Прежде чем приступить к непосредственному строительству, необходимо провести
расчеты характеристик и расходов строительных материалов для той или иной конструкции. Этот этап позволит избежать
разрушений постройки, деформации
ее элементов и прочих негативных факторов. Помимо этого, от качества произведенных
расчетов зависит и быстрота проведения строительных работ, так как нехватка какого-
либо материала способна затормозить дело, причем затормозить на неопределенный срок,
в связи с тем, что дополнительный материал, в разгар строительного сезона, найти очень не просто.
Для вашего удобства и оперативной подготовки всего необходимого представлен
специальный сайт строительных калькуляторов, с помощью которого легко избежать
проблем с предварительной закупкой материалов и, соответственно, последующей
нехваткой последних.
Онлайн калькулятор поможет произвести следующие расчеты:
Расход материалов, необходимых для возведения всех основных элементов постройки;
Расчет необходимых размеров и параметров элементов;
Многофункциональность онлайн сервиса является несомненным достоинством
сайта. Строительный онлайн калькулятор позволяет производить огромное количество
всевозможных строительных расчетов, не выходя из дома. Причем расчеты могут быть не
только технического характера, но и экономического, что играет положительную роль на
подготовительном этапе строительных работ.
Начало работы с онлайн калькулятором
Для начала работы требуется выбрать из списка необходимый раздел, находящийся в левой части
экрана. Для каждой калькуляции необходимо вводить требуемые показатели и данные, такие как размеры предполагаемой постройки, требуемые характеристики прочности, район расположения и так далее.
Большинство расчетов предполагает несколько направлений, то есть помимо основного
расчета строительных материалов, возможно, попутно вычислить и размер конструкции.
Каждый расчет снабжен дополнительными справочными материалами, а также
иллюстративно подкреплен удобным чертежом.
Некоторые расчеты позволяют вычислить
и экономическую составляющую предполагаемых работ, к примеру, указав стоимость
одной единицы материала, калькулятор сосчитает общую стоимость всего необходимого количества.
Расчет дополнительных показателей производится при отмеченной галочке напротив
интересующего пункта.
Результат подсчета моментально появляется на экране после нажатия
клавиши «Рассчитать». Внизу результата удобно расположена кнопка «Распечатать».
Строительный калькулятор, или положительные моменты его
использования
Представленные на сайте калькуляторы до минимума сокращают задачу
длительных подсчетов, что существенно экономит время.
Каждый раздел и подраздел сайта позволяет:
Выбрать предполагаемые виды работ;
Рассчитать необходимые затраты и количество требуемого материала для проведения работ;
Ознакомиться с подробным чертежом;
Вычислить общую сумму, необходимую для покупки строительных материалов;
Ознакомиться со справочными материалами и рекомендациями;
Распечатать результат подсчетов;
Задать вопрос специалисту.
Все без исключения подобные калькуляторы подразумевают небольшую
погрешность. В связи с этим, предварительные подсчеты необходимо согласовывать со
специалистами в данной области или же проверять ими уже проведенные расчеты.
Сайт находится в стадии доработки. Ведется постоянная разработка новых калькуляторов и расчетов. Обо всех найденных ошибках просьба сообщать по обратной связи.
Калькулятор расчета строительства дома
Онлайн-калькулятор строительства дома — удобный инструмент, с помощью которого вы сможете:
С помощью нашего удобного онлайн-калькулятора вы сможете получить предварительную стоимость строительства. После этого мы рекомендуем отправить полученные расчеты нашим специалистам вместе с проектом дома, чтобы получить более точный расчет именно по вашему проекту.
На первом этапе наш калькулятор расчета стоимости жилья предложит вам определиться с фундаментом. Мы предлагаем фундамент в двух вариантах — монолитный или сборный. Монолитный — более надежный, но в то же время, и более дорогостоящий фундамент. Он состоит из основы — металлической арматуры и бетона, который заливается поверх арматуры внутрь предварительно устроенной опалубки. Из-за того, что бетону требуется достаточно длительное время для застывания, такой фундамент не получится сделать быстро. требует Также он требует большего времени для устройства, чем сборный. Большой плюс такого фундамента заключается в том, что его можно возвести на абсолютно любой почве и он при этом сохранит все свои качества.
Сборный фундамент может быть одного из следующий видов: свайный, свайно-ростверковый или ленточный из фундаментных блоков. Такой тип фундамента называется сборным, поскольку состоит из нескольких частей, а не является единым целым как монолитный железобетонный фундамент. Такой фундамент быстрее в устройстве, дешевле, но имеет ограничения по почве. Поэтому если вы хотите построить дом на фундаменте такого типа, необходимо предварительно провести геологические изыскания.
После того, как выбран фундамент, онлайн-калькулятор предложит вам определиться с перекрытиями. На этом этапе вы сможете выбрать из трех типов:
монолитное перекрытие;
сборное из железобетона;
сборно-монолитное.
Монолитное перекрытие наиболее прочное, но при этом, так же, как и монолитный фундамент, самое дорогостоящее и требует самых больших затрат времени при устройстве. Еще один его плюс состоит в том, что оно не требует выполнения армопояса.
Еще один тип перекрытия, не требующий выполнения армопояса, — сборно-монолитное. Это наиболее молодая технология устройства перекрытий. Она состоит из нескольких этапов — устройство балочного перекрытия, раскладка блоков и последующее укрепление конструкции однослойным каркасом из арматуры. После этого вся конструкция заливается бетоном.
Последний тип перекрытия, которое мы предлагаем — сборное. Железобетонное перекрытие этого типа состоит из железобетонных плит с допустимой нагрузкой в 800 кг на 1 квадратный метр. Плиты имеют внутренние пустоты, что делается для их облегчения. Монтаж такого перекрытия очень прост — достаточно разложить их по периметру фундамента дома. Существенный минус сборного перекрытия — неровная поверхность из-за стыков железобетонных блоков, особенно очевидная при сравнении с монолитным перекрытием.
После выбора типа перекрытия первого этажа, можно определяться с материалом стен. Мы предлагаем на выбор газобетон/газосиликат, поризованные керамические блоки или строительный кирпич. Плюсы газобетона или газосиликата в том, что стены из такого материала не нуждаются в последующем утеплении и выравнивании. Поризованные керамические блоки также не требуют утепления, но могут вызвать сложности при обработке. Стены из кирпича отличаются высокой прочностью, но потребуются значительные усилия при их выравнивании. Также этот материал очень тяжелый, что необходимо учитывать при проектировании и строительстве дома.
Следующим этапом необходимо выбрать тип межэтажного и подкровельного перекрытия. Здесь возможны все те же виды, что и в фундаменте, плюс добавляется деревянное перекрытие,как самое экономичное и быстро возводимое. При его устройстве необходимо выполнение армопояса. Такой тип перекрытия выполняется из бруса и минеральной ваты под обрешетку. Для защиты минеральной ваты от внешних воздействий используется паропроницаемая пленка.
После этого определяемся с типом кровли — металлочерепица или современная мягкая кровля. Металлочерепица очень популярна, надежна и долговечна, но ее существенный минус в том, что она очень шумная. Мягкая кровля же не только долговечна и имеет привлекательный внешний вид, но и звуки дождя или других атмосферных явлений на ней практически не слышны.
Следующий этап — окна. Привычные пластиковые стеклопакеты или дорогостоящие и долговечные деревянные?
Теперь, когда вы определились с коробкой дома, переходим во внутреннее пространство и выбираем материал перегородок. Здесь помимо тех же материалов, из которых возводятся внешние стены — газобетон/газосиликат, поризованные керамические блоки и строительный кирпич, появляются еще и пазогребневые плиты, которые отличаются быстрым монтажом и обеспечивают ровную поверхность и отличную звукоизоляцию.
В случае,если коробка дома возведена из материала, которому требуется утепление, то необходимо выбрать тип утеплителя.Это может быть минеральная вата или экструзионный полистирол. Очевидный плюс минеральной ваты в том, что она производится из натурального сырья — базальта и кварца, соответственно, утепленный ею фасад имеет высокую паропроницаемость и исключает образование плесени в помещениях.
Экструзионный пенополистирол (XPS) — имеет прекрасную теплопроводность и удобен в работе. Из существенных минусов — горючесть и низкая паропроницаемость, поэтому при утеплении стен этим способом необходимо хорошо продумать вентиляционную систему дома.
Внешний вид дома зависит от облицовки фасада. Здесь возможны три варианта — лицевой керамический кирпич, лицевой клинкерный кирпич или декоративная штукатурка. Самый экономичный, но при этом и наименее долговечный вид облицовки — декоративная штукатурка — привычные “короед” и “шуба”. Они неплохо выглядят, но требуют реставрации примерно раз в десять лет. Более долговечный вид облицовки — керамический кирпич. Это натуральный материал. И лидер по долговечности и внешним характеристикам — лицевой клинкерный кирпич. Он производится из глины и цемента и имеет широкую цветовую гамму.
После этого наш онлайн-калькулятор строительства дома поможет вам подсчитать стоимость внутренней отделки стен. Она состоит из 4 этапов, стоимость каждого из них учтена в расчетах:
выравнивание поверхности стены при помощи штукатурки;
стартовая и финишная шпатлевка;
грунтовка под покраску;
покраска стен.
И в завершение — просчитываем внутреннюю отделку полов. мы предлагаем наливные полы, как наиболее современные и быстрые в выполнении. Для их устройства требуются пескобетон для стяжки, грунтовка и, собственно, сам наливной пол.
Итак, при помощи онлайн-калькулятора вы узнали стоимость строительства вашего дома. Расчет является приблизительным. В расчетах заложены материалы, которые мы имеем в нашем ассортименте. Если вы хотите получить более точную смету на строительство и хотите использовать материалы, не указанные в калькуляторе — свяжитесь с нашим менеджером. Специалист точно рассчитает стоимость строительства дома по вашему проекту в короткие сроки. Будем рады сотрудничеству!
2022 Калькулятор стоимости строительства для планов домов — Бутик-планы дома
КАЛЬКУЛЯТОР СТОИМОСТИ СТРОИТЕЛЬСТВА НА 2022 Г.
Мы считаем, что оценка стоимости строительства дома вашей мечты не должна быть препятствием для выбора. Мы предоставляем этот бесплатный лучший в отрасли калькулятор стоимости строительства дома, чтобы точно понять, что вы можете себе позволить до приобретения плана этажа.
КАК УЗНАТЬ ТОЧНУЮ СТОИМОСТЬ СТРОИТЕЛЬСТВА:
Жестокая правда, о которой вам не говорят на большинстве сайтов, заключается в том, что вы не узнаете окончательную стоимость строительства вашего дома, пока он не будет построен. Определение стоимости строительства — это процесс, который сужает диапазон затрат с каждым последующим шагом.
Шаг 1: Онлайн-калькуляторы
Другие заставляют вас платить за них — ознакомьтесь с нашей бесплатной оценкой стоимости строительства ниже.
Шаг 2. Исторические данные
Взгляните на дома в последнее время построено и продано в вашем регионе за 12 месяцев с использованием веб-сайта, такого как Zillow. Подставьте исторические данные о продажах в следующую формулу:
(Окончательная цена продажи — Цена продажи земли) / Общая площадь в квадратных футах = Стоимость/SF
Шаг 3. Примерная стоимость за квадратный фут
Свяжитесь с местными строителями и отправьте им ссылку на план дома, для которого вы хотите получить примерную стоимость / SF.
Шаг 4: Ставка
После того, как вы выбрали план этажа и сузили список застройщиков, пришло время получить наиболее точное число. Чтобы помочь с точностью ставок, мы предоставляем бесплатные материалы для наших планов.
Калькуляторы:
Простой калькулятор (для мобильных устройств)
Расширенный калькулятор (настольный компьютер)
Индивидуальные планы домов со стоимостью строительства
Когда вы разрабатываете индивидуальный план дома с нами, вы можете получить доступ к калькулятору для конкретного плана.
ПОСМОТРЕТЬ СПЕЦИАЛЬНЫЙ ДИЗАЙН ДОМА >
1 / из 3
КАЛЬКУЛЯТОР
Насколько точен этот калькулятор?
Компания Boutique Home Plans разработала этот передовой калькулятор для более точного и быстрого анализа затрат на строительство, чем наши конкуренты. Этот калькулятор применяет цены в режиме реального времени от субподрядчиков к нашим сверхточным количествам из наших домашних планов.
Оценка стоимости жилищного строительства является несовершенной наукой, поскольку затраты могут значительно различаться в зависимости от местоположения и сезонности, но мы ожидаем, что наша оценка цены за квадратный фут будет находиться в пределах +/- 10% от самой низкой цены предложения, которую вы получите.
Откуда берутся плановые данные?
Данные для расчета стоимости строительства взяты из наших домашних планов. Каждый план использует сверхточный взлет на основе 3D-модели, поэтому вы знаете, что площади, объемы и подсчеты точны. Мы потратили годы на доработку и кодирование нашего программного обеспечения, чтобы иметь возможность получать количество материалов с высокой точностью. Для каждого плана, который мы разрабатываем, мы используем более 50 различных материалов.
Откуда берутся данные о стоимости строительных материалов?
Данные о затратах представляют собой нашу собственную смесь реальных мировых цен за текущий квартал на основе общедоступных данных. Ни у кого нет более точных, полных и актуальных данных, чем у Boutique Home Plans. Мы ежеквартально контролируем материальные, трудовые и накладные расходы для более чем 100 различных строительных работ.
Это значительно точнее, поскольку в нем используются реальные количества материалов. Платные отчеты основаны на расчете в квадратных футах или расчете в формате 2D PDF. Кроме того, в платные отчеты почти никогда не включаются затраты на разработку сайта, но мы включаем обширные параметры и данные о затратах, чтобы также иметь возможность оценить работу сайта. Наконец, в платных отчетах делаются предположения о качестве материалов, которые крайне неточны, потому что это самая большая переменная затрат. Наш калькулятор позволяет выбрать все материалы отделки.
П.С. У нас можно пользоваться бесплатно, так что вы можете сэкономить деньги!
Калькулятор строительства дома | Сметная стоимость строительства
Блог
Знайте, что спросить у строителя дома в Чикаго
Когда вы решите построить дом своей мечты, первое, что вам нужно знать, это смета расходов на строительство дома . В расчет стоимости строительства нового дома в размере входит множество различных элементов , включая местоположение, стиль дома, размер дома и уровень отделки, который вы ищете.
Лучший способ получить точную смету на строительство дома — это поговорить с генеральным подрядчиком или строителем в вашем районе, который может дать вам точную местную смету. В Чикаго поговорите с Fortress Home, который имеет более чем 20-летний опыт в жилищном строительстве в мегаполисе. Чтобы получить бесплатное предложение, позвоните по телефону +773-770-8607 или напишите по электронной почте [email protected]
Факторы, влияющие на
сметную стоимость строительства дома
В списке строительства дома много разных пунктов, и все они будут влиять на стоимость строительства дома.
Местоположение
Одним из первых факторов, влияющих на цену, является ваше местоположение и стоимость земли. Стоимость земли сильно различается по стране от штата к штату, а также между городскими и сельскими районами. Например, по состоянию на 2019 год такова была стоимость акра земли в нескольких штатах:
Вайоминг — 1600 долларов США
Грузия — 14 000 долларов США
Иллинойс — 23 000 долларов
Нью-Йорк — 5 миллионов долларов
Это означает, что средняя стоимость строительства дома в Джорджии составляет от 100 000 до 400 000 долларов, в Иллинойсе — от 200 000 до 750 000 долларов, а в Нью-Йорке — от 250 000 до 950 000 долларов.
Другими факторами, связанными с местоположением, которые следует учитывать, являются готовность земли к строительству (законченная) или незавершенная. На готовом участке уже будут все коммуникации, и, вероятно, его также расчистят и выровняют, тогда как на незавершенном участке все это нужно организовать.
Размер и квадратные футы
Размер желаемого дома также повлияет на стоимость, так как большой дом требует больше строительных материалов, а также больше трудозатрат. Средняя стоимость строительства дома за квадратный фут колеблется от 100 до 200 долларов, но может быть намного выше в зависимости от типа дома, который вы решите построить.
Строительство двухэтажного дома может быть немного дешевле в расчете на квадратный фут, чем строительство бунгало или одноэтажного дома в стиле ранчо. Отчасти это связано с тем, что для одноэтажного дома требуется дополнительный фундамент на квадратный фут жилой площади.
Стиль дома
Стиль и методы строительства влияют на стоимость строительства. Например, сборные и модульные дома часто могут быть дешевле, чем традиционный дом, построенный на месте, а одноразовый дом на заказ обычно будет намного дороже, чем стандартный дом на одну семью от застройщика.
Существуют также более дешевые варианты, такие как дома-контейнеры и крошечные дома для людей, которые хотят сократить свои на строительство дома по смете стоит.
Отделка
Уровень отделки оказывает большое влияние на общую цену и является областью, где вы можете сэкономить или разориться. Мраморные столешницы на кухне и в ванной, конечно, будут стоить дороже плитки. А дубовые половицы будут намного дороже линолеума.
Дополнительные услуги
При строительстве дома вашей мечты вы можете добавить множество дополнительных услуг, которые увеличат общую стоимость, поэтому не забудьте заложить их в бюджет. Может быть, вы хотите бассейн или очень большой гараж. Как насчет большой круглой колоды? Все дополнительные расходы увеличатся.
Ваш калькулятор стоимости
для строительства дома
Чтобы помочь вам создать свой собственный калькулятор стоимости для строительства дома , мы предоставили вам типичный диапазон цен при оценке жилищного строительства.
Покупка земли
В вашем калькуляторе стоимости покупка вашего участка земли является одной из статей расходов, которая больше всего варьируется в зависимости от того, закончена ли земля или нет, и где она расположена.
Помните, что незавершенные участки потребуют гораздо больше подготовительной работы, поэтому вам нужно будет добавить больше трудозатрат, чтобы покрыть дополнительную работу.
Ожидаемая сумма: 3 000–150 000 долларов США
Планы и разрешения
Не забывайте, что вам нужно будет заплатить архитектору за составление планов этажей, а затем вам также нужно будет учесть фактор в расходах на получение разрешений на строительство и проверки объекта, чтобы убедиться, что ваш строительный проект полностью одобрен.
Ожидаемая сумма: 3000–10 000 долларов США
Подготовка площадки
Стоимость подготовки строительной площадки зависит от типа приобретенного вами участка. Это может включать в себя установку инженерных сетей, снос существующих построек, выравнивание земли, устройство дренажа для существующих водотоков или просто разметку размера вашего дома и плана этажа на готовой строительной площадке.
Ожидаемая сумма: 5 000–38 000 долларов США
Фундамент
Ваши расходы на строительство, безусловно, будут включать в себя фундамент, но могут также включать стоимость устройства подвала, если это необходимо. Простой фундамент стоит около 4000–25 000 долларов, а добавление подвала увеличит ваши затраты на фундамент еще на 10 000–30 000 долларов.
Ожидаемая сумма: 16 600–72 000 долл. США
Каркас
Ваши затраты на строительство каркаса будут включать стоимость пиломатериалов или стали, а также стоимость труда плотника. Это также включает стоимость каркаса крыши, но расходы на кровлю включены ниже.
Ожидаемая оплата: 16 600 — 95 000 долларов США
Наружные работы
Наружные работы включают кровельные работы, окна, двери, наружные стены и облицовку, включая всю внешнюю отделку вашего дома.
Ожидаемая сумма: 20 000–95 000 долларов США
Основные системы
Когда мы говорим об основных системах в новом доме, мы подразумеваем все сантехнические и электрические работы, а также установку вашей системы HVAC, которая является неотъемлемой частью строительства вашего нового дома.
Ожидаемая сумма: $17,000 — $72,000
Внутренняя отделка
Это очень большая категория, и окончательная стоимость для этой области будет во многом зависеть от качества материалов и оборудования, которые вы выберете. Внутренняя отделка включает в себя:
Гипсокартон
Окраска и декорирование
Межкомнатные двери
Столярные изделия, включая молдинги, лестничные перила, плинтусы и т. д.
Встроенные шкафы для кухни и ванной комнаты
Счетчики
Напольное покрытие
Освещение
Бытовая техника
Любые дополнительные приспособления
Ожидайте заплатить: $42,000 — $167,000
Индивидуальные дома на вашем участке!
Если у вас в настоящее время есть участок или вам нужна помощь в его поиске, Fortress Home рада предложить комплексные услуги по строительству дома на вашем участке. У нас есть много идеальных планов этажей для строительства на вашем участке, не волнуйтесь — мы можем изменить наши стандартные планы или разработать полностью индивидуальный план специально для вас.
Свяжитесь с нами
Сколько подрядчики берут за строительство дома?
Когда вы нанимаете генерального подрядчика для строительства вашего дома и управления всем проектом, вы должны рассчитывать на оплату около 10-20% стоимости материалов и работ в качестве их вознаграждения. Они рассчитают общую стоимость всей работы и рассчитывают свои гонорары на ее основе.
Некоторые подрядчики будут работать за почасовую оплату, но об этом нужно будет договориться с ними, и, как правило, будет гарантировано минимальное количество часов.
Таким образом, при расчете стоимости строительства дома не забудьте включить эту плату. Хотя это может показаться дорогим, это стоящая стоимость строительства нового дома, учитывая все навыки, опыт, контакты и торговые скидки, которые они привносят в ваш проект.
Средние затраты на строительство дома
Хотя вы можете найти калькулятор строительства дома на многих веб-сайтах, многие люди интересуются средней стоимостью строительства дома . На разных веб-сайтах вы найдете немного разные цифры, но по состоянию на ноябрь 2021 года средняя стоимость строительства дома в США составляет 284 000 долларов, согласно веб-сайту HomeAdvisor.
Это сильно зависит от региона или конкретного типа дома. Например, если вам нужен сборный или модульный дом, диапазон цен обычно составляет от 180 000 до 360 000 долларов, тогда как современные индивидуальные дома, в которых используется много стекла, могут варьироваться от 750 000 до 15 миллионов долларов.
Часто задаваемые вопросы
Как рассчитать стоимость строительства дома?
Во-первых, вам нужно решить, хотите ли вы построить дом на заказ или стандартный дом строителя. Если это последнее, вы сможете очень быстро получить котировки от подходящих местных строителей.
Если вы хотите построить дом на заказ, вам необходимо разработать все ваши спецификации и требования, от плана этажа и планировки до отделки. Лучший способ получить четкую смета расходов на строительство дома заключается в том, чтобы связаться с несколькими местными генеральными подрядчиками, которые смогут дать вам точную смету для дома вашей мечты, исходя из ваших спецификаций.
Если вы находитесь в Чикаго, свяжитесь с Fortress Home сегодня, чтобы получить бесплатную консультацию по строительству дома.
Средняя стоимость строительства дома площадью 1500 квадратных футов в настоящее время составляет около 185 000 долларов США, однако она будет колебаться в зависимости от местоположения дома и от того, строите ли вы более дешевый сборный дом или более дорогой дизайнерский дом на заказ.
Дом дешевле купить или построить?
На цену домов влияет множество факторов, как при их строительстве, так и при покупке, поэтому без конкретных деталей невозможно сказать, будет ли строительство или покупка дома дешевле.
Однако в предыдущие годы покупка дома обычно была немного более доступной с точки зрения первоначальных затрат. Но в 2021 году цифры, похоже, меняются: средняя стоимость покупки дома составляет чуть более 400 000 долларов, а средняя стоимость строительства составляет около 280 000 долларов.
Какова средняя стоимость квадратного метра строительства дома в 2021 году?
Средняя стоимость строительства нового дома в США варьируется в зависимости от региона и может составлять от 100 долларов США в некоторых районах до 155 долларов США в других районах, согласно данным Бюро переписи населения США за 2017 год.
ДОМ-КРЕПОСТЬ
Что является основным активом строительной компании? Все просто. Это не инвестиции, не средства на счету компании. Это те уникальные дома, квартиры и строения, которые уже построены и сданы в эксплуатацию компанией. В разных архитектурных стилях, других концепциях и разных задачах, поставленных перед генподрядчиком. Это актив компании Fortress Home, включающей более 300 домов с более чем 20-летней историей эксплуатации, которые радуют их семьи.
Ручной инструмент и принадлежности → Металлорежущий инструмент → Резцы токарные → Резцы токарные проходные отогнутые. ГОСТ 18877-73 → Канаш
Отправить запрос
Версия для печати
Задать вопрос
Нашли ошибку?
Технические характеристики:
ГОСТ 18877-73
Обозначение резца
2102-0073
Направление резца
правый
Угол врезки пластины
0º
Пластина
твёрдый сплав Т15К6
Габаритные размеры, мм
16х12х100
Описание:
Резец токарный проходной отогнутый предназначен для обтачивания наружных цилиндрических и конических поверхностей с продольной подачей, при этом позволяет обрабатывать торцевые поверхности деталей с поперечной подачей. Также применяется в целях снятия фасок, обработки и подрезки выступающих частей деталей при продольной или поперечной подаче, во время работы с которыми снимается наибольшая часть припуска. Могут использоваться как для черновой (обдирочной), так и для чистовой обработки. В резце токарном проходном отогнутом с углом врезки пластины 0° в основном используются пластины из твёрдого сплава Т15К6, Т5К10.
Отзывы:
добавить отзыв
Отзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Резец токарный проходной отогнутый правый, Т15К6, 16х12х100 мм, ГОСТ 18877-73 может отличаться от розничной (магазинной) цены. Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок. Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте. Проверяйте комплектацию товара и его технические возможности в момент получения товара. Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437.2 Гражданского кодекса РФ.
Похожие товары:
Резец токарный проходной отогнутый правый, Т15К6, 16х10х110 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0071, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т15К6, размер 16х10х110 мм
Отправить запрос
Резец токарный проходной отогнутый правый, Т5К10, 16х10х110 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0071, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т5К10, размер 16х10х110 мм
Отправить запрос
Резец токарный проходной отогнутый правый, Т5К10, 16х12х100 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0073, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т5К10, размер 16х12х100 мм
Отправить запрос
Резец токарный проходной отогнутый правый, ВК8, 20х12х125 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0025, правый, угол врезки пластины 10º, пластина из твёрдого сплава ВК8, размер 20х12х125 мм
Отправить запрос
Резец токарный проходной отогнутый правый, Т15К6, 20х12х125 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0075, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т15К6, размер 20х12х125 мм
Отправить запрос
Сообщить о поступленииX
имя:
*
телефон:
*
e-mail:
комментарий:
сообщить о поступлении и цене
Запрос отправлен.
Мы свяжемся с вами, когда товар поступит на склад.
Подписка на снижение ценыX
Мы уведомим вас о снижении цены на этот товар.
имя:
*
телефон:
*
e-mail:
отправить
Ошибка или неточность на сайте?X
Нашли ошибку или неточность в описании товара? Cообщите нам, мы обязательно это исправим.
ошибка:
*
отправить
металлорежущий, абразивный инструмент и оснастка в Минске
на главную
о компании
контакты
отправить запрос
Основным направлением деятельности компании является оптовая продажа профессионального металлорежущего, абразивного инструмента и оснастки промышленным предприятиям республики и организациям в сфере обслуживания Беларуси.
Широкий ассортимент абразивного и металлорежущего инструмента. Всегда на складе.
Гарантия на всю продукцию
Возможна отсрочка платежа
Доставка по всей Беларуси
Опыт 20 лет и более 300 довольных клиентов
Прямые поставки инструмента от российских и китайских предприятий — лидеров металлообработки
В штате инженерно-технические специалисты окажут консультацию по оптимальному выбору инструмента
Новые товары на сайте:
Сверло по металлу с коническим хвостовиком 6,0 L=138 l=57 от
Сверло спиральное правое, стандартной длины с коническим хвостовиком, диаметром 6,0 мм. Общая длина 138 мм, длина рабочей части 57 мм, конус Морзе 1 (КМ 1). Марка металла Р6М5. Производство Россия. Конические спиральные сверла изготовлены из …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 L=58 l=16 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,25 L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,25 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 6,0х1,0 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 6 мм , шагом резьбы 1,0 мм, общей длиной 66 мм, длиной рабочей части 19 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,50 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,5 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 8,0х1,25 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 8 мм , шагом резьбы 1,25 мм, общей длиной 72 мм, длиной рабочей части 22 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,50 L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,5 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,0 L=80 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,0 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х2,0 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 2,0 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х1,5 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 1,5 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,75 Левая резьба L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,75 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х2,0 Левая резьба L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 2,0 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Иногда возникает необходимость проточить наружное кольцо подшипника по диаметру или торцу. С учетом высокой твердости подшипниковой стали какую фрезу следует выбрать для этой операции на токарном станке?
Немного теории…
После закалки и последующего низкотемпературного отпуска твердость подшипниковой стали должна быть не менее HRC 62. При этом она содержит примерно 1% углерода и 1,5% хрома, что обеспечивает качество упрочнения подшипниковых сталей по всему объему изделия. Закалка этого металла производится при температуре 830°С в масле с последующим отпуском не менее двух часов при температуре 160°С. Понятно, что не каждый инструмент сможет обрабатывать подшипниковую сталь с вышеперечисленными характеристиками. Например, твердость инструментальных сталей марок Р6М5К5, Р9, Р9М4К8, Р18 не более HRC 59, а марок У7, У8, У10, У12, Р6 в зависимости от режима отпуска после закалки колеблется от HRC 59 до HRC 63.
Тестирование резака
Учитывая, что некоторые инструментальные стали, имеющие меньшую или сравнимую твердость, явно не подходят для обработки подшипников, попробуем использовать для этих целей две фрезы: из стали Т15К6 и с эльборовой вставкой (другие названия: боразон, кубонит, кингсонгит , киборит). Для более точной установки затачиваемой фрезы в резцедержатель «прорезаем» ее основание и максимально точно зафиксируем в перекосе кольцо подшипника в патроне станка.
Попробуем обработать торец кольца на скорости 315 об/мин в несколько проходов с минимальной толщиной съема стружки и без применения СОЖ (СОЖ).
Визуально качество обработки выглядит неплохо, но резец затупился и требует новой заточки.
Второй раз при заточке фрезы главный угол отрицательный, используем СОЖ и уменьшаем скорость вращения патрона с 315 до 250 об/мин. Мы также используем, как и в первый раз, минимальный поток.
На первый взгляд поверхность обработки выглядит достаточно гладкой, но фреза снова вышла из строя и при этом не только затупилась, но и откололась режущая кромка пластины.
Теперь попробуйте фрезу с пластиной от Эльбора на скорости 315 об/мин без использования СОЖ.
Внутренние и боковые поверхности кольца подшипника будем обрабатывать в несколько проходов.
Обработанные эльбором поверхности выглядят очень качественно, а сама вставка совершенно не пострадала, хотя на обрамляющем ее металле местами видны сколы и щели.
Попробуем после третьей переточки использовать фрезу Т15К6 на малой скорости 115 об/мин, так как диаметр кольца подшипника по-прежнему 105 мм. Но уже в самом начале паза пластина фрезы была повреждена – ее пришлось отколоть и операцию остановить.
находки
Если только нам не попадалась бракованная фреза Т15К6, то она явно не пригодна для обработки подшипниковых сталей при любых режимах резания. Другое дело фреза со вставкой из эльбора. Он обеспечил качество обработки и при этом совершенно не пострадал.
1 Факультет электроники и информационных технологий, кафедра компьютерных наук, Сумской государственный университет, ул. Римского-Корсакова, 2, 44007 Сумы, Украина.
2 Факультет производственных технологий Seat в Прешове, кафедра автомобильных и производственных технологий, Технический университет Кошице, Štúrova 31, 080 01 Прешов, Словакия.
3 Факультет машиностроения, Технологический факультет, Институт технологии и бизнеса в Ческе-Будеевицах, Окружни 10, 370 01 Ческе-Будеёвице, Чешская Республика.
4 Институт электротехники, автоматизации, информатики и физики, инженерный факультет Словацкого сельскохозяйственного университета в Нитре, Tr. А. Глинку 2, 949 76 Нитра, Словакия.
5 Факультет машиностроения, Познаньский технологический университет, 60-965 Познань, Польша.
PMID:
35160770
PMCID:
PMC8836884
DOI:
10.3390/ма15030823
Бесплатная статья ЧВК
Владимир Нагорный и др.
Материалы (Базель).
.
Бесплатная статья ЧВК
. 2022 21 января; 15 (3): 823.
дои: 10.3390/ma15030823.
Авторы
Владимир Нагорный 1 , Антон Панда 2 , Ян Валичек 3
1 Факультет электроники и информационных технологий, кафедра компьютерных наук, Сумской государственный университет, ул. Римского-Корсакова, 2, 44007 Сумы, Украина.
2 Факультет производственных технологий Seat в Прешове, кафедра автомобильных и производственных технологий, Технический университет Кошице, Štúrova 31, 080 01 Прешов, Словакия.
3 Факультет машиностроения, Технологический факультет, Институт технологии и бизнеса в Ческе-Будеевицах, Окружни 10, 370 01 Ческе-Будеёвице, Чешская Республика.
4 Институт электротехники, автоматизации, информатики и физики, инженерный факультет Словацкого сельскохозяйственного университета в Нитре, Tr. А. Глинку 2, 949 76 Нитра, Словакия.
5 Факультет машиностроения, Познаньский технологический университет, 60-965 Познань, Польша.
PMID:
35160770
PMCID:
PMC8836884
DOI:
10.3390/ма15030823
Абстрактный
Целью статьи является использование генерируемого звука в качестве оперативной информации, необходимой для адаптивного управления процессом металлообработки и раннего контроля и диагностики состояния обрабатываемых материалов с использованием недавно введенного показателя качества шероховатости поверхности благодаря управляемому звуком процессу обработки. Объектом измерения являлась корреляция между интенсивностью звука, создаваемого при резании, и параметрами материала обрабатываемой поверхности, т. е. шероховатостью обрабатываемой поверхности и степенью износа режущего инструмента. Шероховатость измеряли при продольном точении стальной заготовки со вставкой Р25 из стали 12Х18х20Т и режущей вставкой Т15К6 из сплава группы титана, кобальта и вольфрама. Корреляция между звуком и шероховатостью обработанной поверхности составила 0,9.3, тогда как между звуком и износом режущего инструмента было 0,93. Корреляция между звуком и износом инструмента в эксперименте с режущими пластинами Р25 и Т15К6 и корреляция между звуком и шероховатостью положительная.
Ключевые слова:
токарный станок с ЧПУ; адаптивное управление процессом резки; генерируемый звук; стали; шероховатость поверхности; износ инструмента.
Заявление о конфликте интересов
Авторы заявляют об отсутствии конфликта интересов.
Цифры
Рисунок 1
Технологическая схема, где f — регулируемая…
Рисунок 1
Схема процесса, где f — регулируемая скорость подачи, n — регулируемая скорость резания, f 0…
фигура 1
Схема процесса, где f — регулируемая скорость подачи, n — регулируемая скорость резания, f 0 — начальная скорость подачи и n 0 — начальная скорость резания, E¯S — относительный звуковой сигнал .
Рисунок 2
Поверхность части…
Рисунок 2
Поверхность части заготовки после резки и увеличения…
фигура 2
Поверхность части заготовки после резки и увеличение под микроскопом.
Рисунок 3
Автоматизированный контроль технических…
Рисунок 3
Автоматизированный контроль технического состояния токарного станка.
Рисунок 3
Автоматизированный контроль технического состояния станка.
Рисунок 4
Управление звуком с планшета.
Рисунок 4
Управление звуком с планшета.
Рисунок 4
Управление звуком с планшета.
Рисунок 5
Установка микрофона в…
Рисунок 5
Установка микрофона в непосредственной близости от места разреза.
Рисунок 5
Установка микрофона в непосредственной близости от места разреза.
Рисунок 6
Тренд параметров и кривая…
Рисунок 6
Тренд параметров и кривая, соответствующая степени износа VB.
Рисунок 6
Тренд параметров и кривая, соответствующая степени износа VB.
Рисунок 7
Корреляционная зависимость между параметром E…
Рисунок 7
Корреляционная зависимость между параметром E ¯ 3 B и величиной износа задней поверхности…
Рисунок 7
Корреляционная зависимость между параметром E¯3B и величиной износа по задней поверхности VB.
Рисунок 8
Индикатор качества адаптивного…
Рисунок 8
Индикатор качества адаптивного управления a qp .
Рисунок 8
Индикатор качества адаптивного управления a qp .
Рисунок 9
Тенденция звука и кривая износа.
Рисунок 9
Тенденция звука и кривая износа.
Рисунок 9
Тенденция звука и кривая износа.
Рисунок 10
Индикатор качества для адаптивного управления…
Рисунок 10
Индикатор качества для адаптивного управления a qp .
Рисунок 10
Индикатор качества адаптивного управления a qp .
Рисунок 11
Шероховатость R¯a и…
Рисунок 11
Зависимость шероховатости R¯a и звука E¯s (параметров).
Рисунок 11
Зависимость шероховатости R¯a и звука E¯s (параметров).
Рисунок 12
Ход шероховатости и звука…
Рисунок 12
Ход шероховатости и звуковой сигнал в зависимости от базовой длины L и режущий…
Рисунок 12
Ход шероховатости и звуковой сигнал в зависимости от базовой длины L и времени резания τ .
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Фундаментальные исследования износа инструмента и качества поверхности при высокоскоростной обработке сплава Ti6Al4V.
Аббас А.Т., Аль Бахкали Э.А., Алкахтани С.М., Абдельнасер Э., Наим Н., Элькасир А. Аббас А.Т. и др. Материалы (Базель). 2021 23 ноября; 14 (23): 7128. дои: 10.3390/ma14237128. Материалы (Базель). 2021.
PMID: 34885282 Бесплатная статья ЧВК.
Исследование сил резания и износа инструмента при токарной обработке спеченного никель-кобальтового сплава инструментами из CBN.
Зембала В., Струзикевич Г., Румян К. Зембала В. и др. Материалы (Базель). 2021 26 марта; 14 (7): 1623. дои: 10. 3390/ma14071623. Материалы (Базель). 2021.
PMID: 33810472 Бесплатная статья ЧВК.
Влияние образования наростов при стабильном состоянии износа нержавеющей стали AISI 304 на производительность обработки и целостность поверхности обрабатываемой детали.
Ахмед Ю.С., Фокс-Рабинович Г., Пайва Дж.М., Вагг Т., Вельдхуис С.К. Ахмед Ю.С. и соавт. Материалы (Базель). 2017 25 октября; 10(11):1230. дои: 10.3390/ma10111230. Материалы (Базель). 2017.
PMID: 29068405 Бесплатная статья ЧВК.
Влияние текстурирования поверхности керамических и сверхтвердых режущих инструментов на процесс обработки. Обзор.
Григорьев С.Н., Сое Т.Н., Хамды К., Пристинский Ю., Малахинский А., Махадилов И., Романов В., Кузнецова Е., Подрабинник П. , Курмышева А.Ю., Смирнов А., Солис Пинарготе Н.В. Григорьев С.Н. и соавт. Материалы (Базель). 2022 6 октября; 15 (19): 6945. дои: 10.3390/ma15196945. Материалы (Базель). 2022.
PMID: 36234286 Бесплатная статья ЧВК.
Обзор.
Механическая обработка композитов с металлической матрицей титана: обзор прогресса.
Эскейч С., Ши З., Барон Л., Балазински М. Эскайч С. и соавт. Материалы (Базель). 2020 ноябрь 6;13(21):5011. дои: 10.3390/ma13215011. Материалы (Базель). 2020.
PMID: 33172130 Бесплатная статья ЧВК.
Обзор.
Посмотреть все похожие статьи
использованная литература
Валичек Ю., Хлох С. Использование уровня акустического звукового давления для прогнозирования качества поверхностей, созданных гидроабразивной струей. Междунар. Дж. Адв. Произв. Технол. 2010;48:193–203. doi: 10.1007/s00170-009-2277-3.
—
DOI
Пержель В., Греха П., Хлох С., Тозан Х., Валичек Й. Распространение вибрации как потенциальный источник информации для контроля качества процесса гидроабразивной резки. Междунар. Дж. Адв. Произв. Технол. 2012; 61: 285–294. doi: 10.1007/s00170-011-3715-6.
—
DOI
Дельвеккио С., Бонфильо П., Помполи Ф. Виброакустический мониторинг состояния двигателей внутреннего сгорания: критический обзор существующих методов.
Особенность применения обжимных и резьбовых муфт заключается в существенном сокращении перерасхода арматуры и обеспечения надежного равнопрочного стыка между стержнями.
Арматурные работы являются трудозатратным процессом, занимающим продолжительное время и составляющим значительную часть стоимости сооружения. Из-за все время растущих объемов применения монолитного железобетона в строительстве важным фактором при выборе технологии армирования является не только стоимость изготовления, но и безопасность на протяжении всего периода эксплуатации.
Грамотный выбор технологии армирования способен обеспечить необходимую безопасность и сократить время и стоимость монтажных работ. Способ в каждом конкретном случае подбирается индивидуально, в соответствии с технологическими требованиями, и зависит от многих факторов. Подробнее рассмотрим плюсы и минусы различных технологий монтажа, сроки и экономическую составляющую.
Виды соединения арматурных стержней
Существует 3 основных вида соединения:
Внахлест без применения сварки (метод вязки арматуры).
Соединение встык методом ванной сварки.
Механические способы стыковки арматуры: резьбовые и обжимные муфты.
Каждый из этих способов делится на различные подвиды, имеет свои особенности и применяется в зависимости от ситуации. Например, соединение внахлест (для стержней арматуры ⌀<40 мм) не требует дополнительных приспособлений, что значительно удешевляет и упрощает процесс. В связи с этим широко применяется на практике. Однако при использовании метода соединения внахлест наблюдаются потери арматуры порядка 27%. Востребован также и монтаж сваркой для стыковки горизонтальных и вертикальных элементов конструкции, так как обеспечивает достаточно надежное соединение, но он занимает больше времени, чем другие методы и требует высокой квалификации монтажников.
Новейший мировой опыт армирования показывает высокую эффективность применения механического способа при возведении конструкций с повышенной несущей нагрузкой: многоэтажных домов, ГЭС и АЭС, стадионов, вокзалов, аэропортов, станций метро, мостов, эстакад. Чтобы подробнее изучить технологию использования муфтовых соединений арматуры, мы обратились к нашим партнерам – инжиниринговой компании «МосМуфта». Более шести лет они занимаются разработкой и производством высокопрочных изделий для стыковки арматуры на всех этапах монолитных работ. Совместно мы разработали альбом типовых технических решений на выполнение стыковых соединений арматурных стержней обжимными и резьбовыми муфтами. Далее в статье представлен краткий обзор технологии и экономические расчёты, подтверждающие эффективность метода.
Резьбовая муфтаОбжимные муфты
Резьбовые муфты
Стыковка резьбовыми муфтами обеспечивает равнопрочный стык арматуры и ускоряет темпы возведения арматурного каркаса. Работы производятся непосредственно на стройплощадке, при этом подготовка стержней и выполнение стыка занимает не более 5 минут. Применение муфт не только сокращает время монтажа, но экономически целесообразнее в сравнении с ванно-шовной сваркой.
Сырье: Муфты изготавливаются из стали 40Х или Ст45.
Характеристики: Размер от D18 до D40. Для соединения разных диаметров предусматривается дополнительная линейка муфт с параллельной резьбой, пригодная для соединения арматуры классов А400 и А500.
Необходимое оборудование: Резьбонакатной станок (вес 440 кг, производительность до 200 стыков в смену на арматуре средних диаметров), расходные резцы и ролики, динамометрический ключ.
Технология: Резьбонакатной станок накатывает резьбу на концах стрежней арматуры. Стыковка выполняется при помощи накручивания и протяжки резьбовой муфты необходимого диаметра. Для выполнения надежного соединения необходим контроль усилия затяжки муфты, для чего применяется динамометрический ключ.
Применение по типу места в конструкции: Метод подходит для горизонтальных плоскостных решений, для горизонтальных балок/ригелей.
Типы резьбовых соединений
Стандартное – предназначено для соединения стержней одного диаметра, когда хотя бы один из стыкуемых стержней может свободно вращаться. Применяется при сборке арматурных сеток и каркасов из отдельных стержней.
Переходное – предназначено для соединения стержней разного диаметра в тех же условиях, что и стандартные.
Позиционное – предназначены для соединения стержней арматуры, когда ни один из них не может вращаться.
Плюсы применения резобового стыка
Обеспечивает равнопрочный стык арматуры.
Ускоряет темпы возведения арматурного каркаса.
Экономически целесообразнее в сравнении с ванно-шовной сваркой.
Контроль качества соединения.
Обжимные муфты
Работы по устройству стыков арматуры на обжимных муфтах производятся непосредственно на месте производства арматурных работ. Это позволяет избежать необходимости создания дополнительного пространства на строительной площадке для выполнения подготовительных работ (нарезке резьбы, размещения станка по нарезке резьбы и складирования арматурных заготовок), что в условиях современного строительства в плотной застройке может вызвать дополнительные трудности.
Сырье: муфты изготавливаются из бесшовных горяче и холоднокатанных труб из Ст20 или из других марок стали по требованию заказчика.
Характеристики: Размер арматуры от D10 до D40. Обжимные муфты в серийном исполнении пригодны для соединения А400, А500 и А600, но возможно изготовление муфт по спецзаказу и для арматуры вплоть до А800 и А1000.
Необходимое оборудование: комплект обжимного оборудования схожей производительности (маслостанция высокого давления 700 атм (вес 70-90 кг) и гидравлический пресс (вес с матрицами 50-60 кг)). Для соединений арматуры диаметром 10-32 мм предназначен пресс ПО-80М, а для 10-40 мм – пресс ПО-100М. Также для повышения производственных мощностей могут использоваться вспомогательные устройства, позволяющие оптимально использовать трудовые ресурсы при работе с тяжеловесным гидравлическим оборудованием.
Технология: Обжимную муфту устанавливают на торцы арматуры без специальной подготовки в проектном положении. Обжим (опрессовка) муфт производится за счет работы гидравлического пресса усилием от 60 до 100 тонн. Стандарты и техусловия прописаны в ГОСТ 34278-2017 «Соединения арматуры механические для железобетонных конструкций», а технология соединения описана в ТУ №4842-009-26455602-2017.
Типы соединений: Возможен стык любого класса арматуры разных диаметров, например: переходные муфты, соединяющие арматуру 40 мм и 22 мм.
Применение по типу места в конструкции: Метод идеален по всем технико-экономическим параметрам в вертикальных конструкциях, горизонтальных плоскостных решениях. Может использоваться для горизонтальных балок/ригелей, но цена существенно возрастет, так как в данной конструкции необходимо применять позиционные муфты с повышенной осевой компенсацией.
Плюсы применения обжимных муфт
Сокращает расход арматуры.
Обеспечивает равнопрочный стык арматуры.
Ускоряет темпы возведения арматурного каркаса: за счёт уменьшения длины муфты, без потери усилия разрыва – скорость обжима муфт сокращается от 30 секунд до 3-х минут. Что в условиях больших объёмов позволит выиграть от 3 до 9 месяцев.
Выдерживает разрывное напряжение соединения более 600 МПа и циклическую нагрузке в 2 млн ед..
Подходит для разных типов арматуры разного диаметра.
Позволяет осуществить сложные переходы и нестандартные конструкторские решения.
Несмотря на различия в технологии монтажа муфты обоих видов демонстрируют экономическую оправданность. Ниже приведена таблица с расчетом стоимостных показателей в зависимости от применяемого метода стыковки.
Сравнение стоимости стыка для разных видов соединений по данным компании «Мосмуфта»
Подводя итоги, можно говорить о следующих преимуществах механического метода:
Экономия порядка 30% от стоимости армирования за счет уменьшения расхода арматуры.
Обеспечение равнопрочного соединения арматуры.
Повышение производительности в сравнении со сваркой.
Минимизация воздействия человеческого фактора.
Возможность производства в любых погодных условиях и в сейсмически опасных районах.
Однако есть и некоторые сложности, сопряженные с такими факторами:
Тяжелое гидравлическое оборудование (пресс).
Потребность во вспомогательном персонале или обучении.
Контроль качества обжатия каждого стыка.
Стоимость оборудования и расходных материалов.
Заключение
При строительстве сложных инженерных сооружений с повышенной нагрузкой технология равнопрочного соединения позволяет уменьшит нагрузку на фундамент, обеспечив большие сроки эксплуатации объектов. Помимо этого, применение механического способа соединения арматуры может существенно снизить сроки возведения, а главное сократить расход арматуры. Экономические расчёты подтверждают преимущество механического способа над более распространёнными: сваркой и соединением внахлест. Как и любой метод, он не может подойти для абсолютно всех ситуаций: иногда использование традиционной сварки может полностью удовлетворить потребности на строительной площадке. В связи с дороговизной высокотехнологичного оборудования, отсутствием квалифицированного специалиста или технологической необходимости применение муфт может быть неоправданно. Поэтому понимание технологий и экономические расчёты помогут грамотно подобрать метод, подходящий для каждой конкретной задачи.
Муфты для арматуры | ЭкоСтройПроект
Среди основных направлений работы волоколамского завода «ЭкоСтройПроект» выделяется успешное производство стальных муфт для соединения арматуры: резьбового типа (с конической и цилиндрической резьбой) и обжимного типа (с мобильным гидравлическими станциями). На российском строительном рынке данные муфты представлены партнёрскими дилерскими сетями нашего холдинга под торговым марками «КонКон», «РоллКон» и «ПРЕСКО». Предлагаемые строителям и проектировщикам системы механического соединения от завода «ЭкоСтройПроект» представляет собой универсальные способы соединения арматурных стержней без использования сварки с существенной экономией арматуры за счёт минимализации «нахлёста». В рамках предлагаемых нашими инженерами резьбовых систем «МСА» стык арматуры происходит посредством специальной соединительной муфты — стальногог цилиндра с внутренней конической резьбой аналогичной профилю резьбы на стержнях, который наносится (или накатывается предварительно).
Технология механического соединения арматуры (МСА), при её внедрении в строительный проект, позволяет получать равнопрочные соединения по всей длине арматурной конструкции при существенно меньших затратах, как времени, так и ресурсов. Равнопрочный стержень в отличие от соединений «внахлест» (при стандартной вязке арматуры) гарантирует равномерность распределения нагрузок по всему арматурному каркасу и как следствие его большую стабильность уже в готовом железобетонном объекте. Это принципиально важно для особо-прочных объектов, строительства в сейсмоопасных районах (например на Дальнем Востоке, Кавказе или в Крыму). При достижении равнопрочности каждая муфта становится элементом равно-связанным с обоими соединяемыми арматурными стержнями, которые демонстрируют качества «непрерывности», например при испытаниях на деформации или разрыв (производились в лабораториях НИИЖБ им. Гвоздева). Все предлагаемые системы МСА завода «ЭкоСтройПроект» полностью сертифицированы, имеют обширное портфолио успешных внедрений в проекты, документы, подтверждающие соответствие ГОСТу 34278-2017 («Соединения арматуры механические для железобетонных конструкций»), технические свидетельства Минрегионразвития и ГосСтроя о возможности системы использоваться в строительстве по всей территории России, включая зоны с экстремальными условиями строительства. После 10 лет успешной работы муфтовые соединения «ЭкоСтройПроект» — это равно универсальные и популярные системы механического соединения арматуры, подходящие для проектов любого масштаба в России и СНГ!
Отдельно отметим запас станков для нарезки и накатки резьбы для продажи клиентом, для сдачи в долговременную аренду, а также для подрядных работ. Наличие запасных частей и комплектующих для всех станков, включая специфические резцы также призвано обеспечить бесперебойную работу на объектах заказчиков. Отапливаемые цеха для сложных арматурных работ позволяют выполнять нарезку или накатку резьбы прямо на складских площадках партнёров «ЭкоСтройПроект», не занимая места для оператора на строительной площадке. В целом за счет своей неприхотливости станок запускается одинаково быстро на объекте или в цеху — в любых условиях. Большой штат опытных специалистов арматурщиков позволяет решать любые вопросы и существенно ускорить работы на проекте любого уровня. Кроме подрядных работ партнёры «ЭкоСтройПроект» может организовать обучение работников компании-клиента.
Отдельно отметим, что качество поставляемых муфт гарантируется собственным производством «ЭкоСтройПроект» в Волоколамске. Роботизированные цеха и качественная сталь гарантируют высокую точность производимой продукции и минимальные допуски до нескольких микрон. Автоматизированный заготовительный участок арматурного сырья позволяет производить большое количество муфт любой длины и диаметра. Производство сертифицировано по стандартам ISO 9001, аналогичные сертификаты есть у операторов станков с ЧПУ на производстве. Несколько этапов контроля гарантируют точность каждой муфты. В общей сложности «ЭкоСтройПроект» производит более 30 различных видов муфт, не считая больших типо-размеренных линеек. Современное высокоточное ЧПУ оборудование завода гарантирует точность резьбы согласно ГОСТ 34278-2017, который отдельно описывает «соединения арматуры механические для железобетонных конструкций», в том числе с цилиндрической (параллельной) резьбой, которая используется конкретно в муфтах Роллкон. Малые габариты муфты за счет данного типа резьбы обеспечивают уменьшение общего веса железобетонных конструкций и облегчают монтаж и опалубочных работы на объекте. В общей сложности по некоторым оценкам «ЭкоСтроПроект» может производить более 100 000 муфт в месяц — разных видов и диаметров, но всегда максимально качественно. Возможность располагать муфты Роллкон в одном сечении позволяет существенно экономить арматуру, усиливая позитивный эффект от внедрения механических соединений арматуры от «ЭкоСтроПроект».
Технологическая система с резьбовыми муфтами состоит из:
стальных муфт с резьбой различного типа (, изготовленные по по специальной промышленной технологии;
концевых анкеров для быстрой анкеровки арматурных стержней в железобетонных конструкциях
оборудования для нарезки или накатки резьбы на арматурных стержнях, прежде всего — фирменного запатентованного резьбонарезного станка
дополнительного оборудования: станка для ручной нарезки, сжимного соединения, а также гидравлического пресса холодного прессования
универсальногомонтажного оборудования (динамометрического ключа) для контроля затяжки
Соединение арматуры муфтовым методом имеет ряд ощутимых преимуществ для строителей и проектировщиков
Возможность соединения арматурных стержней всех диаметров, применяемых при армировании железобетонных конструкций
Минимальное увеличение диаметра стержня в месте соединения, не влияющее на величину защитного слоя бетона
Создание равнопрочного соединения на всю длину стержня
Полное исключение отвинчивания благодаря затяжке соединения с нормируемым усилием
Сохранение геометрической оси стержня по всей длине арматурного стержня
Механическое соединение может применяться при наличии арматурных стержней любой длины, формы, диаметра или комбинации диаметров арматуры
Анализ мирового опыта механического соединения стержневой арматуры встык опрессовкой муфты
Анализ мирового опыта механического соединения стержневой арматуры встык опрессовкой муфты
6 Ноября 2017
Внимание. Данная статья является цитатой. (Ссылка на источник)
«При быстрорастущих объемах применения монолитного железобетона в строительстве (гражданском, промышленном, специальном, объектов атомной энергетики, мостостроении) приоритетом при выборе технологии возведения арматурных каркасов является не стоимость изготовления, а эксплуатационная безопасность сооружения в течение всего проектного срока службы. «Из мировой практики известно, что один доллар, вложенный в повышение долговечности сооружения дает более ста долларов отдачи в эксплуатации». Известно также, что арматурные работы составляют по трудозатратам и продолжительности по времени основную часть стоимости сооружения по сравнению с бетонными и опалубочными работами.
Мировым опытом общепризнано, что сварные соединения, как способ равнопрочного стыкования строительной арматуры, не имеют перспектив. Опыт возведения арматурных каркасов монолитных сооружений однозначно определяет как наиболее рациональные, экономически целесообразные и гарантирующие эксплуатационную надежность технологии,- муфтовые механические соединения стержневой арматуры: обжимные;резьбовые, винтовые с стопорными гайками и болтовые. Муфтовые механические соединения, обеспечивая стык с прочностью на растяжение, превышающей фактическое усилие временного сопротивления соединяемого проката и с гарантией выносливости, не имеют ограничений, присущих сварным соединениям, и позволяют решить строительную задачу любой сложности.
Мировой опыт (7,8,9,10,11,14) рекомендует для обеспечения арматурных работ при новом строительстве, ремонте и реконструкции сооружений применение разнообразных муфтовых соединений арматуры: обжимных, резьбовых, болтовых.
Таким образом,обжимные соединения, муфты с конической и/или параллельной резьбой, и болтовые муфты образуют функционально полный набор способов стыкования строительной арматуры, позволяющий решить любую конструкторскую и строительную задачу независимо от сложности и размеров возводимого, или реконструируемого объекта.Продолжается дальнейшее технологическое совершенствование муфтовых механических соединений, например, обжимные муфтовые соединения развились в комбинированные муфтовые, т. е в обжимные с резьбовой вставкой, изготавливаемые на высокопроизводительном оборудовании непосредственно на стройплощадке.
Механические соединения стержневой арматуры встык опрессовкой муфты (Repair Splicing System) представляют на мировом рынке ряд ведущих фирм: Bar Splice Products, Inc; Dextra Manufacturing Co., Ltd.;CASTL-MBA (BSG coupler system). Эти бренды представлены в десятках стран мира и остаются ведущими способами механического соединения арматуры периодического профиля встык, как одинакового, так и различного диаметра. Метод применим для соединения арматуры в диапазоне диаметров от 10 до 57 мм. Применяемые переносные прессы представлены в номенклатурном ряде, используются и стационарные прессы.
Обжимные соединения арматуры получают многократным последовательным, либо однократным обжатием переносным гидравлическим прессом арматуры в стальной муфте. С целью повышения эффективности технологии применяют стационарные прессы (расположенные на строительной площадке) для предварительной опрессовки однократным обжатием соединительных муфт с двух сторон арматуры диаметром из ряда Ø 10-57 мм на 1/2 длины соединительной муфты. Возможно также получение соединения деформированием муфты посредством ее протяжки (технология «FLIMU», DYWIDAG).
Экспертные оценки (4,10,11, 14) характеристик различных способов механических соединений строительной арматуры по основным параметрам: габариты стандартного соединения; стоимость; прочность; возможность укрупнения стержней арматуры; квалификация персонала; скорость подготовки соединения; объем контроля; вариативность исполнения; стойкость соединения к динамическим нагрузкам; необходимость вспомогательного оборудования; зависимость от параметров арматуры; наличие ограничений (среднее значение по 10-бальной шкале): обжимные муфты-7,75; болтовые муфты,-7,67; винтовые муфты с стопорными гайками,-8,42; резьбовые муфты с конусной резьбой,-8,66-9; резьбовые муфты с параллельной резьбой,-9,17; комбинированные муфты (предварительно обжатые с резьбовой вставкой), -8,5.
По совокупности существенных признаков обжимные муфтовые соединения находятся в одном ряду с резьбовыми муфтовыми соединениями различного типа. <
В российских условиях актуально продолжить развитие технологии производства обжимных муфтовых соединений арматуры.Эта технология конкурентоспособна с резьбовыми соединениями за счет применения стационарных прессов предварительной заготовки стержней с однократным обжатием муфт на половину их длины с двух концов арматурных стержней илитехнологической линии для предварительной разметки стержневой арматуры и серийной опрессовки соединительных муфт с двух сторон арматуры;совершенствования номенклатурного ряда мобильных прессов, снижения их веса, улучшения конструкции пресса в части удобства пользования и управления, надежности, обеспечения автоматического цикла обжима, обеспечения работы при часто расположенной арматуре, удешевления процесса производства муфт с полной заводской готовностью к применению, оптимизации процесса маркировки муфт и арматуры для упрощения методов контроля; применения мобильной испытательной установки опрессованных соединений на прочность при растяжении в условиях строительной площадки. Предстоит развить опыт ОАО «Мостотрест» (17) по применению механического стыкования стержневой арматуры обжимными муфтами с соединительными элементами на резьбе.
Из механических соединений наибольшее применение в России нашли только обжимные муфтовые соединения.Также, представлены и сертифицированы в России соединения муфтами с параллельной и конусной резьбой; соединения арматуры винтового профиля винтовыми муфтами со стопорными гайками; болтовые муфты, которые не нашли широкого применения вследствие ограниченности российского оборудования в этой области и высокой стоимости импортного оборудования и муфт.Кроме того, разнообразие отечественных арматурных сталей по способам заводского изготовления и виду периодического профиля определяет особый подход к использованию муфтовых резьбовых соединений (15,16). Известна прямая зависимость прочностных и деформационных показателей резьбового соединения от длины свинчивания и механических характеристик соединяемых элементов; поставлена задача создания унифицированного типа муфт при использовании для всех широко распространенных классов арматуры периодического профиля (15). При производстве резьбовых муфтовых соединений должна быть обеспечена защита резьбы на подготовленных к стыкованию элементах соединений и собранных соединений от влаги (коррозии). Зарубежные резьбовые соединения разрабатывались применительно к арматурным стержням выпускаемым в этих странах с специфическим периодическим профилем, особенностями технологии выплавки и проката, для своих климатических условий. Непосредственный перенос разработанных за рубежом конструкций резьбовых стыков на отечественную арматурную сталь и для конструкций, работающих в наших температурно-климатических условиях исключен, их применение должно быть в соответствии с конкретными Техническими условиями.
Применение муфтовых обжимных соединений арматуры по опыту российских (18) и зарубежных производителей (7,8,9,10,11) позволило увеличить производительность труда в 10–15 раз по сравнению с сварными соединениями, значительно уменьшить себестоимость работ.<
Российские стандарты (1,2,3) на применение механических соединений стержневой арматуры распространяются на опрессованные соединения металлической стержневой арматуры с периодическим профилем железобетонных конструкций зданий и сооружений различного назначения и любой степени ответственности, воспринимающих постоянные, временные и особые нагрузки (взрывные, сейсмические и др. ) в климатических районах с расчетной температурой до минус 55°С, в районах с сейсмичностью до 9 баллов.
Правильный выбор соответствующих способов изготовления механических муфтовых соединений арматуры — гарантия эксплуатационной безопасности в течение проектного срока службы объекта.»
Полный текст можно прочесть по адресу http://www.enerprom.ru/qa/111.html
Группа компаний ТДМ предлагает к поставке оборудование и муфты для механического соединения (опрессовки) стержневой арматуры. Полное соответствие всем нормативным документам, удобная схема работы, бесплатная доставка прямо на строительную площадку. Работая с нами, Вы получаете максимальную экономию и своевременную поставку качественных материалов на Ваш объект!
Также читайте статьи: »Устройство и принцип работы систем механического соединения арматуры «ПП-А»» Применение опрессованных соединений арматуры
Продукция в каталоге
Муфты обжимные для арматуры в Иркутске: 251-товар: бесплатная доставка [перейти]
Вода, газ и теплоАрматура промышленная трубопроводнаяМуфтыМуфты обжимныеМуфты обжимные для арматуры
1 175
1899
Гебо Обжимное соединение на трубу 1″ Наружная резьба Тип: Труба ПНД, Труба металлопластиковая,
Муфта обжим-Н для труб ПНД Unidelta 20х1 Гарантия: 5 лет, Диаметр, мм: Dy 20 мм, Max температура:
В МАГАЗИНЕще цены и похожие товары
Муфта обжим-Н VX-N ITAP 32х1″ (арт. 715 1″)
В МАГАЗИНЕще цены и похожие товары
Муфта обжим-Н Tiemme 40х1 Гарантия: 5 лет, Диаметр, мм: Dy 40 мм, Max температура: 110 C
В МАГАЗИНЕще цены и похожие товары
2 страница из 12
Обжимные муфты для стационарного обжимного оборудования
Skip to content
Получить предложение
Главная / Продукция / Муфты / Обжимные муфты для стационарного обжимного оборудования
Обжимные муфты для стационарного обжимного оборудования
Стандартная муфта
Переходная муфта
Мостовая муфта с перекрытием
Гибридная муфта DPH
Гибридная муфта DTH
Стандартная муфта
В состав соединения DPS входят гнездовая и штыревая муфты, напрессованные на два, соединяемых участка арматуры. Высокие технические характеристики обеспечивают уникальные значения прочности на растяжение и сжатие, которые удовлетворяют основным требованиям промышленных стандартов, таких как: UBC1997, ACI 318, BS 8110, NF 35-20-1 и DIN1045.
Характерные особенности:
Подходит для применения с высокопрочной арматурой вплоть до класса А600С.
Простая и высокоэффективная процедура подготовки и сборки соединения на площадке.
Точность контроля длины соединения благодаря прецизионной заковке муфты
Высокая надежность и соответствующие характеристики благодаря нашей технологии ковки и улучшенной конструкции муфты.
Стандартное соединение арматуры DPS находит широкое применение в таких элементах конструкции, как стена, балка и т.д., в случае, если возможно осевое перемещение и вращение одной арматуры.
Типоразмеры стандартной обжимной муфты DPS
Переходная муфта
Переходная муфта применяется для соединения арматуры разных диаметров. Соединение DРТ аналогично DPS, за исключением уменьшенного диаметра гнездовой муфты, предназначенной для арматуры меньшего диаметра. Качество соединения арматуры разных диаметров обеспечивает отличные показатели значений усилия на растяжение и сжатие, что делает это соединение соответствующим промышленным стандартам UBS 1997, ACI 318, BS8110, NF 35-20-1 и DIN1045.
Характерные особенности:
Простое, быстрое и точное соединение арматуры разных диаметров
Подходит для применения с высокопрочной арматурой, вплоть до класса А600С.
Высокая производительность как при подготовке, так и при сборке на объекте.
Применение для соединения двух участков арматуры разных диаметров возможно, если хотя бы один из участков может перемещаться вдоль осевой линии и проворачиваться вокруг оси.
Типоразмеры переходной обжимной муфты DPT
Мостовая муфта с перекрытием
В состав соединения DPG входят гнездовая и удлиненная гнездовая муфты, напрессованные на два, соединяемых участка арматуры. Благодаря улучшенной конструкции это простое и надежное решение для монтажа арматуры, в случае наличия зазора, которое обеспечивает показатели прочности на растяжение и сжатие, полностью удовлетворяющие основным требованиям.
Характерные особенности:
Простой и точный монтаж каркасных элементов благодаря возможности ликвидации зазоров.
Подходит для применения с высокопрочной арматурой вплоть до класса А600С.
Простая и высокоэффективная процедура подготовки и сборки соединения на площадке.
Высокая надежность и соответствующие характеристики благодаря нашей уникальной технологии ковки
Типоразмеры мостовой обжимной муфты DPG
Гибридная муфта DPH
Гибридная муфта DРН монтируется с использованием сочетания преимуществ стационарной ковочной машины и монтажных щипцов. Муфта сперва устанавливается на заводе при помощи стационарной ковочной машины и поставляется на монтажную площадку. На площадке арматура с муфтой соединяется при помощи монтажных щипцов с установленным участком арматуры.
Высокопроизводительная и качественная запрессовка муфты осуществляется на стационарной ковочной машине в заводских условиях.
Арматурный стержень с накованной муфтой соединяется с установленной в конструкции арматурой при помощи монтажных щипцов.
Высокопроизводительная и качественная запрессовка муфты осуществляется на стационарной ковочной машине в заводских условиях.
Гибридная муфта DРН
Гибридная муфта DРН изготовлена из высоколегированной стали с отличными показателями прочности и ковкости. Применяется с использованием стационарной ковочной машины и обжимных щипцов
Типоразмеры гибридной обжимной муфты DPH
Гибридная муфта с перекрытием BPHG
При монтаже каркасных конструкций, муфта BPHG, это самое экономичное решение для случая, когда оба арматурных стержня не могут проворачиваться и даже в случае наличия зазора. Муфта увеличенной длины фиксируется монтажными щипцами и зазор перекрывается без необходимости вращения второго арматурного стержня.
Типоразмеры гибридной обжимной муфты с перекрытием DPHG
Гибридная муфта DTH
Гибридная муфта DТН совмещает преимущества нашей стационарной ротационно-ковочной машины и соединения DT. Муфта DTH сперва заковывается на арматуре при помощи нашей стационарной ротационно-ковочной машины и арматура заворачивается в созданное гнездо. Учитывая что стандартная резьба сделана на другом стержне арматуры, штыревой корц може быть без труда завернут в гнездовой элемент другого прутка, если есть возможность их проворачивать.
Гнездовой элемент арматуры (стандартную муфту DSS обковывают на арматуре, время выполнения операции для арматуры 40мм составляет 8 сек.)
Штыревой элемент арматуры (шип) (стандартная резьба) стандартная резьба выполняется на ковочном и резьбонарезном станках
У ВАС ОСТАЛИСЬ ВОПРОСЫ? Заполните поля ниже и получите индивидуальное предложение на поставку оборудования
Соединительные муфты для арматуры
На сегодня основной метод механико-резьбового скрепления арматурных стержней, стандартизированный для использования на территории нашей страны, представлен муфтовой системой, позволяющей фрагментарно устранять стыки на арматурной вязке путем замены их на муфтовое соединение арматуры.
Данный вид сборки масштабно внедряется в современных сооружениях и исключает какие-либо минусы сварочной сборки конструкции и вязи арматурных штырей. Спецификой муфтного монтажа является инновационность, широко востребованная при постройке многоэтажных зданий, гидростанций, мостов, атомных станций.
Данные системы предусматривают разные варианты крепежа к основаниям каркаса:
• обжимной узел из целой трубы;
• муфта с коничной резьбой;
• конструкция под винтообразную арматуру с 2-мя контргайками.
Преимущества муфтовых соединений
• возможность многофункционального расположения железной конструкции на месте: вертикальном, горизонтальном либо наклонном;
• цикличность процесса сборки каркаса;
• повышенная скорость выполнения сборки конструкции при помощи специализированного оборудования;
• возможность монтажа стального корпуса независимо от метража, что полностью ликвидирует риск перерасхода корпусных элементов;
• отсутствие лимита муфтного соединения арматурных штырей в едином разрезе системы;
• простой контроль качества исполнения состыковки корпуса;
• строительный каркас в системе какого-либо сооружения – это целостный железный штырь, который не рушится, если слой бетона поврежден;
• не нужно выполнять высококвалифицированные сварочные работы;
• в зоне стыковки сечение стальной арматуры содержит наименьшую площадь;
• гарантировано равномерное распределение прочности соединений, что существенно уменьшает сроки возведения единых систем;
• нарезку осуществляют при помощи классических приспособлений в мастерских либо дома;
• резьбу создают разными приемами, например — накатка, штамповка и прочее;
• собирают арматурные элементы с помощью подручного инструмента;
• протекание рабочей среды на поверхность легко решается в результате заделки с помощью льняномасляной пряди.
Себестоимость сборки конструкции закладывается при планировке, среди основных позиций в списке расходов наиболее значимы сроки, уровень трудоемкости процесса, число элементов каркаса и их стыков. Как правило, процесс стыкования пары стержней занимает около 10 мин. Сюда входит продолжительность нарезания резьбы на стержневом торце, центрировка и завинчивание муфты ключом со встроенным силомером. При таком виде сборки значительно упрощается стыковой контроль.
Требуется парное исследование границ по партиям, что несравнимо по трудоемкости с анализом сварных соединений, где часто каждый элемент нужно проверять радиографическим способом. Механический контакт способствует увеличению длины межарматурных промежутков и прекрасно подходит для легкого и быстрого монтажа конструкций.
Особенности соединения элементов с помощью муфт
Муфта для соединения арматуры не требует лишних крепежных элементов. Однако и здесь все-таки есть недостатки. Снижается прочность и надежность монтажа при нарезке резьбы, что сокращает толщину стен конструкции. Следовательно, тонкостенные трубы совершенно не годятся для подобной обработки резьбы. Вообще такая состыковка применяется для продукции с наиболее толстенными стенками. Кроме того, требуется немало стараний, чтобы навертеть муфтовый крепеж на микрорезьбу одновременно с прокладкой.
Применение муфты для стыковки арматуры предусматривает использование разнообразных запорных элементов, представляющих собой задвижку, ограничитель, клапан и прочее. Обжимные варианты обеспечивают прочные равномерные соединения 2-х штырей посредством зажима без спецподготовки торцов. Такая технологическая схема гарантирует хорошую стыковку и полезную непрерывную систему стыка в жестких блоках. Для ее осуществления потребуется наличие непосредственного соединительного устройства, а также гидромеханического спецоборудования.
Технология сборки изделий
сборка обжимных устройств на арматурных штырях в предполагаемом месте;
опрессовывание узла благодаря гидравлическому прессу;
визуальный осмотр и контроль качества комплексного изделия.
Согласно мнению экспертов использование муфты для арматурного монтажа считается идеальной альтернативой состыковки стержней внахлест, потому что именно она содействует устранению перерасхода металлопроката, а также уменьшению затрат примерно на 27%. Контрольные тестирования доказывают соответствие таких элементов соединительной арматуры строгим инженерным требованиям.
Механизированная стыковка корпуса с использованием простых и расточных переходных обжимочных устройств при соблюдении определенной технологии, правильного обжима и верной подборке изделий гарантирует долговечную прочность сборки.
Гидравлические фитинги и муфты — Jason Industrial
Типы
Приложения
Часто задаваемые вопросы
Наша фурнитура
Партнер с нами
Фитинги для гидравлических шлангов, также известные как гидравлические «соединители для шлангов», обеспечивают крепление к шлангам и другим фитингам или непосредственно к таким компонентам, как цилиндры или насосы. Высококачественные фитинги для шлангов создают надежные, герметичные соединения, которые обеспечивают правильное течение жидкости, одновременно повышая производительность и долговечность самого шланга на присоединенных концах. В зависимости от конструкции они могут играть различные роли в конструкции и управлении гидравлическими системами, например:
Обеспечение надлежащего направления гидравлической жидкости под давлением от насоса к клапанам и функциональным элементам, таким как цилиндры и двигатели.
Обеспечение обратного пути к резервуару и стороне всасывания насосной установки.
Минимизация потерь потока на маршруте за счет соответствующего размера шланга и фитингов.
Предоставление наиболее подходящих торцевых соединений для оптимизации работы без утечек.
Различные типы фитингов для гидравлических шлангов выполняют эти функции уникальным образом в зависимости от их конструкции. Многие гидравлические муфты имеют концы резьбовых соединений, где уплотнение происходит на самой резьбе (хороший пример NPTF), в то время как в других используются седла металл-металл (хороший пример JIC) или используются эластомерные уплотнения в сочетании с другими механическими средствами крепления. (например, фланцевые головки или уплотнительные кольца).
Типы фитингов для гидравлических шлангов
Гидравлические фитинги часто классифицируют по форме и/или механизму уплотнения. Например, фитинги с торцевым уплотнительным кольцом (ORFS) можно отличить по использованию встроенных уплотнительных колец для создания наиболее надежных герметичных уплотнений для размеров до -24. В фитинге ORFS плоская поверхность охватывающего компонента прижимается резьбой к уплотнительному кольцу на резьбовой охватываемой поверхности компонента. При соединении уплотнительное кольцо попадает в канавку, создавая герметичное соединение, которое препятствует утечкам в условиях высокого давления и сильных ударов. Концы шлангов доступны с прямыми фитингами и, как правило, с коленчатыми фланцами и муфтами, что обеспечивает правильное крепление и прокладку в гидравлической системе.
Применение гидравлических фитингов и муфт
Любое применение, в котором требуется хотя бы одно соединение гидравлического шланга, требует использования фитингов гидравлического шланга. Это приводит к широкому спектру приложений в различных отраслях промышленности.
Конкретный тип используемых фитингов для гидравлических шлангов зависит от требований применения и портовых соединений на других компонентах системы. Системы могут выиграть от использования гофрированных концов гидравлических шлангов ORFS, которые обеспечивают наиболее надежную работу без утечек и обычно используются на большинстве оригинального сельскохозяйственного оборудования. Jason предлагает широкий спектр концов ORFS, а также большинство других широко используемых соединений портов, включая такие метрики, как DIN, которые используются на европейском оборудовании.
Часто задаваемые вопросы о гидравлических фитингах и муфтах
Что означает аббревиатура SAE? Общество автомобильных инженеров, или SAE, — это некоммерческая отраслевая группа, которая, в частности, разрабатывает и администрирует глобальные стандарты для автомобильных запчастей. Фитинги для гидравлических шлангов, продаваемые как SAE, соответствуют стандартам, установленным этой организацией. Изделия Jason изготавливаются в соответствии с этими и другими соответствующими стандартами, чтобы гарантировать надлежащую посадку и производительность.
Как установить фитинги гидравлического шланга на шланг? Фитинги для гидравлических шлангов просты в установке, но необходимо соблюдать осторожность, чтобы обеспечить надлежащую работу. Сначала отметьте на шланге соответствующую полную глубину вставки в зависимости от конкретного фитинга Jason, а затем вставьте шланг в фитинг. Указанный фитинг шланга должен быть правильно обжат на рекомендованном гидравлическом шланге Jason в соответствии с опубликованными нами спецификациями (см. приложение Jason MyCrimp или доступные данные на веб-сайте Jason). Подсоединение узла шланга к ответному соединительному отверстию должно выполняться в соответствии с рекомендуемой практикой. Это справедливо для всех типов соединений. Использование соответствующей техники и крутящего момента для многих типов соединений имеет решающее значение для производительности. Некоторые разъемы могут быть легко повреждены при неправильной установке.
Как герметизировать фитинги гидравлических шлангов? Фитинги для гидравлических шлангов спроектированы и испытаны таким образом, что их правильная установка на шланг достаточна для герметизации соединения с указанными шлангами. Следуйте приведенным выше общим инструкциям или обратитесь к руководству по гидравлическим продуктам Jason и спецификациям обжима, представленным на веб-сайте Jason. Соединительные концы на концах спроектированы таким образом, чтобы соответствовать или превышать определенные отраслевые рейтинги для каждого типа концов. На торцевых соединениях с трубной резьбой настоятельно рекомендуется правильное использование резьбового герметика для обеспечения наилучших характеристик.
Фитинги для гидравлических шлангов (муфты) от Jason Industrial
Jason Industrial предлагает полную линейку фитингов для гидравлических шлангов в дополнение к нашей продукции для шлангов. Мы используем ряд методов точного машиностроения и холодной штамповки для создания прочных компонентов с длительным сроком службы. В результате наши фитинги для шлангов прочны, надежны и долговечны в номинальных областях применения, наиболее часто встречающихся на рынке. В настоящее время мы предлагаем три серии муфт типа «укусить проволоку» для использования на шлангах, армированных проволокой. Это серии 12, серии 40 и серии 60, которые обжимаются с полным контактом матрицы для упрощения выравнивания в обжимных станках.
Гидравлические муфты серии 12
Серия 12 холодноформованных цельных муфт Jason идеально подходит для промышленных шлангов Jason размером от 04 до 32 с одной или двумя армирующими проволочными оплетками. Конструкция этих компонентов обеспечивает превосходную производительность и качество, предлагая механизм крепления без скольжения поверх крышки. Две канавки на хвостовой части феррулы облегчают сборку и идентификацию муфты, а полное обжатие обеспечивает оптимальное качество уплотнения. Они также имеют антикоррозионное покрытие, которое соответствует требованиям REACH и превосходит спецификации SAE по красной ржавчине, как и все эти три серии предлагаемых нами муфт.
Гидравлические муфты серии 40
Муфты серии 40 аналогичны муфтам серии 12 тем, что они изготавливаются методом холодной штамповки, а также имеют защитное покрытие, соответствующее требованиям REACH. Однако серия 40 совместима с 4 спиральными шлангами Jason 100R12 размеров от 06 до 32 и имеет четыре канавки. С введением Jason новых меньших размеров 5152, размеры от 06 до 10 также будут использовать эти муфты серии 40, вместо того, чтобы добавлять дополнительную серию, обеспечивая при этом надлежащую производительность и долговечность. Эти прочные и долговечные фитинги просты в установке, имеют четыре канавки для упрощения обжима.
Гидравлические муфты серии 60
Муфты серии 60 — самые прочные из предлагаемых нами, они предназначены для использования с 4- и 6-спиральными шлангами Jason для экстремального давления. Эти полнообжимные фитинги без зачистки имеют шесть канавок на обжимной втулке по сравнению с двумя для серии 12 и четырьмя для серии 40. Доступны различные концы соединителей для различных систем, включая варианты замены фланцев Caterpillar и соответствие SAE Code 62.
Партнер с Джейсоном Индастриал
Компания Jason Industrial пользуется доверием в области гидравлики и силовой передачи с 1958 года. Сегодня мы используем передовые технологии производства для создания компонентов, соответствующих самым строгим отраслевым нормам. Являясь подразделением компании AMMEGA по производству шлангов, мы предлагаем гидравлические и промышленные шланги, муфты и аксессуары нашим клиентам в Северной, Центральной и Южной Америке.
Что бы ни требовалось для вашей гидравлической системы, Jason предлагает фитинг, который упростит установку и повысит производительность в долгосрочной перспективе. Чтобы узнать больше о гидравлических фитингах и муфтах, свяжитесь с нами или запросите предложение сегодня.
Обжимные соединители | Компания электроснабжения Полумесяца
Муфта обжимная для стальных труб. Типы обжимных фитингов
Обжимная муфта представляет собой не что иное, как фитинг, предназначенный для соединения концов безтрубных труб друг с другом, если сварка невозможна или нежелательна. Кроме того, такой элемент используется в тех случаях, когда трубопроводы в процессе эксплуатации подлежат частой сборке/разборке. Обжимная муфта также часто используется для герметизации стальных труб.
Муфта обжимная – распространенный тип фитингов для стальных труб
Содержание
1 Типы фитингов обжимных
2 Применение
3 Установка обжимных муфт на стальные трубы
3 Особенности крепления стальных обжимных муфт
трубы, соединяемые обжимными муфтами
Типы обжимных фитингов
Такие соединения элементов трубопровода бывают двух типов:
обжим. Они оснащены одним или двумя кольцами. Принцип работы деталей этого типа основан на использовании полимерного уплотнителя. Под действием внешнего давления этот материал сжимается, плотно охватывая внешнюю поверхность вставляемой трубы. В результате получается плотное соединение.
пресс. С их помощью создается цельное соединение. Недостатком пресс-фитингов является невозможность повторного использования в случае протечки. Тогда его просто необходимо будет заменить.
Обжимная муфта для стальных труб лишена этого недостатка. Такая фурнитура изготавливается из различных материалов, но всем им присущи следующие преимущества:
износостойкость и долговечность;
большой выбор различных комплектаций.
Основным недостатком компрессионной муфты на стальной трубе является относительно небольшая надежность соединения. Чтобы уменьшить вероятность разгерметизации соединения, крепление этой детали необходимо периодически подтягивать.
Для стальных труб можно подобрать муфту любой конфигурации и назначения
Основной областью применения обжимных фитингов являются ремонтные или строительные работы, связанные с соединением металлических труб, наружный диаметр которых не превышает 60 миллиметров. Конструкция этой детали состоит из корпуса (основания) и штуцеров, снабженных обжимными кольцами и накидными гайками, с помощью которых осуществляется надежное крепление. Быстрая сборка/разборка – это основное преимущество, которое характерно для этих съемных изделий. Ведь если возникнет необходимость демонтировать трубу, не придется разрезать сварной шов.
Совет! Для замены переходника данного типа можно использовать не только аналогичную модель, но и другой штуцер с идентичными характеристиками.
Удобные и недорогие обжимные муфты для соединения стальных труб практически лишены недостатков, и если в процессе эксплуатации возникнут протечки, то это, скорее всего, будет вызвано некачественной работой подрядчика.
Применение
Соединения обжимного типа применяются для монтажа систем холодного и горячего водоснабжения, отопления, теплых полов, для транспортировки воды для хозяйственных нужд, например, для полива. На рынке можно встретить следующие виды обжимных фитингов, предназначенных для соединения элементов стальных трубопроводов:
вентили
креста;
Тройники угловые (объемные)
тройники
с переходами;
тройники
простые;
уголок с переходами;
угловой;
перехода от диаметра к диаметру;
заглушки;
прямые муфты.
Муфты обжимные также соединяют канализационные трубы из поливинилхлорида (ПВХ), однако такие фитинги не следует путать, так как они имеют существенные отличия.
Стальные трубы бывают разных диаметров и используются для трубопроводов различного назначения.
Установка обжимных муфт для стальных труб
Для правильной установки этих деталей необходимо выполнить следующие действия:
Обрезать трубу и зачистить срез как снаружи, так и внутри.
На получившийся сегмент наденьте обжимную гайку.
Затем наденьте обжимное кольцо на трубу.
Вставьте трубу в корпус фитинга, затем затяните гайку на корпусе. Двигаясь по резьбе, он вдавит обжимное кольцо в трубу так, что получится герметичное соединение. При затягивании не применяйте чрезмерную силу, не говоря уже о рычагах. Гайка может разорвать соединение или лопнуть.
К недостаткам этого соединения можно отнести низкую механическую прочность. Сильная вибрация или удары могут вызвать утечку. А ведь стальные трубопроводы как раз и монтируются для обеспечения максимальной надежности водопровода! Действительно, явное противоречие. Кроме того, резиновый герметик, присутствующий в компрессионной муфте для стальных труб, полностью исключает такое востребованное качество, как термостойкость.
При выборе обжимной муфты обращайте внимание на максимальное давление рабочей среды в трубопроводе, которое не повредит соединение. Таблица ниже поможет вам разобраться в этом. Приведены усредненные данные при соединении бесшовных стальных холоднодеформированных труб с помощью муфты со стальной зажимной гайкой.
Единица давления бар. Напоминаем: 1 бар ≈ 1 атм ≈ 0,1 МПа.. Pmax – максимальное давление.
Таблица 1
Давление разрыва трубы
Трубы Pmax
Муфты Pmax при периодических выбросах
Постоянные муфты Pmax
240
70
40
70
290
90
60
90
340
110
70
100
400
130
85
120
460
155
110
140
490
165
115
150
530
180
125
160
616
210
145
200
740
250
185
240
920
320
225
310
1230
420
290
400
1400
490
370
470
1850
580
460
550
Важно! Так как обжимные соединения являются разборными, не допускается установка данного типа муфты в монолитные цементные или бетонные стяжки.
Часто возникает необходимость реконструкции стального трубопровода. Тогда для предотвращения раннего появления коррозии в качестве новых труб рекомендуется использовать изделия из современных материалов, например, из полипропилена. Во избежание протечек в этом случае рекомендуется соединять трубы фитингами из стали, так как полипропилен имеет более высокий коэффициент линейного теплового расширения.
Особенности обжимных муфт
Обжимные муфты используются в основном для соединения элементов труб одинакового диаметра. Даже если он монтируется при помощи сварки, наличие таких деталей на концах обязательно: без них подключение к другим существующим ответвлениям системы будет просто невозможно. Но особенно целесообразно применение обжимных муфт для стальных труб в промышленности. Ведь они способны работать в очень широком диапазоне температур: -50 ≤ T ≤ + 250˚C.
Важным фактором является крепление стального трубопровода, некоторые элементы которого соединяются при помощи обжимных муфт. Ведь от тяжести в процессе эксплуатации он может погнуться, что приведет к протечкам. Поэтому остановимся на этом вопросе подробнее.
Неправильное крепление стальной трубы приведет к протечке в месте стыка труб
В качестве крепежа должны использоваться П-образные болты, хомуты, хомуты, а также двусторонние и одинарные монтажные скобы. Зажимы бывают пластиковые и металлические. Итак, в нашем случае предпочтение следует отдать стальным оцинкованным хомутам, так как изделия из пластика не способны обеспечить высокую надежность конструкции.
При прокладке трубопровода открытым способом можно использовать как хомуты, так и скобы. Крепление к различным несущим конструкциям, стенам, колоннам и горизонтальным поверхностям осуществляется не только с помощью этих элементов, но и с помощью кронштейны, подвесы и накладки.
Чтобы трубы, соединяемые обжимными муфтами, при использовании хомутов оставались соосными, расстояние между точками крепления должно быть следующим:
диаметром 100 миллиметров — 6 метров;
диаметром 40 ≤ D ≤ 80 миллиметров — от 3,5 до 4 метров;
диаметром 25 ≤ D ≤ 32 мм — 3 метра;
диаметром 15 ≤ D ≤ 20 миллиметров — 2,5 метра;
для труб диаметром 8 ≤ D ≤ 14 миллиметров по вертикальной поверхности — от 1 до 1,5 метра, а по горизонтальной — 0,75 метра.
Трубопровод должен быть промаркирован перед установкой.
Для крепления труб внутри используются металлические хомуты с резиновыми прокладками.
Хомуты следует приобретать с небольшим запасом, чтобы при необходимости сделать дополнительную точку крепления.
Важно! При креплении отводов расстояние от хомута до уголка должно быть порядка 150-200 миллиметров.
Конкуренция вынуждает производителей заниматься не только улучшением эксплуатационных характеристик своей продукции, но и улучшением ее потребительских свойств. А так как после покупки фурнитуру нужно будет установить, то простота монтажа иногда выходит на первый план.
В связи с этим на сегодняшний день наиболее популярны обжимные муфты производства немецкого концерна «Gebo-Armaturen GmbH». Для стальных труб доступны детали диаметром от 1/2 до 2 дюймов. Они выдерживают давление воды 10, а газа – 4 бар, и станут помощниками как любителям, так и профессионалам, работающим со стальными трубопроводами.
12 лучших соединителей для соединения одножильных и многожильных проводов
Если вы все еще используете гайку для сращивания силовых кабелей, то самое время узнать о рычажном соединителе. Это новый и простой способ сращивания кабелей, где соединители проводов позволяют безопасно и надежно соединять электрические провода в два простых шага.
Вы также узнаете, как найти наилучшие разъемы для проводов, соответствующие вашим потребностям. Двенадцать элементов ниже — это лучшие электрические разъемы, которые я использовал ранее. Вы также сможете увидеть плюсы и минусы каждого разъема провода в каждом обзоре.
Но перед этим, вот три основных момента, которые вы должны учитывать при выборе проводных соединителей.
Соответствие стандартам безопасности продукции: Первое, на что следует обращать внимание при выборе проводного соединителя, — это его соответствие стандартам безопасности продукции. Эти элементы предназначены для работы с высоким напряжением, поэтому они должны выдерживать проходящие через них мощность и тепло. Таким образом, чтобы обеспечить безопасность вашего проекта, выбранная вами марка соединителя должна соответствовать требованиям и быть сертифицирована несколькими организациями по безопасности продукции.
Типы соединителей: На рынке доступны различные типы соединителей. Есть разъемы трубчатого типа для соединения только двух проводов. Вы также можете найти разъемы T-tap для соединения трех проводов. А если вы подключаете систему освещения, вы можете найти разъемы, к которым можно подключить более трех проводов.
Необходимые инструменты: Для каждой марки разъема требуется свой набор инструментов. Для большинства разъемов проводов требуются тепловые пушки, в то время как для некоторых обжимных разъемов проводов требуется обжимной инструмент. Есть также несколько соединителей проводов без инструментов, которые можно установить вообще без каких-либо инструментов.
Теперь, чтобы помочь вам найти правильные разъемы, вот двенадцать лучших брендов и моделей, которые я использовал в своих проектах. Вы также должны проверить руководство по покупке после обзоров.
СОДЕРЖАНИЕ
Лучшие обзоры разъема проволоки
1. Коннектиры с рычагом Htcelle Lever
2. Разъем Elecfun Splice Splice Creanctor
4. Kuject Solder Connectors
. 5. Водонепроницаемый соединитель Amlits
6. Термоусадочные соединители для проводов Qibaok
7. Термоусадочные соединители для пайки Sopoby
8. Термоусадочные соединители для проводов TICONN
9. Клеммы для проводов быстрого сращивания Nilight
10. Соединители для проводов Brightfour HPL4 EX 10000 9000 Соединители
12. Термоусадочные стыковые соединители AIRIC
На что обратить внимание при покупке соединителей для проводов
Как соединить три провода вместе
Вставные соединители лучше, чем гайки
Все соединители проводов изолированы
Все виды работ с проводами можно выполнять с каждым соединителем
Заключение
Обзоры лучших соединителей проводов
1.
Соединители проводов HTCELLE Lever
использовать для тех, кто плохо знаком с проектами DIY. Он прост в использовании и установке и не требует никаких инструментов. Он позволяет соединить два и более провода одним нажатием. Он также очень многоразовый, идеально подходит для создания временных проводных соединений. 9№ 0015
Высококачественные пружинные зажимы и соединители медных проводов обеспечивают надежный захват и надежное электрическое соединение. Вы также можете увидеть, правильно ли разъем соединяется с вашим проводом, благодаря его прозрачной крышке.
Но лучше всего то, что к этому разъему подходят практически любые провода. Мы можем использовать одножильные электрические провода и тонкопроволочные кабели, если они имеют калибр от 12 до 24 AWG. Это означает, что его можно использовать практически для любого вида проводки.
Кроме того, разъем устойчив к коррозии и старению, что обеспечивает его долгий срок службы. Я использовал этот пакет для соединения проводов год назад, и я не видел проблем до сих пор.
Тем не менее, я рекомендую немного больше зачистить провод при использовании этой опции. Таким образом, провод будет надежно закреплен в разъеме.
Pros
Для использования этого разъема для подключения двух или более проводов не требуются инструменты
Многоразовый и творческий соединитель, который позволяет использовать временные соединения
Высококачественный пружинный зажим и медный соединитель обеспечивают хорошую электропроводность
Прозрачная крышка обеспечивает хороший обзор разъема для визуальной проверки
Совместим как с многожильными, так и с одножильными проводами от 12 до 24 AWG
Устойчивость к коррозии и старению
Минусы
Провод должен быть зачищен больше, чем обычно
Коннектор HTCELLE отлично подходит для временного применения благодаря возможности повторного использования. Он также идеально подходит для начинающих домашних мастеров благодаря своей конструкции без инструментов. Это идеальный разъем для использования по всему дому.
2. Обжимной соединитель ELECFUN
Всякий раз, когда мне нужно соединить кабели в ограниченном пространстве, я думаю об этом обжимном соединителе. Он идеально подходит для использования в транспортных средствах, например, когда я использовал его для своей автомобильной клеммы для проводов. Он оснащен высококачественными трубками из латуни и ПВХ, что гарантирует, что наш подключенный провод не отсоединится, даже если он будет подвергаться постоянной вибрации автомобиля.
Соединитель ELECFUN Splice Crimp поставляется в трех ярких цветах. Это позволяет нам использовать цвета разъемов для быстрой идентификации различных проводов. Он также имеет конструкцию с фиксатором провода, поэтому каждый может вставить провод нужной длины. С помощью этого стопора мне не придется беспокоиться о разбалансировке соединения проводов.
Этот обжимной соединитель имеет широкий спектр применения. Мы можем использовать его дома, в машине и даже на лодке! Он соответствует стандартам RoHS и UL, что дает мне душевное спокойствие. Я уверен, что этот обжимной соединитель прошел несколько тестов на безопасность продукта.
Однако, как следует из названия, для использования этого обжимного соединителя необходимо иметь обжимной инструмент. Это необходимо, чтобы вы могли надежно зафиксировать это на своих соединениях, особенно если вы используете многожильные провода. Перед выбором этого соединителя рекомендуется иметь под рукой инструменты для обжима.
Pros
Высококачественная трубка из латуни и ПВХ обеспечивает прочную фиксацию и отличное соединение
Легко определить нужный размер благодаря трем различным цветам
С конструкцией ограничителя троса, которая позволяет пользователям вставлять провода нужной длины
Широкий спектр применения, можно использовать в автомобилях или домашнем хозяйстве
Соответствует стандартам RoHS и UL, что означает, что он прошел испытания на безопасность продукта
Минусы
Обжимной инструмент, необходимый для использования этих электронных соединителей проводов
Я настоятельно рекомендую эти автомобильные обжимные соединители для соединения проводов. Пока у меня есть обжимной инструмент, я гарантированно получаю чистое соединение, которое подойдет практически в любом месте.
3. Соединители TICONN T
Для подключения проводов без резки, зачистки и пайки кабелей покупатели могут использовать соединители TICONN T. Этот разъем позволяет нам иметь доступные ответвители для проводов, чтобы быстро и без усилий прокладывать электрические линии.
Все, что нам нужно, это найти подходящий кабель для подключения, и все! Любой может установить это одним щелчком мыши. После этого у пользователей теперь есть проводное подключение, к которому они могут быстро и легко подключаться и отключаться.
Гибкий медный корпус высшего качества внутри разъема обеспечивает превосходный контакт проводов при постукивании. Кроме того, он имеет корпус из термостойкого пластика, который выдерживает до 221 градуса по Фаренгейту. Это означает, что его можно устанавливать в электронные системы, требующие устойчивости к высоким температурам.
Что мне нравится в этом продукте, так это его широкий выбор опций. Я могу выбирать между одним, 120, 360 и даже 480 наборами электрических разъемов, каждый из которых имеет три разных размера. Это означает, что каждый может заказать только то, что ему нужно, тем самым уменьшая потери и излишки. Кроме того, продавец предлагает 30-дневную гарантию возврата денег и 24-месячную гарантию.
Следует отметить, однако, что быстроразъемный разъем может иногда немного болтаться. Если вы установите его на провод, подверженный постоянной вибрации, он может отключиться, что приведет к потере соединения.
Pros
Легко вставляется в любой провод для быстрой и безопасной установки
Медный корпус премиум-класса для превосходного контакта
Устойчивость к высоким температурам выдерживает до 221 градуса по Фаренгейту
Доступны в разных объемах — каждый комплект также содержит три разных размера
Поставляется с 30-дневной гарантией возврата денег и 24-месячной гарантией
Минусы
Быстроразъемные клеммы могут быть ослаблены, не подходят для проводов, подверженных вибрации
Для тех, у кого есть проект по отводу проводов, я настоятельно рекомендую этот T-образный разъем Ticonn для проводов. Его легко и безопасно установить, что позволяет пользователям быстро подключаться к существующим линиям. Просто помните, что нельзя устанавливать его в шаткой среде.
4. Проволочные соединители Kuject с пайкой
Проволочные соединители Kuject с пайкой всегда были отличным продуктом морского класса. Он имеет припойное кольцо, которое обеспечивает надежное соединение после расплавления. В то же время клей-расплав обеспечивает водостойкое покрытие и является причиной того, что он соответствует морскому классу.
Этот разъем прозрачный, что позволяет мне хорошо видеть подключенный провод. Я также вижу кольцо припоя, поэтому я уверен, что кольцо припоя полностью расплавилось, когда я устанавливаю проводной разъем. Его прозрачность также позволяет мне хорошо видеть сращенные провода.
Покупатели найдут внутри упаковки различные размеры, что позволяет использовать ее для проводов калибра от 10 до 26 AWG. Кроме того, каждый размер имеет свой цветовой код. Это позволяет нам определить нужную трубу, просто взглянув на цвет, что экономит время при установке.
Единственным недостатком этого электрического соединителя является то, что кольцо припоя трудно расплавить. Вам понадобится высокотемпературная тепловая пушка, чтобы получить хорошее уплотнение и соединение. Вы также не должны использовать альтернативные инструменты, такие как зажигалка или фен, потому что они могут расплавить трубку еще до того, как кольцо припоя начнет нагреваться.
Pros
Кольцо припоя обеспечивает надежное соединение при расплавлении
Клей-расплав обеспечивает водостойкость после установки
Прозрачная трубка дает нам хороший обзор для проверки соединения внутри
Различные размеры проводов позволяют использовать его с кабелями от 10 до 26 AWG
Трубки с цветовой маркировкой для легкого распознавания размера трубок
Минусы
Для расплавления кольца припоя во время установки требуется термофен
Этот соединитель с пайкой идеально подходит для тех, кто работает с электропроводкой. Это дает домашним мастерам прочное соединение с водонепроницаемой отделкой. Тем не менее, вам понадобится горячая тепловая пушка, чтобы установить это.
5. Водонепроницаемый соединитель для проводов Amlits
Людям, которые выполняют много электромонтажных работ, особенно тех, которые требуют соединения и сращивания проводов, стоит рассмотреть водонепроницаемый соединитель Amlits. Он поставляется в количестве 200 штук, с возможностью увеличения, что делает его достаточным для нескольких проектов подключения проводов.
Эта упаковка содержит стыковые соединители. Но если мне нужно больше, у меня также есть возможность использовать кольцевые, лопаточные и быстроразъемные клеммы «папа» и «мама». Производитель также включает клеммы и разъемы разного размера. Это дает мне свободу комбинировать разъемы и клеммы по мере необходимости.
Кроме того, этот предмет поставляется с надежной коробкой для хранения. Это позволяет мне оставаться организованным каждый раз, когда я использую его в своем проекте или храню дополнительные разъемы.
Что мне больше всего нравится в этом изделии, так это то, что клемма и разъем изготовлены из высококачественной меди. Он обеспечивает отличную проводимость, что позволяет мне иметь эффективную электрическую цепь.
Однако процесс установки терминалов может быть немного сложным. Размеры разъемов меньше, чем ожидалось. Мне удалось заставить все работать, но легко увидеть, как у некоторых пользователей могут возникнуть проблемы с использованием этого набора от Amlits.
Pros
Имеет 200 штук разных коннекторов
Опция для нескольких типов электрических соединителей для различных применений
Водонепроницаемый разъем можно использовать для сращивания проводов, подвергающихся воздействию элементов
Поставляется с надежным ящиком для хранения, который позволяет нам всегда оставаться в порядке
Медь премиум-класса обеспечивает превосходную электропроводность
Минусы
9Разъемы 1169 маленькие, и с ними может быть сложно работать с
.
В целом, этот пункт рекомендуется, если у вас есть несколько проектов. У него достаточно разъемов для электрических клемм, чтобы обеспечить все наши небольшие проекты или даже один большой.
6. Соединители для термоусадочных проводов Qibaok
Этот комплект соединителей для термоусадочных проводов Qibaok имеет коэффициент усадки 3:1, обеспечивая надежное соединение с высококачественным уплотнением. Кроме того, вы можете активировать трубку с помощью низкотемпературной тепловой пушки или даже зажигалки после обжима провода в вашем приложении.
Медный корпус обеспечивает надежный захват после правильного обжатия провода. В то же время гибкая отделка обеспечивает стабильное и превосходное соединение. Это означает, что я могу согнуть подключенный провод, не беспокоясь о том, что он ослабнет, особенно в некоторых узких системах электропроводки.
Еще одним преимуществом этого изделия является его соответствие международным стандартам безопасности электротехнической продукции. Он соответствует стандартам RoHS, ISO9001:2008, SGS и CE, что дает мне уверенность в том, что эта полупрозрачная термоусадочная трубка безопасна для бытового и коммерческого использования.
Он также использует различные цветовые коды для своей линейки проводов с подходящим номером AWG, отпечатанным на корпусе. Это гарантирует, что я могу быстро проверить правильный размер трубки при установке. Как только владельцы ознакомятся с цветовыми кодами, им больше не придется проверять оттиски вручную, чтобы убедиться, что они имеют правильный.
Однако кажется, что Qibaok может улучшить доставку своей продукции. Один покупатель сообщил о получении контейнера со сломанной крышкой. К счастью, разъемы внутри не пострадали.
Pros
Высокий коэффициент усадки 3:1 обеспечивает высококачественную герметизацию
Можно установить с помощью низкотемпературного фена или зажигалки
Прочный медный корпус надежно удерживает провод в обжатом состоянии
Высокоэластичная трубка сохраняет стабильную и превосходную производительность даже при изгибе
Соответствует многим международным стандартам безопасности электротехнической продукции
Цветовая маркировка для облегчения работы с широким набором калибров
Минусы
Контейнер может быть поврежден при доставке
Этот продукт является одним из лучших комплектов разъемов для проводки, обеспечивающих безопасное соединение. Кроме того, его соответствие международным стандартам безопасности в отношении электробезопасности гарантирует покупателям, что этот продукт безопасен в использовании.
7. Соединители Sopoby с термоусадочной пайкой
Соединители Sopoby с термоусадочной трубкой — отличный выбор, когда я работаю с высоковольтными электрическими системами. Он идеально подходит как для низковольтных, так и для высоковольтных приложений с максимальным номинальным напряжением до 600 вольт.
Конструкция с двойными стенками обеспечивает коррозионно-стойкую отделку и повышает водонепроницаемость. Это также позволяет мне использовать это устройство в помещении или на улице, даже если провод подвергается воздействию элементов.
Коэффициент усадки 2:1 гарантирует, что наш кабель останется гибким после применения. Упаковки также бывают разных размеров: 10 шт. для калибров от 10 до 12 AWG, 40 шт. для калибров от 14 до 16 AWG, 40 шт. для калибров от 18 до 22 AWG и 30 шт. для калибров от 24 до 26 AWG.
Кроме того, советы и рекомендации, прикрепленные к крышке коробки, очень полезны, особенно для тех, кто впервые использует соединитель для пайки. Он также удобен в установке, так как для его нанесения нам понадобится только тепловая пушка.
Однако, несмотря на простоту установки, процесс герметизации требует времени по сравнению с другими электрическими разъемами. Ваша рука может быстро устать, особенно если вы используете тяжелую тепловую пушку. Лучше всего использовать этот разъем на плоской поверхности, чтобы вы могли время от времени давать отдых руке.
Pros
Может выдерживать напряжение до 600 вольт, что делает его пригодным для высоковольтных приложений
Конструкция с двойными стенками предотвращает коррозию и повышает водонепроницаемость
Коэффициент усадки 2:1
Доступны различные размеры для кабелей с различными размерами AWG
С наконечниками и полной направляющей, прикрепленной к крышке контейнера
Для установки требуется только термофен
Минусы
Процесс запаивания кольца может занять слишком много времени по сравнению с другими соединителями
Для профессионалов-электриков, работающих с высоковольтными электрическими системами, этот соединитель для пайки является отличным выбором. У него максимальное рабочее напряжение 600 вольт, которое я могу использовать во многих проектах, особенно в тех, которые требуют большой мощности.
8. Термоусадочные соединители TICONN
Термоусадочные соединители TICONN идеально подходят для наружной проводки. Его конструкция с двойными стенками, коэффициент усадки 3:1 и активируемое нагреванием уплотнение делают его идеальным для любого применения. Этот разъем подходит для транспортных средств морского типа и даже для подземных применений.
С этим набором можно делать многое, так как он включает в себя четыре различных контактных шпильки и пять разъемов в одном комплекте. Более того, он имеет рабочую температуру от -65 до 255 градусов по Фаренгейту. Это означает, что я могу установить его в местах, подверженных экстремальным температурам, например, в моторном отсеке автомобиля.
Этот разъем для проводов имеет толстые медные втулки, которые обеспечивают надежный захват и меньше нагреваются при сильном токе электричества. Между тем, его полупрозрачная термоусадочная трубка быстро усаживается с помощью мини-фена. Он начинает таять при температуре около 176 градусов по Фаренгейту. Благодаря этим замечательным функциям я могу выполнять множество работ за небольшой промежуток времени с меньшей усталостью рук.
Тем не менее, я замечаю, что защелки его удобного прозрачного футляра хлипкие. Они могут легко сломаться или ослабнуть, поэтому вам нужно быть особенно осторожным при открытии. Это делается для того, чтобы замки не портились.
Pros
Конструкция с двойными стенками и коэффициентом усадки 3:1
Соединитель может быть установлен под землей или в транспортных средствах морского типа
Включает различные типы клеммных колодок и соединителей
Широкий рабочий диапазон от -65 до 255 градусов по Фаренгейту
Толстый внутренний медный корпус обеспечивает надежный захват и меньший нагрев
Термоусадочная трубка быстро сжимается при температуре 176 градусов по Фаренгейту
Минусы
Защелки ящика для хранения могут легко сломаться; необходимо соблюдать осторожность при открытии и закрытии
Этот продукт лучше всего подходит для наружного применения. Я могу установить эти электрические разъемы в любом месте, даже под землей или в любом имеющемся у меня морском транспортном средстве.
9. Клеммы для быстрого сращивания Nilight
Как следует из названия, клеммы для быстрого сращивания Nilight позволяют пользователям мгновенно подключать клеммы для сращивания. Можно даже безопасно установить это, не обрезая исходный кабель. Это связано с его способностью к самозачистке, когда вам не нужно снимать изоляцию провода перед установкой этого Т-образного соединителя.
Разъем имеет толстый луженый медный сердечник, который обеспечивает надлежащий захват и фиксацию провода источника. Он также обеспечивает максимальную электропроводность, гарантируя, что в будущем я не получу короткого замыкания. Кроме того, его высококачественный механизм блокировки обеспечивает надежную блокировку, независимо от того, какое приложение мы используем.
Как и любой другой разъем, этот Т-образный проводной наконечник имеет цветную маркировку. Я могу быстро определить нужную пару, просто взглянув на ее цвет. Причем упаковка делится поровну на одинаковое количество по 20 штук для каждого сечения кабеля. Одной коробки достаточно для моих многочисленных проектов с разными размерами проводов.
Одним из основных недостатков этого предмета является то, что он не предназначен для морского применения. Не рекомендуется для применений, подверженных воздействию воды и других влажных сред. Для таких настроек лучше использовать коннектор с термоактивируемым гелем или клеем внутри. Это гарантирует, что вода не попадет в соединение, что приведет к короткому замыканию.
Pros
Быстрая и безопасная установка без зачистки
Соединители имеют толстый внутренний сердечник из луженой меди для максимальной проводимости
Высококачественный запорный механизм обеспечивает надежную фиксацию после установки троса
Отвод с цветовой маркировкой позволяет легко идентифицировать пару разъемов
Универсальный набор из 20 штук каждого размера, разделенный поровну, идеально подходит для многочисленных проектов электромонтажа
Минусы
Не подходит для морского применения, не рекомендуется для любого применения, связанного с водой
Как правило, этот набор клемм для быстрого сращивания настоятельно рекомендуется тем, кто хочет избежать зачистки проводов. Однако он может не соответствовать вашим потребностям, если вы ищете продукт морского класса.
10. Соединители проводов Brightfour
Если мне нужен прочный способ соединения проводов, мне подойдут соединители проводов Brightfour. В этом проводном соединителе используется высококачественный пластик с более толстыми стенками, и он обеспечивает постоянное соединение. Он обеспечивает прочное и надежное соединение, оставаясь при этом легким для монтажника.
Этот разъем небольшой и компактный, что позволяет разместить его практически в любом месте. Он идеально подходит для проектов, которым требуется только низкое напряжение, например, электромонтажные работы со светодиодами и аккуратный внешний вид. Небольшой форм-фактор этого разъема поможет пользователям скрыть свои провода. В то же время его прозрачная поверхность поможет мне при визуальном осмотре моего провода.
Кроме того, клиенты могут выбирать между электрическими разъемами I-типа и T-типа. Каждый может выбрать между одним или другим или сочетанием обоих разъемов, в зависимости от своих потребностей. Таким образом, мы могли купить только то, что нам нужно. Нам не нужно иметь неиспользуемые разъемы, если нам не нужен разъем T-типа или I-типа.
Однако из-за своих премиальных функций он также намного дороже, чем другие встроенные разъемы для проводов. Тем не менее, дополнительная сумма, которую я плачу за этот предмет, стоит тех функций, которые он дает.
Pros
Высококачественные разъемы обеспечивают надежное соединение
Обеспечивает простое подключение проводов
Компактный размер позволяет размещать провода практически в любом месте
Подходит для низковольтных систем и установок, которые должны выглядеть чистыми
Прозрачная поверхность отлично подходит для проверки проволоки
Доступен с I-образным, Т-образным или сочетанием обоих типов соединителей
Минусы
Дороже, чем другие встроенные соединители проводов
Я настоятельно рекомендую рассмотреть этот проводной разъем Brightfour. Он удобен в использовании и не будет легко ослабляться. Он идеально подходит для соединения как больших, так и маленьких проводов. Для тех, кто может позволить себе дополнительные расходы, этот разъем того стоит.
11. Компактные соединители HELPLEX для сращивания
Я искал инструменты для закручивания гаек для своего домашнего проекта электропроводки, когда мой друг порекомендовал этот соединитель для сращивания Helplex. Я могу использовать этот разъем в своем освещении, электричестве или даже в домашней розетке, если он имеет размер от 24 до 12 AWG.
С этой опцией пользователям не нужно беспокоиться об идеальной длине зачистки провода. Этот разъем поставляется с меркой на его стороне, поэтому мы точно знаем, сколько снимать.
Он также имеет два доступных тестовых слота — один спереди, а другой под замком. Вы можете использовать этот слот для проверки текущего номинала проводов, не разбирая электрические разъемы.
Его прозрачная крышка имеет отличное качество сборки и обеспечивает четкое представление о проводнике. Это также дает мне высокий уровень защиты, зная, что мой провод правильно подключен к этому разъему.
В дополнение к этой удобной конструкции, этот разъем может работать при температуре окружающей среды до 185 градусов по Фаренгейту. Это делает его идеальным для использования в электрической распределительной коробке нашего дома.
Этот разъем для сращивания предназначен для домашней электропроводки, но не подходит для использования вне помещений. Тестовые отверстия открыты, поэтому вода может попасть через них и вызвать короткое замыкание.
Pros
Широкий диапазон применения проводов позволяет нам использовать его для линий от 24 до 12 AWG
С указанием сбоку необходимой длины зачистки проводов
С двумя доступными тестовыми слотами для проверки напряжения
Полностью прозрачный корпус обеспечивает хороший обзор проводников
Может работать при температуре окружающей среды до 185 градусов по Фаренгейту
Минусы
Не применяется для наружного применения
Тем, кто все еще использует изоляционную ленту или проволочные гайки в своей домашней электропроводке, проверьте и попробуйте этот разъем для сращивания. Это даст пользователям доступное проводное соединение с высоким уровнем защиты.
12. Термоусадочные стыковые соединители AIRIC
Этот электронный разъем лучше всего подходит для автомобильных клемм, особенно в жилых автофургонах. Эти всепогодные автомобильные разъемы для проводов позволяют мне использовать их при температуре от -49 до 257 градусов по Фаренгейту. Кроме того, внутренняя подкладка, активируемая нагреванием, помогает ей стать водонепроницаемой после плавления.
Трубка изготовлена из полиолефина, благодаря чему эти проволочные стыковые соединители легко усаживаются. Это также позволяет мне использовать зажигалку или даже низкотемпературный тепловой удар, чтобы активировать термоусадочную трубку. Тем не менее, для установки этого разъема все же лучше использовать горячую тепловую пушку.
AIRIC также использует медный сердечник премиум-класса в качестве внутреннего разъема. Это ядро обеспечивает большой поток электроэнергии при одновременном снижении тепловыделения. Он также имеет внутреннюю структуру проволочного упора, помогающую нам вставлять наши кабели на нужном расстоянии.
Единственное, что мне не нравится в этом водонепроницаемом комплекте автомобильных разъемов для проводов, — это ограниченное количество трубок для кабелей от 12 до 10 AWG. Каждый пакет содержит только десять коннекторов для этой линейки, чего может быть недостаточно для крупных проектов. Однако, если пользователи работают с проводами без механических повреждений или имеют дело только с автомобильными электропроводами, этого должно быть достаточно для их нужд.
Pros
Термостойкость и морозостойкость, от -49 до 257 градусов по Фаренгейту
Подкладка, активируемая при нагревании, делает ее водонепроницаемой
Трубка изготовлена из полиолефинового материала, что обеспечивает ее высокую усадку
Медный сердечник премиум-класса надежно фиксирует провод и обеспечивает отличный ток
Не выделяет много тепла
Фиксатор проволоки обеспечивает правильную вставку обоих концов проволоки для лучшего соединения
Минусы
Ограниченное количество желтых стыковых разъемов для проводов от 12 до 10 AWG
В целом, эти термоусадочные соединители — лучшие автомобильные соединители для проводов, которые я использовал. Они обеспечивают отличное соединение и защищают от атмосферных воздействий, обеспечивая безопасность наших проводов и кабелей даже при воздействии воды.
На что обращать внимание при покупке соединителей проводов
Всякий раз, когда я собираюсь купить какой-либо инструмент, я обычно сначала смотрю на марку. Однако, когда дело доходит до лучшего соединителя проводов, бренд не так важен. Пока разъем соответствует всем необходимым критериям, он подойдет.
Вот что следует учитывать при покупке соединителей проводов:
Соответствие или сертификация стандартам безопасности продукции
Поскольку соединители проводов связаны с электричеством, очень важно иметь безопасные и долговечные изделия. Единственный способ узнать это — проверить, соответствует ли он стандартам различных органов по сертификации, таких как NEC и UL.
Типы разъемов
На рынке представлено множество разъемов. Вот почему вы должны знать, что вам нужно, прежде чем делать выбор. Существуют стыковые соединители, соединители для отводов, Т-образные соединители, соединители для сращивания и термоусадочные соединители.
Вы можете просмотреть текущую систему, чтобы определить, что вам нужно. Это для автомобильных приложений? Или для вашего дома? Вам нужно установить его на постоянной основе? Должен ли он быть водонепроницаемым? Если вы не уверены, лучше всего проконсультироваться с лицензированным электриком, чтобы получить лучший совет.
Необходимые инструменты
Для установки некоторых соединителей требуется обжимной инструмент, а для некоторых используется фен. Некоторым соединителям требуются оба инструмента для обеспечения правильного соединения, а некоторым вообще не нужны инструменты. Вот почему важно, чтобы вы сначала определили, что вам нужно, прежде чем приступать к проекту установки.
Если у вас есть полный набор инструментов как у профессионала, занимающегося своими руками, возможно, вам не нужно это учитывать. Но если вы новичок, которому не хватает инструментов, вам следует проверить необходимые инструменты продукта. Для правильной установки некоторых разъемов даже требовались специальные инструменты.
Материал, используемый в качестве внутреннего разъема
Это относится к материалу сердечника, который разъем использует для проведения электричества. Он сделан из меди или латуни премиум-класса? Существует ли припойное кольцо, обеспечивающее хорошее соединение после установки? Крайне важно, чтобы вы знали этот материал, чтобы обеспечить отличный электрический поток в вашей системе.
Размеры в комплекте
Вы должны это знать, потому что не все пакеты предоставляют одинаковое количество соединителей. Некоторые элементы поставляются с ограниченным количеством разъемов для более толстых проводов, что ограничивает их использование для проектов, требующих больших кабелей AWG.
Кроме того, если вы работаете над несколькими проектами одновременно, было бы здорово иметь больше соединителей, чтобы не исчерпать их, пока вы находитесь в процессе установки.
Как соединить три провода вместе
При обычном способе соединения двух или более проводов можно использовать проволочные гайки. Однако гораздо проще использовать трехжильный разъем.
Можно использовать трехжильный соединительный соединитель, в котором нужно просто зачистить конец провода и вставить его в соединитель. В качестве альтернативы вы можете использовать Т-образный разъем для проводов, в который вы просто вставляете провод и запираете его крышку.
Вставные соединители для проводов лучше, чем гайки для проводов
Вставной соединитель для провода и гайка для провода обеспечивают отличное соединение. Они соединяют провод, обеспечивая хорошее соединение между двумя отдельными кабелями. Однако они различаются по применению.
Гайки для проводов требуют надлежащей техники зачистки проводов и сращивания для обеспечения хорошего соединения. С другой стороны, вставные соединители для проводов проще в установке.
Вставные разъемы для проводов вообще не требуют инструментов. Для некоторых других разъемов для обжима проводов требуется фен, обжимной инструмент или и то, и другое. Тем не менее, основным преимуществом проволочных соединителей перед проволочными гайками является простота их установки. Но при правильной установке оба обеспечат безопасное и надежное соединение.
Все разъемы проводов изолированы
Нет, не все разъемы изолированы. Существует также неизолированный проводной разъем и клеммный тип, в основном используемый для проводных линий, которым не грозит короткое замыкание при прикосновении.
Эти неизолированные соединители и клеммы также дешевле по сравнению с изолированными клеммами. Однако использование соединителя изолированного провода намного безопаснее, чем соединителя неизолированного провода. У него есть трубка, закрывающая отверстие ствола, что делает его более безопасным, даже если он касается некоторых других проводов.
Все типы проводных работ с любым соединителем
Большинство соединителей подходят для любых проводов, но некоторые соединители не рекомендуется использовать для тонкожильных проводов. Некоторые обжимные соединители могут соединять этот тип провода, но со временем он может ослабнуть, особенно если провод движется или вибрирует.
Заключение
Использование изолированных соединителей для проводов в настоящее время является более простым и быстрым способом подключения проводов. Имеется соответствующий разъем для подключения одножильного провода, многожильного провода или того и другого.
Если вы хотите найти лучшие соединители проводов для своего приложения, вам следует посмотреть на свою систему. Если вы не уверены, вы можете ознакомиться с критериями, которые у меня есть, или спросить лицензированного электрика о вашем конкретном плане.
Эдвин Джонс
Меня зовут Эдвин Джонс, я отвечаю за разработку контента для Galvinpower. Я стремлюсь использовать свой опыт в маркетинге для создания надежной и необходимой информации, чтобы помочь нашим читателям. Было весело работать с Эндрю и применять его невероятные знания к нашему контенту.
сантехника — PEX: стоит ли заменять обжимные соединения нажимными?
спросил
Изменено 3 года, 5 месяцев назад
Просмотрено 3к раз
На прошлой неделе я наткнулся здесь на вопрос о трубах PEX, и в нем обсуждались преимущества нажимных соединений. (Если кто-то может указать мне на этот вопрос, я был бы признателен.) Я только что выгнал подрядчика из своего дома по разным причинам и попросил мастера-сантехника посмотреть, что было сделано. Он указал на некоторые проблемы со сливами, которые необходимо переделать, но ничего не упомянул о линиях подачи PEX.
Прочитав это на прошлой неделе, я присмотрелся к линиям подачи и увидел, что все они обжаты.
Вопрос: Пока все открыто, стоит ли мне заморачиваться с заменой этих обжимных соединений на нажимные? Если да, следует ли заменить линии или можно их использовать? Другими словами, будут ли концы скомпрометированы после удаления обжимки?
Что касается другого вопроса «Можете ли вы повторно обжать конец трубки PEX?», то он не касается того, следует ли мне изменить существующую установку, и мой вопрос вообще не связан с «повторным обжимом».
сантехника pex pushfit
7
Боже нет! У меня было две протечки буквально из десятков тысяч обжимных соединений. Обе утечки были ошибкой установщика. Однажды мой инструмент внезапно вышел из строя, что я почувствовал в действии и быстро исправил. В другой раз я обжал его криво и вернулся на следующий день со своим составным офсетным обжимным станком, вырезал плохое соединение и снова обжал. Нажимные соединения имеют тенденцию протекать, если к ним приложено большое боковое натяжение. Они безумно дорогие и при определенных обстоятельствах уступают обжимным.
Редактировать
Вот инструмент для калибровки обжатия. Если вы обнаружите, что калибровочный инструмент не подходит, вам следует повторно обжать их.
7
Когда вы говорите «push-connection», я предполагаю, что вы имеете в виду адаптер push-to-connect. В просторечии их часто называют «Sharkbites», хотя Sharkbite — лишь один из нескольких производителей, которые их производят.
Вставные фитинги более удобны в работе, поскольку для их соединения не требуются специальные инструменты, а также их можно снять и использовать повторно. Они также обычно подключаются как к меди, так и к Pex, поэтому вы можете использовать их для перехода. Но когда дело доходит до фактической производительности и надежности, вставные фитинги ничем не лучше обжимных соединений, насколько мне известно.
Логанов Ю.Д. Трубопроводная арматура. Номенклатурный каталог-справочник. Том 1. 2006 г
Файлы
Академическая и специальная литература
Транспорт
Трубопроводная арматура
Транспорт
Авиационная техника
Авиационные двигатели
Автомобильная и тракторная техника
Автомобильные эксплуатационные материалы
Автосервис и транспортные предприятия
Аэрокосмическая техника
Городской электротранспорт
Грузоведение
Двигатели внутреннего сгорания (ДВС)
Железнодорожный транспорт
История авиации и космонавтики
История транспорта
Магистральный транспорт углеводородных ресурсов
Мотоциклетная техника
Организация и управление дорожным движением
Периодика по транспорту
Подъемно-транспортные машины
Промышленные трубопроводные системы
Судовождение
Судостроение
Теория и моделирование транспортных потоков и сетей
Техническая эксплуатация автомобилей
Технология и организация перевозок
Транспортная система и управление на транспорте
Транспортное обслуживание и транспортная логистика
Транспортные гидротехнические сооружения
Трубопроводная арматура
Устройство автомобилей
Экономика транспорта
Справочник
формат djvu
размер 17. 4 МБ
добавлен 07 августа 2010 г.
В номенклатурном каталоге-справочнике приведена номенклатура и основные технические характеристики трубопроводной арматуры и приводов к ней, выпускаемых производственными предприятиями России и стран СНГ. Каталог-справочник предназначен для инженерно-технических работников проектных, конструкторских, производственных и других организаций, связанных с изготовлением, применением и эксплуатацией промышленной трубопроводной арматуры. 1. Краны
— Краны из цветных сплавов — Краны из титановых сплавов — Краны из неметаллических материалов — Краны из чугуна — Краны из углеродистых и коррозионностойких сталей 2. Указатели уровня
— Запорные устройства указателей уровня из цветных сплавов — Указатели уровня из чугуна — Указатели уровня из углеродистых и коррозионностойких сталей 3. Затворы дисковые поворотные
— Затворы дисковые поворотные из цветных сплавов — Затворы дисковые поворотные из титановых сплавов — Затворы дисковые поворотные из чугуна — Затворы дисковые поворотные из углеродистых и коррозионностойких сталей
Смотрите также
Справочник
формат pdf
размер 3.89 МБ
добавлен 12 сентября 2011 г.
116 с. Профилирующей продукцией ОАО «Баз» является трубопроводная арматура герметичностью класса «А» по ГОСТ 9544 из углеродистых, низколегированных и нержавеющих сталей диаметром условного прохода 25-500 мм и рабочим давлением 1,6-25 МПа.
Справочник
формат djvu
размер 16. 63 МБ
добавлен 07 августа 2010 г.
В номенклатурном каталоге-справочнике приведена номенклатура и основные технические характеристики трубопроводной арматуры и приводов к ней, выпускаемых производственными предприятиями России и стран СНГ. Каталог-справочник предназначен для инженерно-технических работников проектных, конструкторских, производственных и других организаций, связанных с изготовлением, применением и эксплуатацией промышленной трубопроводной арматуры. Оглавление 1. К…
Справочник
формат djvu
размер 17.58 МБ
добавлен 07 августа 2010 г.
В номенклатурном каталоге-справочнике приведена номенклатура и основные технические характеристики трубопроводной арматуры и приводов к ней, выпускаемых производственными предприятиями России и стран СНГ. Каталог-справочник предназначен для инженерно-технических работников проектных, конструкторских, производственных и других организаций, связанных с изготовлением, применением и эксплуатацией промышленной трубопроводной арматуры. Оглавление 1. З…
Справочник
формат djvu
размер 15 МБ
добавлен 07 августа 2010 г.
В номенклатурном каталоге-справочнике приведена номенклатура и основные технические характеристики трубопроводной арматуры и приводов к ней, выпускаемых производственными предприятиями России и стран СНГ. Каталог-справочник предназначен для инженерно-технических работников проектных, конструкторских, производственных и других организаций, связанных с изготовлением, применением и эксплуатацией промышленной трубопроводной арматуры. Оглавление 1. К…
Справочник
формат djvu
размер 9.13 МБ
добавлен 04 октября 2010 г.
Промышленная трубопроводная арматура Часть 2 Клапаны (вентили), затворы ИМ-14-16-2008, Москва, 2008г.367стр В настоящем справочнике приводятся технические данные на клапаны (вентили) и затворы. Клапаны (вентили) запорные, регулирующие, предохранительные, отжимные и отсечные. Обратные клапаны (вентили). Электропневмоклапаны, пневмоклапаны. Клапаны (вентили) разные. Затворы. Адреса заводов-изготовителей
Справочник
формат pdf
размер 15.56 МБ
добавлен 21 сентября 2010 г.
Промышленная трубопроводная арматура Часть 1. Задвижки. ИМ-14-16-2008, Москва, 2008г.315стр В настоящем справочнике приводятся информационные данные о производстве задвижек. Задвижки с ручным приводом Задвижки с гидравлическим приводом Задвижки с пневмоприводом Задвижки с электрическим приводом Задвижки, привод механический с червячной, конической, цилиндрической передачей Адреса заводов-изготовителей
Справочник
формат pdf
размер 17.91 МБ
добавлен 21 сентября 2010 г.
Промышленная трубопроводная арматура Часть 2. Клапаны (вентили), затворы ИМ-14-16-2008, Москва, 2008г.367стр В настоящем справочнике приводятся технические данные на клапаны (вентили) и затворы. Клапаны (вентили) запорные, регулирующие, предохранительные, отжимные и отсечные. Обратные клапаны (вентили). Электропневмоклапаны, пневмоклапаны. Клапаны (вентили) разные. Затворы. Адреса заводов-изготовителей
Справочник
формат djvu
размер 3.45 МБ
добавлен 04 октября 2010 г.
Промышленная трубопроводная арматура Часть 3 Краны. ИМ-14-18-2008, Москва, 2008г.139стр В настоящем справочнике приводятся технические данные на серийно выпускаемые краны. Краны с ручным приводом Краны с гидравлическим приводом Краны с пневматическим и пневмогидравлическим приводом Краны с электрическим приводом Краны, привод механический с червячной передачей Краны разные Адреса заводов-изготовителей
формат pdf
размер 6.83 МБ
добавлен 20 сентября 2010 г.
Промышленная трубопроводная арматура Часть 3. Краны. ИМ-14-18-2008, Москва, 2008г.139стр В настоящем справочнике приводятся технические данные на серийно выпускаемые краны. Краны с ручным приводом Краны с гидравлическим приводом Краны с пневматическим и пневмогидравлическим приводом Краны с электрическим приводом Краны, привод механический с червячной передачей Краны разные Адреса заводов-изготовителей
Справочник
формат djvu
размер 7.77 МБ
добавлен 03 октября 2010 г.
Промышленная трубопроводная арматура Часть1 Задвижки. ИМ-14-16-2008, Москва, 2008г.315стр В настоящем справочнике приводятся информационные данные о производстве задвижек. Задвижки с ручным приводом Задвижки с гидравлическим приводом Задвижки с пневмоприводом Задвижки с электрическим приводом Задвижки, привод механический с червячной, конической, цилиндрической передачей Адреса заводов-изготовителей
Ковин Ю.
Д. Логинов Ю.Д. Арматура 2004. Номенклатурный каталог-справочник по трубопроводной арматуре, выпускаемой в СНГ. Часть вторая
Справочник
формат djvu
размер 61.23 МБ
добавлен 30 июля 2011 г.
«ТЕКСКОМП-КИТЭМА», 2005г, 728стр. Сканы разворотов страниц по две страницы на листе. Часть вторая — основная В номенклатурном каталоге-справочнике представлена номенклатура трубопроводной арматуры и приводов к ней, выпускаемых предприятиями СНГ, в 2004 году Предлагается оригинальный метод оперативного и обоснованного подбора арматуры на заданные параметры и условия эксплуатации. Каталог-справочник состоит из двух частей, имеющих взаимосвязанное содержание и необходимые ссылки на соответствующие разделы и страницы. Справочник предназначен для: — персонала коммерческо-сбытовых структур и предприятий производственно-технической комплектации; — инженерно-технических работников предприятий, изготавливающих и эксплуатирующих трубопроводную арматуру; — специалистов строительных и монтажных организаций; — инженерно-технических работников научно-исследовательских, проектных и конструкторских организаций.
Арматура из цветных сплавов — краны, регуляторы давления и уровня, запорные устройства указателей уровня, клапаны запорные, распределительные, предохранительные, обратные, задвижки (в т.ч. шланговые), фильтры, затворы. Арматура из титана — краны, клапаны запорные, регулирующие, циклические, обратные, задвижки, затворы поворотные дисковые. Арматура из неметаллических сплавов — краны, клапаны запорные, обратные, задвижки шланговые, затворы дисковые, арматура различного назначения. Арматура из чугуна — краны, указатель уровня, регуляторы давления и уровня, клапаны запорные, смесительные, предохранительные и отсечные, обратные, задвижки, фильтры, затворы поворотные дисковые, конденсатоотводчики, арматура различного назначения. Арматура из углеродистых и коррозионностойких сталей — краны, регуляторы давления и расхода, запорные устройства указателей уровня, фонтанная и устьевая арматура, устройства исполнительные, клапаны регулирующие, запорные, невозвратно-запорные, невозвратно-управляемые, отсечные, распределительные, предохранительные, устройства отключающие, переключающие, импульсно-предохранительные, клапаны распределительные, обратные, дроссельные устройства, задвижки, затворы поворотные дисковые, элеваторы водоструйные, решетки защитные и фильтры, арматура различного назначения.
Купить и скачать книгу «Второй»
Смотрите также
формат pdf
размер 1.93 МБ
добавлен 14 октября 2010 г.
Указаны сведения о трубопроводной арматуре применяемой на магистральных газопроводах, конструкция кранов, характерные дефекты и способы ремонта.
формат djvu
размер 5.57 МБ
добавлен 26 мая 2008 г.
Изд. 2-е перераб. и доп. Справочное пособие. Л.: Машиностроение, 1981г. -368с. Приведены общие технические данные и нормативы, относящиеся к трубопроводной арматуре. Даны краткое описание, основные технические характеристики, габаритные и присоединительные размеры конструкций, выпускаемых серийно арматурными заводами. Приведены рекомендации по выбору арматуры. Книга предназначена для инженерно-технических работников проектных и строительных орг…
Справочник
формат pdf
размер 3.89 МБ
добавлен 12 сентября 2011 г.
116 с. Профилирующей продукцией ОАО «Баз» является трубопроводная арматура герметичностью класса «А» по ГОСТ 9544 из углеродистых, низколегированных и нержавеющих сталей диаметром условного прохода 25-500 мм и рабочим давлением 1,6-25 МПа.
Справочник
формат djvu
размер 17.4 МБ
добавлен 07 августа 2010 г.
В номенклатурном каталоге-справочнике приведена номенклатура и основные технические характеристики трубопроводной арматуры и приводов к ней, выпускаемых производственными предприятиями России и стран СНГ. Каталог-справочник предназначен для инженерно-технических работников проектных, конструкторских, производственных и других организаций, связанных с изготовлением, применением и эксплуатацией промышленной трубопроводной арматуры. 1. Краны — Кран…
Справочник
формат djvu
размер 16.63 МБ
добавлен 07 августа 2010 г.
В номенклатурном каталоге-справочнике приведена номенклатура и основные технические характеристики трубопроводной арматуры и приводов к ней, выпускаемых производственными предприятиями России и стран СНГ. Каталог-справочник предназначен для инженерно-технических работников проектных, конструкторских, производственных и других организаций, связанных с изготовлением, применением и эксплуатацией промышленной трубопроводной арматуры. Оглавление 1. К…
Справочник
формат djvu
размер 17.58 МБ
добавлен 07 августа 2010 г.
В номенклатурном каталоге-справочнике приведена номенклатура и основные технические характеристики трубопроводной арматуры и приводов к ней, выпускаемых производственными предприятиями России и стран СНГ. Каталог-справочник предназначен для инженерно-технических работников проектных, конструкторских, производственных и других организаций, связанных с изготовлением, применением и эксплуатацией промышленной трубопроводной арматуры. Оглавление 1. З…
Справочник
формат djvu
размер 15 МБ
добавлен 07 августа 2010 г.
В номенклатурном каталоге-справочнике приведена номенклатура и основные технические характеристики трубопроводной арматуры и приводов к ней, выпускаемых производственными предприятиями России и стран СНГ. Каталог-справочник предназначен для инженерно-технических работников проектных, конструкторских, производственных и других организаций, связанных с изготовлением, применением и эксплуатацией промышленной трубопроводной арматуры. Оглавление 1. К…
Реферат
формат doc
размер 770.5 КБ
добавлен 02 сентября 2009 г.
14с. Выбор трубопроводной арматуры является ответственным этапом проектирования трубопроводной системы, поскольку во многих случаях надежность и долговечность арматуры определяет собой надежность и долговечность всей трубопроводной системы. В результате выбора арматуры должны быть определены конструкции, в оптимальной степени удовлетворяющие всем техническим и экономическим требованиям, предъявляемым к арматуре. Выбор должен производиться на осно. ..
М.: Издательство МЭИ, 2001 — 368 с., ил. ISBN 5-7046-0699-7. Справочное пособие подготовлено по заказу ГУП `ВО `Технопромэкспорт`. Представлены технические характеристики и нормативы, относящиеся к трубопроводной арматуре и ее комплектующим. Даны рисунки и описания конструкций, основные технические данные по отечественной серийной трубопроводной арматуре и комплектующим, представлены сравнительные данные с зарубежными аналогами. Приводится справ…
АРМАТА — Трубопроводная арматура
Скачать ГОСТ
Трубопроводная арматура часто играет ключевую роль в функционировании технологических линий многих производств. Под этим словосочетанием обычно понимают комплекс устройств, применяющихся для контроля потока рабочей среды (газа, нефти, воды, химических растворов и т.д.), в магистральных и прочих трубопроводах. Требования к данным устройствам достаточно высоки, ведь некачественный элемент трубопроводной арматуры, выполненный или установленный ненадлежащим образом, способен повлечь за собой крупную техногенную аварию. Поэтому от правильно выбранных поставщиков арматуры во многом зависит исправное функционирование технических комплексов.
Вся продукция завода «АРМАТА» защищена гарантиями производителя и увеличенным сроком эксплуатации. Наша приоритетная задача – производить надежную, долговечную и безопасную в эксплуатации продукцию, и мы планомерно совершенствуемся, тестируем работу нашей продукции на испытательных стендах, а также изучаем её в процессе эксплуатации, разрабатываем те её характеристики, которые требуются нашим заказчикам, поддерживая с ними актуальные связи, вносим при необходимости изменения в конструкции. На заводе работает сплоченный коллектив конструкторов, обладающих богатейшим опытом.
Мы:
перенимаем опыт передовых зарубежных и отечественных производств и постоянно совершенствуем свои знания и умения;
модернизируем традиционные изделия и разрабатываем новые в собственном конструкторском отделе;
проводим испытания всей продукции на собственной испытательной базе;
каждый сотрудник нашего завода несет персональную ответственность за качество своей работы;
осуществляем дополнительный выходной контроль выходных параметров, за что отвечает привлечённый нами специалист из известного германского концерна.
Результат: надежная, безопасная в эксплуатации арматура регулирующая и запорная, обладающая большим ресурсом.
Мы постоянно развиваемся и развиваем свое производство!
Функционирование по ISO 9001. Арматура отечественного производства имеет приемлемую цену при неизменно высоком качестве. Чтобы достичь этого мы тщательно выбираем материалы и комплектующие, совершенствуем конструкцию изделий и технологию производства, повышаем квалификацию персонала.
Арматура имеет упрочненную конструкцию. Наш конструкторский отдел, используя современное программное обеспечение, постоянно работает над повышением устойчивости к рабочей среде и оптимизации прочностных характеристик конструкции.
Арматура надежна в работе, безотказна и долговечна. Эти показатели обеспечиваются, наличием полного технологического цикла от проектирования до выпуска готовой продукции, контролем качества всех этапов производства (ISO 9001), использованием качественного сырья и комплектующих.
Трубопроводная арматура может быть индивидуально разработана в соответствии со специальными требованиями заказчика. Возможно производство нестандартных исполнений и типоразмеров.
Действует программа увеличенного гарантийного срока и срока эксплуатации.
(справочно : краткий обзор)
Виды трубопроводной арматуры.
На сегодняшний день на рынке трубопроводной арматуры представлено большое количество поставщиков и производителей, а номенклатура поставляемой продукции насчитывает тысячи наименований. В таком огромном сегменте порой непросто сориентироваться и сделать правильный выбор.
Применительно к трубопроводной арматуре можно говорить о двух основных принципах классификации – видах и типах арматуры.
Мир трубопроводной арматуры огромен и разнообразен, и при первом знакомстве может показаться хаотичным и малопонятным. Но если разобраться в принципах его классификации, предложенной в нормативных документах, он станет хорошо структурированным и упорядоченным. Классификация – очень удобный и полезный инструмент, отводящий каждому изделию свое место и позиционирующий его относительно других изделий, задач, которые он должен решать, принципиального устройства, особенностей конструктивного исполнения, использованных в нем материалов и т. д.
Своего рода водоразделом между различными видами арматуры является ее функциональное назначение, в зависимости от которого она распадается на несколько крупных сегментов: запорная, обратная, предохранительная, распределительно-смесительная, регулирующая, отключающая.
Запорная арматура является одним из наиболее распространенных и востребованных видов трубопроводной арматуры. Благодаря ее использованию удаётся в той или иной степени герметичности перекрывать поток рабочей среды. Поэтому герметичность и ресурс герметичности служат базовыми показателями её функциональности и качества. Применительно к запорной арматуре говорят о двух состояниях – «открыто» и «закрыто». Промежуточное положение рабочего органа может не предусматриваться.
Сфера её применения чрезвычайно широка и охватывает морской транспорт, глубоководные аппараты, авиационную и космическую технику, атомную энергетику и, конечно же, кровеносные сосуды российской экономики – магистральные нефте- и газопроводы.
Современный трубопровод представляет собой сложный комплекс инженерных сооружений, любые сбои в работе которых, чреватые нарушением нормального хода технологического процесса, могут привести к тяжелейшим экономическим и экологическим последствиям. Повсеместное распространение запорной арматуры ярко иллюстрирует тот факт, что по умолчанию слова «запорный», «запорная» в сочетании с типом (подробнее о типах будет сказано ниже) арматуры не применяют. Например, не говорят «запорная задвижка», хотя именно задвижки являются самым распространенным типом запорной арматуры.
Обратная арматура служит для автоматического предотвращения обратного потока рабочей среды.
Задача предохранительной арматуры ─ защитить оборудование от аварийного превышения давления или иных параметров рабочей среды посредством автоматического сброса ее избытка. Пожалуй, одним из самых ярких примеров предохранительной арматуры является предохранительный клапан, установленный на паровом котле.
Предохранительная арматура вносит весомый вклад в обеспечение безотказной работы и общей надежности систем трубопроводного транспорта, промышленных и энергетических установок. Она сводит на нет последствия выхода параметров рабочей среды за границы допустимого, по какой бы причине они не происходили: поломка оборудования, ошибка обслуживающего персонала, внутренние физические процессы или воздействие сторонних факторов.
С помощью распределительно-смесительной арматуры происходит распределение потока рабочей среды по определенным направлениям и его смешивание. Впрочем, возможно полное «разделение труда». В этом случае трубопроводная арматура, предназначенная только для распределения потока, называется распределительной, а только для его смешивания ─ смесительной.
Очень важное место в общей номенклатуре трубопроводной арматуры занимает регулирующая арматура, обеспечивающая точное и надежное регулирование параметров рабочей среды, без чего невозможна организация экономичных и безопасных технологических процессов и формирование сложных многокомпонентных производственных цепочек.
Регулирующая арматура в своем «чистом» виде и в комбинации с запорной обеспечивает условия нормального функционирования оборудования и его хорошую управляемость на самых ответственных объектах, включая АЭС. На фоне усложнения условий работы в электроэнергетике (повышение начальных параметров теплоносителей, рост единичной мощности энергетических установок) ее актуальность только возрастает.
Отключающая арматура (иногда ее называют защитной) предназначена для перекрытия потока рабочей среды при превышении заданной, непредусмотренной технологическим процессом, величины скорости его течения за счет изменения перепада давления на чувствительном элементе. Отличие от предохранительной трубопроводной арматуры в том, что поток не стравливается, а лишь отключается конкретный элемент.
К комбинированной относится арматура, сочетающая функции вышеупомянутых видов. Они носят «говорящие» названия, из которых следует, функции каких видов арматуры они совмещают. Например, запорно-регулирующая арматура (не рекомендуется называть запорно-дроссельная) или запорно-обратная арматура.
Невозвратно-запорная и невозвратно-управляемая арматура выполняют функцию обратной арматуры, в которой может быть осуществлено принудительное закрытие или ограничение хода запирающего элемента, а в невозвратно-управляющей ─ еще и ограничение его хода.
Типы трубопроводной арматуры
Основных типов арматуры еще меньше, чем видов ─ всего четыре: задвижка, клапан, кран, дисковый затвор. Принадлежность к каждому из них определяется конструктивными особенностями, выражающимися в направлении перемещения запирающего или регулирующего элемента относительно потока рабочей среды.
Тип арматуры, у которой запирающий или регулирующий элемент перемещается перпендикулярно к оси потока рабочей среды, носит название задвижка.
Клапан (лучше не называть его вентилем из-за неоднозначности и расплывчатости этого термина) ─ тип арматуры, у которой запирающий или регулирующий элемент перемещается параллельно оси потока рабочей среды.
В кране запирающий (регулирующий) элемент, выполненный в форме тела вращения или его части, поворачивается вокруг собственной оси (этому может предшествовать возвратно-поступательное движение) произвольно расположенной по отношению к направлению потока рабочей среды.
В дисковом затворе (также эти устройства называют заслонками, поворотными затворами, герметичными клапанами) имеющий форму диска запирающий (регулирующий) элемент поворачивается вокруг оси, расположенной перпендикулярно или под углом к направлению потока рабочей среды. Наиболее часто такая арматура применяется при больших диаметрах трубопроводов, малых давлениях среды и пониженных требованиях к герметичности рабочего органа, в основном в качестве запорной арматуры. В связи с некоторой схожестью формы затвора с бабочкой в англоязычных странах дисковые затворы носят название butterfly valve.
Каждый из этих типов поддается более детальному структурированию. Так, задвижки в зависимости от конструкции седла и затвора бывают клиновыми и параллельными, с выдвижным или не выдвижным штоком (шпинделем).
Клапаны с затвором в форме тарелки называют тарельчатыми, а в виде конусной иглы ─ игольчатыми. Кроме того, клапаны могут быть односедельными и двухседельными.
Краны разделяют на конусные, цилиндрические, шаровые.
В дисковых затворах запирающий элемент может перекрывать проход рабочей среде через кольцевое седло в корпусе путём поворота (как правило на 90°) затвора вокруг оси, перпендикулярной направлению потока среды, при этом ось вращения диска может являться его собственной осью (осевые дисковые затворы) или же не совпадать с осью (эксцентриковые дисковые затворы). И т.д. и т.п.
У каждого из перечисленных типов трубопроводной арматуры свои преимущества и недостатки, а в соответствии с ними – более и менее предпочтительные области применения.
Так, особенностью задвижек являются значительная строительная высота (размер от горизонтальной оси проходного сечения корпуса арматуры до верхнего торца шпинделя, штока или привода при полном открытии арматуры), малая строительная длина (линейный размер арматуры между наружными торцевыми плоскостями ее присоединительных частей к трубопроводу или оборудованию), малое гидравлическое сопротивление, большое усилие на привод затвора, достаточно неторопливое срабатывание, а при загрязненных жидкостях – износ поверхности седла. Задвижки гораздо лучше справляются с ролью запорной арматуры, нежели регулирующей.
В отличие от задвижек самый распространенный вид трубопроводной арматуры ─ клапаны ─ обладают малой строительной высотой, большой строительной длиной, быстрым срабатыванием, значительным гидравлическим сопротивлением, высокой герметичностью. Клапаны входят в конструкцию большинства регуляторов.
Краны, так же как и клапаны, имеют малую строительную высоту и быстрое срабатывание. И как задвижки ─ малую строительную длину.
У дискового затвора (от названия «заслонка» правильнее воздержаться) малые строительная высота, строительная длина, усилие на привод затвора, гидравлическое сопротивление и быстрое срабатывание.
Разновидности трубопроводной арматуры
Подобно тому, как в математике множества распадаются на подмножества, виды арматуры можно структурировать на разновидности.
разновидности по назначению и области применения
Самое большое из этих «подмножеств» – разновидности по назначению и области применения.
В качестве классификационных признаков могут быть использованы особенности эксплуатации – вакуумная арматура, криогенная арматура; или особенности функционирования, например, отсечная арматура (запорная арматура с минимальным временем срабатывания). Основанием для разделения также являются: место установки (приемная арматура ─ обратная арматура, устанавливаемая на конце трубопровода перед насосом) и наличие дополнительных опций (арматура с обогревом).
Но наиболее весомая причина разделять трубопроводную арматуру на разновидности ─ ее назначение: контрольная арматура, противопомпажная арматура, редукционная арматура, спускная арматура, пробно-спускная арматура и т. д.
Области применения трубопроводной арматуры не могут не накладывать на нее особые требования. Арматура, используемая в газовом хозяйстве, должна быть герметичной в связи с высокой пожаро- и взрывоопасностью являющегося в данном случае рабочей средой – газа.
Трубопроводная арматура для нефтедобывающей и нефтеперерабатывающей отраслей из-за достаточно высокой химической агрессивности нефти должна обладать повышенной коррозионной стойкостью. Еще более агрессивная среда, включая концентрированные кислоты и щелочи, воздействует на трубопроводную арматуру, применяемую в химической промышленности.
разновидности по присоединению к трубопроводу
По этому признаку арматуру разделяют на фланцевую, бесфланцевую, межфланцевую (т.е. бесфланцевую, устанавливаемую между фланцами трубопровода). Муфтовая арматура снаряжена присоединительными патрубками с внутренней резьбой. Арматура под приварку – патрубками для приварки к трубопроводу. Присоединительные патрубки есть и у штуцерной арматуры.
разновидности по конструкции и формообразованию корпуса
Исходя из положения патрубков, можно говорить о проходной арматуре (присоединительные патрубки соосны или взаимно параллельны) или угловой арматуре (оси входного и выходного патрубков расположены перпендикулярно или не параллельно друг другу). Производится также арматура со смещенными осями патрубков.
Если площадь сечения проточной части меньше площади отверстия входного патрубка ─ это неполнопроходная арматура. Если примерно равна или больше ─ полнопроходная арматура.
По методу изготовления корпусных деталей выделяют арматуру литую, литосварную, литоштампосварную, штампосварную.
разновидности по типу уплотнений
Арматура, у которой герметизация штока, шпинделя или иного подвижного элемента относительно окружающей среды обеспечивается сальниковым уплотнением, носит название сальниковая арматура.
Арматура, у которой для герметизации сальниковое уплотнение не применяется, называется бессальниковой арматурой. В этот разряд попадают сильфонная и мембранная арматура.
Трубопроводной арматуре предъявляется столь широкий набор требований, что зачастую технические решения, с помощью которых можно добиться их выполнения, вступают в конфликт между собой, и появление большого числа разнообразных конструкций является одним из путей его преодоления. А классификация ─ лучший способ в этом разнообразии не потеряться. Выше мы и попытались очень кратко это сделать.
Трубопроводная арматура цены, запорная арматура прайс, назначение
Каталог оборудования
Затворы дисковые
Затворы дисковые с рукояткой
Затворы дисковые с пневмоприводом
Затворы дисковые с электроприводом
Затворы обратные
Шаровые краны
Задвижки шиберные
Компенсаторы
Обратный клапан
Фланцы
Шланговая арматура
Вставки
Производство РТИ
Шкафы управления
Дисковые затворы для пожаротушения
Арматура трубопроводная промышленная поставляется нами практически во все регионы России. Мы осуществляем техническую поддержку поставляемого оборудования и даем Вам возможность не только купить трубопроводную арматуру: дисковые затворы, шиберные задвижки, шаровые краны, но и получить необходимые технические данные и чертежи выпускаемой продукции для проектирования трубопроводов различного назначения. Наш демонстрационный зал, собственный конструкторский отдел и высококвалифицированный персонал помогут Вам выбрать нужный вид трубопроводной арматуры и правильно его эксплуатировать в дальнейшем.
В стенах предприятия постоянно разрабатываются и тестируются новые конструкции затворов. Многие из наших разработок уже защищены свидетельствами об авторском праве и имеют все необходимые сертификаты соответствия (дисковые затворы серий: «Универсал» , «Стандарт», «Эксклюзив», «Эксклюзив-М», «Атлант» и др.)
Мы осуществляем продажу трубопроводной арматуры для: нефтегазоперерабатывающей и нефтегазодобывающей отрасли; химической, металлургической промышленности; теплоэнергетики; атомных электростанций; систем водоснабжения и тепловых сетей жилищно-коммунального хозяйства, строительных организаций, пищевых комбинатов и других сложных производственных объектов.
Номенклатура предприятия насчитывает более 2500 типов запорной конкурентоспособной арматуры и постоянно расширяется.
Исполнительные механизмы
Запорная и регулирующая арматура (дисковые затворы , краны шаровые, шиберные задвижки), выпускаемая АО «АРМАТЭК», может быть укомплектована различными типами исполнительных механизмов: ручным приводом (рукоятка, редуктор), пневмоприводном, электроприводом.
По требованию заказчика исполнительные механизмы могут быть укомплектованы дополнительными опциями.
Наш успех работает на Вас. Мы гарантируем:
• Поставку трубопроводной арматуры, прошедшую приемо-сдаточные испытания на испытательных стендах компании.
• Большой выбор типоразмеров выпускаемого оборудования: диаметры от 10 до 1600 мм, на давление от 1,0 до 6,3 МПа, рабочую температуру до + 400* С и широкий спектр условий эксплуатации.
• Надежность и безопасность нашей продукции подтверждена сертификатами соответствия ГОСТ Р и разрешением на применение оборудования .
• Оперативность поставки любой единицы продукции в Вашем регионе.
• Профессиональную техническую поддержку.
• Разумные и стабильные цены.
Наличие постоянного склада комплектующих позволяет нам в течении 3 рабочих дней произвести трубопроводную арматуру по Вашей заявке с учетом всех специальных требований. Благодаря этому купить трубопроводную арматуру у нашей компании можно легко и быстро.
Мы готовы Вам предложить арматуру промышленную трубопроводную:
• Дисковые затворы межфланцевые с ручным управлением, с пневмоприводом, с электроприводом.
• Затворы дисковые трехэксцентриковые
• Затворы дисковые для пожаротушения
• Шаровые краны фланцевые, под приварку, муфтовые
• Шиберные задвижки
• Шланговую арматуру
• Защитную арматуру (клапаны и затворы обратные)
• Вставки (монтажные и переходные)
• Резиновые компенсаторы
• Шкафы управления
• Разбрызгивающие устройства(сопла)
Продажа и сервис оборудования
Мы производители продукции. Это позволяет нам постоянно оптимизировать производство продукции и сохранять конкурентоспособные цены трубопроводной арматуры. Мы активно развиваем взаимоотношения с прямыми (конечными) потребителями нашей продукции. Это позволяет нам сократить временные затраты на получение данных о всех необходимых технических требованиях к продукции, а также осуществить качественный подбор оборудования.
Дисковые затворы компании «АРМАТЭК» — это надежное оборудование, отвечающее всем Вашим индивидуальным требованиям, прошедшее многоступенчатый контроль качества, дающее Вам гарантию в бесперебойной работе на долгие годы. Гарантия подтверждена индивидуальным паспортом на каждое изделие.
Стандарты качества
Продукция АО «АРМАТЭК» отвечает современным стандартам качества. Мы гарантируем заказчику надежность оборудования потому, что на каждом этапе производственного цикла осуществляется критическая оценка степени соответствия продукции установленным нормативам, а так же в обязательном порядке проводятся приемно-сдаточные испытания всей трубопроводной арматуры.
Повышенное внимание к технологическому процессу позволило нам увеличить гарантийные обязательства на затворы дисковые до 18-24 месяцев в зависимости от рабочей среды.
Срок поставки оборудования стандартной комплектации и запасных частей осуществляется в максимально сжатые сроки (5-15 дней).
Как купить дисковый затвор?
Выбор оборудования осуществляется на основании требований к его задачам и функциям. Нам важно знать в каких условиях будет эксплуатироваться дисковый затвор (оборудование), а именно: рабочую среду и ее химический состав, температуру рабочей среды, климатическое исполнение (температуру окружающей среды).
Какую функцию будет выполнять арматура: запорную или регулирующую, а также какие требования по безопасности предъявляются к трубопроводной арматуре на Вашем объекте (предприятии).
Менеджеры нашего коммерческого отдела, прекрасно ориентирующиеся в номенклатуре нашего оборудования, помогут вам сделать выбор среди широкого ассортимента запорной арматуры. Мы рекомендуем обратиться за помощью к нашим специалистам, если вы хотите заменить используемую трубопроводную арматуру на оборудование производства АРМАТЭК. Они подберут Вам дисковый затвор или шаровой кран в том исполнении и с тем исполнительным механизмом, которые обеспечат стабильную и бесперебойную работу в Ваших производственных линиях.
Для быстрого подбора оборудования необходимо заполнить опросный лист или сообщить нам следующие данные: давление среды, температура среды трубопровода, состав среды, условия эксплуатации и климатические условия, вид присоединения к трубопроводу и вид исполнительного механизма. Эти данные нужно оправить по электронной почте: [email protected].
Производственная компания АРМАТЭК – это более 30 лет уверенной работы на рынке РФ.
Доверьте свой выбор нам, мы гарантируем качество!
Подобрать трубопроводную арматуру в отделе заказов по телефону: (812)611- 08- 45 или воспользоваться формой:«подбор арматуры».
Политика защиты и обработки персональных данных пользователей
Ведомость результатов проведения специальной оценки условий труда 2017 года
Ведомость результатов проведения специальной оценки условий труда 2022 года
ГОСТ 4.114-84 Система показателей качества продукции. Арматура промышленная трубопроводная. Номенклатура основных показателей
Текст ГОСТ 4.114-84 Система показателей качества продукции. Арматура промышленная трубопроводная. Номенклатура основных показателей
государственный стандарт
СОЮЗА ССР
СИСТЕМА показателей качества продукции
АРМАТУРА ПРОМЫШЛЕННАЯ ТРУБОПРОВОДНАЯ
номенклатура основных показателей
ГОСТ 4.
114—84
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
УДК 621.643 : 6J8.562 : 006.354 Группа T5f
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР-
Система показателей качества продукции
АРМАТУРА ПРОМЫШЛЕННАЯ ТРУБОПРОВОДНАЯ
Номенклатура основных показателей
Product-quality index system.
Industrial pipe-line fittings.
Nomenclature of main indices
ГОСТ
4.114-84
ОКП 37 0000
Постановлением Государственного комитета СССР по стандартам от 8 августа 1984 г. № 2812 срок введения установлен
с 01.07.8S
Настоящий стандарт распространяется на группы однородной продукции промышленной трубопроводной арматуры (далее — арматура) — задвижки, вентили, клапаны, краны, затворы и другие виды и устанавливает номенклатуру основных показателей качества.
1. НОМЕНКЛАТУРА ОСНОВНЫХ ПОКАЗАТЕЛЕЙ КАЧЕСТВА АРМАТУРЫ
1.1. Номенклатура, обозначение и характеристика казателей качества приведены в табл. 1.
2.2.1. Средний ресурс до капитального ремонта (списания), цикл (ч)
2.2.2. Установленный ресурс до капитального ремонта (списания), цикл (ч)
2-2.3. Средний срок службы до капитального ремонта (списания), лет
2.2.4. Установленный срок
службы до капитального ремонта (списания), лет
То
Т р.ср.ки(сп)
Тр.уст.КП (СИ)
Гсл.ср.кп(сп)
Т сл.уст.кл(сп)
Безотказность
Долговечность
То же
»
3. Показатели технологичности
3.1. Масса, кг
М \ Материалоемкость
Остальные показатели качества арматуры в зависимости от конструкции и характера применения — по нормативно-технической документации.
2. ПРИМЕНЯЕМОСТЬ ПОКАЗАТЕЛЕЙ КАЧЕСТВА АРМАТУРЫ
2.1. Применяемость показателей качества-в зависимости от вида арматуры приведена в табл. 2.
I а б ,1 и ц а 2
Вид арматуры
Наименование показателей качества . Г
—
+-
Условный проход
-Г
-Ь
4-
Наработка на отказ
Средний ресурс до капитального ре-
—
±;
монта (списания)
Установленный ресурс до капитально-
±;
*
±
го ремонта (списания)
Средний срок службы до капитально-
±
го ремонта (списания)
Установленный срок службы до капп-
—
—
-4
4-
тального ремонта (списания)
±
±
Примечание. Знак «+» означает применяемость, знак «—» неприменяе-мость, знак «±» ограниченную применяемость показателей качества.
2.2. Показатели «мощность электромагнита», «мощность электродвигателя» и «масса» допускается устанавливать в технических условиях на конкретный тип арматуры.
Редактор М. А. Глазунова Технический редактор .9. В. Митяй Корректор С. И. Ковалева
Сдано в наб. 17.12.85 Поди, в печ. 19.04.86 0,25 уел. п. л. 0,25 уел. кр.-отт. 0.21 уч.-нзд. л.
Вильнюсская типография Издательства стандартов, ул. Миндауго, 12/14. Зак. 5404.
Изменение № 1 ГОСТ 4.114—84 Система показателей качества продукции. Арматура промышленная трубопроводная. Номенклатура основных показателей
Утверждено и введено в действие Постановлением Государственного комитета СССР по стандартам от 05.02.87 № 187
Дата введения 01.07.87
Пункт 1,1. Та блицу 1 дополнять показателем — 2.1.2:
Наименование показателя качества
Обозначение
показателя
качества
Наименование характеризуемого свойства
2.1.2.
казная
Установленная безот-наработка, цикл (ч)
Безотказность
Пункт 2. 1. Таблица 2. Заменить наименование: «Вид арматуры» на «Применяемость показателя по видам арматуры»;
после показателя «Наработка на отказ» дополнить показателем качества н соответствующими обозначениями:
Вид арматуры
Наименование показателя качества
запорная
обратная
регулирующая
предохра
нительная
Установленная безотказная наработка
±
Раздел 2 дополнить пунктом — 2.3: «2.3. Применяемость показателей качества арматуры, используемых при разработке государственных стандартов, технических заданий ТЗ, технических условий и карт технического уровня приведена в табл. 3.
(Продолжение изменения к ГОСТ 4.114—84}
Таблице 3
Номер показателя по табл. 1
Применяемость понааателя в НТД
стандарты (кроме ГОСТ ОТТ)
тз
ТУ
КУ
1. 1
4-
4-
4-
+
1.2
+
+
4*
+
1.3*
4-
Ч~
4-
1.4
—.
—.
4-
4-
1.5
±
4;
it
-4-
1.6
±
±
±
±
1.7
±
dt
±
±
1.8**
+
+
+
Л-
1.9
4-
+
+
4-
2.1.1
db
±:
2.1.2
±
2. 2.1
±
±
±
it
2.2.2
±
«f»
2.2.3
±
±
*4“
±.
2.2.4
±
±_
±
3.1
+
+
+
* Для арматуры с электромагнитным приводом.
** Для предохранительной арматуры.
Примечание. Знак «+» означает применяемость, знак «—» неприменяемость, знак «±» ограниченную применяемость показателей качества.
(ИУС № 5 1987 г.)
Библиотека государственных стандартов
Испытания и Сертификация Испытательный центр Орган по сертификации Строительная экспертиза Обследование зданий Тепловизионный контроль Ультразвуковой контроль Проектные работы Контроль качества строительства Скачать базы Государственные стандартыДекларация о соответствии Единый перечень продукции ТС Классификатор государственных стандартов Общероссийский классификатор стандартов Авиационная и космическая техника Бытовая техника и торговое оборудование. Отдых. Спорт Военная техника Гидравлические и пневматические системы и компоненты общего назначения Арматура трубопроводная Вакуумная технология Вентиляторы. Фены. Кондиционеры Компрессоры и пневматические машины Насосы Объемные гидроприводы и пневмоприводы Резервуары для хранения жидкостей и газов Трубопроводы и их компоненты Компоненты трубопроводов прочие Металлические фитинги Пластмассовые трубы Пластмассовые фитинги Рукава и рукава в сборе Трубопроводы и их компоненты в целом Трубы и фитинги из других материалов Трубы из цветных металлов Уплотнения для труб и рукавов в сборе Фланцы, муфты и соединения Чугунные и стальные трубы Горное дело и полезные ископаемые Гражданское строительство Добыча и переработка нефти, газа и смежные производства Дорожно-транспортная техника Железнодорожная техника Здравоохранение Информационные технологии. Машины конторские Испытания Лакокрасочная промышленность Математика. Естественные науки Машиностроение Металлургия Метрология и измерения. Физические явления Механические системы и устройства общего назначения Общие положения. Терминология. Стандартизация. Документация Охрана окружающей среды, защита человека от воздействия окружающей среды. Безопасность Подъемно-транспортное оборудование Производство пищевых продуктов Резиновая, резинотехническая, асбесто-техничекая и пластмассовая промышленность Сельское хозяйство Стекольная и керамическая промышленность Строительные материалы и строительство Судостроение и морские сооружения Текстильное и кожевенное производство Телекоммуникации.аудио-и видеотехника Технология переработка древесины Технология получения изображений Точная механика. Ювелирное дело Упаковка и размещение грузов Услуги. Организация фирм, управление и качество. Администрация. Транспорт. Социология. Химическая промышленность Целлюлозно-бумажная промышленность Швейная промышленность Электроника Электротехника Энергетика и теплотехника Обязательная сертификация Окп Тематические сборники Технические регламенты РФ Технические регламенты Таможенного союза Строительная документацияТехническая документацияПоддержать проект
Поддержать проект
Скачать базу одним архивом
Скачать обновления
Дата актуализации: 01.
06.2022
[1] 2 3 4 5 6 7 . . . 31 (308 найдено)
Обозначение
Дата введения
Статус
ГОСТ 2.785-70 Единая система конструкторской документации. Обозначения условные графические. Арматура трубопроводная
01.01.1971
действует
Название англ.: Unified system for design documentation. Graphic designations. Pipeline accessories Область применения: Настоящий стандарт устанавливает условные графические обозначения трубопроводной арматуры в схемах и чертежах всех отраслей промышленности и строительства. Стандарт не распространяется на гидравлические и пневматические приводы и изделия основного производства авиационной техники Нормативные ссылки: ГОСТ 11628-65 в части трубопроводной арматуры;ГОСТ 3463-46 в части трубопроводной арматуры
ГОСТ 4. 114-84 Система показателей качества продукции. Арматура промышленная трубопроводная. Номенклатура основных показателей
01.07.1985
не действует в РФ
Название англ.: Product quality ratings system. Industrial pipe-line fittings. Nomenclature of main characteristics Область применения: Настоящий стандарт распространяется на группы однородной продукции промышленной трубопроводной арматуры — задвижки, вентили, клапаны, краны, затворы и другие виды и устанавливает номенклатуру основных показателей качества Нормативные ссылки: ГОСТ Р 53674-2009
ГОСТ 12.2.063-81 Система стандартов безопасности труда. Арматура промышленная трубопроводная. Общие требования безопасности
01.01.1983
не действует в РФ
Название англ.: Occupational safety standards system. Industrial pipeline valves. General safety requirements Область применения: Настоящий стандарт распространяется на промышленную трубопроводную арматуру и приводные устройства к ней и устанавливает общие требования безопасности при проектировании, изготовлении, испытании, монтаже и эксплуатации. Стандарт не распространяется на арматуру, изготовляемую по ГОСТ 1926-80
ГОСТ 356-80 Арматура и детали трубопроводов. Давления условные, пробные и рабочие. Ряды
01.01.1981
действует
Название англ.: Valves and parts of pipe-lines. Conditional, test and operational pressures. Series Область применения: Настоящий стандарт распространяется на арматуру и детали трубопроводов (тройники, колена, отводы, переходы, фланцы и др.) и устанавливает ряды условных, пробных и рабочих давлений. Стандарт не распространяется на трубопроводы в собранном виде, арматуру и детали трубопроводов, на которые распространяются «Правила устройства и безопасной эксплуатации оборудования атомных электростанций, опытных и исследовательских ядерных реакторов и установок», а также на объемные гидроприводы, пневмоприводы и смазочные системы Нормативные ссылки: ГОСТ 356-68, СТ СЭВ 253-76
ГОСТ 4666-75 Арматура трубопроводная. Маркировка и отличительная окраска
01.01.1976
не действует в РФ
Название англ.: Valves. Marking and distinctive painting Область применения: Настоящий стандарт распространяется на трубопроводную арматуру и приводные устройства к ней и устанавливает ее маркировку и отличительную окраску. Стандарт не распространяется на арматуру специального назначения Нормативные ссылки: ГОСТ 4666-65, ГОСТ 26.008-85;ГОСТ 26.020-80;ГОСТ 2171-90;ГОСТ 2930-62;ГОСТ 26349-84;ГОСТ 28338-89;СТ СЭВ 4369-83
ГОСТ 5260-75 Маховики чугунные для трубопроводной арматуры. Типы, основные размеры и технические требования
01.01.1977
действует
Название англ.: Cast iron handwheels for pipeline armature. Types, basic dimensions and technical requirements Область применения: Настоящий стандарт распространяется на чугунные маховики для трубопроводной арматуры общего назначения. Стандарт не распространяется на маховики, применяемые в судостроении Нормативные ссылки: ГОСТ 5260-68, ГОСТ 1412-79;ГОСТ 1215-79;ГОСТ 1855-55;ГОСТ 9.073-77
ГОСТ 5525-88 Части соединительные чугунные, изготовленные литьем в песчаные формы для трубопроводов. Технические условия
01.01.1990
действует
Название англ.: Pig iron connecting parts manufactured by pouring into sand moulds for pipelines. Specifications Область применения: Настоящий стандарт распространяется на части соединительные чугунные, изготовленные литьем в песчаные формы для трубопроводов Нормативные ссылки: ГОСТ 5525-61, кроме условных графических обозначений, ГОСТ 1412-85;ГОСТ 3845-75;ГОСТ 9012-59;ГОСТ 10692-80;ГОСТ 22536.0-87;ГОСТ 22536.1-88;ГОСТ 22536.2-87;ГОСТ 22536.3-88;ГОСТ 22536.4-88;ГОСТ 22536.5-87;ГОСТ 22536.6-88;ГОСТ 24648-90
ГОСТ 6527-68 Концы муфтовые с трубной цилиндрической резьбой. Размеры
01.07.1969
действует
Название англ.: Female ends with pipe cylindrical thread. Dimensions Область применения: Настоящий стандарт распространяется на шестигранные муфтовые концы с трубной цилиндрической резьбой литой трубопроводной арматуры общего назначения: из латуни, бронзы и ковкого чугуна — на условное давление Ру не более 25 кгс/кв. см; из серого чугуна — на Ру не более 16 кгс/кв. см Нормативные ссылки: ГОСТ 6527-53, ГОСТ 355-67;ГОСТ 356-68;ГОСТ 6357-52;ГОСТ 10549-63
ГОСТ 8943-75 Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Номенклатура
01.01.1977
действует
Название англ.: Ductile iron and steel fittings with parallel thread for pipelines. Nomenclature Область применения: Настоящий стандарт распространяется на части из ковкого чугуна с цинковым покрытием и без покрытия, с цилиндрической трубной резьбой, предназначенные для соединения водо- и газопроводных труб (с применением уплотнителя) в системах отопления, водопровода, газопровода и в других системах в условиях неагрессивных сред (вода, насыщенный водяной пар, горючий газ и др. ), при температуре проводимой среды не выше 175 град.С и условном давлении: Ру 1,6 МПа (приблизительно 16 кгс/см.кв.) при условных проходах не более Dу 40 мм и Ру 1 МПа (приблизительно 10 кгс/см.кв.) при условных проходах Dу 50-100 мм Нормативные ссылки: ГОСТ 8943-59, ГОСТ 8946-75;ГОСТ 8947-75;ГОСТ 8948-75;ГОСТ 8949-75;ГОСТ 8950-75;ГОСТ 8951-75;ГОСТ 8952-75;ГОСТ 8953-75;ГОСТ 8954-75;ГОСТ 8955-75;ГОСТ 8956-75;ГОСТ 8957-75;ГОСТ 8958-75;ГОСТ 8959-75;ГОСТ 8960-75;ГОСТ 8961-75;ГОСТ 8962-75;ГОСТ 8963-75
ГОСТ 8944-75 Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Технические требования
01.01.1977
действует
Название англ.: Ductile iron and steel fittings with parallel thread for pipelines. Technical requirements Область применения: Настоящий стандарт распространяется на соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов Нормативные ссылки: ГОСТ 8944-59;ГОСТ 8945-59, ГОСТ 8946-75;ГОСТ 8947-75;ГОСТ 8948-75;ГОСТ 8949-75;ГОСТ 8950-75;ГОСТ 8951-75;ГОСТ 8952-75;ГОСТ 8953-75;ГОСТ 8954-75;ГОСТ 8955-75;ГОСТ 8956-75;ГОСТ 8957-75;ГОСТ 8958-75;ГОСТ 8959-75;ГОСТ 8960-75;ГОСТ 8961-75;ГОСТ 8962-75;ГОСТ 8963-75;ГОСТ 1215-79;ГОСТ 6357-81;ГОСТ 10549-80;ГОСТ 2789-73;ГОСТ 1623-61;ГОСТ 356-80;ГОСТ 2. 601-68;ГОСТ 9.014-78
[1] 2 3 4 5 6 7 . . . 31 (308 найдено)
Общие сведения о фитингах для труб. Типы фитингов для труб, материалы и области применения
Фитинги для труб — это компоненты, используемые для соединения секций труб вместе с другими продуктами для контроля жидкости, такими как клапаны и насосы, для создания трубопроводов. Общее значение термина «фитинги» связано с теми, которые используются для металлических и пластиковых труб, по которым проходят жидкости. Существуют также другие формы фитингов для труб, которые можно использовать для соединения труб с поручнями и другими архитектурными элементами, где не требуется герметичное соединение. Фитинги для труб могут быть сварными или резьбовыми, механически соединенными или химически склеенными, чтобы назвать наиболее распространенные механизмы, в зависимости от материала трубы.
Типы фитингов для труб: Ассортимент фитингов для труб, включая тройники и заглушки.
Изображение предоставлено Cegli/Shutterstock.com. Поэтому термин «фитинги для труб» иногда будет упоминаться в контексте труб, а также труб. Хотя по форме они похожи на трубные фитинги, фитинги редко соединяются такими методами, как пайка. Некоторые методы перекрывают друг друга, например, использование компрессионных фитингов, но там, где они являются обычным явлением для соединения труб или трубопроводов, их использование в соединениях труб встречается реже. Достаточно сказать, что, несмотря на общие различия, общее использование терминов может отличаться от поставщика к поставщику, хотя они представляют одни и те же товары.
В этой статье основное внимание будет уделено обсуждению типичных фитингов и методов соединения, связанных с жесткими трубами и трубопроводами, с ограниченным описанием фитингов, связанных с гибкими трубками, трубками или шлангами.
Чтобы узнать больше о разновидностях труб, обратитесь к нашему соответствующему руководству по трубам и трубопроводам.
Объяснение трубных фитингов: материалы для фитингов и производственные процессы
Литой и ковкий чугун
Фитинги для чугунных труб относятся к бесступичным и раструбным типам. Бесступичные конструкции основаны на эластомерных муфтах, которые крепятся к внешнему диаметру трубы или фитинга с помощью хомутов, обычно ленточных хомутов из нержавеющей стали, которые сжимают эластомерный материал и образуют уплотнение. Эти конструкции без втулки или без втулки иногда называют резиновыми трубными муфтами или резиновыми сантехническими муфтами, и они особенно популярны для перехода от одного материала к другому — например, от меди к чугуну. Фитинги с раструбом и втулкой, а иногда и со ступицей и втулкой, сегодня соединяются в основном с помощью эластомерных прокладок, которые устанавливаются внутри раструба и позволяют вставлять гладкий конец трубы или фитинг. Старые системы до 1950-е были зачеканены с использованием комбинации расплавленного свинца и волокнистого материала, такого как пакля. Чугунные трубы иногда соединяют болтовыми фланцами или, в некоторых случаях, механическими компрессионными соединениями. Фланцевые соединения, используемые в подземных установках, могут подвергать трубу осадочным напряжениям, если труба не имеет надлежащей опоры.
Механические компрессионные фланцевые фитинги для железных труб часто используются там, где труба проходит над землей.
Изображение предоставлено Promus/Shutterstock.com
Несмотря на то, что доступны как фитинги для труб из ковкого чугуна, так и фитинги для труб из ковкого чугуна, улучшенные механические свойства и более низкая стоимость ковкого чугуна вызывают сдвиг в сторону более широкого использования этого материала.
Фитинги для стальных (также известных как «черная труба») и оцинкованных труб, используемых в бытовых и коммерческих сантехнических работах, обычно отливаются и называются «фитингами из ковкого чугуна». Они могут быть оцинкованы. диаметра, в настоящее время они обычно не используются, так как нарезание резьбы на трубах большого диаметра считается излишне сложным. 0003
Сталь и стальные сплавы
Фитинги для стальных труб часто выдавливают или натягивают на оправку из сварных или бесшовных труб. В меньших размерах они часто имеют резьбу, соответствующую резьбе на концах трубы. По мере увеличения размеров и давления их часто приваривают по месту либо встык, либо враструб. Фитинги для сварки враструб, обычно кованые, предназначены для труб меньшего диаметра (до NPS 4, но обычно NPS 2 или меньше) и доступны в классах давления 3000, 6000 и 9000, соответствующих Графику 40, 80 и 160. трубка. Муфтовые фитинги привариваются с помощью угловых сварных швов, что делает их менее прочными, чем фитинги, свариваемые встык, но все же предпочтительнее резьбовых фитингов для высокотехнологичных работ. Необходимость компенсационного зазора в фитинге исключает их использование в пищевой промышленности под высоким давлением.
Фитинги и отрезки труб, соединенные стыковыми сварными швами , требуют подготовки концов для обеспечения целостности окончательных сварных соединений.
Изображение предоставлено: mady70/Shutterstock.com
Также используются фланцы
, в результате чего фланцевые участки трубы соединяются болтами. Использование фланцев делает возможным разрыв трубопровода для замены клапанов и т. д. Большинство трубопроводного оборудования, такого как насосы и компрессоры, также подключаются через фланцы по той же причине.
Фланцевые фитинги
доступны в нескольких стилях, рассчитанных на давление и температуру. Эти стили включают внахлестку, сварку в горловину, сварку внахлест, кольцевое соединение, резьбовое соединение и надевание. Резьбовой фланец подходит только для приложений с низким и средним давлением. Другие различные приварные фланцы позволяют использовать более высокие давления. Фланцы внахлестку часто используются там, где часто происходят разъединения, поскольку фланец может свободно вращаться, что упрощает выравнивание отверстий под болты. Особым случаем является так называемый глухой фланец, который используется для герметизации конца трубопровода, но позволяет позже подключиться к другой трубе или оборудованию.
Фланцы могут включать несколько различных методов уплотнения прилегающих поверхностей, включая уплотнительные кольца, уплотнительные кольца и прокладки. Уплотнительные кольца обеспечивают особо плотное соединение и при той же нагрузке на болт, что и плоская прокладка, могут противостоять более высокому давлению.
Прежде всего, три стандарта регулируют фланцы труб. ASME 16.5 определяет фланец ANSI, наиболее часто используемый фланец. ASME B16.47 охватывает две серии, A и B, которые представляют собой изделия большого диаметра. Фланцы серии A тяжелее и толще, чем серии B, для того же давления и размера. Фланцы серии B обычно выбирают для ремонтных работ. ASME B16.1 определяет фланец AWWS, но он предназначен только для фланцев, используемых в системах с питьевой водой при атмосферных температурах. Кроме того, существует так называемый фланец промышленного стандарта, который не определяется руководящим органом, а вместо этого отражает историческую практику. Размеры этих фланцев соответствуют ASME B16. 1, стандарту для фланцев и фланцевых фитингов из чугунных труб классов 25, 125 и 250.
Фланцы с приварной шейкой привариваются встык к аналогично подготовленным концам труб для получения фланцевых концов с эквивалентной целостностью сварной трубы.
Изображение предоставлено: Golf_chalermchai/Shutterstock.com
Трубные фитинги из нержавеющей стали
могут использоваться в санитарных целях, таких как пищевая и молочная промышленность, и обычно оснащены быстроразъемными зажимами, позволяющими демонтировать линию для внутренней очистки. Фланцы для этих зажимных систем доступны в виде привариваемых элементов или, во многих случаях, в виде тройников, тройников и т. д. с фланцем, встроенным в фитинг.
Секции металлических труб также могут быть соединены и собраны как трубопроводы с использованием трубных муфт и других стандартных трубных фитингов с резьбой, таких как металлические торцевые заглушки для труб или 180-градусные колена.
Цветные металлы
Алюминиевые фитинги
обычно отливают. Они доступны во всех тех же формах или формах, что и стальные фитинги. Доступны алюминиевые резьбовые фитинги, такие как колпачки или ниппели, а также фитинги, которые представляют собой сочетание стилей резьбового соединения и соединения под сварку встык. Также существуют варианты сварки внахлест. Для сварки алюминиевых фитингов обычно требуется процесс MIG или TIG.
Алюминиевая труба
также является популярным выбором для создания поручней, и доступно множество фитингов для конструкционных применений, как свариваемых, так и надеваемых/зажимных.
Фитинги из красной латуни
, такие как латунные патрубки для труб, доступны в соответствии с диаметром трубы, и их часто собирают пайкой или пайкой.
Бетон
Фитинги для бетонных труб
доступны в различных стилях, подходящих для их применения в крупных гражданских проектах, таких как управление ливневыми стоками. Помимо типичных соединений звездой, специализированные фитинги включают порталы для служебных отверстий и различные стили хранилищ. В типичных соединениях используются концы фитингов с заплечиками, которые сопрягаются с ответными частями приемных труб. Резиновая прокладка обеспечивает герметичность соединения.
Пластик
Фитинги для пластиковых труб
доступны как со сваркой враструб (иногда называемой сваркой растворителем), так и с резьбой, причем первый вариант является наиболее распространенным. Фитинги для сварки враструб предназначены для химической сварки на месте, что делает установку быстрой и простой. Пластиковые трубы обычно монтируются всухую, а затем маркируются, так как растворитель, используемый для их соединения, особенно быстро действует. Муфты обычно используются для соединения и соединения прямых участков трубы вместе.
Фитинги
доступны в стандартных формах и стилях и с размерными диапазонами материалов, обычных для пластиковых труб, включая ПВХ, ХПВХ, ПЭ, РЕХ, ПП и АБС.
Обычные фитинги для труб из ПВХ включают переходники, отводы, заглушки, тройники, тройники, муфты, соединения и крестовины, и это лишь некоторые из них. Стандартный профиль поперечного сечения для большинства труб или фитингов из ПВХ — круглый, но доступны и другие формы профилей, например, квадратные фитинги из ПВХ. Однако эти альтернативные профили фитингов обычно связаны с трубой из ПВХ, предназначенной для конструкционного использования, например, для ограждений, перил или использования в качестве мебели, и не связаны с трубой из ПВХ, предназначенной для работы с жидкостями. Помимо ПВХ, для конструкционной арматуры могут использоваться и другие материалы, например, фурнитура для перил из оцинкованной трубы.
Другие фитинги из ПВХ включают конструкции с зазубренными вставками, которые предназначены для использования с трубками и вдавливаются в трубку и закрепляются лентообразными зажимами.
Фитинги из CPCV
, а также фитинги из ABS (акрилонитрил-бутадиен-стирол) также обычно соединяются фитингами, свариваемыми растворителем. Также широко доступны подходящие переходники для смены типа материала, например, с ХПВХ на латунь.
В некоторых случаях, когда используются пластиковые трубы, например, в сантехнике для слива раковины, некоторые приспособления для труб, такие как p-образные сифоны, могут быть соединены с помощью резьбового соединения с использованием нейлоновых шайб и стопорной или стопорной гайки. Эта функция облегчает разборку для устранения засоров.
Фитинги для полиэтиленовых труб и фитинги для полипропиленовых труб обычно доступны как с резьбовыми, так и с зазубренными соединениями, а также доступны варианты сварки враструб или с плавлением. Точно так же фитинги для труб ПДВФ выпускаются с раструбными или резьбовыми соединениями.
Там, где требуется воздухонепроницаемое или водонепроницаемое уплотнение, можно использовать нейлоновые фитинги для труб, которые можно использовать с нейлоновыми трубками или трубами, а также с другими типами пластиковых или металлических труб.
Стекло
В некоторых специализированных технологических процессах с жидкостями используются стеклянные трубы и фитинги. Боросиликатное стекло предлагает несколько ключевых преимуществ по сравнению с альтернативными формами трубопроводных систем. Материал имеет высокую чистоту, поэтому не загрязняет технологические жидкости. Естественная прозрачность стекла позволяет контролировать процесс по мере необходимости, а гладкая поверхность предотвращает образование накипи или других остатков на внутренней поверхности трубы.
Лабораторные приложения также могут часто использовать стеклянные трубки и фитинги из стеклянного профиля.
Стеклянную трубу
не следует путать с трубами со стеклянным покрытием, которые правильнее называть трубой со стеклянным покрытием.
Керамическая глина
Фитинги для стеклокерамических труб доступны в типичных конфигурациях, необходимых для канализационных систем. Как и в случае с чугуном, для этих фитингов обычно используется раструбное соединение с уплотнительным кольцом или прокладкой, используемой для герметизации соединения.
Типы трубной арматуры: применение и промышленность
Выноски
Резьбовые фитинги соответствуют стандартному формату на чертежах. Номинальный размер стоит перед описанием. Когда два или более конца фитинга имеют разные размеры, размер участка предшествует размеру ответвлений, или для редукционных фитингов наибольший размер предшествует наименьшему размеру. Таким образом, 1 x 1 x 3/4 Street Tee; Y-образный изгиб 1 x 1x 3/4 45°; крест 1 х 3/4 х 1/2 х 1/4; и так далее. Размер резьбы на резьбовых фитингах будет соответствовать номинальному размеру резьбы трубы, как указано ANSI.
Типы резьбы
В большинстве труб используются резьбовые фитинги, соединения которых обычно характеризуются одной из следующих систем:
Трубная резьба по американскому национальному стандарту (NPT)
Трубная резьба Британского стандарта (BSPT)
Основное различие между ними заключается в угле конуса. В системе NPT угол конусности резьбы составляет 60 градусов, тогда как в фитингах с британской стандартной трубной резьбой (BPST) угол конусности составляет 55 градусов. В дополнение к трубным фитингам с конической резьбой, в этих системах также используются фитинги с прямой трубной резьбой, которые не полагаются на конус для герметизации от потери давления или утечек. Как правило, для обеспечения герметичности стыка или соединения требуется подходящий герметик. Большинство трубных фитингов с резьбой рассчитаны на правостороннюю резьбу, но есть некоторые варианты с левой резьбой (LH).
Также доступны фитинги для метрических труб
, идентифицируемые по номинальному наружному диаметру и шагу резьбы. Таким образом, ниппель для метрической трубы M12 x 1,5 будет иметь внешний диаметр 12 миллиметров и шаг резьбы 1,5 ниппеля на миллиметр.
Резьбовые фитинги обычно имеют внутреннюю резьбу. Исключение составляет уличный фитинг, который в случае простого колена имеет одну наружную и одну внутреннюю резьбу. Трубы легко нарезаются в полевых условиях. Соединение резьбовых труб и фитингов может быть облегчено тефлоновой лентой или компаундом для труб. При нанесении компаунда рекомендуется наносить его только на наружную резьбу, чтобы избежать попадания каких-либо загрязнений в трубопровод при сборке соединения.
Типичный 3D-конвейерный рендеринг.
Изображение предоставлено: cherezoff/Shutterstock.com
Схемы трубопроводов обычно представляют собой однолинейные или двухлинейные чертежи, в зависимости от сложности установки. Там, где зазоры узкие, а также для многих трубопроводов заводского изготовления, используется двухлинейный чертеж, на котором размер трубы показан в масштабе. Для более простых установок достаточно однолинейного чертежа с фитингами, клапанами и т. д., обозначенными символически. Чертежи трубопроводов иногда изображают «развернутыми», что предполагает, что вертикальные трубы развернуты в горизонтальной плоскости или наоборот, что позволяет показать всю систему трубопроводов в одной плоскости.
Велдолец
Эти небольшие привариваемые ответвления укрепляют трубу в месте проделанного отверстия, устраняя необходимость в дополнительном армировании. Различные формы этих фитингов доступны под различными торговыми марками, включая стыковые и раструбные фитинги, резьбовые варианты, а также некоторые специальные конструкции, которые позволяют выполнять соединения на коленях и т. д.
Процесс сварки
Концы труб и фланцы подготовлены под сварку встык в соответствии с толщиной стенки трубы. Для стен толщиной 3/4 дюйма или менее стены скошены до прилежащего угла 70°, и между ними оставлен зазор 3/16 дюйма. Сварщик выполняет корневой проход, заполняющий проход (или проходы) и закрывающий проход, часто меняя присадочный материал между проходами. Для большей толщины труба сужается под таким же углом, но только частично вверх по стене. Кроме того, на внутренней стенке отшлифован небольшой задний угол, служащий местом для опорного кольца. Раструбные сварные швы обычно используются для тонкостенных труб. Процедуры сварки изложены инженером в Спецификациях процедуры сварки, и сварщик, выполняющий сварку, должен быть сертифицирован для конкретного процесса. Трубы иногда должны быть предварительно нагреты перед сваркой и термообработаны после, чтобы уменьшить тепловое напряжение.
Накладной фланец приварен спереди (показан) и сзади. Привинчиваемые фланцы иногда усиливаются аналогичным передним сварным швом.
Изображение предоставлено: 22 августа/Shutterstock.com
Необходимость надлежащей подготовки концов труб и необходимость тщательной подгонки перед соединением фитингов, свариваемых встык, делает использование фитингов под сварку враструб привлекательным. Для фитингов под приварку в раструб не требуется скоса, а сам раструб служит для выравнивания трубы. Единственным особым требованием является то, что труба должна быть немного выдвинута из фитинга, чтобы учесть расширение во время сварки.
Предварительное изготовление секций трубопровода, называемых «катушками», часто выполняется в помещении, где процесс изготовления может быть автоматизирован. Соединения труб могут быть прокатаны на тихоходных токарных станках, чтобы довести работу до сварщика. Можно использовать роботов-сварщиков. Для повышения производительности можно применять такие методы, как дуговая сварка под флюсом.
В качестве альтернативы традиционным сварным трубопроводным системам предлагаются несварные фитинги или соединители для сварных труб. Используя сочетание обжатых механических фитингов с холодной гибкой трубы или трубопровода, это решение устраняет напряжения в трубопроводе в результате операции сварки, снижает затраты и может обеспечить модульную систему, которую легче разобрать или модифицировать по мере необходимости.
Пластиковые трубы и трубы из полиэтилена высокой плотности, в частности, могут быть соединены с помощью тепловой сварки, иногда называемой электромуфтовой сваркой. Трубы могут быть сварены встык или в раструб. Это довольно распространенная практика при монтаже трубопроводов из ПНД большого диаметра. Для выполнения этих сварных швов имеется ряд специализированного оборудования.
Сварочный аппарат для термического соединения секций трубы ПНД.
Изображение предоставлено: Юттана арткла/Shutterstock.com
Как правило, при использовании пластиковых труб и фитингов необходимо учитывать снижение номинальных значений давления в зависимости от размера трубы или фитинга и рабочей температуры. Для материалов из ПВХ и ХПВХ производители рекомендуют снижение номинального давления при температурах выше 73 градусов по Фаренгейту. А для заданной рабочей температуры давление необходимо дополнительно снижать по мере увеличения диаметра трубы или фитинга. Кроме того, использование определенных фитингов, таких как фланцы, соединения или клапаны, может иметь номинальное давление меньше, чем у прямой трубы того же размера.
Формы и стили фурнитуры
Название большинства подходящих фигур говорит само за себя. К общедоступным относятся:
колпачки
заглушки
соски
колена
тройники
тройник
кресты
союзы
втулки
переходники
адаптеры
Трубные заглушки или колпачки можно использовать для герметизации концов труб. Некоторые формы заглушек высокого давления используются для временной герметизации концов труб, чтобы облегчить испытания под давлением в трубопроводах и сосудах под давлением, устраняя при этом необходимость выполнять обычные сварочные операции для проведения этих испытаний.
Механически обработанная трубная заглушка для использования при опрессовке трубопровода
Изображение предоставлено: Mechanical Research & Design, Inc.
Колена
можно приобрести с изгибами 22-1/2°, 45° и 90°. Обратные изгибы используются для перемещения жидкости с полным изменением направления на 180°. Небольшие отрезки трубы с резьбой называются ниппелями. Втулки используются для изменения диаметра труб, как и переходники. Такие термины, как «уличная» и «служебная», характеризуют фитинги с наружной резьбой. Муфты используются для соединения труб с резьбой без необходимости поворачивать любую трубу. Адаптеры позволяют системе переключаться между материалами, например между пластиковой и металлической трубой.
Отводы труб изготавливаются в соответствии со спецификацией и обычно обозначаются кратным диаметру трубы. Например, изгиб 5D в 10-дюймовой трубе будет иметь радиус изгиба, в пять раз превышающий диаметр. Также указывается угол изгиба.
Фитинги для спринклеров
В системах пожаротушения и спринклерах пожаротушения могут использоваться трубы нескольких разновидностей, чаще всего стальные (черные трубы или оцинкованные трубы), медные трубы или пластиковые трубы (ХПВХ и полибутилен разрешены NFPA).
В случае стальных труб фитинги могут иметь резьбу, сварку или использовать нарезанные или накатанные концевые трубы и соединители, в которых используются кольцевые и кулачковые системы для соединения труб друг с другом. Соединители быстро и легко устанавливаются, исключая стоимость и сложность других методов, таких как сварка. В результате эти кольцевые и кулачковые системы, по-видимому, весьма распространены в этой отрасли.
Соединения с прорезями
обычно разрешены техническими условиями для труб сортамента 40 или выше, где более высокие номера сортамента указывают на увеличенную толщину стенки трубы. Типы соединений труб с катаной канавкой допустимы при любой толщине стенки.
Медные трубки, используемые в спринклерных установках, обычно припаиваются, но ограниченное использование паяных соединений разрешено NFPA 13 для применений, характеризующихся низким риском опасности и малой посещаемостью.
Пластиковая труба
может использоваться в некоторых системах пожаротушения и спринклерных установках в соответствии с NFPA 13. Для ХПВХ соединение с помощью растворителя стандартных фитингов для сварки враструб является обычным методом соединения трубных фитингов из ХПВХ со спринклерной трубой. В жилых помещениях с ограниченным освещением также используются трубы из сшитого полиэтилена (PEX). При использовании пластиковых труб необходимо принять дополнительные меры для обеспечения надлежащей поддержки системы и защиты труб и фитингов от прямого воздействия огня.
Co Атрибуты/атрибуты
Падение давления на коленах и фитингах может быть значительным или незначительным, в зависимости от длины системы. Для длинных пробегов это обычно считается «незначительными потерями». Для систем, содержащих минимальное количество прямых труб, эти перепады играют важную роль. Инженеры-трубопроводчики часто определяют и рассчитывают эквивалентную длину для каждого компонента в системе, чтобы получить теоретическую эффективную длину трубопровода, по которой можно оценить ожидаемое падение системы. Такую информацию можно найти в технических справочниках или у самих производителей.
Дополнительные ресурсы
В дополнение к организациям, которые спонсируют коды для труб и трубопроводов, такие как ASTM, ANSI и ASME, следующие торговые организации могут предоставить полезную информацию о различных трубах специального назначения, изготовлении трубопроводов и т. д.
http://www.cispa.org: торговая организация, предоставляющая информацию о чугунных канализационных трубах.
http://www.fpi.com: Организация, занимающаяся изготовлением труб и особенно их сваркой.
http://www.awwa.org: сайт Американской ассоциации водопроводных сооружений.
http://www.opuspiping.org: сайт, разработанный Фондом образования и исследований в области машиностроения (MCERF) в качестве интерактивной онлайн-замены Руководству по установке качественных трубопроводов.
http://www.ncpi.org: торговая организация производителей глиняных труб.
Резюме
В этом руководстве представлены основные сведения о фитингах для труб, их материалах, производстве, конкретных типах, областях применения и особенностях использования. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники или просмотреть сведения о конкретных продуктах.
Сокращения
АБС-акрилонитрил-бутадиен-стирол
AWS — Американское общество сварщиков
DWV — дренаж, отвод и вентиляция
MEP — механика, электрика, сантехника
NPT — коническая трубная резьба National
NPS — прямая трубная резьба National; также Номинальный размер трубы
PCCP — цилиндрическая труба из предварительно напряженного бетона
Стандарты трубной арматуры, Коды трубной арматуры, Промышленные стандарты трубной арматуры
Главная /Руководство покупателя / Стандарты трубной арматуры
Воздействующие факторы
Типы
С быстрым расширением мировой торговли стандартизация различных продуктов стала важным требованием. Стандарты, предъявляемые к различным продуктам, в значительной степени способствуют увеличению международной торговли, что, в свою очередь, устраняет разрыв в качестве между производителями, производителями и покупателями из разных стран. В трубной арматуре стандарты также играют жизненно важную роль. Производство и монтаж трубопроводной арматуры жестко регламентируется различными стандартами и нормами.
Целостность фитингов и фланцев трубопроводной системы зависит от различных принципов, используемых при проектировании, строительстве и обслуживании всей системы. Компоненты трубопроводной арматуры изготавливаются из различных материалов, различных типов и размеров и, следовательно, должны изготавливаться в соответствии с общепринятыми национальными стандартами или в соответствии с запатентованными изготовителями изделиями. Некоторые производители также используют свои собственные внутренние стандарты трубопроводов, основанные на национальных и отраслевых стандартах.
Разница между «Стандартом» и «Кодексами»: Коды трубопроводов подразумевают требования к проектированию, изготовлению, использованию материалов, испытаниям и проверке различных труб и трубопроводных систем. Он имеет ограниченную юрисдикцию, определенную кодексом. С другой стороны, стандарты на трубопроводы подразумевают правила и требования к проектированию и строительству трубопроводов, такие как переходники, фланцы, муфты, отводы, соединения, тройники, клапаны и т. д. Как и код, он также имеет ограниченную область применения, определенную стандартом. Факторы, влияющие на стандарты: «Стандарты» на трубопроводную арматуру основаны на определенных факторах. следующим образом:
Номиналы давление-температура
Размер
Дизайн
Покрытия
Материалы
Маркировка
Концевые соединения
Размеры и допуски
Нарезание резьбы
Коническая форма и т. д.
Типы стандартов на фитинги: Некоторые широко используемые стандарты на фитинги:
ANSI: Американский национальный институт стандартов ANSI — это частная некоммерческая организация. Его основная функция состоит в том, чтобы управлять и координировать добровольную стандартизацию в США и система оценки соответствия. Он предоставляет форум для развития Американские национальные стандарты. ANSI присваивает «номера расписаний». Эти числа классифицируют толщину стенок для различных применений под давлением.
ASME: Американское общество инженеров-механиков Это одна из известных в мире организаций, занимающихся разработкой кодексы и стандарты. Номер расписания для начала фитингов труб из ASME/ANSI B16. Различные классификации ASME/ANSI B16 Стандарты для различных трубных фитингов следующие:
ASME/ANSI B16.25 — 1997 — Концы под приварку встык
ASME/ANSI B16.36 — 1996 — фланцы с диафрагмой и т. д.
ASTM International: Американское общество испытаний и Материалы Это одна из крупнейших добровольных разработок стандартов. организаций в мире. Первоначально он был известен как американский Общество испытаний и материалов (ASTM). Это известный научно-техническая организация, разрабатывающая и издающая добровольные стандарты на основе материалов, изделий, систем и Сервисы. Это надежное имя для стандартов. Стандарты охватывается этой организацией охватывает различные типы труб, трубки и арматуры, особенно из металла, для высокотемпературных обслуживание, обычное использование и специальные приложения, такие как противопожарная защита. Стандарты ASTM опубликованы в 16 разделах, состоящих из 67 тома.
AN: Здесь «A» означает «Армия», а «N» расшифровывается как Navy Стандарт AN изначально был разработан для вооруженных сил США. Всякий раз, когда фитинг является фитингом AN, это означает, что фитинги измеряются по наружному диаметру арматуры, т. Шаг 1/16 дюйма. Например, фитинг AN 4 означает фитинг с внешним диаметром примерно 4/16 дюйма или ¼ дюйма. Следует отметить, что аппроксимация важна, поскольку AN внешний диаметр не подходит для эквивалентной резьбы NPT.
BSP: Британский стандарт для труб BSP — это стандарт Великобритании для трубопроводной арматуры. Это относится к семье стандартных типов резьбы для соединения и герметизации труб заканчивается сопряжением внешней (папа) с внутренней (внутренней) резьбой. Это принято на международном уровне. Он также известен как британский Стандартная трубная коническая резьба (BSPT) или британская стандартная трубная параллельная резьба (Прямая) резьба (БСПП). В то время как BSPT обеспечивает герметичность соединения только резьбой, для БСПП требуется уплотнительное кольцо.
DIN: Deutsches Institut für Normung Относится к промышленным стандартам на трубы, трубы и фитинги и спецификации DIN, Deutsches Institut für Normung что на английском языке означает Немецкий институт стандартизации. DIN является немецкой национальной организацией по стандартизации и ISO орган-член от этой страны. Обозначение стандарта DIN Обозначение стандарта DIN показывает его происхождение, где # символизирует число:
DIN # : Используется для немецких стандартов, имеющих в основном внутреннее значение или задумано как первый шаг к международный статус.
DIN EN # : Используется для немецкого издания европейских стандарты.
DIN ISO #: Используется для немецкого издания ISO стандарты.
DIN EN ISO # : Используется, если стандарт также принят в качестве европейского стандарта.
Размер штриха (-) Размер штриха — это стандарт, используемый для обозначения внутреннего диаметра шланг. Это указывает размер двузначным числом, которое представляет относительный внутренний диаметр в шестнадцатых долях дюйма. Это также используется взаимозаменяемо с фитингами AN. Например, тире «8» фитинг означает фитинг AN 8. Стандартная направляющая для шланга представлена ниже:
Шланг Размер В
Номинальный ID Дюйм Размер тире
Стандарт Размер тире
1/4
3/16
-04
3/8
16/5
-06
1/2
32/13
-08
3/4
5/8
-12
1
7/8
-16
1 ½
—
—
1 ¼
1 1/8
-20
Фланцы: Номиналы в классах и числа давления (PN)
Класс фланца
150
300
600
900
1500
2500
Номер давления фланца, PN
20
50
100
150
250
420
ISO: Международная организация по стандартизации ISO – это стандарты для промышленных труб, труб и фитингов и спецификации Международной организации по Стандартизация. Стандарты ISO пронумерованы. Они имеют формат как следует: «ISO[/IEC] [IS] nnnn[:yyyy] Title» , где nnnnn: номер стандарта yyyy: год публикации и Title: описывает предмет
JIS: Японские промышленные стандарты Это это японские промышленные стандарты или стандарты, используемые для промышленная деятельность в Японии по производству труб, труб и фитингов и опубликовано через Японские ассоциации стандартов.
NPT: Национальная трубная резьба Национальная трубная резьба — это прямая резьба стандарта США (NPS) или для конической (NPT) резьбы. Это самый популярный стандарт США для фитинги. Фитинги NPT основаны на внутреннем диаметре (ID) штуцера трубы.
штуцеров трубы Meterial
алюминиевых штуцеров трубы
Фитинги для латунных труб
Фитинги для чугунных труб
Фитинги для медных труб
Гибкие фитинги для труб
Фитинги для пластиковых труб
Фитинги для стальных труб
Трубные фитинги по типам
Трубные переходники
Переборочные фитинги
Компрессионные фитинги
Крышка трубы
Трубная муфта
— Гибкая муфта — Жесткая муфта
Колено трубы
Наконечник трубы
Трубные ниппели
Трубная заглушка
Трубный переходник
Трубный соединитель
Трубный тройник
Трубные тройники
Трубная втулка
Трубные клапаны
Крепления для труб
Типы фитингов, используемых в трубопроводах
Что такое фитинги?
Фитинги для труб — это компонент трубопровода, который помогает изменить направление потока, например, колена и тройники. Изменяет размер трубы типа переходов, переходных тройников. Соединяйте различные компоненты, такие как муфты, и останавливайте потоки, такие как крышки.
В трубопроводах используются различные типы фитингов. Ниже перечислены фитинги, используемые при монтаже трубопроводов.
В приведенной выше таблице перечислены наиболее широко используемые стандартные фитинги для труб. Эти стандартные фитинги бывают коваными или коваными. Для производства кованых фитингов используются только бесшовные трубы. Из толстолистового металла изготавливаются сварные фитинги большого диаметра.
Эти фитинги доступны с различными типами торцевых соединений.
Фитинги для труб с торцевым соединением
Колено для труб
Колено используется чаще, чем любые другие фитинги для труб. Он обеспечивает гибкость при изменении направления трубы. Колено в основном доступно в двух стандартных типах 90° и 45°. Однако его можно сократить до любой другой степени. Доступны отводы двух типов радиуса: короткий радиус (1D) и длинный радиус (1,5D).
Тест по трубопроводной арматуре – проверь себя, пройди этот тест
Колено 90 градусов
Колено 90 градусов устанавливается между трубой для изменения направления трубы на 90 градусов. Доступны в форме длинного и короткого радиуса.
Колено 45 градусов
Колено 45 градусов устанавливается между трубой для изменения направления трубы на 45 градусов.
Колено большого радиуса
В колене большого радиуса радиус центральной линии в 1,5 раза больше номинального размера трубы или, можно сказать, в 1,5 раза больше диаметра трубы. Обычно в трубопроводах используются отводы с большим радиусом, так как потери давления меньше по сравнению с отводами с коротким радиусом. Это требовало больше места, чем колено с коротким радиусом.
Колено с коротким радиусом
В колене с коротким радиусом радиус центральной линии равен номинальному размеру трубы или, можно сказать, умноженному на диаметр трубы. Отводы с коротким радиусом используются в условиях ограниченного пространства. Однако он имеет большой перепад давления из-за резкого изменения направления потока.
Переходное колено
Переходное колено 90 предназначено для изменения направления и уменьшения размера трубы в трубопроводной системе. Переходное колено устраняет необходимость в одном фитинге и сокращает объем сварки более чем на треть. Кроме того, постепенное уменьшение диаметра по всей дуге переходного колена обеспечивает меньшее сопротивление потоку и снижает влияние турбулентности потока и потенциальной внутренней эрозии. Эти функции предотвращают значительные перепады давления в линии.
Отвод трубы
Отвод трубопровода большого радиуса используется в линиях транспортировки жидкости, которые требуют очистки скребками. Из-за большого радиуса и плавного изменения направления изгиб трубы имеет очень меньший перепад давления, и возможен плавный поток жидкости и скребка. Обычно доступны 3D и 5D изгибы труб. Здесь D – размер трубы.
Угловой отвод
Угловой отвод не является стандартным фитингом для труб, он изготавливается из труб. Обычно они предпочтительнее для размеров 10 дюймов и выше, потому что колено большого размера стоит дорого. Использование углового изгиба ограничено водопроводом низкого давления. Изгиб под углом может быть изготовлен из 2, 3 и 5 частей.
Обратные отводы – колено 180 градусов
Обратные колена используются для изменения направления на 180°. Доступен в коротких и длинных моделях. Обратная линия используется в нагревательном змеевике, теплообменнике, вентиляции бака и т. д.
Трубный тройник
Трубный тройник используется для распределения или сбора жидкости из направляющей трубы. Это короткий кусок трубы с ответвлением под углом 90 градусов в центре. В трубопроводах используются два типа тройников: равный/прямой тройник и редукционный/неравный тройник.
Прямой тройник
В прямом тройнике диаметр отвода такой же, как и диаметр отводящей (напорной) трубы.
Тройник-переходник
В тройнике-переходнике диаметр патрубка меньше диаметра рабочей (коллекторной) трубы
Тройник с перемычкой
Тройник с перемычкой, также известный как тройник-скребок, используется в трубопроводах со скребками . Тройник имеет ограничительную планку, приваренную внутри, чтобы предотвратить попадание скребка или скребка в ответвление. Стержни приварены к патрубку таким образом, чтобы обеспечить беспрепятственный проход скребка из направляющей трубы.
Тройник-тройник / боковой
Это тип тройника, который имеет отвод под углом 45° или под углом, отличным от 90°. Тройник-тройник позволяет соединить одну трубу с другой под углом 45°. Этот тип тройника уменьшает трение и турбулентность, которые могут препятствовать потоку. Тройник-тройник также известен как боковой.
Крестовина
Крестовина также известна как четырехходовой фитинг. Крестовина имеет один вход и три выхода (или наоборот). Как правило, крестовины не используются в технологических трубопроводах для транспортировки жидкости. Но кованые кресты распространены в линии пожаротушения.
Переходник для труб
Переходник для труб изменяет размер трубы. В трубопроводах используются концентрические и эксцентрические переходники двух типов.
Концентрический трубный переходник или конический переходник
В концентрическом переходнике, также известном как конический переходник, центр обоих концов находится на одной оси. Он поддерживает отметку центральной линии трубопровода. Когда центральные линии большей и меньшей трубы должны оставаться одинаковыми, используются концентрические переходы.
Вы мастер по компонентам трубопроводов?
Эксцентриковый переходник
В эксцентриковом переходнике центр обоих концов находится на разных осях, как показано на рисунке. Он поддерживает высоту BOP (нижней части трубы) трубопровода. Когда одна из наружных поверхностей трубопровода должна оставаться неизменной, требуются эксцентриковые переходники.
Обжимной переходник похож на переходник, но имеет небольшой размер и используется для соединения труб с меньшими резьбовыми или раструбными трубами. Как и редукторы, они также доступны в концентрическом и эксцентрическом типах. Swages доступны в различных типах концов. Например, оба гладких конца или один простой и один резьбовой конец.
Заглушки для труб
Заглушка закрывает конец трубы. Заглушки для труб используются в тупиковой части трубопроводной системы. Он также используется в коллекторах трубопроводов для будущих соединений.
Втулки
Втулки используются с фланцем внахлестку. В этом типе фланца патрубок приваривается к трубе встык, а фланец свободно перемещается по патрубку. По сути, это фланцевая часть, но подпадающая под действие ASME B16.9, поэтому она считается фитингом для труб.
Соединение трубопроводов
Муфты используются в качестве альтернативы фланцевому соединению в трубопроводах низкого давления малого диаметра, где требуется более частый демонтаж трубы. Соединения могут быть с резьбовыми концами или с раструбными концами под приварку. В соединении есть три детали: гайка, охватываемый конец и охватываемый конец. Когда охватываемый и охватываемый концы соединяются, гайки создают необходимое давление для герметизации соединения.
Трубная муфта
Доступны три типа муфт;
Полная муфта
Полумуфта
Переходная муфта
Полная муфта
Полная муфта используется для соединения труб малого диаметра. Он используется для соединения трубы с трубой или трубы с обжимным штуцером или ниппелем. Это могут быть резьбовые или раструбные концы.
Полумуфта
Полумуфта используется для отвода малого диаметра от резервуара или большой трубы. Он может быть резьбового или раструбного типа. Он имеет гнездо или конец резьбы только с одной стороны.
Переходная муфта
Переходная муфта используется для соединения двух разных размеров труб. Это похоже на концентрический переходник, который поддерживает центральную линию трубы, но имеет небольшой размер.
Трубный ниппель
Ниппель представляет собой короткий конец трубы с наружной трубной резьбой на каждом конце или на одном конце. Он используется для соединения двух других фитингов. Ниппели используются для соединения труб, шлангов и клапанов. Трубные ниппели используются в трубопроводах низкого давления.
Приварные и резьбовые фитинги для труб
Сварные и резьбовые фитинги для труб являются коваными изделиями и классифицируются на основе их номинального давления и температуры. Они доступны от NPS 1/8” до 4”. Эти фитинги доступны в четырех классах давления-температуры.
Фитинги класса 2000 доступны только в резьбовом исполнении.
Фитинги классов 3000 и 6000 доступны как с резьбой, так и с приваркой внахлест.
Фитинги класса 9000 доступны только для сварки враструб.
Эти фитинги используются для трубопроводов малого диаметра и низкого давления.
Колено под приварку враструб
Тройник и крестовина
Приварка враструб Тип
Резьбовые фитинги
Трубные фитинги Размеры фитингов должны соответствовать требованиям стандарта,
ASME B16.9 — стандарт для заводских кованых фитингов для стыковой сварки размером от NPS 1⁄₂ до NPS 48 дюймов и
и B16.28 — стандарт для сварки встык из кованой стали с коротким радиусом отводов и ответвлений для размеров от NPS 1⁄₂ до NPS 24”
Размеры кованых фитингов указаны в стандарте
ASME B16.11 для фитингов из кованой стали, который распространяется на фитинги с раструбной сваркой и резьбовые фитинги. предоставление изображений. Вы можете посетить их веб-сайт для дальнейших запросов продукта.
Софи Ши – www.lianfachina.com
Мистер Том – http://sinopipefittings.com
Вы мастер по компонентам трубопроводов?
Трубная арматура и соединения трубопроводных систем Полное руководство
КАКИЕ ТРУБНЫЕ ФИТИНГИ ПЕРЕЧИСЛЕНЫ?
У нас есть все фитинги, необходимые для изменения направления потока, адаптации или уменьшения размеров трубопроводных систем.
Изменение направления потока: колена, тройники или крестовины. Изменить размер трубы : требуется использование переходников (тройников, переходников). Для подключения различных компонентов: 9Муфты 0224 Для остановки потока: колпачки
Трубный ниппель представляет собой короткий отрезок трубы с наружной трубной резьбой на одном или обоих концах. Он используется для соединения двух других фитингов. Ниппели используются для соединения труб, шлангов и клапанов. Трубные ниппели используются в трубопроводах низкого давления.
В трубопроводных системах используются различные виды фитингов. Основными и наиболее востребованными являются: отводы, тройники, переходники, штуцеры, муфты, крестовины, заглушки, обжимные ниппели, заглушки, втулки, переходники, выпускные отверстия, клапаны и фланцы.
Эти фитинги для труб можно найти в различных классах давления в диапазоне от 150 фунтов на квадратный дюйм до 3000 фунтов. Мы также предлагаем кованые фитинги из углеродистой стали от 2000 до 6000 #. У нас также есть фитинги MSS SP-114.
ОТЧЕТЫ И СЕРТИФИКАТЫ ИСПЫТАНИЙ МАТЕРИАЛОВ
Сообщите нам в примечаниях к заказу, если вам требуется MTR или сертификация для вашего заказа.
ТИПЫ СОЕДИНЕНИЙ ТРУБНОЙ ФИТИНГИ:
Что касается соединений — BFO перечисляет различные типы для удовлетворения всех требований к торцевым соединениям.
Мы предлагаем фитинги самых больших типов и размеров со следующими соединениями:
Сварка встык
Сжатие
Рифленый конец (механические фитинги)
Фланцевый
Расклешенный
Резьбовые фитинги — мы предлагаем различные типы резьбовых фитингов, которые соответствуют требованиям ASME и ANSI:
NPT, NPS и NPTF
Нажимное соединение / Нажимное соединение
Сварка враструб
Паяное соединение
Информация о резьбе
Аббревиатура
Имя системы
БСПП
B риш S стандартный P ип P ареллель
БСПТ
Трубный конус Британского стандарта
ЧТ
Резьба пожарного шланга американского стандарта (Национальная резьба шланга 1 дюйм — это резьба шланга для химических веществ, также известная как Резьба шланга повышения давления)
ГТ
Резьба для садового шланга (FGH — садовый шланг с внутренней резьбой) (MGH — садовый шланг с наружной резьбой)
IPS
Железная труба с прямой резьбой
ИПТ
Железная трубная резьба
JIC
Объединенный промышленный комитет
NHT или NST
Соединительная резьба пожарного шланга по американскому стандарту (резьба для шланга по национальному стандарту, также известная как резьба по национальному стандарту)
NPT
Коническая трубная резьба по американскому стандарту (National Pipe Tapered)
НПТФ
Коническая резьба для топливной трубы по американскому стандарту (National Pipe Tapered) (Drysealed)
НПШ
Прямая труба американского стандарта для шланговых муфт (прямой шланг National Pipe)
НПСМ
Прямые механические соединения американского стандарта (National Pipe Straight Mechanical)
Сокращения ассоциаций
SAE International (SAE) — это профессиональная организация специалистов по мобильности в аэрокосмической, автомобильной и коммерческой промышленности. Общество является организацией по разработке стандартов для проектирования механических транспортных средств всех видов, включая автомобили, грузовики, лодки, самолеты и другие.
AGA — Американская газовая ассоциация JIC — Объединенный промышленный комитет ASA — Американская статистическая ассоциация ASME — Американское общество инженеров -механиков
Узнайте больше о сертификатах и стандартах, используемых
. размеры — обычно путем уменьшения большего фитинга трубы до меньшей трубы. Втулки обычно имеют внутреннюю и внешнюю резьбу. Они занимают очень мало места по сравнению с муфтой или штуцером, которые служат для достижения той же цели — уменьшения габаритов. Имеет шестигранную головку для увеличения рычага и использования с гаечным ключом.
Отводы для труб
Отводы с резьбой или сваркой враструб обычно используются, если вам нужно изменить направление потока. Самые популярные: колена под углом 90 и 45 градусов. Отводы – важный элемент, используемый в сантехнике. Уличные колена имеют концы с наружной и внутренней резьбой для простого соединения различных труб или фитингов. Боковые отводы с изгибом служат по аналогии с тройником. Также доступны отводы 22-1/2 градуса.
Заглушки для труб
Заглушки изготавливаются из нержавеющей стали 304 или литой трубы 316 с внутренней резьбой National Pipe Taper (NPT). Для закрытия конца патрубка. Колпачок надевается на конец охватываемой трубы, чтобы остановить поток. Они доступны также с шестигранными и квадратными головками для увеличения рычага и использования с гаечным ключом во время установки и разборки.
Крестовины
Крестообразные фитинги представляют собой 4-ходовые фитинги, представляющие собой комбинацию двух тройников. Вместо этого многие предпочтут использовать два тройника.
Трубные фланцы
Фланцы используются для соединения труб. Труба навинчивается или приваривается к фланцам, которые затем скрепляются болтами. Фланцевые соединения широко используются в промышленности при высоких давлениях.
Переходные муфты/раструбные переходники
Трубные муфты используются для удлинения участка трубы или изменения размеров трубы.
При уменьшении становится известным как редуктор колокола. Доступны с внутренней резьбой или сваркой внахлест.
Трубные ниппели
Трубный ниппель представляет собой короткий отрезок трубы с наружной трубной резьбой на одном или обоих концах. Он используется для соединения двух других фитингов. Ниппели используются для соединения труб, шлангов и клапанов. Трубные ниппели используются в системах трубопроводов низкого давления.
Тройники Т-образные с двумя отводами — под 90° к присоединению к магистрали. Представляет собой короткий отрезок трубы с боковым выходом. Трубные тройники используются для соединения трубопроводов с трубой под прямым углом к магистрали. Размеры тройников соответствуют их пробегу*. Когда длина тройника меньше, чем боковой выход*, он становится фитингом с «бычьей головкой».
Участок* — горизонтальный или прямой размер фитинга и бокового отвода Боковой отвод* — «верх» фитинга, 90 градусов от участка
Муфты
Муфты являются альтернативой муфтам. Муфты полагаются на собственную гайку для создания уплотнения между концами трубы. Это делает их идеальным выбором для соединения двух фиксированных труб, которые невозможно вкрутить в обычную муфту. Союзы также значительно облегчают будущий ремонт.
Клапаны
Клапаны предназначены для регулирования давления и скорости потока.
ФИТИНГИ И СОЕДИНЕНИЯ В НАЛИЧИИ:
ПОИСК ПО ТИПУ
Фитинги
Фланцы
Клапаны
Соски
Камлоки
Brewers Hardware
Наша команда готова помочь!
1-800-569-0810 Live Chat Email Us
Fast & Accurate Assistance
Technical Expertise from Experienced Support
Guides to Ensure Правильный выбор
Прямое соединение. Нет чат-ботов.
Типы сантехники и трубной арматуры – названия и изображения
Сточные воды удаляются из дома через дренажные трубы и оттуда в канализационную или септическую систему. Вентиляционные трубы помогают отводить воду и выводить канализационные газы наружу.
Нужно нанять сантехника?
Получите бесплатную онлайн-оценку от ведущих специалистов по обслуживанию на дому в вашем районе.
Примечание. Этот пост может содержать партнерские ссылки. Это означает, что бесплатно для вас мы можем получать небольшую комиссию за совершенные покупки.
Чтобы все работало гладко, существуют различные типы сантехнических фитингов для типичной сантехнической системы. Вот некоторые из наиболее распространенных:
Содержание
Адаптер
Барб
Муфта
Крест
Втулка с двойной резьбой
Колено
Механическая втулка
Ниппель
Заглушка и крышка
Переходник
Тройник
Союз
Клапан
Уай
Переходник
Переходники соединяют трубы разных типов. Поскольку переходник может быть на одном конце вилкой или вилкой, он может превратить трубу в вилку или вилку.
Если концы не имеют резьбы, их оставляют приваривать, припаивать или приклеивать к трубе. Переходники используются для ПВХ и медных труб.
Зазубрина
Зазубрина соединяет шланги с трубами. Обычно это мужчина на одном конце. Другой имеет колючую трубку, которая представляет собой ребристый конусообразный конус.
Он также может иметь зажим для надежной фиксации. Зазубрины сделаны из пластика, если они несут холодную воду, и латуни, если они несут горячую воду.
Муфта
Муфта позволяет легко соединить две трубы одинакового диаметра и типа. Он также используется для ремонта сломанной или протекающей трубы. Наряду с обычной муфтой существуют два других типа: компрессионная муфта и муфта скольжения .
Компрессионный фитинг соединяется между двумя трубами с помощью резиновых уплотнений или прокладок с обеих сторон, что предотвращает протечки. Скользящая муфта включает в себя две трубы, одна из которых выдвигается из другой трубы на различную длину для ремонта поврежденной трубы определенной длины.
Крестовина
Крестовина имеет отверстия на всех четырех концах и может соединять четыре трубы. Крестовины бывают с тремя входами и выходом или с тремя выходами и входом.
Поскольку они являются точкой соединения четырех труб, они подвергаются большей нагрузке, чем другие типы фитингов, и обычно имеют более прочную конструкцию, чем другие фитинги.
Втулка с двойной резьбой
Это тип ниппеля, но он имеет резьбу как внутри, так и снаружи. Поскольку это центральное отверстие имеет резьбу (резьбу) как сверху, так и снизу, оно называется двойным.
Втулка с двойной резьбой также является типом переходника, но не обладает гибкостью переходника. Втулка с двойной резьбой обычно является внутренней.
Колено
Неудивительно, что этот вид фурнитуры имеет изгиб, напоминающий сустав руки. Они помогают потоку воды изменить направление. Локти бывают нескольких градусов, в том числе 22,5, 45 и 90 градусов.
Также существуют варианты переходного колена, когда диаметры соединяемых труб различаются. Налокотники могут быть изготовлены из разных материалов, и большинство из них женские.
Механическая втулка
Соединяет две трубы с помощью винта или другого устройства. Это упрощает монтаж арматуры. Механическая втулка или муфта обычно изготавливается из резины, которая вставляется в металлическую оболочку (хомут из нержавеющей стали).
Когда хомут затягивается, он сжимает резину внутри, обеспечивая плотное прилегание. Поскольку этот фитинг можно слегка согнуть, он может компенсировать небольшие перекосы в труднодоступных местах.
Ниппель
Это короткий фитинг, который может быть изготовлен из таких металлов, как медь, латунь или сталь, или из хлорированного поливинилхлорида (ХПВХ). Вместо соединения двух труб ниппель соединяет два фитинга.
Если он имеет непрерывную резьбу, это закрытый ниппель. Обычно они мужские и бывают разной длины.
Связано: ПВХ и ХПВХ (в чем разница?)
Заглушка и заглушка
Заглушки и заглушки используются для закрытия отверстий труб во время проверок и ремонта. Основное отличие состоит в том, что штекер — это штекер, а колпачок — гнездо. Чаще всего крышки и заглушки имеют резьбу.
Заглушки и колпачки изготавливаются из нескольких материалов, включая металл, пластик или резину, и могут быть приварены, припаяны, приклеены или ввинчены в трубу.
Переходник
Этот фитинг уменьшает расход и тем самым уменьшает его. Редукторы бывают двух типов. Концентрический переходник соединяет две трубы на одной оси, а эксцентриковый переходник используется для соединения труб разного диаметра.
Концентрический переходник имеет вид конуса, а эксцентриковый переходник чем-то напоминают колокольчики со смещенными осевыми линиями. Они предотвращают появление пузырьков воздуха в трубах.
Тройник
Тройник имеет вход и выход и имеет форму буквы «Т». Эти фитинги бывают разных размеров и считаются более прочными, чем крестообразные фитинги.
Тройник-отвод используется в системах отопления, использующих воду. Они поставляются с маркировкой направления и должны быть правильно установлены для работы системы.
Штуцер
Штуцер может иметь наружную или внутреннюю резьбу. Они похожи на муфты, но разница в том, что штуцеры легко снимаются, что делает их удобными для обслуживания или плановой замены в будущем.
Муфта, с другой стороны, более прочная, и ее необходимо разрезать. Муфта состоит из трех частей: гайки, охватываемого конца и охватывающего конца. Гайка используется для соединения мужского и женского концов.
Клапан
Клапаны позволяют регулировать поток жидкости. Существуют разные типы, в том числе дросселирование, невозврат и изоляция. Обратные клапаны позволяют жидкости течь только в одном направлении и часто встречаются в канализации. Их также называют обратными клапанами .
Запорные клапаны изолируют часть водопроводной системы, чтобы ее можно было обслуживать или обслуживать. Эти клапаны либо остаются открытыми, либо остаются закрытыми все время. Однако, поскольку их может потребоваться использовать в чрезвычайной ситуации, их следует время от времени проверять, чтобы убедиться, что они работают.
Дроссельные клапаны контролируют давление и количество жидкости. Поскольку это создает нагрузку на механизм, они имеют тенденцию изнашиваться быстрее, чем другие клапаны. Их обычно устанавливают рядом с запорной арматурой.
Звездочка
Этот фитинг в форме буквы «Y» предназначен для соединения трех труб. Y-образные фитинги позволяют трубам менять высоту и разветвляться в линии пресной воды или стоки.
Тройники похожи на тройники, но более плавный угол снижает трение и турбулентность в воде. Этот фитинг чаще всего используется для соединения вертикальной водосточной трубы с горизонтальной.
Трубная арматура
Трубная арматура
Фитинг — это компонент трубопровода, который используется для соединения трубопровода, изменения направления или диаметра трубопровода или окончания трубы. Они являются универсальным компонентом трубопровода, который необходим в современной системе трубопроводов.
Отрасли науки
Наука
Прикладные науки
Машиностроение
Машиностроение
Производство
Стационарное оборудование
Крепеж
Фильтрация
Прокладка
Труба
Трубный фитинг
Фитинг для сварки встык
Фланцевый фитинг
Фитинг для сварки враструб
Резьбовой фитинг
Трубный фланец
Сосуд высокого давления
Резервуар для хранения
Клапан
Ссылки на статьи
Ассоциативные ссылки
Список всех торговых ассоциаций
Инженерные ассоциации
Ассоциации оборудования
Американский институт нефти (API)
Американское общество инженеров-механиков (ASME)
Американское общество испытаний и материалов (ASTM)
Американская ассоциация водопроводных сооружений (AWWA)
Международная организация по стандартизации (ИСО)
Общество стандартизации производителей (MSS)
Международное общество автомобильных инженеров (SAE)
Общие ссылки
Список всех категорий сайтов
Список всех глоссариев сайта
Профессиональные инженерные лицензии
Ссылки по математике
Символы алгебры
Символы углов и линий
Основные математические символы
Символы скобок
Символы эквивалентности
Символы геометрии
Греческий алфавит
Разные символы
Римские цифры
Набор символов
Символы квадратного корня
Чертежи
Ищете чертежи клапана AutoCAD? Они есть в нашем магазине.
См. чертежи динамического фитинга
См. изометрические чертежи фитингов
Ссылки тегов
Список всех тегов
Номенклатура и символы
Инженерия, математика, наука
А-В-С-D-Е-F-G-H
H-I-J-K-L-M-N-O
О-П-К-Р-С-Т-У-В
В-Ш-Х-Y-Z
Бухгалтерский учет, бизнес, финансы
Типы трубных фитингов
Трубные фитинги можно разделить на несколько категорий:
Отводное соединение — Отводные соединения используются, когда две или более труб соединяются. Они могут быть в виде полного фитинга, такого как тройник или крестовина. Они также могут иметь форму O’let, которая представляет собой разветвленное соединение, предназначенное для присоединения непосредственно к трубе. Отводные патрубки бывают сварными встык, враструб, резьбовыми и фланцевыми.
Заглушка — Приварные заглушки используются для герметизации конца трубопровода. Его можно использовать, когда старая труба забрасывается, или с тройником для образования гидравлического колена. Крышки доступны только для сварки встык.
Муфта — Муфты используются для соединения двух различных резьбовых отрезков трубы. При использовании муфты важно не перетягивать трубопровод, иначе может произойти повреждение муфты или соединения. Муфты доступны только для труб с резьбой.
Коленчатый патрубок — Они полезны, когда необходимо изменить направление потока. Типичные направления изгиба составляют 45, 90 и 180 градусов. Отводы бывают сварными встык, враструб, резьбовыми и фланцевыми.
Переходник — Переходники используются, когда необходимо изменить диаметр трубы. Переходники доступны для сварки встык, сварки враструб, резьбовые и фланцевые.
Типы торцевых соединений трубных фитингов
Существует четыре различных типа соединений, которые используются для фитингов: P-ловушка, в которой колена соединены фланцами и фитингами, образующими
Фитинги под сварку встык — Вероятно, наиболее распространенный тип фитингов. Они легко изготавливаются и легко монтируются. Фитинги для сварки встык можно соединять напрямую друг с другом. Это называется подходящим макияжем.
Фланцевый фитинг — Фланцевые фитинги представляют собой компоненты трубопровода, в которых фланец является неотъемлемой частью фитинга. Они чаще всего используются для водоподготовки или облицовки трубопроводов, где сварка может разрушить футеровку.
Фитинг под сварку враструб — Эти фитинги имеют соединение под сварку враструб на каждом конце. Их можно использовать для труб меньшего диаметра. В этих фитингах используется одиночный угловой сварной шов для соединения трубопровода с фитингом.
Резьбовой фитинг — Резьбовые фитинги обычно имеют размер четыре дюйма и меньше. Причиной такого ограничения по размеру является то, что на конце трубы должна быть резьба с соединением с наружной резьбой, а размеры матрицы недоступны для больших диаметров.
Листы данных трубных фитингов
Тип трубных фитингов
Листы данных
Фитинги
Все фитинги, ANSI (дюймы)
Сварка встык
Фитинг для сварки встык, ANSI (дюйм)
Фланец из ковкого чугуна
Фланцевый фитинг из ковкого чугуна, ANSI (дюймы)
Гибкий соединитель
Фитинг гибкого соединителя, ANSI (дюймы)
Олет
Фитинг O’let, ANSI (дюйм)
ПВХ
Фитинг из ПВХ, ANSI (дюйм)
Розетка
Муфта, ANSI (дюйм)
Резьбовой
Резьбовой фитинг, ANSI (дюймы)
Стандарты трубной арматуры
Стандарты API
API 671 — Муфты специального назначения для насосов — поршневые
Стандарты ASME
ASME B16. 1 — Фланцы чугунных труб и фланцевые фитинги
ASME B16.3 — Резьбовые фитинги из ковкого чугуна
ASME B16.4 — Резьбовые фитинги из серого чугуна
ASME B16.9 — Кованые фитинги для стыковой сварки заводского изготовления
ASME B16.11 — Кованые фитинги, сварка враструб и резьба
ASME B16.14 — Заглушки, втулки и контргайки для труб из черных металлов с трубной резьбой
ASME B16.15 — Резьбовые фитинги из литой бронзы, класс 125 и 250
ASME B16.18 — Штуцеры давления соединения припоя сплава литой меди
ASME B16.22 — Фитинги под пайку из кованой меди и медных сплавов
ASME B16.24 — Трубные фланцы и фланцевые фитинги из литого медного сплава: классы 150, 300, 600, 900, 1500 и 2500
ASME B16.25 — Концы под приварку встык
ASME B16.26 — Фитинги из литого медного сплава для развальцованных медных труб
ASME B16.39 — Резьбовые соединения труб из ковкого железа, классы 150, 250 и 300
ASME B16. 42 — Фланцы труб из ковкого чугуна и фланцевые фитинги: классы 150 и 300
Стандарты ASTM
ASTM A105 — Спецификация поковок из углеродистой стали для трубопроводов
ASTM A181 — Технические условия на поковки из углеродистой стали для трубопроводов общего назначения
ASTM A182 — Технические условия на кованые или катаные фланцы труб из сплава и нержавеющей стали, кованые фитинги, клапаны и детали для работы при высоких температурах
ASTM A193 — Спецификация болтовых материалов из легированной и нержавеющей стали для работы при высоких температурах
ASTM A194 — Спецификация гаек из углеродистой и легированной стали для болтов для работы под высоким давлением и высокой температурой
ASTM A234 — Спецификация трубопроводной арматуры из кованой углеродистой стали и легированной стали для эксплуатации при умеренных и высоких температурах
ASTM A350 — Спецификация для поковок из углеродистой и низколегированной стали, требующая испытания на ударную вязкость с надрезом для компонентов трубопровода
ASTM A403 — Спецификация для фитингов из кованой аустенитной нержавеющей стали
ASTM A420 — Стандартные технические условия на трубопроводную арматуру из кованой углеродистой и легированной стали для эксплуатации при низких температурах
ASTM A694 — Спецификация поковок из углеродистой и легированной стали для трубных фланцев, фитингов, клапанов и деталей для трансмиссии высокого давления
ASTM B21 — Технические условия на латунные стержни, стержни и профили для военно-морского флота
ASTM B98 — Спецификация для стержня, прутка и профилей из медно-кремниевого сплава
ASTM B150 — Спецификация для алюминиевых бронзовых стержней, стержней и профилей
ASTM B160 — Спецификация для никелевых стержней и стержней
ASTM B164 — Спецификация для стержня, прутка и проволоки из никель-медного сплава
ASTM B166 — Спецификация для сплавов никель-хром-железо (UNS N06600, N06601, N06603, N06690, N06693, N06025 и N06045) и сплава никель-хром-кобальт-молибден (UNS N06617) стержень, пруток и проволока
ASTM B247 — Спецификация для штампованных поковок из алюминия и алюминиевых сплавов, ручной поковки и поковок с катаным кольцом
ASTM B361 — Спецификация для заводских сварных фитингов из кованого алюминия и алюминиевых сплавов
ASTM B366 — Спецификация заводских фитингов из кованого никеля и никелевых сплавов
ASTM B381 — Спецификация для поковок из титана и титановых сплавов
ASTM B462 — Спецификация для кованых или прокатных UNS N06030, UNS N06022, UNS N06035, UNS N06200, UNS N06059, UNS N06686, UNS N08020, UNS N08024, UNS N08026, UNS N08367, UNS N10276, UNS N10665, UNS N10675, UNS N10629, UNS N08031, UNS *N06045, UNS N06025 и UNS R20033 Al
ASTM B564 — Спецификация для поковок из никелевого сплава
Стандарты AWWA
AWWA C110 — фитинги из ковкого и серого чугуна, от 3 дюймов до 48 дюймов (от 75 мм до 1200 мм), для воды и других жидкостей
AWWA C208 — Размеры сборных стальных фитингов для водопроводных труб
Стандарты ISO
ISO 5251 — Фитинги для стыковой сварки из нержавеющей стали
ISO 5256 — Стальные трубы и фитинги для подземных или подводных трубопроводов. Внешнее и внутреннее покрытие материалами, полученными из битума или каменноугольной смолы
Стандарты MSS
MSS SP-43 – Фитинги для сварки встык из кованой нержавеющей стали, включая ссылки на другие коррозионностойкие материалы
MSS SP-53 — Стандарты качества стальных отливок и поковок для клапанов, фланцев, фитингов и других компонентов трубопроводов — Магнитные частицы
MSS SP-54 — Стандарты качества для стальных отливок и клапанов, фланцев, фитингов и других компонентов трубопроводов — Радиографический
MSS SP-55 — Стандарты качества для стальных отливок и клапанов, фланцев, фитингов и других компонентов трубопроводов — Visual
MSS SP-75 — Технические характеристики кованых фитингов для стыковой сварки, прошедших высокие испытания
MSS SP-73 — Пайка для фитингов под давлением из меди и медных сплавов
MSS SP-83 — Соединения стальных труб класса 3000, сварные враструб и резьбовые
MSS SP-97 — цельноармированные кованые отводные фитинги — концы под приварку внахлест, резьбу и приварку встык
MSS SP-106 — Фланцы из литого медного сплава и фланцевые фитинги классов 125, 150 и 300
MSS SP-119 — Фабричные кованые фитинги с раструбом для приварки враструб
Стандарты SAE
SAE J514 — Гидравлические трубные фитинги
Технические характеристики трубных фитингов, BSI
BS 3799 — Фитинги для стальных труб, раструбные и резьбовые
Класс давления
2000
3000
6000
9000
9 Раструб 3 104327 3
—
80
160
—
Резьбовой фитинг
—
80
ХХS
—
Примечание — Обозначения классов соответствуют максимальному давлению фитингов в холодном состоянии в фунтах силы на квадратный дюйм.
Глоссарий трубных фитингов
A — B — C — D — E — F — G — H — I — J — K — L — M — N — O — P — Q — R — S — T — U-V-W-X-Y-Z
A
ASME B16.34 — Группа 1, Спецификация материалов, углеродистая и легированная сталь —
B
Тройник с решеткой — Тройник или любой фитинг с отводом, используемый в трубопроводах, который снабжен скребками и имеет приваренную внутри ограничительную планку, предотвращающую движение скребка по отводному соединению.
Фитинги с раструбом — Используется вместо фитингов, свариваемых встык. Их установка намного быстрее, потому что нет необходимости делать фаску на соединительной трубе, а сварка выполняется намного быстрее.
Спускное кольцо — Кольцевая секция с одним или несколькими радиальными трубными соединениями, предназначенная для установки между стандартными фланцами в пределах кольца болтов с использованием обычного прокладочного материала.
Фитинг для ответвлений — Не только тройники и отводы, но и сварные соединения.
Фитинг для сварки встык — Можно разделить на разные категории в зависимости от функции.
C
Коррозия — Утонение стенки трубы, которое обычно вызывается химической реакцией коррозионной жидкости или агента и ограничивается почти исключительно металлическими изделиями.
D
E
Компенсатор — Тепло и холод вызывают расширение и сжатие трубопроводов. Это расширение и сжатие могут создавать огромные нагрузки на трубу, вызывая ее коробление или выход из строя.
F
Спецификация фитингов, ASME — Следующие данные основаны на ASME B16.11 — Кованые фитинги, приварные и с резьбой.
Спецификация фитинга, BSI —
Фитинг, Спецификации материалов, ASTM —
Фланец — Болтовое соединение, при котором две части трубы, оборудования, фитингов или клапанов соединяются вместе, образуя трубопроводную систему.
Гибкий соединитель — Используется в основном для снятия нагрузки с насосов и двигателей, когда может произойти поглощение шума, вибрация или тепловое расширение.
Скорость потока — Количество жидкости, протекающей за определенное время через определенную точку.
Трение — Механическое сопротивление относительному движению двух поверхностей.
G
Общие стандарты фитингов —
H
I
Тройник ударный — Отводит поток пара через патрубок обычного тройника.
J
K
L
M
N
Ниппель — Ниппели соединяют штуцеры, клапаны, фильтры, фитинги и т. д.
O
P
Труба — Полая труба, по которой можно переносить такие продукты, как жидкость, газ, гранулы и т. д.
Конец трубы — Существует три основных типа концов труб: скошенные, с резьбой или гладкие.
Однолинейный чертеж трубопровода — Однолинейный чертеж трубопровода представляет собой чертеж трубопровода, на котором показаны размеры и расположение труб, фитингов и клапанов.
Давление — Это сила, приложенная перпендикулярно поверхности объекта и выраженная как сила на единицу площади.
Перепад давления — Разность давлений между двумя точками системы.
Потери давления — Разность давлений на входе и выходе.
Q
R
S
Фитинг под сварку враструб — Там, где труба вставляется в углубление фитинга.
Тройник с разрезом — Это трубопроводный фитинг, спроектированный таким образом, что внутренний диаметр фитинга равен внешнему диаметру трубы, в которую будет врезаться горячая врезка.
Напряжение — Сила на единицу площади поперечного сечения.
T
Прочность на растяжение — Способность материала сопротивляться силе, стремящейся его растянуть.
Резьбовой фитинг — Обычно четыре дюйма и меньше. Причиной такого ограничения по размеру является то, что на конце трубы должна быть резьба с соединением с наружной резьбой, а размеры матрицы недоступны для больших диаметров.
Блок упорный — Препятствие для давления на изменение направления трубы коленом и т.п.
Крутящий момент — Сила вращения, используемая для перемещения стержня.
У
V
Объемный расход — Количество жидкости, протекающей за определенное время через определенную точку.
W
Сварка — Производственный процесс, при котором сходные материалы сплавляются друг с другом путем нагревания их до подходящей температуры.
Сборка самого простого сварочного инвертора своими руками, схемы и рекомендации
Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
Что понадобится для сборки инвертора
Создание блока питания
Сборка силового блока
Инверторный блок
Охлаждение
Сборка конструкции
Проверка инвертора на работоспособность
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
паяльник;
слюда;
термобумага;
тонкий лист бумаги;
запчасти для создания электросхемы;
отвёртки;
нож;
крепёжные элементы с резьбой;
ножовка по металлу;
текстолит.
Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
драйверы силовых ключей;
блок питания;
силовой блок.
При такой сборке инвертор будет иметь следующие характеристики:
потребляемое напряжение — 220 В;
сила тока на входе — 32 А;
сила тока на выходе 250 А.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
первичная (100 витков провода диаметром 0,3 мм)
первая вторичной (15; 1 мм)
вторая вторичной (15; 0,2 мм)
третья вторичной (20; 0,3 мм)
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора — преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме «косого моста» . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Проверка инвертора на работоспособность
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую — может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй — ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
Сварочный инвертор своими руками из подручных материалов: Инструкция +Видео схема
Сварочные работы очень востребованы в любых сборочных и ремонтных работах. Качественная варка металла высоко ценится и оплачивается. Для того, чтобы выполнять самому все сварочные работы необходим личный аппарат. И совсем необязательно его покупать. Можно собрать установку для инверторной сварки своими руками. Который ни на грамм не будет уступать конвейерным представителям.
Самым важным узлом для этого блока инвертора будет трансформатор. С помощью него обеспечивается подача стабильного напряжения.
Его делают из четырех обмоток:
первичная – 100 витков выполненных из провода ПЭВ 0,3 мм в диаметре;
первая вторичная – 15 витков выполненных из провода ПЭВ 1мм в диаметре;
вторая вторичная – 15 витков выполненных из провода ПЭВ 0,2мм в диаметре;
третья вторичная – 20 витков выполненных из провода ПЭВ 0,3 мм в диаметре.
Завершив намотку первичной обмотки, следует провести изоляцию полученной поверхности стеклотканью. А затем наматывать слой экранирующего провода. Причем его витки должны закрывать весь первый слой.
Важно! Обмотку трансформатора лучше делать равномерно по всей ширине каркаса. Так влияние перепадов напряжения будет минимально.
Провод для экранирования нужно брать одного диаметра с первичной обмоткой и наматывать в одинаково направлении. Это условие относиться ко всем остальным обмоткам. Каждый слой обмотки изолируется друг от друга стеклотканью или малярным скотчем.
Правильно подобранные резисторы к электронной схеме обеспечат силу напряжения передающегося от блока питания на реле в диапазоне 20-25В. Диоды в схеме должны быть собраны согласно методу «косого моста».
В процессе работы устройства, диоды будут значительно нагреваться, поэтому к ним обязательно нужно прикрепить радиаторы. Иногда с этой целью заимствуют у старого компьютера охлаждающие элементы. Установка диодного моста должна иметь два радиатора. Верх моста крепится через слюдяную прокладку к одному радиатору, низ — через термопасты ко второму.
Выводы диодов необходимо направить в одну сторону с выводами транзисторов, обеспечивающих трансформацию постоянного тока в переменный.
Длинна проводов, для соединения выводов, должна быть меньше 15 см. Блоком питания и блок инверторный разделяются листом металла, приваренным к корпусу установки.
Сбор силового блока
Основной узел силового блока – трансформатор. Он понижает напряжение высокочастотного тока, а силу увеличивает.
Дня такого трансформатора необходимы два сердечника Ш20х208 2000 нм. Зазор между ними лучше обеспечить с помощью газетной бумаги.
Обмотка трансформатора должна быть сделана из медной полосы шириной в 40мм и толщиной 0,25 мм.
Все слои должны быть дополнительно обмотаны кассовой лентой с целью термоизоляции.
Вторичная обмотка выполняется тремя слоями медных полос с фторопластовой лентой между каждым из них.
Итого трансформаторная обмотка должна состоять из 12 витков х 4 витка, 10 кв.мм х 30 кв.мм.
Термоизоляцию можно выполнить обычной бумагой, но лентой от кассового аппарата будет более долговечно.
Необходимо учитывать, что в процессе эксплуатации устройства сделанный трансформатор будет значительно перегреваться, поэтому необходимо предусмотреть охлаждающий кулер. Например, от старого компьютера.
Состав инверторного блока
Данный блок устройства постоянный ток преобразует в переменный высокочастотный. Наилучшим вариантом будет сбор такого блока из двух транзисторов средней и ниже мощностей. Тогда и частота тока будет стабилизирована, и шум, в процессе эксплуатации, минимальным.
В самодельном сварочном инверторе необходимо закладывать минимум шесть охлаждающих маломощных вентилятора от компьютера, или же один мощный, направив его на обдувание понижающего силового трансформатора. В случае использования нескольких вентиляторов, как минимум, три из них следует расположить у силового трансформатора.
Для большей защиты от перегрева устройства устанавливается термодатчик к наиболее греющемуся радиатору. Его функция при достижении максимально допустимой температуры отключать питание на весь аппарат.
Выполненная обмотка трансформатора крепится на основу агрегата с помощью нескольких скоб.
Платы делаются с помощью фольгированного текстолита толщиной в 1мм. Для понижения нагрузки в платах формируют несколько небольших прорезей.
В качестве основы агрегата используют пластину гетинакса толщиной в 0,5 см с круглой прорезью в центре для вентилятора.
Важно! Все провода должны располагаться так, что бы между ними было е пространство.
На поверхность основы выводятся ручки для резистора и переключатели тумблера, зажимы и светодиоды. Сверху устройство покрывается кожухом из винипласта или текстолита толщиной минимум 4 мм.
Описание основных неисправностей сварочного инвертора и его ремонт
Определения причин поломки следует начать с внешнего осмотра. Если обнаружены места с плохим контактом, их отсоединяют, зачищают и соединяют их снова.
Достаточно часто встречаются следующие неисправности:
Излишнее потребление тока при полном отсутствии нагрузки. В этом случае, скорее всего, замкнулись витки. Нужно просто выполнить перемотку и улучшить изоляцию слоя.
Частое падение сварочной дуги. Наиболее вероятен пробой обмотки, вследствие чего, в цепь поступает завышенное напряжение.
Неверная регулировка сварочного тока. Возможны замыкания в зажимах или дроссельной катушке, отказ регулирующего ток винта.
Ток недостаточен. Это говорит о том, что в сети упало напряжение. В этом случае проверяют исправность регулятора.
Повышенная шумность трансформатора. Часто повышение шума сопровождается перегревом аппарата. В подобных случаях необходимо проверить крепления стягивающие части магнитопровода, крепления механизмов перемещения, сердечника катушки. Скорее всего, возникло замыкание в сварочных проводах.
Самостоятельное отключение аппарата. Следует предположить замыкание в электро цепи, которое вызвало автоотключение.
Кроме того, самым слабым местом инвертора всегда будет колодкаклеммы для подключения сварочного кабеля.
схемы и инструкция по сборке
Содержание
Типы сварочных аппаратов
На переменном токе
На постоянном токе
Характеристики самодельного инвертора и материалы для его сборки
Что нужно для сборки инвертора
Изготовление трансформатора и дросселя
Как выглядит схема инверторной сварки
Простые схемы инверторной сварки
Как собрать инверторную сварку: поэтапное описание
Где взять блок питания и как его подключить
Диодный мост
Намотка трансформатора
Корпус
Система охлаждения
Силовая часть
Управление
Основные рекомендации
Дальнейшая настройка
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
трехфазные – подключаемые к трехфазной сети;
инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
Распилите магнитопровод и снимите высоковольтную обмотку,
Рис. 1: распилите сердечник
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки.
Рис. 3: удалите токовые шунты
Для вторичной катушки возьмите медную шину сечением 10мм2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника.
Рис. 4: намотайте вторичную обмотку на каркас
Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода.
Рис. 5: сделайте диэлектрическую прокладку
Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.
Рис. 6: поместите катушку в магнитопровод
Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям.
Рис. 7: подключите шнур питания и кабели
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель.
Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
Установите полупроводниковые элементы на радиаторы охлаждения.
Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора.
Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста
Рис. 13: подключите силовые конденсаторы
Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Характеристики самодельного инвертора и материалы для его сборки
Для эффективной работы устройства понадобиться использовать качественные материалы. Некоторые части возможно применить от старых блоков питания или найти на разборках радиодеталей.
Основные технические характеристики устройства:
Потребляемое напряжение составляет 220 Вольт.
На входе сила тока не менее 32 ампер.
Сила тока, производимая аппаратом – 250 А.
Схема сборки сварочного инвертора
Основная схема сварочного инвертора состоит из блока питания, дросселей, силового блока.
Для изготовления устройства понадобятся инструменты и детали:
Комплект отверток для демонтажа и дальнейшей сборки.
Паяльник, необходим для соединения электронных элементов.
Нож и полотно по металлу для изготовления правильной формы конструкции.
Кусок металла толщиной 5-8 мм для формирования корпуса.
Саморезы или болты с гайками для крепления.
Платы для электронных схем.
Медные изделия в виде проводов, служат для обмотки трансформатора.
Стеклоткань либо текстолит.
В домашнем обиходе пользуется популярностью самодельный сварочный инвертор однофазного типа, сделанный своими руками.
Сварочный инвертор однофазного типа
Такой инвертор питается от бытовой сети 220 В, бывают случаи, когда необходимо изготовить устройство, питание которого происходит от трехфазной сети 380 В. Такие аппараты отличаются повышенной эффективностью и мощностью, используются при массовых работах.
Что нужно для сборки инвертора
Основной задачей сварочного инвертора является преобразование силы тока, достаточной для использования в хозяйстве. Работа электродом производится на расстоянии 1 см для получения прочного шва. Изготовление самодельного сварочного инвертора происходит по плану, в соответствие со схемой.
Первично изготавливается блок питания, для его составляющих понадобиться:
Трансформатор, имеющий сердечник из ферритного материала.
Обмотка трансформатора с минимальным количеством витков – 100 шт., сечением 0,3 мм.
Вторичная обмотка изготавливается из трех частей, внутренняя состоит из 15 витков с сечением провода 1 мм, средняя с таким же количеством витков сечением 0,2 мм, наружный слой 20 завитий диаметром не менее 0,35 мм.
Самодельный инвертор необходимо изготавливать в соответствие с требуемыми характеристиками. Для стабильной, устойчивой к перепадам напряжения работы, обмотки используются на полной ширине каркаса. Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.
Изготовление трансформатора и дросселя
Основной задачей трансформатора является преобразование напряжения высокочастотного тока при достаточной его силе. Сердечники могут быть использованы модели Ш20×208, в количестве двух штук. Зазор между деталями возможно обеспечить своими руками, используя обычную бумагу. Обмотка производится своими руками, медной полосой шириной 40 мм, толщина должна быть не менее 0,2 мм. Теплоизоляция достигается с использованием термоленты кассового устройства, она демонстрирует хорошую износостойкость и прочность.
Как сделать трансформатор для инвертора
Использование медного провода при обмотке сердечника недопустимо, т.к. он вытесняет силу тока на поверхность устройства. Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Инверторный блок отвечает за пропускную способность электрической дуги путем использования транзисторов и дросселей.
Для стабильного хода процесса сварки рекомендуется использовать несколько транзисторов в параллельной цепи, чем один более мощный элемент.
За счет этого происходит стабилизация тока на выходе, при процессе инверторной сварки своими руками, устройство издает меньше шума.
Самодельный дроссель
Конденсаторы, соединённые последовательно отвечают за несколько функций:
Резонансные выбросы минимизируются.
Потери ампер из-за конструктивных особенностей транзисторов, которые открываются намного быстрее, чем закрываются.
Самодельный трансформатор как основа для инвертора
Трансформаторы сильно нагреваются, за счет большого объема проходящего тока. Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Простые схемы инверторной сварки
Первый шаг на пути к изготовлению сварочного инвертора – выбор проверенной рабочей схемы. Существует несколько вариантов, требующих детального изучения.
Рисунок 5 — Схема инверторного сварочного аппарата
Как собрать инверторную сварку: поэтапное описание
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Блок питания сварочного инвертора вполне можно сделать из бесперебойника. Потребуются только трансформатор и корпус ИБП с удаленной остальной начинкой. Входом будет обмотка с большим сопротивлением и «родное» гнездо на торце корпуса. После подачи напряжения 220 В нужно найти пару с разностью потенциалов 15 В. Эти провода станут выходом из БП. Здесь потребуется еще поставить диодный мост, к которому будут подключаться потребители. На выходе получится напряжение около 15 В, которое просядет под нагрузкой. Тогда вольтаж придется подбирать опытным путем.
Импульсный блок питания позволяет снизить габариты и вес трансформатора, сэкономить материалы. Мощные транзисторы постоянного напряжения, установленные в инверторной схеме, обеспечивают переключение с 50 до 80 кГц. С помощью группы мощных диодов (диодного моста) получается на выходе постоянное пульсирующее напряжение. Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Сделать трансформатор можно на сердечниках типа Е42 из старого лампового монитора. Потребуется 5 таких приборов. Один пойдет для дросселя. Для остальных элементов нужны сердечники 2000 НМ. Напряжение холостого хода получится 36 В при длине дуги 4–5 мм. Выходные кабели рекомендуется заправить в ферритовые трубки или кольца.
Диодный «косой мост» предназначен для трансформации в блоке питания переменного тока в постоянный. Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Выходные провода оставляют длиной 15 см. При установке мост отделяется прикрепленным к корпусу стальным листом.
Намотка трансформатора
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная. Рисунок 9 — Намотка трансформатора
Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Корпус
Пошаговая сборка инвертора своими руками предусматривает подбор надежного корпуса для такого изделия. Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.
Различные виды самодельных сварочных инверторов имеют общую черту – это управление работой аппарата. На передней панели устанавливают выключатель, ручку регулировки сварочного тока, контакты для проводки, контрольные лампы.
Таким образом, чтобы обзавестись таким нужным в домашней мастерской аппаратом, не обязательно покупать готовый инвертор. Можно изучить необходимую теорию, приобрести детали и самому собрать сварку, которая будет надежно работать.
Система охлаждения
Из-за нагрева силовые узлы инвертора могут отказать. Во избежание этого помимо радиаторов с установленными подверженными нагреванию блоками, для недопущения перегрева также требуются вентиляторы.
Если есть высокомощный вентилятор, можно ограничиться только им, направляя воздух непосредственно к трансформатору. Если используются кулеры от старого ПК, то их понадобится порядка 6 штук. Как сделать охлаждение самого трансформатора: устанавливается сразу три вентилятора.
На самый греющийся радиатор устанавливается термодатчик, отключающий питание при приближении к заданной температуре.
Для нормального функционирования охлаждения в корпусе нужно расположить воздухозаборщики с постоянно свободными решетками.
Силовая часть
В инверторе немалая роль принадлежит блоку питания, представляющему собой трансформатор с ферритовой обмоткой. Его назначение – сбавление напряжения, трансформирование переменного тока в постоянный. Для сборки требуется 2 сердечника типа Ш20х208 2000 нм.
Обмотки инвертора термоизолируются. Для сведения к минимуму неблагоприятного влияния нестабильности напряжения, обвивка производится на всем протяжении сердечника.
Рекомендуется использовать листы омедненной жести 0,3 мм и шириной 40 мм, завернутые в термоустойчивую бумагу 0,05 мм.
Необходимость применения термобумаги диктуется тем, что при сваривании ток проходит поверхностно по проводу, сердечник практически не участвует в процессе, из-за чего образуются излишки тепла. Потому для обмотки проводники стандартного сечения не подходят, для исключения теплообразования используются материалы с большей площадью.
Если медной жести нет, можно взять многожильный провод ПЭВ сечением 0,5-0,7 мм. Имеющиеся между жилами зазоры позволяют снизить нагрев. Важна и вентиляция сварочника, так как перегревается не сам стержень, а обмотка.
После создания первого слоя по направлению намотки следует накрутить стеклоткань с экранирующим проводом того же сечения, что и основной. Стеклоткань при этом полностью закрывается проводом. Подобным образом создаются последующие обмотки и разделяются посредством термобумаги.
Для обеспечения стабильности напряжения порядка 20-25 В, следует правильно отобрать резисторы. Для мостового инвертора рекомендуется применить диодную схему «косой мост».
При работе инвертора не избежать нагрева диодов, потому их нужно расположить на радиаторе, к примеру, от персонального компьютера.
Всего нужно 2 радиатора – для крепления верхней и нижней частей моста. При установке первого необходимо применение слюдяной прокладки, для другого – термопасты.
Выход моста назначается по направлению выходов транзисторов. Для соединения используются провода длиной до 15 см. От блока мост отделяется листом металла, прикрепляющимся к корпусу агрегата для инверторной сварки.
Управление
Электронные платы инвертора следует размещать с использованием фольгированного текстолитового материала 0,5-1 мм.
Инверторная сварка своими руками осуществляется под автоматическим управлением через ШИМ-контроллера, стабилизирующего основные функциональные параметры. Для удобства органы управления рекомендуется располагать на лицевой части совместно с входом для подключения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Детали из цветных сплавов и металлов требуют особого отношения, и при необходимости сварного соединения лучше сделать профессиональную аргоновую сварку. Но цена на нее часто заставляет заменять весь узел или покупать новые комплектующие. Процесс дорогой и требующий некоторого мастерства. Спасает то, что можно сделать сварочный инвертор своими руками, при этом изрядно сэкономив на ремонте и обеспечив себя инструментом на будущее.
Содержание
Специфика сварки аргоном
Технологический процесс аргонной сварки
Необходимые материалы для изготовления аппарата
Пошаговая инструкция по изготовлению
Настройка и тестирование
Специфика сварки аргоном
От сварки ММА аргонную отличает несколько деталей процесса:
Сварка проходит при постоянном обдуве шва аргоном.
Вольфрамовый электрод (для ручной сварки). Для автоматической аргонной сварки могут применяться и плавящиеся электроды.
Дуга разжигается с помощью осциллятора — прибор для бесконтактного розжига.
Специфическая техника прохода электрода.
Необходима присадочная проволока. Без нее можно варить только очень тонкие листы.
Работает как на постоянном токе (обратная полярность), так и на переменном.
Сделать аргонную сварку из инвертора вполне реально, и самодельная установка будет проходить самые сложные швы, выдавая отличное качество. Аргон отличается от других рабочих газов полной инертностью к большинству веществ. Он дешев, достаточно тяжел, чтобы плотно окутать ванну в процессе сварки, и предотвращает образование оксидной пленки. В этом также его минус — при работе на открытом воздухе ветер может снизить качество, укрытие из подручных материалов исправит ситуацию.
Функциональные возможности сварочного инвертора
В среде инертного газа сварка проходит с силой тока 20-200 А и напряжением в 30-80 В. Параметры выбираются из диапазона по специальным таблицам, зависят от толщины соединяемого листа и диаметра электрода. Вольфрам для аргонной сварки не плавится при рабочих температурах, позволяет получить узкий аккуратный, но прочный шов за счет очень тонкой дуги и показывает малый расход (испарение — 0,01 г/м).
Присадочная проволока на толстых деталях нужна для получения монолитного шва и выбирается с учетом материала свариваемых элементов. Для алюминия нужна алюминиевая проволока, для нержавейки — легированная сталь определенной марки, и так по каждому материалу. При рабочей температуре аргонной сварки она плавится и качественно заливает шов.
Технологический процесс аргонной сварки
Главное отличие процесса аргонной сварки от ММА — отсутствие обязательных формирующих движений и использование минимального размера дуги (всего 2 мм). Горелка идет медленно плавно по одной линии. Этим достигается постоянный обдув аргоном места соединения, предотвращается окисление металла, и сварочный шов получается очень тонким.
Вторым по важности будет необходимость подключения осциллятора. Он нужен для розжига электрической дуги при использовании вольфрамового электрода. Кроме того, зажигать нужно на угольной пластине, а гасить вдали от свариваемых деталей.
Осциллятор для сварки
Схема для осциллятора
При сварке ММА дуга разжигается касанием. Вольфрам в этом методе может пригореть, проплавить металл, зацепить прилипающий кусочек, или испортить электрод другими способами. Чтобы избежать неприятностей, нужен специальный блок, вырабатывающий ток высокой частоты для импульсного розжига. Он не только дает начальный разряд, но и поддерживает его стабилизирующими импульсами. Это позволяет сварщику одинаково легко работать с постоянным и переменным током
Прибор можно купить в магазине (УВК7) или собрать своими руками по одной из массы приведенных в интернете схем.
Примеры схем:
На основе схемы обратнохода на UC3842-5 и телевизионного трансформатора.
На базе таймера NE555.
Для самостоятельного изготовления нужен определенный навык по созданию печатных плат, детали и время, поэтому часто проще купить готовый. Он уже собран, настроен и часто надежнее самосборок.
Еще один плюс заводского аппарата — подключение практически к любому сварочному аппарату через навеску на сварочные кабели. Он не влияет на аппарат, работает параллельно только с дугой. При покупке нужно учесть напряжение холостого хода, если оно выше планируемого при аргонной сварке, то осциллятор не сработает.
Необходимые материалы для изготовления аппарата
Для изготовления аппарата аргонной сварки из инвертора своими руками потребуется несколько частей:
инвертор, подходящий для сварки ММА;
баллон с аргоном;
TIG-горелка;
шланги и кабели для соединения;
осциллятор;
редуктор.
Схема сварки переменным током
Если есть возможность, то лучше воспользоваться заводскими блоками. Можно сказать, это будет аппарат для ММА с дополнительными модулями. Но самодельная установка выйдет по стоимости в два раза дешевле, чем покупка заводского агрегата с TIG-режимом.
При покупке обязательно нужно обратить внимание на горелку — нужна рассчитанная на диаметр вольфрамовых стержней и ток силой до 200 А. Такие параметры предусмотрены в некоторых моделях для бытового использования, они гораздо дешевле промышленных. В интернете можно найти способы изготовления горелки, но стоит учесть, что заводское качество и широта настроек лучше, чем у самодельных агрегатов, а по цене сборка будет минимально отличаться от покупки готовой.
Та же проблема и с рукавом. Самостоятельная сборка даст плохо гнущийся и тяжелый, а приобретение готового вполне сопоставимо по цене электрического и газового шланга, плюс разъемы для подключения к горелке и инвертору.
Горелка для аргонной сварки
Пошаговая инструкция по изготовлению
Изготовление агрегата аргонной сварки своими руками состоит из нескольких последовательных действий:
Подключение осциллятора к инвертору.
Подключение кабелей: масса к «+» клемме осциллятора, провод от горелки — к «-» клемме. Если планируется варить алюминий, то подключение обратное.
Горелка подключается к сварочному рукаву с газовым шлангом и питанием.
К газовому баллону прикручивается редуктор, и через него подсоединяется газовый шланг.
Осциллятор подключается к блоку питания на 6 Вт, а инвертор в сеть с 220 В.
Схема инверторного сварочного аппарата
Настройка и тестирование
От правильной настройки готового аппарата напрямую зависит качество шва и безопасность сварщика. Проверять следует несколько параметров:
Вольфрамовый электрод должен быть заточен до минимального диаметра.
Цанга на горелке и диаметр электрода должны соответствовать. Проверяется установкой.
При открытом вентиле расход аргона оптимально должен быть 12-15 л/мин. Регулируется редуктором.
Розжиг дуги.
Обязательно нужно проверить устройство перед использованием
Тестирование розжига дуги проводится в несколько действий, очень аккуратно и медленно. Нужно включить осциллятор и поднести горелку с электродом к металлу с подключенной массой. Нажать кнопку включения. В этот момент на расстоянии около 0,5 мм появляется дуга. Кнопку отпустить. Открыть подачу газа, снова нажать кнопку включения. С газом она должна появляться на расстоянии от 1 см.
Тестирование самодельного аппарата для сварки лучше провести сразу после сборки и не на рабочих деталях. Для пробного шва выбираются настройки параметров тока в соответствии с металлом, выбирается присадочная проволока. Для оценки работоспособности аппарата можно попробовать расплавить массивные детали, проверить равномерность наплавления присадочной проволоки, внимательно проследить окутывание аргоном сварочной ванны (нет ли окислительной пленки или нагаров).
Видео: Сварочный инвертор из ATX блока питания
схема самодельной инверторной сварки и как сделать аппарат?
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
250 ампер – показатель силы тока, который создается при выходе из аппарата;
напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
силовой блок;
питательный блок на тиристорах;
драйвера для силовых ключей.
Материалы для его сборки
Чертеж инверторного сварочного аппарата.
Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
различного типа отвертки;
паяльное устройство, чтобы соединять детали в электронной схеме;
нож;
инструмент для вырезки на металлической поверхности;
резьба, как крепежная деталь;
поверхность с небольшой толщиной из металла;
детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
провод из меди и полосы, чтобы обмотать трансформатор потребуется;
стеклоткань;
слюда;
текстолиты;
обычная термобумага, использующаяся в кассовых аппаратах.
Схема сварочного аппарата используется для сборки оборудования в домашних условиях с напряжением от электросети в 220 вольт.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.
Блок питания инвертора.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
Первичная. Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра.
Первая вторичная. 15 кругов проводом ПЭВ в диаметре 1 миллиметр.
Вторая вторичная. 15 кругов ПЭВ в диаметре 0,2 миллиметра.
Третья вторичная. 20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Изготовление сварочного инвертора.
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Рекомендуется использовать не один мощный транзистор, а пару со средней мощностью. Благодаря конструктивному подходу к проблеме стабилизируется частота тока и уменьшится шум во время сварки.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
Минимализация выброса в трансформаторе.
Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети. Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата
Электрическая схема инвертора для сварки.
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Особенности функционирования
Перед сборкой, следует ознакомиться с особенностями работы инвертора, аналогичными функционированию компьютерного блока питания. Функционирование устройства происходит в таком порядке:
входящее переменное напряжение превращается в постоянное;
входной ток 50 Гц трансформируется в ток высокой частоты;
выходное напряжение понижается;
выходной ток выправляется, поддерживается нужная для сварки частота.
Трансформаторное оборудование отличается габаритностью и тяжестью в связи со следующими особенностями. Дуговая сварка выполняется через силу тока. Вторичная обмотка для ослабления напряжения и усиления тока устраивается из минимального числа оборотов, сечение проводника принимается максимально возможным.
Применение инверторного принципа снижает объем и вес агрегатов на порядок благодаря увеличению частоты до 60-80 кГц.
Для реализации такого преобразования необходимо использование полевых транзисторов, сообщающихся друг с другом именно на такой частоте. Для их питания используется постоянный ток, направляющийся от выпрямителя, роль которого выполняет диодный мост. Для выправления напряжения требуются конденсаторы. От транзисторов ток подается к трансформатору, представляющему собой компактную катушку.
Возможна переделка и доработка в инверторный полуавтомат. Ему присущи схожие с трансформатором характеристики, но масса и габариты его меньше.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Купить или собрать своими руками?
Самодельная вещь всегда является предметом гордости ее владельца. Многие умельцы собирают электроприборы просто потому, что им это нравится. Но есть и те, для кого сборка электроприборов — это не хобби, а скорее необходимость,. Такие люди могут задаться резонным вопросом: «А стоит ли вообще делать самодельный инвертор, если можно пойти в магазин, и купить заводской аппарат ценой в 50$?». Этот вопрос вполне оправдан. И мы постараемся ответить на него.
Почему вам стоит собрать самодельный инвертор
Предлагаем начать со стоимости аппарата. Да, в продаже можно найти с десяток инверторов ценой до 100$. И вы можете купить такой аппарат, порадовавшись, что сэкономили время. Но вы не учитываете, что дешевые инверторы по определению не могут быть надежными и долговечными.
Инвертор состоит из множества сложных компонентов, которые должны быть качественными. А для производства аппарата в промышленном масштабе недостаточно просто купить качественные комплектующие. Нужно оплатить налоги, зарплату рабочим и прочие обязательные пункты. Из-за этого производители идут на хитрость и изготавливают свои инверторы из некачественных деталей, которые быстро выходят из строя.
Если вы сами купите все комплектующие и соберете аппарат, его себестоимость может быть равной бюджетному инвертору. Но при этом вы получите надежный и долговечный прибор, способный работать в сложных условиях. Это одна из основных причин, почему стоит изготовить инвертор сварочный своими силами.
Еще одна причина — это слишком большой ассортимент сварочных аппаратов в магазине. Сварщикам старой закалки непросто разобраться в таком большом разнообразии и порой легче собрать свой инвертор. Простенький, недорогой и понятный во всех отношениях. В таком случае целесообразнее купить качественную маску и расходники, а аппарат собрать из доступных деталей. Такой инвертор проще обслуживать и ремонтировать, поскольку в нем не будет сложных частей, непонятных мастеру.
Не забывайте, что самодельные сварочные аппараты любого типа развивают ваши знания и навыки в электротехнике. Изготовление самодельных электроприборов — это очень занятный процесс, который может превратиться в хобби. И если вы давно хотели развиться в этом деле, то можете начать со сборки инвертора. Он в любом случае пригодится вам в быту. Хотя бы для мелкого ремонта.
Почему НЕ стоит делать инвертор своими руками
Итак, в некоторых случаях самодельный инверторный сварочный аппарат — это отличная идея. Но нельзя отрицать, что есть и обратная сторона медали.
Собрав самодельный аппарат, вы не будете иметь самого главного — бесплатной гарантии. Большинство крупных производителей изготавливают инверторы и при их покупке дают вам гарантию минимум на год (а зачастую на 2-3 года). Это значит, что в случае поломки вы можете прийти в сервисный центр и бесплатно починить аппарат у специалиста. Вам не нужно мучиться, разбирать инвертор, пытаться понять причину поломки. Отдали аппарат в руки профессионалу и вскоре можете получить инвертор обратно. В исправном состоянии.
Вторая причина — это время. Чтобы собрать инвертор, вам понадобиться много времени. А ведь необходимо еще купить все детали, которые порой непросто найти в маленьком городе. Если вам нужен инвертор для сварки раз в год, то сборка такого аппарата в домашних условиях может превратиться в сплошное мучение. Ну а если вы не обладаете достаточными знаниями в области электротехники и не горите желанием ее изучать, то точно не получите удовольствие от самостоятельной сборки.
В конечном итоге, именно вам решать, что важнее: гарантия и сервисное обслуживание, или недорогая себестоимость + неприхотливость в хранении и применении. Далее вы узнаете, как изготовить самодельный сварочный инвертор из доступных деталей своими руками в домашних условиях, сэкономив существенную сумму и получив универсального помощника в быту.
Самый простой сварочный инвертор
Сварочный инвертор был разработан на популярном форуме человеком под ником тимвал, ветка до сих пор очень активна. Именно эта схема популярна по причине простоты. Мой вариант сварочного инвертора рассчитан на ток всего в 100 ампер, это мало, но для моих задач больше не нужно.
Схема представляет из себя однотактный прямоходовый инвертор всего на одном IGBT транзисторе IRG4PC50KD.
Инвертор состоит из нескольких частей:
Входной выпрямитель с накопительными конденсаторами и системой плавного пуска;
Системы управления с драйвером на основе комплементарной пары составных транзисторов средней мощности;
Силовая часть состоящая из IGBT транзистора и трансформатора;
Выходная часть, состоящая из дросселя с выпрямителем.
Важно заметить, что питание в начальный момент времени поступает не напрямую, а через балластный резистор R12, это нужно для плавной зарядки конденсаторов, иначе бросок тока может вывести из строя входной диодный мост и выбить автоматы.
Одновременно питание от конденсаторов через другой балластный резистор R11 поступает на линию питания микросхемы ШИМ.
Сердцем схемы является ШИМ контроллер UC3844,
который работает на частоте около 30кГц, сигнал с микросхемы сначала поступает на драйвер, выполненный на транзисторах VT2 и VT3, а затем на силовой транзистор VT4.
Напряжение на конденсаторах растет, растет и питание микросхемы и как только оно дойдет до порогового значения, для UC3844 оно составляет около 16 вольт, микросхема начнет вырабатывать управляющие импульсы, что приведет к запуску всего инвертора.
Во вторичных обмотках трансформатора появиться напряжение, это приведет к тому, что сработает силовое реле К1 и своими контактами замкнёт балластный резистор R12, и сетевое напряжение будет поступать напрямую на схему. Планый запуск длиться всего пару секунд. После плавного запуска инвертор будет работать в штатном режиме. Выходное напряжение инвертора около 60 вольт, этого достаточно для нормального розжига дуги.
Если во время сварки вращать регулятор ограничения тока (резистор R3), моментально сработает система обратной связи (цепь, состоящая из токового трансформатора ТТ, диодов VD2-VD4, резисторов R5 и R7, конденсатора С4).
Токовый трансформатор намотан на тороидальном ферритовом сердечнике небольших размеров, он имеет две обмотки, первичная — всего один виток и вторичная.
Силовой трансформатор выполнен на сердечнке EPCOS E55/28/25 феррит №87.
Сердечник был без каркаса, поэтому его пришлось сделать самому из мтеклотекстолита.
Трансформатор имеет 4 обмотки:
сетевая;
вторичная силовая;
фиксирующая;
обмотка самозапитки для системы управления.
В моём варианте обмотка самозапитки не используется, взамен применен небольшой импульсный источник питания на 24 вольта с током 1-1,5 Ампера.
Начала всех обмоток на схеме указаны точками, я советую промаркировать начало намотки, например одевая на обмотку красную термоусадку, чтобы потом не гадать где начала, а где концы намоток.
В самом начале мотается сетевая обмотка, но не полностью, а по частям. В моем случае для намотки этой обмотки был использован провод диаметром 1,20мм 25 витков. Провод нужно уложить равномерно, виток к витку.
Затем обмотка изолируется, но перед этим заливается эпоксидной смолой. Смола будет заполнять все пустоты. Т.к. из-за сильных магнитных полей в трансформаторе будут образоваться вибрации и изоляция провода со временем может пострадать, а со смолой обмотка будет полностью неподвижной.
Ставим изоляцию каптоновым термостойким скотчем и мотаем остальную часть первичной обмотки. Количество витков, провод и направление намотки тоже самое.
Опять все заливаем смолой, а поверх ставим изоляцию. Позже, уже на плате концы этих обмоток соединяются параллельно.
После мотаем фиксирующую обмотку, диаметр провода 0,5мм. Количество витков 25-26, то есть тоже самое, что и в случае первичной обмотки. Эта обмотка намотана так, чтобы провод попадал между витками первичной обмотки.
Фиксирующая обмотка равномерно растянута по всему каркасу. Аналогичным образом поступаем и с этой обмоткой, смола, изоляция.
К стати ранее я ставил изоляцию в 2-3 слоя, а после намотки фиксирующей обмотки изоляция нужна более серьезная, слоя 4-5.
Ну и наконец силовая обмотка, самая трудоемкая. Ее можно намотать медной шиной либо что еще лучше — лентой.
Наиболее эффективно работает литцендрат — провод, который состоит из большого количества параллельных тонких изолированных друг от друга проводов, такая намотка делается для минимизации влияния скин эффекта.
Но при частотах в 30кГц, этот эффект не столь ощутимый, поэтому при большом желании можно взять пару тройку медных проводов большого диаметра, но такой провод очень трудно уложить, поэтому мой выбор остановился на литцендрате.
Обмотка состоит из 100 параллельных жил провода 0,5мм. Скручиваем все это дело дрелью и покрываем дополнительной изоляцией, опят же каптоновый скотч.
Количество витков всего 9, по расчетам этого хватит для того, чтобы напряжение холостого хода инвертора было в районе 60 вольт. После намотки её так же следует залить смолой.
Схема однотактная и между половинками сердечника нужен немагнитный зазор. В моем случае для получения необходимого зазора под всеми кернами были установлены прокладки, обычный чек от банкомата.
Далее трансформатор собирается, половинки сердечника надежно стягиваются, можно даже приклеить.
Трансформатор тока. Ферритовое колечко,проницаемость может быть от 1500 до 3000. Размеры моего кольца R18х8х6. Важно, чтобы оно было ферритовым, схожие кольца можно найти в некоторых импульсных блоках питания, они стоят по входу в качестве дросселя и на них как правило две обмотки. Желто-белые, зелено-синие кольца не подойдут, материал там иной.
Сначала сердечник изолируют, в моем случае каптноновым скотчем, затем мотают вторичную обмотку. Провод в лаковой изоляции, диаметр может быть от 0,25 до 0,5мм. Количество витков в моем случае 76.
Далее обмотку нужно изолировать, можно просто залить эпоксидной смолой. Первичная обмотка — один виток из двух параллельных жил провода 1,20мм идущий к силовому трансформатору.
Выходной выпрямитель классический для этой топологии. Два диода прямой и замыкающий, притом замыкающий нужен более мощный, но можно не заморачиватся и сразу воткнуть два диода типа 150EBU04 на 150 ампер с обратным напряжением 400 вольт. Диоды из этой линейки как правило применяют именно в сварочных инверторах. Диоды обязательно нужны ультра быстрые. Можно применить диодные сборки STTh30003.
В каждом корпусе два независимых друг от друга ультра быстрых диода, каждый на 100 Ампер с обратным напряжением 300 вольт. Они даже лучше, чем 150EBU04 т.к. площадь подложки у них гораздо больше и толще. Соединение винтовое, что очень удобно.
Дроссель. Тут все не так однозначно и по факту дроссель довольно критичен Чем больше его индуктивность, тем хорошо будет зажигаться дуга даже при малых токах. По схеме дроссель на 40мкГн, его хватит, но уверенный розжиг дуги я получил при токах от 30 ампер и в принципе этого хватит.
Честно сказать для дросселя пробовал разные материалы — алсифер, неизвестные кольца которые по всей видимости применяются в качестве фильтра в частотных преобразователях и наконец сердечник набранный из трансформаторных пластин.
Наилучшим решением является применение сердечников из порошкового железа, они специально созданы для работы в качестве дросселя, но кольцо нужно приличных размеров, и их найти не так уж и просто и стоят они приличных денег. В итоге по совету коллеги Тимура, который ранее собирал данный сварочник, мой выбор остановился на пакете из железных трансформаторных пластин.
Фишка в том, что сердечник фактически невозможно загнать в насыщение, то есть можно увеличить индуктивность и получить уверенный розжиг дуги при сварочных токах хоть 5 ампер, я понимаю, что на таких токах никто не варит, но все же.
Пакет собирал из того что было, в итоге сердечник получился с размерами 86х30х17мм. Пластины обмотал каптоноым скотчем, затем бумажный и намотал обмотку. Обмотка к сожалению алюминиевая, да медь лучше, но алюминиевый был в наличии. Обмотка намотана в три ряда, каждый ряд по 10-12 витков.
После намотки каждого ряда обмотку покрывал лаком в несколько слоев и ставил изоляцию из ткани. Итоговая индуктивность дросселя около 80мкГн. Недостаток такого дросселя — большие размеры и вес, но в моем случае все получилось достаточно компактно, и даже умудрился зафиксировать его на плате.
Выводы дросселя были обжаты медными луженными клеммами, ключевое слово луженными иначе такое соединение долго не проработает, будет перегреваться и окисляться.
Входная часть. Диодный мост взят готовый, сборка KBPC3510, мост на 35 ампер, обратное напряжение 1000 вольт, устанавливается на радиатор.
Силовое реле в схеме плавного пуска с катушкой 24 вольта, рассчитан на ток в 15-30 реальных ампер, если сварочник планируете на токи более 120 ампер, то реле желательно использовать именно 30-и амперное.
Входные электролитические конденсаторы на 450 вольт, в моем случае 2штуки по 470мкФ, желательно установить три, хуже не будет. Подбирайте конденсаторы от хорошего производителя с минимально возможным внутренним сопротивлением.
Ограничительный резистор по входу желательно взять на 10 ватт, сопротивление от 10 до 30 Ом.
Диоды VD7, VD8 и VD9 в схеме преобразователя нужны ультра быстрые, именно на тот ток и напряжение, которые по схеме.
Сборку конденсаторов я заменил одним, емкостью 0,33мкФ, конденсатор специального назначения созданный для работы в импульсных схемах, такие применяют в индукционных нагревателях. Обычные пленочные конденсаторы ставить сюда крайне не желательно.
Микросхема ШИМ у меня установлена на панельку для беспаячного монтажа, после полной наладки микросхему обязательно нужно запаять на плату.
Силовые дорожки на плате просто залудить и усилить припоем не достаточно, нужно их армировать медным проводом.
Сборка инвертора своими руками
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Схема изготовления инвертора своими руками.
Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный сварочный инвертор не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При полной зарядке конденсаторов в агрегате, подключается к электросети реле, отвечающее за замыкание резисторов. С прямой подачей, без реле, есть риск взрыва аппарата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.
Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.
Первичную обмотку надо изолировать стеклотканью и намотать экран из провода 0,3 мм. Он должен покрыть всю ширину каркаса, а направление витков – совпадать с предыдущей обмоткой.
Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.
Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.
Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.
Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
сила тока на вторичке 100–150 А;
напряжение холостого хода 60–65 вольт;
рабочее напряжение при сварке 18–25 вольт;
сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:
Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
В качестве сварочных электродов можно использовать толстую швейную иглу.
Обслуживание самодельного сварочного инвертора
Чертеж сварочного инвертора для сборки своими руками.
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Ремонт неисправностей сварочного инвертора
Простые поломки, возникающие из-за неправильной эксплуатации, можно устранить в домашних условиях. Стоит пошагово разобрать методики решения основных проблем.
Самая распространенная неисправность — перегрев.
При повышении температуры срабатывает защитный модуль — устройство перестает варить. В таком случае правильно выбирают длительность поддержания дуги.
Инвертор не включается
Работу начинают с осмотра питающего кабеля. С провода снимают защитный рукав. Каждую жилу прозванивают мультиметром. Если кабель исправен, требуется более тщательная диагностика аппарата. Иногда инвертор не включается из-за поломки вспомогательного источника питания. В таком случае обращаются к специалисту.
Сварочная дуга нестабильна
Неполадка возникает из-за некорректного выбора силы тока. Параметр необходимо выставлять в соответствии с диаметром электрода. Начинающие сварщики нередко игнорируют это правило. Если упаковка с электродами не содержит инструкции, на 1 мм расходного материала должен приходиться ток в 20-40 А.
При настройке параметра учитывают и скорость сварки: если она невысокая, задают меньшую величину.
После правильного выбора параметра дуга стабилизируется.
Не регулируется подача тока
Такая неисправность возникает при поломке регулятора, расслаблении клемм для подсоединения проводов. Необходимо освободить агрегат от защитного корпуса, оценить надежность крепления проводников. При необходимости регулятор проверяют универсальным тестером. Если деталь исправна, инвертор перестает работать из-за замыкания в трансформаторе или дросселе. Эти элементы также прозванивают мультиметром. Перемотка при наличии неисправностей выполняется в мастерской.
Повышение энергопотребления
Чрезмерный расход электричества даже при отсутствии нагрузок требует проверки одного из трансформаторов. Самостоятельный ремонт вышедших из строя деталей невозможен. Трансформатор отдают на перемотку специалисту.
Управление
Электронные платы инвертора следует размещать с использованием фольгированного текстолитового материала 0,5-1 мм.
Инверторная сварка своими руками осуществляется под автоматическим управлением через ШИМ-контроллера, стабилизирующего основные функциональные параметры. Для удобства органы управления рекомендуется располагать на лицевой части совместно с входом для подключения.
Сварочный инвертор своими руками — схема сборки, ремонт и настройка
Инвертор сварочный своими руками
Метод сварки металлов на сегодня насчитывает немало способов и большинство их основано на использовании электричества. Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.
Последний стал популярен относительно недавно и до того, как на полках магазинов появились малогабаритные и легкие в переноске аппараты, домашняя сварка была уделом немногих. После массового внедрения сварочных инверторов оказалось, что принцип устройства и работы этого аппарата достаточно прост и при желании, собрать такой же можно самостоятельно.
Описание ↓
Принцип работы ↓
Область применения ↓
Преимущества и недостатки ↓
Как сделать своими руками? ↓
Необходимые материалы и инструменты ↓
Схемы ↓
Пошаговое руководство ↓
Настройка аппарата ↓
Обслуживание и ремонт ↓
Сварочный полуавтомат из инвертора ↓
Советы и рекомендации ↓
Описание
Инвертор – это прибор преобразующий постоянный электрический ток в переменный, а в сварочном аппарате инверторного типа происходит двойное преобразование:
Переменный ток силой не превышающей 5 ампер, с напряжением 220/380 вольт и частотой 50 Гц преобразовывается в постоянный с такими же значениями.
Полученный постоянный ток преобразовывается в переменный с напряжением в несколько десятков вольт и силой тока до нескольких сотен ампер.
Такая трансформация более выгодна, поскольку получаемые характеристики сварочного тока имеют высокую стабильность и легко управляются, что дает возможность настроить оптимальный режим сварки при различных размерах свариваемых деталей.
Сварочные инверторы, это моноблочные приборы, и главное их достоинство – эргономичность. В отличие от сварочных трансформаторов, в том числе и выдающих постоянный ток, инверторы могут переноситься одним человеком, а обладающие небольшой мощностью, имеют вес всего в несколько килограмм и легко вешаются на плечо.
Преобразование происходит за счет трансформатора и электронных микросхем, требующих качественного охлаждения, поэтому в корпусе также размещается мощный вентилятор. Несмотря на кажущуюся сложность, сварочный инвертор можно собрать и своими руками. Такой прибор сможет обеспечить сваривание не хуже, чем его заводские аналоги.
Принцип работы
Основным элементом системы, является силовой трансформатор с выпрямителем. Его вторичная обмотка, сильно нагревается, поэтому при компоновке устройства, очень важно расположить ее на пути воздушного потока исходящего от вентилятора.
Выпрямленный ток пропускается через фильтр из триодов с высокой частотой коммутации, в результате, частота вторичного переменного тока может достигать значения в 50 КГц. Обратная зависимость частоты и габаритов электротехнического оборудования известна давно, что и позволило придать инверторам такие скромные размеры. Такой же принцип успешно используется везде, где необходима экономия пространства, например, в бортовой сети самолета или подводной лодки, частота электрического тока также измеряется тысячами герц.
В сварочном трансформаторе, производится преобразование электродвижущей силы, в то время, как в инверторе преобразуются высокочастотные токи, что позволило в разы уменьшить вес трансформатора и сократить расход материала на его изготовление. Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Область применения
Трудно представить строительные работы, при которых не использовалась бы сварка. Сварочные инверторы существенно расширили область ее применения, так как обладают достаточно большой долей мобильности, в отличие от громоздких трансформаторных аппаратов. Сегодня инверторную сварку применяют:
Для сваривания деталей из черных металлов.
Для сваривания деталей из цветных металлов.
При необходимости сваривания в малопроходимых местах, например, в подземных туннелях трубопроводов.
Для сваривания фасонных деталей на производстве.
Для сварки в бытовых условиях.
В промышленности, для сваривания применяются инверторы с автоматической и полуавтоматической подачей сварочной проволоки, что позволяет унифицировать процесс и снизить долю ручного труда.
Основным преимуществом инверторных сварочных аппаратов является их размер, поскольку до этого, варить приходилось либо на стационарном посту, либо же, перемещать тяжелый сварочный трансформатор с помощью подручных средств, до места сварочных работ.
Благодаря двойному преобразованию, сварочный ток инвертора не зависит от сетевого и поэтому остается всегда с постоянными значениями, что позволило избежать таких неприятных явлений при сварке как:
Залипание электрода.
Отсутствие дуги при пониженном напряжении в сети.
Пережог или недожог металла.
Инвертор универсален и подходит для сварки чугунных или цветных металлов соответствующими электродами, а также для аргонодуговой сварки неплавящимися электродами. Оператор имеет возможность регулировать ток в широких пределах.
Недостаток инверторов – это относительно высокая стоимость по сравнению с трансформаторами, но учитывая имеющиеся преимущества, он полностью нивелируется. Как и любая электроника, микросхемы аппарата требуют бережного отношения, поэтому рекомендуется периодически очищать внутреннее пространство от пыли.
Также электроника может выйти из строя в условиях низких температур или высокой влажности, поэтому окружающие условия должны согласовываться с паспортными данными прибора.
Как сделать своими руками?
Хотя инверторные сварочные аппараты в широкой продаже в современном исполнении, стали доступны относительно недавно, они не являются чем-то новым. По сути, добавилось только удобное цифровое управление и более современные электронные компоненты.
Принцип же работы, как и сам аппарат были разработаны несколько десятков лет назад, да и сегодня, многие схемы сборки актуальны. Собрать самостоятельно инвертор можно имея старые электротехнические детали, на основе современных электронных компонентов. Такой аппарат выйдет значительно дешевле, чем заводской аналог.
Необходимые материалы и инструменты
Для сборки аппарата понадобятся:
Ферритовый сердечник для силового трансформатора.
Шина из меди или проволока для создания обмоток.
Фиксирующая скоба для соединения половинок сердечника.
Термостойкая изолента.
Компьютерный вентилятор.
Транзисторы.
Паяльник, пассатижи, кусачки.
Схемы
На сегодняшний день, все схемы сварочных инверторов унифицированы и построены на основе использования импульсного трансформатора и мощных транзисторов типа MOSFET.
Каждый из производителей вносит незначительные изменения в виде фирменных разработок, однако, в общем функционал аппарата не претерпевает каких-либо существенных изменений.
За основу также может браться принципиальная схема Юрия Негуляева – ученого и разработчика отечественного сварочного аппарата инверторного типа.
Пошаговое руководство
Для размещения всех элементов необходимо подобрать корпус. Рекомендуется использовать старый системный компьютерный блок, так как там уже предусмотрены отверстия для вентиляции.
Необходимо увеличить прочность корпуса, так как вес агрегата может достигать до десяти килограмм. Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже.
Первичная обмотка трансформатора – намотка проволоки производится по всей ширине каркаса, это способствует стабильной работе трансформатора при перепаде напряжений. Для намотки используются только медные провода, при отсутствии шины, несколько проводов соединяются в пучок.
Вторичная обмотка трансформатора – наматывается в несколько слоев, для этого используют несколько проводов сечением 2 мм, соединенных в пучок.
Между обмотками необходим усиленный слой изоляции, во избежание попадания на вторичную обмотку сетевого напряжения.
Между сердечником трансформатора и обмотками предусматривается воздушный зазор, для обеспечения циркуляции воздуха.
Отдельно на ферритовом сердечнике выполняется трансформатор тока, при сборке закрепляющийся на плюсовой линии и соединяющийся с панелью управления.
Транзисторы необходимо прикрепить к радиатору, но обязательно через термопроводящую диэлектрическую прокладку. Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
Диоды выпрямляющего контура крепятся аналогичным способом, к пластине из алюминия. Выходы диодов соединяются неизолированным проводом сечением 4 мм.
Силовые проводники внутри корпуса разводятся таким образом, чтобы исключить короткое замыкание.
Вентилятор устанавливают на задней стенке, что сэкономит пространство и позволит обдувать сразу несколько радиаторов.
Электросхема сварочного инвертора
Настройка аппарата
После сборки аппарата необходима дополнительная настройка для получения корректных значений сварочного тока и напряжения:
Подается сетевое напряжение, на плату и привод вентилятора.
Необходимо дождаться полной зарядки силовых конденсаторов, затем проверить работу реле, убедившись что напряжение на токоограничивающем резисторе, установленном в цепи конденсаторов отсутствует, после чего замкнуть его.
При помощи осциллографа определяется значение тока вырабатываемого инвертором, для чего замеряется периодичность импульсов, поступающих на обмотку трансформатора.
Проверяется режим сварки на блоке управления, для чего вольтметр подключают к выходу усилителя осциллографа. В маломощных инверторах, значение напряжения достигает около 15 вольт.
Проверяется работа выходного моста, путем подачи напряжения 16 вольт от блока питания. Следует помнить, что в режиме холостого хода, потребление блока составляет около 100 мА и это необходимо учитывать при проведении измерений.
Тестируется работа с силовыми конденсаторами. Напряжение изменяют со значения 16 вольт на 220. Осциллограф подключают к выходным транзисторам и контролируют амплитуду сигнала, она должна быть идентичной с той, что была на испытаниях с пониженным напряжением.
Обслуживание и ремонт
Для сборки, обслуживания и ремонта сварочного аппарата инверторного типа необходимо иметь достаточный уровень электротехнических знаний. При отсутствии таковых и необходимости ремонта, пользователь может производить лишь текущее обслуживание:
Чистка аппарата от пыли – производится пылесосом при открытом корпусе. Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка.
Замена предохранителя – защищает схемы аппарата от повреждений при перегрузке и коротких замыканиях.
Ремонт коммутирующих частей на сварочных кабелях.
Сварочный полуавтомат из инвертора
В технологических процессах требуется сваривание шаблонных деталей и наибольшего качества можно добиться используя автоматические и полуавтоматические сварочные установки с подачей проволоки для сваривания. Получить такое устройство из самодельного или промышленного инвертора, можно только при наличии соответствующих знаний и правильной перенастройке блока управления.
Дело в том, что источники питания для ручной и полуавтоматической сварки проектируются с различными вольтамперными характеристиками, и инвертор к которому добавлен только механизм для подачи проволоки, будет в итоге давать неровный шов с рваными краями.
Советы и рекомендации
Следует помнить, что силовые конденсаторы и транзисторы в схеме инвертора, требуют дополнительных мер безопасности, в частности, обязательного наличия токоограничивающего резистора. Подача тока без него может привести к взрыву.
Не следует удлинять сварочные кабели, их длина не может превышать 2,5 метра.
Статья была полезна?
0,00 (оценок: 0)
Схема сварочного инвертора
SMPS — Проекты самодельных схем
обычный сварочный трансформатор, сварочный инвертор — лучший выбор. Сварочный инвертор удобен и работает на постоянном токе. Текущий контроль поддерживается с помощью потенциометра.
Автор: Друбаджйоти Бисвас
Содержание
Использование топологии с двумя переключателями
При разработке сварочного инвертора я применил прямой инвертор с топологией с двумя переключателями. Здесь входное линейное напряжение проходит через фильтр электромагнитных помех, который дополнительно сглаживается с большой емкостью.
Однако, поскольку импульс тока включения имеет тенденцию быть высоким, необходимо наличие схемы плавного пуска. Поскольку переключатель включен, а первичные конденсаторы фильтра заряжаются через резисторы, мощность дополнительно обнуляется путем включения переключателя реле.
В момент включения питания IGBT-транзисторы используются и далее подаются через управляющий трансформатор прямого затвора TR2 с последующим формированием схемы с помощью регуляторов IC 7812.
Использование микросхемы UC3844 для ШИМ-управления
В этом сценарии используется схема управления UC3844, которая очень похожа на UC3842 с ограничением длительности импульса до 50% и рабочей частотой до 42 кГц.
Цепь управления питается от вспомогательного источника 17 В. Из-за больших токов в обратной связи по току используется трансформатор Tr3.
Напряжение сенсорного регистра 4R7/2W более или менее равно выходному току. Выходной ток можно дополнительно контролировать с помощью потенциометра P1. Его функция заключается в измерении пороговой точки обратной связи, а пороговое напряжение на выводе 3 UC3844 составляет 1 В.
Одним из важных аспектов силовых полупроводников является то, что они нуждаются в охлаждении, и большая часть выделяемого тепла отводится выходными диодами.
Верхний диод, состоящий из 2х DSEI60-06A, должен выдерживать ток в среднем 50А и потери до 80Вт.
Нижний диод т.е. STTh300L06TV1 также должен иметь средний ток 100А и потери до 120Вт. С другой стороны, общие максимальные потери вторичного выпрямителя составляют 140 Вт. Выходной дроссель L1 дополнительно соединен с отрицательной шиной.
Это хороший сценарий, так как радиатор защищен от высокочастотного напряжения. Другой вариант — использовать диоды FES16JT или MUR1560.
Однако важно учитывать, что максимальный ток нижнего диода в два раза превышает ток верхнего диода.
Расчет потерь IGBT
На самом деле, расчет потерь IGBT является сложной процедурой, так как помимо кондуктивных потерь еще одним фактором являются коммутационные потери.
Также каждый транзистор теряет около 50 Вт. Выпрямительный мост также теряет мощность до 30 Вт и размещен на одном радиаторе с IGBT вместе с диодом сброса UG5JT.
Также можно заменить UG5JT на FES16JT или MUR1560. Потери мощности диодов сброса также зависят от конструкции Tr1, хотя потери меньше по сравнению с потерями мощности IGBT. Мост выпрямителя также приводит к потерям мощности около 30 Вт.
Кроме того, при подготовке системы важно помнить о масштабировании максимального коэффициента нагрузки сварочного инвертора. Основываясь на измерении, вы можете быть готовы выбрать правильный размер обмотки, радиатора и т.д.
Принципиальная схема
Детали обмотки трансформатора
Переключающий трансформатор Tr1 намотан на два ферритовых сердечника EE, и они оба имеют сечение центральной стойки 16×20 мм.
Таким образом, общее поперечное сечение составляет 16×40 мм. Следует позаботиться о том, чтобы не осталось воздушного зазора в области сердцевины.
Хорошим вариантом будет использовать первичную обмотку 20 витков, намотав ее 14 проводами диаметром 0,5мм.
Вторичная обмотка, с другой стороны, имеет шесть медных полос 36×0,55 мм. Трансформатор прямого привода Тр2, рассчитанный на малую паразитную индуктивность, выполнен по схеме трехжильной обмотки с тремя витыми изолированными проводами диаметром 0,3 мм и витками из 14 витков.
Основная секция изготовлена из h32 с диаметром средней стойки 16 мм и без зазоров.
Трансформатор тока Tr3 изготовлен из дросселей подавления электромагнитных помех. В то время как первичка имеет всего 1 виток, вторичка намотана 75 витками провода 0,4 мм.
Одним из важных моментов является соблюдение полярности обмоток. В то время как L1 имеет ферритовый EE-сердечник, средняя колонка имеет сечение 16×20 мм и имеет 11 витков медной ленты 36×0,5 мм.
Кроме того, общий воздушный зазор и магнитная цепь установлены на 10 мм, а ее индуктивность составляет около 12 мкГн.
Обратная связь по напряжению особо не мешает сварке, но несомненно влияет на потребление и потери тепла в режиме ожидания. Использование обратной связи по напряжению очень важно из-за высокого напряжения около 1000 В.
Кроме того, ШИМ-контроллер работает с максимальным рабочим циклом, что увеличивает уровень энергопотребления, а также нагрева компонентов.
Напряжение постоянного тока 310 В можно извлечь из сети 220 В после выпрямления через мостовую сеть и фильтрации через пару электролитических конденсаторов 10 мкФ/400 В.
Источник питания 12 В можно получить из готового блока адаптера 12 В или собрать дома с помощью информации, предоставленной здесь :
Цепь сварки алюминия
Этот запрос был отправлен мне одним из преданных читателей. этого блога г-н Хосе. Вот подробности требования:
Мой сварочный аппарат Fronius-TP1400 полностью исправен, и я не заинтересован в изменении его конфигурации. Эта машина, которая имеет возраст, является первым поколением инверторных машин.
Это базовое устройство для сварки покрытым электродом (сварка MMA) или вольфрамовой дугой (сварка TIG). Переключатель позволяет сделать выбор.
Это устройство обеспечивает только постоянный ток, что очень подходит для сварки большого количества металлов.
Есть несколько металлов, таких как алюминий, которые из-за их быстрой коррозии при контакте с окружающей средой необходимо использовать пульсирующий переменный ток (прямоугольная волна от 100 до 300 Гц) это облегчает устранение коррозии в циклах с обратной полярностью и включить плавку в циклы прямой полярности.
Существует мнение, что алюминий не окисляется, но оно неверно, происходит то, что в нулевой момент, когда он контактирует с воздухом, образуется тонкий слой окисления, который с этого момента предохраняет его от следующих последующих окисление. Этот тонкий слой усложняет работу по сварке, поэтому используется переменный ток.
Мое желание состоит в том, чтобы сделать устройство, которое будет подключено между терминалами моего сварочного аппарата постоянного тока и горелки, чтобы получить этот переменный ток в горелке.
Вот где у меня возникли трудности, в момент создания преобразователя CC в AC. Я увлекаюсь электроникой, но не специалист.
Итак, я прекрасно понимаю теорию, я смотрю на микросхему HIP4080 или аналогичную таблицу данных и вижу, что ее можно применить к моему проекту.
Но моя большая трудность в том, что я не делаю необходимых вычислений значений компонентов. Может есть какая схема которую можно применить или адаптировать, в инете не нашел и не знаю где искать, поэтому прошу вашей помощи.
Конструкция
Чтобы гарантировать, что в процессе сварки можно устранить окисленную поверхность алюминия и обеспечить эффективное сварное соединение, существующий сварочный стержень и алюминиевую пластину можно интегрировать с приводным каскадом полного моста. , как показано ниже:
Rt, Ct можно рассчитать методом проб и ошибок, чтобы получить колебание полевых МОП-транзисторов с любой частотой от 100 до 500 Гц. Точную формулу вы можете найти в этой статье.
Th Входное напряжение 15 В может подаваться от любого адаптера 12 В или 15 В переменного тока в постоянный.
О компании Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем/печатных плат, производитель. Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными схемами и учебными пособиями. Если у вас есть какие-либо вопросы, связанные со схемой, вы можете ответить через комментарии, я буду очень рад помочь!
Взаимодействие с читателем
Сварочные аппараты с инвертором и трансформатором: объяснение различий
Каждый сварщик хоть раз задумывался над этим, инверторный или трансформаторный сварочный аппарат?
Основное отличие заключается в том, что инверторный сварочный аппарат значительно эффективнее и легче. Но трансформаторные сварочные аппараты более надежны в долгосрочной перспективе и лучше подходят для более суровых условий.
Итак, ответ не так прост, как вы думаете. Некоторые сварщики доверяют трансформаторному сварочному аппарату, а другие никогда не откажутся от удобства инверторного сварочного аппарата, несмотря ни на что.
Помимо этого краткого введения существует еще много различий, и в этой статье подробно рассматривается каждая технология, чтобы помочь вам решить, какая из них лучше всего соответствует вашим потребностям.
По правде говоря, в каждом сварочном аппарате есть трансформатор, даже в сварочных инверторах. Однако сварщики трансформаторов не используют передовые технологии для уменьшения размера сердечника.
Итак, когда мы говорим «трансформаторный» или «трансформаторный сварочный аппарат», мы имеем в виду старую технологию громоздких, тяжелых машин.
Что такое сварочный аппарат с трансформатором
Традиционный сварочный аппарат с трансформатором представляет собой надежную технологию с ограниченным контролем дуги и значительным весом. Поэтому сегодня трансформаторные сварочные аппараты в основном используются в тяжелой промышленности или в качестве стационарных рабочих лошадок в сварочных цехах.
Благодаря долговечности трансформатора эти машины могут дожить до ваших внуков. Многие сварочные цеха до сих пор используют такое оборудование, которому более 50 лет.
Однако, поскольку их трансформаторный сердечник огромен и тяжел, их трудно перемещать и почти невозможно транспортировать.
Краткая история трансформатора
Первые сварочные аппараты на основе трансформатора появились в начале 1900-х годов, но эти ранние модели были в основном экспериментальными. Прошло много лет, прежде чем инженерам удалось сконструировать машины с относительно стабильной дугой.
Только в 1920-х и 1930-х годах трансформаторные сварщики получили реальное распространение. В то время соединение стали в основном осуществлялось заклепками, газовой сваркой и ковкой.
Дуговая сварка стала широко применяться ближе к концу Второй мировой войны. К 1980-м годам почти все выпускаемые аппараты для дуговой сварки были трансформаторными. Таким образом, сварочные аппараты с трансформаторными сердечниками прошли почти сто лет исследований и разработок, что во многом объясняет их надежность.
Как работает трансформаторный сварочный аппарат?
Сварщики с трансформаторами используют «понижающий трансформатор». Эта простая технология берет высоковольтный ток с малой силой тока и преобразует его в низковольтный ток с большой силой тока.
Итак, вход переменного тока высокого напряжения (110В, 220В, 380В и т.д.) с малой силой тока (30А, 40А, 60А и т.д.) становится 17В-45В при 200А-600А.
Схема понижающего трансформатора
«Сердечник» трансформатора состоит из трех частей:
Первичная катушка – Обмотка из медного провода, подключенная к основному входному напряжению от источника питания.
Вторичная катушка – Обмотка, подключенная к сварочным проводам. Эта катушка имеет меньше провода, чем первичная катушка. Итак, когда магнитное поле от первичной катушки индуцирует электричество во вторичной катушке, напряжение и сила тока меняются местами. В этом суть системы с понижающим трансформатором.
Сердечник – концентрирует магнитное поле, создаваемое в первичной обмотке, во вторичной обмотке.
Мостовой выпрямитель
Сварочные аппараты на основе трансформатора выдают только переменный ток, если они не имеют моста выпрямителей. Добавленные выпрямители блокируют одну из двух полярностей переменного тока, оставляя чистый постоянный ток (DC), предпочтительный для большинства типов сварки.
Связанный чтение : AC VS DC Сварные различия
Преимущества и недостатки сварщиков трансформаторов
Pros
Trate-Testing Technology, разработанная более века
Simple, Redundant Design без цифрового элемента
903.
77777777777 7. Рельеф 903.
без цифровых элементов
77777777 7. Рельеф 903.
без цифрового элемента
903.
Simple 9030 без цифрового элемента
777777777777 гг.
Легче ремонтировать и обслуживать, чем инверторные аппараты
Недостатки
Тяжелый
Громоздкий
Иногда сварочные кабели должны быть очень длинными, поскольку аппарат трудно перемещать, что может привести к падению постоянного тока
Менее стабильная дуга по сравнению с инверторами
Низкий рабочий цикл в портативных сварочных аппаратах на основе трансформаторов
Ограниченное количество функций для управления дугой
Дорогие
Сварочные аппараты с инвертором
Сварочные аппараты с инвертором используют современные технологии для повышения эффективности и резко снизить вес машины.
Кроме того, инверторные сварочные аппараты могут улучшить качество дуги и обеспечить ценные функции, которые были невозможны со старыми трансформаторными сварочными аппаратами.
Что такое инверторный сварочный аппарат
Инверторный сварочный аппарат — это сварочный аппарат, в котором используются полупроводниковые электронные компоненты для повышения эффективности преобразования электрического тока. Инверторные сварочные аппараты легкие, портативные и часто не больше вашей коробки для завтрака.
Кроме того, инверторные сварочные аппараты часто имеют множество цифровых функций для управления дугой. Они используют аппаратное и программное обеспечение для управления стабильностью дуги, частотой, шириной конуса дуги, профилем валика, начальной и конечной силой тока, балансом переменного тока, потоком защитного газа, прогоранием проволоки, индуктивностью и настройками многих других параметров сварки.
Часто сварочные аппараты на инверторной основе включают цифровой дисплей, который помогает вам со всеми настройками, но некоторые современные аппараты на основе трансформатора имеют его. Таким образом, цифровое управление не обязательно означает, что сварщик использует инверторную технологию.
Как работает инверторный сварочный аппарат?
Сварочные инверторы работают за счет увеличения частоты входной мощности с 50 Гц до 20 000–100 000 Гц. Для этого высокочастотного тока требуется значительно меньший сердечник трансформатора, чем у старых трансформаторных сварочных аппаратов. В старой технологии трансформатор был рассчитан на использование стандартной частоты переменного тока 50–60 Гц, доступной в настенной розетке.
Поскольку в инверторных сварочных аппаратах используются электронные переключатели, которые включают и выключают питание до 1 миллиона раз в секунду, эта технология позволяет инвертору значительно увеличить частоту переменного тока.
Таким образом, используя более высокую частоту, инверторные сварочные аппараты «заряжают» сердечник намного быстрее, 100 000 раз в секунду вместо 60 раз в секунду. Это позволяет использовать сердечник меньшего размера без потери выходной мощности, что делает инверторные сварочные аппараты намного более эффективными.
Что такое технология IGBT?
Биполярные транзисторы с изолированным затвором, или IGBT, представляют собой полупроводниковую технологию с тремя выводами, используемую для высокоэффективного переключения электроэнергии. БТИЗ были разработаны для удовлетворения потребности в синтезе сигналов сложной формы и используются не только в сварочных аппаратах.
Вы можете найти системы IGBT в электромобилях, поездах, холодильниках, кондиционерах и т. д. Это второй наиболее широко используемый силовой транзистор в мире.
БТИЗ имеют значительное преимущество по сравнению с предыдущими системами MOSFET, особенно в высоковольтных и сильноточных системах сварочных аппаратов. Таким образом, инверторные сварочные аппараты с технологией IGBT более долговечны, чем инверторные сварочные аппараты на основе MOSFET.
Преимущества и недостатки сварщиков инверторов
Pros
Низкий вес и небольшой размер
Высокая эффективность
. количество цифровых функций для управления дугой
Увеличенный рабочий цикл
Позволяет машине выполнять сварку в несколько процессов
Минусы
Меньший ожидаемый срок службы
Сложность ремонта
Менее прочный и легко повреждаемый из-за чувствительной электроники
Только специализированные инверторные сварщики могут эффективно работать с электродом E6010
Инверторные и трансформаторные сварочные аппараты – что лучше?
Хотя выбор технологии носит субъективный характер, кажется, что все больше сварщиков ежедневно присоединяются к клубу инверторных технологий.
Да, инверторные машины первого поколения были не очень надежными. Но сегодня большинство инверторных сварочных аппаратов используют современные технологии.
Итак, приобретя сварочный аппарат известного бренда, вы сможете воспользоваться преимуществами современной техники без особых недостатков.
Производительность
Сварочные аппараты с трансформатором обеспечивают достаточно приличную дугу, но аппараты с инвертором обеспечивают более стабильную дугу с большей консистенцией. Поскольку трансформаторные машины не могут изменять дугу в режиме реального времени, они подвержены колебаниям напряжения дуги, возникновению дуги и другим проблемам, связанным с дугой.
Внутренний микроконтроллер управляет IGBT в инверторных сварочных аппаратах, позволяя контролировать дугу в реальном времени. Это обеспечивает надежное постоянное напряжение, более стабильную дугу и позволяет использовать значительно больше функций, о которых мы поговорим позже.
Таким образом, инверторные машины обеспечивают более высокую производительность. Профессионалы выигрывают от меньшей очистки после сварки, равномерного провара и стабильного профиля валика. Новичкам выгодна более легкая в управлении дуга.
Надежность и ожидаемый срок службы
Несмотря на то, что за последние 30 лет инверторные сварочные аппараты значительно улучшились, трансформаторные аппараты по-прежнему более надежны. В настоящее время нет инверторного сварочного аппарата старше 30 лет, кроме как в музее. Тем не менее, по всей территории США используются тысячи 50-летних трансформаторных блоков, и они до сих пор находятся в хорошем состоянии.
Но это не значит, что инверторные сварочные аппараты ненадежны. На качественные инверторные сварочные аппараты распространяется расширенная гарантия (3 года и более), и большинство из них переживает гарантийный срок. Но сварочные аппараты на основе трансформатора имеют более длительный срок службы.
Затраты
Сварочные инверторы были дорогими, когда они только появились. Но сегодня IGBT-аппараты значительно дешевле, чем трансформаторные сварочные аппараты, если только вы не покупаете бывшее в употреблении оборудование.
Инверторы сделали сварочное оборудование доступным для всех. То, что раньше стоило несколько тысяч долларов, теперь стоит всего несколько сотен долларов или даже меньше. Конечно, стоимость зависит от множества факторов, таких как марка машины и качество сборки. Но нельзя отрицать влияние инверторов на рынок. Таким образом, производители постепенно отказываются от сварочных аппаратов на основе трансформаторов, и многие бренды больше не поставляют их на коммерческий рынок.
Сварочные среды
Аппараты на основе трансформаторов лучше справляются с запыленными и влажными средами, чем сварочные аппараты на основе инверторов. Они заслужили свою надежную репутацию. Тем не менее, вы должны соблюдать рейтинг безопасности вашего устройства и руководство по эксплуатации. Многие инверторные сварочные аппараты лучше подходят для сомнительных условий, чем трансформаторные.
Кроме того, многие старые аппараты на основе трансформаторов не имеют устройства снижения напряжения («VRD»), в то время как качественные инверторные сварочные аппараты MMA имеют его. VRD является важным элементом безопасности при сварке электродом. Он снижает напряжение холостого хода («OCV») до безопасного уровня, чтобы предотвратить случайное поражение оператора электрическим током. Таким образом, вы можете выполнять сварку в неблагоприятных условиях, таких как тесные пространства, высокая влажность и влажные помещения, без риска поражения электрическим током. К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности.
Энергия
Инверторные сварочные аппараты намного эффективнее старых трансформаторных агрегатов. Они могут выдавать такое же количество энергии, но требуют на 50% меньше входной мощности. Вот почему многие инверторные машины поддерживают стандартную домашнюю розетку 110 В.
Например, трансформаторный сварочный аппарат Hobart Ironman 240 требует входа 50 А и 240 В для выхода 200 А. Напротив, для инверторного устройства Eastwood MIG 250 требуется вход 46 А и 240 В для выхода 250 А. Но тот же блок Eastwood выдает 140 А при подключении к розетке 120 В с цепью 20 А. Итак, инверторы намного превосходят по энергоэффективности, обеспечивая большую мощность и часто позволяя использовать 110/115/120В.
Портативность и вес
Благодаря своему огромному весу трансформаторные сварочные аппараты лучше всего использовать в качестве стационарных машин в сварочных цехах и на производственных предприятиях. Нецелесообразно использовать тяжелые, громоздкие машины для работы, требующей мобильности.
Машины на базе инвертора мобильны, легки и портативны. Кроме того, портативность инверторов позволяет быстро перемещаться на новое рабочее место. Вы можете сваривать в своем гараже или загрузить машину в кузов грузовика, чтобы работать в другом месте.
Рабочий цикл
Обычные сварочные трансформаторы имеют массивный сердечник, который аккумулирует тепло из-за электрического сопротивления. Небольшие трансформаторы в инверторных машинах также нагреваются от сопротивления, но они могут быстро рассеивать это тепло благодаря значительно меньшей массе. Вот почему инверторные сварочные аппараты часто имеют более длительный рабочий цикл, чем старые трансформаторные блоки.
Кроме того, небольшие электрические компоненты, такие как печатные платы в инверторных сварочных аппаратах, быстро нагреваются, но их легко охладить. Итак, вы часто увидите инверторные машины с системами вентиляторов и решетками для потока воздуха. Их механические части легко охлаждаются благодаря малой массе. Итак, если вам нужен длительный рабочий цикл, инверторная технология — хороший выбор. Тем не менее, это сильно различается между конкретными моделями. Существуют трансформаторные сварочные аппараты с лучшими рабочими циклами, чем у некоторых инверторов.
На генераторе
Некоторые генераторы имеют тенденцию выдавать «грязную» мощность, что является причудливым способом сказать, что их выходное напряжение может колебаться. Иногда выходное напряжение генератора может быть достаточно высоким, чтобы повредить чувствительные детали инверторных сварочных аппаратов.
Однако вам не о чем беспокоиться, если вы используете качественный генератор. Ищите генератор с суммарным коэффициентом гармонических искажений («THD») ниже 6%. Чем ниже THD, тем меньше возникновение непредсказуемых скачков напряжения от генератора.
Таким образом, трансформаторные сварочные аппараты более неприхотливы и не выдерживают никаких повреждений на большинстве современных генераторов. Но многие инверторные сварочные аппараты имеют системы защиты, обеспечивающие их безопасность.
Например, коррекция коэффициента мощности («PFC») автоматически компенсирует скачки напряжения и обеспечивает необходимое напряжение для инвертора. Кроме того, многие производители используют высоковольтные конденсаторы для предотвращения повреждений и позиционируют эти инверторы как безопасные для генераторов.
Характеристики
Модели на основе трансформатора не могут сравниться с многочисленными функциями, доступными на инверторных сварочных аппаратах. Таким образом, хотя у старых трансформаторных сварочных аппаратов есть свои способы обеспечения основных полезных функций с помощью механических методов, они не могут сравниться с универсальностью инверторов с цифровым управлением.
Например, инверторные аппараты для сварки TIG на переменном токе могут выводить сигналы различной формы, такие как прямоугольные, треугольные и мягкие волны. Сварщики трансформаторов ограничены простой синусоидой. Одно только это изменение может значительно улучшить вашу работу. Кроме того, инверторы представили возможность выполнять импульсную TIG, что значительно улучшило результаты при сварке тонкого металла.
Но MIG, FCAW и дуговая сварка также не лишены улучшений. Инверторная технология позволяет выполнять импульсную сварку MIG, что снижает тепловложение и разбрызгивание, обеспечивая при этом высокую скорость наплавки и визуально ошеломляющие сварные швы. Многие инверторные сварочные аппараты имеют «синергический» или «автоматический» режим, который автоматически обновляет скорость подачи проволоки и напряжение в режиме реального времени, что упрощает работу для новичков.
Инверторная технология также позволила объединить несколько сварочных процессов в одной машине. Таким образом, вы можете носить с собой сварочный аппарат размером с чемодан, не вспотев, и иметь возможность сварки TIG, MIG, сварки с флюсовой проволокой и MMA на переменном/постоянном токе с двумя входами напряжения. Кроме того, каждый процесс имеет множество функций для точной настройки, таких как частота и ширина импульса дуги, баланс переменного тока, амплитуда EN/EP, сила дуги, горячий старт, индуктивность, контроль обратного прожига и другие.
Прекрасным примером этого является аппарат для сварки и плазменной резки Yeswelder MP200 5-в-1.
Известные проблемы
Не все сварочные аппараты с инвертором могут работать со штучным электродом E6010. Этот целлюлозный электрод используется для сварки труб, сварки в нерабочем положении и соединения ржавой стали. Сварщики трансформаторов не испытывают затруднений с электродом E6010, потому что он имеет высокое OCV, обеспечивая достаточное напряжение для поддержания дуги.
Однако большинство инверторных сварочных аппаратов не имеют достаточно высокого OCV или необходимых алгоритмов для эффективного управления дугой с помощью электрода E6010. Итак, если вам нужно использовать этот электрод, ищите инверторные сварочные аппараты, где производитель специально указывает, что сварочный аппарат поддерживает его. Эта информация обычно включается в рекламную брошюру или лист спецификаций.
Сварочные аппараты на основе трансформатора также имеют одну менее известную оговорку. Так как это в первую очередь стационарные машины, для маневрирования на работе необходимо использовать очень длинные тросы. Это не проблема, если вы используете выход переменного тока. Но поскольку в большинстве сварочных процессов используется выходная мощность постоянного тока (за исключением TIG переменного тока), напряжение будет падать в длинных проводах и ухудшать результаты сварки.
Wrapping It
Сварочные аппараты на основе инвертора намного проще сваривать благодаря многочисленным полезным функциям. Кроме того, они легкие и портативные. Благодаря низкой стоимости и лучшей стабильности дуги домашние мастера и сварщики-любители получают наибольшую выгоду от инверторных аппаратов. Но профессионалы также получают большую выгоду от более дорогих, высококачественных инверторных машин.
Итак, инверторные сварочные аппараты имеют значительное преимущество перед старыми трансформаторными агрегатами. Но старая трансформаторная технология заслужила репутацию долговечности. Машины на основе трансформаторов могут работать десятилетиями, поскольку они имеют простую и надежную конструкцию без каких-либо цифровых элементов.
Только вы можете решить, что лучше для вас, исходя из ваших потребностей. Надеемся, что информация в этой статье предоставила вам полезную информацию, которая поможет вам с выбором. Спасибо за чтение!
Схема Бармалея на 160 ампер. Инверторный сварочный аппарат своими руками. Как я сделал сварочный аппарат своими руками
Сварочный инвертор своими руками собрали сотни мастеров. Как показывает практика, ничего сверхсложного в этом процессе нет. При наличии опыта и желания можно обзавестись необходимыми деталями и потратить некоторое время на работу.
Для изготовления устройства необходимо запастись всеми необходимыми деталями и аксессуарами.
Сварочный аппарат трансформаторного типа был настолько громоздким и проблемным в эксплуатации, что пришедшие ему на смену инверторы на тиристорах быстро завоевали всеобщую популярность.
Дальнейшее развитие технологий изготовления полупроводниковых компонентов позволило создать мощные полевые транзисторы. С их появлением инверторы стали еще легче и компактнее. Улучшенные условия регулирования и стабилизации сварочного тока позволяют легко работать даже новичкам.
Выбор конструкции инвертора
В качестве корпуса можно использовать старый компьютерный блок.
Схема самодельного сварочного инвертора неоригинальна и похожа на большинство других конструкций. Большинство деталей можно заменить аналогами. Необходимо определить размеры устройства и приступить к изготовлению корпуса при наличии всех основных элементов.
Можно использовать готовые радиаторы (от старых компьютерных блоков питания или других устройств). Если у вас есть алюминиевая шина толщиной 2-4 мм и шириной более 30 мм, вы можете изготовить их самостоятельно. Можно использовать любой вентилятор от старых устройств.
Все габаритные детали должны располагаться на ровной поверхности, возможности подключения посмотреть согласно принципиальной схеме.
Затем определите место установки вентилятора, чтобы горячий воздух с одних частей не нагревал другие. В сложной ситуации можно использовать два вентилятора, работающих на вытяжку. Стоимость кулеров невысока, вес также незначителен, а надежность всего устройства значительно повысится.
Самые большие и тяжелые детали — это трансформатор и дроссель для сглаживания пульсаций. Их желательно размещать по центру или симметрично по краям, чтобы их вес не перетаскивал устройство набок. Крайне неудобно работать с устройством, носимым на плече и постоянно сползающим набок во время сварки.
Если все детали расположены удовлетворительно, необходимо определить размеры нижней части устройства и вырезать ее из доступного материала. Материал должен быть неэлектропроводным, обычно используют гетинакс, стекловолокно. При отсутствии этих материалов можно использовать древесину, обработанную антипиренами и для защиты от влаги. Последний вариант имеет свои преимущества в некотором роде. Для крепления деталей можно использовать винты, а не резьбовые соединения. Это несколько упростит и удешевит процесс изготовления.
Схема подключения инвертора
Все инверторы имеют аналогичную блок-схему:
входной диодный мост, преобразующий переменное напряжение сети в постоянное напряжение;
Высокочастотный преобразователь постоянного тока в переменный;
устройство понижения напряжения высокой частоты до рабочего;
Преобразователь постоянного напряжения со сглаживающим фильтром пульсаций.
Схема, выбранная для самоделки, устроена по классической методике. Сердцем схемы является косой мост, обеспечивающий наилучшие характеристики при максимальной простоте и стоимости. Цепь питания управляется TL49.4 контроллер. Функции управления и регулирования сварочного тока осуществляет микроконтроллер PIC16F628. Через него также реализована защита устройства от перегрева. В зависимости от максимального тока и используемых деталей возможно несколько версий прошивки аппарата с разным максимально допустимым сварочным током.
Блок питания логических элементов схемы и низковольтной аппаратуры выполнен на базе ШИМ-контроллера TNY264.
Принципиальная схема, несмотря на большое количество элементов, достаточно проста в изготовлении. Вся система управления выполнена на нескольких платах:
плата силовых элементов, два варианта;
выпрямитель
;
две платы управления.
На плате силовых элементов расположены выпрямительные диоды с защитными цепями, силовые транзисторы, трансформатор, измеритель сопротивления. Требуемый вариант платы необходимо выбирать в соответствии с имеющимися комплектующими для сварочного инвертора.
Для инверторного устройства требуется плата управления питанием.
На плате выпрямителя имеются мостовые элементы, сглаживающие конденсаторы, реле плавного пуска, сопротивления, компенсирующие изменение параметров от температуры (термисторы).
Платы управления питанием содержат следующие схемы:
ШИМ-контроллер с оптронными развязывающими элементами;
цифровой индикатор
с кнопками управления;
элементы питания;
Микроконтроллер
.
Перед сборкой плат дорожки для установки силовых элементов необходимо армировать медной проволокой сечением 2,5-4 мм. Для лужения дорожек желательно использовать тугоплавкий припой.
Трансформатор и дроссель для инвертора
При изготовлении сердечника для трансформатора сварочного инвертора можно использовать строчные трансформаторы от старых телевизоров. Потребуется шесть трансформаторов типа ТВС110ПЦ15.У. Снимите прижимную скобу с трансформаторов (отверните две гайки М3 и снимите скобу). Обмотку можно разрезать с двух сторон ножовкой по металлу или болгаркой, соблюдая необходимые меры предосторожности. Если после снятия обмотки сердечник не раскололся на две части, нужно зажать его в тиски и легким ударом разделить. Поверхности деталей необходимо очистить от эпоксидной смолы. После подготовки магнитопроводов нужно сделать каркас. Оптимальным материалом для каркаса будет стекловолокно толщиной 1-2 мм, но можно использовать гетинакс или картон. Технические характеристики магнитопровода в сборе:
Трансформеры можно позаимствовать из старого телевизора.
средняя длина магнитной линии kp = 182 мм;
Размеры окна
S 0 = 6,2 см 2 ;
сечение магнитопровода S m = 11,7 см 2 ;
коэрцитивная сила H c = 12 А/м;
остаточная магнитная индукция В г = 0,1 Тл;
магнитная индукция B s = 0,45 Тл (если H = 800 А/м), B m = 0,33 Тл (если H = 100 А/м и t = 60 °С).
Сечение и количество витков обмоток необходимо рассчитывать исходя из максимально допустимого рабочего тока для устройства.
Обмотки должны располагаться по всей ширине окна, чтобы уменьшить потери на накладные расходы.
В качестве материала обмоток для устранения скин-эффекта может использоваться медная фольга или многожильный провод нужного сечения. Изоляционным материалом между слоями и обмотками может быть вощеная бумага, лакоткань, лента ФУМ.
При необходимости регулирования сварочного тока можно изготовить трансформатор тока. Для его изготовления вам потребуются два кольца типа К30х18х7. Им нужно намотать 85 витков медного провода в лаковой изоляции сечением 0,2-0,5 мм. Кольцо надевается на любой из выходных проводов устройства.
Использование инвертора в трехфазной сети
Иногда при перегрузке сети не хватает мощности для нормальной работы инвертора. При возможности однофазный инвертор можно преобразовать в трехфазный.
При подключении к однофазной сети (вилка вставлена в розетку) включается пускатель К1. Одна пара его контактов соединяет провода, идущие от вилки, к штатному выключателю (вкл/выкл) инвертора. Другая пара будет соединять обрезанные дорожки печатной платы от автоматического выключателя к стационарному выпрямителю.
Пускатель К1 должен иметь контакты с максимально допустимым током не менее 25 А.
Для подключения напряжения от трехфазного выпрямителя используется пускатель К2. Максимально допустимый ток его контактов должен быть не менее 10А. Для подключения к трехфазной сети целесообразно использовать розетку 3p+N+E (три фазных провода, нейтраль и земля). Устройство может быть встроено в инвертор или изготовлено как отдельный блок. Производство как отдельное подразделение оптимально при работе в одном месте. При частых перемещениях таскать два устройства не удобно.
Заключение по теме
Сделать сварочный инвертор своими руками не так уж и сложно. При недостатке опыта всегда можно проконсультироваться со специалистами.
В итоге можно получить отличное устройство с дополнительными функциями, которых нет в коммерческих инверторах.
Ремонт самодельного устройства не создаст особых проблем, а использование инструмента в работе доставит удовольствие.
Сегодня широко используемым сварочным аппаратом является сварочный инвертор. Его преимущества – функциональность и производительность. Сделать мини сварочный аппарат своими руками можно без особых денег (тратя только на расходники), если иметь представление о том, как устроена и работает электроника. Хорошие инверторы сегодня дороги, а дешевые могут разочаровать низким качеством сварки. Прежде чем сконструировать такой инструмент самостоятельно, необходимо внимательно изучить схему.
Все компоненты устройства должны быть установлены на базу. Для его изготовления подойдет пластина гетинакса толщиной ½ см. Вырежьте в центре пластины круглое отверстие для вентилятора, который нужно будет защитить решеткой.
Между проводами должно быть воздушное пространство. На лицевую часть базы необходимо вывести светодиоды, ручки резистора и тумблера, фиксаторы кабеля. Весь этот механизм необходимо оснастить сверху «кожухом», для изготовления которого подойдет винипласт или текстолит (толщиной не менее 4 мм). На электрододержателе крепится кнопка, которую вместе с подсоединяемым кабелем необходимо хорошо заизолировать.
Сам процесс сборки не так уж и сложен. Важнейшим этапом является настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
Инвертор нужен сначала подключить блок питания 15В к ШИМ , одновременно подключить один конвектор к блоку питания, чтобы уменьшить теплопроизводительность прибора и сделать его работу тише.
Для замыкания резистора нужно подключить реле . Подключается, когда закончится зарядка конденсаторов. Эта процедура значительно снижает колебания напряжения при подключении инвертора к сети 220В. Взрыв может произойти, если резистор не используется при прямом подключении.
Затем проверьте, как срабатывают реле замыкание резистора через несколько секунд после подключения тока к плате ШИМ. Продиагностировать саму плату на наличие прямоугольных импульсов после срабатывания реле.
Затем подается питание 15В на мост для проверки его исправности и правильности установки. Сила тока не должна быть выше 100мА. Установите ход на холостой ход.
Проверить правильность установки фаз трансформатора … Для этого можно использовать 2-лучевой осциллограф. Подключить питание на мост от конденсаторов через лампу 220В 200Вт, перед этим выставить частоту ШИМ 55кГц, подключить осциллограф, посмотреть форму сигнала, убедиться, что напряжение не поднимается более 330В.
Для того, чтобы определить частоту устройства, нужно постепенно уменьшать частоту ШИМ до тех пор, пока на нижнем ключе IGBT не появится небольшая закрутка. Зафиксируйте этот показатель, разделите его на два, прибавьте к полученной сумме значение частоты перенасыщения. Итоговая сумма будет рабочей частотой колебаний трансформатора. Мост должен потреблять ток в районе 150мА. Свет от лампочки не должен быть ярким, очень яркий свет может свидетельствовать о пробое в обмотке или ошибках в построении моста.
Трансформатор не должен создавать шумовых эффектов. Если они присутствуют, то стоит проверить полярность. Тестовое питание можно подключить к мосту через какой-нибудь бытовой прибор. Можно использовать чайник мощностью 2200 Вт.
Проводники от ШИМ должны быть короткими, скрученными и вдали от источников помех.
Постепенно увеличивайте ток Инвертор с резистором. Обязательно слушайте прибор и наблюдайте за показаниями осциллографа. Нижний ключ не должен подниматься более чем на 500В. Стандартный показатель – 340В. При наличии шума IGBT может выйти из строя.
Начало сварки через 10 секунд … Проверьте радиаторы, если они холодные, увеличьте время сварки до 20 секунд. Затем можно увеличить время сварки до 1 минуты и более. После использования нескольких электродов трансформатор нагревается. Через 2 минуты вентилятор остывает и можно снова приступать к работе.
Сборка самодельного сварочного инвертора своими руками на видео
Сделать инвертор самостоятельно реально, даже при отсутствии глубоких знаний в области электротехники и электроники. Для этого нужно всего лишь разобрать принцип работы такого устройства, строго придерживаться готовой схемы. Если заняться изготовлением самодельного сварочного аппарата, который по техническим характеристикам практически не будет уступать заводскому аналогу, можно неплохо сэкономить.
В том, что самодельный сварочный агрегат будет работать эффективно, можно не сомневаться. Аппарат, собранный по простейшей схеме, позволит готовить электродами 3,0-5,0 мм, при длине дуги 1 см.
Ненужным компьютерным блоком может быть установочный корпус.
Комплектация сварочного инвертора своими руками неоригинальна, она напоминает большинство других самодельных конструкций. Многие элементы можно заменить аналогами. При наличии основных деталей конструкции можно рассчитать оптимальные параметры корпуса и приступить к его изготовлению.
Подойдут готовые радиаторы от старых устройств, например, блоков питания ПК. Но сделать их можно и самостоятельно, если под рукой есть алюминиевая рейка, толщина которой от 2 до 4 мм, а ширина более 3 см. Можно использовать вентилятор от любого старого устройства.
Все крупногабаритные детали рекомендуется изначально разложить на плоскости, чтобы можно было наглядно определить возможности соединения по схеме.
Далее нужно определиться с местом для вентилятора. Он не должен гнать поток горячего воздуха от одного элемента устройства к другому. Если в этой ситуации есть сложности, то можно использовать одновременно несколько вентиляторов, которые будут работать на вытяжку. Цена кулеров, их вес незначителен, но надежность агрегата в целом возрастет в разы.
Основными конструктивными элементами самодельного сварочного полуавтомата, которые имеют большие размеры и вес, являются дроссель и трансформатор. Располагать их рекомендуется по краям (симметрично друг другу) или по центру. То есть их масса не должна тянуть транспортное средство в сторону. Например, довольно неудобно работать с установкой, подвешенной на ремне через плечо сварщика, когда она будет постоянно скользить в одном направлении.
После того, как все детали от сварочного инвертора расставлены по своим местам, необходимо определить параметры днища для агрегата, вырезанного из имеющегося материала, который должен быть токопроводящим. Чаще всего для этих целей используют стеклохолст, гетинакс. Если этого материала нет в наличии, то подойдет обычная древесина, предварительно обработанная влагостойкими, противопожарными растворами. Экстремальный вариант даже имеет некоторые преимущества.
Компонентами крепежа обычно являются винты, что упрощает и удешевляет сборку изделия.
Самодельная сварка: материалы для изготовления, основные характеристики
Собрав сварочный полуавтомат инвертор по стандартной простой электрической схеме, вы станете обладателем работоспособной установки со следующими ТТХ:
напряжение — 220В ;
входной ток — 32А, выходной — 250А.
Схема сварочного оборудования с аналогичными техническими показателями включает следующие детали:
блок питания;
блок питания
;
драйверы ключей питания.
Перед сборкой самодельного сварочного аппарата рекомендуется подготовить все комплектующие по схеме, инструмент для сборки. Для такой самоделки вам понадобится:
набор отверток;
ножовка по металлу;
провод
, медные полосы;
паяльник
для соединения деталей электронных схем;
тонкий листовой металл:
компоненты резьбового соединения
;
компоненты для формирования электронных схем;
текстолит
;
термобумага
;
слюда;
стекловолокно.
Для домашнего использования часто изготавливают инверторы, работающие от стандартной электросети (220В). Если есть необходимость, то можно собрать и устройство, которое будет работать от трехфазной сети питания (380В). Инверторы этого типа имеют свои преимущества, одним из которых является достаточно высокий КПД, в отличие от однофазных изделий.
Обмотка трансформатора
Для намотки трансформатора потребуется медная полоса: толщина — 0,3 мм, ширина — 40 мм. Медная проволока подходит для высоких температур. Термослой может быть изготовлен из бумаги, используемой для кассовых аппаратов или копировальной техники. А вот второй вариант хуже, бумага недостаточно прочная, может порваться.
Лак является лучшим изоляционным материалом; желательно использовать минимальный слой. Для электробезопасности устройство можно разместить в обмотке платы платы. Напряжение зависит от качества изоляции между обмотками. Длины полосок бумаги должно хватить, чтобы полностью покрыть периметр обмотки, и еще должен быть запас не менее 2 см.
Запрещается использовать толстую проволоку, так как работа инверторного сварочного аппарата основана на токах высокой частоты. Если взять такой провод, то его жила при работе использоваться не будет. В результате трансформатор может перегреться.
Для предотвращения этого эффекта рекомендуется брать провод минимальной толщины и большей площади. Поверхность такого типа не перегревается, является эффективным проводником.
При выполнении вторичной обмотки рекомендуется использовать 3 медные полосы, разделенные пластиной из фторопласта. И снова из бумажной кассовой ленты делается термопрослойка. Недостатком этой бумаги является то, что она темнеет после нагревания, но остается прочной на разрыв.
Вместо медной полосы также можно использовать провод ПЭВ — диаметром не более 0,7 мм. Такой провод имеет большое количество жил – в этом его главное преимущество. Но этот вариант обмотки гораздо хуже медной, провода такого типа имеют значительные воздушные зазоры, из-за чего плохо стыкуются.
При использовании СЭВ конструкция полуавтомата из инвертора имеет четыре обмотки (используется СЭВ диаметром 0,3 мм):
первичная обмотка — 100 витков;
1-я вторичная обмотка — 15 витков;
2-я вторичная обмотка — 15 витков;
3-я вторичная обмотка — 20 витков.
Для трансформатора и всей конструкции требуется охлаждающий вентилятор. Для этих целей отлично подойдет кулер системного блока (220В, 0,15А).
Охлаждение
Силовые компоненты самодельной схемы сварочного инвертора, изготовленной своими руками, значительно нагреваются. Это может привести к быстрым поломкам. Чтобы они не перегревались, помимо радиаторов охлаждения блоков, нужно дополнительно установить вентиляторы.
Если у вас есть мощный вентилятор, вы можете сделать только это. При этом поток холодного воздуха должен быть направлен на силовой трансформатор. При использовании маломощных вентиляторов, например, от старых ПК, их потребуется около шести штук, три из которых будут охлаждать трансформатор.
Также для предотвращения перегрева сварочного аппарата своими руками рекомендуется на самый горячий радиатор установить датчик температуры, который при достижении максимально допустимой температуры будет сигнализировать об автоматическом отключении.
Для эффективной работы системы вентиляции необходимо правильно установить воздухозаборники в корпусе сварочного агрегата, решетки которых не должны загораживаться.
Кастомизация
Самодельный сварочный инвертор прост в сборке и не требует значительных капиталовложений. Но без привлечения специалиста настроить его проблематично. Как сделать и настроить самодельный инвертор самостоятельно?
Инструкция
Предварительно необходимо подать напряжение на плату сварочного аппарата. Блок издаст характерный писк. Сетевое напряжение также необходимо подать на охлаждающий вентилятор, что предотвратит перегрев деталей, и агрегат будет работать стабильнее.
Когда силовые конденсаторы получили достаточный заряд, необходимо замкнуть токоограничивающий резистор (проверяется работа реле, на резисторе должно быть нулевое напряжение).
Важно — при подключении сварки без токоограничивающего резистора возможен взрыв!
Использование этого типа резистора значительно снижает броски тока при подключении сварочного аппарата к сети 220В.
Наш инструмент генерирует ток более 100А. Этот параметр зависит от конкретной используемой схемы, и рассчитать его можно с помощью осциллографа.
Проверка режима сварки на блоке управления самодельным плазморезом. Для этого нужно подключить вольтметр к выходу усилителя оптопары. Для маломощных устройств среднее пиковое напряжение должно быть около 15В.
Далее необходимо проверить правильность сборки выходного моста. Для этого от подходящего блока питания на вход блока подается напряжение 16В. В нерабочем состоянии блок потребляет ток около 100 мА, что следует учитывать при выполнении контрольных измерений.
Работу вашего самодельного инвертора можно сравнить с работой промышленного. На обеих обмотках осциллограф измеряет соответствие импульсов друг другу.
Далее нужно проверить работу. Необходимо изменить напряжение с 16В на 220В, подключив инвертор напрямую к сети. С помощью осциллографа, подключенного к выходным транзисторам, наблюдаем форму сигнала, его соответствие тестам при минимальном напряжении.
Инвертор для сварки – достаточно популярный агрегат в любой сфере деятельности: на производстве, в быту. А благодаря использованию встроенного регулятора, выпрямителя тока, сварочный аппарат инверторного типа позволит добиться наиболее эффективных результатов сварки, если сравнивать с результатами аналогичных работ с использованием стандартных сварочных аппаратов, на которых установлены трансформаторы из электротехнической стали.
Вывод
Собрать самоделку не представляет особой сложности. Если для этого недостаточно опыта, то всегда можно обратиться к специалистам за дополнительной консультацией. Зато в результате можно собрать агрегат с дополнительными функциями, которых лишены заводские аналоги, и существенно сэкономить.
Инверторные сварочные аппараты широко используются в строительной отрасли благодаря их высокой производительности и малому весу. Однако не каждый может себе позволить такой инструмент. Единственный выход – сделать сварочный инвертор своими руками. Схем таких устройств в интернете много. Многие из них сложные и дорогие, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, простую ремонтопригодность, однако весьма существенным недостатком является не только их вес, но и зависимость от напряжения. Вход электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работы становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для сварки в домашних условиях, а также на предприятиях, о обеспечивает стабильное горение и поддержание сварочной дуги с помощью тока высокой частоты (отличной от 50 Гц).
Сварочный инвертор представляет собой обычный импульсный источник питания, работа которого основана на следующих принципах:
Входное напряжение (питание инвертора переменного тока 220 В переменного тока) преобразуется в постоянное.
Постоянный ток преобразуется в переменный ток высокой частоты.
Идет процесс преобразования напряжения путем его снижения.
Выпрямление и преобразование тока для частотно-безопасной сварки.
Благодаря этим моментам вес и габариты аппарата снижены. Для того чтобы собрать инверторную сварку своими руками, необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом был огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварки. Для получения такого тока необходимо использовать проволоку большого диаметра, что влияет на вес сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и габаритами оказалось проще, т. к. габариты и масса самого трансформатора уменьшаются в несколько десятков и сотен раз. Например, если увеличить частоту в 6 раз, можно уменьшить габариты трансформатора но в 3 раза. Это приводит к значительной экономии материалов.
Благодаря мощным ключевым транзисторам, использованным в схеме инвертора, переключение происходит с частотой от 50 до 80 кГц. Эти транзисторы работают только при постоянном напряжении.
Как известно из курса физики, для получения постоянного напряжения используется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные синусоидальные напряжения. Но использование одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Конденсаторный фильтр используется для получения нормального постоянного напряжения. После этих преобразований на выходе фильтра появляется постоянное напряжение выше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
Блок питания служит источником питания для схемы инвертора. Транзисторы подключены к понижающему трансформатору, который импульсный и работает на частотах в диапазоне от 50 до 90 кГц. Мощность такого трансформатора примерно такая же, как у его огромного собрата — сварочного силового трансформатора.
Модернизация такого аппарата становится легче, так как благодаря своим габаритам и массе появляются дополнительные возможности для повышения устойчивости сварочного аппарата.
Существует огромное количество самодельных сварочных инверторов, схемы которых разнообразны по функционалу и способам установки. Разберем подробно каждую из самодельных моделей.
Изготовление резонансного инвертора
За основу необходимо взять компьютерный блок питания форм-фактора АТ, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, иначе, если их нет, покупаются на рынке. Все компоненты имеют низкую стоимость.
Тогда вам необходимо определиться с параметрами инверторной сварки своими руками. Также возможно использование следующих характеристик:
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая используется во всех источниках бесперебойного питания. Инвертор имеет низкое энергопотребление около 2,5 кВт, что позволяет использовать его в квартире.
Трансформатор должен быть в сборе и сердечники типа Е42, который используется в старых ламповых мониторах. Для изготовления нужно около 5 штук таких трансформаторов.
Для дросселя следует использовать другой трансформатор. Остальные элементы индуктивности собраны из сердечника 2000HM. Диоды и транзисторы необходимо устанавливать на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода составляет примерно 36 В при длине дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели должны быть обмотаны ферритовыми трубками или ферритовыми кольцами от блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в обмотке I при резонансе.
Схема 1 — Схема сварки резонансного инвертора
Благодаря небольшому весу и габаритам появляется возможность модернизировать устройство.
Предотвращение прилипания электрода
В этом случае используется транзистор IRF510, который представляет собой полевой эффект. Кроме того, он также обеспечивает плавный пуск и прерывание входа на микросхеме SG3524:
При высоких температурах срабатывает датчик температуры.
Выключение тумблером.
Блокировка при коротком замыкании (КЗ).
Простой сварочный аппарат
Данная модель рассчитана на напряжение 220 В и силу тока 32А, после переделки ее значение достигнет 280А. Этого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметров.
Схема и комплектующие
Основным элементом является трансформер, сделать который достаточно сложно, но вполне реально.
Основные данные:
Состоит из ферритового сердечника (7 × 7 или 8 × 8).
Первичная обмотка примерно 100 витков диаметром 0,3 мм.
Материалы для трансформатора: медные провода соответствующего диаметра, стеклотекстолит, текстолит, электротехническая сталь (для железной руды), х/б материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Рисунок 1 — Блок-схема инверторного сварочного аппарата
Пояснение к схеме:
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров), выполнен отдельно от блока силовая секция.
Схема 2 — Принципиальная схема блока питания
Проводники (длиной не более 15 см) для управления затворами транзисторов необходимо припаивать ближе к последним, причем проводники соединяются попарно друг с другом, их сечение роли не играет.
Основу блока питания составляет понижающий трансформатор с сердечником Ш20×208 2000 нм, а II обмотка намотана в несколько слоев провода, изоляция которого не повреждена. На вторичку надо мотать следующим образом, изолируя слои: 3 слоя, а потом фторопластовая прокладка, потом снова 3 слоя и снова фторопластовая прокладка. Это делается для увеличения перегрузочного сопротивления . Затем на II обмотке поставить конденсатор не менее 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо трансформатор тока, подключенный к плюсу, собрать на ферритовом сердечнике, а его сердечник обернуть термобумагой (кассовой лентой). Прикрепите выпрямительные диоды к радиатору.
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным назначением инверторного блока является процесс преобразования постоянного тока в переменный ток высокой частоты. Для этого используются мощные транзисторы, хотя в ряде случаев можно заменить более мощный на 2 и более транзисторов средней мощности.
Достаточно хорошее охлаждение — важный элемент всего устройства. Для этого следует использовать кулеры от компьютерной техники, но не стоит ограничиваться одним, т. к. необходимо обеспечить достаточное охлаждение цепи питания, радиаторы которой служат для отвода тепла, но это тепло необходимо отводить. Для полной защиты необходимо установить датчик температуры (устанавливается на ТЭН), из-за чего подача питания от сети будет отключена.
Пайка, регулировка и проверка работоспособности
Пайка является ключевой, так как при правильном расположении деталей от нее зависят размеры всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливаются встречно друг к другу. Входная цепь рассчитана с запасом около 300 В.
Для настройки функции необходимо подключить широтно-импульсный модулятор к 15 В для питания кулера. Реле включается вместе с резистором R11 и должно давать 150мА.
После проделанных манипуляций необходимо перейти непосредственно к проверке работоспособности устройства:
Если эта схема показалась очень сложной, то рассмотрим схему очень простого устройства.
Простейший инверторный сварочный аппарат
Модель данного аппарата очень простая и бюджетная. Его легко собрать благодаря простой электрической схеме.
Весь процесс сборки можно разделить на этапы, кроме того необходимо собрать все детали, материалы:
Схема 4 — Схема простейшего сварочного инвертора своими руками
После сборки устройство необходимо настроить и продиагностировать при первом запуске для выявления ошибок в работе.
Установка инвертора:
Таким образом можно собрать инвертор для сварки своими руками. Не обязательно использовать сложные схемы, ведь радиолюбители нашли лучшее решение в бюджетном варианте. Причем уровень сложности схем варьируется от довольно сложных до простых. Чтобы собрать сварочный инвертор своими руками, не обязательно покупать дорогие детали, а можно использовать подручные средства.
Инверторная сварка быстро вошла в рабочее пространство мобильных групп и отдельных рабочих мест по вызову. Наличие такого сварочного аппарата также пригодится каждому владельцу в гараже или частном доме. Компактные габариты устройства, небольшой вес и высокие показатели качества шва выгодно выделяют его на фоне крупных трансформеров. К сожалению, магазинная цена не позволяет каждому стать обладателем этой техники. Но для тех, кто умеет работать своими руками, есть выход – это самодельный сварочный инвертор. Какие инструменты и материалы понадобятся для его создания? Как собрать основные узлы? Что входит в обслуживание и ремонт самодельного устройства?
Принимая решение о создании аппарата из подручных деталей, доступных по цене и пригодных для сварки в домашних условиях или по мелким заказам, следует отдавать себе отчет в реальности результата. Самодельный инверторный сварочный аппарат значительно уступает по внешнему виду магазинным аналогам. Для солидного частного предпринимателя, специализирующегося на монтаже отопления, установке заборов, металлических дверей и других услугах, такое подразделение не будет выглядеть авторитетно.
А вот простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работы в гараже. Такое устройство сможет потреблять из сети 220В, преобразовывать их в 30В, увеличивать силу тока до 200А. Этого вполне достаточно для работы с электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, так как переменный ток преобразуется в постоянный, а потом обратно в переменный, но с высокой частотой.
Такие инверторы подходят для сварки забора, ворот, собственного отопления, дверей. С ним удобно носить, и даже готовить, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать накладывать швы на практике, то сваривать тонкие листы стали станет возможным. Впоследствии можно усовершенствовать схемы сварочных инверторов, добавив к ним механизм подачи проволоки, крепление барабана и газовые краны своими руками, чтобы получился полуавтомат. Также возможна переделка под аргоновую сварку.
Необходимые детали и инструменты
Для создания инверторного сварочного аппарата своими руками не обойтись без похода в магазин или на рынок. Совершенно невозможно собрать его из предметов в гараже бесплатно. Но общая стоимость будет в три раза дешевле, чем покупка готовой продукции. В сварочных аппаратах и их производстве используются:
набор отверток;
плоскогубцы
;
паяльник
для изготовления электрощита;
дрель
, для отверстий под выключатели и вентиляцию;
ножовка
;
листовой металл под кузов;
болты и винты
;
приборов и кнопок на панели;
конденсаторы, транзисторы и диоды;
медная шина
для намотки;
проводов для подключения всех узлов;
элементов для ядра;
изоляционная бумага и изолента;
силовой и рабочий кабели.
Прежде чем приступить к созданию своими руками сварочного инвертора, схема которого уже должна быть распечатана на бумаге, стоит посмотреть несколько видео от специалистов о пошаговой сборке. Это поможет вам наглядно увидеть, с чем вам придется столкнуться, и сравнить результат. Далее приводится пошаговая инструкция, как сделать сварочный инвертор своими руками. Допускаются некоторые отклонения и вариации, в зависимости от того, какая мощность устройства нужна на выходе, и какие материалы имеются под рукой.
Трансформатор
Электрическая часть инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышение силы тока до величины, способной расплавить металл. В первую очередь необходимо выбрать материал для сердцевины. Это могут быть заводские стандартные пластины или самодельный каркас из листового металла. Видео в сети помогает увидеть главный принцип этой конструкции вне зависимости от используемых вариантов.
Сварочные трансформаторы лучше мотать из медной шины, так как оптимальные характеристики достаточная ширина и малое сечение. Такие параметры позволят использовать все физические ресурсы материала. Но если такой шины нет, то можно использовать провод другого сечения. Все это влияет на степень нагрева изделия во время работы.
Трансформатор намотан вручную и состоит из двух частей: первичной и вторичной обмоток. Для инвертора своими руками подходит:
Феррит 7 х 7. Первичная обмотка создана из провода ПЭВ 0,3 мм, который намотан ровно, виток к витку, 100 витков.
Следующий слой — изоляционная бумага. Подойдет лента от кассового аппарата или стеклоткани. Первый сильно темнеет при нагревании, но сохраняет свои свойства.
Вторичная обмотка применяется в несколько уровней. Первый – ПЭВ 1,0 мм на 15 оборотов. Так как витков немного, их следует равномерно распределить по всей ширине. Они покрыты лаком и слоем бумаги.
Второй уровень состоит из ПЭВ 0,2 мм в 15 витков с последующей изоляцией аналогично предыдущим слоям.
Финальный уровень делается из ПЭВ 0,35 за 20 витков. Вы также можете изолировать слои лентой второго слоя.
Рама
Когда основной элемент инвертора создан своими руками, можно приступать к изготовлению корпуса. Можно ориентироваться на ширину трансформера, чтобы он свободно помещался внутри. От его размера стоит рассчитать еще 70% необходимого места для остальных частей. Защитный кожух может быть собран из стального листа толщиной 0,5 — 1,0 мм. Уголки можно приварить, скрепить болтами, а борта сделать сплошными на гибочном станке (что потребует дополнительных затрат). Для переноски инвертора вам понадобится ручка или зажим для ремня.
При создании корпуса стоит предусмотреть удобную разборку и доступ к основным элементам в случае ремонта. На лицевой стороне необходимо сделать отверстия для:
токовых выключателей;
кнопка питания
;
светодиоды, сигнализирующие о включении;
Разъемы
для кабелей.
Цеховые сварочные инверторы с порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционные цвета сварочных аппаратов — красный, оранжевый и синий.
Охлаждение
В корпусе должно быть просверлено достаточное количество вентиляционных отверстий. Желательно, чтобы они находились на противоположных сторонах друг напротив друга. Также нужен вентилятор. Это может быть кулер от старого компьютера. Он должен быть установлен, работая на вытяжку горячего воздуха. Приток холода осуществляется через отверстия. Разместите кулер как можно ближе к трансформатору — самому горячему элементу устройства.
Преобразующий ток
В схему сварочного инвертора обязательно входит диодный мост. Он отвечает за изменение напряжения на постоянное. Диоды припаяны по схеме «косой мост». Эти элементы также подвержены нагреву, поэтому их следует монтировать на радиаторы, которые имеются в старых системных блоках. Чтобы найти их, вы можете обратиться в мастерские по ремонту компьютеров.
Два радиатора расположены по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора. Выводы направлены на контактные провода транзисторов, отвечающие за возврат тока в переменный, но с повышенной частотой. Соединяемые между собой провода должны иметь длину 150 мм. Трансформатор и диодный мост рекомендуется разделить внутренней перегородкой.
В схеме инвертора требуются конденсаторы с последовательным соединением. Они отвечают за снижение резонанса трансформатора и минимизацию потерь в транзисторах. Последние быстро открываются и медленно закрываются. При этом появляются потери тока, которые компенсируют конденсаторы.
Сборка и комплектация
После создания всех компонентов устройства можно переходить к сборке. К основанию крепятся трансформатор, диодный мост и электронная схема управления. Все провода подключены. К внешней панели крепятся:
резисторные переключатели;
кнопка питания
;
световые индикаторы;
ШИМ-контроллер;
Разъемы
для кабелей.
Держатель и зажим для массы лучше покупать в готовом виде, так как они надежнее и удобнее. Но можно изготовить держатель самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке устройства. Измеряется начальное напряжение. При 15В он не должен читать больше 100А. Диодный мост проверяется осциллографом. После этого проверяется временная пригодность к работе путем наблюдения за нагревом радиаторов.
Самостоятельный ремонт
Правильное техническое обслуживание инвертора необходимо для его долгой и бесперебойной работы. Для этого раз в два месяца следует проводить чистку от пыли, предварительно сняв кожух. Если устройство перестало работать, вы можете произвести ремонт самостоятельно, посмотрев видео в сети об основных поломках и способах их устранения.
Что проверяется в первую очередь:
Входное напряжение. Если он отсутствует или недостаточен по размеру, то устройство работать не будет.
Автоматические выключатели. При скачке сгорают защитные элементы или срабатывает автоматическое отключение.
Датчик температуры. При повреждении блокирует работу последующих узлов.
Контактные клеммы и соединения под пайку. Размыкание цепи останавливает протекание тока и рабочие процессы.
Изучив схемы обычных инверторов, и закупив необходимые детали, а также посмотрев обучающие видео, вы сможете собрать качественный сварочный аппарат, который будет очень полезен хорошему хозяину.
4 различных типа сварки, которые должен знать каждый домашний мастер
Фото: istockphoto.com
Сварка может быть интересным хобби сама по себе или полезным навыком для домашних мастеров, реставраторов автомобилей, домашних инженеров, мастеров и художников. К сожалению, не один вид сварки подходит для всех задач. Различные типы сварщиков могут ввести в заблуждение как тех, кто только начинает, так и тех, кто хочет улучшить свои навыки или обновить свое оборудование.
Если вам интересно, какие бывают виды сварки и как их использовать, продолжайте читать. В этой статье мы рассмотрим каждый из четырех различных типов сварки, которые могут понравиться пользователям, работающим в режиме «сделай сам», обсудим их достоинства и рассмотрим некоторые из лучших аппаратов в каждой категории.
1. Дуговая сварка металлическим электродом в среде защитного газа – также известная как сварка MIG
Фото: homedepot.com
Сварка MIG, несомненно, является самым популярным видом сварки среди домашних мастеров, а также среди профессионалов. Сварочная проволока подается с катушки к сварочному пистолету. Скорость подачи регулируется, что обеспечивает превосходный контроль, и сварщик может сосредоточиться на самом сварном шве. Это самый простой из методов сварки для изучения, и новички вскоре могут производить стабильно прочные сварные швы, которые не требуют особых усилий для очистки.
Единственным реальным недостатком сварки MIG является то, что для создания защитного «экрана» вокруг сварного шва и предотвращения загрязнения требуется подача баллонного газа. Его несложно настроить, но сварка MIG менее портативна, чем некоторые альтернативы.
Подходит для: Универсальная сварка стали или алюминия в мастерских.
Наша рекомендация: Lincoln Electric Weld Pak 140 Amp — можно приобрести в магазине Home Depot за 649,00 долларов США Lincoln Electric — один из ведущих производителей сварочного оборудования для самостоятельного изготовления и профессионального сварочного оборудования. Это высококачественное устройство сочетает в себе простоту использования для начинающих с мощностью и точностью, которые требуются более опытным пользователям. Он может производить два вида сварки. В дополнение к эффективной сварке MIG, он также предлагает возможность сварки с флюсовой сердцевиной (см. Сварку с флюсовой сердцевиной ниже). 9
2. Дуговая сварка вольфрамовым электродом в среде защитного газа – она же сварка TIG приводная катушка со сварочной проволокой. Сварка выполняется вольфрамовым электродом, защищенным газом так же, как и MIG. Часто используется присадочная проволока, но «автогенные» сварные швы просто сплавляют два куска металла вместе.
Сварка ВИГ предлагает большую гибкость. Его можно использовать для стали, нержавеющей стали и алюминия, так называемых «мягких» металлов, таких как латунь и медь, и более экзотических материалов, таких как магний и титан. Некоторые сварочные аппараты TIG оснащены ножным управлением, позволяющим точно регулировать температуру. С помощью этих сварочных аппаратов для стали опытные пользователи могут выполнять аккуратные высококачественные сварные швы в толстых или тонких материалах.
Однако одновременная работа с пистолетом, присадочной проволокой, горелкой и, возможно, ножным управлением делает сварку TIG более трудной для освоения, чем сварку MIG. Это также гораздо более медленный процесс. Не рекомендуется для начинающих.
Подходит для: Прецизионная сварка различных металлов.
Наша рекомендация: Сварочный аппарат Primeweld TIG225X 225 Amp – Приобретите на Amazon за 825,00 долларов США Доступны аппараты TIG стоимостью менее 500 долларов, но сварщикам-любителям со скромным бюджетом, вероятно, лучше инвестировать в MIG. Эта мощная машина Primeweld оснащена инверторной технологией, которая обеспечивает постоянную и контролируемую мощность, поэтому пользователи могут в полной мере воспользоваться преимуществами универсальности сварки TIG. Полный сварочный комплект включает в себя высококачественную горелку, ножную педаль, газовый регулятор и базовую маску.
Связано: Решено! Лучшая краска для металла
3. Дуговая сварка в защитном металле – она же сварка электродом
Фото: amazon.com
Сварка электродом существует с конца 19 века. До того, как MIG стал доступным, это был любимый метод сварки многих домашних мастеров. По сути, это расплавляет металлическую палочку (стержень) в сустав. Стержень содержит необходимые для экрана элементы, поэтому отдельного газоснабжения не требуется, и он хорошо работает на открытом воздухе. Этот тип сварочного аппарата часто рекомендуется для сварки чугуна и хорошо подходит для стали. Он сваривает грязные, ржавые или окрашенные поверхности. Хотя его можно использовать и для других металлов, генерируемая высокая мощность затрудняет сварку тонкого материала.
Реклама
Зажигание дуги (начало сварки) может быть сложной задачей. Использование стержней, а не непрерывной катушки проволоки, означает, что это процесс с остановкой и запуском. Это также создает много брызг (брызги расплавленного металла), которые делают сварной шов неопрятным, что требует значительной работы, если требуется аккуратная отделка. По сути, это быстрая и грязная «сельскохозяйственная» сварка.
Подходит для: Грязный или ржавый металл, где аккуратная сварка не особенно важна.
Наша рекомендация: LOTOS LTPDC2000D Сварочный аппарат для сварки электродами, аппарат для сварки TIG и плазменный резак — приобретите на Amazon за 489,00 долларов США Lotos — это торговая марка, известная своим высокопроизводительным сварочным оборудованием по конкурентоспособным ценам. Эта модель предлагает невероятную гибкость в том, что она может работать как с ручным электродом, так и с TIG, и может использоваться в качестве плазменного резака для резки металла (требуется подача сжатого воздуха). Особое внимание уделяется зажиганию дуги, что помогает преодолеть один из недостатков электродуговой сварки.
Связанный: Лучшие угловые шлифовальные машины для вашего дома Магазин
4. Дуговая сварка порошковой проволокой
Фото: amazon.com сварка. На самом деле ряд машин, таких как упомянутая выше Lincoln Electric, предлагают возможности как для сварки MIG, так и для сварки с флюсовым сердечником.
Отличие заключается в самой проволоке, которая имеет флюс снаружи. Это твердое тело, пока оно не нагреется от контакта со сварным швом, после чего оно выделяет инертный газ, который создает экран, аналогичный сварке MIG. Однако для этого не нужен газ в баллонах, шланг и регулятор. Это делает его гораздо более портативным решением. Экран меньше подвержен влиянию ветра, что делает его хорошим выбором для сварки на открытом воздухе. Подобно сварке стержнем, она сваривает металлы в плохом состоянии, поэтому требуется небольшая подготовка или вообще не требуется никакой подготовки.
Недостатком является то, что проволока более дорогая, а брызги сложно удалить. Кроме того, сварка с флюсовой сердцевиной обеспечивает быстрое проплавление, что отлично подходит для толстого материала, но неопытные пользователи могут прожечь тонкий лист насквозь.
Объявления
Подходит для: Наружный ремонт и строительство.
Наши рекомендации: Сварочный аппарат Goplus MIG 130 – Приобретите на Amazon за 149,99 долларов США Недорогой сварочный аппарат Goplus MIG 130 предлагает новичкам все необходимое для начала работы, включая безгазовый сварочный аппарат, базовую маску, щетку/отбойный молоток, и моток проволоки. Это легкое и универсальное введение в сварку с флюсовой проволокой, хотя более опытным пользователям может потребоваться больше мощности.
Реклама
Можете ли вы запустить сварочный аппарат на солнечной энергии? (Да, вот как)
Будучи партнером Amazon, этот сайт получает комиссионные за соответствующие покупки. Для получения более подробной информации нажмите здесь.
Сварочные аппараты больше не ограничиваются фабриками, так как энтузиасты-сделай сам, любители и почти каждый может купить сварочный аппарат для своей домашней мастерской. Но можно ли запустить сварочный аппарат на солнечной энергии? Или этот инструмент будет потреблять слишком много энергии?
Сварочному аппарату на 24 В, 150 ампер требуется не менее 2 кВт/ч солнечной энергии для работы в течение 30 минут. Солнечный генератор мощностью 3000 Вт или 7–8 солнечных панелей по 300 Вт могут питать сварочный аппарат пятью часами солнечного света.
Как рассчитать потребность сварщика в солнечной энергии
Формула требуемой мощности сварщика:
Напряжение x Ампер / КПД = Вт / киловатт 4235 Вт или 4,3 кВт/ч округленно.
Сварщику требуется 4235 Вт для работы в течение 1 часа. На 30 минут нужно около 2200 Вт и так далее.
Отсюда легко понять, какой размер солнечного генератора или количество солнечных панелей необходимы.
Чтобы использовать сварочный аппарат в течение 30 минут, вам понадобится примерно 8 солнечных панелей по 300 Вт или солнечный генератор на 3000 Вт. Чтобы сварить в течение часа, вам нужно удвоить мощность до 600 Вт для генератора или 16 солнечных панелей по 300 Вт.
Кажется, что это много, и это так. Но имейте в виду, что эти цифры предполагают, что сварочный аппарат работает непрерывно. На самом деле сварка часто останавливается и продолжается (подробнее об этом чуть позже). Вы включаете машину, свариваете от 5 до 15 минут, затем выключаете. Через несколько минут снова включите сварочный аппарат и повторите процедуру.
Вы, вероятно, будете использовать сварочный аппарат от 15 до 20 минут в час, поэтому потребляемая мощность, вероятно, будет находиться в диапазоне от 2000 Вт до 2500 Вт. Это также будет зависеть от напряжения, силы тока и эффективности. Чем выше вольт и ампер, тем больше ватт потребляет сварочный аппарат.
Рейтинг эффективности говорит сам за себя. Как и солнечные батареи, сварочные аппараты не на 100% эффективны, поэтому вы должны учитывать это в своих расчетах. Это тот случай, когда инверторы используются с солнечными батареями.
Какой процесс сварки лучше всего подходит для солнечной энергии?
Наиболее популярными типами сварки являются MIG, TIG и дуговая сварка. Но не существует единственной наилучшей сварки для солнечной энергии, потому что это зависит от выполняемой вами работы.
Сварка MIG является самой простой в освоении, и для нее используются недорогие проволоки. Качество вывода хорошее и требует небольшой очистки. Сварка TIG сложнее, чем сварка MIG, но вы получаете более привлекательные результаты. Он идеально подходит для работ, требующих точности и детализации. Ручная или дуговая сварка также легче освоить, чем TIG. Вы можете делать это на открытом воздухе, не требует механизма подачи проволоки и обеспечивает сплошные сварные швы. Однако качество ниже, чем у MIG и TIG, так что это следует учитывать.
Требования к питанию для каждого из них различаются. Вы найдете сварочные аппараты TIG, MIG и аппараты для сварки электродами с различными характеристиками, поэтому выбор действительно зависит от типа работы, которую вам предстоит выполнять. Вот общее руководство о том, что вы можете делать с каждым типом сварочного аппарата.
Process
Stick
MIG
TIG
Weld Result
Low
Medium
High
Welding Speed
Slow
Fast
Very Slow
Skill Required
Intermediate
Beginner
Advanced
Metal Thickness
1/8″ and Above
24 Gauge Minimum
22 Gauge and Above
Тип металла
Нержавеющая сталь
Алюминий и нержавеющая сталь
Любой металл
Цена
Низкая
Средняя
Высокая
Как запустить сварочный аппарат на солнечном генераторе
Солнечный генератор удобнее использовать для сварки, чем солнечную панель, так как одна электростанция может генерировать до 5000 Вт. Напротив, вам нужно установить несколько солнечных панелей, чтобы производить мощность, необходимую для сварочных аппаратов.
Существует множество различных сварочных процессов, поэтому их энергопотребление будет разным. То же самое можно сказать и о солнечных генераторах, потому что мощность зависит от их заряда и характеристик. Но есть некоторые общие рекомендации, которым вы можете следовать.
При поиске солнечного генератора для сварки проверьте, как его сила тока и напряжение поддерживаются. Генератор мощностью 5000 Вт может выдерживать 20 А при 240 В или 40 А при 120 В. Это всего лишь пример, так как числа зависят от системы.
Некоторые генераторы и сварочные аппараты измеряются в кВА (киловольт-ампер). Умножьте это на 800, чтобы найти его эквивалент в ваттах. Электростанция мощностью 8 кВА имеет мощность 6400 Вт (8 x 800 = 6400).
Пусковая и рабочая мощность
Прежде чем купить солнечный генератор, проверьте мощность и рабочую мощность. Некоторым бытовым приборам, таким как холодильники, требуется больше энергии для запуска (мощность в ваттах), после чего они начинают работать регулярно (мощности в ваттах). Импульсная мощность выше рабочей мощности , поэтому не путайте их при поиске солнечного генератора для вашего сварочного аппарата.
Солнечный генератор может обеспечить импульсную мощность всего на несколько минут. У сварщика нет требований к импульсной мощности, но рабочая мощность генератора должна быть равна или больше, чем требуется сварщику.
Солнечный генератор импульсной мощностью 2500 Вт и рабочей мощностью 1000 Вт не может питать сварочный аппарат мощностью 2000 Вт. Но генератор с импульсной мощностью 2500 Вт и рабочей мощностью 2000 Вт может. Лучше всего, если генератор имеет рабочую мощность более 2000 Вт, но если вы не будете запускать сварочный аппарат постоянно, он подойдет.
Но если вы используете много сварочных инструментов и работаете над крупными проектами, вам может понадобиться что-то вроде Blueetti AC200P с максимальной пиковой мощностью 4800 Вт. Это обладает большой мощностью и подходит не всем, но если вам нужна мощность, она прямо здесь.
Но если вы свариваете только изредка, есть портативная электростанция TPE с мощностью 1000 рабочих ватт и мощностью импульса 2000 ватт. Это хороший вариант, если вы также новичок в сварке и хотите узнать, подходит ли вам солнечная энергия.
Сколько солнечной энергии действительно нужно сварщику?
Перед покупкой сварочного аппарата ознакомьтесь со спецификацией и убедитесь, что ваша система солнечной энергии соответствует требованиям. Наиболее важными являются минимальный размер цепи, оптимальный размер цепи и первичное напряжение.
Помимо приведенной выше формулы преобразования, следует помнить еще несколько важных моментов.
Сварочные аппараты большой мощности — 200 А и выше — требуется выключатель минимум на 50 А.
Сварочные аппараты на 208–240 В могут работать с током до 180 А, но для этого требуется выключатель на 30 А (минимум) или 50 А (оптимально).
Сварочный аппарат на 115–120 В прекрасно работает с выключателями на 20–30 А, и вы можете запустить его до 140–150 А.
Чем толще металл, который вы хотите сварить, тем больший ток потребуется сварщику. Для каждой толщины стали 0,001 дюйма требуется один ампер мощности. Некоторые общие рекомендации.
Сварочные аппараты 140A для сварки стали толщиной до 1/4″
Сварочные аппараты 180A для сварки стали толщиной от 3/8″ до 5/6″
Сварочные аппараты 200A для сварки стали толщиной до 5/16″
250307 Сварочные аппараты свариваемая сталь толщиной до 1/2″
В качестве примера: если вам нужно сварить сталь диаметром 3/8″, вам понадобится сварочный аппарат 24 В 180 А, который потребляет 4320 Вт в час (больше или меньше, в зависимости от эффективности). Но, как вы вскоре прочтете, рабочий цикл и мощность сварки определяют, сколько энергии вы действительно будете использовать
Как рабочие циклы сварки влияют на требуемую мощность
Ранее мы указывали, что сварочные аппараты не используются постоянно, поэтому они не будут расходоваться. столько силы. Размер сварочного аппарата измеряется в вольтах, амперах и рабочем цикле. Рабочий цикл показывает, как долго сварочный аппарат может работать на заданной мощности без перегрева.
Рабочие циклы указаны в 10-минутных циклах. Сварочный аппарат 23 В 180 А с рабочим циклом 20% может работать в течение 2 минут, а затем должен остыть в течение 8 минут. Рабочий цикл 30 % означает, что сварочный аппарат может работать в течение 3 минут и остывать в течение 7 минут, прежде чем возобновить работу. Это не то же самое, что запустить телевизор на солнечной энергии, который можно держать включенным часами.
Рабочий цикл определяется мощностью сварки. Более низкая мощность сварки увеличивает рабочий цикл и наоборот. Если вместо 23В 180А процесс сварки 19В 110А, рабочий цикл увеличивается до 60%.
Вы видите, насколько сильно эти факторы влияют на его потребность в солнечной энергии. Чем ниже мощность сварки, тем меньше потребляемая мощность. Независимо от того, используете ли вы солнечные батареи, аккумуляторы или генератор, вы можете контролировать выходную мощность.
Можете ли вы запустить сварочный аппарат на солнечных батареях?
Можно, но только на короткое время. Вы также должны иметь банк батарей и чистый синусоидальный инвертор, потому что полагаться только на солнечные панели нецелесообразно. Без аккумуляторной батареи вы будете полностью полагаться на солнечный свет. Если небо становится пасмурным или внезапно идет дождь, у вас нет энергии.
Комбинация из 4 солнечных панелей мощностью 100 Вт, аккумулятора емкостью 200 Ач и инвертора с чистой синусоидой мощностью 1800 Вт может обеспечить работу небольшого сварочного аппарата на короткое время. Солнечные батареи заряжают аккумулятор, так что вы будете запускать сварочный аппарат через инвертор. Однако эта установка очень ограничена. Рассмотрите возможность удвоения количества солнечных панелей и использования вместо них батареи емкостью 300 А·ч. Это должно быть хорошо для случайных сварочных работ.
Технически вы можете использовать сварочный аппарат любого размера, если у вас достаточно солнечной энергии. Мощные солнечные батареи и аккумуляторы — это само собой разумеющееся, но сварочный аппарат будет работать только в том случае, если инвертор может справиться с мощностью, подаваемой аккумулятором. Помните, что солнечные батареи заряжают аккумулятор, а аккумулятор подает питание на инвертор, который поступает в сварочный аппарат.
Не забудьте также контроллер заряда. Это устройство, которое регулирует ток, протекающий в батарее, и очень важно. Все эти компоненты должны быть правильно установлены. Прежде чем использовать его, убедитесь, что нет никаких признаков проблем, и они готовы к сварке.
Заключение
Сварочные аппараты — это тяжелые инструменты, поэтому следует ожидать, что они будут потреблять много энергии. Но это свидетельство того, насколько развита солнечная энергия, что теперь вы можете использовать их без электричества. Если вы хотите использовать сварочный аппарат, да, вы можете это сделать.
Связанные сообщения:
Изготовитель — инверторное и трансформаторное оборудование
Технический директор Forney Industries Джейсон Махью, представленный в журнале The Fabricator’s Practical Welding Today, прочтите отрывок ниже:
Если вы хотите начать гражданская война в сварке, просто спросите у группы специалистов по сварке, что лучше, инвертор или трансформатор. Короткий ответ на этот вопрос: «Это зависит». Однако длинный ответ — это оживленные дебаты о плюсах, минусах и конкретных областях применения машин.
Первые трансформаторы были разработаны, когда электричество стало обычным явлением в конце 1800-х годов. Вскоре после этого, в начале 1900-х годов, было обнаружено, что трансформаторы можно использовать в процессе дуговой сварки, который в то время находился в зачаточном состоянии. Потребовалось несколько лет, чтобы проработать различные электрические конструкции, чтобы иметь возможность управлять дугой, что также привело к необходимости создания покрытых (или покрытых) электродов для дуговой сварки, процесса, который обычно называют дуговой сваркой защищенным металлом. SMAW) или сварка электродами.
Во время Первой мировой войны сварка подверглась значительным исследованиям и разработкам из-за того, что она широко использовалась при строительстве стальных кораблей и танков. Учтите, что перед сваркой сталь соединяли заклепками, ковкой, газовой сваркой. В течение 1920-х и 1930-х годов дуговая сварка и источники питания для трансформаторной сварки стали обычным явлением, а по мере роста электросети росла и дуговая сварка. К концу Второй мировой войны в США наблюдался бум сварки и производства. С 19С 30-х по 1980-е годы почти все производимые аппараты для дуговой сварки были трансформаторными, что дало инженерам и производителям более 50 лет на совершенствование конструкции и создание невероятно надежных аппаратов для дуговой сварки.
1980-е годы открыли новую эру технологий, сосредоточенную на электронике, что совпало с растущей популярностью персональных компьютеров. По мере роста индустрии электроники и программного обеспечения инженеры вскоре поняли, что инверторы с программным управлением можно использовать для сварки, открыв новый мир возможностей. Как и в случае с большинством новых технологий, источники сварочного тока на основе инверторов испытали свои трудности в течение 19-го века.90-е. Многие ранние машины страдали от проблем с надежностью и были в центре горячих споров относительно пользовательских интерфейсов, элементов управления, рассеивания тепла и проблем с влажностью. Эти вопросы по-прежнему лежат в основе дебатов о внедрении инверторов. Но к началу 2000-х эти агрегаты стали популярными из-за своей универсальности и способности контролировать дугу.
Итак, чем отличаются друг от друга трансформаторы и инверторы? Конечно, в настоящее время инверторы считаются отраслевым стандартом, но некоторые сварщики по-прежнему предпочитают трансформаторы. Давайте сравним.
Надежность. Это горячо спорный вопрос для тех, кто участвует в дебатах между трансформатором и инвертором. В течение почти столетия трансформаторные машины подвергались обширным исследованиям и разработкам для создания надежных и прочных машин. Для сравнения, инверторные машины прожили лишь небольшую часть этого времени — примерно 30 лет, плюс-минус. Можно привести аргумент, что трансформаторные машины более надежны, чем лучшие инверторные машины, но стоит отметить, что разрыв между ними значительно сократился в последние годы. Прошли дни 1990-е годы, когда отказы инверторов были кошмаром.
Универсальность. Было время, когда трансформаторная технология сочеталась с инверторной технологией, чтобы создать то, что считалось совершенным сварочным аппаратом. Однако эта технология была слишком сложной и дорогой. Вскоре инженерам стало очевидно, что достижения в области программного обеспечения и электроники открывают новые возможности в мире сварки. Если у вас есть сомнения по этому поводу, вспомните свой первый компьютер или мобильный телефон и сравните его с тем, что у вас есть сегодня. Такой же переход произошел в эволюции сварочных аппаратов. Теперь вы можете купить инверторные сварочные аппараты, на которых вы можете настроить практически любую электрическую переменную, которую только можно вообразить, с помощью программного обеспечения, чтобы создать непревзойденную универсальность. Инверторные машины также намного легче и портативнее, чем трансформаторные. Преимущество принадлежит инверторам в плане универсальности.
Качество дуги. При обсуждении сварочных аппаратов мы не можем игнорировать характеристики дуги и производимые сварные швы. Если вы относитесь к тому типу сварщиков, которые целыми днями сваривают только мягкую сталь, каждый день, вам не нужно смотреть дальше трансформаторного аппарата. Однако мы живем в мире сварки, который требует безупречной сварки в любом положении и на любом материале. В этом требовательном мире инверторы действительно блестят.
Поскольку инверторы можно запрограммировать практически на все, мы теперь видим усовершенствованную импульсную дуговую сварку металлическим электродом (GMAW), а также высококвалифицированную дуговую сварку вольфрамовым электродом (GTAW). Перед нами открывается мир с программным обеспечением и передовой электроникой, которые действительно изменили возможности сварочного аппарата. Иногда даже такой посредственный сварщик, как я, выглядит неплохо. Я высоко оцениваю инверторные машины за качество сварки и инновации, но мне по-прежнему нравится, чтобы они были простыми для стали.
Стоимость. Последняя переменная, которую обычно обсуждают, — это цена. В прошлом инверторные машины были невероятно дорогими. Высокая цена была обусловлена стоимостью компонентов, затратами на специализированное производство и инженерными затратами. Эти затраты сильно изменились за последние 15 лет, когда инверторы вошли в мир крупносерийного производства электроники. Инверторы становятся менее дорогими, чем машины на основе трансформаторов, хотя они значительно сложнее.
При рассмотрении стоимости машины обязательно учитывайте следующее:
Первоначальная стоимость покупки. В настоящее время первоначальные затраты на них обоих, вероятно, примерно равны.
Мощность (потребление электроэнергии). В целом инверторы потребляют меньше электроэнергии, чем трансформаторы.
Затраты на техническое обслуживание. После окончания гарантийного срока обслуживание инвертора обходится дороже, чем трансформатора.
Стоимость простоя. Этот вопрос подлежит обсуждению, потому что эти затраты действительно зависят от того, как используется машина. Некоторые приложения и условия эксплуатации более проблематичны для инверторных машин и способствуют поломкам машин или необходимости ремонта. Например, строжка с инвертором, хотя и возможна, обычно не рекомендуется и создает значительную нагрузку на определенные компоненты инвертора, что может привести к сбоям. Грязная, пыльная и влажная среда также может привести к выходу из строя платы инвертора. Хотя определенные производственные и конструктивные изменения помогают инверторам работать в неоптимальных условиях, они по-прежнему не так надежны, как трансформаторные машины для определенных приложений.
Затраты на качество сварки. В настоящее время ведутся споры о том, реальны ли некоторые улучшения качества и производительности, приписываемые инверторным машинам. Например, многие утверждают, что пульсация повышает производительность, но другие утверждают, что пульсация может привести к отсутствию слияния. В споре есть правда для обеих сторон. Некоторые утверждают, что импульсный GMAW может заменить GTAW, и, возможно, это верно для определенных областей применения, но высококвалифицированный сварщик TIG по-прежнему является золотым стандартом для высококачественных сварных швов. Во многих случаях программное обеспечение и количество переменных, которые можно изменить с помощью инверторных машин, опережают общие знания о сварке и способы наилучшего внедрения технологических усовершенствований.
Все это сводится к тому, какие трансформаторные или инверторные машины больше подходят для конкретного применения. Следующая диаграмма представляет собой обобщенное мнение, основанное на опыте и большом количестве дискуссий.
Инверторные сварочные аппараты сильно изменились за последние 15 лет. Они продолжают улучшаться как по производительности, так и по стоимости, но это не означает, что нам нужно рыть могилу для трансформаторных сварочных аппаратов, поскольку они по-прежнему занимают важное место в нашей отрасли.
Цоколь дома, виды, функции, облицовка разными материалами
Содержание:
С фундамента и цоколя дома начинается строительство любого здания. От их надежности, точнее, капитальности и крепости, зависит устойчивость строения и сроки эксплуатации. Цокольный этаж – это выступающая относительно уровня земли видимая часть здания, расположенная непосредственно на фундаменте.
Что представляет собой цоколь дома
Чтобы понять, зачем нужен цоколь дома, его функции, необходимо разобраться в конструктивных особенностях этого элемента. Цокольный элемент может строиться, как продолжение ленточного фундамента, или выступать в качестве промежуточных стен между сваями, если фундамент сооружения представляет собой свайную конструкцию.
При проектировании дома с цоколем фундамента учитывают материал, размеры строения, рельеф местности, климатические особенности. Эта надстройка над фундаментом должна вписываться в стилистику и пропорции строения. Существуют три варианта строительства цоколя частного дома относительно стены первого этажа:
Заподлицо.
Западающий.
Выступающий.
Первый — представляет собой единую ровную поверхность, но дом при этом выглядит, как коробка, лишенная изящества. Второй тип создает визуальную устойчивость. Но тут необходимо продумать гидроизоляцию и создать стоки для отведения дождевой воды. Нередко проектировщики предлагают проекты, в которых стена первого этажа немного выступает над цокольным этажом. В плане защиты строения от влаги – это лучшее решение, но тут есть стилистический минус, — постройка выглядит со стороны неустойчивой.
Высота цоколя фундамента относительно уровня земли составляет 50-90 см, но, если обустраивается полноценный цокольный этаж, то стена будет выше, до 2-2,5 м, и на нее пойдет больше стройматериалов.
Назначение цокольной зоны
Главная функция цоколя дома – создание преграды от проникновения внутрь помещений холода, влаги. Цоколь фундамента позволяет значительно снизить теплопотери в зимний период. А также он защищает основной строительный материал постройки от проникновения в него влаги в дождливую погоду.
Цоколю отводится и серьезная несущая функцию. Это – базис для стен. Чтобы цокольная часть дома справлялась на 100% с возложенными на нее функциями, необходимо правильно спроектировать конструкцию, выбрать материал для возведения цоколя и облицовки, продумать гидроизоляцию, утепление.
Какой материал выбрать
Для возведения цоколя дома применяют кирпич, готовые бетонные блоки и монолитные технологии.
Строительство из кирпича
Материал имеет свои преимущества:
устойчивый к пониженным температурам;
отличается простотой кладки;
не требуется использовать спецтехнику.
Пустотелый кирпич из обожженной глины хорошо удерживает тепло, но быстрее накапливает внутри себя конденсат, что сокращает сроки эксплуатации. Для цоколя частного дома предпочтительнее использовать полнотелые блоки, они обладают лучшим сопротивлением к проникновению влаги.
Выбирают кирпич для цоколя дома и по техническим показателям противостояния на сжатие и морозоустойчивости. Возведение производится из кирпича марки М200, коэффициент морозоустойчивости – F50. Средний расход кирпича на 1 м2 составляет примерно 400 шт. Кладка проводится в 1,5-2 кирпича.
Вопрос гидроизоляции решается на начале строительства, первый гидроизоляционный слой укладывается непосредственно на фундамент. Когда цоколь фундамента будет закончен, на него также необходимо уложить еще один слой гидроизоляции. Лучшим материалом для теплоизоляции является пенополистирол, который крепиться специальным клеящим составом.
Строительство цоколя дома из бетонных блоков
Этот вариант используется повсеместно. Блоки из цемента специальных марок отличаются прочностью. Их выливают по определенной технологии, размеры блоков строго стандартизированы. Среди преимуществ строительства блочного цоколя частного дома:
скорость строительства;
высокие прочностные характеристики;
стойкость к образованию грибка, плесени;
морозоустойчивость;
экологичность.
К недостаткам можно отнести: высокую стоимость, необходимость использования спецтехники. Также при плохой герметизации стыков возможно образование мостиков холода.
При покупке блоков необходимо запросить сертификаты на продукцию, номер, серию партии, марку используемого бетона. Надо уточнить все технические характеристики: уровень на сжатие, влаго-, морозоустойчивость. Важно, чтобы блоки по размерам были идентичны, расхождения по габаритам допускается не более чем в 4-6 мм.
Размеры ФБС зависят от материала, из которого планируется строительство дома. Для кирпичного строения выбирают блоки шириной 60 см, из дерева – достаточно 30 см ширины.
Монолитный цоколь дома
Наиболее надежной считается монолитная конструкция, производимая из железобетона. Для такого цоколя фундамента потребуется сооружение опалубка. На этапе заливки бетона необходимо продумать, где будут располагаться продухи и отверстия для ввода коммуникационных сетей.
Монолитный вариант цоколя дома отличается рядом достоинств:
защищает строение от влаги;
обладает высокой прочностью;
возводится в короткие сроки.
Защита от воды и строительство отмостки
При любом варианте материала цоколя дома важно произвести гидроизоляцию. Для этих целей подходит рубероид. Для заделки стыков используют рулонную продукцию (ПВХ мембраны), окрашивающие лаки, битумные мастики, смолы на основе полимеров и другие пластичные материалы.
Защитный барьер создают внутри и снаружи. Гидрозащита должна обладать достаточной прочностью. Мастика используется для подготовки основания. Рулонные материалы наплавляются вторым слоем с перекрытием стыков и 2-3 слоя. Смолы распыляют в 2-3 приемы на очищенные от пыли поверхности, таким образом создается прочная водонепроницаемая пленка. Смолы хорошо фиксируются на бетонных поверхностях. Мембраны из ПВХ с пупырышками фиксируют специальными шпильками.
Для внутренней гидроизоляции цоколя частного дома применяют пропитывающие составы: жидкую резину, полимочевину. Поверхность очищают от пыли, смачивают водой и наносят проникающий раствор. Важно, чтобы стена оставалась влажное на протяжении 3 суток. Если грунтовые воды находятся высоко, необходимо обустраивать дренажную систему. По периметру дома устанавливать дренажные трубы.
Обязательным этапом возведения цоколя частного дома является организация отмостки, защищающая фундамент от проникновения талой и дождевой воды. Ширина отмостки должна превышать уровень выноса крыши на 20 см. Для строительства отмостка используют камень, тротуарную плитку, бетонный раствор.
Облицовка цоколя дома
Некоторые владельцы домов не ходят облицовывать эту часть здания, если она выполнена из кирпича, хотя этот этап строительства является очередной гидроизоляцией, и к нему надо отнестись серьезно. Кирпич – неидеальные материал с точки зрения сопротивляемости влаге, и ему не помешает дополнительная гидроизоляция.
Облицовка цоколя фундамента нужна для защиты постройки от влаги и образования конденсата. Облицовка защищает стены от появления микроорганизмов (плесени, грибков). И еще одна важная функция облицовочного покрытия – теплоизоляция. Цоколь дома очень сильно аккумулирует в себе холод и передает его внутрь помещений. Это значит, что теплоносители будут работать в большей степени в холостую.
Для облицовки кирпичного или железобетонного цоколя дома предпочтения отдаются влагостойким материалам:
керамической фасадной плитке;
натуральному камню;
фасадным штукатуркам и простому оштукатуриванию;
сайдингу.
Один из самых легких вариантов – нанесение штукатурки с последующим окрашиванием фасада. Недостаток такой облицовки – ее недолговечность, но возникающие дефекты легко устраняются.
Отделка натуральным камнем увеличивает эксплуатационные характеристики цоколя и придает фасаду эксклюзивности. Стоит учитывать вес камня, усложняющий его монтаж. Искусственные материалы легче, их легко устанавливать, и стоят они не так дорого, как натуральный камень.
Подводя итог, скажем, что надежность строения зависит от прочного фундамента, крепких стен и перекрытий, правильно спроектированной и установленной кровли. Но не менее важно и качество цоколя дома. Он него зависит, насколько в здании будет тепло, не появится ли сырость, не будет ли образовываться грибок. Цоколь дома – это важный элемент строения.
Материалы по теме
чем отделать цоколь дома снаружи
Цоколь служит своеобразным барьером между надземной и подземной частями здания, то есть между стеной и фундаментом. Конструктивно это может быть либо самостоятельный элемент, либо возвышающаяся над землей часть самого фундамента дома. Цоколь нуждается в особенной защите — от влаги, пониженных температур, передающихся от грунта, и механических повреждений.
По своему строению он может быть трех видов:
западающий: лучше защищен от осадков и механических повреждений;
выступающий: требует дополнительной установки слива, устанавливается в домах с тонкими стенами;
находящийся в одной плоскости со стеной: самый сложный вариант с точки зрения обеспечения гидроизоляции.
Во всех случаях цоколь должен иметь качественную гидроизоляцию. В значительной степени именно от нее зависит срок службы несущих конструкций и фундамента дома. Как правило, в частном домостроении выполняют наружную гидроизоляцию. После этого цоколь нуждается в облицовке. Давайте рассмотрим самые популярные и практичные варианты отделки цоколя частного дома.
Отделка цоколя дома декоративной штукатуркой
Декоративная штукатурка — один из самых недорогих и простых способов облицовки цоколя. Но она нуждается в обязательном предварительном выравнивании поверхности стены, а в ряде случаев — в дополнительной установке армирующей сетки. Без сетки не обойтись, если слой штукатурки превышает 12 мм или если цоколь установлен неровно, со значительными отклонениями по горизонтали или вертикали.
Интересное решение — мозаичная штукатурка, содержащая зерна диаметром до 3 мм. Такая отделка цоколя издалека выглядит как разноцветная мозаика.
Недостаток штукатурки — ее недолговечность. Довольно скоро на углах, внизу и вверху цоколя начнут появляться трещины и сколы.
Клинкерная плитка: не кирпич, но, возможно, даже лучше
Клинкерная плитка имитирует кладку клинкерного кирпича. Но она значительно легче и тоньше. Средняя толщина плитки — от 8 до 21 мм. Такая отделка оказывает меньшую нагрузку на фундамент. Кроме того, клинкерная плитка не впитывает влагу, что обеспечивает ей отличные эксплуатационные характеристики.
К фасаду плитка клеится при помощи специального морозостойкого клеевого раствора. В процессе монтажа клей наносится на поверхность стены и саму плитку. Площадь одновременно обрабатываемой поверхности не должна превышать 1 кв. м. Отделка цоколя плиткой требует быстроты и сноровки, ведь в течение получаса раствор затвердевает. Кстати, как правило, именно от качества клея зависит срок службы всего облицованного фасада.
Альтернативный способ крепления клинкерной плитки — на специальную каркасную систему (обрешетку). Такой вариант отделки надежнее, но стоит дороже, поэтому применяется реже.
Интересное дизайнерское решение: клинкерной плиткой можно отделать не только цоколь, но и углы здания, создав яркий и интересный образ.
Натуральный камень: шикарно и дорого
Это самый дорогой на сегодняшний день отделочный материал. Но его стоимость оправдывается безукоризненным внешним видом и долговечностью.
Для облицовки цоколя используют песчаник, сланец, известняк, мрамор, гранит и др. Характеристики отделки определяются свойствами выбранного камня. Так, некоторые из них гигроскопичны и нуждаются в дополнительной защите от влаги.
Камень может иметь разную форму и размеры, которые определяют конечный результат облицовки. Отличаются и способы кладки. Вот несколько популярных вариантов:
Кладка из плашки
Со стороны кажется, что они уложены в естественном беспорядке. Но на самом деле камни тщательно подбираются по размеру, чтобы между ними не образовывалось больших пустот. Для такой работы нужно обладать профессионализмом и художественным видением. Хотя сам материал стоит достаточно дешево, потому что не подвергается дополнительной обработке.
Кладка «Кастл»
Камни имеют прямоугольную форму, напоминающую кирпичики разного размера с колотой, рельефной поверхностью. Такая кладка напоминает средневековые замки, с чем и связано ее название (castle, «кастл» — англ. «замок»).
Для кладки «Кастл» используется известняк, сланец, песчаник, мрамор, гранит. Работа непростая, поэтому доверить ее лучше профессионалу.
Кладка «Плато»
Такая кладка похожа на «Кастл», но в отличие от нее имеет ровные края, а размеры каждого камня хотя и отличаются, но кратны 5 см. Стены таким способом не возводят, «Плато» — исключительно декоративная кладка. Чаще всего ее используют для отделки цоколя в частном доме снаружи.
Для того чтобы фасад выглядел гармонично, камни сначала выкладывают на горизонтальной поверхности, а потом переносят на здание. Это длительный и кропотливый процесс.
Для «Плато» подойдут: сланец, песчаник, известняк, кварцитопесчаник, мрамор и гранит.
Кладка «Шахриар»
Геометрическая форма камней однородная, прямоугольная. Они могут отличаться по длине, но имеют одинаковую высоту. Края обработаны, имеют рустовку (кайму по внешнему периметру). Рельеф камней, как правило, колотый, рваный. Кладка довольно простая, выполнить ее может домашний мастер без большого опыта.
Кладка «Ассоль»
Кладка выполняется из тонко нарезанных пластин сланца или песчаника. Их укладывают таким образом, что «лицом» отделки служит их торцевая часть. В результате получается очень глубокая и рельефная отделка.
Укладка камней таким образом — процесс трудоемкий, поэтому «Ассоль» часто заменяют имитирующими искусственными материалами.
Кладка «Рондо»
Фасад отделывается «окатанными» морскими камушками — шлифованными камнями округлой формы. Это может быть сланец, кварцит, известняк, песчаник. Укладывать их довольно просто.
Кладка «Рондо» используется для облицовки не только цоколя, но и углов, проемов и других элементов фасада.
Отделка цоколя частного дома под камень: имитация
Искусственный камень — более доступный аналог натуральной отделки. Изготавливается из цемента с добавлением красителей и аддитивов. Он представляет собой плитку, одна сторона которой имеет рельеф, имитирующий природный камень, а вторая — плоская, для удобства кладки.
Преимущества искусственного камня по сравнению с натуральным:
ниже стоимость;
меньше вес;
шире цветовая гамма.
Однако искусственный камень все равно достаточно тяжелый. Кроме того, его нужно дополнительно защищать от воздействия влаги.
Цокольный сайдинг: имитация из ПВХ
Отделку цоколя дома традиционным сайдингом выполняют нечасто. Как правило, для этого используют специальный цокольный сайдинг — фасадные панели. Они изготавливаются из полипропилена, и являются более плотным и толстым материалом, в отличие от традиционных ПВХ-панелей. Также они дополнительно усилены с тыльной стороны ребрами жесткости.
Фасадные панели могут имитировать натуральный камень, кирпичную кладку или плитку. Но в отличие от этих материалов его устанавливают без использования растворов. Применяется так называемый сухой монтаж — на специальный каркас-обрешетку из дерева, металла или пластика. К слову, последний вариант предпочтительнее, так как имеет такие же характеристики, как и сами панели. Это важно при резких колебаниях температур. Если использованы другие материалы, возрастает риск деформации отделки.
Преимущества «сухого» монтажа по сравнению с «мокрым»:
не требует высокой квалификации специалиста: установить фасадные панели можно самостоятельно;
может выполняться в любую погоду, даже зимой, когда температура воздуха ниже нуля;
не требует предварительного выравнивания поверхности стены;
результат не зависит от качества используемого раствора.
Кроме того, цокольный сайдинг значительно легче натурального или искусственного камня, поэтому может применяться для отделки любого дома, с любым фундаментом и несущими конструкциями. Кроме того, небольшой вес значительно облегчает сам процесс монтажа.
Визуально фасадные панели практически неотличимы от натурального камня или кирпича. Они могут имитировать самую разнообразную кладку и материал. Так, в каталоге «Альта-Профиль» более 80 вариантов цветов и фактур. Посмотреть и выбрать оптимальный вариант для вашего фасада можно здесь. Чтобы подробнее почитать о преимуществах фасадных панелей «Альта-Профиль», пройдите по следующей ссылке.
Оцените статью
★
★
★
★
★
Рейтинг 0/5 (0 голосов
Читайте также
Фасадные панели: виды, преимущества и недостатки
Отделка дома панелями под камень vs отделка камнем: сравнение
Фиброцементный сайдинг: плюсы и минусы
Отделка фасада дома: чем обшить дом?
Цоколь дома — 100 фото лучших вариантов облицовки + инструкция как сделать
Цоколь дома располагается между фундаментом и первым этажом здания. В первую очередь, он предназначен для защиты жилья от попадания в жилые помещения влажности и низких температур. Попробуем разобраться, что это за конструкция и как правильно сделать цоколь дома.
Краткое содержимое статьи:
Особенности
Цоколь частного дома является достаточно важным элементом конструкции здания, однако, не все четко понимают его функции. Основную функцию этого элемента можно узнать из его названия. На итальянском языке «цокколо» обозначает подножие постройки или, другими словами, то, на чем установлена основная конструкция здания.
Это необходимый элемент для любого здания, будь то цоколь кирпичного дома, хозпостройски и т.д. Основные принципы постройки цоколя частного дома не отличаются от принципов строительства его же в сарае. Главное предназначение цокольного этажа – защита помещений дома от агрессоров окружающей среды(холод, влажность и т.д.). Именно поэтому этот элемент дома утепляют и гидроизолируют.
Многие задаются вопросом, как строить дом — вширь или в высоту. Правильного ответа на этот вопрос не существует, и все зависит от многих факторов, в том числе от самой территории, насколько она позволяет делать нагрузку на почву. И далеко не всегда все касается добротного фундамента. Лично я считаю, что самое главное — не делать из дома «коробку», что ввысь, что вширь, иначе весь смысл красивого дома пропадет, а дом будет похожим на какое-то административное строгое здание.
Соединение цоколя с другими плоскостями дома обязательно изолируются от агрессивного воздействия окружающей среды. Благодаря гидро- и теплоизоляции влага не проникает внутрь строительного материала и не дает шанса развитию конденсата в помещении. Помимо этого цоколь противодействует проникновению холода в дом и служит его дополнительным декоративным элементом.
Благодаря широкому ассортименту отделочных материалов на строительном рынке существует множество возможностей реализовать свои дизайнерские идеи через отделку цоколя дома. Вдохновиться можно путем просмотра фото интересного оформления цоколя дома в сети или журналах.
Среди важных функций цоколя также можно выделить:
Создание воздушной прослойки, которая обеспечивает утепление цоколя дома.
Стабильная циркуляция воздуха, которая обеспечивает длительный срок службы конструкции.
Поднятие стен дома, что способствует их защите от влажности и повреждений.
Виды цоколя
В зависимости от соединения с внешней стеной цоколь бывает разных видов: западающий, выступающий, в единой плоскости. По мнению экспертов наиболее нерационален именно последний вариант, так как при одинаковом уровне цоколя и стены влага без труда проникает в помещение. Идеальным будет вариант западающего цоколя.
Среди основных преимуществ западающей конструкции выделяют:
защита от перегрузок;
бюджетность.
Нависающий участок западающего цоколя создаст дополнительную защиту помещения от дождевых вод. Выглядит это привлекательно. К сожалению, подобный вид конструкции не желательно применять в строительстве дома с тонкими стенами.
Что касается выступающего цоколя, то его делают если подразумевается наличие подвала/подпола. Как раз этот вариант подойдет для дома с тонкими стенами. Этот вид цоколя защищает от влажности и проникновения низких температур.
Если дом обустраивается на ленточном фундаменте, то цоколем станет часть, выступающая над землей. Столбчатое основание дома подразумевает цоколь в виде стен между столбов. По-другому именуют забиркой. Кроме того, подобный цоколь значительно укрепляет основание дома.
Установка цоколя на разных типах фундамента
Конструкция и особенности цоколя напрямую зависят от типа фундамента. Например, для ленточного фундамента необходим цоколь, который будет нести несущую функцию. Для столбчатого фундамента цоколь выполняет роль защиты от неблагоприятных условий окружающей среды.
Ленточный фундамент
Для подобного типа подходят несколько видов цокольных конструкций.
Монолитная. Подобный тип цоколя составляет единую конструкцию с фундаментом.
Кирпичная. Кирпичи возводятся поверх основания. Идеальное решение для дома из срубов.
Бетонная. Основу такой конструкции составляют бетонные плиты, которые укладывают поверх фундамента или в качестве основания.
Свайный фундамент
В случае, если здание будет возводиться на свайном типе фундамента, то есть следующие варианты конструкции цоколя.
Навесной цоколь. Для него по периметру здания необходима обрешетка, на которую будет крепиться облицовка. Основное преимущество – легкий монтаж. Подобный цоколь дома легко обустроит своими руками. Этот вариант не подойдет в случае, если необходим теплый подпол дома.
Стена между сваями. Она будет закрывать подпол. Если фундамент не слишком глубокий, то следует установить ленточное основание по периметру и отделать кирпичом.
Гидроизоляция цокольного этажа: рекомендации
Цоколь дома подвергается воздействию влаги, дождей, тающих снегов и т.д. Влажность, накапливающаяся в материалах цокольного этажа, может подняться на другие этажи и попасть в жилые помещения. На стенах появятся соляные пятна, фасад потеряет привлекательность, возрастет теплопроводность стен дома. Во избежание возникновения подобных проблем необходимо установить качественную и надежную гидроизоляцию.
Наиболее подвержен подобным воздействиям окружающей среды участок, расположенный в тридцати сантиметров от уровня земли. Другими словами, высота гидробарьера не должна быть меньше этой цифры. В идеале защищенная высота цоколя дома колеблется в районе 70-80 сантиметров.
При наличии в доме подвала необходима установка двух гидроизоляционных поясов. Они располагаются обычно на уровне подвального помещения и в цоколе. В последнем устанавливают горизонтальную гидроизоляцию, которая препятствует подъему влаги по каппилярам здания.
Для цоколя предназначены несколько видов гидроизоляции, но самые популярные: обмазочная и оклеечная.
Первая состоит из нескольких слоев водонепроницаемого покрытия, в составе которого битум, полимеры, мастика и различные полимерные растворы. Среди преимуществ обмазочной гидроизоляции легкость нанесения и маленькая цена. Минусы: плохая морозоустойчивость и недолговечность (срок службы не более пяти лет).
Оклеечная гидроизоляция состоит из рулонных мембран из битума толщиной до пяти миллиметров (несколько слоев) и пленки.
При планировании строительства дома учитывайте технические характеристики будущего здания и желаемые результаты. Заранее изученный материал поможет в дальнейшем тщательно спроектировать здание с учетом всех особенностей.
Варианты облицовки цоколя частного дома снаружи — Статьи «Первый Стройцентр» в Уфе
В соответствии с архитектурными канонами цокольная часть является важной составляющей любого строения. Конструкция базируется на надежном фундаменте, принимает на себя и распределяет все основные нагрузки. Правильное обустройство защищает ее от влаги, промерзания, загрязнения, плесени. В среднем высота цоколя варьируется от 30 см до 1.8 метров в зависимости от проекта.
Сегодня существуют различные варианты отделки цоколя частного дома. Проверенные временем стройматериалы не только защищают от влаги, конденсата и перепада температуры, но и способствуют выводу пара изнутри дома. На данный момент перед строителями открыты безграничные возможности по обустройству цокольной части объекта. Главным критерием считается долговечность, легкость монтажа, красивый внешний вид и стоимость.
Назначение цоколя
Распределение нагрузки, оказываемой верхней частью жилого строения.
Гидрозащита стен от воздействия внешних факторов.
Создание безукоризненного архитектурного облика.
Формирование прочностного постамента, устойчивой опоры здания.
Обеспечение дополнительной теплоизоляционной защиты подвальных объектов.
Цокольный этаж называют также нулевым. Он может обустраиваться в строениях с любым типом основания. Внутри цокольной части обычно возводят мастерскую, гараж, фитнес зал, сауну или же жилую комнату, все зависит от пожеланий владельцев загородного строения.
Типы цокольных конструкций
Цокольный этаж имеет несколько модификаций. Все они отличаются по своему архитектурному проектированию и особенностям эксплуатации. Выделяют три основных вида:
Выступающий. Один из самых распространенных вариантов. В данном случае цоколь шире, чем стена, благодаря чему формируется выступ. В большинстве случаев делается он тогда, когда имеется подпол или подвал. С экономической точки зрения он считается достаточно затратным способом. Облицовка цоколя дома выполняется в основном с целью усиления теплозащиты нижней части стены. Дополнительно выступающий элемент обустраивается откосом с желобом для оттока воды.
Западающий. Предполагает обустройство цоколя внутрь на 7-12 см относительно внешней части стены. Уникальность конструкции заключается в том, что цокольная часть не будет выступать наружу и соответственно будет меньше подвержена негативным воздействиям внешних факторов. В данном случае нет необходимости монтировать специальные желоба для водоотвода. Методика позволяет сэкономить на обустройстве и отделке объекта. Правильная отделка цоколя панелями под камень обеспечит надежную защиту и придаст эстетичный внешний вид.
Вровень со стеной. Монолитная система представляет собой возведение цоколя на одной плоскости с наружными стенами жилого строения. Готовая конструкция выглядит естественно и гармонично. В таком случае важно позаботиться об облицовке цоколя кирпичом или любым другим строительным материалом, чтобы обеспечить дополнительную защиту от воздействия влаги. Чаще всего такой вариант не используется при возведении зданий с тонкими стенами, так как возможно образование конденсата внутри строения.
Представленные типы конструктивных решений имеют свои плюсы и минусы. Однако чаще всего при возведении коттеджей, элитных загородных домов используется монолитный вид цоколя. Такой вариант прекрасно подойдет для реализации практически любых экстерьерных решений.
Зачем необходима отделка цоколя дома?
Защита от внешних факторов и негативных воздействий. Проверенные временем стройматериалы позволяют минимизировать влияние атмосферных осадков, повышенной влажности, в том числе грунтовых вод.
Минимизация повышенной влажности. Отделка цоколя деревянного дома дает возможность исключить образование плесени, грибка, насекомых и других форм биологической жизни.
Предотвращение проникновения агрессивных элементов. Попадающая на поверхность материалов грязь может содержать немало агрессивных химических веществ, которые могут спровоцировать развитие эрозии в монолитном бетоне.
Дополнительная теплоизоляция. Инновационные материалы для облицовки цоколя дома снаружи используются для утепления помещений, особенно если цокольная часть жилая, там есть сауна или спортзал.
На цокольную часть ежедневно оказывается воздействие осадков, дождя, снега, талой воды, ультрафиолета и температурных перепадов. Поэтому для обустройства нулевого этажа необходимо использовать проверенные отделочные материалы. Облицовочные изделия не должны бояться температурных перепадов, незначительных механических воздействий и высокого УГВ. Дополнительно следует обратить внимание на совместимость с внешним видом здания и возможные трудозатраты.
Черновая отделка цокольной части
Перед тем как произвести внешнюю облицовку цоколя необходимо выполнить комплекс мероприятий, которые защитят от ветровой нагрузки и температурных перепадов. Во-первых, требуется смонтировать дренажные коммуникации по периметру для водоотвода. Во-вторых, обработать цокольную часть битумом, битумной мастикой или любым другим гидроизоляционным составом. В-третьих, позаботиться об отмостках. Небольшой уклон препятствует скапливанию воды вблизи фундаментной конструкции. Следующим важным этапом является прокладка отливов. Все представленные работы должны быть выполнены до облицовки цоколя искусственным камнем.
Соблюдение технологий позволит обеспечить требуемую влагоустойчивость и прочность. Выполнение соответствующих строительных предписаний позволит избежать последующего разрушения конструкции, растрескивания, порчи, образования повышенной влажности, плесени. Комплекс гидроизоляционных мероприятий, включая прокладку дренажных коммуникаций, необходим для последующего качественного обустройства цокольной части строения.
Материалы для отделки цоколя частного дома
Декоративная штукатурка. Обычно штукатурка выполняется по металлической сетке, предварительно смонтированной к стене. Сегодня используют минеральную, акриловую, силикатную штукатурку. С ее помощью можно успешно дополнить стиль и архитектуру строения.
К плюсам стройматериала можно отнести высокую паропроницаемость, устойчивость к температурным колебаниям, богатое разнообразие цветовой гаммы, доступную стоимость. Из минусов небольшой эксплуатационный период. Такой вариант отделки цоколя дома требует регулярного обновления путем нанесения специального лакокрасочного состава. Представленный вариант открывает широкие возможности для эстетичного экстерьерного оформления фасада здания.
Сайдинг. Один из самых распространенных вариантов обустройства. Применяется в различных регионах. Сегодня можно встретить модификации, которые прекрасно имитируют кирпич, камень, дерево. Стройматериал изготавливается из пропилена со специальными добавками, которые придают ему прочность и эластичность.
Из плюсов отделки цоколя сайдингом в первую очередь прочность, жесткость и влагоустойчивость. Исключено образование плесени, грибка, воздействие насекомых. Современные лакокрасочные компоненты обеспечивают повышенную устойчивость к ультрафиолету, с годами краска не тускнеет. Изделие имеет широкий температурный диапазон. К минусам относится лишь то, что требуется сооружать деревянный или металлический каркас, что делает монтажные работы достаточно трудоемкими.
Панели. Сегодня отделку цоколя также производят панелями. Производят их из прочного пластика, в состав которого входят специальные добавки, придающие прочность и пластичность. Возможны варианты с имитацией натуральной древесины, камня или кирпича.
К плюсам стройматериала можно отнести разнообразие дизайнерского исполнения, простоту монтажа, доступную стоимость. Благодаря большим размерам его можно достаточно быстро закрепить. Минус в том, что панели обладают недостаточной механической прочностью.
Профлист. Самый доступный вариант обустройства нижней части строения, прилегающей к фундаменту. Оцинкованный лист обрабатывается специальной защитной краской, что исключает образование коррозии. Современные лакокрасочные составы препятствуют быстрому выцветанию, обеспечивают необходимую стойкость. Его достаточно часто используют для отделки цоколя свайного фундамента.
К плюсам отделки из профлиста можно отнести привлекательный внешний вид и высокую прочность. Из минусов можно выделить то, что необходимо учитывать геометрию общего дизайна постройки.
Камень, кирпич. Распространенный вариант отделки цоколя коттеджей, таунхаусов и элитной недвижимости. Кирпич и камень прекрасно сочетаются с большинством отделочных стройматериалов. К примеру, камень хорошо сочетается со штукатуркой, деревом, клинкерной плиткой. Из минусов только высокая стоимость и большие трудозатраты. Отделка может занять несколько недель.
Клинкер. Распространённый облицовочный материал, который изготавливают из тугоплавкой глины. Его внешняя глянцевая поверхность характеризуется улучшенными гидрофобными показателями. Данное изделие нередко используют не только для обустройства цоколя, но и фасадной части. По своим эксплуатационным показателям оно превосходит природный и искусственный камень. Единственный минус заключается в сложности монтажа. Если не следить за ровностью укладки, в последующем может наблюдаться перекос, что потребует переделки.
Искусственный камень. Облицовочный материал нового поколения, который производят на основе цементно-песчаного сырья с доставлением красок и пластификаторов. Он прекрасно подходит для наружной отделки цоколя, особенно когда требуется имитация камня. К его отличительным особенностям относят высокую прочность, влагоустойчивость, простоту монтажа и легкость обслуживания. С него достаточно легко смывать грязь, пыль.
Среди других материалов можно выделить термопанели, керамогранит, габионы, шифер и даже дерево. Натуральную древесину обрабатывают специальными составами, что придает ей повышенную прочность.
Интернет-магазин «Первый стройцентр Сатурн-Р» предлагает богатый выбор отделочных материалов для обустройства цокольной части зданий, сооружений. Вы сможете приобрести продукцию по заводской стоимости без переплат. Все стройматериалы сертифицированы.
Отделка цоколя: особенности монтажа
Штукатурка. Предварительно цоколь необходимо загрунтовать, смонтировать железную сетку и затем оштукатурить поверхность. При проведении монтажных работ требуется позаботиться о том, чтобы были температурно-усадочные швы.
Сайдинг или панели. В данном случае помимо гидроизоляции нужно возвести деревянную обрешетку из бруса 50х50 мм. Обязательно следует позаботиться о монтаже решеток для продухов.
Натуральное дерево. Если используется древесина, требуется побеспокоиться о специальной обработке. Так как дерево подвержено гниению, может растрескиваться, набухать.
Кирпич, камень. Укладку материала необходимо начинать от угла с использованием современных инструментов. Если первый ряд будет уложен ровно, перекосов не будет. Лучше всего работу доверить опытным каменщикам.
Специалисты рекомендуют в нижней части цоколя при отделке оставлять небольшой зазор. С одной стороны, он будет препятствовать проникновению мусора, листвы и насекомых, а с другой обеспечивать необходимый воздухообмен.
Правильный монтаж цокольного пояса обеспечит длительную и безаварийную эксплуатацию жилого строения. Преждевременное разрушение цоколя может ухудшить внешний вид здания и снизить его прочностные параметры. Соблюдение технологий обустройства цокольной части позволит преобразить внешний облик строения и обеспечить надлежащую защиту.
Чем отделать цоколь дома: основы и пошаговые мастер-классы
Фундамент, как правило, выступает над грунтом. Эту часть необходимо оформить отделкой не только в эстетических, но и в практических целях. В этом материале от Homius.ru речь пойдёт о том, чем отделать цоколь дома. Мы рассмотрим шесть самых популярных вариантов с подробными инструкциями по монтажу.
Отделка фундамента – важная часть оформления фасада здания
Содержание статьи
1 Для чего нужна отделка цоколя
2 Основы самостоятельной отделки цоколя частного дома
3 Особенности выбора и применения природного камня для облицовки цоколя
3.1 Особенности выбора натурального камня для наружной отделки
3.2 Мастер класс по облицовке цоколя натуральным камнем
4 Нюансы облицовки цоколя искусственным камнем
4.1 Как выбрать искусственный камень для цоколя
4.2 Видео инструкция по отделке цоколя искусственным камнем
5 Что представляет собой отделка цоколя пластиковыми панелями под камень
6 Отделка цоколя сайдингом и её нюансы
7 Использование облицовочной плитки для цоколя дома
7. 1 Отделка цоколя частного дома плиткой своими руками
8 Дёшево и сердито: отделка цоколя частного дома профлистом
9 Подведём итоги: чем отделать цоколь дома
Для чего нужна отделка цоколя
Ленточный фундамент – это бетонная смесь с металлической или стеклопластиковой арматурой и наполнителем из щебня и гравия. Во-первых, выглядит такая поверхность малопривлекательно, даже если её края идеально ровные. А ровными они бывают редко – смотря какую опалубку использовали при заливке. Обычно остаются следы от щитов и досок.
Бетон подвержен влиянию внешних факторов, а на цоколь идет особая нагрузка, ведь здесь и вода подступает, и снежные сугробы лежат
Исходя из этого, обозначим задачи отделки цоколя:
она должна защищать поверхность заливки от воды и снега, палящих лучей солнца и ветров;
облицовка скрывает не только все недостатки фундамента, но и слой утеплителя;
и наконец, декоративная облицовка должна соответствовать общему архитектурному замыслу и украшать здание.
Основы самостоятельной отделки цоколя частного дома
Прежде чем говорить о том, чем обшить цоколь дома снаружи, остановимся на основах. Первое – монтаж облицовки может быть сухим и мокрым. В первом случае материал крепится на каркас или непосредственно на бетонную поверхность с помощью крепежных элементов. Второй вариант требует монтажа обрешетки и использования строительных смесей.
Второй существенный момент – необходимо учитывать климат вашего региона.
Материал отделки должен выдерживать критичные для ваших мест температуры, и при этом не разрушаться и не деформироваться
Важно, чтобы обшивка цоколя не впитывала воду и не пропускала её к поверхности фундамента. Ещё один нюанс – облицовка не должна терять своих качеств под воздействием реагентов, которыми пользуются зимой.
Совет! Учитывая условия эксплуатации облицовочного материала, к его выбору нужно подходить со всей ответственностью, доверяя проверенным производителям, гарантирующим качество и долговечность эксплуатации изделия.
Особенности выбора и применения природного камня для облицовки цоколя
Самым респектабельным и дорогим в отделке считается натуральный камень. Профессионалы в строительстве рекомендуют не использовать для оформления цоколя рыхлые породы, такие, как ракушечник и известняк. Они в скором времени потеряют свой презентабельный вид.
Для этой цели годится плотный морозостойкий материал, предпочтительно тёмного цвета.
На тёмном фоне не так будут заметны брызги и подтеки от воды и грязи
Лучше всего в этом плане подходят магматический габбро и гранит.
Важно! В отделке натуральным камнем важное условие – надёжная герметизация стыков и швов. Если допустить брак, влага будет просачиваться за облицовку и разрушать цоколь.
Особенности выбора натурального камня для наружной отделки
Натуральный камень должен по цвету и фактуре соответствовать дизайну фасада. Но кроме этого, есть и другие требования. Если камни сами по себе очень тяжёлые, они нуждаются в дополнительном крепеже для прочной фиксации. Ещё важно знать, что силикатные породы камня (кварцит и песчаник) несовместимы с карбонатными (мрамор, известняк). Их химические компоненты вступают в реакцию друг с другом. Результатом является постепенное взаимное разрушение.
Любой натуральный камень под воздействием температурных колебаний расширяется и сжимается. Если не сделать в кладке зазор, она разрушится. Причём, величину зазоров следует соотносить с породой камня
Мастер класс по облицовке цоколя натуральным камнем
А теперь посмотрим, как весь процесс выглядит на практике.
Иллюстрация
Описание действия
На поверхности цоколя нужно закрепить металлическую сетку. Она прочно зафиксирует раствор.
Предварительно разложите рваные камни для цоколя на земле в том порядке, в котором вы будете размещать их на вертикальной поверхности. Натуральный камень не имеет двух одинаковых деталей, поэтому нужно собрать облицовку, как собирают пазл.
Детали, которые будут снизу и сверху, нужно обрезать, чтобы была ровная линия. Используйте для этого болгарку со специальным камнерезным кругом.
Для облицовки цоколя природным камнем подготовьте раствор из песка и цемента. Консистенция должна быть достаточно плотной. Камни перед монтажом лучше немного намочить.
Для формирования зазоров между камнями вставляйте деревянные или каменные чопики. Кладку начинайте снизу-вверх.
После того, как камни прочно зафиксировались на цоколе, выньте чопики и заполните зазоры раствором.
Нюансы облицовки цоколя искусственным камнем
Искусственный камень обойдется вам намного дешевле натурального. Эта особенность привлекает очень многих застройщиков. Кроме того, искусственный материал имеет правильные геометрические формы, а это значительно упрощает кладку. Всё, что нужно делать – немного подрезать плитку в углах с помощью болгарки.
Искусственный материал привлекателен многообразием оттенков, форм и фактур:
Такой камень имеет меньший вес в сравнении с натуральным, так что потребуется меньше раствора. Современные искусственные материалы не уступают натуральным во влагостойкости и долговечности. Их единственный недостаток – немного ненатуральный вид. Но сейчас можно найти коллекции, которые можно отличить только при ближайшем рассмотрении.
Как выбрать искусственный камень для цоколя
Не старайтесь покупать самый дешевый материал. Как правило, его качество оставляет желать лучшего. Лучше всего использовать камни, отлитые в силиконовых формах, они наиболее точно имитируют натуральную фактуру. Прежде чем оплатить партию, изучите расцветку камней: краска не должна наплывать на другие оттенки. У камней не должно быть отверстий или трещин, вкраплений посторонних частиц.
На внутренней стороне камней должны быть борозды для сцепления с раствором, а края должны иметь четкие контуры для качественных стыков на стене.
Особенно хорошо выглядит отделка цоколя искусственным камнем в деревянных домах
Совет! Берите коллекции облицовки, в которых есть угловые камни. Это значительно упростит монтаж.
Видео инструкция по отделке цоколя искусственным камнем
Технология оформления фасада искусственным камнем мало чем отличается от работы с натуральным. Но есть свои нюансы, и о них можно узнать в этом видео – как отделать цоколь дома своими руками:
Watch this video on YouTube
Что представляет собой отделка цоколя пластиковыми панелями под камень
Пластик сейчас вполне может конкурировать с натуральными материалами. Современные компоненты делают его прочным и долговечным. Этот материал вполне успешно имитирует натуральный камень, а простота монтажа позволяет оформлять фасад даже новичку.
Цокольные пластиковые панели, имитирующие камень или кирпич, более плотные, чем, к примеру, сайдинг, и могут успешно эксплуатироваться не один десяток лет
Совет! Подбирая пластиковые панели для наружных работ, отдавайте предпочтение известным брендам. Дешевый товар быстро выцветает и крошится от перепада температур.
Как сделать облицовку цоколя вокруг дома своими руками из пластиковых цокольных панелей – подробно в этом видео:
Watch this video on YouTube
Отделка цоколя сайдингом и её нюансы
Сайдинг может быть изготовлен из винила, поливинилхлорида или пропилена. Все эти три разновидности подходят для оформления цоколя, так как являются устойчивыми к внешнему воздействию и перепадам температуры. В продаже есть и металлический сайдинг, но вот он подходит меньше всего, так как не устойчив к длительному воздействию влаги.
Есть два способа укладки панелей: вертикальный или горизонтальный. Для оформления фасада чаще всего берут за основу горизонтальную кладку
О том, как отделать цоколь дома сайдингом – подробно в этом видеоинструктаже:
Watch this video on YouTube
Использование облицовочной плитки для цоколя дома
Если вы ещё не решили, чем отделать цоколь дома недорого и красиво, обратите внимание на облицовочную плитку. Не всякая плитка подходит для наружных работ. Она должна иметь непористую структуру, которая не впитывает влагу. Вы сможете подобрать цвет и форму материала, наиболее соответствующие дизайну фасада.
Интересный момент: совсем необязательно оформлять цоколь толстой плиткой. Достаточно стандартной толщины, и не придется дополнительно укреплять основание.
Облицовку плиткой можно осилить без посторонней помощи, это не так сложно
Единственный недостаток такого оформления – нет возможности дополнительно утеплить фундамент минеральной ватой. Но есть другие варианты, о которых мы скажем ниже.
К сведению! Для наружной кладки плитки важна температура при проведении работ, она должна быть не ниже минус пяти градусов. Не ведитесь на советы использовать зимние растворы для кладки – плитка быстро отвалится.
На фото варианты отделки цоколя частного дома плиткой:
Отделка цоколя частного дома плиткой своими руками
Если есть необходимость дополнительно утеплить фундамент, воспользуйтесь этим мастер-классом:
Иллюстрация
Описание действия
Закрепите на наружной части фундамента твердый утеплитель, например, пеноплекс.
На поверхности утеплителя установите металлическую сетку. Прочно закрепите её специальным крепежом.
Кладку начните с угловых элементов. Расположите их с нужным зазором минимум в 1 см.
После угловых начинайте фиксировать остальные элементы. Делайте легкие вибрирующие движения при прижимании плитки, чтобы раствор проник сквозь клетки сетки.
После того, как кладка стала, заполните швы раствором и оформите инструментом для расшивки.
Дёшево и сердито: отделка цоколя частного дома профлистом
А есть ли ответ на вопрос, чем недорого отделать цоколь дома снаружи? Для бюджетного строительства профлист – незаменимый материал. Он надежно защитит фундамент от влаги и температуры, а также скроет утепляющий слой.
Производители дают гарантию на это покрытие до трёх десятков лет, а богатая палитра расцветок позволяет подобрать облицовку в тон
Монтаж профлиста – задача несложная. Он крепится на каркас из металла или дерева с помощью кровельных саморезов.
Совет! Для облицовки цоколя используйте профнастил марки С8-21.Более рельефные экземпляры вам ни к чему. Оптимальная толщина листа – 0.6 мм.
Важно правильно выбрать покрытие профлиста. Обычный полиэстер легко повредить, так что лучше выбирать пурал или пластизол. Эти материалы отлично переносят влагу и механическое воздействие. Профлисты с таким покрытием имитируют камень или дерево. Самый прочный вариант покрытия – Printech. Сроки его эксплуатации – до полувека. Но и стоит он немало.
Небольшое видео по монтажу профлиста:
Watch this video on YouTube
Подведём итоги: чем отделать цоколь дома
Как видите, вариантов отделки много, и выбрать довольно сложно. Поэтому для решения вопроса чем облицевать цоколь дома следует просто определиться с самыми основными моментами: бюджетом строительства и вашими эстетическими предпочтениями. Возможно, у вас есть собственные варианты отделки цоколя. Напишите нам о них в комментариях!
Обсудить2
Предыдущая
СтроительствоДля чего нужна отмостка вокруг дома: изучаем варианты обустройства эффективной защиты фундамента
Следующая
СтроительствоПлавающий фундамент: что это такое и особенности технологии
Чем отделать цоколь дома недорого — отделка цоколя профнастилом, сайдингом, панелями
Цоколь является очень уязвимым местом. Вот почему к его отделке надо подходить с особым вниманием. На рынке встречается большое разнообразие материалов. Конечно, чтобы сделать выбор, чем отделать цоколь дома недорого, нужно разобраться в свойствах материалов, рекомендуемых для облицовки, чтобы и эстетически, и практически материалы подходили для цоколя и служили прочной и надежной защитой цоколя дома.
Если планируется отделка цоколя деревянного дома или любого другого строения, необходимо внимательно подобрать материалы для отделки цоколя дома и произвести грамотные расчеты. Имеется в виду то, чтобы работы можно было выполнить даже неопытному строителю.
Облицовка камнем
Отделка цоколя, фото доказывают это, может производиться камнем. Этот материал очень прочный, он обладает влагостойкостью и внешне очень красив. Однако он является и самым дорогостоящим материалом для отделки цоколя. Потому при выборе, чем отделать цоколь дома недорого, такой вариант не подойдёт. Сделать отделку дома недорого помогут искусственные аналоги природных камней.
Домовладельцы используют песчаник. Он продается в любой форме. Но, выбирая этот материал, нужно помнить, что песчаник обладает плохой гидроизоляцией. Его придется ещё обрабатывать специальным составом, чтобы он стал влагостойким.
Также необходимо будет провести работы для повышения уровня его гидроизоляции.
Оштукатуривание цоколя
Оштукатуривание цоколя или, иными словами, декоративный фундамент, выполняется тогда, когда его поверхность покрывается мелкозернистой смесью — штукатурным раствором. Застыв, такая смесь приобретает вид шубы. При ее изготовлении в раствор из песка и цемента добавляют немного пластификатора, и смесь хорошо перемешивается. Покрываться уровень должен резко и рельефно.
Для придания рельефа можно воспользоваться веником, щеткой, или чем-нибудь еще, чтобы быстро взъерошить поверхность. Можно в раствор добавить и красителей, однако здесь главное — не переусердствовать, чтобы материал не испортился.
Сайдинг
В последнее время популярнее стала отделка цокольным сайдингом. Его преимуществом является всесторонность — сайдинг используется при любом климате, даже где сильные температурные перепады.
Он выдержит всё: и знойную жару, и леденящий холод, и большой снегопад, и сильнейший ветер.
Монтаж им также прост и не требует тяжелого оборудования и знаний. Для этого вида в этой статье отделки цоколя нет нужды особо подготавливать поверхность. Нужно лишь провести небольшую гидроизоляционную работу.
Сайдинг бывает из:
Вагонки, тонкой доски, которая используется для обшивки. Она пользуется популярностью, однако плохо переносит смену температуры, легко может загореться, поддается гниению и нападению насекомых.
Металла. Панели такого вида пожароустойчивы, они не привлекают грызунов, они устойчивы к выгоранию.
Винила. Такой материал легкий, быстро монтируется и имеет приемлемую цену. Но, производя отделку данным материалом, не лишне будет позаботиться о пожаробезопасности, потому что он горюч.
Существенным преимуществом в использовании для отделки цоколя дома этим материалом является более низкая цена по сравнению с облицовкой керамогранитом или плиткой.
Отделка фундамента пластиковыми панелями
Плюсом этого материала является его богатая цветовая палитра при совершенно невысокой стоимости. Покупателю предоставляется возможность за малую сумму денег сделать красивую облицовку под разные природные орнаменты.
Этот вариант подойдёт тем, кто ищет, чем отделать цоколь дома недорого.
Отделка фундамента пластиковыми панелями достаточно проста. Надо рассчитать размер и подготовить панели непосредственно под эти размеры, потом их просто зафиксировать на заранее приготовленный каркас. Для производства каркаса используются деревянные рейки или металл.
Ещё одним плюсом такой облицовки служит то, что в пустоту, образовавшуюся между цоколем и панелями, можно проложить утеплительный или гидроизоляционный материал. Панели совсем не нуждаются в обслуживании, их просто иногда моют.
Пластиковые панели готовятся из очень высокопрочных материалов, устойчивых к низкой температуре, влаге и ультрафиолетовым лучам солнца.
Отделка профлистом
Также используется отделка цоколя профнастилом, фото на нашем сайте демонстрируют множество таких вариантов. Причем подобная отделка приобретает все большую популярность.
Монтаж происходит тем способом, что и для панелей при сайдинге, когда на заготовленный заранее каркас крепятся листы, а между листами и цоколем накладываются материалы гидроизоляции и утеплители.
Профнастил экономичен, долговечен, имеет красивый дизайн, высокие антикоррозийные свойства. Он хорошо защищает от разных атмосферных осадков, пожаробезопасен.
Материал легко порезать, причем при резке не остается никаких отходов, легко прикрепить.
У всех этих материалов, которыми вполне может быть выполнена отделка цоколя своими руками, есть свои преимущества и недостатки.
Какими будут материалы для отделки цоколя дома, решать исключительно самим хозяевам, рассчитывая свои возможности и средства.
странных и удивительных постаментов для демонстрации аксессуаров для дома
Белый диван возглавляет горячий список Джона Льюиса на 2022 год
3
Лучшие зеркала для гостиной, которые преобразят ваш дом
4
Льняное кресло, в которое все влюблены
5
33 предприятия домашнего декора, принадлежащие чернокожим, для поддержки
Мы получаем комиссию за продукты, приобретенные по некоторым ссылкам в этой статье.
Просмотрите эти странные и чудесные постаменты, чтобы устроить дома экспозицию в стиле художественной галереи.
По Оливия Лидбери
Итак, вы освоили стену галереи и курировали товары в своей витрине, но уже приветствовали ли вы лучший кураторский предмет: постамент в своем доме?
Что касается скульптурных ваз и изогнутых свечей, которые слишком горды, чтобы бороться за место на каминной полке, требуется столь же эффектная поверхность, на которой их можно хвастаться. Пьедестал — или подиум, как его называют некоторые бренды — мгновенно создает эффектный центральный элемент.
Хорошей новостью является то, что они не занимают много места и являются надежным способом привнести текстуру и разную высоту в ваш дом (не говоря уже о крутых ощущениях галереи современного искусства). Как и на полке, список звездных украшений можно менять местами, поэтому, если есть комнатное растение, которым вы гордитесь, что сохранили его в живых, это сцена, на которой можно его продемонстрировать.
1
Х&М hm.com.uk
пьедестал
Дом H&M
2
made.com
Приставной столик, Бисквит
Made.com
3
conranshop.co.uk
Высокий приставной столик Mag
Магазин Конрана
4
Ла Редут
Приставной столик Merlin из массива дуба
Ла Редут
5
Бросте Копенгаген amara.com
Рилло Подиум — Древесный уголь
Амара
6
oka.com
Керамический табурет Rander — красный/белый
ОКА
7
Французское соединение
Высокий постамент Barnwood
Французская связь
8
grahamandgreen. co.uk
Металлический столик
Грэм и Грин
9
Рокетт Сент-Джордж £115,00
Приставной столик с кольцами из терракотовой керамики
Лучшие кухонные гаджеты, которые можно купить прямо сейчас
Выбор ткани раскрывает вашу индивидуальность
Лучшие зеркала для гостиной, которые преобразят ваш дом
Льняное кресло, в которое все влюблены
Лучшие садовые фонари на солнечных батареях для вашего сада
17 осенних украшений, которые можно купить прямо сейчас
Что такое плинтус? | Архитектура цоколя — видео и стенограмма урока
Курсы истории
/
Архитектурный дизайн и история Курс
/
Структурные элементы для архитектуры Глава
Мелисса Беловас, Кристофер Мускато
Автор
Мелисса Беловас
Мелисса Беловас преподает в дошкольных учреждениях и средних школах уже более 20 лет. Она специализируется на математике, естественных науках, одаренных и талантливых, а также специальном образовании. Она имеет степень магистра образования Западного губернаторского университета и степень бакалавра социологии Южного методистского университета. Она является сертифицированным учителем в Техасе, а также тренером и наставником в Соединенных Штатах.
Посмотреть биографию
Инструктор
Кристофер Мускато
Крис имеет степень магистра истории и преподает в Университете Северного Колорадо.
Посмотреть биографию
Что такое плинтус? Изучите определение и значение плинтуса и поймите, что такое плинтусная архитектура. Ознакомьтесь с общими вариантами использования, функциями и примерами цоколя.
Обновлено: 27.01.2022
Содержание
Что такое плинтус?
Цоколь в архитектуре
Использование цоколя
Примеры цокольной архитектуры
Краткое содержание урока
Показать
Что такое плинтус?
Цоколь — это самая нижняя часть или основание пьедестала, подиума или молдинга вокруг двери. Иногда под цоколем понимают нижнюю опору на мебель или каменную площадку для здания. Функция цоколя состоит в том, чтобы обеспечить устойчивое и прочное основание здания, мебели или предмета, размещенного наверху. Многие мавзолеи и храмы имеют высокие постаменты из камня. Примеров плинтусов повсюду:
под колоннами здания
под подиумы в музее
под умывальники в ванных комнатах
опора для стола
основание здания
Этот постамент когда-то поддерживал каменную колонну.
Цоколь выполняет как несущие, так и ненесущие функции. Самое главное, цоколь предлагает широкую площадь для более равномерного распределения веса, который он держит, по земле под ним. Плинтусы также использовались для увеличения высоты конструкций, добавления декоративных деталей и облегчения перехода от земли к конструкции.
Плинтус: Определение
Когда что-то важное, мы обычно поднимаем это над землей. В этом есть что-то почти универсальное для человеческих культур; мы пытаемся визуально отделить вещи, которые мы делаем, от самой земли. Что позволяет нам это сделать?
Плинтус — это основание или платформа, которая используется для поддержки чего-либо над землей. Цоколь — один из самых недооцененных, но в то же время наиболее важных элементов архитектуры, встречающихся по всему миру и использовавшихся на протяжении всей истории.
По иронии судьбы, единственное, что мы не можем поставить на пьедестал (потому что оно одно), это то, что больше всего этого заслуживает.
Произошла ошибка при загрузке этого видео.
Попробуйте обновить страницу или обратитесь в службу поддержки.
Вы должны создать учетную запись, чтобы продолжить просмотр
Зарегистрируйтесь, чтобы просмотреть этот урок
Вы студент или преподаватель?
Создайте свою учетную запись, чтобы продолжить просмотр
Как участник вы также получите неограниченный доступ к уроки математики, английского языка, науки, истории и многое другое. Кроме того, получите практические тесты, викторины и индивидуальное обучение, которые помогут вам преуспеть.
Получите неограниченный доступ к более чем 84 000 уроков.
Попробуй это сейчас
Настройка занимает всего несколько минут, и вы можете отменить ее в любое время.
Уже зарегистрированы? Войдите здесь для доступ
Назад
Ресурсы, созданные учителями для учителей
Более 30 000 видеоуроков и учебные ресурсы‐все в одном месте.
Видеоуроки
Тесты и рабочие листы
Интеграция в классе
Планы уроков
Я определенно рекомендую Study.com своим коллегам. Это как учитель взмахнул волшебной палочкой и сделал работу за меня. Я чувствую, что это спасательный круг.
Дженнифер Б.
Учитель
Попробуй это сейчас
Назад
Далее: Рафаэль Гуаставино и система Tile Arch System
пройти викторину
Смотреть Следующий урок
Повторить
Просто отмечаюсь.
Вы все еще смотрите?
Да! Продолжай играть.
Ваш следующий урок будет играть в 10 секунд
0:03 Плинтус: определение
0:35 Использование плинтусов
2:05 Функция плинтуса
2:55 Эстетика плинтусов
4:15 Итоги урока
Сохранить Сохранить
Сохранить
Хронология
Автовоспроизведение
Автовоспроизведение
Скорость
Скорость
Плинтус в архитектуре
Основные компоненты зданий в архитектуре. К ним относятся:
фундамент
цоколь
влагозащитный слой
цокольная балка
этажей
стены
отверстия
лестница
услуги
внешние работы
Цоколь является важной частью конструкции дома. Он построен выше окружающей дороги или уровня земли и является платформой для здания. Таким образом, если дорога будет обновлена и станет немного выше, здание будет еще выше. Это предотвращает попадание воды в здание, поднимая его над поверхностью окружающей территории. Цоколь признан необходимым во многих тяжелых, высоких конструкциях или иным образом нуждается в большой поддержке.
Использование плинтусов
Слово «плинтус» происходит от французского «plinthe», которое основано на латинском слове «plinthus», которое происходит от греческого слова «plinthos», означающего квадратный камень. Использование плинтусов можно увидеть в архитектуры со всего мира. В 1563 году слово постамент использовалось в архитектурном описании, поэтому это слово было ясно известно и понятно к этому моменту времени.Плинтусную архитектуру можно увидеть в древних руинах многих цивилизаций.Есть примеры древних постаментов в Европе, Азии, Африке и Америке 9.0003
На постаменте этой статуи есть иероглифы. Эта статуя и постамент в настоящее время выставлены в музее в Риме.
Современные плинтуса используются в таких небольших конструкциях, как ручные скульптуры, и таких больших, как аэропорты и конференц-центры. Их можно найти в большинстве домов и предприятий, если они знают, что ищут во время исследования.
Основание пьедестала
Пьедесталы представляют собой высокие колонны, часто поддерживающие произведения искусства или даже людей. Чтобы более равномерно распределить вес, который они держат, их помещают на прочное широкое основание, называемое постаментом.
Цоколь под этой тумбой шире, чтобы лучше распределять вес и поддерживать всю конструкцию.
Основание для колонны
Колонны отсортированы по их классическому стилю: дорический, ионический и коринфский. Все три стиля размещены поверх цоколей, чтобы выдержать вес и не утонуть в земле. В то время как многие люди восхищаются верхом колонн, чтобы понять их стиль, плинтусы находятся внизу.
Отчетливо виден постамент под этими дорическими колоннами.
Плинтус под этими ионическими колоннами большой прямоугольной формы.
Эти современные коринфские колонны также имеют устойчивый цоколь.
Основания для больших конструкций
Основанием большинства крупных сооружений, таких как дома и строения, является цоколь. Этот цоколь служит для равномерного распределения нагрузки на колонны и стены по всему фундаменту. Он также действует как барьер, удерживающий бетонный первый этаж ниже фальшпола здания. Он блокирует влагу, защищает от просачивания воды и выступает в качестве водонепроницаемого листа для предотвращения образования плесени и грибка. Этот тип плинтуса также обеспечивает большую прочность и долговечность, а также добавляет эстетическую привлекательность. Его также используют для балансировки оседающего фундамента от образования трещин в стенах.
Примеры цокольной архитектуры
Цокольную архитектуру можно найти по всему миру, поскольку она важна для стабильности и распределения веса. Вот несколько примеров цокольной архитектуры.
Этот знак башни использует постамент в Новой Зеландии.
Каждая из этих маленьких статуэток писца имеет собственный постамент.
Этот большой постамент был построен майя и до сих пор стоит богато украшенный.
№
В этой ванной много образцов плинтусов. Унитаз и раковина имеют более очевидные плинтуса. Табурет также имеет четыре опоры на дне.
Этот дом имеет кирпичный цоколь, поддерживающий структуру дома.
Прочный блок внизу дверного проема также считается цоколем.
Краткий обзор урока
Цоколь — это самая нижняя часть конструкции, конструктивная функция которой заключается в равномерном распределении веса по большей площади земли. Он всегда находится внизу или в нижней части конструкции. Они также выполняют неструктурную функцию уравновешивания, посредничества и гармонизации различий между структурой и основанием. Плинтуса можно увидеть во всем мире и во все времена, от древних построек почти на всех континентах до современной мебели. Плинтусы поддерживают колонны, пьедесталы и большие здания, и их можно найти внутри домов в качестве основы для стульев, столов и даже дверных косяков.
Использование цоколя
Концепция цоколя довольно проста: создайте основу или платформу, а затем положите на нее все, что вы строите. Возможно, вы не думаете, что существует слишком много способов испортить эту базовую формулу, и в какой-то степени вы правы. Тем не менее, когда мы говорим о плинтусах, есть три основных варианта их использования.
1. Основание для тумбы. Этот тип плинтуса является не столько архитектурным, сколько искусством (или, по крайней мере, проявлением искусства). Большинство пьедесталов имеют широкое основание, которое поддерживает их и все, что они держат; это плинтус.
Кстати, нижнюю часть предмета мебели, непосредственно касающуюся пола, иногда также называют цоколем. Тогда ваш стул станет прославленным пьедесталом, а вы, сидя на нем, произведением искусства. Вот ваше эго на сегодня.
2. Основание для колонны. Все три классических ордера колонн (включая дорический, ионический и коринфский) традиционно размещаются на постаментах. Однако их использование не ограничивается классической или даже западной архитектурой. Колонны и аналогичные опорные конструкции в Азии, Африке и Америке часто имели цоколь или цокольное основание.
3. Основания для более крупных конструкций. Фактически, многие дома и другие здания построены на очень больших цоколях, которые служат самой нижней конструкцией, поддерживающей это здание. Осмотрите свой город или район: есть большая вероятность, что некоторые постройки опираются на массивные основания из камня, бетона или других прочных материалов.
Назначение цоколя
В этот момент вы, должно быть, задаетесь вопросом: в чем смысл цоколя? Все ими пользуются, но зачем? Цоколь на самом деле выполняет важнейшую конструктивную функцию по распределению веса конструкции над ним.
Вот почему так много колонн на постаментах. Колонны поддерживают вес конструкции, но весь этот вес давит прямо на колонну. Цоколь распределяет этот вес наружу, более равномерно распределяя его по земле или полу.
Это самая важная функция плинтуса. однако его также можно использовать для физического отделения таких конструкций, как дома, от земли. Это особенно важно, если земля не твердая, устойчивая или сухая. Например, многие дома во влажных или подверженных наводнениям районах строятся на цокольах для защиты от повреждения водой.
Эстетика плинтуса
Возможно, самая важная роль плинтуса – эстетическая. Если рассматривать конструкцию как композицию, то цоколь — это своего рода рама. Он помогает опосредовать отношения между композицией и ее окружением.
В этом случае цоколь служит для соединения строения (например, дома) с землей, одновременно эстетически отделяя искусственное сооружение от природного ландшафта. С точки зрения архитектурных компонентов, таких как колонны, цоколь визуально соединяет колонну с полом, в то же время помогая выделить колонну как отдельный элемент.
Плинтусы объединяют композицию и помогают различать ее части, причем очень тонко. Ваш взгляд редко привлекает плинтус, и это нормально. Он не обязательно должен быть фокусом, чтобы быть важной частью архитектурной композиции.
Итак, насколько важен плинтус? Что ж, у знаменитого профессора художественной архитектуры 19-го века Готфрида Земпера есть ответ. Согласно его классическому тексту «Четыре элемента архитектуры », визуальная эстетика всей мировой архитектуры изначально основывалась на взаимодействии четырех компонентов: очага, крыши, стены и, да, цоколя. Это не только основа конструкции; это основа архитектурной теории.
Краткий обзор урока
Цоколь — это основание или платформа, поддерживающая пьедестал, колонну или конструкцию. Это не только простой архитектурный элемент, но и очень важный.
Конструктивно цоколь распределяет вес и давление, поступающие через колонну, равномерно по более широкому пространству. Он также может поднимать конструкции над землей, чтобы защитить их от воды или других элементов.
Эстетически цоколь не только служит основанием для конструкции или компонента, но и выделяет его. Это необходимо для создания единой эстетики среди многих архитектурных компонентов. На самом деле, он настолько успешен в этом, что мы часто даже не осознаем, что он есть. Если бы мы могли поставить пьедестал на пьедестал, мы бы это сделали. Оно того заслуживает.
Чтобы разблокировать этот урок, вы должны быть участником Study.com.
Создайте свой аккаунт
Плинтус: Определение
Когда что-то важное, мы склонны поднимать это над землей. В этом есть что-то почти универсальное для человеческих культур; мы пытаемся визуально отделить вещи, которые мы делаем, от самой земли. Что позволяет нам это сделать?
Плинтус — это основание или платформа, которая используется для поддержки чего-либо над землей. Цоколь — один из самых недооцененных, но в то же время наиболее важных элементов архитектуры, встречающихся по всему миру и использовавшихся на протяжении всей истории.
По иронии судьбы, единственное, что мы не можем поставить на пьедестал (потому что оно одно), это то, что больше всего этого заслуживает.
Использование цоколя
Концепция цоколя довольно проста: создайте основание или платформу, а затем положите на нее все, что вы строите. Возможно, вы не думаете, что существует слишком много способов испортить эту базовую формулу, и в какой-то степени вы правы. Тем не менее, когда мы говорим о плинтусах, есть три основных варианта их использования.
1. Основание для тумбы. Этот тип плинтуса является не столько архитектурным, сколько искусством (или, по крайней мере, проявлением искусства). Большинство пьедесталов имеют широкое основание, которое поддерживает их и все, что они держат; это плинтус.
Кстати, нижнюю часть предмета мебели, непосредственно касающуюся пола, иногда также называют цоколем. Тогда ваш стул станет прославленным пьедесталом, а вы, сидя на нем, произведением искусства. Вот ваше эго на сегодня.
2. Основание для колонны. Все три классических ордера колонн (включая дорический, ионический и коринфский) традиционно размещаются на постаментах. Однако их использование не ограничивается классической или даже западной архитектурой. Колонны и аналогичные опорные конструкции в Азии, Африке и Америке часто имели цоколь или цокольное основание.
3. Основания для более крупных конструкций. Фактически, многие дома и другие здания построены на очень больших цоколях, которые служат самой нижней конструкцией, поддерживающей это здание. Осмотрите свой город или район: есть большая вероятность, что некоторые постройки опираются на массивные основания из камня, бетона или других прочных материалов.
Назначение цоколя
В этот момент вы, должно быть, задаетесь вопросом: в чем смысл цоколя? Все ими пользуются, но зачем? Цоколь на самом деле выполняет важнейшую конструктивную функцию по распределению веса конструкции над ним.
Вот почему так много колонн на постаментах. Колонны поддерживают вес конструкции, но весь этот вес давит прямо на колонну. Цоколь распределяет этот вес наружу, более равномерно распределяя его по земле или полу.
Это самая важная функция плинтуса. однако его также можно использовать для физического отделения таких конструкций, как дома, от земли. Это особенно важно, если земля не твердая, устойчивая или сухая. Например, многие дома во влажных или подверженных наводнениям районах строятся на цокольах для защиты от повреждения водой.
Эстетика плинтуса
Возможно, самая важная роль плинтуса – эстетическая. Если рассматривать конструкцию как композицию, то цоколь — это своего рода рама. Он помогает опосредовать отношения между композицией и ее окружением.
В этом случае цоколь служит для соединения строения (например, дома) с землей, одновременно эстетически отделяя искусственное сооружение от природного ландшафта. С точки зрения архитектурных компонентов, таких как колонны, цоколь визуально соединяет колонну с полом, в то же время помогая выделить колонну как отдельный элемент.
Плинтусы объединяют композицию и помогают различать ее части, причем очень тонко. Ваш взгляд редко привлекает плинтус, и это нормально. Он не обязательно должен быть фокусом, чтобы быть важной частью архитектурной композиции.
Итак, насколько важен плинтус? Что ж, у знаменитого профессора художественной архитектуры 19-го века Готфрида Земпера есть ответ. Согласно его классическому тексту «Четыре элемента архитектуры », визуальная эстетика всей мировой архитектуры изначально основывалась на взаимодействии четырех компонентов: очага, крыши, стены и, да, цоколя. Это не только основа конструкции; это основа архитектурной теории.
Краткий обзор урока
Цоколь — это основание или платформа, поддерживающая пьедестал, колонну или конструкцию. Это не только простой архитектурный элемент, но и очень важный.
Конструктивно цоколь распределяет вес и давление, поступающие через колонну, равномерно по более широкому пространству. Он также может поднимать конструкции над землей, чтобы защитить их от воды или других элементов.
Эстетически цоколь не только служит основанием для конструкции или компонента, но и выделяет его. Это необходимо для создания единой эстетики среди многих архитектурных компонентов. На самом деле, он настолько успешен в этом, что мы часто даже не осознаем, что он есть. Если бы мы могли поставить пьедестал на пьедестал, мы бы это сделали. Оно того заслуживает.
Чтобы разблокировать этот урок, вы должны быть участником Study.com.
Создайте свой аккаунт
В чем разница между цоколем и пьедесталом?
Пьедестал выше цоколя. У многих пьедесталов внизу есть цоколь, чтобы выдерживать их вес и распределять его на большую площадь.
Что по-другому означает плинтус?
Многие люди не знакомы со словом плинтус, поэтому называют его основанием. Тем не менее, цоколь является правильным архитектурным термином для этой опорной конструкции.
Что такое плинтус в ванной?
Плинтус часто можно найти под раковиной на пьедестале или некоторыми типами унитазов в ванной комнате. Некоторые дверные проемы также имеют цокольный блок внизу.
Что такое цоколь дома?
Цоколь дома является гидроизоляцией. Он используется для распределения веса стен и столбов, удерживающих крышу дома.
Что значит цоколь в строительстве?
Цоколь является основанием и опорой для всей конструкции. Он построен для равномерного распределения веса конструкции на большой площади земли.
Зарегистрируйтесь для просмотра этого урока
Вы студент или преподаватель?
Разблокируйте свое образование
Убедитесь сами, почему 30 миллионов человек используют Study.com
Станьте участником Study.
com и начните учиться прямо сейчас.
Стать участником
Уже являетесь участником? Войти
Назад
Ресурсы, созданные учителями для учителей
Более 30 000 видеоуроков и учебные ресурсы‐все в одном месте.
Видеоуроки
Тесты и рабочие листы
Интеграция в классе
Планы уроков
Я определенно рекомендую Study.com своим коллегам. Это как учитель взмахнул волшебной палочкой и сделал работу за меня. Я чувствую, что это спасательный круг.
Дженнифер Б.
Учитель
Попробуй это сейчас
Спинка
Бетонный дом с цоколем от DGN Studio
Когда лондонская пара, Ребекка и Роман, решили отремонтировать и расширить свою смежную викторианскую террасу недалеко от Лондонских полей, они задумали светлую и просторную комнату для приготовления пищи, отдыха и развлечений. «Мы хотели восстановить баланс в доме», — говорит Даниэль Гудакр, соучредитель DGN Studio, местной фирмы, занимающейся ремонтом. «Задняя пристройка формирует новое сердце дома, предлагая безмятежное пространство для встреч между оживленным садом и отреставрированными комнатами в передней части дома».
Первоначальный дом был в довольно плохом состоянии: из-за недостаточного фундамента возникли трещины, и в здании нужно было полностью заменить электропроводку и заново провести водопровод. Внутреннее пространственное расположение также было совершенно несвязанным: комнаты с прекрасными пропорциями в передней части дома становились все меньше по направлению к задней части. Кроме того, не было никакой значимой связи между внутренними жилыми помещениями и садом.
«Мы хотели сохранить ощущение наличия ряда комнат со своими собственными характерами, которые казались важными для исторического характера дома», — говорит соучредитель студии DGN Джеральдин Нг. «Но в то же время мы хотели открыть вид на дом, чтобы привлечь свет и обеспечить лучший поток между помещениями».
Передний вход в отреставрированный дом с террасой теперь предлагает прямой вид на задний сад, который привлекает гостей внутрь и сквозь пространство. Исторические детали в вестибюле и на лестнице были тщательно восстановлены, а потайная дверь под лестницей ведет в узкое подвальное помещение, которое было превращено в подсобное помещение.
Светлая кухня и столовая расположены на новом, более низком уровне в задней части дома, доступ к которому осуществляется через большие бетонные ступени, которые преднамеренно используются в качестве неформальных сидений. Зона приготовления пищи на кухне очерчена чуть более низким потолком.
Подберите образ
Herman Miller Nelson Лампа-тренога Pear
Дизайн в пределах досягаемости
Архитектор Джордж Нельсон, который был директором по дизайну Herman Miller с 1945 по 1972 год, однажды сказал: «Каждая по-настоящему оригинальная идея, кажется, находит свое самое важное воплощение. в кресле». А потом он снес двери светотехнике.
В магазин
Софа-рояль Gubi
HORNE
Благодаря своей музыкальной форме и скульптурному силуэту софа-рояль 1984 года получила свое название и вдохновение от рояля. Уникальный язык дизайна отражает истинный интерес дизайнера Губи Олсен к классической музыке, а также к мягким, женственным формам.
Магазин
Набор ваз для ангобов Citizenry
The Citizenry
СДЕЛАНО В МЕКСИКЕ МАНОСОМ ИЗ ОКСИДЕНТЕ Наш набор из двух матовых черных ваз готов украсить любую полку или уголок — от ремесленников в Мехико до вашего дома.
Магазин
«Уютная» комната между передней гостиной и новой кухней-столовой позволяет клиентам погрузиться в книги, фильмы и музыку. «Ребекка — актриса, и пара активно занимается театром, литературой, поэзией и кино, — говорит Гудакр.
Из-за ограничений по планировке архитекторы не могли построить более высокую пристройку, поэтому снижение уровня пола новой пристройки было их единственным решением для создания более впечатляющего объема. Чтобы создать низкие этажи, команда DGN Studio добавила конструкционные бетонные опоры к существующим стенам.
«Нам очень понравилась идея увидеть утопленную часть дома как полностью бетонный элемент, который придал бы пространству ощущение заземленности», — говорит Нг. «[Он также] обеспечивает прочную основу для деревянного каркаса и ряда постаментов, на которых можно выполнять различные действия, такие как сидение, приготовление пищи, чтение или занятия спортом».
Эти земляные работы были самой дорогостоящей частью реконструкции, которая обошлась примерно в 425 000 долларов. «Фундаменты — это всегда невероятно большие расходы, — говорит Гудакр. «В землю вливается много денег. Копать в Лондоне также всегда очень дорого из-за труда, необходимого без крупной техники».
Задняя надставка определяется палитрой материалов из бетона и промасленного дуба, которые были выбраны из-за их долговечности, а также теплой текстуры и текстуры. «Бетон был необходим по чисто прагматическим причинам, но Ребекка с самого начала выразила настоящую любовь к этому материалу, что нас очень вдохновило», — объясняет Нг.
«Существует скульптурный потенциал и ощущение веса, которые бетон может привнести в пространство», — продолжает архитектор. «Мы очень хорошо осведомлены о диалоге об устойчивости бетона как строительного материала, поэтому мы стремились убедиться, что его использование связано с конкретным набором практических задач, для которых он выдержит испытание временем».
Новая пристройка выходит в сад через деревянную раму, заполненную чередующимися стеклянными и цельными панелями, что создает отфильтрованный вид на сад и небо. «Мы тщательно выбирали, какие панели были застеклены, чтобы освещать нужные места», — говорит Гудакр. Ряд створчатых окон также помогает увеличить ощущение простора на кухне.
«Большая часть дома казалась изолированной, а кухня была не тем местом, где мы когда-либо хотели проводить время», — объясняют домовладельцы. «Нам нравится наслаждаться полным пространством пристройки, но в доме все еще так много маленьких моментов, что мы не думали, что нам понравится использовать их так много, как сейчас».
Аксонометрический чертеж дома с бетонным цоколем, выполненный DGN Studio.
План первого этажа Дома с бетонным цоколем от DGN Studio.
План первого этажа Дома с бетонным цоколем от DGN Studio.
Часть дома на бетонном цоколе от DGN Studio до ремонта.
Еще одна часть Дома на бетонном цоколе от DGN Studio до ремонта.
Три- разрешение на планировку дано три + Хайд Дом со спальней на берегу моря в Национальном парке Пембрукшир-Кост, Уэльс
Двухэтажный дом с цоколем имеет продолговатую форму, а западная часть используется для столовой и гостиной открытой планировки на уровне земли и главной спальни на втором этаже. . В доме будет открытая деревянная конструкция.
Две гостевые спальни на восточной стороне дома консольно вынесены из основного объема, чтобы обеспечить вид на море, а на уровне земли в доме есть кабинет и кухня, а также эллинг с другой стороны маленький двор.
Hyde + Hyde заявили, что здание будет «возникать из наклонного ландшафта, обращенного к Ирландскому морю», добавив, что «участок содержит в себе естественную и мощную архитектурную набережную».
Реклама
Практик добавил: «Южный фасад представляет собой игривый черный резиновый валунный фасад, украшенный звездным полем из ярких рук и опор для ног, демонстрирующих жизненную силу интересов нашего клиента.
‘На севере ряд монолитов-ступенек извивается из небольшой бухты с различными встроенными функциями, купелью, барбекю, местом для отдыха с видом на океан.
‘Последний цоколь – плато самого дома. Со столовой открытой планировки, кухней и центральным утопленным жилым пространством для бесчисленных видов среди стеклянных стен, что делает дом светлым. ’
Шкала будущего пока неизвестна.
Данные проекта
Местоположение Pembrokeshire Coast, west Wales Local authority Pembrokeshire County Council Type of project Residential Client Private Architect Hyde + Hyde Architects Project lead Thomas Kimberley Landscape architect Hyde + Hyde Architects Консультант по планированию Герайнт Джон Планирование Инженер-строитель кПа Консалтинг Сметчик Martin Jury CQS Общая внутренняя площадь 263 м²
Назначение Риса-Могга — «опасное, радикальное безумие», предупреждает Architects Declare
Foster + Partners публикует первые изображения нового торгового центра в Глазго
Гебридский черный дом против объемного дома строителя — сравнение энергетических профилей
Второй по величине архитектор Великобритании открывает офис в Нью-Йорке
Утверждены планы Ливерпульской архитектурной школы O’Donnell + Tuomey
Fraser/Livingstone завершает строительство многоквартирного дома из массивной деревянной конструкции в Эдинбурге
Составьте план офисной башни Blackfriars
Король Чарльз, монарх с большим интересом к архитектуре, сменил королеву
AHMM получает одобрение на планирование спорной реконструкции площади Ангела
Регуляторы: три ключевых фактора успешной модернизации
Что такое плинтус? (с картинками)
`;
Б. Тернер
Плинтус — каменная конструкция, используемая в классической архитектуре. Традиционно этот каменный блок служил опорой для колонны здания. Сегодня плинтусы могут выступать в качестве основы для любого количества сооружений, включая статуи или памятники. В зависимости от архитектурного решения сооружения цоколь может варьироваться от основного каменного блока до блока со сложной детализацией.
В традиционной конструкции колонны цоколь опирается непосредственно на «стилобат», или уровень земли. Это помогает распределить нагрузку на колонну по большей площади земли, что позволяет колонне безопасно нести более тяжелые грузы, чем без основания. В некоторых приложениях колонна располагалась прямо на вершине цоколя, полагаясь на гравитацию, чтобы удерживать конструкцию вместе. Другие строители добавляли штифты или дюбели в центр колонны, чтобы соединить их с основанием. В редких случаях цокольный блок и колонна вырезались из цельного куска камня.
В то время как плинтусы исторически изготавливались из известняка или мрамора, современные версии могут быть изготовлены из любого количества материалов. Камень по-прежнему популярен для некоторых применений, хотя бетон можно использовать для сокращения затрат и поддержания высокого уровня прочности и долговечности. Дерево и металл позволяют строителям создавать цоколи с уникальной отделкой, а композитные материалы снижают общий вес конструкции, сохраняя при этом высокий уровень эксплуатационных характеристик.
Самые простые цокольные блоки состоят из цельного каменного блока без украшений. Они могут быть квадратными или прямоугольными, хотя некоторые из них имеют округлую форму. Более сложные постаменты очень декоративны, на них выгравированы слова или изображения.
В современной архитектуре термин «цоколь» используется для дополнительных применений помимо основной опоры колонны или памятника. Это может относиться к большой панели, установленной над дверью. На этих дверных плинтусах часто изображен фамильный герб или какой-либо другой рисунок, состоящий из цветов, виноградных лоз или других фигур. Эта панель обычно изготавливается из дерева, хотя некоторые внешние версии сделаны из мрамора или другого камня.
В некоторых частях мира термин «уровень цоколя» также используется для обозначения уровней внутри здания. Плинтусы располагаются прямо на земле и служат основанием для колонны или конструкции, поэтому этот термин обычно относится к уровню земли здания. Технически это относится к уровню, который опирается на фундаментную систему здания.
Что такое плинтус | Что такое цокольная балка | Какова высота плинтуса | Что такое защита плинтуса
Содержание поста
Что такое плинтус?
Цоколь — это один из типов уровня или основания, поддерживающих стены надстройки, колонны и конструкции. Функцией плинтуса является давление и нагрузка равномерно по всей колонне в более широком пространстве.
Цоколь применяется также для поднятия конструкций над землей для обеспечения их защиты от воды и другие окружающие элементы.
Высота цоколя
Высота цоколя составляет от 300 до 450 мм над уровнем земли, желательно, чтобы козырек сохранялся на 150 мм над уровнем земли .
Что такое цокольный уровень?
Цоколь Уровень – это определенная высота от уровня земли, на которой начинается возведение надстройки здания. Как правило, высота уровня плинтуса составляет от 300 до 450 мм.
Что такое плинтусная балка?
Цокольные балки устанавливаются между фундаментом и стенами и представляют собой железобетонные балки , эти балки предусмотрены, когда фундамент испытывает осадку для предотвращения расширения или распространения трещин в стене от фундамента и фундамент, но эти балки распределяют нагрузку стены.
Цокольная балка
Как известно, надстройка находится над уровнем земли и включает в себя балки, колонны, каменные стены, плиты и т. д., и в конструкции этого типа цокольная балка разделяет надстройку и подконструкцию , которая действует в качестве стяжной балки. Это держит стены и столбцов связанными.
Подробнее: 8+ Этапы строительства фундамента
Назначение цокольной балки
Ниже приведены причины для установки цокольной балки,
Эти балки в конструкциях предотвращают дифференциальную осадку и все нагрузки на цокольные балки передаются равномерно за счет фундамента.
Эти балки предотвращают попадание влаги в здание из фундамента.
Эти балки связывают все колонны .
Предотвращает трещины от фундамента до стены.
Предотвращает обрушение здания во время землетрясения .
Эти балки равномерно распределяют нагрузку .
Стандартные размеры балки цоколя
Ширина балки обычно составляет 9 ″ или 225 мм , так как ширина стены в Индии составляет 9 ″. Чтобы конструкция имела красивый вид.
Минимальный размер цокольной балки из железобетона не должен быть меньше 9 x 9 дюймов (225 мм x 225 мм), согласно общему правилу .
Размер балки цоколя для 1-этажного здания 9″x 9″ (225 мм x 225) мм) и 9″x 12″ (225 мм x 300 мм) используются размеры балки цоколя для 2-х этажных (Г+1), 3-х этажных (Г+2) и 4-х этажных (Г+3) домов.
Применение цокольной балки
Ниже приведены области применения цокольной балки,
В соответствии со стандартами стало обязательным в сейсмоопасных районах построить цокольную балку.
Применяется к конструкция цокольная балка Надземный уровень l.
Цокольная балка несет нагрузку от возводимой над ней стены.
Вода с поверхности предотвращает попадание в почву с помощью опорной балки.
Наилучшее применение цокольной балки состоит в том, чтобы выдерживать внешние воздействия , такие как вода, корни деревьев, термиты, которые могут повлиять на срок службы цоколя.
Марка бетона, подходящая для цоколя
Бетонирование балки цоколя
Минимум 20 МПа Прочность требуется для цоколя, чтобы выдерживать внешние воздействия.
Ручное смешивание бетона необходимо 20% дополнительного цемента для добавления в смесь, для компенсации потерь.
Надлежащая установка обязательна в случае Опалубка перед заливкой бетона.
Прочность цоколя в значительной степени зависит от адекватности опалубки , закрепленной при бетонном заполнении .
Уплотнение бетона также является одним из факторов, ответственных за получение достаточной прочности .
Подробнее: 25 различных типов балок в строительстве и их применение
Опалубка и стальные стержни, используемые в цоколе
Опалубка и сталь цокольной балки
Два арматурных стальных стержня диаметром не менее 12 мм должны быть установлены на нижней балке.
Однако в верхней части , рекомендуется использовать стальные стержни диаметром 10 мм для цокольных балок.
Наряду со стальными стержнями диаметром 12 мм внизу и диаметром 10 мм внизу необходимо предусмотреть бетонное покрытие 25 мм для защиты.
В соответствии со стандартами рекомендуется расстояние 15 см вместе с диаметром 6 мм r.
Опалубка устанавливается перед заливкой бетона надлежащим образом для обеспечения и получения требуемой прочности бетона.
Другим важным фактором , отвечающим за получение необходимой прочности, является уплотнение бетона .
Уплотнение бетона устраняет пустотность бетона через размещение .
Что такое защита цоколя?
Защита цоколя
Защита цоколя предназначена для предотвращения попадания воды в почву и достижения равного уровня стены и пола цоколя за счет капиллярного действия в результате чего влаги , выступающей в качестве барьера и воды в земля возле цокольной стены блокирует прямой доступ к ней.
Защита цоколя поддерживается за счет дополнительной формы или дополнительных толщина/пик под балку или под фундамент . Короче говоря, цоколь — это основа конструкции, которая несет вес конструкции на почву.
Много раз плинтусу приходится иметь дело с внешними воздействиями такими как вода , дерево корни , термиты так как это влияет на срок службы плинтуса и выходит из строя, поэтому необходимо защищать плинтус от такие мероприятия.
Подробнее: Что такое перемычка? Предложение, размер и типы
Назначение защиты цоколя
Защита цоколя необходима для предотвращения утечки воды в землю.
·Защита цоколя предотвращает попадание воды в почву непосредственно возле стены цоколя, обычно это делается путем укладки плоской сборной плиты шириной 600 мм .
Назначение рамной конструкции состоит в том, чтобы соединить цокольную балку со всеми колоннами, уменьшая эффективность размер и наклон столбцов.
Сварные балки , обычно используемые в фундаментах , немного глубже и действуют как усиление или швартовный элемент .
Еще одной причиной использования цокольного бруса является избежание различных осадок в здании из-за того, что весь вес стены находится ниже плинтуса .
Бахромчатые балки обычно используются, когда фундамент немного глубже и, таким образом, служит усилением или швартовочный элемент .
Часто задаваемые вопросы
Что такое плинтусная балка?
Железобетонная балка, построенная на уровне цоколя и используемая для соединения всех колонн и, следовательно, уменьшающая фактическую длину рамной конструкции, называется балкой цоколя.
Пошаговое руководство, которое поможет понять как настроить станок с ЧПУ правильно.
Настроить станок с ЧПУ подразумевает его приведение в состояние готовности к обработке заготовки. При этом следует убедиться в том, что в устройстве автоматической смены инструментов есть все необходимые инструменты для обработки имеющейся заготовки, загружена правильная программа с g-кодом, а также станок готов к работе в целом.
Совет от профессионалов: используйте карты наладки
Если вы работаете оператором станка с ЧПУ на производстве и занимаетесь наладкой станков, в вашем распоряжении наверняка имеется карта наладки, в которой содержится вся необходимая информация о процедурах и этапах наладки.
1. ОЧИСТИТЕ РАБОЧИЙ СТОЛ СТАНКА И ДРУГИЕ РАБОЧИЕ ПОВЕРХНОСТИ
Результат: станок очищен от стружки и другого мусора, который может вызвать снижение эффективности и точности выполнения технологических операций.
Чтобы правильно настроить станок с ЧПУ, очистите рабочий стол станка, а также зажимные приспособления от остатков СОЖ, стружки и другого мусора. Для этого можно использовать сжатый воздух, щетку или моечную машину. Вам необходимо убедиться в том, что стружка и мусор не попадают на чувствительные к ним участки станка. Струя воздуха под высоким давлением может задуть мусор в те рабочие области станка, где его не должно быть, что, в свою очередь, может стать причиной повреждения деталей станка.
2. ЗАГРУЗИТЕ ИНСТРУМЕНТЫ В УСТРОЙСТВО АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ
Результат: в устройстве автоматической смены инструментов находятся все инструменты, необходимые для обработки заготовки по заданной программе с g-кодом.
Инструментальная тележка на колесах для станка с ЧПУ
Примечание: Если ваш станок с ЧПУ не оснащен устройством автоматической смены инструментов, вам все равно нужно будет приготовить все необходимые для работы инструменты, чтобы вы смогли быстро заменить их в шпинделе станка, когда это будет необходимо, а также чтобы быстро настроить станок с ЧПУ.
В данном случае наша цель состоит в том, чтобы иметь возможность закрепить режущие инструменты в патронах (либо просто иметь их под рукой, в случае если шпиндель вашего станка не предполагает использование нескольких взаимозаменяемых патронов), а также в том, чтобы установить эти патроны в устройство автоматической смены инструмента или разместить в удобном месте, чтобы они были под рукой в процессе выполнения обработки или замены инструмента вручную.
Если в вашем распоряжении имеется карта наладки станка для выполнения конкретной технологической операции, в ней будут указаны необходимые инструменты для выполнения обработки, которые помогут вам правильно настроить станок с ЧПУ, а также их номера в программе с g-кодом.
Обычно мы размещаем инструменты, требуемые для выполнения той или иной технологической операции, на тележке или поддоне для инструментов. Возможно, все ваши инструменты хранятся в ящике для инструментов, находящимся в цехе. Вы помещаете все необходимые инструменты на тележку, подкатываете ее к станку, а затем загружаете инструменты в магазин.
Каждый тип патрона подразумевает свои требования, соблюдение которых необходимо для достижения максимальной эффективности работы и правильной настройки станка с ЧПУ. Например, для цанговых патронов ER существуют требование по моменту затяжки гаек, которого следует придерживаться.
3. ПРОГРЕЙТЕ СТАНОК И ШПИНДЕЛЬ
Результат: станок с ЧПУ прогрет и готов к работе.
Чтобы правильно настроить станок с ЧПУ, вам стоит подумать о составлении программы прогрева вашего станка и шпинделя в начале рабочего дня. Это поможет минимизировать температурное расширение при переходе от комнатной температуры к рабочей (программа прогрева обеспечит плавный переход станка к нормальной рабочей температуре), а также хорошую смазку рабочих осей и шпинделя станка.
4. УСТАНОВИТЕ ПОКАЗАТЕЛЬ КОРРЕКЦИИ НА ДЛИНУ ИНСТРУМЕНТА
Результат: для инструментальной планшайбы вашего станка с ЧПУ заданы показатели коррекции на длину всех используемых инструментов.
Установка показателей коррекции на длину инструмента при помощи прибора для размерной настройки инструментов
Чтобы настроить станок с ЧПУ, станку необходимо знать, какую длину имеет инструмент, основываясь на справочном значении показателя, называемого «контрольной точкой». Он использует эту информацию для регулировки положения шпинделя относительно заданных координат для каждого инструмента в отдельности.
Очень важно, чтобы показатели коррекции на длину инструмента были верными и точными для каждого инструмента. Это необходимо для обеспечения максимальной точности обработки каждым инструментом после настройки станка. Если показатель коррекции на длину инструмента задан неверно, это может привести к неприятным последствиям в виде повреждения инструмента и, скорее всего, также приведет к повреждению станка или зажимного приспособления.
Некоторые станки оборудованы прибором для размерной настройки инструментов. Это специальный датчик, который используется станком для автоматического измерения длины инструментов. В других случаях длина инструментов измеряется в режиме «оффлайн» (т. е., не на станке) — вводится оператором станка в таблицу параметров инструментов. Ввод таких данных может быть выполнен одним из следующих способов:
ручной ввод на клавиатуре, расположенной на передней панели станка
загрузка с помощью специального g-кода, называемого G10
другие возможные методы
Очень важно следовать всем процедурам так, чтобы в таблицу параметров инструментов были занесены правильные значения показателей коррекции на длину инструмента.
5. ЗАДАЙТЕ ДИАМЕТРЫ ИНСТРУМЕНТОВ, ЧТОБЫ ИМЕТЬ ВОЗМОЖНОСТЬ ИСПОЛЬЗОВАТЬ ФУНКЦИЮ КОРРЕКЦИИ НА РАДИУС ИНСТРУМЕНТА
Результат: в таблице параметров инструментов имеется вся необходимая информация о диаметрах всех используемых инструментов.
Если программа будет использовать функцию коррекции на инструмент, станку нужно знать диаметр и длину каждого инструмента.
6. УСТАНОВИТЕ ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ
Результат: зажимное приспособление для закрепления имеющейся заготовки надлежащим образом установлено на станке.
Типовые двойные тиски, представляющие собой две пары тисков, собранные в одном узле
На данном этапе выполняется установка приспособления для закрепления заготовок. На рынке представлен широкий ряд зажимных приспособлений. Карта наладки выполняет в данном случае еще одну важную функцию — определение того, какое именно зажимное приспособление необходимо для закрепления заготовки при выполнении конкретной технологической операции.
7. УСТАНОВИТЕ НУЛЕВУЮ ТОЧКУ ЗАГОТОВКИ И СТАНКА
Результат: нулевые координаты (0, 0, 0) станка с ЧПУ точно совпадают с требуемыми координатами нулевой точки заготовки. Все нулевые точки станка соответствуют требуемым значениям и заложены в управляющую программу.
Чтобы настроить станок с ЧПУ, вам необходимо ввести в память станка координаты нулевой точки (см. статью «Как найти нулевую точку станка») заготовки. Существует целый ряд способов выполнения данной задачи. Цель применения нулевых точек станка состоит в том, чтобы иметь несколько значений координат нулевой точки заготовки. Это удобно в случаях, когда необходимо произвести обработку нескольких заготовок, каждая из которых имеет различные координаты нулевой точки, либо в случае, когда требуется зафиксировать несколько заготовок на отдельных зажимных приспособлениях, при этом каждая из заготовок имеет свои координаты нулевой точки.
8. ЗАГРУЗИТЕ УПРАВЛЯЮЩУЮ ПРОГРАММУ В СТАНОК
Результат: соответствующая управляющая программа с g-кодом загружена в память станка.
Загрузка программы с G-кодом с флеш-накопителя в блок управления
Вам необходимо загрузить в память станка управляющую программу с g-кодом (см. статью «Описание G кодов»). — данная операция является частью процедуры настройки станка. В зависимости от модели станка, ее можно выполнить несколькими способами:
Для загрузки программы с g-кодом в память станков старых моделей может потребоваться дискета или даже бумажная перфолента (на ОЧЕНЬ старых моделях!).
Загрузка программы с g-кодом в память станков более современных моделей возможна при помощи USB-порта.
Ваш станок может быть подключен к локальной сети, что позволит загрузить программу, просто скопировав g-код в отдельную папку или загрузив его с FTP-сервера в память станка.
Ваш станок может быть подключен к устройству, содержащему программу с g-кодом, по протоколу RS-232. В этом случае g-код может быть загружен в память станка посредством данного соединения или поэтапно передаваться по несколько срокам в единицу времени.
Тут есть ряд важных моментов, которые необходимо проверить:
Убедитесь в том, что у вас в распоряжении имеется правильная версия управляющей программы. Очень легко запутаться в большом количестве различных версий, поэтому убедитесь, что у вас есть именно та версия, которая вам нужна в данный момент.
Загрузите все необходимые подпрограммы и их библиотеки, которые могут потребоваться основной части программы. Например, в случае если управляющая программа использует данные, получаемые с датчиков, для ее работы может потребоваться наличие библиотеки подпрограммы для снятия показаний с датчиков.
Вы должны четко знать, каких действий ожидает управляющая программа от оператора станка в процессе работы. Предполагает ли она возможность остановки? Нужно ли вам запускать программу с блока управления? И так далее. Чтобы настроить станок с ЧПУ, такие сведения должны быть занесены в карту наладки.
9. ПРОВЕРЬТЕ СИСТЕМУ ПОДАЧИ СОЖ
Результат: проверка системы подачи СОЖ выполнена, и теперь вы готовы запустить управляющую программу с g-кодом.
Для того, чтобы настроить станок с ЧПУ, убедитесь в том, что применяемая вами СОЖ находится в хорошем состоянии и пригодна к использованию, что будет являться одним из профилактических мероприятий по обслуживанию станка с целью предотвращения возможных сбоев в его работе до начала выполнения операции по обработке заготовки. Повторюсь — данная процедура выполняется последней, однако, возможно, у вас есть свой график проверки и замены СОЖ, который предполагает более частую проверку и гарантирует ее хорошее состояние.
Важно обращать внимание на следующие моменты:
Если СОЖ имеет неприятный или прогорклый запах, у вас появилась проблема.
Достаточно ли СОЖ в резервуаре или ее необходимо долить?
Является ли достаточной концентрация СОЖ по отношению к количеству воды, содержащейся в растворе? Для измерения концентрации СОЖ вы также можете воспользоваться рефрактометром.
Производите ли вы фильтрацию СОЖ с целью удаления мелкой стружки и мусора, которые могут засорить систему подачи?
Проверяйте станок, чтобы убедиться в том, что подача СОЖ идет свободно, а сопла установлены в правильном положении. Хорошо настроенная система подачи СОЖ имеет особое значение для удаления стружки и даже может позволить вам немного увеличить скорость подачи и частоту вращения шпинделя.
Вас также может заинтересовать:
«Советы новичкам ЧПУ»
DARXTON
Настройка ЧПУ станка | Как настроить фрезерный станок с ЧПУ
Настройка станка с ЧПУ означает, что оборудование необходимо привести в состояние, когда оно готово к обработке детали. При этом необходимо проследить, чтобы в элементе автоматической замены инструмента были все требуемые приспособления, которые понадобятся для обработки заготовки. Также нужно убедиться, что загружена нужная программа с g-кодом.
Настройка ЧПУ станка
Станки с ЧПУ имеют огромную сферу применения. Их можно перенастраивать на производство различных деталей, при этом наладка занимает немного времени. Главным документом для настройки выступает карта наладки оборудования. В соответствии с ней и производятся все необходимые манипуляции.
Наладку выполняет специалист, который имеет соответствующую квалификацию. Настройки станка обычно защищены ключом, без которого их не получится изменить. У наладчика есть к ним доступ.
После настройки специалист передает оборудование оператору, который будет следить за производством деталей и выполнять все промежуточный контроль.
Настройка необходима во время первого запуска устройства и во время изменения режима работы.
Режимы работы фрезерного станка с ЧПУ
Главными показателями режима обработки являются рабочая подача и обороты шпинделя. Выбор фрезы и ее параметров определяют исходя из нескольких факторов, например, качества детализации и размера обрабатываемой заготовки. Для увеличения детализации нужно уменьшать размеры фрезы.
Режимы работы меняют исходя из обрабатываемого материала. Существуют такие режимы:
Ввод информации. Производится перенос в память станка программы управления. После этого она анализируется на предмет наличия ошибок. Если они имеются, выполняется их устранение.
Автоматическая обработка. Выполняется обработка заготовки с регулировкой действий и сохранением параметров.
Вмешательство наладчика. Специалист корректирует настройки и дополняет программу.
Ручные действия. Управляющая программа записывается с ручной обработки заготовки.
Редактирование. Происходит удаление лишних действий.
Вывод информации. Записанная программа выводится на внешний накопитель.
Вычислительная часть. Проводятся расчеты.
Использование дисплея. На экран выводится обработка детали во время выполнения задачи.
Диагностика. Устройство проверяется на возможные ошибки и проблемы.
Наладку невозможно произвести правильно при использовании только одного режима. Оператор должен применять сразу несколько, чтобы настройка была максимально качественной.
Как правильно настроить фрезерный станок с ЧПУ?
Процесс настройки оборудования включает в себя несколько шагов.
Очистка рабочей поверхности
Для правильной настройки необходима предварительная очистка станка. Для этого нужно использовать моечную машинку, щетку или компрессор, подающий сжатый воздух. Следует убедиться, что стружка не попадет на чувствительные участки оборудования.
Загрузка инструментов в станок
Инструменты загружаются в соответствии с технологической картой наладки устройства. В ней так же будут указаны номера этих инструментов в программе с g-кодом.
У каждого вида патрона есть свои требования. Их необходимо соблюдать, чтобы добиться эффективной работы устройства и его правильной настройки.
Прогрев станка и шпинделя
Для корректной настройки станка нужно составить программу прогрева шпинделя и самого устройства. Это поможет значительно снизить температурные расширения во время того, как устройство начнет переходить от комнатной температуры до рабочей.
Предварительный прогрев обеспечивает плавный переход. Это важно и для смазки рабочих осей.
Установка показателя коррекции на длину инструмента
Для настройки требуется знать, какая длина у инструмента. Этот показатель называется контрольная точка. Он используется для регулирования шпинделя.
Важно, чтобы показатели коррекции для каждого отдельного инструмента были точными и правильными. Это нужно для качественной обработки детали. Если этот показатель задан неправильно, может повредиться зажимное приспособление, станок или инструмент.
В некоторых моделях есть специальное устройство для настройки размеров инструмента. Это датчик, при помощи которого станок автоматически измеряет длину. Во всех остальных случаях ее необходимо вводить в таблицу параметров инструментов.
Ввод диаметров инструмента
Если предусмотрено применение опции коррекции на инструмент, необходимо дополнительно ввести параметр диаметра инструмента.
Установка зажимного приспособления
На этом этапе необходимо установить механизм зажима заготовок. В этом случае карта наладки определяет то, какой именно зажим нужно использовать при выполнении определенной операции.
Установка нулевых точек
Процесс настройки предполагает ввод в память устройства нулевой точки заготовки. Главная цель заключается в том, чтобы получить несколько координат нулевых точек. Это удобно при одновременной обработке сразу нескольких деталей.
Загрузка управляющей программы
В память устройства нужно загрузить управляющую программу с g-кодом.
Это необходимо для настройки станка. Процедуру можно выполнить несколькими способами в зависимости от модели оборудования:
На старых моделях загрузка программы производится при помощи USB-входа.
Устройство может быть соединено с компьютером по локальной сети. В этом случае достаточно скопировать g-код в память станка.
Также аппарат может быть подключен к компьютеру или другому устройству по протоколу RS-232. В этом случае загрузка в память производится по данному соединению.
Важно учитывать следующие моменты:
Нужно убедиться в том, что версия управляющей программы правильная. Дело в том, что в них легко запутаться, так как их очень много.
Необходимо загружать все подпрограммы с библиотеками, которые нужны основной программе для корректной работы. Например, если используются показатели датчиков, то для работы оборудования нужно дополнительно загрузить подпрограмму снятия показаний с датчиков.
Схема наладки
Последний этап наладки заключается в покадровой проверке работы аппарата в автоматическом режиме. Если обработка непрерывная, то не нужно передвигать заготовку, но необходимо следить за звуками работы.
Если слышны изменения в звуке, то нужно сразу выключить оборудование. В ином случае либо испортится заготовка, либо сломается станок.
Программу автоматической обработки необязательно запускать с самого начала. Но нужно, чтобы это был момент смены инструмента.
В случае выявления неполадок наладчик производит дополнительную настройку или начинает весь процесс сначала.
Настройка ЧПУ станка – не очень сложная процедура, если знать как ее выполнить. Но лучше в этом вопросе обратиться за помощью к специалисту.
16 ноября 2020
3774
Получите консультацию специалиста
Первый запуск станка с ЧПУ. Пошаговая инструкция.
Данная инструкция справедлива для станков с фанерной рамой серии «Моделист», настольных алюминиевых станков, а так же станков средних размеров из алюминиевого конструкционного профиля с передачей на ШВП.
Инструкция по запуску станков больших размеров на реечной передаче находится по ссылке:
1.1 Произвести подключение контролера шаговых двигателей к станку, согласно имеющейся маркировки на проводах и табличке над клеммниками контроллера. Рисунок 1.
Рисунок 1.подключение контролера шаговых двигателей
1.2 Подключить контроллер шаговых двигателей к компьютеру.
Рисунок 2 –подключение контроллера шаговых двигателей к LPT- порту компьютера.
1.3 При использовании переходника USB-LPT произвести подключение согласно рисункам 3 и 4.
Рекомендуемый вариант подключения рисунок 3.
Рисунок 4
ШАГ 2. Подготовка шпинделя.
Если на станок установлен шпиндель жидкостного охлаждения — произведите сборку системы охлаждения, согласно соответствующей инструкции. Инструкция высылается по запросу на электронную почту.
ШАГ 3. Подготовка ПК.
3.1 ВНИМАНИЕ ВАЖНО! Для управления станком непосредственно через LPT портневозможно использование компьютеров с многоядерными процессорами INTEL.
(системные платы Intell имеют в себе средство изменения рабочей частоты процессора при изменении нагрузки на него. При этом все порты тоже испытывают флуктуацию по частоте – как результат, сигнал «плавает», то есть при работе Mach4 происходит изменение частоты сигнала step, что приводит к неравномерности движения рабочего органа станка- дерганью, ударам и даже остановкам)
Для проверки LPT порта 3-4 раза производим переезд в режиме ручного перемещения (с использованием клавиш ← → и↓↑) на полную длину рабочего стола. Движение должно происходить плавно с постоянной скоростью, без дерганья, рывков, ударов и остановок. Если при перемещении происходит локальные изменения скорости движения и/или остановка в процессе движения портала, то для проверки необходимо в пункте меню Config →MotorTuning изменить параметр Velocity уменьшив его в 10 раз. Если изменения скорости движения уменьшатся, а остановки прекратятся, но при этом удары и толчки сохранятся, то данная материнская плата не пригодна для управления станком через LPT-порт.
Для работы непосредственно черезLPT порт подходят:
А) только компьютеры с одноядерными процесорами INTEL и любые компьютеры с процессором AMD и только 32 разрядные версии операционной системы windows
Б) любые компьютеры с операционной системой LinuxCNC.
3.2 При работе со станком через USB переходник или Ethernet переходник можно использовать любые компьютеры и любые версии операционной системы Windows. USB переходники должны быть только специализированные, с драйвером под программу Mach4.
3.3 Компьютер для управления станком должен быть отдельно выделенный, без лишних программ. Не устанавливать антивирусы! Оперативной памяти не менее 1ГГб, если видеокарта встроенная то не менее 1,5Гб , процессор от 1ГГц. Перед установкой mach4 переустановите операционную систему, обязательно установите все необходимые системе драйвера, отключите брандмауэр, отключите гашение экрана в настройках электропитания, отключите экранные заставки, отключите файлы подкачки с жестких дисков.
Более подробно о установке и настройке ПО для работы станка необходимо ознакомиться с информацией по следующей ссылке:
https://cncmodelist.ru/opisanie-stankov/tekhnicheskoe-opisanie-chpu-stankov/instruktsiya-po-ustanovke-programmnogo-obespecheniya. html
Отключение антивирусов и брандмауэра в Windows XP:
3.3.1 Зайдите в Меню пуск, откройте Панель управления.
3.3.2 Откройте Центр обеспечение Безопасности.
3.3.3 Щелкните по Брандмауэр Windows.
3.3.4 В появившемся окне переставьте переключатель на Выключить (не рекомендуется) и нажимаем ОК.
3.3.5 Для отключения предупреждений Windows о безопасности нажмите в окне Центра Обеспечения безопасности windows по ссылке Изменить Способ Оповещения Центром обеспечения безопасности. В появившемся окне уберите все галочки после чего нажмите ОК.
Отключение антивирусов и брандмауэра в Windows 7:
3.3.6 Для отключения брандмауэра его необходимо открыть, что бы его найти воспользуйтесь поиском Windows 7. Откройте меню Пуск и напишите «бра» и выберите простой брандмауэр Windows.
3.3.7 В левой части окошка выбирите Включение и отключение брандмауэра Windows.
3.3.8 В открывшемся окошке вы можете отключить брандмауэр для всех сетей сразу.
3. 3.9 После, необходимо выключить службу Брандмауэр Windows. Воспользуйтесь поиском из меню Пуск.
3.3.10 В открывшемся окошке найдите службу Брандмауэр Windows и дважды кликните по ней левой кнопкой мышки . В открывшемся окошке Свойства нажмите Остановить. Затем в поле Тип запуска из выпадающего меню выберите Отключена. Нажмите ОК.
3.3.11 Отредактируйте конфигурацию системы. Откройте Пуск и напишите «кон». Выберите Конфигурация системы. В открывшемся окошке перейдите на вкладку Службы, найдите Брандмауэр Windows. Снимите галочку и нажмите ОК
ШАГ 4. Установка, проверка корректности работы программы, генерирующей G-код.
4.1 Установите на компьютере Mach4.
4.2 Скопируйте в папку Mach 3 расположенную на диске С: профиль станка (файл настроек), присланный по электронной почте, переданный на носителе информации (флешке) или скачанный с сайта.
4.3 Если используется переходник USB-LPT, произведите установку драйверов и плагина согласно статье Подключение контроллера с использованием переходника USB-LPT или руководству по эксплуатации на переходник.
4.4 При использовании платы расширения PCI-LPT, порядок действий также описан в статье «Подключение контроллера с использованием карты PCI LPT».
4.5 Для запуска программы потребуется ярлык «Mach4 Loader», остальные ярлыки можно удалить.
4.6 В открывшемся окне рисунок 5 выберите профиль станка и жмем OK.
Рисунок 5.
4.7 Выберите источник управления, рисунок 6 при работе с LPT портом или рисунок 7 при работе с переходником USB-LPT.
Рисунок 6.
Рисунок 7.
4.8 Загружается главное окно программы Mach4, Рисунок 8.
Рисунок 8.
4.9 Включите питание контроллера шаговых двигателей. В главном окне программы MACh4 нажимаем клавишу «Cброс» (Reset) (1), чтобы рамка вокруг неё не мигала и светилась зеленым цветом, рисунок 8. В этот момент шаговые двигатели должны зафиксировать свое положение (послышится щелчок) и слегка зашуметь. Теперь нажимая на клавиатуре стрелки (влево вправо вверх вниз) наблюдаем на станке перемещения по осям, а на экране изменение координат в полях X Y слева вверху, для перемещения по оси Z кнопки PageUP, PageDown. Также можно вызвать экранный пульт управления перемещением, клавишей «Tab» на клавиатуре вашего компьютера, рисунок 10.
Рисунок 10
4.10 Если перемещения не происходит, то проверьте корректность установки программы и драйверов.
4.10.1 Если используется подключение через LPT- порт, то откройте «Панель управления» — «Диспетчер устройств»- находим Mach4 X Pulsing Engines-свойства. Корректно установленный драйвер — рисунок 12.
Рисунок 12
4.10.2 Если используется переходник USB-LPT, то откройте «Панель управления» — «Диспетчер устройств»- найдите CNCDevicesClass-свойства. Корректная установка драйверов и правильное обнаружение операционной системой адаптера –рисунок 13.
Рисунок 13
4.11 При несовпадение направления перемещения портала станка с направлением стрелок клавиатуры, например при нажатии клавиши «←» инструмент движется в право, изменить направление можно в меню Сonfig->Port and pins->Motor outputs установив галочку в поле DirLowActive напротив нужной оси, рисунок 14.
Рисунок 14.
ШАГ 5 Проверка правильности перемещения рабочего инструмента.
Для проверки правильности перемещения рабочего инструмента, необходимо положить на стол линейку и, управляя перемещением с клавиатуры стрелками, проконтролировать совпадение пройденного расстояния по линейке с показаниями в окнах отображения координат MACh4.
5.1 Установите единицами измерения «по умолчанию» -миллиметры: открываем Config->Select Native Units. Mach4 выведет на экран окно с предупреждением о необходимости совпадения единиц измерения установленных в программе и используемых в G-коде. Нажимаем ОК и переходим к окну установки единиц измерения, рисунок 14.
5.2 Для вступления в силу настроек перезагрузите программу. Если далее не планируется использовать при создании управляющих G-кодов дюймовую систему измерения, оставляем метрическую систему для постоянного использования.
Ниже приведён пример проверки настроек для оси Y. Аналогично следует проверить все оси.
5.3 Перемещаем портал и каретку станка до упора на себя и влево –рисунок 15.
5.4 Обнуляем показания цифровых полей с координатами положения портала –нажатием кнопок Zero X, Zero Y, Zero Z, устанавливаем линейку по оси Y, рисунок 16.
Рисунок 16.
5.5 Клавишей ↑ перемещаем портал на 100 мм по координате цифрового поля. Далее сверяем с фактическим перемещением по линейке — рисунок 17.
Рисунок 17.
5.6 В случае несовпадения реального перемещения с координатами в Mach4, проводим калибровку для соответствующей оси перемещения, как описано в документации программы Mach4.
5.7 Закрываем Mach4 и отключаем питание станка.
ШАГ 6. Установка фрезы.
6.1 У станков с использованием шпинделей Kress для установки фрезы используется ключ 17. При установке производится удержание вала нажатием кнопки фиксатора, рисунок 18.
Вращением гайки против часовой стрелки отпускаем цангу, вставляем фрезу и производим зажим хвостовика фрезы в цанге вращением гайки по часовой стрелке. Установленная фреза – рисунок 19.
Рисунок 18.
Рисунок 19.
6.2 Для станков с использованием шпинделей жидкостного охлаждения с цангой ER11 установка фрезы производится с использованием ключей на 13 и 17 рисунки 20..22. Для установки фрезы удерживаем вал шпинделя за лыску на валу ключём на отпускаем зажимную гайку цанги , вставляем фрезу, и производим зажим хвостовика фрезы.
Рисунок 20.
Рисунок 21.
Рисунок 22.
ШАГ 7. Установка заготовки.
7.1 Установка заготовки на рабочий стол станка из профиля с Т-пазом осуществляется металлическими прижимами –рисунок 23.
Рисунок 23.
7.2 При использовании станка с фанерным столом или жертвенным столом из фанеры:
7.2.1 наиболее простой вариант крепления с помощью винтов «саморезов» рисунок 24.
Рисунок 24.
7.2.2 Так же существует множество вариантов крепления заготовки с помощью мебельных втулок, рисунки 25…30. Подробнее об этом варианте крепления в http://cncmodelist.ru/stati/eto-interesno/poleznye-prisposobleniya-dlya-stankov-s-chpu.html:
Рисунок 25. Мебельная резьбовая втулка
Рисунок 26. Установленные резьбовые втулки по углам стола
Рисунок 30 Установка дополнительных планок для крепления заготовок любого размера в любом месте стола
ШАГ 8. Установка рабочего органа станка в начальную точку резки.
8.1 Включаем питание станка, запускаем Mach4 и выводим каретку станка в начальную точку резки (как правило это левый нижний угол (вы стоите лицом к передней части станка)) с использованием стрелок на клавиатуре и кнопок “PageUP” и “PageDown”(или виртуальным пультом управления –вызывается кнопкой Tab). Начальная точка резки определяется при создании проекта –например новой модели в ArtCam, рисунок 31.
рисунок 31
8.2 Если имеется в наличии только G-код, то начальную точку можно определить в окне Mach4, загрузив исполняемый файл: File→Load G-Kode. Обнуляем показания цифровых полей с координатами положения портала –нажатием кнопок Zero X, Zero Y, Zero Z курсор в окне визуализации устанавливается в начальную точку.
Рисунок 32.
8.3 Управляя вертикальным перемещением шпинделя касаемся нижним торцом фрезы материала заготовки. Нажатием кнопок Zero X, Zero Y, Zero Z обнуляем программные координаты, рисунки 33, 34.
Рисунок 33.
Рисунок 34
8.4 Нажатием кнопки “PgUp” поднимаем шпиндель на безопасную высоту -10…15мм над заготовкой.
ШАГ 9. Загружаем G-код: (File→Load G-Kode). Станок готов к запуску .
ШАГ 10. Производим запуск шпинделя.
10.2 При работе со шпинделем жидкостного охлаждения рисунок 39 : — запускаем систему жидкостного охлаждения шпинделя (включаем насос). — включаем частотный преобразователь. — вращением потенциометра на лицевой панели частотного преобразователя устанавливаем необходимые обороты вращения шпинделя. — нажатием кнопки RUN производим запуск шпинделя.
Если концевые датчики на станке установлены, но не активированы, то для включение концевых датчиков в меню программы Mach4
config->Port and Pins->Input Signal установить галочки как показано на рисунках 41 и 42
Рисунок 41. Активация концевых выключателей для станков с установленными индуктивными датчиками
Рисунок 42. Активация концевых выключателей для станков с установленными механическими датчиками
Примечание. Если на станке установлены концевые выключатели баз, то поиск нулевой точки машинных координат осуществляется нажатием кнопки “Ref All Home”, рисунок 43.
Рисунок 43.
Если концевых выключателей нет, то при нажатии на кнопку “Ref All Home”, происходит обнуление машинных координат. Ели концевые выключатели отсутствуют, то настройки для входов “Home” представлены на рисунке 44.
Рисунок 44.
При работе с адаптером Моделист USB-LPT при отсутствии концевых выключателей порядок обнуления машинных координат выглядит следующим образом: -клавишами ← и ↓ установите каретку станка в левый нижний угол. — клавишей и PgUp поднимите шпиндель вверх до упора. — нажмите кнопку “RESET” на главном экране Mach4. — извлеките шнур переходника из USB-порта компьютера (не забудьте перед извлечением отключить устройство в системе , так же как обычную флешку) — на главном экране Mach4 переключитесь на отображение машинных координат, для чего нажмите кнопку “Machine Coord’s’, о том что вы находитесь в режиме отображения машинных координат будет сигнализировать красная рамка вокруг кнопки, рисунок 45.
Рисунок 45.
— подключите шнур адаптера к USB-порту и подождите 10-15 секунд, пока Windows обнаружит адаптер. -нажмите кнопку “RESET” и машинные координаты обнулятся. — перейдите в режим отображения программных координат, для чего ещё раз нажмите кнопку “Machine Coord’s’, красная рамка вокруг кнопки должна погаснуть.
ШАГ 11. Техническое обслуживание станка.
Как настраивать токарный станок с ЧПУ
Главная
org/ListItem»> /
Станки
/
По металлу
/
Токарные
/
с ЧПУ
/
Часто задаваемые вопросы и ответы о токарных станках с ЧПУ по металлу
Под настройкой станка с ЧПУ подразумевается его подготовка к запуску производственных работ. Для начала, нужно удостовериться, что в устройство автоматической смены установлены все инструменты, требуемые для проведения того или иного вида работ, и произведена загрузка правильной программы.
Настройка автоматических станков (таких, как Siemens 808 advanced, Siemens 808DA, ЧПУ ТС23) осуществляется по специальной карте и тексту программы. В карте имеются предустановки для механизмов зажима, параметры заготовок и шаблоны деталей, список обязательных и дополнительных инструментов, а также координаты начальной позиции.
Для токарных агрегатов с ЧПУ общепринятым является тот факт, что начало координат в абсолютной системе пролегает на пересечении оси, по которой вращается шпиндель с зеркалом зажимного патрона.
Ход работы
Настройка станка выполняется следующим образом:
Рабочее место очищается от всего, что может оказать негативное воздействие на эффективность и точность выполнения работы.
Исходя из инструкций, указанных в наладочной карте, осуществляется подбор инструментов, после чего проверяется его состояние.
Производится настройка резака на размеры координат, указанные в наладочной карте.
Подготовленное оборудование устанавливается в рабочую позицию барабанной головки.
Координация параметров производства переводится в ручной режим. После этого контролировать процесс работы можно при помощи пульта управления.
Проводится проверка на отсутствие внешних повреждений станка и пульта управления. Далее необходимо протестировать рабочие механизмы устройства, путем запуска холостого хода, и удостовериться в исправности сигнализации.
После проверки механизма, отвечающего за движение ленты, вводится перфолента и осуществляется проверка выполнения установленного задания станком и пультом, а также работоспособность индикации.
Суппорт перемещается в нулевое положение, предусмотренное картой, при этом используются декадные переключатели.
Производится проверка корректорных контроллеров на наличие каких-либо данных, после чего набирается значение, обозначающее детали и их параметры.
Проверяется система, ответственная за подачу смазочно-охладительной жидкости.
Обрабатываемая заготовка закрепляется в патроне.
Контроллер режима работ переключается с ручного управления на автоматическое.
Производится обработка первой заготовки.
Осуществляется замер заготовки и рассчитываются правки, после чего набираются на корректорных переключателях.
После внесения правок заготовка снова обрабатывается.
Измеряются параметры готовой детали.
После выполнения всех вышеперечисленных действий, настройка станка для обработки заготовок считается завершенной. Далее, при помощи корректоров, поддерживаются размеры деталей в допускаемом поле.
Дополнительные сведения
В случае сбоев и возникновения неполадок во время проведения тестовых работ на холостом ходу, оператор прекращает настройку и обращается за помощью к специалисту по наладке, слесарю, кроме того, незамедлительно следует уведомить мастера, ответственного за данный участок производства.
Настройка станка с ЧПУ и его обслуживание должны выполняться лицами, обладающими профильным образованием, разбирающимися в особенностях его конструкции, технологии, а также изучившими эксплуатационные правила и получившими разрешение на данный вид работ.
Токарный станок CK6130 с ЧПУ Siemens 808D (Опция: Fanuc, GSK)
Ø обработки над станиной 300
Ø обработки над супортом 150
РМЦ400
Ø отверстия шпинделя 48
Макс. обороты 3000
Мощность 3.00 кВт
Напряжение380В
Масса1300 кг
Код товара: 57546
Нет в наличии
Горизонтальный токарный станок BL-CAK6140/1000 с ЧПУ
Ø обработки над станиной 400
Ø обработки над супортом 210
РМЦ1000
Ø отверстия шпинделя 52
Макс. обороты 1600
Мощность 7.50 кВт
Напряжение380В
Масса2300 кг
Код товара: 35202
Станок токарный с оперативной системой управления 16ГС32СУ1 (РМЦ 1000)
Ø обработки над станиной 430
Ø обработки над супортом 325
РМЦ1000
Ø отверстия шпинделя 55
Макс. обороты 2500
Мощность 18.30 кВт
Напряжение380В
Масса3200 кг
Код товара: 57689
Токарный станок с ЧПУ CORMAK CKT 500X850 SM6
Ø обработки над станиной 500
Ø обработки над супортом 280
РМЦ850
Ø отверстия шпинделя 63
Макс. обороты 2200
Мощность 7.50 кВт
Напряжение380В
Масса2880 кг
Код товара: 1628
Токарно-винторезный станок DMTG CKE6163z/1500 с ЧПУ Fanuc (16М30Ф3)
Ø обработки над станиной 630
Ø обработки над супортом 320
РМЦ1500
Ø отверстия шпинделя 100
Макс. обороты 1000
Мощность 11.00 кВт
Напряжение380В
Масса5000 кг
Код товара: 40328
Токарный станок с ЧПУ Star STL10
Ø обработки над станиной 500
Ø обработки над супортом 270
РМЦ750
Ø отверстия шпинделя 81
Макс. обороты 1600
Мощность 7.50 кВт
Напряжение380В
Масса5000 кг
Код товара: 2178
Токарный станок с ЧПУ JINN FA JCL-42TGM с приводным инструментом и дополнительным сверлильным суппортом
Ø обработки над станиной 440
Ø обработки над супортом 140
РМЦ155
Ø отверстия шпинделя 42
Макс. обороты 4000
Мощность 7.50 кВт
Напряжение380В
Масса2480 кг
Код товара: 57694
Токарный станок с ЧПУ CORMAK CKT500X1000 SAH8
Ø обработки над станиной 500
Ø обработки над супортом 250
РМЦ1000
Ø отверстия шпинделя 66
Макс. обороты 1800
Мощность 7.50 кВт
Напряжение380В
Масса2850 кг
Вверх
Наладка фрезерного станка.
Как настроить фрезерный станок
Настройкафрезерногостанка с ЧПУ – комплекс действий, необходимых для приведения оборудования в работоспособное состояние. Этот этап является довольно важной частью общего цикла эксплуатации подобного оборудования. Именно поэтому зачастую эту работу выполняет не сам покупатель, а профессиональный специалист с соответствующей квалификацией и опытом.
Чтобы наладка фрезерного станка с числовым программным обеспечением прошла успешно, исполнителю этой работы требуется:
Знание конструкции настраиваемого прибора;
Умение управления техникой в различных режимах ее эксплуатации;
Умение пользоваться оснасткой и другим арсеналом инструментов.
Режимы работы ЧПУ фрезера на этапе настройки станка
Можно выделить несколько режимов, которые наладчик фрезера использует на этапе корректировки работы оборудования. В числе таковых:
ввод информации – в этом режиме производится внедрение программы управления обработкой, ее анализ, поиск и устранение ошибок;
автоматическая работа – производится фрезеровка заготовки, регулируются действия станка и параметры сохраняются;
вмешательство наладчика – в этом режиме специалист корректирует настройки станка без автоматического управления;
ручная корректировка – специалист создают управляющую программу для ручной обработки заготовки с сохранением параметров;
редактирование – в этом режиме удаляются кадры, что негативно влияют на качество обработки заготовки;
вывод информации – на этой стадии выполняется перенос программы обработки на блок управления станком посредством USB-носителя или через сетевое подключение;
вычисление – на основе использования формул выполняется получение необходимых параметров работы станка;
вывод информации на дисплей – в этом режиме производится предварительное выведение информации об обработке заготовки до запуска самой обработки;
диагностика – фрезерный аппарат проверяется на наличие проблем или ошибок в работе, о чем должны выводиться соответствующие предупреждения для оператора.
Поэтапная реализация этих режимов наладчиком позволяет оценить готовность фрезерного оборудования для решения конкретных производственных задач.
Этапы наладки фрезерного станка с ЧПУ
Выделяют шесть последовательно выполняемых этапов в которые выполняется настройка фрезерного станка:
Установка оборудования в фиксированное положение;
Установка рабочих механизмов и приспособлений;
Выполнение размерной настройки;
Ввод программы обработки заготовки;
Выполнение пробной обработки заготовки;
Оценка правильности управляющей программы и ее корректировка (при необходимости последней).
Последовательность этих этапов является строгой. Также стоит отметить, что без корректировки работы металлообрабатывающих комплексов, к числу которых относятся и фрезерно-гравировальные станки с ЧПУ, не обходится ни один запуск нового станка. Этот процесс называется подналадкой. Его проведение позволяет оптимизировать качество обработки самых различных заготовок независимо от материала их изготовления.
Установка инструментов, выполняемая после очистки оборудования от пыли и производственного мусора, является первым этапом наладки фрезерного станка. Инструменты загружаются в строгом соответствии с наладочной технологической картой. В гнезда, которые не планируется использовать, устанавливаются заглушки.
Составление программы прогрева станка и шпинделя – еще один важное составляющее процесса настройки оборудования. Она поможет сгладить температурные расширения элементов фрезера при переходе температуры от окружающей к рабочей. Это важный шаг также для качественной смазки рабочих осей.
Привязка инструмента – второй этап настройки фрезерного станка. Ошибки, допущенные на этой стадии, ощутимо повлияют на точность размерной обработки и изготовления конечных изделий. Процесс привязки заключается в определении перемещения осей X и Z, по которым фиксировались вылеты инструмента. С этой целью используются программы, штангенциркуль и специальные датчики.
Определение нуля заготовки – следующий этап настройки оборудования. В результате этой процедуры определяются координаты физической поверхности заготовки, с которой предстоит взаимодействовать инструменту фрезера. Перемещение фрезы в необходимое положение происходит в ручном режиме оператором станка. Этот этап особенно важен при серийном изготовлении продукции.
Следующий шаг — ввод и вывод программ управления. Самый простой этап, заключающийся в подключении фрезерно-гравировального станка к тому или иному источнику данных. После загрузки данных необходимо проверить выполнение программы обработки при выключенном механическом блоке оборудования.
Визуальный контроль за программой управления – часть настройки, выполняемая при ручном вводе управляющей программы или ее существенной корректировке на месте. Она позволяет выявить возможные ошибки и ликвидировать их.
После нее можно осуществлять наладку в автоматическом режиме. В случае непрерывной обработки заготовки покадрово отслеживать перемещение инструмента не нужно. Достаточно слушать звуковое сопровождение на каждом из этапов. Услышав звук ошибки, стоит отключить станок. В противном случае, это чревато списанием обрабатываемой заготовки в брак либо повреждением самого оборудования.
Выполняя наши рекомендации о том, как настроить фрезерный станок самостоятельно или силами оператора, Вы добьетесь идеального результата работы ЧПУ-техники в рамках поставленных задач.
Расчет и настройка ремённой и винтовой придачи ЧПУ станка. Калибровка.
Продолжаем разбираться с ЧПУ станком. Настройку прошивки GRBL рассмотрели тут: Прошивка grbl 1.1, настройка — инструкция на русском. Но где же взять параметры для настройки ЧПУ станка? Сегодня в статье рассмотрим, как можно рассчитать винтовую и ременную передачу ЧПУ станка. Но расчет не всегда дает 100% результат. Для проверки и корректировки неточности используется калибровка ЧПУ станка. Как это сделать на практике я уже рассказывал в проекте:ЧПУ плоттер на Arduino своими руками.
При расчете нужно учитывать один немало важный параметр, который мы еще не рассматривали подробно – это Микрошаг.
Основной параметр шаговых двигателей (ШД) это количество шагов на 1 оборот. Самое распространённое значение для ШД – 200 шагов на оборот (или 1,8 градуса на шаг). Мы будем использовать это разрешение во всех сегодняшних примерах. Более точную информацию можно узнать в описании к вашему шаговому двигателю. Зачастую 200 шагов на оборот, могут быть недостаточными для достижения необходимой точности. С целью повышения точности можно изменить передаточное число механически (использовать редуктор), а можно включить микрошаг – режим деления шага шагового двигателя, это увеличит число шагов на оборот, с коэффициентом 2n (n — целое число). Драйвер A4988 поддерживает деление шага: 1, 1/2, 1/4, 1/8, 1/16. Подробнее о драйвере A4988 читайте тут: Драйвер шагового двигателя A4988.Драйвер DRV8825 поддерживает деление шага: 1; 1/2; 1/4; 1/8; 1/16; 1/32. Подробнее о драйвере DRV8825 читайте тут: Драйвер шагового двигателя DRV8825.
Давайте рассмотрим пример. Если мы выставим микрошаг 16, что является в 16 раз больше полного шага и в нашем примере даст 3200 (200х16) шагов на оборот. На первый взгляд это отличный результат и почему бы не использовать максимальное деление шага во всех станках. Но тут есть и минус – это падение крутящего момента при увеличении деления шага. Подробнее Микрошаг рассмотрим в следующей статье.
Расчёт винтовой передачи ЧПУ станка.
Винтовая передача ЧПУ, либо ее более продвинутый вариант шарико-винтовая передача (ШВП), являются наиболее часто используемым вариантом перевода вращательного движения вала шагового двигателя в линейное перемещение исполнительного механизма.
Для расчёта разрешения нам необходимо знать ШАГ винта, либо шаг винта ШВП. В описании трапецеидальных винтов обычно пишут Tr8x8,Tr10x2, первая цифра говорит нам о диаметре винта, вторая как раз о его шаге в мм. Винты ШВП обычно обозначаются 1204, 1605 и т.п. Первые 2 цифры – это диаметр винта, вторые две – это шаг в мм. В 3d-принтерах обычно используют винт Tr8x8, диаметром 8 мм и с шагом 8 мм. Обзор моего 3d-принтера можно посмотреть тут:Обзор 3D принтера Anet A8. Сборка. Наладка.
Формула расчета винтовой передачи ЧПУ получается следующей, в числителе – количество шагов на оборот, в знаменателе – перемещение за оборот.
Тп = Sшд*Fшд/Pр
где:
Тп — точность перемещения, шаг/мм
Sшд — количество шагов на оборот для двигателя (в наших примерах 200)
Fшд — микрошаг (1, 2, 4, 8 и т. д.)
Pр — шаг винта (например, 8 мм)
Рассчитаем пример со следующими параметрами, двигатель 200 шагов на оборот, с 4-кратным микрошагом, с трапецеидальным винтом Tr8x8 даст нам 100 шагов на мм.
200*4/8=100 шагов/мм.
Другими словами, для того чтобы ЧПУ станок переместился на 1 мм, нам нужно сделать 100 шагов двигателя. Что является неплохой точностью.
Расчетные значения нужно указать в прошивке GRBL:
$100=10.000 кол-во шагов на мм для оси Х
$101=10.000 кол-во шагов на мм для оси Y
$102=100.000 кол-во шагов на мм для оси Z
$100=10.000 кол-во шагов на мм для оси Х
$101=10.000 кол-во шагов на мм для оси Y
$102=100.000 кол-во шагов на мм для оси Z
Расчет ременной передачи ЧПУ станка.
Во многих ЧПУ станках используются ремни и шкивы. Ремни и шкивы бывают разных форм и размеров, но одним из распространённых стандартов является GT2.
Следующие уравнение применимо для цепных и ременных передач, если вы введете правильный шаг. Обратите внимание, что эти уравнения не учитывают люфт.
Вот простое уравнение, которое вы можете использовать для расчета шагов на мм для линейного движения с ремнями и шкивами.
Тлп = Sшд*Fшд/Pр*Nшк
где:
Тлп — точность линейного перемещения, шаг/мм
Sшд — количество шагов на оборот для двигателя (в наших примерах 200)
Fшд — микрошаг (1, 2, 4, 8 и т. д.)
Pр — шаг ремня (например, 2 мм)
Nшк — количество зубьев на шкиве, на валу двигателя.
Попробуем посчитать для примера с такими параметрами, двигатель 200 шагов на оборот, с 2-кратным микрошагом, 2-миллиметровыми ремнями GT2 и шкивом с 20 зубцами даст нам 10 шагов на мм.
200*2/2*20=10 шагов/мм.
Данный пример подойдет для расчета перемещения 3d-принтера. ЧПУ станков на ремнях: лазерный гравировальный, плоттер и пр.
Расчетные значения нужно указать в прошивке GRBL:
$100=10. 000 кол-во шагов на мм для оси Х
$101=10.000 кол-во шагов на мм для оси Y
$102=100.000 кол-во шагов на мм для оси Z
$100=10.000 кол-во шагов на мм для оси Х
$101=10.000 кол-во шагов на мм для оси Y
$102=100.000 кол-во шагов на мм для оси Z
Калибровка ЧПУ станка.
После настройки станка необходимо проверить точность перемещения станка по осям. Для этого нужно отправить команду на перемещение по оси, на относительно большое расстояние. Я чаще всего использую 100 мм. После чего произвести замер перемещения. Если значения не отличаются – это означает, что все работает верно. Но если расстояние перемещения больше или меньше, то нужно внести корректировку – провести калибровку ЧПУ станка. Для этого будем использовать формулу:
Тк = Тп * Kп / Kф
где:
Тк – калибровочное значение, шаг/мм.
Тп — точность перемещения, шаг/мм (из примера 100 шаг/мм)
Kп — заданное значение для перемещения (в моем случае 100 мм. )
Kф — фактически, на какое расстояние переместилась ось (допустим на 99 мм.)
Для примера проведем расчёт винтовой придачи, которую рассчитывали выше и выяснили, что нужно совершить 100 шагов для перемещения на 1 мм. Также допустим, что мы отправили команду на перемещение станка на 100 мм, а по факту он переместился на 99 мм. Произведём расчет:
100*100/99=101,01 шагов/мм.
Указываем данное значение в прошивке GRBL и проводим калибровку еще раз. Если ЧПУ станок перемещается на заданное значение, можно пользоваться станком. Иначе проводим повторную калибровку.
Понравился статья Расчет и настройка ремённой и винтовой придачи ЧПУ станка. Калибровка! Не забудь поделиться с друзьями в соц. сетях.
А также подписаться на наш канал на YouTube, вступить в группу Вконтакте, в группу на Facebook.
Спасибо за внимание!
Технологии начинаются с простого!
Фотографии к статье
Руководство для начинающих по настройке станка с ЧПУ [Настройка ЧПУ, 2019]
Результат: установка станка с ЧПУ для запуска детали
Настройка — это когда мы получаем станки с ЧПУ, готовые к запуску детали. Нам нужно убедиться, что в устройстве смены инструментов есть все нужные инструменты, загружена правильная программа gcode и в целом машина готова к работе.
Техника Pro Shop: Листы настройки ЧПУ
Если вы работаете оператором станков с ЧПУ в профессиональной мастерской, занимающейся настройкой станков с ЧПУ, у вас, вероятно, есть Лист настройки ЧПУ, в котором указаны все необходимые детали для конкретной работы. . Для получения дополнительной информации о листах наладки см. «Искусство листа наладки ЧПУ».
1
Чистка стола станка и других поверхностей
Результат: Очистка станка от стружки и другого мусора, который может повлиять на его работу и точность.
Очистите стол станка и приспособления от охлаждающей жидкости, стружки или другого мусора. Для очистки от мусора можно использовать сжатый воздух, щетку или промывочную жидкость. Просто убедитесь, что вы не направляете стружку и мусор в какие-либо чувствительные области машины. Воздух под высоким давлением может вытолкнуть стружку в неподходящие места и нанести вред.
2
Инструменты для загрузки
Результат: Устройство смены инструмента на станке имеет все инструменты, необходимые программе gcode для детали.
Тележка для прокатных инструментов с ЧПУ…
Примечание. Если на вашем станке с ЧПУ есть устройство смены инструмента, вам все равно нужно иметь все инструменты наготове, чтобы их можно было быстро вставлять в шпиндель по мере необходимости.
Наша цель состоит в том, чтобы поместить инструменты в державки (или просто сделать их доступными, если шпиндель вашего станка не использует сменные державки) и загрузить эти державки в устройство смены инструмента или сделать их удобными рядом со станком для выполнения работы и замены инструменты своими руками.
Если у вас есть лист настройки ЧПУ для задания, в нем будут перечислены необходимые инструменты, а также их номера инструментов в программе g-кода.
Как правило, мы размещаем инструменты для конкретной работы на тележке для инструментов или на лотке для инструментов в рамках настройки ЧПУ. Возможно, инструменты находятся в ящике для инструментов вашего магазина. Вы загружаете нужные инструменты на тележку, подкатываете ее к станку с ЧПУ и загружаете соответствующие инструменты в устройство смены инструмента станка.
Каждый тип державки имеет свои собственные требования для обеспечения максимальной производительности. Патроны ER Collect имеют требования к крутящему моменту, которые следует соблюдать, например, при затяжке гаек.
Ресурсы:
– Полное руководство по выбору державок для фрезерования
3
Станок для прогрева и шпиндель
Результат: Станок с ЧПУ прогрет и готов к работе.
Вы хотите рассмотреть возможность запуска какой-либо программы прогрева шпинделя и станка, как только вы окажетесь в магазине на весь день. Это помогает обеспечить минимальное тепловое расширение при изменении температуры станка с холодной на нормальную рабочую (программа прогрева доводит его до нормальной температуры), а также обеспечивает хорошую смазку осей и шпинделя станка. Не пропускайте этот шаг настройки ЧПУ, если важны жесткие допуски!
Ресурсы:
– Как прогреть машину для максимальной производительности и надежности
4
Установка смещения длины инструмента
Результат: Таблица инструментов на станке с ЧПУ имеет правильные смещения длины для всех инструментов, которые будут использоваться.
Автоматическая установка длины инструмента с помощью Tool Touch Setter…
Станок должен знать длину кончика инструмента по некоторому эталону, называемому «точкой измерения». Он использует эту информацию для регулировки положения шпинделя относительно заданных положений для каждого отдельного инструмента. Это может быть одной из самых сложных частей настройки ЧПУ, но это не так уж и плохо, если вы сделали это несколько раз.
Очень важно, чтобы смещения длины инструмента были правильными для каждого инструмента и точными, чтобы инструмент работал правильно. В экстремальных случаях, когда коррекция длины инструмента совершенно неверна, это может привести к столкновению, которое повредит инструмент и, вероятно, станок или заготовку.
Некоторые станки будут оснащены устройством для настройки длины инструмента. Это датчик специального назначения, который машина использует для автоматического измерения длины инструмента. В других случаях длины инструментов измеряются в автономном режиме (то есть не на станке) и вводятся оператором в таблицу инструментов. Этот ввод данных может быть сделан через:
– Пробивка вручную на передней панели
— Загрузка через специальный g-код под названием G10
– Другие методы
Это область, где важно следовать процедурам, чтобы таблица инструментов на станке получила все правильные смещения.
Ресурсы
– Коррекция длины инструмента для ЧПУ : Часть 1 нашей серии из двух частей по управлению данными инструмента.
– Управление инструментом для ЧПУ : во второй части серии из двух частей обсуждаются средства предварительной настройки инструмента и автономное управление данными инструмента.
5
Установите диаметры инструмента, чтобы можно было использовать компенсацию радиуса фрезы
Результат: Таблица инструментов на станке с ЧПУ содержит информацию о диаметрах всех инструментов, которые будут использоваться.
Если в нашей программе обработки деталей будет использоваться компенсация инструмента, станку с ЧПУ необходимо знать диаметр каждой фрезы, а также длину.
6
Установить крепление
Результат: Желаемая заготовка для детали правильно установлена на станке с ЧПУ.
Типичные двойные тиски похожи на 2 тиска в одном…
На этом этапе мы устанавливаем любую заготовку, которая будет использоваться для удержания наших деталей во время их обработки. Доступно большое разнообразие решений для крепления. Точное указание того, что необходимо для конкретной работы, является еще одной важной ролью листа настройки ЧПУ.
Ресурсы:
– Зажим фрезерного станка с ЧПУ
– Фрезерный станок с ЧПУ
– Токарный станок с ЧПУ Зажим
7
Установка нуля детали и смещения нулевой точки
Результат: Координата 0, 0, 0 станка с ЧПУ правильно выровнена с требуемым нулем детали. Любые рабочие смещения, используемые программой, должным образом настроены на машине.
Ваш станок с ЧПУ должен быть физически сообщен, где находится нулевая часть. Существуют различные способы выполнения этой задачи. Цель рабочих смещений состоит в том, чтобы сделать возможным иметь несколько нулей детали. Это полезно, например, если у вас есть несколько деталей, для каждой из которых требуется нулевая часть. Или, возможно, если вы хотите установить разные приспособления, каждое из которых имеет собственную нулевую часть на приспособлении.
В идеале на листе настройки ЧПУ должна быть диаграмма или изображение, показывающее, где можно визуально измерить нулевую точку детали.
Ресурсы:
– 8 способов найти нулевую часть на станке с ЧПУ
8
Загрузка программы обработки деталей в станок
Результат: На станок загружается правильная программа обработки деталей с g-кодом.
Загрузка G-кода с USB-ключа на элемент управления Centroid…
Вам потребуется загрузить программу обработки деталей G-кода на станок в рамках его настройки для запуска детали. В зависимости от вашей машины это можно сделать разными способами:
— Старые машины могут потребовать загрузки g-кода с дискеты или даже с бумажной ленты (это ДЕЙСТВИТЕЛЬНО старо!).
— Новые машины загружаются через флэш-накопитель USB.
— Ваш компьютер может быть подключен к локальной сети, что позволяет вам загружать файлы, просто поместив g-код в определенную папку или отправив код на компьютер по FTP.
— Ваша машина может быть подключена через соединение RS-232, и g-код может быть загружен через это соединение или , введенный в машину по несколько строк за раз.
Вот некоторые важные моменты, которые следует проверить во время настройки ЧПУ:
— Убедитесь, что у вас правильная версия программы. Легко столкнуться с множеством разных версий, поэтому убедитесь, что вы выбрали правильную.
— Загрузить любые подпрограммы или библиотечные процедуры, которые могут потребоваться вашей основной программе обработки деталей. Например, если ваша программа обработки детали использует измерительный щуп, она может полагаться на доступность библиотеки подпрограмм измерительных щупов.
– Знайте, что программа обработки деталей ожидает от оператора. Есть ли дополнительные остановки? Вам нужно включить их на элементе управления? И т. д. Эта информация должна быть задокументирована в установочном листе.
9
Проверка охлаждающей жидкости
Результат: проверена правильная работа охлаждающей жидкости, и теперь вы готовы запустить программу g-кода.
Убедитесь, что ваша охлаждающая жидкость находится в хорошем состоянии и работает в рамках профилактического обслуживания, прежде чем пытаться запустить деталь. Опять же, этот шаг находится в конце, но у вас, вероятно, есть привычка достаточно часто проверять охлаждающую жидкость, чтобы убедиться, что она в хорошем состоянии.
Что искать:
— Если охлаждающая жидкость плохо пахнет или прогоркла, у вас проблемы.
— Хладагента в баке достаточно или нужно долить?
– Правильно ли подобрана смесь охлаждающей жидкости и воды? Вы можете использовать такой инструмент, как рефрактометр, для измерения концентрации охлаждающей жидкости.
– Вы фильтруете охлаждающую жидкость, чтобы удалить мелкую стружку и мусор, которые могут засорить трубопровод?
– Быстро проверьте на станке, свободно ли течет охлаждающая жидкость и правильно ли вы настроили форсунки охлаждающей жидкости. Правильное направление СОЖ имеет решающее значение для хорошего удаления стружки и может даже позволить вам увеличить подачу и скорость, если вы можете сделать это надежно.
Ресурсы:
– Роль охлаждающей жидкости в станках с ЧПУ : Понимание различных ролей охлаждающей жидкости, чтобы понять, как максимизировать ее эффективность.
– 4 Системы СОЖ премиум-класса и расчет их подачи и скорости : Узнайте, как системы СОЖ премиум-класса и правильное направление подачи СОЖ влияют на подачу и скорость.
— Типовая программа технического колледжа по настройке ЧПУ:
Вернуться к Как сделать детали с ЧПУ
Присоединяйтесь к более чем 100 000 пользователей ЧПУ! Раз в неделю бесплатно получайте наши последние записи в блоге прямо на вашу электронную почту. Кроме того, мы предоставим вам доступ к некоторым замечательным справочным материалам по ЧПУ, включая:
Как начать бизнес по обработке с ЧПУ
Начните бизнес по обработке с ЧПУ, выполнив следующие 10 шагов:
Планируйте свой бизнес по обработке с ЧПУ
Превратите свой бизнес по обработке с ЧПУ в юридическое лицо
Зарегистрируйте свой бизнес по обработке с ЧПУ для уплаты налогов
Открытие корпоративного банковского счета и кредитной карты
Настройка учета для вашего предприятия по обработке с ЧПУ
Получите необходимые разрешения и лицензии для своего бизнеса по обработке с ЧПУ
Получите страховку для бизнеса с ЧПУ
Определите свой бизнес-бренд станков с ЧПУ
Создайте свой бизнес-сайт для станков с ЧПУ
Настройка телефонной системы для бизнеса
Открытие бизнеса — это больше, чем просто его государственная регистрация. Мы составили это простое руководство по началу вашего бизнеса по обработке с ЧПУ. Эти шаги гарантируют, что ваш новый бизнес будет хорошо спланирован, правильно зарегистрирован и соответствует законодательству.
Изучаете варианты? Ознакомьтесь с другими идеями для малого бизнеса.
ШАГ 1: Планируйте свой бизнес
Четкий план необходим для успеха предпринимателя. Это поможет вам наметить специфику вашего бизнеса и обнаружить некоторые неизвестные. Вот несколько важных тем для рассмотрения:
Каковы начальные и текущие расходы?
Кто является вашим целевым рынком?
Сколько вы можете брать с клиентов?
Как вы назовете свой бизнес?
К счастью, мы провели для вас много исследований.
Какие затраты связаны с открытием предприятия по обработке с ЧПУ? Станки с ЧПУ
недешевы. Одни только токарные станки могут стоить от нескольких тысяч долларов до десятков тысяч, и во многих магазинах есть несколько единиц оборудования. Тем не менее, у владельцев бизнеса есть способы сохранить свои начальные затраты относительно низкими, и можно начать бизнес по обработке с ЧПУ за очень небольшие деньги.
Во-первых, многие владельцы бизнеса начинают работать в своем гараже или мастерской, которая у них уже есть. Это избавляет от необходимости арендовать рабочее место до тех пор, пока не появится постоянная работа.
Во-вторых, владельцам бизнеса не нужно много оборудования или самое модное доступное оборудование для начала работы. Например, Тодд Адлон открыл свой магазин только с мельницей и токарным станком, добавив оборудование позже. Несколько других владельцев бизнеса начали с простого токарного станка.
Наличие только базового оборудования ограничит объем и тип работы, которую может выполнять предприятие по обработке с ЧПУ, но базовой работы достаточно для поддержки небольшого цеха, в котором есть только один или два станка. В частности, есть много клиентов, которым нужны прототипы, а крупные магазины часто не делают одноразовые прототипы.
Каковы текущие расходы предприятия по обработке с ЧПУ?
Текущие расходы на производство станков с ЧПУ могут быть значительными. К ним относятся затраты на сырье, коммунальные услуги, расходы на содержание оборудования, арендные платежи и заработная плата сотрудников.
Кто является целевым рынком?
Большинство предприятий по обработке с ЧПУ обслуживают другие предприятия, хотя некоторые из них производят продукты, которые продаются непосредственно частным лицам.
Механические мастерские B2B можно разделить на две категории: ремонтные мастерские и товарные мастерские. Магазины по трудоустройству принимают заказы от клиентов, а затем изготавливают изделия, созданные в соответствии со спецификациями их клиентов. Продуктовые магазины разрабатывают и создают свои собственные продукты, а затем продают их предприятиям.
Как бизнес по обработке с ЧПУ зарабатывает деньги?
Предприятие по обработке с ЧПУ зарабатывает на продаже обработанных деталей. Прототипы могут продаваться поштучно, но чаще всего заказывают большие партии одной и той же детали.
Сколько вы можете брать с клиентов?
Стоимость обработки станков с ЧПУ сильно варьируется в зависимости от типа заказанного продукта, его количества и наличия особых требований к настройке. Kennewell CNC Machining использует следующую рубрику для определения цен на токарные работы:
Плата за установку от 120 до 160 долларов США
Сырье имеет наценку от 20 до 35 процентов
Специальные приспособления добавляются к общей стоимости
Механическая обработка оплачивается по ставке от 60 до 150 долларов в час
Наценка на работы по постобработке, выполняемые субподрядчиком, составляет от 20 до 35 процентов
Какую прибыль может принести бизнес по обработке с ЧПУ?
Наиболее успешные предприятия по обработке с ЧПУ работают с чистой прибылью от 10 до 15 процентов. Для магазина, в котором годовой объем работы составляет всего 500 000 долларов, это приносит прибыль от 50 000 до 75 000 долларов сверх зарплаты владельца бизнеса.
Как сделать свой бизнес более прибыльным?
Обрабатывающие предприятия с ЧПУ могут повысить свою прибыльность и диверсифицировать свои доходы за счет постепенного расширения предлагаемых ими услуг по механической обработке. Магазины могут делать это, не принимая на себя слишком большого риска, если они расширяются только тогда, когда становится доступным контракт на другой тип работы. Если по контракту будет оплачена новая часть оборудования, то принятие этого создает простой способ позволить себе новое оборудование, которое позволяет бизнесу расширить свои предложения.
Как вы назовете свой бизнес?
Выбор правильного имени важен и сложен. Если у вас еще нет названия, посетите наше руководство «Как назвать бизнес» или получите помощь в мозговом штурме с помощью нашего генератора названий для предприятий с ЧПУ
. имя, отличное от вашего имени. Посетите наше руководство администратора баз данных, чтобы узнать больше.
При регистрации названия компании мы рекомендуем изучить название вашей компании, отметив:
Деловые записи вашего штата
Федеральные и государственные записи о товарных знаках
Платформы социальных сетей
Доступность веб-домена.
Очень важно защитить свое доменное имя до того, как это сделает кто-то другой.
ШАГ 2: Создание юридического лица
Наиболее распространенными типами бизнес-структуры являются индивидуальное предприятие, товарищество, общество с ограниченной ответственностью (ООО) и корпорация.
Учреждение юридического лица, такого как LLC или корпорация защищает вас от привлечения к личной ответственности в случае судебного преследования вашего предприятия по обработке с ЧПУ.
Создание ООО
Прочтите наше руководство по созданию ООО
Select Your StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict Of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyoming
Получите профессиональную услугу Создайте для себя ООО
Два таких надежных сервиса:
ZenBusiness (49 долларов США + государственная пошлина)
LegalZoom (79 долларов США + государственная пошлина)
Вы можете создать ООО самостоятельно и оплатить только минимальные государственные расходы на ООО или нанять одну из лучших услуг ООО за небольшую дополнительную плату.
Рекомендуется: Вам нужно будет выбрать зарегистрированного агента для вашего LLC. Пакеты для регистрации LLC обычно включают бесплатный год услуг зарегистрированного агента. Вы можете нанять зарегистрированного агента или действовать самостоятельно.
ШАГ 3: Зарегистрируйтесь для уплаты налогов
Прежде чем вы сможете открыть бизнес, вам необходимо зарегистрироваться для уплаты различных государственных и федеральных налогов.
Чтобы зарегистрироваться для уплаты налогов, вам необходимо подать заявление на получение EIN. Это очень просто и бесплатно!
Вы можете бесплатно получить свой EIN через веб-сайт IRS, по факсу или по почте. Если вы хотите узнать больше об EIN и о том, какую пользу они могут принести вашему ООО, прочитайте нашу статью «Что такое EIN?».
Узнайте, как получить EIN, в нашем руководстве «Что такое EIN» или найдите свой существующий EIN с помощью нашего руководства по поиску EIN.
Налоги для малого бизнеса
В зависимости от выбранной вами структуры бизнеса у вас могут быть разные варианты налогообложения вашего бизнеса. Например, некоторые LLC могут выиграть от налогообложения как S-корпорация (S-corp).
Вы можете узнать больше о налогах на малый бизнес в этих справочниках:
Налоги ООО
Индивидуальное предприятие против ООО
ООО против корпорации
LLC против S Corp
Как создать S Corp
S Corp против C Corp
Существуют определенные государственные налоги, которые могут применяться к вашему бизнесу. Узнайте больше о налоге с продаж штата и налоге на франшизу в наших руководствах по налогу с продаж штата.
ШАГ 4: Откройте банковский счет и кредитную карту
Использование специальных банковских и кредитных счетов необходимо для защиты личных активов.
Когда ваши личные и деловые счета смешаны, ваши личные активы (ваш дом, автомобиль и другие ценности) подвергаются риску в случае судебного преследования вашей компании. В коммерческом праве это называется прокалыванием вашей корпоративной завесы.
Кроме того, изучение того, как создать бизнес-кредит, может помочь вам получить кредитные карты и другое финансирование на имя вашего бизнеса (а не на ваше), лучшие процентные ставки, более высокие кредитные линии и многое другое.
Открыть счет в банке для бизнеса
Открытие счета в банке для бизнеса является обязательным требованием при подаче заявления на получение кредита:
Отделяет ваши личные активы от активов вашей компании, что необходимо для защиты личных активов.
Упрощает ведение бухгалтерского и налогового учета.
Рекомендуем: Прочтите наш обзор «Лучшие банки для малого бизнеса», чтобы найти лучший национальный банк или кредитный союз.
Открыть нетто-счета 30
Нетто-счета 30 используются для создания и увеличения кредитоспособности бизнеса, а также для увеличения потока денежных средств от бизнеса. С нетто-счетом 30 предприятия покупают товары и полностью погашают остаток в течение 30-дневного срока.
Поставщики кредитов NetMany net 30 отчитываются перед основными кредитными бюро (Dun & Bradstreet, Experian Business и Equifax Business Credit). Именно так предприятия строят бизнес-кредит, чтобы они могли претендовать на кредитные карты и другие кредитные линии.
Рекомендуемый : Прочтите нашу 30 лучших поставщиков сети, руководство и начните строить бизнес-кредит.
Получите бизнес-кредитную карту
Получение бизнес-кредитной карты поможет вам:
Разделите личные и деловые расходы, объединив все расходы вашего бизнеса.
Создайте кредитную историю своей компании, которая может пригодиться для сбора денег позже.
Рекомендуется: Подайте заявку на легко одобренную бизнес-кредитную карту от Divvy и быстро создайте свой бизнес-кредит.
ШАГ 5.
Настройка бухгалтерского учета
Регистрация различных расходов и источников дохода имеет решающее значение для понимания финансовых показателей вашего бизнеса. Ведение точной и подробной отчетности также значительно упрощает подачу годовой налоговой декларации.
Упростите бухгалтерский учет ООО с нашей памяткой по расходам ООО.
ШАГ 6: Получение необходимых разрешений и лицензий
Неполучение необходимых разрешений и лицензий может привести к большим штрафам или даже к закрытию вашего бизнеса.
Требования к лицензированию государственных и местных предприятий
Для ведения бизнеса по проектированию 3D-печати могут потребоваться определенные государственные разрешения и лицензии. Узнайте больше о лицензионных требованиях в вашем штате, посетив справку SBA о государственных лицензиях и разрешениях.
Большинство предприятий обязаны взимать налог с продаж на товары или услуги, которые они предоставляют. Чтобы узнать больше о том, как налог с продаж повлияет на ваш бизнес, прочитайте нашу статью «Налог с продаж для малого бизнеса».
Для получения информации о местных лицензиях и разрешениях:
Обратитесь в офис клерка вашего города, города или округа
Получите помощь от одной из местных ассоциаций, перечисленных в каталоге местных бизнес-ресурсов Ассоциаций малого бизнеса США.
Защита товарных знаков и авторских прав
Если вы разрабатываете уникальный продукт, концепцию, бренд или дизайн, целесообразно защитить свои права, зарегистрировав соответствующие товарные знаки и авторские права.
Узнайте больше о защите товарных знаков и авторских прав
ШАГ 7: Получите страховку для бизнеса
Как и в случае с лицензиями и разрешениями, вашему бизнесу нужна страховка для безопасной и законной деятельности. Страхование бизнеса защищает финансовое благополучие вашей компании в случае покрытия убытков.
Существует несколько типов страховых полисов, созданных для разных видов бизнеса с разными рисками. Если вы не уверены в типах рисков, с которыми может столкнуться ваш бизнес, начинаются со страховки общей ответственности . Это наиболее распространенное покрытие, в котором нуждается малый бизнес, поэтому это отличное место для начала вашего бизнеса.
Узнайте больше о страховании гражданской ответственности.
Еще один примечательный страховой полис, в котором нуждаются многие предприятия, — это компенсационное страхование работников. Если в вашем бизнесе будут сотрудники, вполне вероятно, что ваш штат потребует от вас наличия страхового покрытия компенсации работникам.
ШАГ 8: Определите свой бренд
Ваш бренд — это то, что символизирует ваша компания, а также то, как ваш бизнес воспринимается общественностью. Сильный бренд поможет вашему бизнесу выделиться среди конкурентов.
Если вы не уверены в разработке логотипа для своего малого бизнеса, ознакомьтесь с нашими Руководствами по дизайну для начинающих. Мы дадим вам полезные советы и рекомендации по созданию лучшего уникального логотипа для вашего бизнеса.
Рекомендуется : Получите логотип с помощью бесплатного генератора логотипов Truic. Электронная почта или регистрация не требуются, или воспользуйтесь Премиум-конструктором логотипов.
Если у вас уже есть логотип, вы также можете добавить его в QR-код с помощью нашего бесплатного генератора QR-кода. Выберите один из 13 типов QR-кода, чтобы создать код для своих визитных карточек и публикаций или помочь распространить информацию о своем новом веб-сайте.
Как продвигать и продавать бизнес по обработке с ЧПУ
Предприятия по обработке с ЧПУ могут привлечь потенциальных клиентов через отраслевые организации, сетевые мероприятия и старомодные холодные звонки. Некоторые предприятия также успешно работают с такими платформами, как Xometry, которая объединяет дизайнеров продуктов и других клиентов с предприятиями по обработке с ЧПУ.
Как сделать так, чтобы клиенты возвращались
Обрабатывающие предприятия с ЧПУ могут выделиться среди многих конкурентов, получив сертификаты, которые важны для их клиентов. Соблюдение стандартов ISO 9000 и получение сертификата ISO 9001 — это два знака, на которые обращают внимание клиенты.
Все еще не уверены, какой бизнес вы хотите начать? Ознакомьтесь с последними тенденциями малого бизнеса, которые помогут вам вдохновиться.
ШАГ 9: Создайте веб-сайт для своего бизнеса
После определения вашего бренда и создания логотипа следующим шагом будет создание веб-сайта для вашего бизнеса.
Хотя создание веб-сайта является важным шагом, некоторые могут опасаться, что это им не под силу, поскольку у них нет опыта создания веб-сайтов. Хотя в 2015 году это могло быть разумным опасением, за последние несколько лет веб-технологии достигли огромных успехов, которые значительно упростили жизнь владельцев малого бизнеса.
Вот основные причины, по которым вам не следует откладывать создание веб-сайта:
Веб-сайты есть у всех законных предприятий. — точка. Размер или отрасль вашего бизнеса не имеют значения, когда речь идет о выводе вашего бизнеса в Интернет.
Аккаунты в социальных сетях, такие как страницы Facebook или бизнес-профили LinkedIn, не являются заменой бизнес-сайта , которым вы владеете.
Инструменты для создания веб-сайтов, такие как GoDaddy Website Builder, значительно упростили создание базового веб-сайта. Вам не нужно нанимать веб-разработчика или дизайнера, чтобы создать сайт, которым можно гордиться.
Используя наши руководства по созданию веб-сайтов, процесс будет простым и безболезненным и не займет у вас больше 2-3 часов.
Рекомендуемый : Начните сегодня с нашего рекомендуемого конструктора веб-сайтов или ознакомьтесь с нашим обзором лучших конструкторов веб-сайтов.
Другие популярные конструкторы сайтов: WordPress, WIX, Weebly, Squarespace и Shopify.
ШАГ 10. Настройка телефонной системы для работы
Настройка телефона для работы — один из лучших способов разделить личную и деловую жизнь и сделать их конфиденциальными. Это не единственное преимущество; это также помогает вам сделать ваш бизнес более автоматизированным, придает вашему бизнесу легитимность и облегчает потенциальным клиентам поиск и связь с вами.
Есть много услуг, доступных для предпринимателей, которые хотят настроить систему бизнес-телефонии. Мы рассмотрели лучшие компании и оценили их по цене, функциям и простоте использования. Ознакомьтесь с нашим обзором лучших телефонных систем для бизнеса 2022 года, чтобы найти лучший телефонный сервис для вашего малого бизнеса.
Рекомендуемая служба телефонной связи для бизнеса: Phone.com
Phone.com — наш лучший выбор для телефонных номеров для малого бизнеса из-за всех функций, которые он предлагает для малого бизнеса, и справедливой цены.
Начните бизнес по обработке с ЧПУ в вашем штате
Алабама
Аляска
Аризона
Арканзас
Калифорния
Колорадо
Коннектикут
Делавэр
округ Колумбия
Флорида
Грузия
Гавайи
Айдахо
Иллинойс
Индиана
Айова
Канзас
Кентукки
Луизиана
Мэн
Мэриленд
Массачусетс
Мичиган
Миннесота
Миссисипи
Миссури
Монтана
Небраска
Невада
Нью-Гэмпшир
Нью-Джерси
Нью-Мексико
Нью-Йорк
Северная Каролина
Северная Дакота
Огайо
Оклахома
Орегон
Пенсильвания
Род-Айленд
Южная Каролина
Южная Дакота
Теннесси
Техас
Юта
Вермонт
Вирджиния
Вашингтон
Западная Вирджиния
Висконсин
Вайоминг
плюсы и минусы конструкции станка
Независимо от конкретного изготовителя станков, существует несколько распространенных конфигураций 5-осевых станков с ЧПУ, каждая из которых имеет свой собственный набор сильных сторон, которые выделяют ее среди вариантов. Наиболее распространенными типами являются конфигурации «Таблица-стол», «Голова-таблица» и «Голова-голова».
Но обо всем по порядку… Говоря о конфигурациях 5-осевых обрабатывающих центров, я всегда начинаю с уточнения правильного определения каждой из осей вращения. Часто, обсуждая конкретный тип станка, люди неправильно называют оси вращения… так что мне нравится использовать это как возможность для обучения! Если вы думаете о линейных осях станка в алфавитном порядке (XYZ), вы также можете думать об осях вращения таким же образом (ABC). Ось A всегда вращается вокруг оси X, ось B всегда вращается вокруг оси Y, а ось C всегда вращается вокруг оси Z. Это верно, независимо от конфигурации станка или производителя станка.
Одна из наиболее распространенных конфигураций — или, по крайней мере, та, с которой большинство людей больше всего ассоциируют себя, когда слышат термин «5-осевой станок с ЧПУ», — это станок с поворотным столом. Конфигурация с цапфой также может называться конфигурацией «стол-стол», потому что обе оси вращения содержатся в самом столе с цапфой, а головка всегда неподвижна.
Большинство операторов и программистов могут легко идентифицировать себя с этой настройкой, потому что это простое продолжение процесса стандартной 3-осевой обработки с ЧПУ. Поскольку две оси вращения часто используются для простого позиционирования заготовки в нужной ориентации, легко представить, как станок будет позиционироваться и вести себя во время обработки.
Часто станок с ЧПУ с цапфой предлагает лучшие возможности подрезки, чем станки других конфигураций, потому что стол может наклоняться дальше (по крайней мере, в одном направлении), чем конструкции с поворотной головкой… 110 градусов в приведенном выше примере станка… обеспечивая больший доступ к нижняя часть детали. Конфигурация цапф также может дать оператору больший общий полезный рабочий объем, поскольку стол просто наклоняется и фиксируется в нужном положении, обеспечивая полный диапазон перемещения осей XYZ. В конструкции машины с поворотной головкой часть общей рабочей зоны должна использоваться для размещения инструмента по длине, когда головка наклоняется вперед и назад. Этот сценарий может быть усилен при обработке более длинными инструментами, что может сильно повлиять на общую рабочую зону.
Станок с ЧПУ с цапфой также может быть лучшим выбором для удаления тяжелых металлов. Из-за того, что головка не шарнирная, что позволяет использовать шпиндели с редуктором или ременным приводом, этот тип станка обычно обеспечивает больший крутящий момент при более низких оборотах. Такая конструкция стационарной головки также устраняет возможность смещения головки во время обработки… что иногда случается на станках с поворотной головкой во время тяжелой обработки.
Следующая конфигурация машины, которую мы должны обсудить, это машина с поворотной или шарнирной головкой. Этот тип машины может быть либо конфигурацией головка-головка, где все вращения выполняются головкой, а стол неподвижен; или конфигурация «голова-стол», состоящая из наклоняемой головки и вращающегося стола. Ниже показана машина Hurco VMX42SRTi с головным столом.
Такая конструкция головка-головка или головка-стол часто позволяет обрабатывать гораздо более тяжелые детали, чем конструкция с цапфой. Поскольку стол не наклоняется, весь вес детали переносится непосредственно вниз через основание станка с ЧПУ на пол… что делает эту установку очень жесткой для больших деталей. Кроме того, конструкция самого стола — в отличие от станка с цапфой — позволяет использовать более крупные детали в целом, независимо от веса. Цапфа ограничена размером детали, которую можно разместить между стояками стола.
Кроме того, вращающаяся головка позволяет использовать при обработке инструменты более короткой или более стандартной длины, поскольку все вращения инструмента происходят над деталью. На станке с цапфой шпиндель должен доходить до наклонного стола… и чем ближе стол наклонен к 90 градусам, тем больше должен дотягиваться шпиндель. Это часто приводит к тому, что оператор использует инструменты дольше, чем хотелось бы, чтобы приспособиться к этому сценарию. Это также означает, что при покупке станка с цапфой вам действительно нужно подумать о размере работы, которую вы будете выполнять на станке, и соответственно определить размер… чем меньше работа, тем меньше станок.
Как вы можете видеть на изображении выше, конструкция «голова-стол» может быть более универсальной, чем конфигурация типа «цапфа» или «голова-голова». В дополнение к 5-осевой обработке весь стол можно использовать для установки нескольких тисков, для обработки пластин или для обработки стороны детали 6 th (при подготовке к 5-осевой установке) при обработке в 3-х осевом режиме. осевой режим. Надгробие можно даже использовать на столе с осью C для имитации горизонтальной установки станка, для лучшего контроля над стружкодроблением или для обработки большего количества деталей за одну установку.
В дополнение к выделенным конфигурациям 5-осевых станков с ЧПУ, описанным выше, существует также большое количество «дополнительных» 5-осевых столов, которые можно добавить к существующим 3-осевым станкам с ЧПУ для повышения производительности. Несмотря на то, что объем выполняемой работы несколько ограничен, эти надстройки могут стать отличным способом повышения эффективности. Большинство элементов управления, таких как элемент управления Hurco WinMax, могут быть очень легко адаптированы для использования этих надстроек, но при добавлении к существующей машине вы обязательно должны учитывать возраст технологии управления на машине и ее ценность. существенные инвестиции, которые обычно сопровождают эти таблицы.
Чтобы узнать больше о системе управления Hurco и наших возможностях 5-осевого ЧПУ, посетите сайт www.hurco.com
[Контрольный список] Станки с ЧПУ — Полный список правил и запретов
by admin | 8 июня 2021 г. | Блог, ресурсы
Запросить контрольный список в формате PDF сейчас
Станки с ЧПУ являются важными рабочими инструментами в современной производственной среде. Постоянные требования к более высокой скорости производства, постоянно меняющиеся детали повышенной сложности и стремление к постоянному качеству продукции требуют, чтобы ваши станки с ЧПУ оставались в первоклассном состоянии, чтобы соответствовать или превосходить эти требования.
Вот несколько советов, которые помогут вам получить максимальную отдачу от ваших станков с ЧПУ в течение длительного периода времени.
#1 Настройка
Выполните подготовьте и разместите приспособления, инструменты и материалы рядом со станками с ЧПУ, чтобы сократить время настройки и максимально упростить переналадку. Если пространство не позволяет вам сделать это рядом с вашими машинами или рядом с ними, вам следует выделить специальное место для подготовительных работ на вашем предприятии. Это обеспечит целенаправленную подготовку и все необходимое для работы.
По возможности не создавайте сложные процессы настройки, так как они могут привести к ненужным простоям и ошибкам.
💡 Многие производители работают со специализированными светильниками, которые стоят дорого и требуют времени на проектирование и изготовление. Они полезны для одной конкретной операции и возможны только для одной конкретной детали. Если потребность в таких специфических деталях и требуемая операция возрастают, ответственные менеджеры должны рассмотреть и рекомендовать вместо этого покупку 5-осевого обрабатывающего центра — это сэкономит вам дорогие приспособления и время, энергию и, в долгосрочной перспективе, — деньги.
#2 Точность
Изучите компоненты, используемые в ваших станках с ЧПУ. Машина с линейной системой привода, безусловно, современна и привлекательна, но такие системы также более чувствительны и дороги. Хотя они могут помочь вашим станкам добиться немного большей точности, их предпочтительно использовать в лучших условиях обработки.
💡 Почему бы не рассмотреть современные машины с хорошей общей механикой, качественными шарико-винтовыми парами и линейными роликовыми направляющими или сплошными коробчатыми направляющими? Закаленные, отшлифованные и отшлифованные вручную до совершенства, они прекрасно способны и доказали свою долговременную точность и стабильность.
Помимо наличия хорошей механической конструкции и высококачественных компонентов в ваших станках с ЧПУ, обратите внимание на окружающую среду, в которой работают станки. Это широко игнорируется и игнорируется, но очень важно.
Не размещайте свои станки с ЧПУ рядом с источником тепла или охлаждения (например, кондиционер, дующий прямо на ваши станки). Ворота, оставленные открытыми рядом с вашими станками с ЧПУ, также могут мешать механикам точно так же, как более холодная или более высокая температура воздуха, поступающего в вашу мастерскую, может негативно повлиять на производительность станка. Короче говоря, всегда обеспечивайте хорошую циркуляцию воздуха.
Точно так же не рекомендуется размещать станки с ЧПУ над дренажным или кабельным каналом, так как это может вызвать вибрацию во время обработки.
💡 Поддерживайте рекомендуемую температуру около 25 градусов Цельсия и поддерживайте постоянную и стабильную температуру в своей мастерской.
#3 Допуск
Соблюдайте . Обеспечьте стабильную температуру в мастерской, так как колебания и изменения температуры могут повлиять на допуски. Подавайте чистый воздух на станки с ЧПУ. Ваш воздушный компрессор не должен располагаться слишком далеко и должен подавать чистый и сухой отфильтрованный воздух.
💡 Воздух используется обрабатывающими центрами с ЧПУ для очистки шпинделя и конуса инструмента во время смены инструмента, подачи воздуха для системы воздушно-масляной смазки на шпинделе (если имеется), очистки системы измерения инструмента и работы внутри линейных стеклянных весов ( при наличии) для защиты дорогих стеклянных весов от внешних загрязнителей. (Постоянное положительное давление воздуха изнутри наружу), аналогичная система используется на носу шпинделя вашего станка, положительное давление воздуха изнутри наружу предотвращает попадание охлаждающей жидкости или грязи в ваш шпиндель во время обработки.
Не размещайте станки с ЧПУ рядом с литейными, штамповочными, сварочными или шлифовальными станками. Также следует строго избегать пыли в любой форме или ударных волн, создаваемых прессами, штамповкой или электрическими изменениями и колебаниями.
#4 Чистота поверхности
Используйте правильную подачу и скорость во время обработки детали. Обратите внимание, что на качество поверхности вашей детали или пресс-формы могут повлиять следующие факторы: Вибрация, вызванная самим станком с ЧПУ; инструменты, которые не являются острыми или несбалансированными; неподходящие или несбалансированные держатели инструментов; а также влияние внешних источников на вашу машину (упомянутое в предыдущем пункте – пыль или ударные волны, создаваемые прессами, штамповкой или электрическими колебаниями и колебаниями). Эти факторы не только сократят срок службы вашего инструмента, но и потенциально могут сократить срок службы самого шпинделя станка с ЧПУ.
Не используйте изношенные инструменты или инструменты, уже работающие на пределе, или слишком низкую настройку подачи/скорости, так как это может привести к появлению следов пригорания на заготовках. Точно так же избегайте использования одного и того же инструмента для черновой и чистовой обработки, если качество поверхности должно быть хорошим.
💡 Убедитесь, что ваша деталь закреплена жестко и стабильно. Если вы используете приспособления, убедитесь, что приспособление правильно поддерживает деталь.
#5 Режущие инструменты
Выберите правильные режущие инструменты и начните с рекомендуемых параметров резки для достижения высокого качества поверхности и отделки. Если ваш оператор опытный, он будет знать, что требуется для достижения наилучшего результата.
Не используйте тупые инструменты, инструменты неправильного размера или инструменты, не подходящие для используемых материалов, поскольку они могут привести к появлению шероховатых краев, следов от резания, выпуклостей или следов ожогов на отделке. Или просто привести к плохой работе.
#6 Охлаждающая жидкость
Регулярно проверяйте охлаждающую жидкость , чтобы убедиться, что правильное количество и используемая смесь подходят для непрерывной работы вашей машины.
Не используйте охлаждающую жидкость с высокой концентрацией, так как это может привести к повреждению машины и ржавчине или коррозии компонентов. Кроме того, это может повлиять на здоровье вашего оператора.
Пожалуйста, проконсультируйтесь с вашим поставщиком станка и охлаждающей жидкости, чтобы порекомендовать подходящую смесь на водной основе для ваших нужд обработки и производства.
#7 Смазка
Регулярно проверяйте и используйте рекомендованную смазку для станков с ЧПУ. Проверьте в руководствах по эксплуатации машины соответствующий тип масла, марку и вязкость. В долгосрочной перспективе использование правильной смазки обеспечит максимальную производительность вашей машины. Правильная смазка, используемая для внутренних компонентов станков с ЧПУ, также может помочь вам максимально улучшить состояние и производительность вашего станка, особенно шпинделя станка.
Не используйте дешевые смазочные материалы, не рекомендованные поставщиком машины. Не забудьте проверить свойства смазки, чтобы убедиться, что она совместима с машиной и ее внутренними компонентами, такими как уплотнения, шланги и другие детали.
💡 Уход за станком с ЧПУ аналогичен уходу за автомобилем и его двигателем. Если используются неподходящие смазочные материалы, это не только приведет к аннулированию гарантии, но и приведет к дополнительным затратам на ремонт.
#8 Перегрев
При выполнении не превышайте рекомендованную нагрузку шпинделя, чтобы избежать перегрева шпинделя и двигателя шпинделя. Регулярно меняйте фильтры и проверяйте чистоту и сухость сжатого воздуха, чтобы избежать загрязнения водой и грязью. Перегрев шпинделя может быть вызван просто забитым воздушным фильтром двигателя шпинделя или системой охлаждения шпинделя.
💡 Используйте шпиндель с системой смазки Air-Oil или системой смазки Hwacheon Oil-Jet (предпочтительно), если вы хотите, чтобы ваш станок работал на более высоких оборотах в течение более длительного времени резки. Регулярно заменяйте фильтр и обновляйте масло в системе смазки шпинделя. Примечание: это действительно для шпинделей Air-Oil, а также для маслоструйных шпинделей.
Не используйте шпиндель со смазкой для интенсивной обработки на полных оборотах, рекомендуется не более нескольких (10) минут, так как это может привести к перегреву. Системы консистентной смазки представляют собой закрытые системы, в которые не поступает свежая смазка взамен израсходованной или, что еще хуже, сгоревшей смазки. В случае перегрева смазка в конечном итоге теряет свои смазывающие свойства и сгорает, что приводит к выходу из строя подшипников шпинделя и длительному простою станка, а также к высоким затратам.
💡 Необходимо дать шпинделю остыть после использования на максимальных оборотах и некоторое время поработать на более низких оборотах. Это помогает продлить срок службы шпинделя.
Воздушно-масляные шпиндели могут работать на максимальных оборотах в течение более длительного периода времени (примерно 2 часа) по сравнению с версиями, смазываемыми консистентной смазкой. Если вам нужно более длительное время работы, лучше запустить их на 80% от их максимального диапазона оборотов или позволить время работы на более низких скоростях между ними.
Только система масляной струйной смазки (разработанная и используемая компанией Hwacheon) гарантирует работу шпинделя на максимальных оборотах в течение 24 часов или дольше, если это необходимо.
#9 Сбои
Выполните . Обеспечьте правильную настройку инструментов с помощью автоматического измерительного датчика инструмента (механического или лазерного для более высокой точности и инструментов меньшего размера). Затем измеренный инструмент можно поместить в устройство смены инструмента станка в назначенный ему номер гнезда. Ввод данных о номере инструмента, данных о длине и радиусе и скорости подачи вводится в систему управления ЧПУ. Убедитесь, что эталонная точка детали также предоставлена ЧПУ и что выбрана правильная программа ЧПУ.
💡 Многих сбоев машины можно избежать, систематически выполняя эти шаги каждый раз.
Не пытайтесь продолжать обработку или ремонтировать станок самостоятельно, если ваша команда не может найти и устранить неисправность. Независимо от серьезности или направления сбоя станка с ЧПУ, мы настоятельно рекомендуем вам обратиться в местную доступную службу поддержки или, что еще лучше, напрямую к производителю вашего станка.
Чтобы узнать больше, ознакомьтесь с нашей статьей о сбое 5-осевого станка с ЧПУ (и лучшие способы управления)
#10 Патроны и приспособления
Убедитесь, что ваши заготовки надежно закреплены. Убедитесь, что патроны, используемые на токарных станках, не только очищаются (не используйте для этого пневматический пистолет из соображений удобства), но также обслуживаются и регулярно смазываются. Это помогает поддерживать эффективность и рабочие характеристики патронов. Обратитесь либо к производителю станка с ЧПУ, который поставил станок с ЧПУ и патрон, либо непосредственно к производителю патрона для получения рекомендаций по техническому обслуживанию, интервалам смазки и типу используемой смазки.
Не используйте пневматический пистолет для очистки станка или его деталей внутри станков с ЧПУ. Это приведет к тому, что мелкие частицы грязи, стружка и, возможно, охлаждающая жидкость попадут прямо в систему, что в конечном итоге повлияет на функциональность и безопасность оборудования и станков с ЧПУ.
💡 Гидравлические или ручные патроны токарных станков, передняя часть шпинделя станка, крышки и нижние направляющие, линейные стеклянные весы, механизм ATC — все это может быть повреждено из-за широкого использования пневматических пистолетов.
#11 Программисты
Делайте адекватные инвестиции в опытных программистов и различные способы программирования, поскольку операции станков с ЧПУ контролируются системой ЧПУ.
Не пытайтесь управлять сложными станками с ЧПУ, если у вас недостаточно знаний. Например, без соответствующих знаний коды G и M или ввод данных могут быть установлены неправильно — такие ошибки могут вызвать многочисленные и дорогостоящие проблемы прямо в начале ваших процессов резки.
#12 Операторы
Наймите подходящих операторов станков и продолжайте повышать их навыки и знания, чтобы оптимизировать производительность ваших станков. Поскольку эти машины являются дорогостоящими инвестициями, вы должны обеспечить их правильное обращение и эксплуатацию.
Не разрешайте немедленно направлять операторов станков на какой-либо станок с ЧПУ, с которым они не знакомы, даже если у них есть некоторый опыт обработки. По возможности дайте им достаточно времени, чтобы ознакомиться с вашим станком с ЧПУ, прежде чем нажимать кнопку «Пуск».
#13 Автоматизация
Используйте решения по автоматизации, особенно в нынешних сложных условиях. Ознакомьтесь с различными вариантами, которые помогут повысить эффективность производства и разнообразить предлагаемую продукцию. Low Mix — High Volume или High Mix — Low Volume, существуют доступные решения. Сократите рабочую силу и полагайтесь на более знающих инженеров.
Не ставьте под угрозу график производства и поставок, отказываясь от всех вариантов автоматизации. Обсудите с вашим поставщиком станков с ЧПУ, какая система автоматизации лучше всего подходит для ваших производственных нужд.
💡 Помните, самое дешевое решение не обязательно лучший способ заработать больше денег; и наоборот, самый дорогой вариант также может оказаться неправильным решением. Менять поставщика также нет необходимости – при условии, что он профессионален и имеет в наличии для вас комплексную линейку машин и решений.
Решения по автоматизации легко доступны в Hwacheon Machine Tools. Поговорите с экспертами, чтобы найти лучшее решение для ваших конкретных потребностей. Такие компании, как Hwacheon, производят хорошие машины и обеспечивают эффективное обслуживание на протяжении многих лет. Мы знакомы с автоматизацией, так как используем ее на собственном производстве, и лучше всего то, что все они разработаны и изготовлены собственными силами. До сих пор.
Вы можете узнать больше о линии автоматизации с высокой гибкостью в обработке с ЧПУ здесь
#14 Техническое обслуживание
Соблюдайте подробный график технического обслуживания и проводите регулярные проверки для обеспечения максимального уровня производительности и времени безотказной работы ваших станков с ЧПУ. Регулярное техническое обслуживание ваших станков с ЧПУ является решающим фактором в успешной работе обрабатывающего цеха.
Не позволяйте скапливаться грязи, материалам и мусору, так как это может привести к повреждению и неточностям в обработке ваших деталей, что приведет к простоям и потерям, связанным с дорогостоящим ремонтом.
💡 Убедитесь, что ваши операторы хорошо обращаются с вашими станками с ЧПУ, поскольку они являются вашими инвестициями для получения дохода.
Получите бесплатное электронное руководство [Контрольный список] Основные советы по профилактическому обслуживанию ваших станков с ЧПУ
#15 Безопасность
Следуйте Обеспечьте и поддерживайте безопасную рабочую среду, устраняя опасности и потенциальные аварийные зоны во всей мастерской.
Не игнорируйте простые вещи, такие как ослабленные разъемы или винты, неправильно установленные детали — убедитесь, что все это проверено, прежде чем нажимать кнопку «Пуск».
В производстве простои производства и дорогостоящий ремонт часто приводят к потере дохода. Это нанесет ущерб вашей прибыли, если производство высококачественной продукции и быстрая доставка являются вашей нишей для сохранения конкурентоспособности.
Понимание того, как ваши станки с ЧПУ и их функции могут лучше вооружить вас передовым опытом и знаниями для повышения эффективности работы вашего завода, увеличения доходов и предотвращения возникновения ненужных проблем.
Запросить контрольный список в формате PDF
Нажмите здесь
Дополнительные ресурсы:
Как повысить точность станков с ЧПУ
Цены на станки с ЧПУ. Руководство по сравнению затрат & Управление станком с ЧПУ с Arduino
Если вы думаете или находитесь в процессе создания собственного станка с ЧПУ, то, скорее всего, вы встретите термин GRBL. Итак, в этом уроке мы узнаем, что такое GRBL, как установить и как использовать его для управления станком с ЧПУ на базе Arduino.
Кроме того, мы узнаем, как использовать Universal G-code Sender, популярное программное обеспечение контроллера GRBL с открытым исходным кодом.
Что такое GRBL?
GRBL — это программное обеспечение или прошивка с открытым исходным кодом, которая обеспечивает управление движением для станков с ЧПУ. Мы можем легко установить прошивку GRBL на Arduino и мгновенно получить недорогой высокопроизводительный контроллер ЧПУ. GRBL использует G-код в качестве входных данных и выводит управление движением через Arduino.
Для лучшего понимания рассмотрим следующую схему:
На диаграмме видно место GRBL в «общей картине» принципа работы станка с ЧПУ. Это прошивка, которую нам нужно установить или загрузить в Arduino, чтобы она могла управлять шаговыми двигателями станка с ЧПУ. Другими словами, функция прошивки GRBL заключается в преобразовании G-кода в движение двигателя.
Необходимое оборудование
Arduino — Как мы уже говорили, для установки GRBL нам понадобится Arduino. В частности, нам нужна плата Arduino на базе Atmega 328, а это означает, что мы можем использовать либо Arduino UNO, либо Nano.
Шаговые двигатели – Очевидно, что шаговые двигатели обеспечивают движение машины.
Драйверы — для управления шаговыми двигателями нам нужны драйверы, а для небольших станков с ЧПУ «сделай сам» (использующих шаговые двигатели NEMA 14 или 17) обычно выбирают драйверы A4988 или DRV8825.
Плата Arduino CNC Shield . Для подключения драйверов шаговых двигателей к Arduino проще всего использовать плату Arduino CNC Shield. Он использует все контакты Arduino и обеспечивает простой способ подключения всего, шаговых двигателей, шпинделя/лазера, концевых выключателей, охлаждающего вентилятора и т. д.
Обратите внимание, что это только основные электронные компоненты, необходимые для понимания работы станка с ЧПУ.
На самом деле, в качестве примера того, как все должно быть связано, мы можем взглянуть на мой самодельный станок для резки пенопласта с ЧПУ.
Вы можете проверить и получить основные электронные компоненты, необходимые для сборки этого станка с ЧПУ, здесь:
Шаговый двигатель — NEMA 17……………… Amazon / Banggood / AliExpress
Уведомление: Это партнерские ссылки. Как партнер Amazon я зарабатываю на соответствующих покупках.
Основным инструментом этого станка с ЧПУ является горячая проволока, которая может легко расплавить или прорезать пенопласт и придать ему любую форму. Для получения более подробной информации о том, как я сделал машину и как все работает, вы можете проверить конкретный учебник.
Тем не менее, мы будем использовать этот станок в качестве примера в этой статье, потому что тот же принцип работы применим и к любому другому станку с ЧПУ, будь то фрезерный или лазерный.
Как установить GRBL
Во-первых, чтобы иметь возможность установить или загрузить GRBL на Arduino, нам понадобится Arduino IDE.
Затем мы можем скачать прошивку GRBL с github.com.
Загрузите его как ZIP-файл и выполните следующие действия:
Откройте файл grbl-master.zip и извлеките файлы
Откройте среду разработки Arduino, перейдите к Sketch > Include Library > Add .ZIP Library…
Перейдите к извлеченной папке «grbl-master», выберите там папку «grbl» и щелкните по открытому файлу. Теперь нам нужно использовать GRBL как библиотеку Arduino.
Затем перейдите в «Файл» > «Примеры» > grbl > grblUpload. Откроется новый скетч, и нам нужно загрузить его на плату Arduino. Код может выглядеть странно, так как состоит всего из одной строки, но не беспокойтесь, все происходит в фоновом режиме в библиотеке. Итак, нам просто нужно выбрать плату Arduino, COM-порт и нажать кнопку загрузки, и все готово.
Конфигурация GRBL
На этом этапе мы должны настроить или настроить GRBL для нашей машины. Мы можем сделать это через последовательный монитор Arduino IDE. Как только мы откроем Serial Monitor, мы получим сообщение вроде «Grbl 1.1h [‘$’ for help]». Если вы не видите это сообщение, убедитесь, что вы изменили скорость передачи данных на 115200.
Если мы введем «$$», мы получим список команд или текущих настроек, и они выглядят примерно так:
$100=250.000 (x , шаг/мм) 92)
Все эти команды могут быть или должны быть настроены в соответствии с нашим станком с ЧПУ. Например, с помощью первой команды $100=250 000 (x, шаг/мм) мы можем настроить количество шагов на миллиметр станка или указать, сколько шагов должен сделать двигатель, чтобы наша ось X переместилась на 1 мм.
Однако я бы посоветовал оставить эти настройки как есть. Есть более простой способ настроить их в соответствии с нашей машиной с помощью программного обеспечения контроллера, о котором мы расскажем в следующем разделе.
Контроллер GRBL
Итак, после того, как мы установили прошивку GRBL, теперь наша Arduino умеет читать G-код и управлять станком с ЧПУ в соответствии с ним. Однако для того, чтобы отправить G-код на Arduino, нам нужен какой-то интерфейс или программное обеспечение контроллера, которое скажет Arduino, что делать. На самом деле для этой цели существует множество как открытых, так и коммерческих программ. Конечно, мы будем придерживаться открытого исходного кода, поэтому в качестве примера возьмем Univarsal G-code Sender.
Как использовать универсальный отправитель G-кода
В этом примере я буду использовать версию платформы 2.0. Как только мы загрузим его, нам нужно распаковать zip-файл, перейти в папку «bin» и открыть любой из исполняемых файлов «ugsplatfrom». На самом деле это программа JAVA, поэтому, чтобы иметь возможность запускать эту программу, сначала нам нужно установить JAVA Runtime Environment.
После того, как мы откроем универсальный отправитель G-кода, сначала нам нужно настроить машину или настроить параметры GRBL, показанные ранее. Для этого мы воспользуемся мастером настройки UGS, который гораздо удобнее, чем вводить команды вручную через Serial Monitor в Arduino IDE.
Первым шагом здесь является выбор скорости передачи, которая должна быть 115200, и порт, к которому подключена наша Arduino. Как только мы подключим универсальный отправитель G-кода к Arduino, на следующем шаге мы сможем проверить направление движения двигателей.
При необходимости мы можем изменить направление с помощью мастера или вручную переключив соединение двигателя на Arduino CNC Shield.
На следующем шаге мы можем настроить параметр шагов/мм, о котором мы упоминали ранее. Здесь гораздо проще понять, как его настроить, потому что мастер настройки рассчитает и подскажет, до какого значения нам следует обновить параметр.
Значение по умолчанию — 250 шагов/мм. Это означает, что если мы нажмем кнопку перемещения «х+», мотор сделает 250 шагов. Теперь, в зависимости от количества физических шагов двигателя, выбранного шагового разрешения и типа трансмиссии, машина будет перемещаться на некоторое расстояние. Используя линейку, мы можем измерить фактическое движение машины и ввести это значение в поле «Фактическое движение». На основании этого мастер рассчитает и сообщит нам, на какое значение следует изменить параметр «шаги/мм».
В моем случае для самодельного станка с ЧПУ, который я сделал, станок сдвинулся на 3 мм. В соответствии с этим мастер предложил обновить параметр шагов/мм до значения 83.
При обновлении этого значения станок теперь движется правильно, 1 мм в программе означает 1 мм для станка с ЧПУ.
В консоли UGS при выполнении каждого действия мы можем видеть выполняемые команды. Мы можем заметить, что, обновляя параметр steps/mm, программа UGS фактически отправляла в Arduino или прошивку GRBL команду, которую мы упоминали ранее. Это было значение по умолчанию: 100 долларов США = 250 000 (x, шаг/мм), и теперь мы обновили значение до 83 шагов на мм: 100 долларов США = 83.
На следующем шаге мы можем включить концевые выключатели и проверить, правильно ли они работают.
В зависимости от того, являются ли они нормально открытыми или нормально закрытыми, мы также можем инвертировать их здесь.
Здесь стоит отметить, что иногда нам нужно отключить концевой выключатель оси Z. Это было в случае с моим станком для резки пенопласта с ЧПУ, где мне не нужен концевой выключатель оси Z, и мне пришлось отключить его, чтобы иметь возможность правильно установить станок. Итак, для этого нам нужно отредактировать файл config.h, который находится в папке библиотеки Arduino (или Documents\Arduino\libraries).
Здесь нам нужно найти линии цикла возврата в исходное положение и прокомментировать настройку по умолчанию для 3-осевого станка с ЧПУ и раскомментировать настройку для 2-осевого станка. Чтобы изменения вступили в силу, нам нужно сохранить файл и повторно загрузить скетч grblUpload на нашу плату Arduino.
Тем не менее, на следующем шаге мы можем либо включить, либо отключить возврат в исходное положение ЧПУ.
При нажатии кнопки «Попробовать возврат в исходное положение» машина начнет движение к концевым выключателям. В случае, если это идет в противоположном направлении, мы можем легко изменить направление.
Наконец, на последнем шаге мастера настройки мы можем включить мягкие ограничения для нашего станка с ЧПУ.
Мягкие ограничения предотвращают выход машины за пределы установленной рабочей зоны.
Заключение
Итак, благодаря прошивке GRBL и Arduino мы можем легко настроить и запустить наш самодельный станок с ЧПУ. Конечно, в этом уроке мы рассмотрели только основы, но я думаю, что этого было достаточно, чтобы понять, как все работает и как настроить и запустить наш первый станок с ЧПУ.
Конечно, есть много других доступных настроек и функций, так как GRBL действительно поддерживает прошивку контроллера ЧПУ. Документация GRBL подробно объясняет все это, поэтому вы всегда можете проверить их на их вики-странице на github.com.
Кроме того, существует множество других программ контроллера GRBL с открытым исходным кодом, таких как Universal G-code Sender, и вот некоторые из них: GRBLweb (веб-браузер), GrblPanel (графический интерфейс Windows), grblControl (графический интерфейс Windows/Linux), Easel (на основе браузера). ) и т. д. Вы должны изучить их и посмотреть, какой из них подходит вам лучше всего.
Множественная установка: обработка нескольких деталей вместе
Описание
Пожалуйста, примите файлы cookie.
Пожалуйста, примите файлы cookie настроек для использования формы/видео.
Активировать файлы cookie
cross_m
Делиться
sm_facebook_m
Tebis позволяет разделить программирование ЧПУ и планирование наладки с несколькими наладками . Программирование ЧПУ и обработка могут выполняться независимо с точки зрения времени и организации. Используете ли вы решетчатые пластины , надгробные плиты или мультичейнджеры, , или вы просто покрываете большой станочный стол несколькими частями? С Tebis все ситуации под контролем, и вы оптимально использовать ваши машины . Все детали и зажимные устройства имеют защиту от столкновений . Ранее рассчитанные траектории инструмента используются для достижения кратчайших возможных путей и наименьшего количества возможных смен инструмента . И изменение геометрии не проблема — даже непосредственно перед производством. Определите несколько настроек, не зная программирования.
Гибкость
Отдельное программирование отдельных деталей от производства с точки зрения времени и организации • Оператор станка впоследствии оптимизирует всю обработку по мере необходимости
Оптимальный
Полное использование рабочей зоны благодаря оптимальной настройке нескольких деталей • Сокращение времени наладки станка за счет использования систем зажима
Быстрый
Устранено время наладки и обработки для внесения изменений – выпущенные компоненты настраиваются незадолго до обработки
Стандартизированные
Производственные шаблоны сводят к минимуму ошибки программирования и ускоряют планирование работ
Множественная настройка в процессе мелких деталей
Всего несколькими щелчками мыши несколько запрограммированных деталей загружаются, размещаются в зажимной системе и обрабатываются вместе , сортируются по инструментам. Весь процесс полностью проверен на столкновение с реалистичными цифровыми двойниками в симуляторе Tebis.
Пожалуйста, примите файлы cookie.
Пожалуйста, примите файлы cookie настроек для использования формы/видео.
Активировать файлы cookie
Множественная настройка помогает улучшить использование компьютера
Независимо от того, какие детали впоследствии обрабатываются одновременно, ваши специалисты используют проверенные методы для программы отдельных отделочных и чеканных сталей, электродов, деталей серийного производства или любых других деталей – при поддержке Tebis NC Automation .
Отдельные детали объединяются в установ только незадолго до обработки. На графическом дисплее быстро определяется правильная ориентация или деталь позиционируется в нулевой точке детали, определенной на станке. Вы можете загрузить надгробные плиты и решетчатые пластины или используйте весь стол на портальном фрезерном станке . Ситуация зажима и зажимные элементы находятся под контролем.
Размещение деталей на решетчатой пластине для комбинированной обработки
Для очень высоких требований к точности каждой детали в множественной настройке может быть назначена отдельная нулевая точка.
Сортировка траекторий в соответствии с вашими потребностями – для быстрой обработки инструментом или деталью, когда требуется высокая точность в области обработки, и свяжите индивидуально запрограммированные траектории с программой ЧПУ. Обзор необходимой конфигурации инструмента создается автоматически. Вы также можете использовать несколько нулевых точек , если вам нужно работать с очень высокой точностью, или если у вас большие расстояния перемещения на вашем станке или длительное время обработки.
Есть ли изменение в части незадолго до начала производства? Измененная программа обработки детали обновляется одним нажатием кнопки, и ваш процесс выполняется точно в срок.




 Мы предлагаем фундамент в двух вариантах — монолитный или сборный. Монолитный — более надежный, но в то же время, и более дорогостоящий фундамент. Он состоит из основы — металлической арматуры и бетона, который заливается поверх арматуры внутрь предварительно устроенной опалубки. Из-за того, что бетону требуется достаточно длительное время для застывания, такой фундамент не получится сделать быстро. требует Также он требует большего времени для устройства, чем сборный. Большой плюс такого фундамента заключается в том, что его можно возвести на абсолютно любой почве и он при этом сохранит все свои качества.
Мы предлагаем фундамент в двух вариантах — монолитный или сборный. Монолитный — более надежный, но в то же время, и более дорогостоящий фундамент. Он состоит из основы — металлической арматуры и бетона, который заливается поверх арматуры внутрь предварительно устроенной опалубки. Из-за того, что бетону требуется достаточно длительное время для застывания, такой фундамент не получится сделать быстро. требует Также он требует большего времени для устройства, чем сборный. Большой плюс такого фундамента заключается в том, что его можно возвести на абсолютно любой почве и он при этом сохранит все свои качества.
 Плиты имеют внутренние пустоты, что делается для их облегчения. Монтаж такого перекрытия очень прост — достаточно разложить их по периметру фундамента дома. Существенный минус сборного перекрытия — неровная поверхность из-за стыков железобетонных блоков, особенно очевидная при сравнении с монолитным перекрытием.
Плиты имеют внутренние пустоты, что делается для их облегчения. Монтаж такого перекрытия очень прост — достаточно разложить их по периметру фундамента дома. Существенный минус сборного перекрытия — неровная поверхность из-за стыков железобетонных блоков, особенно очевидная при сравнении с монолитным перекрытием. Здесь возможны все те же виды, что и в фундаменте, плюс добавляется деревянное перекрытие,как самое экономичное и быстро возводимое. При его устройстве необходимо выполнение армопояса. Такой тип перекрытия выполняется из бруса и минеральной ваты под обрешетку. Для защиты минеральной ваты от внешних воздействий используется паропроницаемая пленка.
Здесь возможны все те же виды, что и в фундаменте, плюс добавляется деревянное перекрытие,как самое экономичное и быстро возводимое. При его устройстве необходимо выполнение армопояса. Такой тип перекрытия выполняется из бруса и минеральной ваты под обрешетку. Для защиты минеральной ваты от внешних воздействий используется паропроницаемая пленка.
 Более долговечный вид облицовки — керамический кирпич. Это натуральный материал. И лидер по долговечности и внешним характеристикам — лицевой клинкерный кирпич. Он производится из глины и цемента и имеет широкую цветовую гамму.
Более долговечный вид облицовки — керамический кирпич. Это натуральный материал. И лидер по долговечности и внешним характеристикам — лицевой клинкерный кирпич. Он производится из глины и цемента и имеет широкую цветовую гамму. Если вы хотите получить более точную смету на строительство и хотите использовать материалы, не указанные в калькуляторе — свяжитесь с нашим менеджером. Специалист точно рассчитает стоимость строительства дома по вашему проекту в короткие сроки. Будем рады сотрудничеству!
Если вы хотите получить более точную смету на строительство и хотите использовать материалы, не указанные в калькуляторе — свяжитесь с нашим менеджером. Специалист точно рассчитает стоимость строительства дома по вашему проекту в короткие сроки. Будем рады сотрудничеству! Определение стоимости строительства — это процесс, который сужает диапазон затрат с каждым последующим шагом.
Определение стоимости строительства — это процесс, который сужает диапазон затрат с каждым последующим шагом.  Чтобы помочь с точностью ставок, мы предоставляем бесплатные материалы для наших планов.
Чтобы помочь с точностью ставок, мы предоставляем бесплатные материалы для наших планов.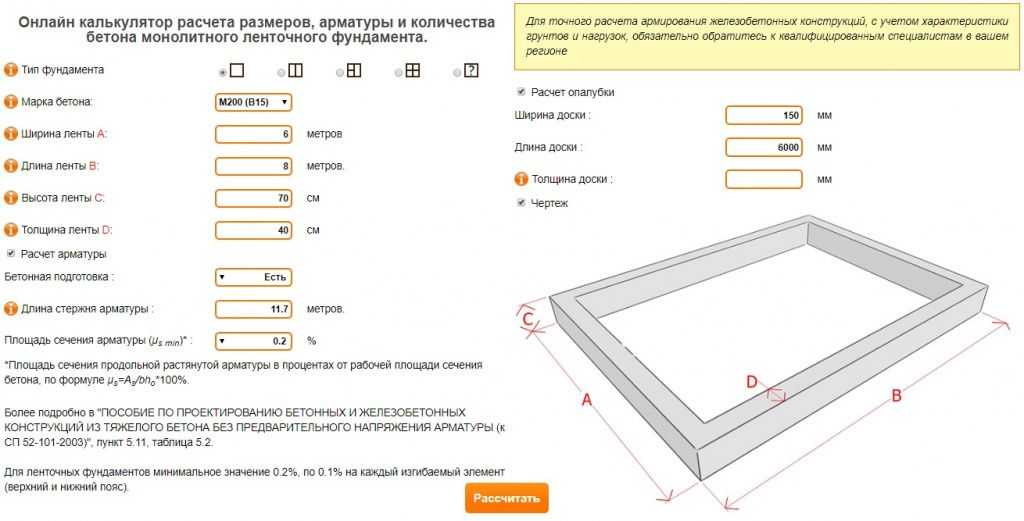 Этот калькулятор применяет цены в режиме реального времени от субподрядчиков к нашим сверхточным количествам из наших домашних планов.
Этот калькулятор применяет цены в режиме реального времени от субподрядчиков к нашим сверхточным количествам из наших домашних планов. Ни у кого нет более точных, полных и актуальных данных, чем у Boutique Home Plans. Мы ежеквартально контролируем материальные, трудовые и накладные расходы для более чем 100 различных строительных работ.
Ни у кого нет более точных, полных и актуальных данных, чем у Boutique Home Plans. Мы ежеквартально контролируем материальные, трудовые и накладные расходы для более чем 100 различных строительных работ.  В расчет стоимости строительства нового дома в размере входит множество различных элементов , включая местоположение, стиль дома, размер дома и уровень отделки, который вы ищете.
В расчет стоимости строительства нового дома в размере входит множество различных элементов , включая местоположение, стиль дома, размер дома и уровень отделки, который вы ищете. Например, по состоянию на 2019 год такова была стоимость акра земли в нескольких штатах:
Например, по состоянию на 2019 год такова была стоимость акра земли в нескольких штатах: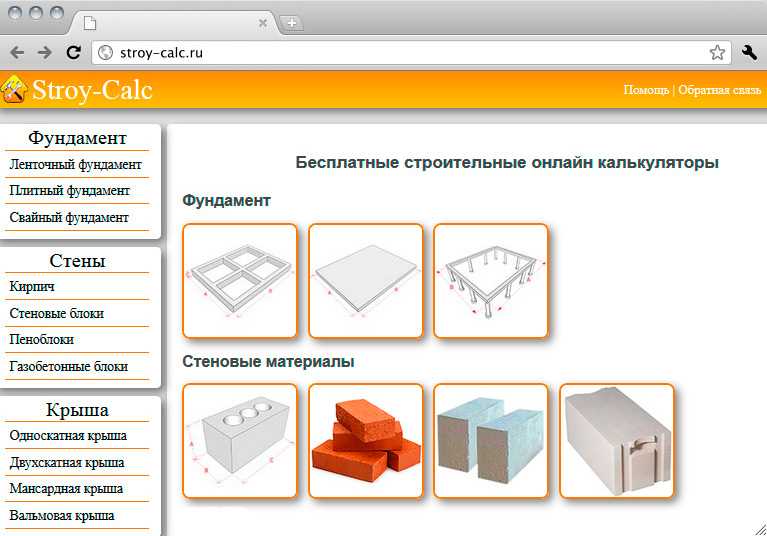
 А дубовые половицы будут намного дороже линолеума.
А дубовые половицы будут намного дороже линолеума.
 Простой фундамент стоит около 4000–25 000 долларов, а добавление подвала увеличит ваши затраты на фундамент еще на 10 000–30 000 долларов.
Простой фундамент стоит около 4000–25 000 долларов, а добавление подвала увеличит ваши затраты на фундамент еще на 10 000–30 000 долларов.
 У нас есть много идеальных планов этажей для строительства на вашем участке, не волнуйтесь — мы можем изменить наши стандартные планы или разработать полностью индивидуальный план специально для вас.
У нас есть много идеальных планов этажей для строительства на вашем участке, не волнуйтесь — мы можем изменить наши стандартные планы или разработать полностью индивидуальный план специально для вас.





 Всегда на складе.
Всегда на складе. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных … С учетом высокой твердости подшипниковой стали какую фрезу следует выбрать для этой операции на токарном станке?
С учетом высокой твердости подшипниковой стали какую фрезу следует выбрать для этой операции на токарном станке?

 youtube.com/embed/A-MDSa7DGLY» allowfullscreen=»» frameborder=»0″/>
youtube.com/embed/A-MDSa7DGLY» allowfullscreen=»» frameborder=»0″/>  Римского-Корсакова, 2, 44007 Сумы, Украина.
Римского-Корсакова, 2, 44007 Сумы, Украина.
 Римского-Корсакова, 2, 44007 Сумы, Украина.
Римского-Корсакова, 2, 44007 Сумы, Украина.
 Шероховатость измеряли при продольном точении стальной заготовки со вставкой Р25 из стали 12Х18х20Т и режущей вставкой Т15К6 из сплава группы титана, кобальта и вольфрама. Корреляция между звуком и шероховатостью обработанной поверхности составила 0,9.3, тогда как между звуком и износом режущего инструмента было 0,93. Корреляция между звуком и износом инструмента в эксперименте с режущими пластинами Р25 и Т15К6 и корреляция между звуком и шероховатостью положительная.
Шероховатость измеряли при продольном точении стальной заготовки со вставкой Р25 из стали 12Х18х20Т и режущей вставкой Т15К6 из сплава группы титана, кобальта и вольфрама. Корреляция между звуком и шероховатостью обработанной поверхности составила 0,9.3, тогда как между звуком и износом режущего инструмента было 0,93. Корреляция между звуком и износом инструмента в эксперименте с режущими пластинами Р25 и Т15К6 и корреляция между звуком и шероховатостью положительная.





