаже.
- При создании чертежа следует учитывать то, что конструкция должна распределять оказываемую нагрузку, быть устойчивой.
- Все элементы должны быть прочно закреплены. Механизм, устанавливаемый на станину, с учетом обрабатываемого материала оказывает существенную нагрузку.
- Крепление элементов между собой проходит сваркой или резьбовыми соединениями. Если нужно, чтобы самодельный фуганок был мобильный и транспортировался при необходимости, тогда нужно выбирать резьбовое соединение. Сварка более надежная, но конструкция будет неразборной.
Стоит учитывать, что фуговальный станок должен устанавливаться ровно. Поэтому при соединении всех элементов строго выдерживается уровень.
Установка вала с ножами
Самодельный фуганок, как и промышленный вариант исполнения, имеет барабан ножами на поверхности, который при вращении проводит снятие дерева с поверхности заготовки. К особенностям установки этого элемента отнесем:
- Барабан представляет собой механизм, который состоит из двух подшипников, лезвия и центрального вала, на который передается вращение.
- Сделать лезвиями своими руками практически невозможно, так как для этого нужен токарные и вертикально-фрезерный станок.
- Барабан устанавливается на станину через подшипники, которые имеют специальные крепления.
- Механизм с лезвиями должен прочно крепится к основанию, так как именно на этом узле концентрируется вся нагрузка.
- На конце выходного вала должен быть установлен ролик для ремня. При этом изготовить его можно самостоятельно. Подбирать профиль этого элемента следует под профиль ремня.
Многие чертежи имеют схему, при которой лезвия на оси устанавливается в центральной части станины.
Стол
Конструкция имеет два стола, которые расположены на противоположенных сторонах барабана. Сложность их изготовления заключается в том, что механизм крепления должен жестко фиксировать поверхность. Фуговальный станок, созданный своими руками, должен иметь гладкую поверхность столов. Это связано с тем, что подача дерева будет проводится при сильном прижиме. Если между столом и заготовкой возникает сильное трение, то обработка существенно затрудняется.
Кроме этого следует учитывать тот момент, что стол должен выставляться по уровню относительно барабана с лезвиями. При этом высота должна регулироваться, для чего устанавливается специальные механизм. Своими руками можно создать подобный механизм регулировки путем использования резьбового соединения.
Еще одним важным моментом можно назвать то, что стол должен иметь ширину и длину согласно тому, какие заготовки будут подаваться. Сделать можно также разборный механизм своими руками.
Установка двигателя с приводом
Вращение режущего инструмента происходит от электрического двигателя. При рассмотрении рекомендаций по установке электродвигателя рассмотрим следующие моменты:
- Достаточно важно правильно выбрать тип электродвигателя и его мощность. Строгальный самодельный фуганок за один проход может снимать достаточно большой слой материала. Для бытового использования подойдет электродвигатель мощностью более 1 кВт. В последнее время большой популярностью пользуются модели, которые питаются от 220 В.
- Станок будет работать правильно в том случае, если шкив электродвигателя будет находится в одной плоскости с шкивом барабана. Сделать это достаточно сложно, нужно использовать измерительные инструменты и уровень.
- Важно правильно подобрать диаметры шкивов. Разность диаметров позволяет уменьшить количество оборотов на выходе, что значительно повышает тяговую силу.
- Ремень должен быть хорошо натянут. Стоит учитывать, что они производятся согласно установленным стандартам и имеют определенную длину. Поэтому расстояние между шкивами тщательно вымеряется.
- Рекомендуется создавать посадочное место на самодельном фуганке для электродвигателя с возможностью регулировки его положения. Этот позволит проводить натяжение ремня в случае, когда его длина увеличилась из-за износа.
Особое внимание уделяют безопасности самодельного фуганка. Электродвигатель станка должен иметь заземление не через станину, так как при определенных обстоятельствах возможно поражение током.
Жесткий упор
Последним конструктивным элементом, который также можно создавать своими руками, является жесткий упор. Он необходим для выдерживания прямолинейного движения заготовки вдоль стола. Для этого мастери во время подачи заготовки в продольном направлении также оказывает поперечное усилие. Упор устанавливается на дальнем краю стола, своими руками его можно сделать из обычного куска дерева, для чего достаточно повысить качество поверхности для минимальной степени шероховатости.
В заключение отметим, что самодельный фуганок делают как можно более безопасным, так как он имеет большое количество вращающихся элементов. Для этого из дерева или пластика можно создать специальный кожух, который закроет электродвигатель, ролики и ремень. Также нужно обращать внимание на то, что самодельный фуганок должен иметь жесткую установку.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru