Диффузионное насыщение металлами. Алитирование это насыщение поверхностного слоя металла
технология и методы поверхностного насыщения стали алюминием
На протяжении нескольких столетий основные эксплуатационные качества металлов изменялись при помощи химико-термического воздействия. Проведенные тесты указывают на то, что процент содержания определенных примесей в металле может оказывать влияние на его твердость, прочность, коррозионную стойкость и многие другие качества. Алитирование углеродистой стали – процесс насыщения поверхностного слоя изделия алюминием, который проходит при определенной температуре. Процесс алитирования стали достаточно сложен, при его проведении проводится установка определенного оборудования. Рассмотрим особенности проведения работы по насыщению поверхностного слоя стали и чугуна алюминием.

Алитирование стали
Применение алитирования
Придаваемые свойства изделию во многом определяют область применения рассматриваемой технологии химико-термической обработки. В производстве алитирование сталей применяется для изменения следующих свойств обрабатываемой стали:
- Высокая окалиностойкость. Это свойство связано с процессом образования защитной пленки на поверхности изделия при его нагреве.
- Высокая защита от окислительных процессов.
- Высокие антикоррозионные свойства. В результате алитирования изделие может использоваться даже при условии воздействия морской воды.
- Рассматривая твердость поверхностного слоя нужно уделить внимание тому, что максимальный достигаемый показатель составляет около 500HV.
Рассматривая достоинства и недостатки алитирования стали, нужно отметить тот момент, что воздействие высокой температуры становится причиной перестроения атомной решетки, вследствие чего поверхностный слой становится хрупким.
При обработке данным химико-термическим методом ответственных деталей, проводится обжиг в течение нескольких часов. Поэтому процесс внесения алюминия характеризуется большой продолжительностью.

Алитирование стали 20
Технология и методы алитирования
Диффузионное алитирование проходит при температуре от 700 до 1100 градусов Цельсия. Оптимальные режимы обработки выбираются в зависимости от особенностей обрабатываемого материала. Выделяют несколько наиболее распространенных технологий химико-термического воздействия:
- Алитирование в порошкообразных смесях проводится использовании металлических ящиков. Заготовка помещается в твердый карбюризатор. При этом приготовленная смесь может использоваться многократно, что делает данную технологию экономически выгодной. Температура алитирования стали в данном случае выдерживается в пределе от 950 до 1050 градусов Цельсия, процесс занимает от 6 до 12 часов. Максимальная глубина проникновения алюминия составляет 0,5 миллиметров. Используемый состав представлен алюминиевой пудрой, порошка и определенных добавок. Добавки представлены окисью алюминия и молотой глиной, а также хлористыми разновидностями аммония и алюминия. В некоторых случаях процедура затягивается до 30 часов, что делает ее экономически не выгодной. Данный метод применим в случае сложной конфигурации детали, так как изменение поверхностного этапа проводится поэтапно. Изменение состава поверхностного слоя порошкообразной смесью – самый дорогой метод из всех применяемых.
- Алитирование напылением проводится в случае, если нужно сократить время проведения данной операции. Данная технология алитирования определяет воздействие относительно невысокой температуры, около 750 градусов Цельсия, требуется порядком одного часа для проникновения алюминия на глубину 0,3 миллиметра. Достоинства данного метода заключается в быстроте исполнения, но нельзя его использовать для получения износостойких ответственных деталей, так как поверхностная пленка очень тонкая. Поверхностное насыщение стали рекомендуют проводить при массовом производстве. Прочность сцепления напыляемого слоя в этом случае невысокая, составляет 0,2-2 кг/мм2. Также особенности данной технологии определяют высокую пористость структуры.
- Металлизация с последующим обжигом проводится при нагреве детали до температуры 900-950 градусов Цельсия, длительность нагрева составляет 2-4 часа. Данный метод существенно уступает предыдущему, так как получаемый слой имеет толщину не более 0,2-0,4 миллиметров, а расходы повышаются по причине существенного увеличения времени нагрева. Однако его часто применяют в случае, когда нужно получить деталь с прочной и твердой поверхностью, которая будет подвергаться существенным нагрузкам. Это связано с тем, что проводимый отжиг позволяет снизить показатель хрупкости, повысив прочность.
- Алитирование в вакууме предусматривает нанесение покрытия путем испарения алюминия с его последующим осаждением на поверхности изделия. Толщина получаемого покрытия незначительно, но вот достигаемое качество одно из самых высоких. Для нагрева среды проводится установка специальных печей, которые способны раскалить подающийся состав до температуры 1400 градусов Цельсия. Высокое качество покрытия достигается за счет равномерного распределения алюминия по всей поверхности. Технология в данном случае предусматривает предварительный нагрев поверхности до температуры от 175 до 370 градусов Цельсия. Следует уделять много внимания предварительной подготовке детали, так как даже незначительная оксидная пленка становится причиной существенного снижения качества сцепления поверхностного и внутреннего состава. Высокая стоимость процесса и его сложность определяют применимость только при производстве ответственных деталей.
- Алитирование методом погружения пользуется большой популярностью по причине того, что покрытие наносится в течение 15 минут. При этом оказывается относительно невысокая температура: от 600 до 800 градусов Цельсия. Кроме этого данный метод один из самых доступных в плане стоимости. Суть процедуры заключается в погружении заготовки в жидкий алюминий, нагретый до высокой температуры. При этом получается слой толщиной от 0,02 до 0,1 миллиметра. Особое внимание уделяется подготовке среды, в которой будет проводится процесс изменения химического состава поверхностного слоя.