 3390/ma14071623.
3390/ma14071623. , Курмышева А.Ю., Смирнов А., Солис Пинарготе Н.В.
, Курмышева А.Ю., Смирнов А., Солис Пинарготе Н.В. Междунар. Дж. Адв. Произв. Технол. 2010;48:193–203. doi: 10.1007/s00170-009-2277-3.
Междунар. Дж. Адв. Произв. Технол. 2010;48:193–203. doi: 10.1007/s00170-009-2277-3.
 Чтобы подробнее изучить технологию использования муфтовых соединений арматуры, мы обратились к нашим партнерам – инжиниринговой компании «МосМуфта». Более шести лет они занимаются разработкой и производством высокопрочных изделий для стыковки арматуры на всех этапах монолитных работ. Совместно мы разработали альбом типовых технических решений на выполнение стыковых соединений арматурных стержней обжимными и резьбовыми муфтами. Далее в статье представлен краткий обзор технологии и экономические расчёты, подтверждающие эффективность метода.
Чтобы подробнее изучить технологию использования муфтовых соединений арматуры, мы обратились к нашим партнерам – инжиниринговой компании «МосМуфта». Более шести лет они занимаются разработкой и производством высокопрочных изделий для стыковки арматуры на всех этапах монолитных работ. Совместно мы разработали альбом типовых технических решений на выполнение стыковых соединений арматурных стержней обжимными и резьбовыми муфтами. Далее в статье представлен краткий обзор технологии и экономические расчёты, подтверждающие эффективность метода.
 Применяется при сборке арматурных сеток и каркасов из отдельных стержней.
Применяется при сборке арматурных сеток и каркасов из отдельных стержней.
 Обжим (опрессовка) муфт производится за счет работы гидравлического пресса усилием от 60 до 100 тонн. Стандарты и техусловия прописаны в ГОСТ 34278-2017 «Соединения арматуры механические для железобетонных конструкций», а технология соединения описана в ТУ №4842-009-26455602-2017.
Обжим (опрессовка) муфт производится за счет работы гидравлического пресса усилием от 60 до 100 тонн. Стандарты и техусловия прописаны в ГОСТ 34278-2017 «Соединения арматуры механические для железобетонных конструкций», а технология соединения описана в ТУ №4842-009-26455602-2017. Что в условиях больших объёмов позволит выиграть от 3 до 9 месяцев.
Что в условиях больших объёмов позволит выиграть от 3 до 9 месяцев.
 Поэтому понимание технологий и экономические расчёты помогут грамотно подобрать метод, подходящий для каждой конкретной задачи.
Поэтому понимание технологий и экономические расчёты помогут грамотно подобрать метод, подходящий для каждой конкретной задачи.

