Виды и характеристики развёрток по металлу. Развертки по металлу размеры
инженер поможет - Виды и характеристики развёрток по металлу
Развертка –режущий инструмент, применяемый для разворачивание отверстий, имеющий высокую точность. Класс точности развертки значительно выше, чем у обычного сверла для металла, поэтому ей доводят отверстие после сверления, если нужна высокая точность.
Например, сверло с диаметром 9 мм, а реальный получаемого им отверстия равен 9,4мм, поэтому используют развертку, чтобы получить идеальное отверстие диаметром 10 мм.

Видов разверток существует очень много
Самая распространенная это ручная развертка.
Но ручная развертка, как вы понимаете, не используется на станках с ЧПУ.
Не регулируемая развертка
Обычно для станков с ЧПУ используют развертки с конической формой с острыми гранями по всей длине. Развертки имеют размерный ряд от 3 до 58мм, с шагом в 1мм. Иногда встречаются развертки с долями миллиметра, например 2,5мм.
Заходная часть у развертки для станов с ЧПУ должна обязательно иметь подточку, как у фрез для этого же материала. Например у разверток для алюминия передний угол заходной части подточки должен быть от 15 до 20 градусов. Для нержавеющей стали передний угол на заходной части развертки должен быть от 3 до 5 градусов.

Количество зубьев значительно влияет на чистоту и точность получения отверстия, чем больше зубьев, тем плавне работает инструмент и увеличивается общая длина режущей кромки. Стружкоотвод при значительно малом съеме не так сильно влияет на процесс резания, как при сверлении.
За счет использования винтовой канавки у развертки, дополнительно увеличивается е точность и плавность работы, что особенно заметно при сравни с разверткой имеющей прямую канавку.
Привожу примерные цены на развертки в 2014г:
3мм – 50руб
10мм – 120руб
17мм – 215руб
34мм – 410руб
40мм – 1200руб
50мм – 2300руб
Регулируемая развертка
При мелкосерийном производстве применяются регулируемые развертки.

Эта развертка позволяет получать разные диаметры. Размер у нее меняется в пределах от 0,5 до 3,0 мм, в зависимости от диаметра развертки. Чем меньше развертка, тем на меньший диаметр она раздвигается.
Выставляются регулируемые развертки для станков с ЧПУ с помощью двух гаек.
Регулировка размера развертки
На развертке есть две гайки, снизу и сверху. Сначала откручивают верхнюю гайку, потом затягивают нижнюю, при ее затяжке режущие пластины смещаются, что увеличивает диаметр развертки, так как смещаются они по конусной направляющей. Чем выше вы их двигаете, затягивая нижнюю гайку, тем больший имеете размер.
Смещать ее нужно до тех пор пока не получите необходимый вам размер.
Узнать полученный размер развертки можно при помощи штангенциркуля или микрометра.
Материал развертки
Развертки изготавливают из быстрорежущей стали HSS, для увеличения стойкости или производительности обработки применяют твердый сплав.
Виды брака при использовании развертки
Уменьшение диаметра получаемого отверстия при развертывании связано с критическим
износом развертки или упругой деформацией металла при обработке тонкостенных деталей.
Если часть поверхности остается не обработанной, то нужно или увеличить припуск на обработку или ранее отверстие имело биение.
Плохое качество шероховатости поверхности после обработки связано с выбранным слишком большим припуском или критическим износом развертки.
engcrafts.com
Развертка - что это, применение, типы и классификация, назначение, ГОСТы.
Развертка – это режущий точный инструмент, используемый для чистовой обработки различных форм отверстий, придания им требуемой точности и шероховатости. Основное назначение развертки – это доводка отверстий после сверления, растачивания или зенкерования, позволяет достичь 6-9 квалитета точности и шероховатости до показателя Ra = 0,32…1,25 мкм.
Классификация разверток
В металлообработке применяются различные типы разверток, подразделяемые по следующим признакам:
Форма обрабатываемого отверстия:
- Цилиндрические развертки.
- Конические развертки под различные типы конусов.
- Развертки ступенчатые.
Точность развертки отверстия:
- Номер квалитета для цилиндрических инструментов.
- Уровень обработки отверстия (черновой, промежуточный, чистовой) – для конических.
- Регулируемые развертки – раздвижные, шкворневые или разжимные.
Способ зажима:
- Ручные с квадратным хвостовиком.
- Цилиндрический хвостовик (машинные развертки).
- Конические машинные.
- Машинные насадные.

