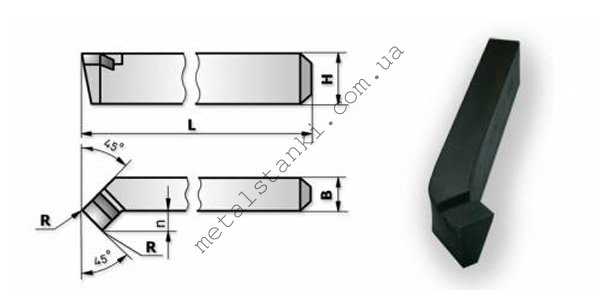
Подрезной резец: виды и основные размеры. Резец подрезной прямой
Резец подрезной
Оглавление
Виды подрезных резцовОсновные размерыГеометрия подрезного резцаВыбор подрезного резцаРежимы резанияМаркировкаРезец подрезной является одним из основных видов токарных инструментов, которые используются для обработки изделий. Он имеет криволинейный профиль передней поверхности. Благодаря такой особенности конструкции стружка при работе завивается, что облегчает ее уборку. Также здесь присутствует фаска, которая упрочняет режущую кромку. Токарные подрезные резцы могут использоваться для выполнения фасок, точения наружных поверхностей, торцевания деталей или заготовок и так далее. Нередко эти изделия применяются для черновой обработки, когда после них еще до конечного этапа приходится выполнить еще несколько операций.
Для изделий из быстрорежущей стали соответствует ГОСТ 18871-73, а для резцов из твердосплавных материалов – ГОСТ 18880-73. Разница в материале изготовлении несколько расширяет сферу применения, так как появляется возможность работать с заготовками из различных материалов. Чаще всего они используются при изготовлении деталей из заготовок. Для процесса обработки используется продольная и поперечная подача станка. Резец токарный подрезной торцевой, в основном, предназначается для выполнения простых операций по стачиванию лишних элементов. Во многих токарных мастерских резец подрезной является одним из основных инструментов, так как обработка торцов требуется во многих заготовках при изготовлении.

фото:резец токарный подрезной отогнутый
Несмотря на то, что данные изделия применяются для одного из самых простых видов работ, здесь имеется несколько разновидностей, которые влияют на принцип работы. Резец подрезной прямой не имеет каких-либо изгибов и его использую в тех случаях, когда нужно обточить лишние части на детали. Его применяют для грубой обработки, когда нужно снимать большую часть, что нередко совершается за несколько проходов.
Помимо этого встречается еще резец подрезной погнутый. Им можно совершать все те же операции, но уже с более сложными формами изделий. Изогнутая форма дает возможность дойти до труднодоступных мест, которые идут в средине детали и так далее. Данный тип также не всегда используется для чистовой обработки, причем многое зависит от параметров самого резца, так как толщина и вид материала влияют на способ работы.
Резец токарный подрезной торцевой упорный рекомендуется использовать для точения изделий, материал которых обладает слабой жесткостью. Его применяют для обточки ступенчатых поверхностей и подрезки бортиков.
Вышеуказанные типы могут изготавливаться как из быстрорежущей стали, и тогда их используют для работы с относительно небольшими размерами заготовок. Даже в случае если нужно снимать большой слой металла, то рекомендуется делать несколько проходов. Здесь же есть ограничения по работе с заготовками из прочного металла, так как сама быстрорежущая сталь не является очень прочной и какая бы заточка не была, при работе с калеными изделиями, бронзой и так далее, они просто быстро затупятся.
Резец подрезной из твердосплавными вставками хоть и является более дорогостоящим, но при этом может работать с любыми заготовками.
Основные размеры
| 12 | 12 | 50 | ВК8 |
| 16 | 10 | 100 | ВК8 |
| 16 | 12 | 100 | ВК8 |
| 20 | 12 | 120 | Т5К10 |
| 20 | 16 | 120 | Т5К10 |
| 25 | 16 | 140 | Т15К6 |
| 25 | 20 | 170 | ВК8 |
| 32 | 20 | 170 | Т5К10 |
| 40 | 32 | 260 | Т15К6 |
Здесь в основном встречаются такие материалы изготовления, как два сорта твердосплавной стали и одна быстрорежущая.
Геометрия подрезного резца
Вне зависимости от типа и изгиба инструмента, резец подрезной имеет очень схожую геометрию и состоит из одних и тех же составных частей:
- Головка – основная рабочая часть, которая выполнена из стальной пластины.
- Стержень или тело – выполняется из обыкновенной стали и служит только для крепления в станке.
- Опорная поверхность – с ее помощью закрепляется резец в держателе станка.
- Передняя поверхность – именно через нее происходит откат стружки с поверхности заготовки.
- Главная режущая кромка – она разрезает материал.
- Вспомогательная кромка – образует вершину резца на пересечении с главной режущей кромкой.
- Вершина лезвия – ею является точка соприкосновения режущего инструмента и заготовки.
- Главная задняя поверхность – поддерживает пластину.
- Вспомогательная задняя поверхность – позволяет режущему инструменту свободно передвигаться по поверхности, которая подвергается обработке.
Выбор подрезного резца
Когда вы выбираете инструмент, то необходимо учитывать несколько основных рекомендаций. В первую очередь следует определиться, с какими металлами будет взаимодействие, так как обрабатываемая деталь всегда должна быть менее жесткой, чем материал резца. Это следует выяснять путем сравнения марок стали, из которых они состоят.