 Большой штат опытных специалистов арматурщиков позволяет решать любые вопросы и существенно ускорить работы на проекте любого уровня. Кроме подрядных работ партнёры «ЭкоСтройПроект» может организовать обучение работников компании-клиента.
Большой штат опытных специалистов арматурщиков позволяет решать любые вопросы и существенно ускорить работы на проекте любого уровня. Кроме подрядных работ партнёры «ЭкоСтройПроект» может организовать обучение работников компании-клиента. Малые габариты муфты за счет данного типа резьбы обеспечивают уменьшение общего веса железобетонных конструкций и облегчают монтаж и опалубочных работы на объекте. В общей сложности по некоторым оценкам «ЭкоСтроПроект» может производить более 100 000 муфт в месяц — разных видов и диаметров, но всегда максимально качественно. Возможность располагать муфты Роллкон в одном сечении позволяет существенно экономить арматуру, усиливая позитивный эффект от внедрения механических соединений арматуры от «ЭкоСтроПроект».
Малые габариты муфты за счет данного типа резьбы обеспечивают уменьшение общего веса железобетонных конструкций и облегчают монтаж и опалубочных работы на объекте. В общей сложности по некоторым оценкам «ЭкоСтроПроект» может производить более 100 000 муфт в месяц — разных видов и диаметров, но всегда максимально качественно. Возможность располагать муфты Роллкон в одном сечении позволяет существенно экономить арматуру, усиливая позитивный эффект от внедрения механических соединений арматуры от «ЭкоСтроПроект». Данная статья является цитатой. (Ссылка на источник)
Данная статья является цитатой. (Ссылка на источник) Муфтовые механические соединения, обеспечивая стык с прочностью на растяжение, превышающей фактическое усилие временного сопротивления соединяемого проката и с гарантией выносливости, не имеют ограничений, присущих сварным соединениям, и позволяют решить строительную задачу любой сложности.
Муфтовые механические соединения, обеспечивая стык с прочностью на растяжение, превышающей фактическое усилие временного сопротивления соединяемого проката и с гарантией выносливости, не имеют ограничений, присущих сварным соединениям, и позволяют решить строительную задачу любой сложности.
 е в обжимные с резьбовой вставкой, изготавливаемые на высокопроизводительном оборудовании непосредственно на стройплощадке.
е в обжимные с резьбовой вставкой, изготавливаемые на высокопроизводительном оборудовании непосредственно на стройплощадке.
 Возможно также получение соединения деформированием муфты посредством ее протяжки (технология «FLIMU», DYWIDAG).
Возможно также получение соединения деформированием муфты посредством ее протяжки (технология «FLIMU», DYWIDAG).
 <
<
 Предстоит развить опыт ОАО «Мостотрест» (17) по применению механического стыкования стержневой арматуры обжимными муфтами с соединительными элементами на резьбе.
Предстоит развить опыт ОАО «Мостотрест» (17) по применению механического стыкования стержневой арматуры обжимными муфтами с соединительными элементами на резьбе.
 При производстве резьбовых муфтовых соединений должна быть обеспечена защита резьбы на подготовленных к стыкованию элементах соединений и собранных соединений от влаги (коррозии). Зарубежные резьбовые соединения разрабатывались применительно к арматурным стержням выпускаемым в этих странах с специфическим периодическим профилем, особенностями технологии выплавки и проката, для своих климатических условий. Непосредственный перенос разработанных за рубежом конструкций резьбовых стыков на отечественную арматурную сталь и для конструкций, работающих в наших температурно-климатических условиях исключен, их применение должно быть в соответствии с конкретными Техническими условиями.
При производстве резьбовых муфтовых соединений должна быть обеспечена защита резьбы на подготовленных к стыкованию элементах соединений и собранных соединений от влаги (коррозии). Зарубежные резьбовые соединения разрабатывались применительно к арматурным стержням выпускаемым в этих странах с специфическим периодическим профилем, особенностями технологии выплавки и проката, для своих климатических условий. Непосредственный перенос разработанных за рубежом конструкций резьбовых стыков на отечественную арматурную сталь и для конструкций, работающих в наших температурно-климатических условиях исключен, их применение должно быть в соответствии с конкретными Техническими условиями.
 ) в климатических районах с расчетной температурой до минус 55°С, в районах с сейсмичностью до 9 баллов.
) в климатических районах с расчетной температурой до минус 55°С, в районах с сейсмичностью до 9 баллов.
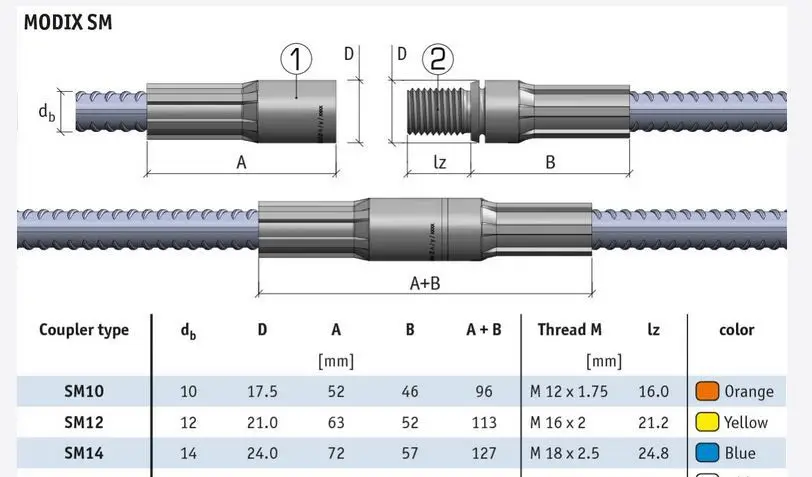 regmarkets.ru/listpreview/idata2/b0/68/b0688179212c00e76c4ece577717fb74.jpg»>
regmarkets.ru/listpreview/idata2/b0/68/b0688179212c00e76c4ece577717fb74.jpg»> резьба Тип: Труба металлопластиковая, Труба ПНД, Размер:
резьба Тип: Труба металлопластиковая, Труба ПНД, Размер: mds.yandex.net/get-mpic/5235128/img_id4270196613830852142.jpeg/6hq»>
mds.yandex.net/get-mpic/5235128/img_id4270196613830852142.jpeg/6hq»> regmarkets.ru/listpreview/idata2/12/2d/122d6678c2610d8ed198bdbf47b57861.jpg»>
regmarkets.ru/listpreview/idata2/12/2d/122d6678c2610d8ed198bdbf47b57861.jpg»> mds.yandex.net/get-mpic/5242361/img_id7597118625496837894.jpeg/6hq»>
mds.yandex.net/get-mpic/5242361/img_id7597118625496837894.jpeg/6hq»> jpg»>
jpg»> regmarkets.ru/listpreview/idata2/8a/6a/8a6a7d98fea8878f414e39c8e73eb4fc.jpg»>
regmarkets.ru/listpreview/idata2/8a/6a/8a6a7d98fea8878f414e39c8e73eb4fc.jpg»> regmarkets.ru/listpreview/idata2/ac/33/ac33efb8e0eb020d4811a442a1636030.jpg»>
regmarkets.ru/listpreview/idata2/ac/33/ac33efb8e0eb020d4811a442a1636030.jpg»> mds.yandex.net/get-marketpic/5457695/pic73302393343d4a629c9602cd8c6ff0f3/6hq»>
mds.yandex.net/get-marketpic/5457695/pic73302393343d4a629c9602cd8c6ff0f3/6hq»> jpg»>
jpg»> jpg»>
jpg»>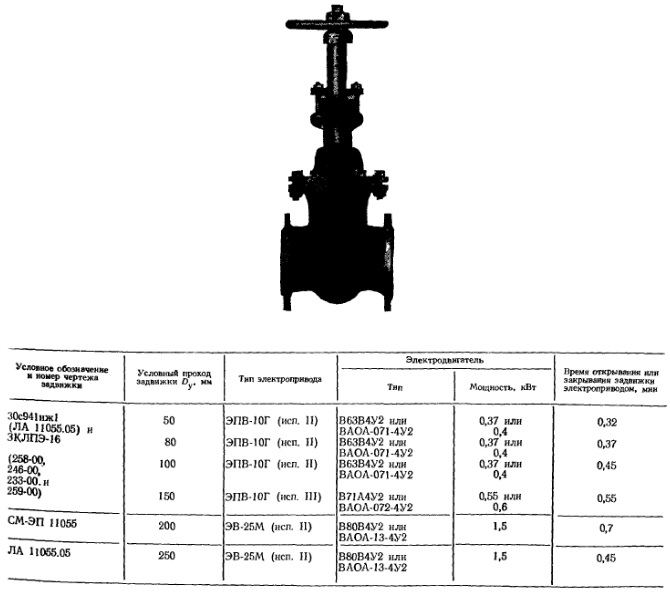 Затворы дисковые поворотные
Затворы дисковые поворотные 63 МБ
63 МБ Каталог-справочник предназначен для инженерно-технических работников проектных, конструкторских, производственных и других организаций, связанных с изготовлением, применением и эксплуатацией промышленной трубопроводной арматуры. Оглавление 1. З…
Каталог-справочник предназначен для инженерно-технических работников проектных, конструкторских, производственных и других организаций, связанных с изготовлением, применением и эксплуатацией промышленной трубопроводной арматуры. Оглавление 1. З… Оглавление 1. К…
Оглавление 1. К…
 Обратные клапаны (вентили). Электропневмоклапаны, пневмоклапаны. Клапаны (вентили) разные. Затворы. Адреса заводов-изготовителей
Обратные клапаны (вентили). Электропневмоклапаны, пневмоклапаны. Клапаны (вентили) разные. Затворы. Адреса заводов-изготовителей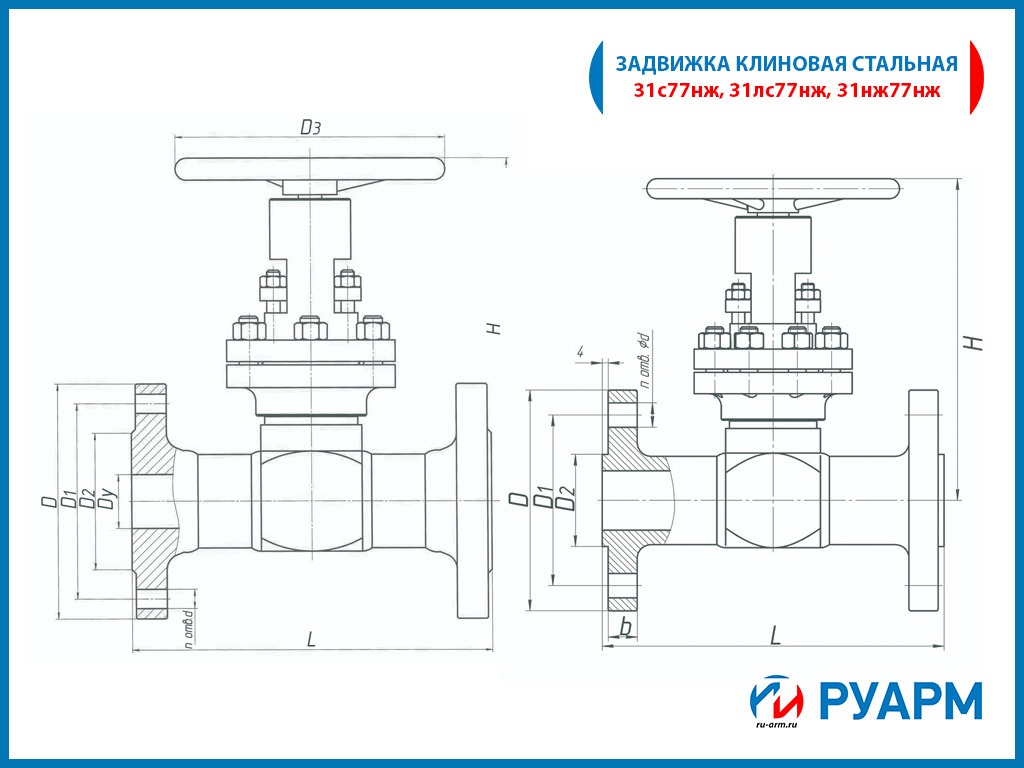
 Д. Логинов Ю.Д. Арматура 2004. Номенклатурный каталог-справочник по трубопроводной арматуре, выпускаемой в СНГ. Часть вторая
Д. Логинов Ю.Д. Арматура 2004. Номенклатурный каталог-справочник по трубопроводной арматуре, выпускаемой в СНГ. Часть вторая