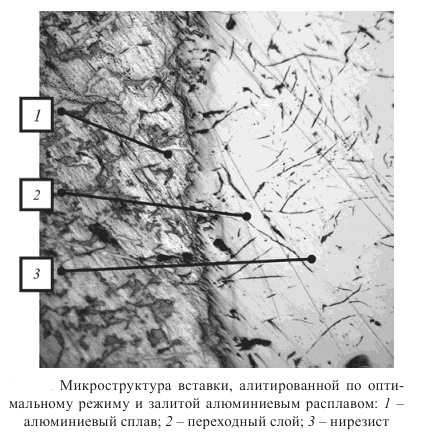
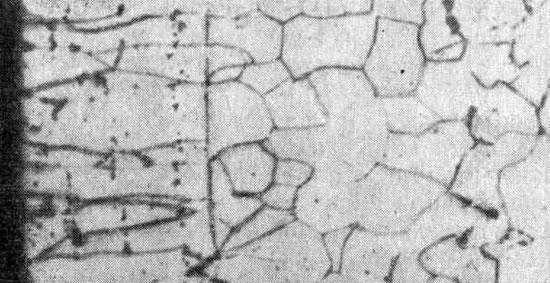
Микроструктура вставки, алитированной по оптимальному режиму
Есть и другие методы внесения алюминия, которые позволяют изменить основные эксплуатационные качества заготовок.
Контролировать качество поверхности с использованием дефектоскопа – устройства, которое применяется для проверки дефектов методом неразрушающего контроля.
Наиболее распространенным дефектами называют нарушения однородности структуры, появления зоны коррозионного поражения, отклонение требуемого химического состава и так далее.
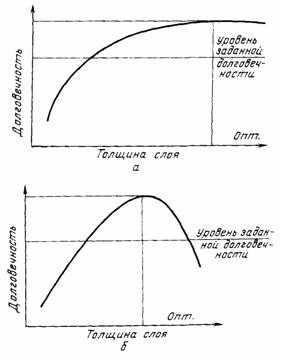
Долговечность изделия в зависимости от толщины алитированного слоя
Материалы, допускаемые к алитированию
Металлизация – технология, которая предназначенная для изменения свойств поверхностного слоя. Разновидностью данной технологии является и алитирование. Насыщению поверхностного слоя подвергают:
- Углеродистые стали. При этом преимущественно используются низкоуглеродистые стали, реже среднеуглеродистые. При высоком содержании углерода в составе процедура становится малоэффективной.
- Легированные стали применяются реже, но при правильном проведении технологии можно получить износостойкие детали.
- Чугун также можно подвергать процедуре алитирования для изменения основных эксплуатационных качеств.
Для получения нержавеющей стали алитированию подвергают как углеродистые, так и легированные стали. В некоторых случаях проводится предварительная подготовка сталей и сплавов, представленная закалкой или другими процедурами химико-термической обработки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
| Вид химико-термической обработки, заключающийся в диффузионном насыщении поверхности деталей алюминием.
Чаще всего алитирование проводят для деталей, изготовленных из стали, никелевых сплавов и чугуна. Глубина насыщения составляет 0,02…1,2 мм. Алитирование проводится главным образом для повышения жаростойкости, уменьшения схватываемости поверхностей, повышения износостойкости, защиты от коррозии в средах, содержащих серу, азот и углерод. Алитированный слой стальной детали представляет собой ?-твердый раствор алюминия в железе. Кроме этого на поверхности стальной детали возможно образование одной или нескольких интерметаллидных фаз состава: FeAl2, FeAl, Fe3Al, Fe2Al5. (происходит от немецкого слова alitieren - алюминирование).{/slide} Чаще всего алитирование проводят в порошкообразных смесях, состоящих из 25-50 % порошка алюминия или 50-75 % ферроалюминия, с добавлением окиси алюминия (25-75 %) и хлористого аммония (Nh5Cl) в количестве около 1 %. Во время нагрева стали в алитирующей среде протекают следующие реакции: Пары хлорида алюминия, как более тяжелые, взаимодействуют с алюминием по реакциям диспропорционирования: 2/3AlCl3 + 4/3Al > 2AlCl ,2/3AlCl3 + 1/3Al > AlCl2 ,AlCl2 + Fe > 2/3AlCl3 + 1/3Fe3Al .Таким образом, в результате алитирования с помощью алюминия в насыщающей среде происходит восстановление хлоридов алюминия до AlCl3, который вновь вступает в обратимые реакции.
В настоящее время алитирование проводят как в твёрдой, так и в жидкой средах. Кроме того, в заводской практике постепенно начинает расширяться способ металлизации.
См. также:
Дополнительные материалы: |
sl3d.ru
Алитирование - Металлы
АлитированиеКатегория:
Металлы
АлитированиеАлитированием называется процесс насыщения поверхностного слоя стального (железного) изделия алюминием. Этот процесс проводится с целью повышения жаростойкости, т. е. способности материала противостоять коррозии при высоких температурах в газовой среде, богатой кислородом.
В результате этого процесса в поверхностном слое изделия получаются столбчатые кристаллы твердого раствора алюминия в железе а.