Чтобы подобрать инструмент по геометрическим параметрам и классифицирующим признакам, следует сначала определиться, что является более важным, качество обрабатываемой поверхности или точность геометрических размеров. Износостойкость материала напрямую зависит от его жесткости.
«Совет профессионалов! Несмотря на высокую стоимость жестких твердосплавных резцов, для ежедневной многочасовой работы стоит выбирать именно их, так как они будут изнашиваться намного дольше.»
Режимы резания
Когда используется резец подрезной ВК8, то процесс подрезания уступов и торцов совершается при помощи продольной и поперечной передачи, как и при работе с цилиндрическими поверхностями. Черновая обработка происходит при поперечной подаче в пределах от 0,3 до 0,7 мм за один оборот, а глубина резания идет на 2-5 мм. Для чистовой обработки эти параметры составляют от 0,1 до 0,3 мм за один оборот и до 1 мм глубины соответственно.
Маркировка
В маркировке, как правило, указывают марку стали, используемую в режущей поверхности. К примеру, резец подрезной Т15К6, который принадлежит к титановольфрамовой группе, означает следующее:
- Т15 – содержание карбида титана 15%;
- К6 – содержание кобальта 6%.
phenomtechno.ru
ГОСТ 18889-73 Резцы строгальные подрезные прямые и изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры (с Изменением N 1), ГОСТ от 12 июня 1973 года №18889-73
ГОСТ 18889-73*
Группа Г232174-05002175-0700
Дата введения 1974-07-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 июня 1973 г. N 1440 срок введения установлен с 01.07.74ПРОВЕРЕН в 1980 г. Постановлением Госстандарта СССР от 23.01.81 N 224 ограничение срока действия отмененоВЗАМЕН ГОСТ 10045-62 в части типов III и IV, МН 687-64; МН 688-64* ПЕРЕИЗДАНИЕ (июль 1988 г.) с Изменением N 1, утвержденным в январе 1981 г. (ИУС 4-81).
1. Настоящий стандарт распространяется на подрезные строгальные резцы прямые и изогнутые с пластинами из быстрорежущей стали.В стандарте учтены требования стандарта ИСО 241-75.(Измененная редакция, Изм. N 1).
2. Резцы должны изготовлять двух типов:
1 - подрезные прямые;
2 - подрезные изогнутые.
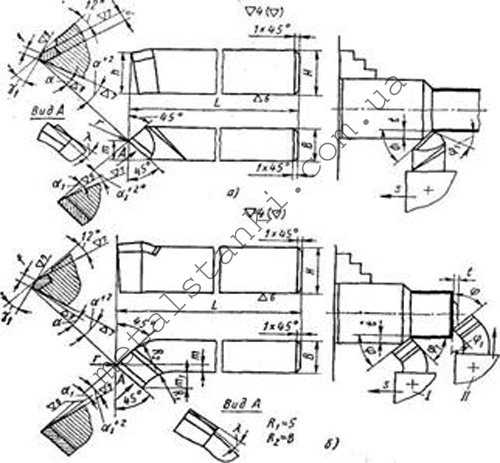
3. Конструкция и размеры резцов должны соответствовать указанным на чертеже 1, 2 и в табл.1, 2. (Измененная редакция, Изм. N 1).
4. Элементы конструкции и геометрические параметры резцов указаны в приложении.
5. Форма заточки передней поверхности и доводка режущей части - по приложению 2 к ГОСТ 18868-73.
6. Технические требования - по ГОСТ 10047-62.
7. Маркировать - по ГОСТ 10047-62 с добавлением обозначения резца.
Черт.1. Конструкция и размеры резцов. Тип 1
Тип 1
Форма пластины - 43 по ГОСТ 2379-77.
Черт.1
Таблица 1
Размеры, мм
Резцы | Сечение резца | |||||
Правые | Левые | |||||
Обозначение | Применяемость | Обозначение | Применяемость | |||
2174-0501 | 2174-0502 | 20х12 | 170 | 6,0 | ||
2174-0503 | 2174-0504 | 25х16 | 200 | 8,0 | ||
2174-0505 | 2174-0506 | 32х20 | 250 | 10,0 | ||
2174-0507 | 2174-0508 | 40х25 | 300 | 12,5 | ||
2174-0509 | 2174-0510 | 50х32 | 350 | 16,0 | ||
2174-0511 | 2174-0512 | 63х40 | 450 | 20,0 | ||
Пример условного обозначения резца типа 1, сечением 40х25 мм, правого:
Резец 2174-0507 ГОСТ 18889-73
Черт.2. Конструкция и размеры резцов. Тип 2
Тип 2
Форма пластины - 43 по ГОСТ 2379-77.