Также развертки подразделяются по количеству режущих кромок, материалу и форме канавок для отвода стружки (спиральные или прямые).
Конструкция развертки
Высокое качество обработки обеспечивает конструкция развертки – большое количество режущих кромок обеспечивающих небольшой припуск при снятии металла. Процесс резания осуществляется при вращении и одновременном поступательном движении инструмента вдоль оси обрабатываемого отверстия.
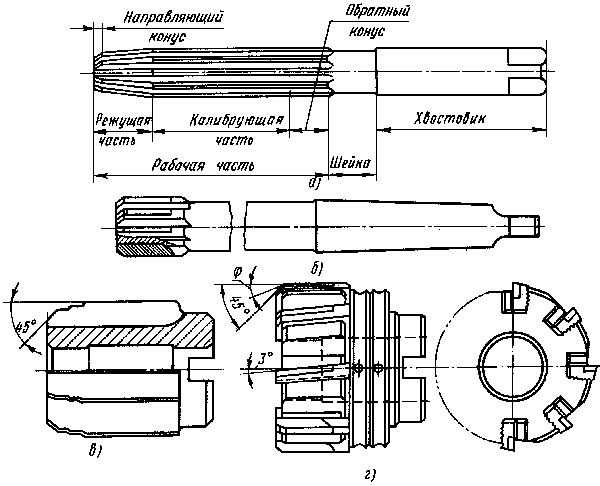
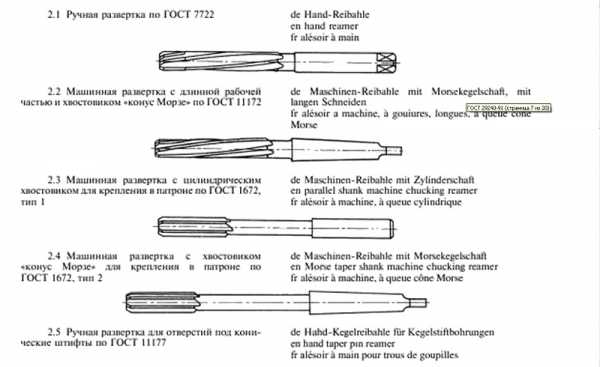
Выше приведены рисунки четырёх типов разверток:
- а) Ручная с цилиндрическим хвостовиком.
- б) Машинная с коническим хвостовиком цельная.
- в) Машинная цельная
- г) Машинная сборная со сменными режущими элементами.
Инструмент имеет от 6 до 16 зубьев неравномерно (как правило) распределенных по окружности для повышения качества обработки. Рассмотрим конструкцию на примере ручной развертки цельной с хвостовиком цилиндрической формы. Инструмент состоит из трех основных частей – рабочей, шейки и хвостовика. В свою очередь рабочая часть развертки состоит из направляющей, режущей и калибрующих частей, а также обратного конуса. Основную часть процесса выполняет режущая часть, которая у ручного инструмента значительно длиннее, чем у машинного.
Основные приемы работы с развертками
Сверло для подготовки отверстия подбирается под диаметры разверток по металлу. Обязательно должен быть небольшой припуск – сверло должно быть меньше на 0,2 – 0,3 мм при черновой развертке, и не более чем 0,05 – 0,1 мм при чистовой. Значения припусков более указанных могут стать причиной быстрого износа заборной части развертки, ухудшению точности результата и качества поверхности.
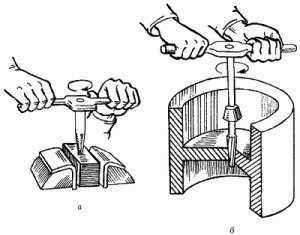
При ручной развертке:
- Развертка крепится в воротке и смазывается.
- Заборная часть должна входить таким образом, чтобы полностью совпали оси развертки и отверстия.
- Для проверки положения развертки можно использовать угольник в двух плоскостях расположенных перпендикулярно по отношению друг к другу.
- Вращение начинайте вправо с небольшим давлением сверху.
- Вращение осуществляйте плавно, на небольшой скорости, без рывков. Не ускоряйте вращение даже при легком ходе.
- Обратное вращение недопустимо, так как возможна поломка режущих кромок и задиров на поверхности отверстия. Развертка осуществляется за один проход с одной стороны.