Содержание алюминия в алитированном слое может достигать 50%, однако при этом поверхностный слой оказывается очень хрупким. При содержании алюминия 20—30% алитиро-ванный слой становится менее хрупким, причем жаростойкость его сохраняется. Поэтому важнейшей составной частью процесса алитирования является диффузионный отжиг, в результате которого часть алюминия из поверхностных слоев диффундирует в более глубокие и содержание его в поверхностном слое снижается до 20—30%.
Глубина слоя алитирования составляет 0,2—0,3 мм, однако после диффузионного отжига она увеличивается до 0,6—0,8 мм. Именно такая глубина и требуется для большинства изделий.
В результате алитирования технического железа с 0,1% углерода, являющегося обычным материалом для такой обработки, жаростойкость при температуре 900—950° повышается в 5—6 раз. Алитирование широко используется для повышения жаростойкости цементационных коробок, колосниковых решеток и т. д.
Практика использования алитированных изделий при температуре 700—800° показывает, что жаростойкость при этих условиях возрастает в десятки раз.
Процесс алитирования может осуществляться несколькими способами. Основным является термодиффузионное алитирование, проводимое при температуре 950°. Оно ведется в смеси, содержащей 49% тончайшей алюминиевой пудры или ферроалюминия, 49% глинозема или высококачественной глины, служащей для предохранения алюминиевой пудры от спекания, и 2% хлористого аммония Nh5C1, применяемого в качестве ускорителя процесса.
Алитированию могут подвергаться не только углеродистые стали (железо), но и стали легированные, а также никелевые сплавы.
В результате алитирования жаростойкость изделий из этих материалов сильно увеличивается. Слои глубиной не менее 20 мк, содержащие 20—40% А1, улучшают жаростойкость жаропрочных никелевых сплавов при 900—1100 °С и увеличивают ресурс изделий до 4000—10000 час.
Ухудшения механических свойств при этом не наблюдается.
Читать далее:
Углеродистые стали и чугуны
Статьи по теме:
pereosnastka.ru
Алитирование стали | Мир сварки
Алитирование стали
Алитированием называется процесс химико-термической обработки, выполняющийся с целью диффузионного насыщения поверхности стальных изделий алюминием, как правило, при 700–1100 °С в соответствующей среде (таблица 1).
| В порошко-образных смесях | а) 49,5 % порошка алюминия + 49,5 % окиси алюминия + 1,0 % хлористого аммонияб) 99 % ферроалюминия + 1 % хлористого аммонияв) 48 % ферроалюминия + 48 % кварцевого песка + 4 % хлористого аммония | 950–1050 | 6–12* | 0,25–0,6 | Алитирование проводят в железных или нихромовых ящиках.Упаковка ведется так же, как при цементации в твердом карбюризаторе.Смесь употребляют многократно с добавкой 10–15% свежей смеси |
| В ваннах с расплавленным алюминием | Расплавленный алюминий + 8–12 % железа (во избежание растворения металла изделий) | 720–750 | 0,25–1,0* | 0,1–0,3 | На поверхности расплава рекомендуется создавать слой флюса для очистки деталей, удаления налипшего металла и уменьшения разъедания поверхности деталей |
| Металлизация с последующим отжигом | На поверхности изделий напыляют слой алюминия толщиной 0,7–1,2 мм, на который наносится обмазка (50 % серебристого графита, 20 % огнеупорной глины, 20 % кварцевого песка, 10 % жидкого стекла) | 900–950 | 2–4 | 0,2–0,4 | Толщина обмазки 0,8–1,5 мм. Обмазка просушивается при 80–100 °С |
| * Для снижения содержания алюминия а слое и уменьшения его хрупкости агитированные изделия отжигают при 900–1050 °С и течение 4–5 ч. Глубина слоя при этом возрастает на 20–40 %. | |||||
Стальные изделия при алитировании приобретают высокую окалинрстойкость, так как при нагреве на поверхности агитированных изделий образуется плотная пленка окиси алюминия, защищающая металл от окисления. Алитированный слой обладает хорошим сопротивлением коррозии в атмосфере и морской воде. Твердость алитированного слоя до НV 500, износостойкость низкая.
ЛИТЕРАТУРА
- Термическая обработка сплавов / И.В. Фиргер. Л.: Машиностроение. 1982. – 304 с.