Черт.2
Таблица 2
Размеры, мм
Резцы | Сечение резца | ||||||
Правые | Левые | ||||||
Обозначение | Применяемость | Обозначение | Применяемость | ||||
2175-0701 | 2175-0702 | 20х12 | 190 | 40 | 6,0 | ||
2175-0704 | 25х16 | 220 | 50 | 8,0 | |||
2175-0705 | 2175-0706 | 32х20 | 280 | 63 | 10,0 | ||
2175-0707 | 2175-0708 | 40х25 | 340 | 80 | 12,5 | ||
2175-0709 | 2175-0710 | 50х32 | 400 | 100 | 16,0 | ||
2175-0711 | 2175-0712 | 63х40 | 500 | 125 | 20,0 | ||
Пример условного обозначения резца типа 2, сечением 40х25 мм, правого:
Резец 2175-0707 ГОСТ 18889-73
ПРИЛОЖЕНИЕ (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
ПРИЛОЖЕНИЕ Рекомендуемое
Черт.1. Тип 1
Тип 1
Черт.1
Таблица 1
Размеры, мм
Сечение резца | Номера пластин по ГОСТ 2379-77 | |||
Правые | Левые | |||
20х12 | 8 | 14,5 | 4303 | 4304 |
25х16 | 10 | 18,5 | 4305 | 4306 |
32х20 | 13 | 23,5 | 4307 | 4308 |
40х25 | 16 | 29,0 | 4309 | 4310 |
50х32 | 20 | 37,5 | 4311 | 4312 |
63х40 | 24 | 46,5 | 4313 | 4314 |
Черт.2. Тип 2
Тип 2
Черт.2
Таблица 2
Размеры, мм
Сечение резца | Номера пластин по ГОСТ 2379-77 | ||||||
Правые | Левые | ||||||
20х12 | 40 | 11 | 25 | 8 | 5,5 | 4303 | 4304 |
25х16 | 50 | 15 | 30 | 10 | 6,5 | 4305 | 4306 |
32х20 | 63 | 20 | 37 | 13 | 8,5 | 4307 | 4308 |
40х25 | 80 | 27 | 45 | 16 | 11,0 | 4309 | 4310 |
50х32 | 100 | 35 | 55 | 20 | 13,0 | 4311 | 4312 |
63х40 | 125 | 43 | 68 | 24 | 17,5 | 4313 | 4314 |
(Измененная редакция, Изм. N 1).
Текст документа сверен по:официальное изданиеРезцы строгальные с пластинамииз быстрорежущей стали.Конструкция и размеры.ГОСТ 18887-73-ГОСТ 18890-73: Сб. ГОСТов. - М.: Издательство стандартов, 1991
docs.cntd.ru
Подрезной резец: виды и основные размеры
Домашний уют 25 октября 2017Основными инструментами для обработки заготовок на токарных станках являются резцы. С их помощью можно отделить необходимый слой материала от любой цилиндрической детали, чтобы придать ей требуемый размер.
Для чего используется токарный подрезной резец?

Всего существует 8 видов резцов: проходной, расточной, отрезной, прорезной, фасочный, фасонный и подрезной. Каждый из них используется в конкретных операциях. Например, отрезные резцы предназначены для отделения готовых изделий от заготовок, а расточные - для растачивания отверстий или создания внутренних фасок. Но подрезной резец имеет более широкое применение. Едва ли не каждая основная операция на токарном станке выполняется с использованием этого инструмента. С его помощью можно подрезать уступы под прямым или острым углом, создать наружные фаски, проточить торец и любую другую наружную поверхность цилиндрической детали. Таким образом, он является одним из самых важных инструментов, так как непосредственно влияет на первоначальное формирование готового изделия.
Виды подрезных резцов
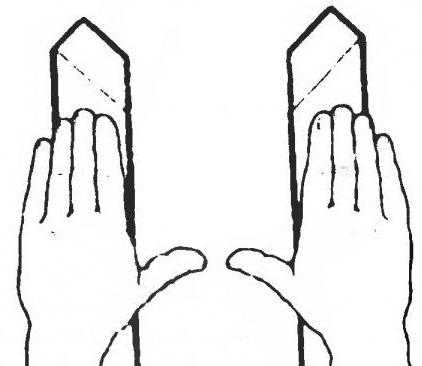
Во-первых, в зависимости от направления подачи, подрезные резцы бывают левые и правые. Определить вид по этому принципу довольно легко, стоит лишь приложить ладонь на инструмент и посмотреть, в какую сторону указывает большой палец. Если направление большого пальца влево – это левый, а вправо – правый резец.
Во-вторых, в зависимости от особенностей конструкции, существуют:
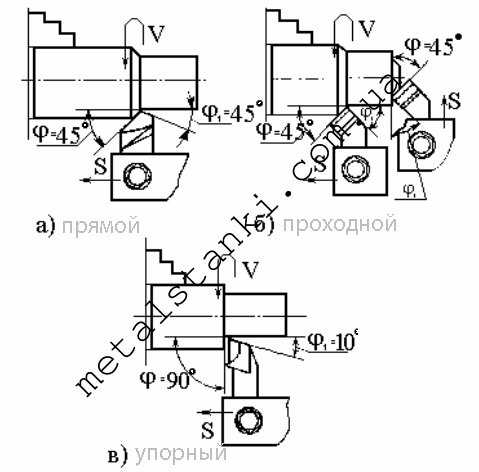
- Резец подрезной отогнутый. Он имеет режущие кромки, наклоненные в одну из сторон от оси державки.
- Резец подрезной прямой. Он имеет режущие кромки, параллельные оси державки.
- Резец подрезной торцевой (или упорный). Этот инструмент так же имеет режущие кромки, что параллельны оси державки, но расположенные под меньшим углом.
В-третьих, существует классификация резцов по способу изготовления. В зависимости от этого, они бывают двух видов:
- Цельные – инструменты, державка и головка которых созданы из одного и того же материала.