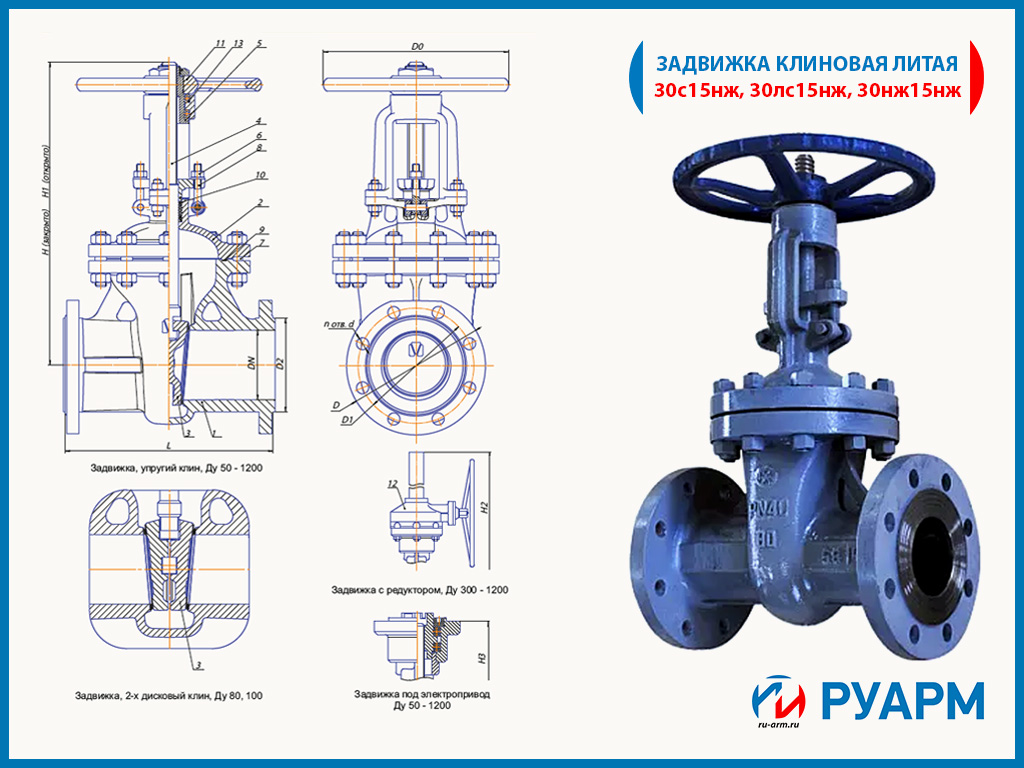
 Профилирующей продукцией ОАО «Баз» является трубопроводная арматура герметичностью класса «А» по ГОСТ 9544 из углеродистых, низколегированных и нержавеющих сталей диаметром условного прохода 25-500 мм и рабочим давлением 1,6-25 МПа.
Профилирующей продукцией ОАО «Баз» является трубопроводная арматура герметичностью класса «А» по ГОСТ 9544 из углеродистых, низколегированных и нержавеющих сталей диаметром условного прохода 25-500 мм и рабочим давлением 1,6-25 МПа. 1. Краны — Кран…
1. Краны — Кран…
 Каталог-справочник предназначен для инженерно-технических работников проектных, конструкторских, производственных и других организаций, связанных с изготовлением, применением и эксплуатацией промышленной трубопроводной арматуры. Оглавление 1. К…
Каталог-справочник предназначен для инженерно-технических работников проектных, конструкторских, производственных и других организаций, связанных с изготовлением, применением и эксплуатацией промышленной трубопроводной арматуры. Оглавление 1. К… ..
..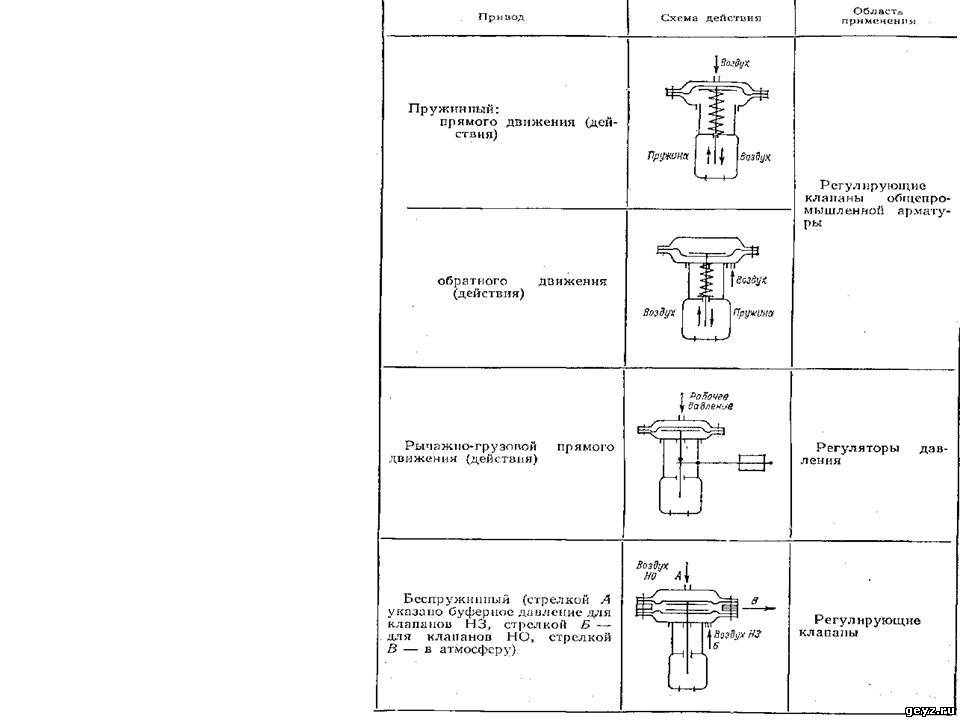
 Поэтому от правильно выбранных поставщиков арматуры во многом зависит исправное функционирование технических комплексов.
Поэтому от правильно выбранных поставщиков арматуры во многом зависит исправное функционирование технических комплексов.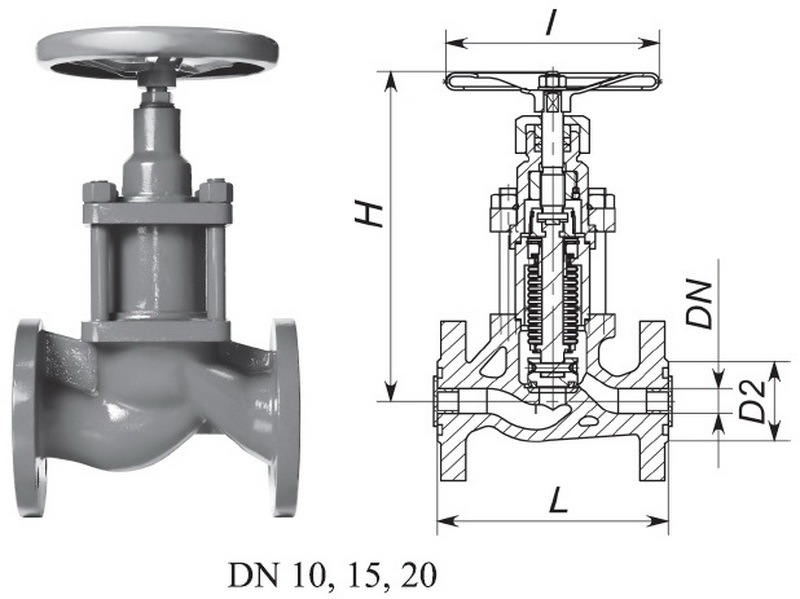