weldworld.ru
Насыщение - поверхность - металл
Насыщение - поверхность - металл
Cтраница 1
Насыщение поверхности металла хромом способствует повышение его жаростойкости и твердости; высокая твердость объясняется образованием в поверхностных слоях карбидов хрома. [1]
Степень насыщения поверхности металла определяется реакциями, протекающими на границе металл-внешняя среда. Скорость диффузии зависит от насыщающего элемента, его концентрации на поверхности и температуры процесса. [3]
При насыщении поверхности металла атомами углерода происходит дополнительное образование фуллеренов в науглероженной зоне ввиду превышения растворимости углерода в матрице и его накопления в микропорах. В частности, металл науглероженной зоны труб змеевиков печей пиролиза углеводородного сырья содержит примерно в 5 5 раз больше фуллеренов, чем основной металл. Показано ( на примере цементации), что внутри науглероженной зоны существует область преимущественного образования фуллеренов, которая располагается на расстоянии 0 3 - 0 4 мм от поверхности металла. Поскольку при термическом воздействии количество фуллеренов в этой области резко возрастает, можно предположить, что в ее пределах размер и форма пор наиболее благоприятны для активного образования фуллеренов. [4]
Разработано несколько методов насыщения поверхности металла серой также в газовых и твердых смесях. Применяют ряд сред для сульфидирования, различающихся в основном своей нейтральной частью. В качестве активных составляющих рекомендуются роданистый натрий ( NaiCNS) или роданистый калий ( KCNS) с тиосульфатом натрия ( Na2S2O3) - как регенерирующим компонентом. [5]
Разработано лесколько методов насыщения поверхности металла серой также в газовых и твердых смесях. В качестве активных составляющих рекомендуются [ роданистый атрий ( NaCNS) или роданистый калий ( KCNS) с тиосульфатом натрия ( Na2S2O3) - как регенерирующим ( компонентом. [6]
Алитированием называют процесс насыщения поверхности металлов алюминием для повышения их жаростойкости и сопротивления коррозии. [7]
Весьма перспективно также алитирование - насыщение поверхности металла алюминием на глубину 0 02 - 1 2 мм, в результате чего создается плотная и прочная антикоррозионная пленка. [9]
Если бы обмен происходил мгновенно, то насыщение поверхности металла радиоактивными ионами при погружении его, как было описано выше, в раствор, содержащий радиоактивный изотоп, происходило бы также мгновенно. Продолжительность периода до насыщения зависит от природы металла и концентрации ионов в растворе. [10]
Наи большее распространение получило электролитическое хромирование, но возможно насыщение поверхности металла хромом и в результате диффузии. Диффузионное хромирование дает значительно большую устойчивость против коррозии и жаростойкость, особенно в газовых средах при высоких температурах. Для хромирования употребляются как низкоуглеродистые, так и высокоуглеродистые стали. Толщина слоя хрома достигает 0 05 - 0 15 мм, для получения этой толщины требуется 10 - 12 часов выдержки. [11]
Снижение пластичности может быть вызвано выделением по границам зерен легкоплавких составляющих или насыщением поверхности металла серой при нагреве его в среде сернистых газов. На микрошлифе разрывы совпадают с границами зерен и сопровождаются оксидами и эвтектическими фазами. [12]
В технологии изготовления ответственных и тяжелонагруженных поверхностей трения деталей машин используются методы создания первичных защитных структур за счет насыщения поверхностей металла серой, фосфором, азотом, кислородом, углеродом, бором, хромом и другими элементами. [13]
На это указывает, в частности, тот факт, что площадь, занимаемая одной молекулой ( частицей) ингибитора в состоянии адсорбционного насыщения поверхности металла, заметно больше, чем площадь молекулы данного соединения, рассчитанная по моделям, например по модели Стюарта - Бриглеба. В результате этого для большинства органических веществ Сог & будет меньше, чем Cei и в, найденное по уравнению ( 61), и окажется завышенным по сравнению с истинной степенью заполнения поверхности корродирующего металла. Несмотря на отмеченные ограничения, метод, основанный на измерении дифференциальной емкости, весьма полезен и позволяет получить ценную информацию о механизме ингибирующего действия органических веществ. [14]
В результате цементации - искусственного насыщения поверхностного слоя углеродом - происходит значительное повышение прочности, твердости и износостойкости деталей. Однако, насыщение поверхности металла атомами углерода не всегда положительно. Переработка углеводородного сырья в трубах змеевиков печей пиролиза при высокой температуре приводит к диффузии углерода в металл, что влечет за собой охрупчивание и выход труб из строя. Поэтому было сделано предположение, что повышение прочности и твердости деталей после цементации, а также охрупчивание металла труб вызваны самоорганизацией и перераспределением фуллеренов. [15]
Страницы: 1 2
www.ngpedia.ru
Диффузионное насыщение металлами - Химико-термическая обработка - Химико-термическая и термомеханическая обработки
Металлы растворяются в железе и других металлах по способу замещения и потому медленнее, чем неметаллы, диффундируют в изделие. Как правило, диффузионное насыщение металлами проводят при более высоких температурах, чем насыщение неметаллами.
Типичные примеры — алитирование и хромирование.
Алитирование (алюминирование) применяют для повышения окалиностойкости сталей и реже чугунов. Алитируют также литые лопатки газотурбинных двигателей из жаропрочных никелевых сплавов. При нагреве алитированного изделия в окислительной среде на его поверхности образуется тонкая и прочная пленка Al2O3, предохраняющая изделие от дальнейшего окисления. Глубина алитирования в зависимости от метода и режима составляет 0,02 — 0,8 мм.
Наибольшее распространение получило алитирование стальных изделий в порошках с насыщением из газовой фазы. Порошкообразная смесь состоит из ферроалюминия, хлористого аммония и окиси алюминия.
В присутствии Nh5Cl образуется газообразный хлорид алюминия AlСl3, являющийся поставщиком активных атомов алюминия. Окись алюминия предотвращает спекание частиц ферроалюминия. Алитирование проводят при 960 — 1050 °С в течение 3 — 12 ч.
Применяют также алитирование в расплаве алюминия с 8 — 112% Fe при 700 — 800 °С в течение 1 — 1,5 ч (железо добавляют в расплав для предотвращения интенсивного растворения в нем изделия).
Примером сравнительно редкого процесса химико-термической обработки с насыщением только из твердой фазы является алитирование способом металлизации (напыления) алюминия с последующим диффузионным отжигом при 900 — 1000 °С в течение 2 — 4 ч.