- Составные – инструменты, составные части которых изготовлены из разных материалов. Например, державка создана из твердого сплава Т10К5, а режущая пластина, расположенная на головке, из быстрорежущей стали Р9.
Видео по теме
Выбор резца для обработки детали

Прежде чем выбрать подрезной резец для обработки, нужно определиться с некоторыми особенностями:
- Во-первых, необходимо учесть материал режущей пластины инструмента. Резец должен быть более жестким, чем сама заготовка.
- Во-вторых, нужно учесть геометрию и конструкцию резца.
Эти два параметры повлияют на дальнейший выбор значений подачи и скорости резания, а также на его стойкость, т. е. продолжительность непрерывной работы до того момента, пока режущие кромки не затупятся.
Элементы резца и их размеры
Подрезной резец состоит из двух элементов:
- Державки (стержня) – основная часть резца, которая дает возможность установить инструмент на станке.
- Головки или же рабочей части, которой, собственно, и выполняется обработка детали. Головка состоит из нескольких поверхностей: передней (по которой отводиться стружка), главной задней (которая поддерживает режущую пластину) и вспомогательной задней (позволяет инструменту передвигаться по обрабатываемой поверхности). Помимо этого, на ней расположены две режущие кромки – главная и вспомогательная, которые отвечают за выполнение основных токарных операций.
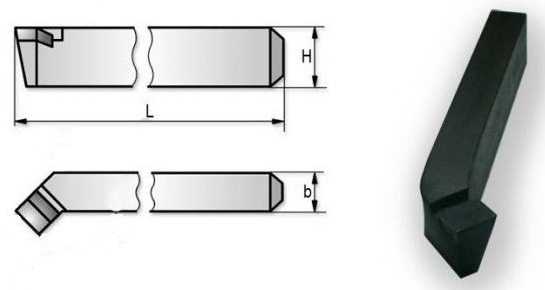
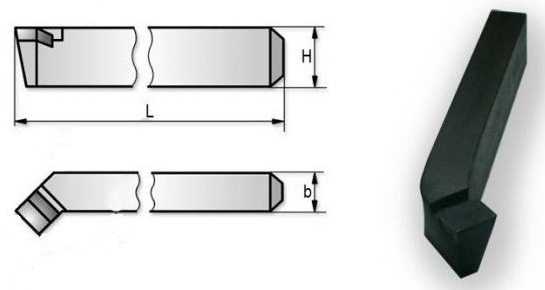
В зависимости от габаритов резцедержателя станка и обрабатываемой заготовки, державки и головки инструментов изготовляют различных размеров. Основные размеры инструмента на примере токарного правого подрезного торцового резца приведены в таблице ниже.
Длина, L | Ширина, b | Высота, H | Угол врезки пластин |
100 мм | 10 мм | 16 мм | 15° |
120 мм | 12 мм | 20 мм | |
140 мм | 16 мм | 25 мм | |
170 мм | 20 мм | 32 мм | |
200 мм | 25 мм | 40 мм |
Маркировка
Как правило, многие токари, которые выбирают инструмент для обработки детали, сразу обращают внимание на маркировку и не зря, ведь именно в ней указана марка стали, используемая для создания режущих пластин. Например, резец подрезной упорный Т5К10 имеет твердосплавную пластину, которая относится к титан-вольфрамовой группе сплавов, содержащей карбиды титана и кобальт. Такой инструмент может подойти только для чернового точения заготовок из углеродистых и легированных сталей на низких скоростях и при низкой температуре нагревания.

В иных случаях придется выбирать резцы из быстрорежущей стали. Они дольше работают на высоких скоростях и менее склонны к смягчению при нагреве в более чем 200 °C.
Материалы, использующиеся для создания режущей пластины

Как уже известно, подрезной резец состоит из двух частей: державки и головки. Оба эти элемента важны для инструмента и каждый из них выполняет свою функцию. Например, державка, которая крепится в резцедержателе, должна быть твердой, стойкой к износу и ударам, а режущая пластина обязана не нагреваться при высокой температуре. Именно поэтому в большинстве случаев обе части резца делают из различных материалов. К тому же это позволяет сэкономить на производстве самого инструмента, что значительно влияет на снижение итоговой цены.
Таким образом, режущие пластины выполняются из быстрорежущей стали или твердых сплавов с добавлением кобальта, ведь, как известно, этот материал стойкий к износу и отлично работает при высоких температурах. Популярными материалами для изготовления режущих пластин резцов являются быстрорежущие стали (Р9К5, Р9К5Ф2) и твердые сплавы (Т5К10, Т5К6).
Если необходимо обрабатывать более мягкие сплавы железа, например, чугун, тогда рекомендуется выбирать резец, режущая пластина которого состоит не только из кобальта, но и из вольфрама. К таковым относятся марки ВК6, ВК8, ВК10, ВК3М и ВК6В.
Список актуальных ГОСТов
Ввиду различий в конструкции, размерах и геометрии, многие не могут правильно подобрать резец подрезной. ГОСТ должен избавить от этих трудностей. В стандарте имеется вся необходимая информация о токарных инструментах, их конструкции, геометрических параметрах и других не менее важных особенностях, которые пригодятся при расчете режимов резания и выборе резца.