 Классификация – очень удобный и полезный инструмент, отводящий каждому изделию свое место и позиционирующий его относительно других изделий, задач, которые он должен решать, принципиального устройства, особенностей конструктивного исполнения, использованных в нем материалов и т. д.
Классификация – очень удобный и полезный инструмент, отводящий каждому изделию свое место и позиционирующий его относительно других изделий, задач, которые он должен решать, принципиального устройства, особенностей конструктивного исполнения, использованных в нем материалов и т. д.
 Пожалуй, одним из самых ярких примеров предохранительной арматуры является предохранительный клапан, установленный на паровом котле.
Пожалуй, одним из самых ярких примеров предохранительной арматуры является предохранительный клапан, установленный на паровом котле.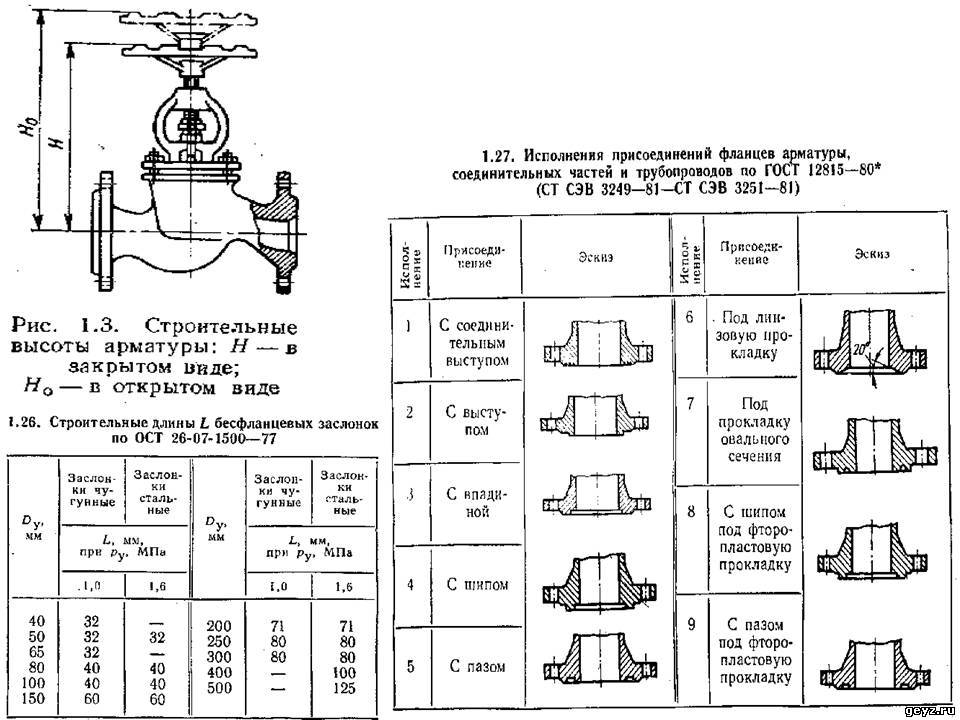
 Например, запорно-регулирующая арматура (не рекомендуется называть запорно-дроссельная) или запорно-обратная арматура.
Например, запорно-регулирующая арматура (не рекомендуется называть запорно-дроссельная) или запорно-обратная арматура.
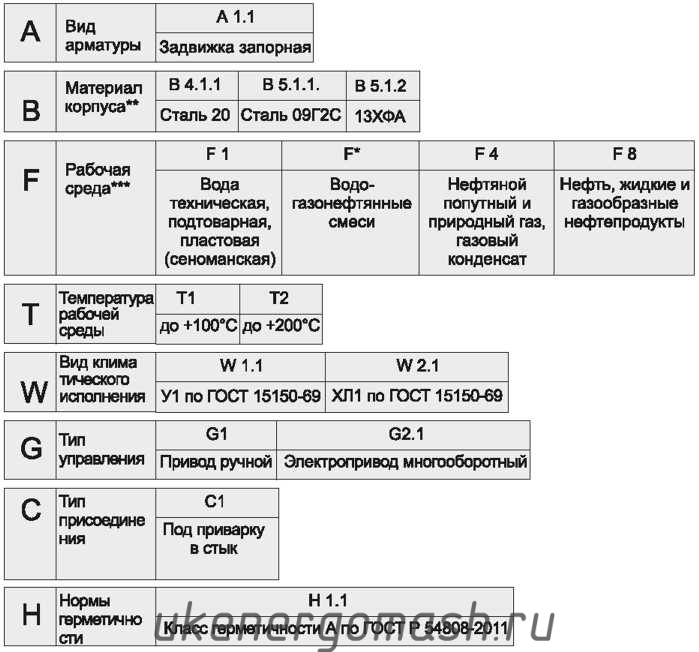
 Задвижки гораздо лучше справляются с ролью запорной арматуры, нежели регулирующей.
Задвижки гораздо лучше справляются с ролью запорной арматуры, нежели регулирующей.
 Еще более агрессивная среда, включая концентрированные кислоты и щелочи, воздействует на трубопроводную арматуру, применяемую в химической промышленности.
Еще более агрессивная среда, включая концентрированные кислоты и щелочи, воздействует на трубопроводную арматуру, применяемую в химической промышленности.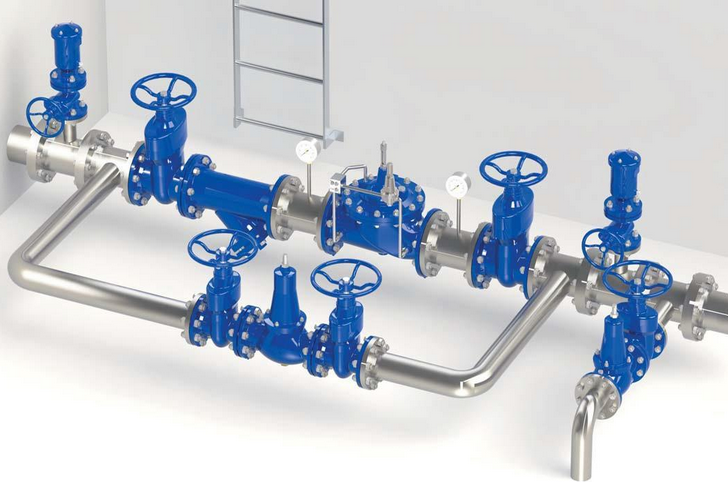 Если примерно равна или больше ─ полнопроходная арматура.
Если примерно равна или больше ─ полнопроходная арматура.

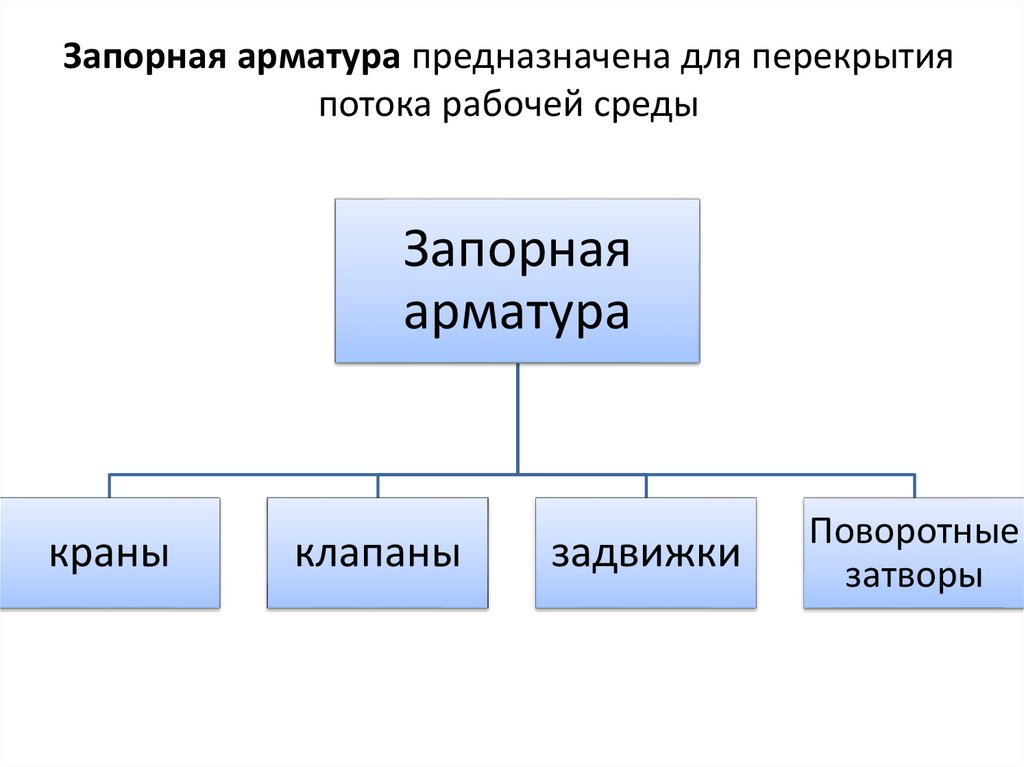

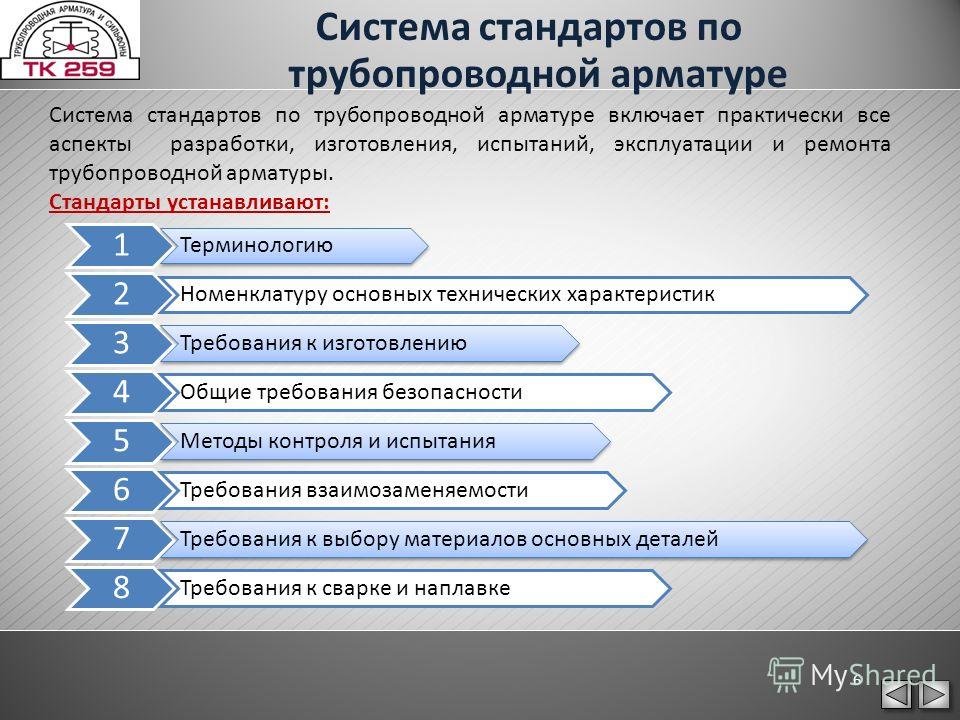
 Нам важно знать в каких условиях будет эксплуатироваться дисковый затвор (оборудование), а именно: рабочую среду и ее химический состав, температуру рабочей среды, климатическое исполнение (температуру окружающей среды).
Нам важно знать в каких условиях будет эксплуатироваться дисковый затвор (оборудование), а именно: рабочую среду и ее химический состав, температуру рабочей среды, климатическое исполнение (температуру окружающей среды). Эти данные нужно оправить по электронной почте:
Эти данные нужно оправить по электронной почте:  114—84
114—84 1.
1. Сентябрь 1985 г.
Сентябрь 1985 г. 2. Показатели долговечности
2. Показатели долговечности Г
Г
 1. Таблица 2. Заменить наименование: «Вид арматуры» на «Применяемость показателя по видам арматуры»;
1. Таблица 2. Заменить наименование: «Вид арматуры» на «Применяемость показателя по видам арматуры»; 1
1 2.1
2.1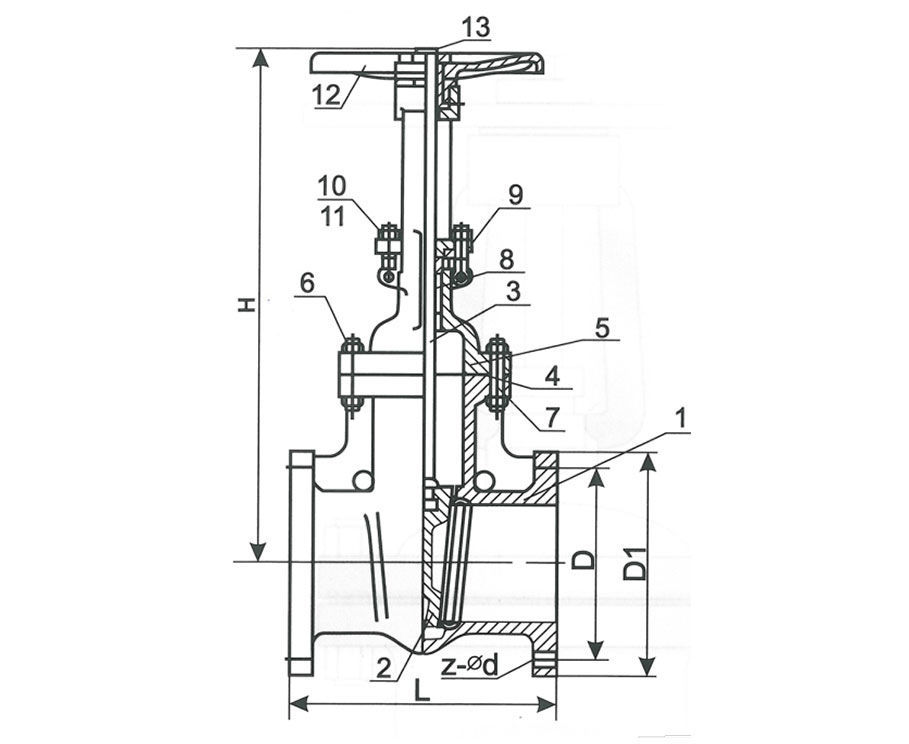 Отдых. Спорт
Отдых. Спорт Терминология. Стандартизация. Документация
Терминология. Стандартизация. Документация 06.2022
06.2022 114-84 Система показателей качества продукции. Арматура промышленная трубопроводная. Номенклатура основных показателей
114-84 Система показателей качества продукции. Арматура промышленная трубопроводная. Номенклатура основных показателей Стандарт не распространяется на арматуру, изготовляемую по ГОСТ 1926-80
Стандарт не распространяется на арматуру, изготовляемую по ГОСТ 1926-80
 Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
 Транзисторные блоки закрепляйте с помощью скоб.
Транзисторные блоки закрепляйте с помощью скоб. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста. Качественная варка металла высоко ценится и оплачивается. Для того, чтобы выполнять самому все сварочные работы необходим личный аппарат. И совсем необязательно его покупать. Можно собрать установку для инверторной сварки своими руками. Который ни на грамм не будет уступать конвейерным представителям.
Качественная варка металла высоко ценится и оплачивается. Для того, чтобы выполнять самому все сварочные работы необходим личный аппарат. И совсем необязательно его покупать. Можно собрать установку для инверторной сварки своими руками. Который ни на грамм не будет уступать конвейерным представителям.


 Блоком питания и блок инверторный разделяются листом металла, приваренным к корпусу установки.
Блоком питания и блок инверторный разделяются листом металла, приваренным к корпусу установки. Например, от старого компьютера.
Например, от старого компьютера.





 Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.
Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.

 Некоторые части возможно применить от старых блоков питания или найти на разборках радиодеталей.
Некоторые части возможно применить от старых блоков питания или найти на разборках радиодеталей. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.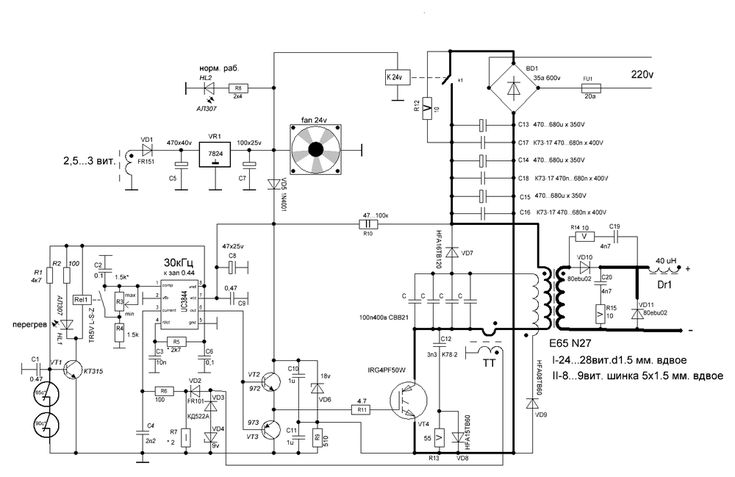 Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ. youtube.com/embed/UqDiqucjgZc?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/UqDiqucjgZc?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»/> Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток. Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается. Но не рвется и сохраняет свои свойства.
Но не рвется и сохраняет свои свойства.

 Имеющиеся между жилами зазоры позволяют снизить нагрев. Важна и вентиляция сварочника, так как перегревается не сам стержень, а обмотка.
Имеющиеся между жилами зазоры позволяют снизить нагрев. Важна и вентиляция сварочника, так как перегревается не сам стержень, а обмотка. Для соединения используются провода длиной до 15 см. От блока мост отделяется листом металла, прикрепляющимся к корпусу агрегата для инверторной сварки.
Для соединения используются провода длиной до 15 см. От блока мост отделяется листом металла, прикрепляющимся к корпусу агрегата для инверторной сварки. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Соблюдать нужно и правила техники безопасности при работе с электричеством.
 Если все сделано верно, то шума не должно быть.
Если все сделано верно, то шума не должно быть. ru/oborudovanie/svarochnyiy-invertor-svoimi-rukami.html
ru/oborudovanie/svarochnyiy-invertor-svoimi-rukami.html
 Параметры выбираются из диапазона по специальным таблицам, зависят от толщины соединяемого листа и диаметра электрода. Вольфрам для аргонной сварки не плавится при рабочих температурах, позволяет получить узкий аккуратный, но прочный шов за счет очень тонкой дуги и показывает малый расход (испарение — 0,01 г/м).
Параметры выбираются из диапазона по специальным таблицам, зависят от толщины соединяемого листа и диаметра электрода. Вольфрам для аргонной сварки не плавится при рабочих температурах, позволяет получить узкий аккуратный, но прочный шов за счет очень тонкой дуги и показывает малый расход (испарение — 0,01 г/м).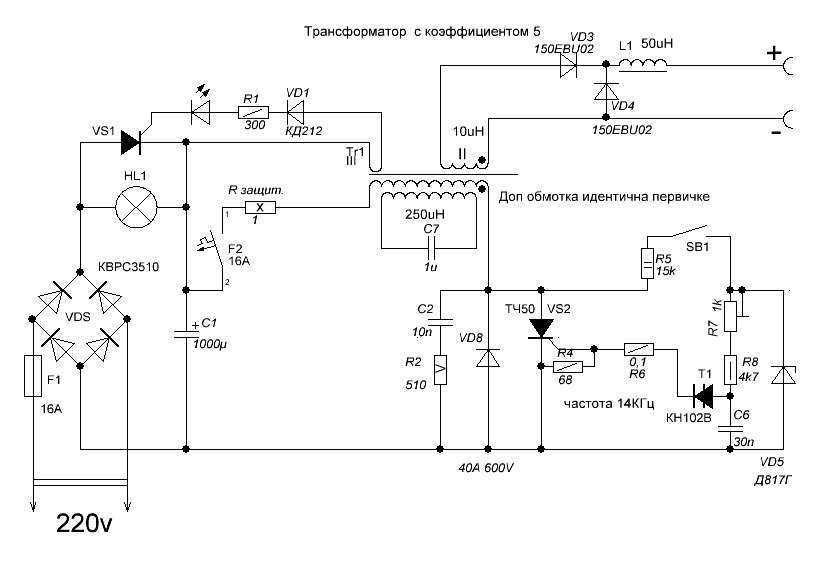
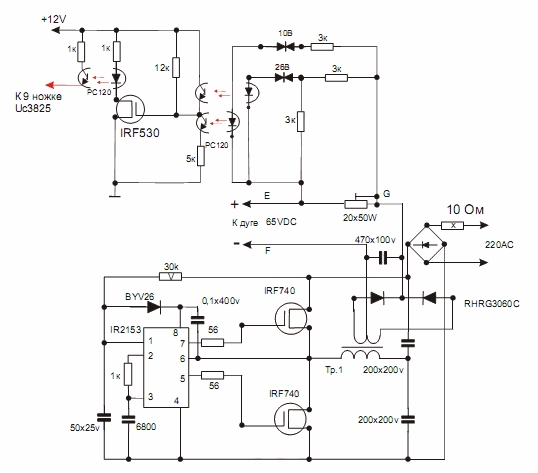


 Нужно включить осциллятор и поднести горелку с электродом к металлу с подключенной массой. Нажать кнопку включения. В этот момент на расстоянии около 0,5 мм появляется дуга. Кнопку отпустить. Открыть подачу газа, снова нажать кнопку включения. С газом она должна появляться на расстоянии от 1 см.
Нужно включить осциллятор и поднести горелку с электродом к металлу с подключенной массой. Нажать кнопку включения. В этот момент на расстоянии около 0,5 мм появляется дуга. Кнопку отпустить. Открыть подачу газа, снова нажать кнопку включения. С газом она должна появляться на расстоянии от 1 см. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Процесс можно выполнить при помощи схемотехники сварочных инверторов.
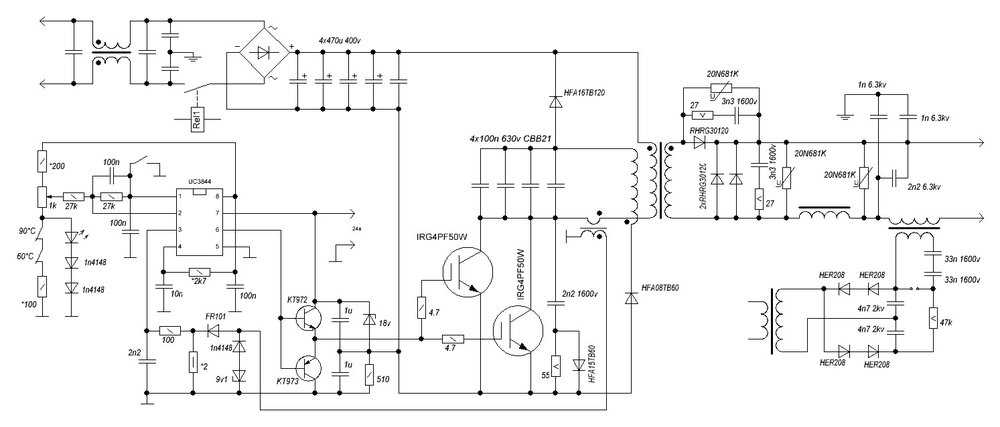
 С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
 Функционирование устройства происходит в таком порядке:
Функционирование устройства происходит в таком порядке: Многие умельцы собирают электроприборы просто потому, что им это нравится. Но есть и те, для кого сборка электроприборов — это не хобби, а скорее необходимость,. Такие люди могут задаться резонным вопросом: «А стоит ли вообще делать самодельный инвертор, если можно пойти в магазин, и купить заводской аппарат ценой в 50$?». Этот вопрос вполне оправдан. И мы постараемся ответить на него.
Многие умельцы собирают электроприборы просто потому, что им это нравится. Но есть и те, для кого сборка электроприборов — это не хобби, а скорее необходимость,. Такие люди могут задаться резонным вопросом: «А стоит ли вообще делать самодельный инвертор, если можно пойти в магазин, и купить заводской аппарат ценой в 50$?». Этот вопрос вполне оправдан. И мы постараемся ответить на него.
 Если вам нужен инвертор для сварки раз в год, то сборка такого аппарата в домашних условиях может превратиться в сплошное мучение. Ну а если вы не обладаете достаточными знаниями в области электротехники и не горите желанием ее изучать, то точно не получите удовольствие от самостоятельной сборки.
Если вам нужен инвертор для сварки раз в год, то сборка такого аппарата в домашних условиях может превратиться в сплошное мучение. Ну а если вы не обладаете достаточными знаниями в области электротехники и не горите желанием ее изучать, то точно не получите удовольствие от самостоятельной сборки.

 Смола будет заполнять все пустоты. Т.к. из-за сильных магнитных полей в трансформаторе будут образоваться вибрации и изоляция провода со временем может пострадать, а со смолой обмотка будет полностью неподвижной.
Смола будет заполнять все пустоты. Т.к. из-за сильных магнитных полей в трансформаторе будут образоваться вибрации и изоляция провода со временем может пострадать, а со смолой обмотка будет полностью неподвижной. Ее можно намотать медной шиной либо что еще лучше — лентой.
Ее можно намотать медной шиной либо что еще лучше — лентой.
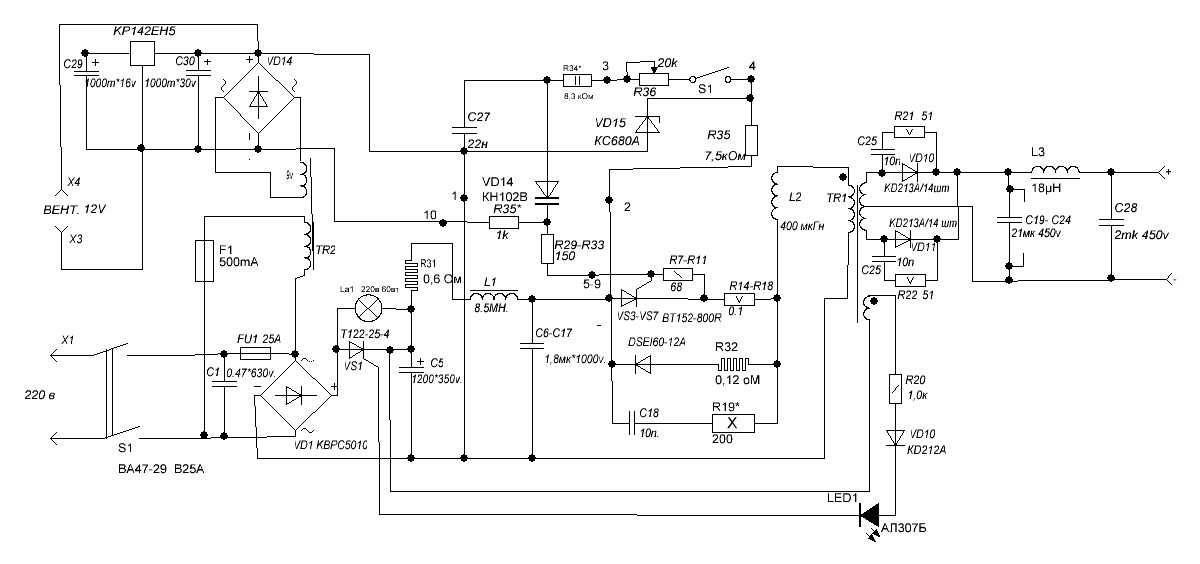 Диоды из этой линейки как правило применяют именно в сварочных инверторах. Диоды обязательно нужны ультра быстрые. Можно применить диодные сборки STTh30003.
Диоды из этой линейки как правило применяют именно в сварочных инверторах. Диоды обязательно нужны ультра быстрые. Можно применить диодные сборки STTh30003. В итоге по совету коллеги Тимура, который ранее собирал данный сварочник, мой выбор остановился на пакете из железных трансформаторных пластин.
В итоге по совету коллеги Тимура, который ранее собирал данный сварочник, мой выбор остановился на пакете из железных трансформаторных пластин.
 Обычные пленочные конденсаторы ставить сюда крайне не желательно.
Обычные пленочные конденсаторы ставить сюда крайне не желательно. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры. youtube.com/embed/GxuzyHOp28U?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/GxuzyHOp28U?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»>  Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.
Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера. Это довольно тяжелая конструкция, особенно после укладки обмоток.
Это довольно тяжелая конструкция, особенно после укладки обмоток.
 Только элементная база будет выглядеть на несколько порядков массивнее.
Только элементная база будет выглядеть на несколько порядков массивнее. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.

 Необходимо освободить агрегат от защитного корпуса, оценить надежность крепления проводников. При необходимости регулятор проверяют универсальным тестером. Если деталь исправна, инвертор перестает работать из-за замыкания в трансформаторе или дросселе. Эти элементы также прозванивают мультиметром. Перемотка при наличии неисправностей выполняется в мастерской.
Необходимо освободить агрегат от защитного корпуса, оценить надежность крепления проводников. При необходимости регулятор проверяют универсальным тестером. Если деталь исправна, инвертор перестает работать из-за замыкания в трансформаторе или дросселе. Эти элементы также прозванивают мультиметром. Перемотка при наличии неисправностей выполняется в мастерской.
 Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.
Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.

 Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
 Как и любая электроника, микросхемы аппарата требуют бережного отношения, поэтому рекомендуется периодически очищать внутреннее пространство от пыли.
Как и любая электроника, микросхемы аппарата требуют бережного отношения, поэтому рекомендуется периодически очищать внутреннее пространство от пыли.
 Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже.
Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже. Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
 Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка.
Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка. Подача тока без него может привести к взрыву.
Подача тока без него может привести к взрыву.
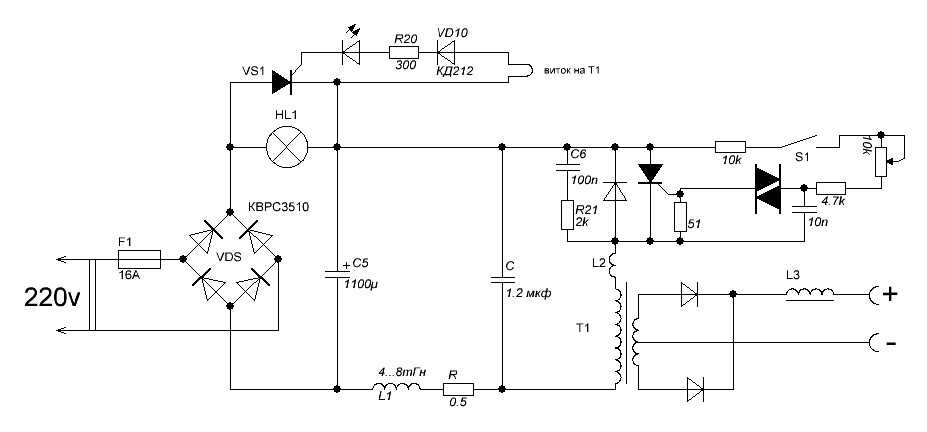
 Потери мощности диодов сброса также зависят от конструкции Tr1, хотя потери меньше по сравнению с потерями мощности IGBT. Мост выпрямителя также приводит к потерям мощности около 30 Вт.
Потери мощности диодов сброса также зависят от конструкции Tr1, хотя потери меньше по сравнению с потерями мощности IGBT. Мост выпрямителя также приводит к потерям мощности около 30 Вт.


 Но трансформаторные сварочные аппараты более надежны в долгосрочной перспективе и лучше подходят для более суровых условий.
Но трансформаторные сварочные аппараты более надежны в долгосрочной перспективе и лучше подходят для более суровых условий.


 Добавленные выпрямители блокируют одну из двух полярностей переменного тока, оставляя чистый постоянный ток (DC), предпочтительный для большинства типов сварки.
Добавленные выпрямители блокируют одну из двух полярностей переменного тока, оставляя чистый постоянный ток (DC), предпочтительный для большинства типов сварки.
 Таким образом, цифровое управление не обязательно означает, что сварщик использует инверторную технологию.
Таким образом, цифровое управление не обязательно означает, что сварщик использует инверторную технологию.
 количество цифровых функций для управления дугой
количество цифровых функций для управления дугой Поскольку трансформаторные машины не могут изменять дугу в режиме реального времени, они подвержены колебаниям напряжения дуги, возникновению дуги и другим проблемам, связанным с дугой.
Поскольку трансформаторные машины не могут изменять дугу в режиме реального времени, они подвержены колебаниям напряжения дуги, возникновению дуги и другим проблемам, связанным с дугой. Тем не менее, по всей территории США используются тысячи 50-летних трансформаторных блоков, и они до сих пор находятся в хорошем состоянии.
Тем не менее, по всей территории США используются тысячи 50-летних трансформаторных блоков, и они до сих пор находятся в хорошем состоянии. Таким образом, производители постепенно отказываются от сварочных аппаратов на основе трансформаторов, и многие бренды больше не поставляют их на коммерческий рынок.
Таким образом, производители постепенно отказываются от сварочных аппаратов на основе трансформаторов, и многие бренды больше не поставляют их на коммерческий рынок. К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности.
К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности. Нецелесообразно использовать тяжелые, громоздкие машины для работы, требующей мобильности.
Нецелесообразно использовать тяжелые, громоздкие машины для работы, требующей мобильности. Их механические части легко охлаждаются благодаря малой массе. Итак, если вам нужен длительный рабочий цикл, инверторная технология — хороший выбор. Тем не менее, это сильно различается между конкретными моделями. Существуют трансформаторные сварочные аппараты с лучшими рабочими циклами, чем у некоторых инверторов.
Их механические части легко охлаждаются благодаря малой массе. Итак, если вам нужен длительный рабочий цикл, инверторная технология — хороший выбор. Тем не менее, это сильно различается между конкретными моделями. Существуют трансформаторные сварочные аппараты с лучшими рабочими циклами, чем у некоторых инверторов. Но многие инверторные сварочные аппараты имеют системы защиты, обеспечивающие их безопасность.
Но многие инверторные сварочные аппараты имеют системы защиты, обеспечивающие их безопасность. Одно только это изменение может значительно улучшить вашу работу. Кроме того, инверторы представили возможность выполнять импульсную TIG, что значительно улучшило результаты при сварке тонкого металла.
Одно только это изменение может значительно улучшить вашу работу. Кроме того, инверторы представили возможность выполнять импульсную TIG, что значительно улучшило результаты при сварке тонкого металла. Кроме того, каждый процесс имеет множество функций для точной настройки, таких как частота и ширина импульса дуги, баланс переменного тока, амплитуда EN/EP, сила дуги, горячий старт, индуктивность, контроль обратного прожига и другие.
Кроме того, каждый процесс имеет множество функций для точной настройки, таких как частота и ширина импульса дуги, баланс переменного тока, амплитуда EN/EP, сила дуги, горячий старт, индуктивность, контроль обратного прожига и другие. Эта информация обычно включается в рекламную брошюру или лист спецификаций.
Эта информация обычно включается в рекламную брошюру или лист спецификаций. Но старая трансформаторная технология заслужила репутацию долговечности. Машины на основе трансформаторов могут работать десятилетиями, поскольку они имеют простую и надежную конструкцию без каких-либо цифровых элементов.
Но старая трансформаторная технология заслужила репутацию долговечности. Машины на основе трансформаторов могут работать десятилетиями, поскольку они имеют простую и надежную конструкцию без каких-либо цифровых элементов. При наличии опыта и желания можно обзавестись необходимыми деталями и потратить некоторое время на работу.
При наличии опыта и желания можно обзавестись необходимыми деталями и потратить некоторое время на работу.

 Сердцем схемы является косой мост, обеспечивающий наилучшие характеристики при максимальной простоте и стоимости. Цепь питания управляется TL49.4 контроллер. Функции управления и регулирования сварочного тока осуществляет микроконтроллер PIC16F628. Через него также реализована защита устройства от перегрева. В зависимости от максимального тока и используемых деталей возможно несколько версий прошивки аппарата с разным максимально допустимым сварочным током.
Сердцем схемы является косой мост, обеспечивающий наилучшие характеристики при максимальной простоте и стоимости. Цепь питания управляется TL49.4 контроллер. Функции управления и регулирования сварочного тока осуществляет микроконтроллер PIC16F628. Через него также реализована защита устройства от перегрева. В зависимости от максимального тока и используемых деталей возможно несколько версий прошивки аппарата с разным максимально допустимым сварочным током. Требуемый вариант платы необходимо выбирать в соответствии с имеющимися комплектующими для сварочного инвертора.
Требуемый вариант платы необходимо выбирать в соответствии с имеющимися комплектующими для сварочного инвертора. Потребуется шесть трансформаторов типа ТВС110ПЦ15.У. Снимите прижимную скобу с трансформаторов (отверните две гайки М3 и снимите скобу). Обмотку можно разрезать с двух сторон ножовкой по металлу или болгаркой, соблюдая необходимые меры предосторожности. Если после снятия обмотки сердечник не раскололся на две части, нужно зажать его в тиски и легким ударом разделить. Поверхности деталей необходимо очистить от эпоксидной смолы. После подготовки магнитопроводов нужно сделать каркас. Оптимальным материалом для каркаса будет стекловолокно толщиной 1-2 мм, но можно использовать гетинакс или картон. Технические характеристики магнитопровода в сборе:
Потребуется шесть трансформаторов типа ТВС110ПЦ15.У. Снимите прижимную скобу с трансформаторов (отверните две гайки М3 и снимите скобу). Обмотку можно разрезать с двух сторон ножовкой по металлу или болгаркой, соблюдая необходимые меры предосторожности. Если после снятия обмотки сердечник не раскололся на две части, нужно зажать его в тиски и легким ударом разделить. Поверхности деталей необходимо очистить от эпоксидной смолы. После подготовки магнитопроводов нужно сделать каркас. Оптимальным материалом для каркаса будет стекловолокно толщиной 1-2 мм, но можно использовать гетинакс или картон. Технические характеристики магнитопровода в сборе:
 Одна пара его контактов соединяет провода, идущие от вилки, к штатному выключателю (вкл/выкл) инвертора. Другая пара будет соединять обрезанные дорожки печатной платы от автоматического выключателя к стационарному выпрямителю.
Одна пара его контактов соединяет провода, идущие от вилки, к штатному выключателю (вкл/выкл) инвертора. Другая пара будет соединять обрезанные дорожки печатной платы от автоматического выключателя к стационарному выпрямителю. Цоколь фундамента позволяет значительно снизить теплопотери в зимний период. А также он защищает основной строительный материал постройки от проникновения в него влаги в дождливую погоду.
Цоколь фундамента позволяет значительно снизить теплопотери в зимний период. А также он защищает основной строительный материал постройки от проникновения в него влаги в дождливую погоду. Для цоколя частного дома предпочтительнее использовать полнотелые блоки, они обладают лучшим сопротивлением к проникновению влаги.
Для цоколя частного дома предпочтительнее использовать полнотелые блоки, они обладают лучшим сопротивлением к проникновению влаги. Среди преимуществ строительства блочного цоколя частного дома:
Среди преимуществ строительства блочного цоколя частного дома:
 Для такого цоколя фундамента потребуется сооружение опалубка. На этапе заливки бетона необходимо продумать, где будут располагаться продухи и отверстия для ввода коммуникационных сетей.
Для такого цоколя фундамента потребуется сооружение опалубка. На этапе заливки бетона необходимо продумать, где будут располагаться продухи и отверстия для ввода коммуникационных сетей. Смолы хорошо фиксируются на бетонных поверхностях. Мембраны из ПВХ с пупырышками фиксируют специальными шпильками.
Смолы хорошо фиксируются на бетонных поверхностях. Мембраны из ПВХ с пупырышками фиксируют специальными шпильками. Кирпич – неидеальные материал с точки зрения сопротивляемости влаге, и ему не помешает дополнительная гидроизоляция.
Кирпич – неидеальные материал с точки зрения сопротивляемости влаге, и ему не помешает дополнительная гидроизоляция.

 Без сетки не обойтись, если слой штукатурки превышает 12 мм или если цоколь установлен неровно, со значительными отклонениями по горизонтали или вертикали.
Без сетки не обойтись, если слой штукатурки превышает 12 мм или если цоколь установлен неровно, со значительными отклонениями по горизонтали или вертикали. м. Отделка цоколя плиткой требует быстроты и сноровки, ведь в течение получаса раствор затвердевает. Кстати, как правило, именно от качества клея зависит срок службы всего облицованного фасада.
м. Отделка цоколя плиткой требует быстроты и сноровки, ведь в течение получаса раствор затвердевает. Кстати, как правило, именно от качества клея зависит срок службы всего облицованного фасада. Отличаются и способы кладки. Вот несколько популярных вариантов:
Отличаются и способы кладки. Вот несколько популярных вариантов: Чаще всего ее используют для отделки цоколя в частном доме снаружи.
Чаще всего ее используют для отделки цоколя в частном доме снаружи.
 Как правило, для этого используют специальный цокольный сайдинг — фасадные панели. Они изготавливаются из полипропилена, и являются более плотным и толстым материалом, в отличие от традиционных ПВХ-панелей. Также они дополнительно усилены с тыльной стороны ребрами жесткости.
Как правило, для этого используют специальный цокольный сайдинг — фасадные панели. Они изготавливаются из полипропилена, и являются более плотным и толстым материалом, в отличие от традиционных ПВХ-панелей. Также они дополнительно усилены с тыльной стороны ребрами жесткости.
 В первую очередь, он предназначен для защиты жилья от попадания в жилые помещения влажности и низких температур. Попробуем разобраться, что это за конструкция и как правильно сделать цоколь дома.
В первую очередь, он предназначен для защиты жилья от попадания в жилые помещения влажности и низких температур. Попробуем разобраться, что это за конструкция и как правильно сделать цоколь дома. Правильного ответа на этот вопрос не существует, и все зависит от многих факторов, в том числе от самой территории, насколько она позволяет делать нагрузку на почву. И далеко не всегда все касается добротного фундамента. Лично я считаю, что самое главное — не делать из дома «коробку», что ввысь, что вширь, иначе весь смысл красивого дома пропадет, а дом будет похожим на какое-то административное строгое здание.
Правильного ответа на этот вопрос не существует, и все зависит от многих факторов, в том числе от самой территории, насколько она позволяет делать нагрузку на почву. И далеко не всегда все касается добротного фундамента. Лично я считаю, что самое главное — не делать из дома «коробку», что ввысь, что вширь, иначе весь смысл красивого дома пропадет, а дом будет похожим на какое-то административное строгое здание. Вдохновиться можно путем просмотра фото интересного оформления цоколя дома в сети или журналах.
Вдохновиться можно путем просмотра фото интересного оформления цоколя дома в сети или журналах. Выглядит это привлекательно. К сожалению, подобный вид конструкции не желательно применять в строительстве дома с тонкими стенами.
Выглядит это привлекательно. К сожалению, подобный вид конструкции не желательно применять в строительстве дома с тонкими стенами.


 youtube.com/embed/KvaW5qicmvE?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/KvaW5qicmvE?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>  Проверенные временем стройматериалы не только защищают от влаги, конденсата и перепада температуры, но и способствуют выводу пара изнутри дома. На данный момент перед строителями открыты безграничные возможности по обустройству цокольной части объекта. Главным критерием считается долговечность, легкость монтажа, красивый внешний вид и стоимость.
Проверенные временем стройматериалы не только защищают от влаги, конденсата и перепада температуры, но и способствуют выводу пара изнутри дома. На данный момент перед строителями открыты безграничные возможности по обустройству цокольной части объекта. Главным критерием считается долговечность, легкость монтажа, красивый внешний вид и стоимость.
 Методика позволяет сэкономить на обустройстве и отделке объекта. Правильная отделка цоколя панелями под камень обеспечит надежную защиту и придаст эстетичный внешний вид.
Методика позволяет сэкономить на обустройстве и отделке объекта. Правильная отделка цоколя панелями под камень обеспечит надежную защиту и придаст эстетичный внешний вид.

 Он использует эту информацию для регулировки положения шпинделя относительно заданных координат для каждого инструмента в отдельности.
Он использует эту информацию для регулировки положения шпинделя относительно заданных координат для каждого инструмента в отдельности.





 Для увеличения детализации нужно уменьшать размеры фрезы.
Для увеличения детализации нужно уменьшать размеры фрезы. Оператор должен применять сразу несколько, чтобы настройка была максимально качественной.
Оператор должен применять сразу несколько, чтобы настройка была максимально качественной.
 В этом случае карта наладки определяет то, какой именно зажим нужно использовать при выполнении определенной операции.
В этом случае карта наладки определяет то, какой именно зажим нужно использовать при выполнении определенной операции.

 Рисунок 1.
Рисунок 1. При этом все порты тоже испытывают флуктуацию по частоте – как результат, сигнал «плавает», то есть при работе Mach4 происходит изменение частоты сигнала step, что приводит к неравномерности движения рабочего органа станка- дерганью, ударам и даже остановкам)
При этом все порты тоже испытывают флуктуацию по частоте – как результат, сигнал «плавает», то есть при работе Mach4 происходит изменение частоты сигнала step, что приводит к неравномерности движения рабочего органа станка- дерганью, ударам и даже остановкам)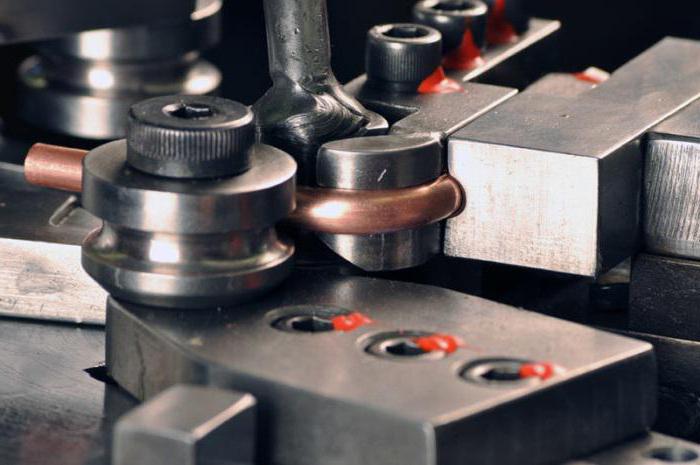
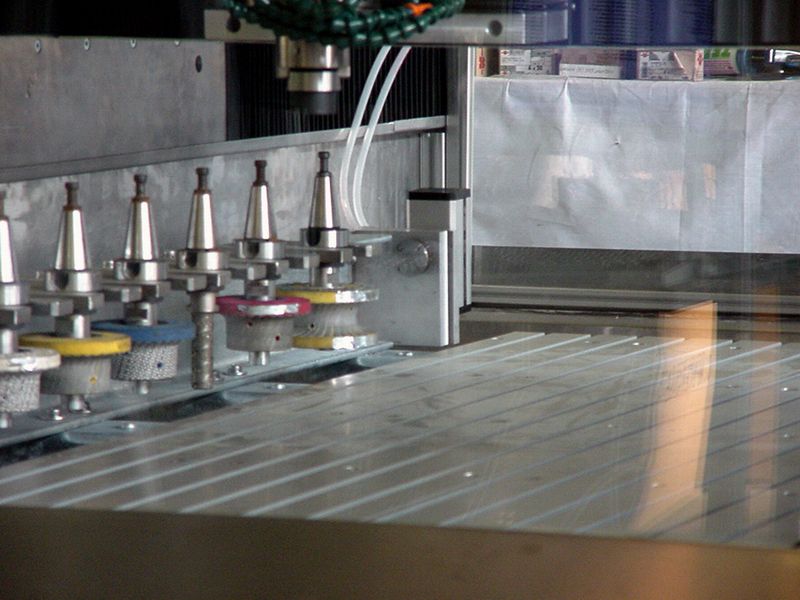 html
html 3.9 После, необходимо выключить службу Брандмауэр Windows. Воспользуйтесь поиском из меню Пуск.
3.9 После, необходимо выключить службу Брандмауэр Windows. Воспользуйтесь поиском из меню Пуск.
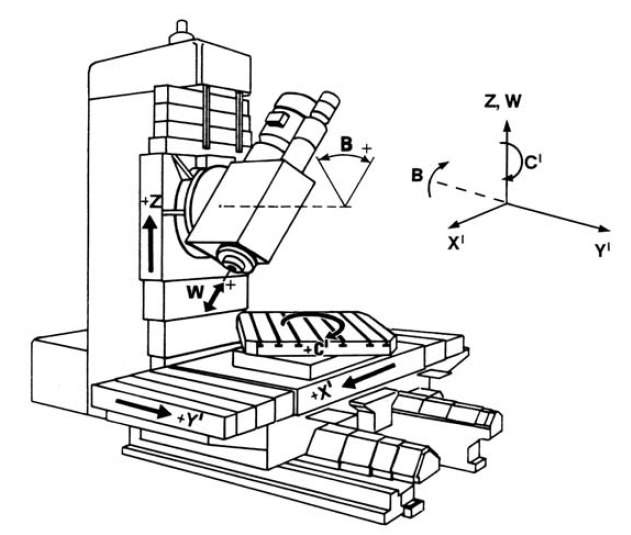
 Аналогично следует проверить все оси.
Аналогично следует проверить все оси. Установленная фреза – рисунок 19.
Установленная фреза – рисунок 19.
 Установка рабочего органа станка в начальную точку резки.
Установка рабочего органа станка в начальную точку резки.
 Активация концевых выключателей для станков с установленными индуктивными датчиками
Активация концевых выключателей для станков с установленными индуктивными датчиками
 org/ListItem»> /
org/ListItem»> / Для начала, нужно удостовериться, что в устройство автоматической смены установлены все инструменты, требуемые для проведения того или иного вида работ, и произведена загрузка правильной программы.
Для начала, нужно удостовериться, что в устройство автоматической смены установлены все инструменты, требуемые для проведения того или иного вида работ, и произведена загрузка правильной программы.



 обороты 4500
обороты 4500  обороты 3000
обороты 3000  обороты 1000
обороты 1000  Как настроить фрезерный станок
Как настроить фрезерный станок В числе таковых:
В числе таковых:
 В результате этой процедуры определяются координаты физической поверхности заготовки, с которой предстоит взаимодействовать инструменту фрезера. Перемещение фрезы в необходимое положение происходит в ручном режиме оператором станка. Этот этап особенно важен при серийном изготовлении продукции.
В результате этой процедуры определяются координаты физической поверхности заготовки, с которой предстоит взаимодействовать инструменту фрезера. Перемещение фрезы в необходимое положение происходит в ручном режиме оператором станка. Этот этап особенно важен при серийном изготовлении продукции. Услышав звук ошибки, стоит отключить станок. В противном случае, это чревато списанием обрабатываемой заготовки в брак либо повреждением самого оборудования.
Услышав звук ошибки, стоит отключить станок. В противном случае, это чревато списанием обрабатываемой заготовки в брак либо повреждением самого оборудования.
 Драйвер DRV8825 поддерживает деление шага: 1; 1/2; 1/4; 1/8; 1/16; 1/32. Подробнее о драйвере DRV8825 читайте тут: Драйвер шагового двигателя DRV8825.
Драйвер DRV8825 поддерживает деление шага: 1; 1/2; 1/4; 1/8; 1/16; 1/32. Подробнее о драйвере DRV8825 читайте тут: Драйвер шагового двигателя DRV8825.
 В описании трапецеидальных винтов обычно пишут Tr8x8,Tr10x2, первая цифра говорит нам о диаметре винта, вторая как раз о его шаге в мм. Винты ШВП обычно обозначаются 1204, 1605 и т.п. Первые 2 цифры – это диаметр винта, вторые две – это шаг в мм. В 3d-принтерах обычно используют винт Tr8x8, диаметром 8 мм и с шагом 8 мм. Обзор моего 3d-принтера можно посмотреть тут:Обзор 3D принтера Anet A8. Сборка. Наладка.
В описании трапецеидальных винтов обычно пишут Tr8x8,Tr10x2, первая цифра говорит нам о диаметре винта, вторая как раз о его шаге в мм. Винты ШВП обычно обозначаются 1204, 1605 и т.п. Первые 2 цифры – это диаметр винта, вторые две – это шаг в мм. В 3d-принтерах обычно используют винт Tr8x8, диаметром 8 мм и с шагом 8 мм. Обзор моего 3d-принтера можно посмотреть тут:Обзор 3D принтера Anet A8. Сборка. Наладка.


 000 кол-во шагов на мм для оси Х
$101=10.000 кол-во шагов на мм для оси Y
$102=100.000 кол-во шагов на мм для оси Z
$100=10.000 кол-во шагов на мм для оси Х
$101=10.000 кол-во шагов на мм для оси Y
$102=100.000 кол-во шагов на мм для оси Z
000 кол-во шагов на мм для оси Х
$101=10.000 кол-во шагов на мм для оси Y
$102=100.000 кол-во шагов на мм для оси Z
$100=10.000 кол-во шагов на мм для оси Х
$101=10.000 кол-во шагов на мм для оси Y
$102=100.000 кол-во шагов на мм для оси Z
 )
) Нам нужно убедиться, что в устройстве смены инструментов есть все нужные инструменты, загружена правильная программа gcode и в целом машина готова к работе.
Нам нужно убедиться, что в устройстве смены инструментов есть все нужные инструменты, загружена правильная программа gcode и в целом машина готова к работе. Воздух под высоким давлением может вытолкнуть стружку в неподходящие места и нанести вред.
Воздух под высоким давлением может вытолкнуть стружку в неподходящие места и нанести вред.
 Это помогает обеспечить минимальное тепловое расширение при изменении температуры станка с холодной на нормальную рабочую (программа прогрева доводит его до нормальной температуры), а также обеспечивает хорошую смазку осей и шпинделя станка. Не пропускайте этот шаг настройки ЧПУ, если важны жесткие допуски!
Это помогает обеспечить минимальное тепловое расширение при изменении температуры станка с холодной на нормальную рабочую (программа прогрева доводит его до нормальной температуры), а также обеспечивает хорошую смазку осей и шпинделя станка. Не пропускайте этот шаг настройки ЧПУ, если важны жесткие допуски! Это может быть одной из самых сложных частей настройки ЧПУ, но это не так уж и плохо, если вы сделали это несколько раз.
Это может быть одной из самых сложных частей настройки ЧПУ, но это не так уж и плохо, если вы сделали это несколько раз.

 Существуют различные способы выполнения этой задачи. Цель рабочих смещений состоит в том, чтобы сделать возможным иметь несколько нулей детали. Это полезно, например, если у вас есть несколько деталей, для каждой из которых требуется нулевая часть. Или, возможно, если вы хотите установить разные приспособления, каждое из которых имеет собственную нулевую часть на приспособлении.
Существуют различные способы выполнения этой задачи. Цель рабочих смещений состоит в том, чтобы сделать возможным иметь несколько нулей детали. Это полезно, например, если у вас есть несколько деталей, для каждой из которых требуется нулевая часть. Или, возможно, если вы хотите установить разные приспособления, каждое из которых имеет собственную нулевую часть на приспособлении. В зависимости от вашей машины это можно сделать разными способами:
В зависимости от вашей машины это можно сделать разными способами: Например, если ваша программа обработки детали использует измерительный щуп, она может полагаться на доступность библиотеки подпрограмм измерительных щупов.
Например, если ваша программа обработки детали использует измерительный щуп, она может полагаться на доступность библиотеки подпрограмм измерительных щупов.

 Мы составили это простое руководство по началу вашего бизнеса по обработке с ЧПУ. Эти шаги гарантируют, что ваш новый бизнес будет хорошо спланирован, правильно зарегистрирован и соответствует законодательству.
Мы составили это простое руководство по началу вашего бизнеса по обработке с ЧПУ. Эти шаги гарантируют, что ваш новый бизнес будет хорошо спланирован, правильно зарегистрирован и соответствует законодательству. Тем не менее, у владельцев бизнеса есть способы сохранить свои начальные затраты относительно низкими, и можно начать бизнес по обработке с ЧПУ за очень небольшие деньги.
Тем не менее, у владельцев бизнеса есть способы сохранить свои начальные затраты относительно низкими, и можно начать бизнес по обработке с ЧПУ за очень небольшие деньги.
 Прототипы могут продаваться поштучно, но чаще всего заказывают большие партии одной и той же детали.
Прототипы могут продаваться поштучно, но чаще всего заказывают большие партии одной и той же детали.


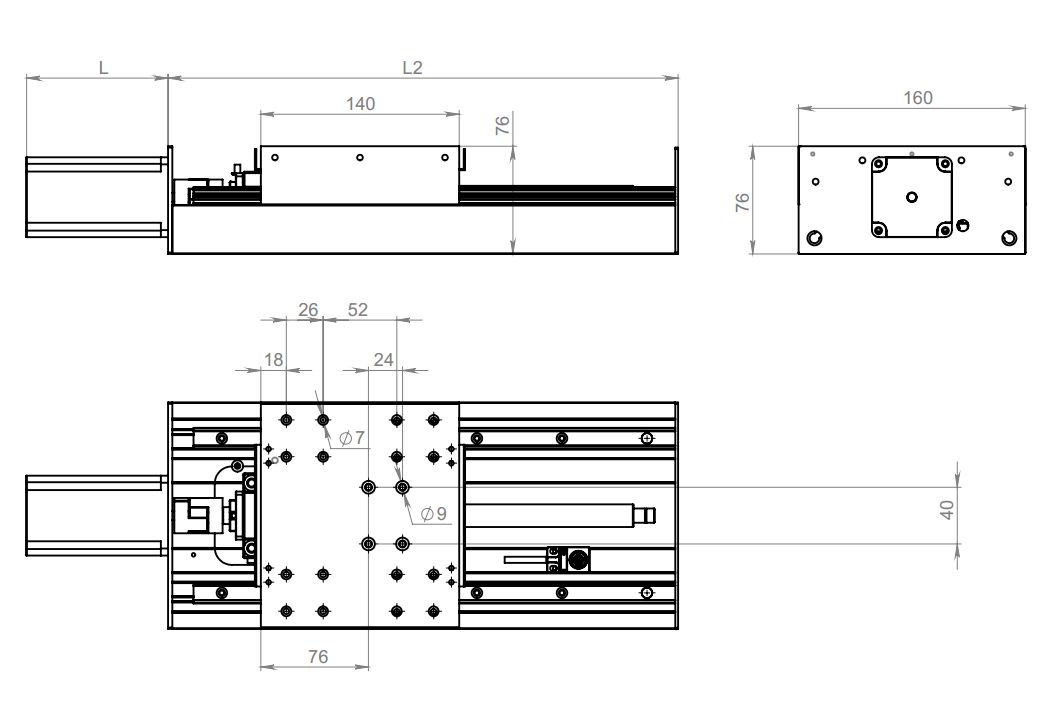 Например, некоторые LLC могут выиграть от налогообложения как S-корпорация (S-corp).
Например, некоторые LLC могут выиграть от налогообложения как S-корпорация (S-corp).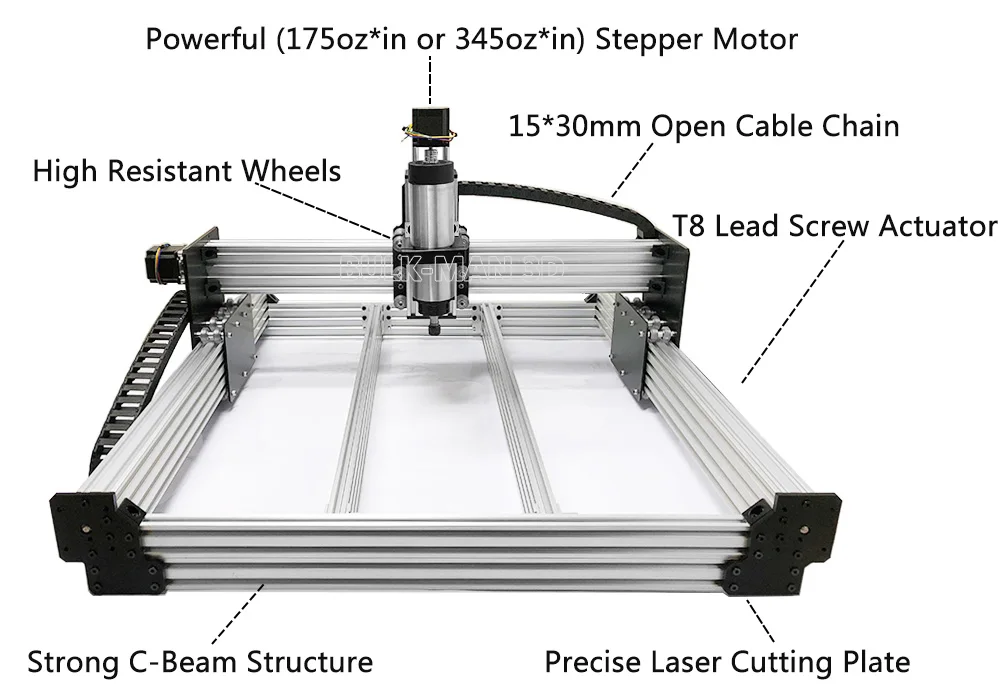 В коммерческом праве это называется прокалыванием вашей корпоративной завесы.
В коммерческом праве это называется прокалыванием вашей корпоративной завесы. С нетто-счетом 30 предприятия покупают товары и полностью погашают остаток в течение 30-дневного срока.
С нетто-счетом 30 предприятия покупают товары и полностью погашают остаток в течение 30-дневного срока.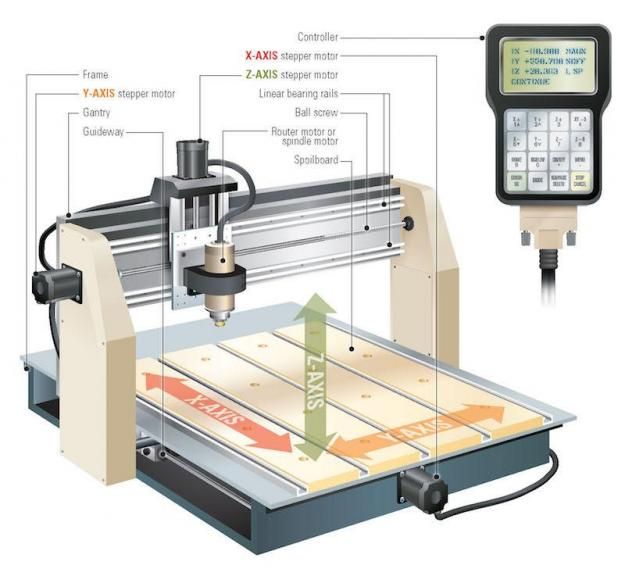 Настройка бухгалтерского учета
Настройка бухгалтерского учета
 Это наиболее распространенное покрытие, в котором нуждается малый бизнес, поэтому это отличное место для начала вашего бизнеса.
Это наиболее распространенное покрытие, в котором нуждается малый бизнес, поэтому это отличное место для начала вашего бизнеса. Электронная почта или регистрация не требуются, или воспользуйтесь Премиум-конструктором логотипов.
Электронная почта или регистрация не требуются, или воспользуйтесь Премиум-конструктором логотипов.

 Наиболее распространенными типами являются конфигурации «Таблица-стол», «Голова-таблица» и «Голова-голова».
Наиболее распространенными типами являются конфигурации «Таблица-стол», «Голова-таблица» и «Голова-голова».
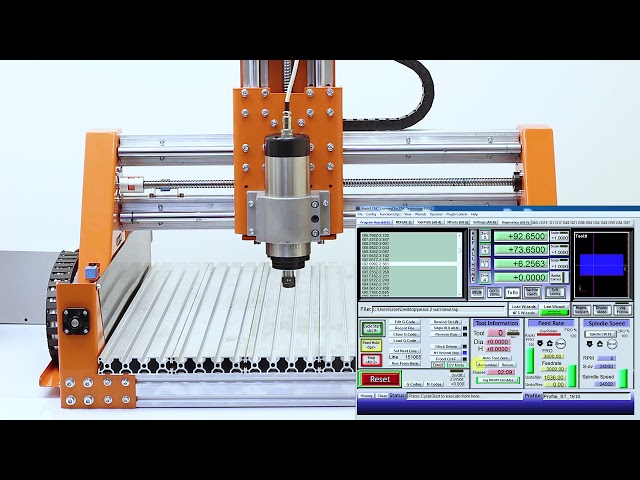 Этот сценарий может быть усилен при обработке более длинными инструментами, что может сильно повлиять на общую рабочую зону.
Этот сценарий может быть усилен при обработке более длинными инструментами, что может сильно повлиять на общую рабочую зону. Поскольку стол не наклоняется, весь вес детали переносится непосредственно вниз через основание станка с ЧПУ на пол… что делает эту установку очень жесткой для больших деталей. Кроме того, конструкция самого стола — в отличие от станка с цапфой — позволяет использовать более крупные детали в целом, независимо от веса. Цапфа ограничена размером детали, которую можно разместить между стояками стола.
Поскольку стол не наклоняется, весь вес детали переносится непосредственно вниз через основание станка с ЧПУ на пол… что делает эту установку очень жесткой для больших деталей. Кроме того, конструкция самого стола — в отличие от станка с цапфой — позволяет использовать более крупные детали в целом, независимо от веса. Цапфа ограничена размером детали, которую можно разместить между стояками стола.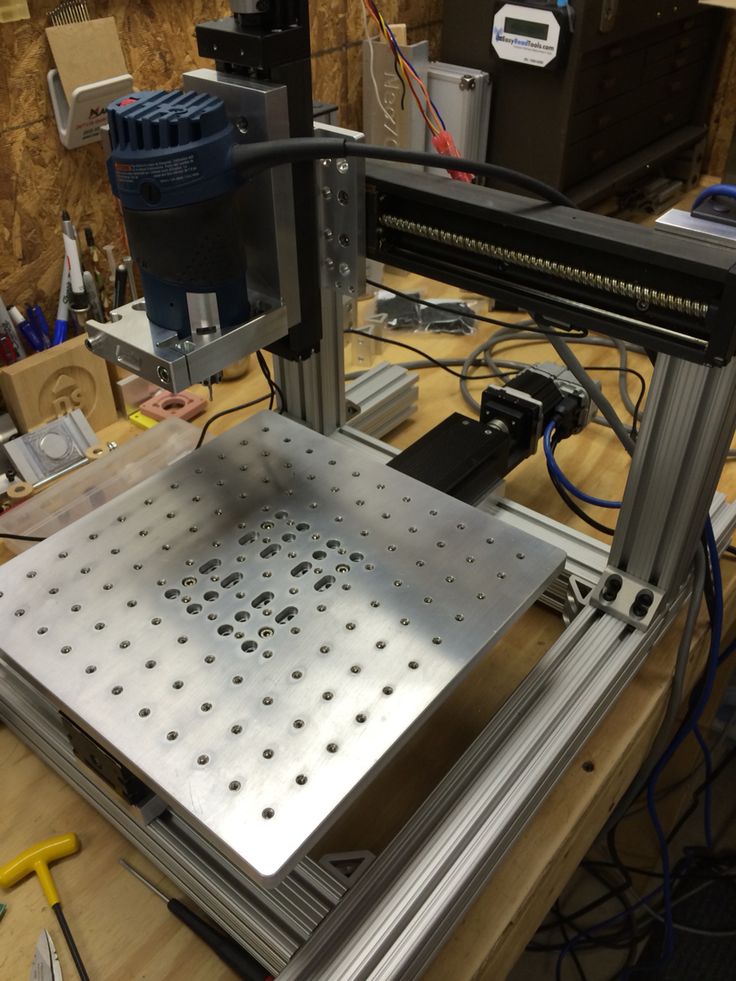
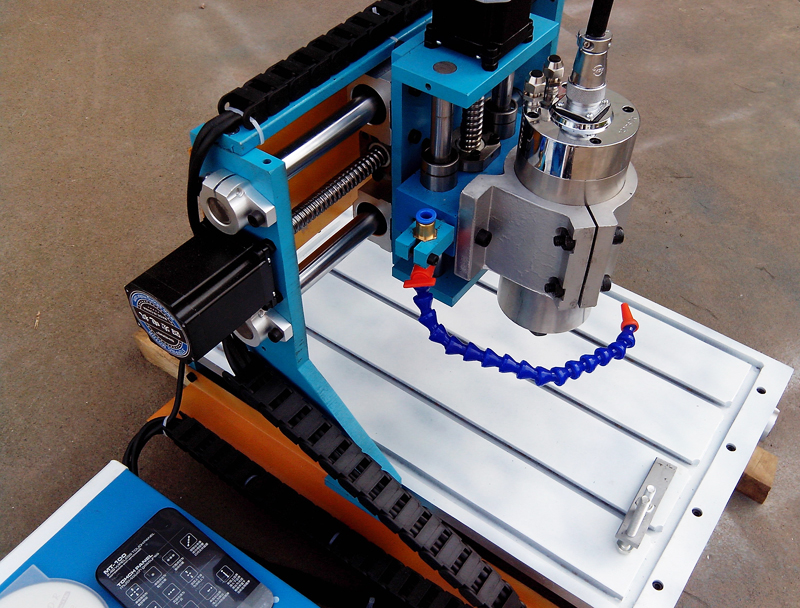 Большинство элементов управления, таких как элемент управления Hurco WinMax, могут быть очень легко адаптированы для использования этих надстроек, но при добавлении к существующей машине вы обязательно должны учитывать возраст технологии управления на машине и ее ценность. существенные инвестиции, которые обычно сопровождают эти таблицы.
Большинство элементов управления, таких как элемент управления Hurco WinMax, могут быть очень легко адаптированы для использования этих надстроек, но при добавлении к существующей машине вы обязательно должны учитывать возраст технологии управления на машине и ее ценность. существенные инвестиции, которые обычно сопровождают эти таблицы.
 Если потребность в таких специфических деталях и требуемая операция возрастают, ответственные менеджеры должны рассмотреть и рекомендовать вместо этого покупку 5-осевого обрабатывающего центра — это сэкономит вам дорогие приспособления и время, энергию и, в долгосрочной перспективе, — деньги.
Если потребность в таких специфических деталях и требуемая операция возрастают, ответственные менеджеры должны рассмотреть и рекомендовать вместо этого покупку 5-осевого обрабатывающего центра — это сэкономит вам дорогие приспособления и время, энергию и, в долгосрочной перспективе, — деньги.
 Обеспечьте стабильную температуру в мастерской, так как колебания и изменения температуры могут повлиять на допуски. Подавайте чистый воздух на станки с ЧПУ. Ваш воздушный компрессор не должен располагаться слишком далеко и должен подавать чистый и сухой отфильтрованный воздух.
Обеспечьте стабильную температуру в мастерской, так как колебания и изменения температуры могут повлиять на допуски. Подавайте чистый воздух на станки с ЧПУ. Ваш воздушный компрессор не должен располагаться слишком далеко и должен подавать чистый и сухой отфильтрованный воздух.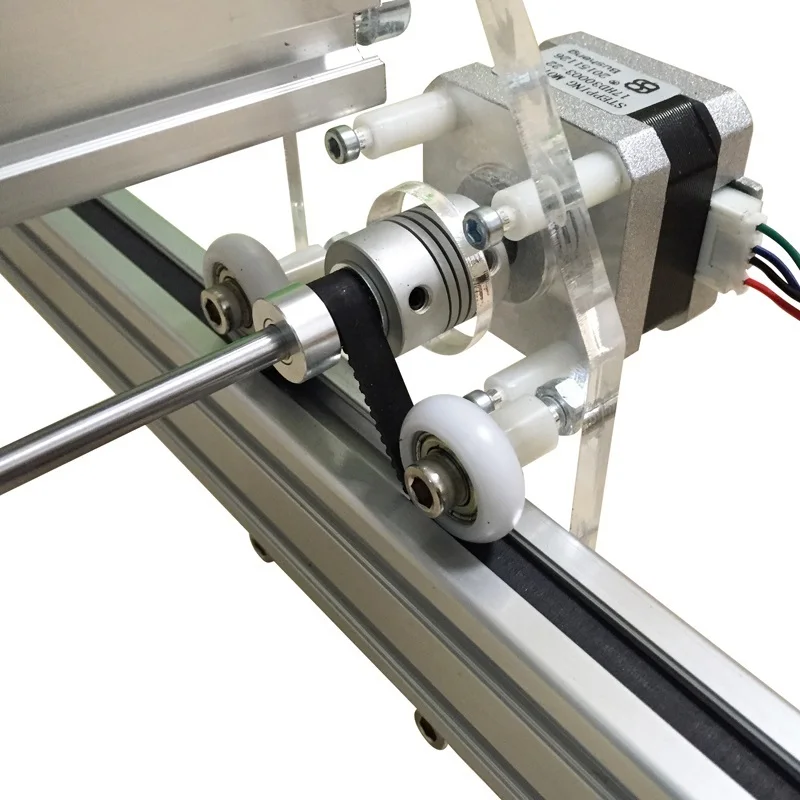 Также следует строго избегать пыли в любой форме или ударных волн, создаваемых прессами, штамповкой или электрическими изменениями и колебаниями.
Также следует строго избегать пыли в любой форме или ударных волн, создаваемых прессами, штамповкой или электрическими изменениями и колебаниями. Точно так же избегайте использования одного и того же инструмента для черновой и чистовой обработки, если качество поверхности должно быть хорошим.
Точно так же избегайте использования одного и того же инструмента для черновой и чистовой обработки, если качество поверхности должно быть хорошим.
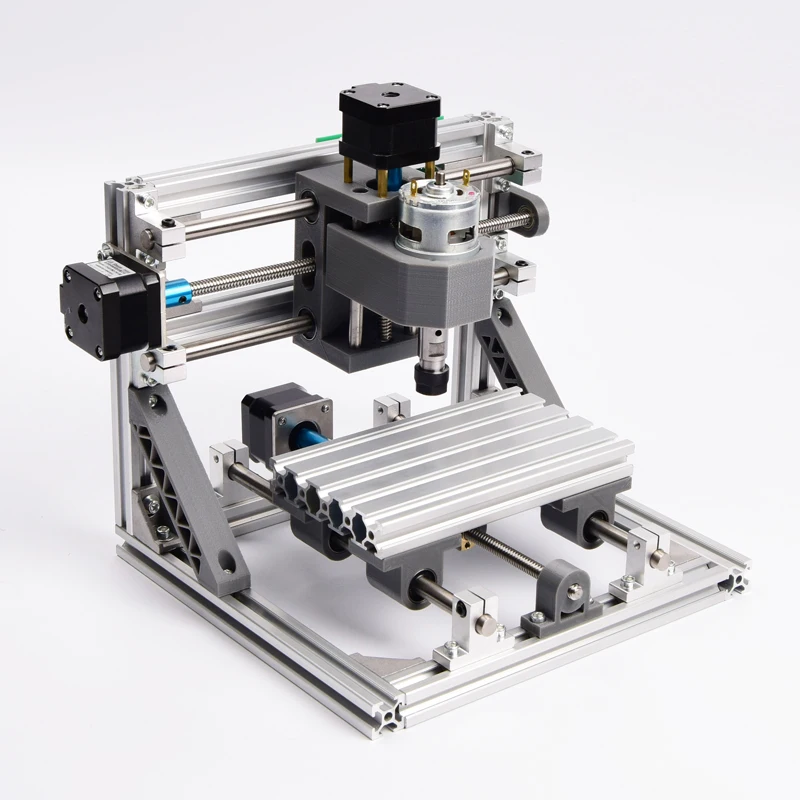 Не забудьте проверить свойства смазки, чтобы убедиться, что она совместима с машиной и ее внутренними компонентами, такими как уплотнения, шланги и другие детали.
Не забудьте проверить свойства смазки, чтобы убедиться, что она совместима с машиной и ее внутренними компонентами, такими как уплотнения, шланги и другие детали. Регулярно заменяйте фильтр и обновляйте масло в системе смазки шпинделя. Примечание: это действительно для шпинделей Air-Oil, а также для маслоструйных шпинделей.
Регулярно заменяйте фильтр и обновляйте масло в системе смазки шпинделя. Примечание: это действительно для шпинделей Air-Oil, а также для маслоструйных шпинделей.  Если вам нужно более длительное время работы, лучше запустить их на 80% от их максимального диапазона оборотов или позволить время работы на более низких скоростях между ними.
Если вам нужно более длительное время работы, лучше запустить их на 80% от их максимального диапазона оборотов или позволить время работы на более низких скоростях между ними.

 Сократите рабочую силу и полагайтесь на более знающих инженеров.
Сократите рабочую силу и полагайтесь на более знающих инженеров. До сих пор.
До сих пор.
 Итак, в этом уроке мы узнаем, что такое GRBL, как установить и как использовать его для управления станком с ЧПУ на базе Arduino.
Итак, в этом уроке мы узнаем, что такое GRBL, как установить и как использовать его для управления станком с ЧПУ на базе Arduino.


 Итак, нам просто нужно выбрать плату Arduino, COM-порт и нажать кнопку загрузки, и все готово.
Итак, нам просто нужно выбрать плату Arduino, COM-порт и нажать кнопку загрузки, и все готово.
 Для этого мы воспользуемся мастером настройки UGS, который гораздо удобнее, чем вводить команды вручную через Serial Monitor в Arduino IDE.
Для этого мы воспользуемся мастером настройки UGS, который гораздо удобнее, чем вводить команды вручную через Serial Monitor в Arduino IDE. Используя линейку, мы можем измерить фактическое движение машины и ввести это значение в поле «Фактическое движение». На основании этого мастер рассчитает и сообщит нам, на какое значение следует изменить параметр «шаги/мм».
Используя линейку, мы можем измерить фактическое движение машины и ввести это значение в поле «Фактическое движение». На основании этого мастер рассчитает и сообщит нам, на какое значение следует изменить параметр «шаги/мм».
 В случае, если это идет в противоположном направлении, мы можем легко изменить направление.
В случае, если это идет в противоположном направлении, мы можем легко изменить направление. ) и т. д. Вы должны изучить их и посмотреть, какой из них подходит вам лучше всего.
) и т. д. Вы должны изучить их и посмотреть, какой из них подходит вам лучше всего. Все детали и зажимные устройства имеют защиту от столкновений . Ранее рассчитанные траектории инструмента используются для достижения кратчайших возможных путей и наименьшего количества возможных смен инструмента . И изменение геометрии не проблема — даже непосредственно перед производством. Определите несколько настроек, не зная программирования.
Все детали и зажимные устройства имеют защиту от столкновений . Ранее рассчитанные траектории инструмента используются для достижения кратчайших возможных путей и наименьшего количества возможных смен инструмента . И изменение геометрии не проблема — даже непосредственно перед производством. Определите несколько настроек, не зная программирования. Весь процесс полностью проверен на столкновение с реалистичными цифровыми двойниками в симуляторе Tebis.
Весь процесс полностью проверен на столкновение с реалистичными цифровыми двойниками в симуляторе Tebis. Ситуация зажима и зажимные элементы находятся под контролем.
Ситуация зажима и зажимные элементы находятся под контролем.