Диффузионное хромирование применяют для повышения коррозионной стойкости, а также окалиностойкости и износостойкости стальных деталей. Известны промышленные процессы диффузионного хромирования молибдена и ниобия для повышения жаростойкости.
Наибольшее применение получило хромирование в порошкообразных смесях феррохрома (или хрома), хлористого аммония и окиси алюминия при 1000 — 1050 °С с выдержкой 6 — 12 ч. Образующийся газообразный хлорид CrCl2 является поставщиком активных атомов хрома. Используют также хромирование в вакууме при 1000 — 1050 °С в течение нескольких часов с насыщением из паровой фазы, которая получается при испарении порошка хрома. Для повышения коррозионной стойкости и окалиностойкости поверхностный слой должен иметь структуру пластичного твердого раствора хрома в α-железе.
Если одна из целей хромирования — повышение твердости, то в поверхностном слое должны образоваться карбиды хрома (Cr23C6, Cr7С3). Для этого выбирают сталь, содержащую более 0,4% С. Толщина хромированного слоя обычно не превышает 0,2 мм.
Диффузионное удаление элементов
Удаление вредных примесей при нагреве в вакууме и других средах — это важная для ряда изделий разновидность химико-термической обработки. В основе ее лежит диффузионный процесс перемещения атомов из сердцевины к поверхности изделия (смотрите формулу и рисунок Распределение концентрации в однофазной зоне) и удаление элемента с поверхности.
Как правило, требуется сквозное удаление вредных примесей (по всему объему, а не только в поверхностных слоях). Примером является обезводороживание титановых сплавов при нагреве в вакууме для предотвращения водородной хрупкости и повышения ударной вязкости. Обезводороживание проводят при 670 — 700 °С в течение 2 — 6 ч при давлении не более 10—4 мм рт. ст.
Для комплексного удаления примесей внедрения из тугоплавких металлов их нагревают в вакууме.
В промышленности давно применяют сквозное обезуглероживание трансформаторной стали отжигом листов в водороде.
Иногда для изменения свойств поверхностного слоя используют несквозное удаление одного из основных компонентов сплава.
Процессы химико-термической обработки благодаря неисчерпаемому разнообразию химически активных сред и богатым возможностям изменения свойств поверхностных слоев и всего объема изделий широко используют в промышленности. Они быстро развиваются, завоевывая новые области применения.
«Теория термической обработки металлов»,И.И.Новиков
Азотирование стальных изделий проводят в аммиаке, который при нагревании диссоциирует, поставляя активный атомарный азот: В системе Fe — N при температурах азотирование могут образовываться следующие фазы: α-раствор азота в железе (азотистый феррит), γ-раствор азота в железе (азотистый аустенит), промежуточная γ-фаза переменного состава с г. ц. к. решеткой (ей приписывают формулу Fe4N) и промежуточная ε-фаза с…
В промышленности применяют множество способов химико-термической обработки, различающихся диффундирующими элементами, типом и составом внешней среды, химизмом процессов в ней, техникой исполнения и другими признаками. В зависимости от агрегатного состояния внешней среды, в которую помещают обрабатываемое изделие, различают химико-термическую обработку в твердой, жидкой и газовой средах. Атомы диффундирующего элемента поступают из твердого вещества в местах прямого…
Поверхностное насыщение стали углеродом и азотом или совместно этими элементами — наиболее широко используемые процессы химико-термической обработки. Углерод и азот растворяются в железе по способу внедрения и поэтому могут быстро диффундировать на значительную глубину. Активные среды, содержащие эти элементы, дешевы, а фазы, образующиеся с участием углерода и азота в процессе насыщения или при последующей термообработке,…
Диффузионную зону на шлифе можно выявить травлением благодаря измененному химическому составу поверхностного слоя. В однофазной зоне концентрация плавно изменяется от поверхности в глубь изделия (смотрите рисунок Распределение концентрации в однофазной зоне), и поэтому под микроскопом граница такой зоны размыта или чаще вообще не выявляется. Если диффузия сопровождается фазовыми превращениями, то строение диффузионной зоны резко отличается…
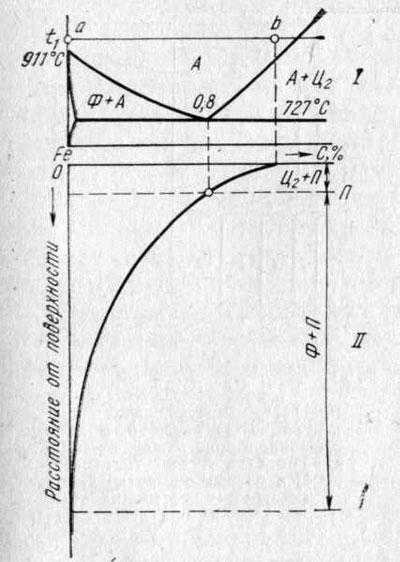
В однофазной диффузионной зоне при охлаждении изделия с температуры химико-термической обработки могут протекать фазовые превращения: полиморфное превращение твердого раствора, эвтектоидное превращение, выделение избыточной фазы и др. Допустим, что во время науглероживания железа при температуре t1 (выше 911 °С) концентрация углерода на поверхности изделия возрастает от точки а (чистое железо) до точки b, не достигая границы…
www.ktovdome.ru
Сталь алитирование - Справочник химика 21