Всего есть 4 государственных стандарта, в которых упоминаются токарные подрезные резцы:
- ГОСТ 18880-73 (переиздание с изм. 2003 г.). В стандарте изложена краткая информация об основных обозначениях, конструкции, геометрических параметрах и размерах подрезных отогнутых резцов, имеющих напаянные режущие пластины из твердого сплава.
- ГОСТ 18871-73 (переиздание с изм. 2003 г.). В стандарте имеется необходимая информация о конструкции и размерах токарных подрезных резцов с напаянными пластинами из быстрорежущей стали.
- ГОСТ 28980-91 (переиздание с изм. 2004 г.). Говорится о проходных и подрезных резцах со сменными твердосплавными пластинами.
- ГОСТ 29132-91 (переиздание с изм. 2004 г.) Имеется информация о проходных и подрезных резцах со сменными многогранными пластинами, которые применяются в производстве вместе со специальным приспособлением, копиром.
Обычное явление, когда, будучи обладателем какого-либо растения, мы не знаем его точной родовой или видовой принадлежности. И это очень часто могут быть именно суккуленты, названия которых подчас трудно выговариваемы....
Домашний уют Вилка электрическая. Виды и основные параметрыЭлектротовары стали уже незаменимы в повседневном использовании. Именно поэтому ...
Здоровье Сигареты «Море»: описание товара, его виды и основные характеристикиСигареты «Море» – это продукт известной американской компании R.J. Reynolds Tobacco Company, которая по величине занимает второе место у себя в стране. За те годы, что товар находится на рынке, он пр...
Здоровье Ширма медицинская: история происхождения, внешний вид и основные функцииШирма медицинская присутствует практически во всех кабинетах поликлиник и больниц. О том, как именно она выглядит и какие функции выполняет, мы расскажем чуть далее.История происхождения
Здоровье Расстройства мышления, виды и основные характеристики нарушения мыслительной деятельностиМышление – это в первую очередь некая деятельность, которая опирается на систему понятий, имеет направленность на решение каких-либо задач, подчиняется целям, учитывая условия, в которых та или иная задача осуще...
Новости и общество Типология политических партий: виды и основные характеристикиТипология политических партий позволяет осмыслить их роль в общественной жизни и политике в целом. В современной политологии широкое распространение получило деление на основе классовой и социальной основы. ...
Новости и общество Морфология культуры: виды и основные ценностиМорфология культуры – это область культурологии, предметом изучения которой являются типичные формы культуры, которые характеризуют ее внутреннее устройство и структуру культурного пространства. Что ка...
Бизнес Гарнитура шрифтов, размер и основные параметрыУдивительно, но все существующие в мире шрифты отличаются всего по трем параметрам: гарнитуре, размеру и начертанию. Особого внимания заслуживает ключевой момент - гарнитура, которая может целиком преобразить любой те...
Бизнес График набора прочности бетона: особенности, виды, технология и основные показателиОдним из важных показателей качества бетона выступает прочность. Если ознакомиться с требованиями государственных стандартов, то можно найти информацию о том, что прочность может изменяться в пределах от М50 до 800. О...
Бизнес Корпорация: понятие, экономическая природа и основные виды. Корпорации в РоссииОснову экономик большинства стран мира составляют корпорации. При этом данный термин может соответствовать экономическим субъектам с самыми разными характеристиками — с точки зрения масштабов, структуры, приорит...
monateka.com
Подрезные резцы
Полная номенклатура и цены на продукцию по ссылке
| Резцы подрезные с пластинами из твердосплава (ВК8, Т15К6, Т5К10) | |||
| Обозначение по ГОСТ | Сечение державки | Угол врезки пластины | Направление подачи |
| 2112-0101 | 12х12х70 | 10° | правые |
| 2112-0102 | левые | ||
| 2112-0103 | 0° | правые | |
| 2112-0104 | левые | ||
| 2112-0084 | 16х10х110 | 10° | правые |
| 2112-0085 | левые | ||
| 2112-0086 | 0° | правые | |
| 2112-0087 | левые | ||
| 2112-0011 | 16х12х100 | 10° | правые |
| 2112-0012 | левые | ||
| 2112-0051 | 0° | правые | |
| 2112-0052 | левые | ||
| 2112-0003 | 20х12х125 | 10° | правые |
| 2112-0004 | левые | ||
| 2112-0053 | 0° | правые | |
| 2112-0054 | левые | ||
| 2112-0013 | 20х16х120 | 10° | правые |
| 2112-0014 | левые | ||
| 2112-0055 | 0° | правые | |
| 2112-0056 | левые | ||
| 2112-0005 | 25х16х140 | 10° | правые |
| 2112-0006 | левые | ||
| 2112-0057 | 0° | правые | |
| 2112-0058 | левые | ||
| 2112-0015 | 25х20х140 | 10° | правые |
| 2112-0016 | левые | ||
| 2112-0061 | 0° | правые | |
| 2112-0062 | левые | ||
| 2112-0007 | 32х20х170 | 10° | правые |
| 2112-0008 | левые | ||
| 2112-0063 | 0° | правые | |
| 2112-0064 | левые | ||
| 2112-0017 | 32х25х170 | 10° | правые |
| 2112-0018 | левые | ||
| 2112-0065 | 0° | правые | |
| 2112-0066 | левые | ||
| 2112-0009 | 40х25х200 | 10° | правые |
| 2112-0010 | левые | ||
| 2112-0067 | 0° | правые | |
| 2112-0068 | левые | ||
| 2112-0019 | 40х32х200 | 10° | правые |
| 2112-0020 | левые | ||
| 2112-0071 | 0° | правые | |
| 2112-0072 | левые | ||
| 40х40 | правые | ||
| 40х40 | левые | ||
| 2112-0021 | 50х32х240 | 10° | правые |
| 2112-0022 | левые | ||
| 2112-0073 | 0° | правые | |
| 2112-0074 | левые | ||
| Подрезные резцы с пластинами из быстрореза ( Р6М5) | |||
| Обозначение по ГОСТ | Сечение державки | Направление подачи | Цена без НДС |
| 2112-0031 | 16х10х100 | правые | |
| 2112-0032 | левые | ||
| 2112-0033 | 20х12х120 | правые | |
| 2112-0034 | левые | ||
| 2112-0035 | 25х16х140 | правые | |
| 2112-0036 | левые | ||
| 2112-0037 | 32х20х170 | правые | |
| 2112-0038 | левые | ||
| 2112-0039 | 40х25х200 | правые | |
| 2112-0040 | левые | ||
 Создание детали – сложный многоэтапный процесс. Для того чтобы обработать заготовку должным образом иногда нужно поменять далеко не один и не два резца для токарного станка. Это необходимо, так как каждый резец – инструмент в основном узкоспециализированный, поэтому с его помощью можно проделать только ограниченное число операций. Резцы токарные подрезные – это тип токарного инструмента, предназначением которого является обработка торцевых поверхностей детали и различных ее уступов. Также они могут иногда использоваться для строгания наклонных и вертикальных поверхностей деталей.Варианты конструкции токарных подрезных резцовСуществует два типа подрезных резцов: правые и левые. Первые из них необходимы для того, чтобы обтачивать поверхности, обращенные к задней бабке. Те же поверхности, которые обращены к передней бабке, обрабатываются левыми резцами. В процессе работы резец движется перпендикулярно по отношению к оси детали. Подрезные резцы позволяют работать при продольной и поперечной подаче.По конструкции подрезные резцы также бывают и других видов. Среди них можно выделить прямые и отогнутые. Каждый из этих подтипов имеет свое предназначение, позволяя выполнить конкретную задачу при обработке торцевой поверхности заготовки.
Создание детали – сложный многоэтапный процесс. Для того чтобы обработать заготовку должным образом иногда нужно поменять далеко не один и не два резца для токарного станка. Это необходимо, так как каждый резец – инструмент в основном узкоспециализированный, поэтому с его помощью можно проделать только ограниченное число операций. Резцы токарные подрезные – это тип токарного инструмента, предназначением которого является обработка торцевых поверхностей детали и различных ее уступов. Также они могут иногда использоваться для строгания наклонных и вертикальных поверхностей деталей.Варианты конструкции токарных подрезных резцовСуществует два типа подрезных резцов: правые и левые. Первые из них необходимы для того, чтобы обтачивать поверхности, обращенные к задней бабке. Те же поверхности, которые обращены к передней бабке, обрабатываются левыми резцами. В процессе работы резец движется перпендикулярно по отношению к оси детали. Подрезные резцы позволяют работать при продольной и поперечной подаче.По конструкции подрезные резцы также бывают и других видов. Среди них можно выделить прямые и отогнутые. Каждый из этих подтипов имеет свое предназначение, позволяя выполнить конкретную задачу при обработке торцевой поверхности заготовки.
Особенности строения подрезного резца
Основным рабочим элементом подрезного резца является пластина, которая непосредственно соприкасается с заготовкой в процессе работы и осуществляют стачивание слоев материала. Изготавливается эта пластина преимущественно из быстрорежущей стали, так как точение таким инструментом происходит на высоких оборотах. Кроме того, этот материал позволяет обрабатывать детали повышенной прочности. Также бывают варианты данного инструмента, выполненные из твердосплавной стали. Такие резцы дают возможность использовать еще более высокие скорости вращения, а также обрабатывать высокопрочные заготовки.Наша компания производит качественные подрезные резцы по ГОСТ 18871-73 и ГОСТ 18880-73. Имеется возможность изготовления резцов в Санкт-Петербурге из различных материалов с учетом пожеланий клиента. Мы изготавливаем резцы для токарного станка и других типов, в том числе проходные, расточные, резьбовые и многие другие. Инструмент выполняется как в цельном виде, так и со сменными или напайными режущими пластинами из необходимых заказчику материалов.Помимо стандартных вариантов конструкции возможно изготовление резцов нестандартных видов, в том числе и по чертежам клиента или с учетом его пожеланий.Также наша компания «Петроинструмент» выполняет заточку резцов, их перепайку и восстановление. Ремонт производится на любом инструменте, независимо от конструкции и материала, из которого он изготовлен. Наши мастера работают не только с токарными, но и резцами для строгального и долбежного станка. Все оборудование для металлообработки выполняется только из качественных материалов, поэтому резцы, изготовленные нашей фирмой, служат долго, а заготовки обрабатываются качественно.