Хорошая устойчивость к сероводородной коррозии достигается путем алитирования углеродистой и хромистой (с 7% Сг) стали из расплава. [c.87]Диффузионное насыщение поверхности стали алюминием применяют в основном для повышения жаростойкости стали, в окислительных и особенно в сероводородсодержащих средах. Алитированная сталь при температурах 500—600 °С успешно конкурирует с хромоникелевой нержавеющей сталью типа 18—8 в средах, содержащих сероводород. На выносливость стали алитирование влияет по-разному в зависимости от толщины слоя. Так, порошковое алитирование на глубину 0,1—0,2 мм резко снижает предел выносливости стали и практически не влияет на коррозионную усталость. Алитирование на глубину 0,04—0,05 мм незначительно влияет на предел выносливости стали и более чем в 2 раза повышает условный предел коррозионной усталости. Алитирован-ный слой также понижает влияние концентраторов напряжений, особенно в коррозионной среде. [c.88]
Углеродистая сталь алитированная. .........................500—600 [c.194]Металлизация применяется также для повышения жаростойкости сталей алитированием (цементационные ящики, кожухи термопар и др.), для нанесения декоративных покрытий, защиты изделий от науглероживания при цементация и др. [c.600]
Чистый алюминий используется для плакирования стали с целью повышения ее стойкости к коррозии. Для этой цели применяется также алитирование — насыщение поверхности стали алюминием на глубину 0,02—1,2 мм, в результате чего создается плотная н прочная антикоррозийная пленка. [c.259]
Алитирование. Процесс алитирования заключается в насыщении поверхности стальных деталей алюминием. При алитировании детали упаковывают в ящики со смесью, состоящей из 48% алюминия, 48% окиси алюминия и 2% нашатыря, затем выдерживают от 5 до 15 час. при температуре от 900 до 1050° С. Насыщенная алюминием поверхность стали имеет высокую жароупорность. [c.30]
Важной областью применения А1 является использование его для насыщения (алитирования) поверхности изделий из железа и стали, для придания им жаропрочности и предохранения от коррозии. Наибольшую ценность в этом отношении имеет А1 высокой степени чистоты. [c.281]
Горячее алитирование применяют при производстве стальной ленты непрерывным способом. Алитированная сталь обладает коррозионной стойкостью алюминия и прочностью стального листа. Поверхность алитированных листов — матовая серебристая. Тол- [c.79]
Диффузионное алитирование мелких предметов проводят аналогичным способом, но при температуре около 1000° С. Покрытия, помимо сказанного, стойки к продуктам сгорания при высоких температурах. Диффузионное алитирование труб или предметов больших размеров проводят следующим образом. Прежде всего поверхность изделия очищают (лучше струйной обработкой), напыляют слой алюминия и несколько слоев жидкого стекла, а затем выдерживают при температуре 900—1050° С в течение 2—4 ч. Жидкое стекло образует защитный слой, под которым протекает диффузия алюминия в сталь. Трубы с такими покрытиями применяют в обменных аппаратах, предназначенных для работы в среде двуокиси серы, сероводорода, продуктов сгорания и т. д. [c.83]
На рис. 79 показано влияние продолжительности и температуры алитировання на толщину алитированного слоя стали марки 10, а на рис. 80 — распределение концентрации алюминия в железе по глубине слоя после алитировання в порошкообразной смеси. [c.121]
Основными мерами борьбы против коррозии в неэлектролитах является использование коррозионностойких материалов, например нержавеющих и алитированных сталей и др. В боль-щинстве случаев в нефти имеет место и электрохимический коррозионный процесс, что дает возможность применять ингибиторы и протекторную защиту. [c.15]
В — при 600°С в горячих газах, содержащих 8О2 и пары воды. Алитирование предохраняет сталь от коррозии в горячих газах, содержащих Ъ% 80г. [c.409]
К числу таких покрытий на углеродистых и легированных сталях относятся покрытия на основе алюминия, кадмия, цинка. Ц1широко применяют в различных отраслях техники, так как он надежно защищает металлические изделия от коррозии и коррозионно-механического разрушения. Алитирование же как способ антикоррозионной защиты пока не нашло достаточного распространения, хотя в ряде агрессивных сред, особенно содержащих сернистые соединения, оно эффективнее цинкования. [c.184]
Нами изучено влияние диффузионного цинкования и различных методов алитирования на сопротивление коррозионной усталости углеродистых сталей. [c.184]
Стационарный потенциал алитированных сталей равен —(915 920) мВ (см. рис. 100), т.е. на 350—370 мВ отрицательнее, чем у сТалей без покрытия. Однако через 4 сут испытаний потенциал стали 20 смещается в положительную сторону, примерно до —540 мВ. Сдвиг потенциала алитированной стали 45 происходит с меньшей интенсивностью и после 12 сут достигает (-680) -ь (-690 мВ). Причина смещения потенциалов — интенсивное растворение слоя алюминия. Однако сталь остается защищенной от воздействия среды слоем интерметаллида, потенциал которого более положительный, чем у сталей, и составляет —(530—540) мВ. Таким образом, защитные слои, получаемые при жидкостном алитировании, функционируют сначала в качестве анодного, а затем катодного покрытия. [c.187]
В условиях коррозионной усталости при высоких уровнях циклического напряжения характер изменения электродного потенциала и кинетики разрушения алитированных сталей подобны наблюдаемым у оцинкованных. При нагружении алитированных образцов более низкими циклическими нагрузками происходит интенсивное коррозионно-усталостное разрушение слоя алюминия и в дальнейшем интерметаллидный слой и сталь находятся в условиях катодной защиты в результате анодного растворения слоя алюминия. После смещения потенциалов образцов до (-54) (—550 мВ) в результате полного растворения слоя алюминия разрушение возникающей системы интерметаллидный слой - сталь протекает аналогично разрушению сталей с катодными покрытиями. [c.187]
Диффузионное хромирование протекает медленнее, чем алитирование. На поверхности изделия образуется не только химически стойкий, но и прочный при высоких температурах слой из сложных карбидов. Для хромирования применяют смесь, состоящую из 60% порошка металлического хрома, 36% глинозема или каолина и 4% нашатыря, в которую помещают хромируемую деталь. Процесс ведут при температуре около 1 000° С. За 25—30 ч на поверхности детали из малоуглеродистой стали образуется хромированный слой толщиной от 0,05 до 0,1 мм. [c.70]
Основными способами защиты от газовой коррозии являются легирование металлов, создание защитных покрытий и замена агрессивной газовой среды. Для изготовления аппаратуры, подвергающейся действию коррозионно-активных газов, применяют жаростойкие сплавы. Для придания жаростойкости стали и чугуну в их состав вводят хром, кремний, алюминий применяются также сплавы на основе никеля или кобальта. Защита от газовой коррозии осуществляется, кроме того, насыщением в горячем состоянии поверхности изделия некоторыми металлами, обладающими защитным действием. К таким металлам принадлежат алюминий и хром. Защитное действие этих металлов обусловлено образованием на их поверхности весьма тонкой, но прочной оксидной пленки, препятствующей взаимодействию металла с окружающей средой. В случае алюминия этот метод носит название алитирования, в случае хрома — термохромирования. Для защиты используют и неметаллические покрытия, изготовленные из керамических и керамико-металлических (керметы) материалов. [c.687]
Для повышения стойкости против окисления углеродистых печных труб рекомендуется их алитировать. По данным трубного института стойкость алитированных труб против окисления по сравнению с трубами углеродистой стали без покрытия выше до 800° в 30—50 раз, до 900° — в 10 раз, до 1000° — в 5 раз. [c.423]
Для получения 1 кг ЫН методом Р. Альберта и И. Махе [3] применяют сосуд из малоуглеродистой стали, защищенный снаружи от непосредственного действия пламени манжетой из алитированной стали. Верхнюю часть сосуда и его плоскую крышку, укрепленную с помощью резинового кольца, охлаждают водой. Сосуд снабжен боковыми трубками для пропускания водорода, присоединения к вакуумной системе и введения термопары. Внутри сосуда находятся два цилиндрических тигля, из которых один плотно входит в другой, [c.35]
Подобно алитированию при нагреве стальных изделий в соответствующих порошкообразных смесях производят хромирование и силицирование стали. При хромировании (при 1050—1150° С) поверхностный слой стали насыщается хромом, в результате чего у низкоуглеродистых сталей повышаются антикоррозийные свойства, а у высокоуглеродистых сталей повышается также твердость и стойкость против истирания. При силицировании (при 1100— 1200° С) происходит насыщение поверхностного слоя кремнием, благодаря чему повышается кислотостойкость стали. [c.294]
На основе А. методом порошковой металлургии созданы спеченные алюминиевые сплавы, отличающиеся высокой жаропрочностью. А. используют для раскисления стали, получения некоторых металлов методом алюмотермии, взрывчатых веществ, а также в композиционных материалах на различной основе. См. также Алюминиевая бронза. Алюминиевая латунь. Алюминиевый чугун, Алюми-нирование, Алитирование. [c.66]
Алитирование хромистых сталей позволяет значительно расширить область их применения при повышенных температурах в агрессивных средах, содержащих сероводород. Коррозионная стойкость алитированных 3%-ных хромистых сталей в чистом сероводороде при 500—550 °С выше коррозионной стойкости стали 12Х18Н10Т. Для изготовления трубчатых змеевиков печей, а также для коммуникационных трубопроводов и пучков трубчатых теплообменников в США и некоторых других странах на установках гидроочисткн нефтепродуктов используют в промышленном или опытном масштабе алитированные трубы из стали 15Х5М взамен труб из дорогой стали типа 18—8. Опыт подтверждает целесообразность такой замены материала. [c.27]
Исследования водородопроницаемости при повьипенных температурах стали марки 12Х18Н9Т с алитированными, борированными, хромированными слоями показали, что эти покрытия - эффективный барьер потоку водорода. Для стали с алитированным покрытием толщиной 90 мкм температурная зависимость водородопроницаемости в интервале 800-550 °С линейна, энергия активации на этом участке составляет Ер = 158 кДж/моль, что несколько выше, чем у непокрытой стали ( р = 122 кДж/моль), водородопроницаемость снижается почти в 5 раз. У борированных образцов с толщиной слоя 80 мкм наблюдается снижение водородопронииэемости в 13 раз при температуре 800 °С и в 70 раз при температуре 400°С энергия активации "р = 168 кДж/моль. [c.64]