petroinstrument.ru
Резцы подрезные
Резец предназначен для подрезания уступов под прямым или острым углом к основному направлению обтачивания и для обтачивания ступенчатых деталей.| Резцы токарные подрезные отогнутые с пластинами из твердого сплава ГОСТ 18880-73 | ||||||
| Номинальные размеры в мм | Угол врезки пластин 10° | Угол врезки пластин 0° | ||||
| Сечение резца h*b | ||||||
| Резец подрезной отогнутой 12*12 | ||||||
| Резец подрезной отогнутой 16*10 | ||||||
| Резец подрезной отогнутой 16*12 | ||||||
| Резец подрезной отогнутой 20*12 | ||||||
| Резец подрезной отогнутой 20*16 | ||||||
| Резец подрезной отогнутой 25*16 | ||||||
| Резец подрезной отогнутой 25*20 | ||||||
| Резец подрезной отогнутой 32*20 | ||||||
| Резец подрезной отогнутой 32*25 | ||||||
| Резец подрезной отогнутой 40*25 | ||||||
| Резец подрезной отогнутой 40*32 | ||||||
| Резец подрезной отогнутой 50*32 | ||||||
Резец токарный подрезной торцовый с пластинками из быстрорежущей стали ГОСТ 18871-73
Резец токарный подрезной отогнутый с пластинами из твердого сплава ГОСТ 18880-73
Резец токарный проходной, подрезной и копировальный с креплением сменных пластин прихватом сверху ГОСТ 26611-85
Резец токарный проходной и подрезной со сменными режущими пластинами из сверхтвердых материалов ГОСТ 28980-91
Резец токарный проходной, подрезной и копировальные со сменными многогранными пластинами ГОСТ 29132-91
www.vladpm.ru
Подрезной резец: виды и основные размеры
Основными инструментами для обработки заготовок на токарных станках являются резцы. С их помощью можно отделить необходимый слой материала от любой цилиндрической детали, чтобы придать ей требуемый размер.
Для чего используется токарный подрезной резец?

Всего существует 8 видов резцов: проходной, расточной, отрезной, прорезной, фасочный, фасонный и подрезной. Каждый из них используется в конкретных операциях. Например, отрезные резцы предназначены для отделения готовых изделий от заготовок, а расточные - для растачивания отверстий или создания внутренних фасок. Но подрезной резец имеет более широкое применение. Едва ли не каждая основная операция на токарном станке выполняется с использованием этого инструмента. С его помощью можно подрезать уступы под прямым или острым углом, создать наружные фаски, проточить торец и любую другую наружную поверхность цилиндрической детали. Таким образом, он является одним из самых важных инструментов, так как непосредственно влияет на первоначальное формирование готового изделия.
Виды подрезных резцов
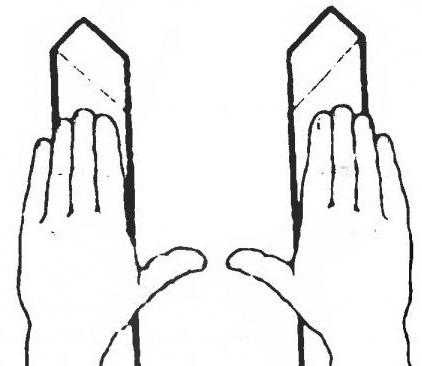
Во-первых, в зависимости от направления подачи, подрезные резцы бывают левые и правые. Определить вид по этому принципу довольно легко, стоит лишь приложить ладонь на инструмент и посмотреть, в какую сторону указывает большой палец. Если направление большого пальца влево – это левый, а вправо – правый резец.
Во-вторых, в зависимости от особенностей конструкции, существуют:
- Резец подрезной отогнутый. Он имеет режущие кромки, наклоненные в одну из сторон от оси державки.
- Резец подрезной прямой. Он имеет режущие кромки, параллельные оси державки.
- Резец подрезной торцевой (или упорный). Этот инструмент так же имеет режущие кромки, что параллельны оси державки, но расположенные под меньшим углом.
В-третьих, существует классификация резцов по способу изготовления. В зависимости от этого, они бывают двух видов:
- Цельные – инструменты, державка и головка которых созданы из одного и того же материала.
- Составные – инструменты, составные части которых изготовлены из разных материалов. Например, державка создана из твердого сплава Т10К5, а режущая пластина, расположенная на головке, из быстрорежущей стали Р9.
Выбор резца для обработки детали

Прежде чем выбрать подрезной резец для обработки, нужно определиться с некоторыми особенностями:
- Во-первых, необходимо учесть материал режущей пластины инструмента. Резец должен быть более жестким, чем сама заготовка.
- Во-вторых, нужно учесть геометрию и конструкцию резца.
Эти два параметры повлияют на дальнейший выбор значений подачи и скорости резания, а также на его стойкость, т. е. продолжительность непрерывной работы до того момента, пока режущие кромки не затупятся.
Элементы резца и их размеры
Подрезной резец состоит из двух элементов:
- Державки (стержня) – основная часть резца, которая дает возможность установить инструмент на станке.
- Головки или же рабочей части, которой, собственно, и выполняется обработка детали. Головка состоит из нескольких поверхностей: передней (по которой отводиться стружка), главной задней (которая поддерживает режущую пластину) и вспомогательной задней (позволяет инструменту передвигаться по обрабатываемой поверхности). Помимо этого, на ней расположены две режущие кромки – главная и вспомогательная, которые отвечают за выполнение основных токарных операций.
В зависимости от габаритов резцедержателя станка и обрабатываемой заготовки, державки и головки инструментов изготовляют различных размеров. Основные размеры инструмента на примере токарного правого подрезного торцового резца приведены в таблице ниже.
Длина, L | Ширина, b | Высота, H | Угол врезки пластин |
100 мм | 10 мм | 16 мм | 15° |
120 мм | 12 мм | 20 мм | |
140 мм | 16 мм | 25 мм | |
170 мм | 20 мм | 32 мм | |
200 мм | 25 мм | 40 мм |
Маркировка
Как правило, многие токари, которые выбирают инструмент для обработки детали, сразу обращают внимание на маркировку и не зря, ведь именно в ней указана марка стали, используемая для создания режущих пластин. Например, резец подрезной упорный Т5К10 имеет твердосплавную пластину, которая относится к титан-вольфрамовой группе сплавов, содержащей карбиды титана и кобальт. Такой инструмент может подойти только для чернового точения заготовок из углеродистых и легированных сталей на низких скоростях и при низкой температуре нагревания.

В иных случаях придется выбирать резцы из быстрорежущей стали. Они дольше работают на высоких скоростях и менее склонны к смягчению при нагреве в более чем 200 °C.
Материалы, использующиеся для создания режущей пластины

Как уже известно, подрезной резец состоит из двух частей: державки и головки. Оба эти элемента важны для инструмента и каждый из них выполняет свою функцию. Например, державка, которая крепится в резцедержателе, должна быть твердой, стойкой к износу и ударам, а режущая пластина обязана не нагреваться при высокой температуре. Именно поэтому в большинстве случаев обе части резца делают из различных материалов. К тому же это позволяет сэкономить на производстве самого инструмента, что значительно влияет на снижение итоговой цены.
Таким образом, режущие пластины выполняются из быстрорежущей стали или твердых сплавов с добавлением кобальта, ведь, как известно, этот материал стойкий к износу и отлично работает при высоких температурах. Популярными материалами для изготовления режущих пластин резцов являются быстрорежущие стали (Р9К5, Р9К5Ф2) и твердые сплавы (Т5К10, Т5К6).
Если необходимо обрабатывать более мягкие сплавы железа, например, чугун, тогда рекомендуется выбирать резец, режущая пластина которого состоит не только из кобальта, но и из вольфрама. К таковым относятся марки ВК6, ВК8, ВК10, ВК3М и ВК6В.
Список актуальных ГОСТов
Ввиду различий в конструкции, размерах и геометрии, многие не могут правильно подобрать резец подрезной. ГОСТ должен избавить от этих трудностей. В стандарте имеется вся необходимая информация о токарных инструментах, их конструкции, геометрических параметрах и других не менее важных особенностях, которые пригодятся при расчете режимов резания и выборе резца.
Всего есть 4 государственных стандарта, в которых упоминаются токарные подрезные резцы:
- ГОСТ 18880-73 (переиздание с изм. 2003 г.). В стандарте изложена краткая информация об основных обозначениях, конструкции, геометрических параметрах и размерах подрезных отогнутых резцов, имеющих напаянные режущие пластины из твердого сплава.
- ГОСТ 18871-73 (переиздание с изм. 2003 г.). В стандарте имеется необходимая информация о конструкции и размерах токарных подрезных резцов с напаянными пластинами из быстрорежущей стали.
- ГОСТ 28980-91 (переиздание с изм. 2004 г.). Говорится о проходных и подрезных резцах со сменными твердосплавными пластинами.
- ГОСТ 29132-91 (переиздание с изм. 2004 г.) Имеется информация о проходных и подрезных резцах со сменными многогранными пластинами, которые применяются в производстве вместе со специальным приспособлением, копиром.
загрузка...
fjord12.ru
Подрезной резец - Большая Энциклопедия Нефти и Газа, статья, страница 2
Подрезной резец
Cтраница 2
Подрезные резцы используются для обработки торцовых поверхностей. [16]
Подрезные резцы бывают правые и левые. Правыми резцами пользуются для обработки торцовых поверхностей. Уступы, обращенные к задней бабке, обрабатывают правыми, а к передней бабке - левыми подрезными резцами. [18]
Подрезные резцы используются для обработки торцовых поверхностей. [19]
Подрезные резцы бывают правые и левые. Правыми резцами пользуются для обработки торцовых поверхностей. Уступы, обращенные к задней бабке, обрабатывают правыми, а к передней бабке - левыми подрезными резцами. [21]
Подрезные резцы служат для подрезания уступов, а иногда для строгания вертикальных и наклонных поверхностей. Они также бывают правые и левые. [23]
Подрезной резец предназначен для обработки наружных торцовых поверхностей. При подрезании торца движение подачи резца осуществляется перпендикулярно к оси обрабатываемой заготовки. Подрезной резец ( рис. 4.23, б) позволяет обрабатывать различные торцовые и другие поверхности с продольным и поперечным движениями подачи. [25]
Подрезные резцы применяют главным образом для подрезания уступов и горцев. В некоторых случаях эти резцы применяют для строгания вертикальных и наклонных поверхностей. [26]
Подрезные резцы изготовляют с пластинками из быстрорежущих сталей и твердых сплавов. Главный задний угол 10 -: - 15, передний угол у выбирают в зависимости от обрабатываемого материала. [28]
Подрезные резцы в коронках всех типов обычно Изготовляются из более крупных алмазов. [29]
Подрезные резцы изготовляют с пластинами из быстрорежущих сталей и сборные, с пластинами из твердых сплавов. [30]
Страницы: 1 2 3 4 5
www.ngpedia.ru