Для повышения надежности работы трубчатых печей в условиях повышенной ванадиевосернистой коррозии рекомендуется крепление радиантных труб и конвекционной решетки выполнять из сталей 25Х23Н7СЛ с предварительным алитированием. Кроме того, значительное снижение ванадиевосернистой коррозии может быть достигнуто по ачей в газовый поток доломитовой пыли или введением в мазут присадки ВТИ-4ст (39]. По данным Всесоюзного теплотехнического научно-исследовательского института им. Ф. Э. Дзержинского, введение присадки ВТИ-4ст позволяет [c.216]
Диффузионные покрытия (алитирование) получают барабанной обработкой в атмосфере водорода при температуре около 1000 °С в смеси алюминиевого порошка, AljOa и небольшого количества Nh5 1. Получается поверхностный сплав алюминия с железом, который обеспечивает стойкость как к высокотемпературному окислению на воздухе (до 850—950 °С), так и к коррозии в серу-содержащей атмосфере (например, при очистке нефти). Диффузионные алюминиевые покрытия на стали обычно не обеспечивают [c.242]
При термодиффузионном способе нанесения покрытия изделие помещают в смесь, содержащую порошок металла покрытия. При повышенной температуре происходит диффузия наносимого металла в основной металл. Таким путем получают покрытия алюминием (алитирование) и цинком. Иногда покрытия наносят при реакциях в газовой фазе. Например, при пропускании парообразного СгСЬ над поверхностью стали при 1000 °С образуется поверхностный сплав Сг—Ре, содержащий до [c.236]
Покрытие наносят в герметически закрытом контейнере. Очи-щенные металлические изделия погружают в порошок, содержащий металл покрытия. В течение нескольких часов контейнер нагревается при температуре, близкой (но меньшей) точке плавления металла. Цинковые покрытия, нанесенные на сталь, называются шерадизационными. Диффузионный слой представляет собой сплав, содержащий 8—9% железа в цинке. Алюминиевые покрытия на стали или меди называют алитиро-ванными. На них образуется окись алюминия во всех поверхностных слоях с содержанием алюминия более 8%. Эта окисная пленка обеспечивает высокую сопротивляемость действию коррозии, но сильно охрупчивает поверхностные слои, поэтому после алитирования необходимо подвергнуть изделие отжигу. [c.105]
Диффузионное алюминирование (алитирование). Алитиро-ванные нелегированные стали широко применяются вместо термоустойчивых высоколегированных сталей. [c.106]
Длительные испытания труб с различными диффузионными покрытиями — борирование, алитирование и хромоалитирова-ние — показали, что они не вызывают повышения коррозионной стойкости труб из стали 12Х1МФ при эксплуатации в нижней радиационной части и в пароперегревателе парогенераторов. Указанный результат получен в парогенераторах с различными видами топлива сернистый мазут, антрацитовый штыб и эстонский сланец. [c.245]
Жидкостное алитирование или, как его называют, алюминирование не оказало заметного влияния на предел выносливости образцов из стали 45 в воздухе и увеличило условный предел коррозионной выносливости образцов в 3 %-ном растворе Na I с 50 до 160 МПа. Аналогичное повыше- [c.185]
В практике 3. от к. широко применяют поверхностное легирование недорогих сплавов, имеющих хорошие мех. характеристики. Повер.хностный слой обычной стали можно превратить в сплав с высокой коррозионной стойкостью путем нагрева в порошкообразной шихте, содержащей Zn (диффузионное цинкование). А1 (алитирование) нли Сг (хромирование), иногда со спец. активирующими добавками. Можно также п 1акнровать дешевый малостойкий материал тонким слоем более коррозионностойкого, напр, путем совместной горячей прокатки двух листов до нужной толщины образчюшегося биметалла . [c.165]
По характеру изменения хим. состава обрабатываемого изделия л.-т. о, можно разделить на диффузионное насыщение неметаллами или металлами и диффузионное удаление элементов (чаще всего углерода в слабоокислит. среде или водорода в вакууме). Разновидности Х.-т. о. цементация- насыщение гл. обр. стальных изделий углеродом азотирование - насыщение азотом стали, сплавов на основе Ti и тугоплавких металлов оксидирование-окисление поверхностных слоев алюминиевых и магниевых сплавов цианирование и нитроцементация -одновременное насыщение углеродом и азотом стальных (чудных) изделий соотв. из расплава солей и газовой фазы борирование - насыщение бором изделий из стали, сплавов на основе Ni, Со и тугоплавких меташюв силициро-вание - насыщение кремнием алитирование - насыщение алюминием гл. обр. сталей, реже чугунов и сплавов на основе Ni и Со хром ирование и цинкование-насыщение стали соотв. хромом и цинком меднение-насыщение медью изделий из стали. Из всех видов Х.-т. о. наиб, широко используют насыщение стали углеродом и азотом. Углерод и азот быстро диффундируют в железо, образуя при этом твердые р-ры, карбидные и нитридные фазы, резко отличающиеся по физ.-хим. св-вам от железа. [c.230]
Диффузионное насыщение стали алюминием является одним из самых надежных способов защиты от действия кислорода при высоких температурах. Алитированые изделия могут использоваться вместо жаростойких сталей. [c.277]
Для защиты сталей от окисления используются термодиффузиоыные способы упрочнения поверхности металлов (хромирование, алитирование, силицирова-ние) [50]. [c.138]
chem21.info