Советы при машинной развертке:
- Развертка крепится так же как и сверло. Сам процесс сходен со сверлением и желательно его выполнять без смены установки детали, сразу после подготовки отверстия.
- Часто развертка крепится в качающихся державках, что позволяет инструменту самоцентрироваться по оси отверстия.
- Желательно использование автоматической подачи, скорость резания должна быть в 2-3 раза ниже, чем при сверлении.
- Необходимо использование значительного количества смазки.
- Чем ниже количество оборотов и скорость подачи – тем выше качество отверстия и стойкость инструмента.
Действующие ГОСТы
Определяет параметры развертки ГОСТ 29240-91. Допуски регулирует ГОСТ 11173-76. Так же на каждый тип развертки есть свой действующий стандарт определяющий её конструкцию и размеры. На ручные цилиндрические - ГОСТ 7722-77, на машинные цельные – ГОСТ 1672-80 и т. д. для всех типов инструмента.
mekkain.ru
Развертки по металлу : конструкция, классификация, применение
В продаже можно встретить просто огромное количество различных металлорежущих инструментов. Довольно часто применяются развертки по металлу – инструмент, который предназначен для предварительного просверливания отверстий и доведения их показателя шероховатости до требуемого уровня. Существуют различные типы разверток, все они предназначены для проведения определенных работ. Развертыванием многие занимаются по причине того, что подобный процесс позволяет повысить точность получаемого отверстия. Рассмотрим особенности данного инструмента подробнее.

Развертки по металлу
Конструкция развертки
В продаже встречаются самые различные варианты исполнения этого режущего инструмента, все они характеризуются своими определенными эксплуатационными качествами. Изготовление разверток – достаточно сложный процесс, так как все конструктивные части должны обладать высокой точностью. Конструкция развертки позволяет проводить обработку цилиндрических и конических отверстий. Практически все разновидности режущих инструментов имеют практически схожую конструкцию:
- Рабочая часть, которая отвечает за снятие металла. Она представлена сочетанием нескольких режущих кромок. Стоит учитывать, что заточка разверток должна проводиться с учетом всех особенностей геометрии.
- Переходная шейка также является важной частью геометрии. Она предназначена для распределения возникающей нагрузки.
- Хвостовик предназначается для фиксации режущего инструмента в воротке или патроне. Особенности этого элемента определяют надежность крепления и область применения изделия. К примеру, варианты исполнения, предназначенные для ручного применения имеют особый хвостовик, подходящий для фиксации в воротке.
Конструкция ручной развертки
Рассматривая чертежи разверток, уделяют больше всего внимания особенностям рабочей части. Она состоит из нескольких частей:
- Главная режущая кромка, которая и проводит снятие металла. Она может иметь различную форму, при изготовлении применяют металл с повышенной точностью.
- Ленточки, предназначенные для отвода стружки с места резания.
- Передняя и задняя поверхность, затыловочная. Именно они определяют геометрические особенности рабочей части.
Маркировка определяет основные параметры инструмента. Помимо вышеуказанных элементов также выделю следующие:
- Задний конус.
- Заборную часть, которая называется режущей.
- Часть, отвечающая за калибровку инструмента перед его применением.
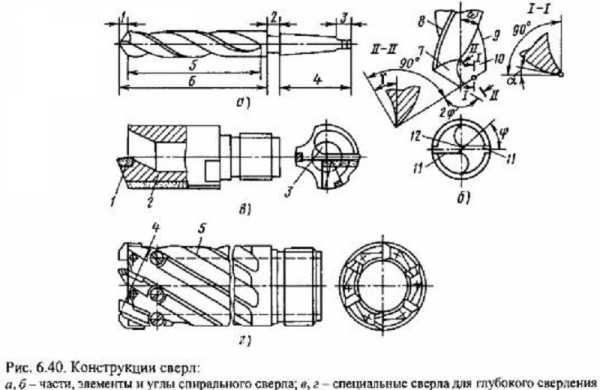
Конструкция сверл
Между всеми зубьями есть канавки, которые характеризуют режущую кромку. Кроме этого, канавки обеспечивают образование и отведение стружки. Ручные варианты исполнения имеют равномерное расположение зубьев по всей цилиндрической поверхности, за счет чего обеспечивается требуемое качество обработки.
Особенности обработки развертыванием
При сверлении есть вероятность того, что размеры будут существенно отличаться от тех, которые нужно было получить. Это связано с тем, что на момент механической обработки оказывается высокой давление на заготовку, материал и сама режущая часть могут нагреваться и деформироваться. Именно поэтому многие решают пользоваться разверткой для достижения высокого качества получаемых отверстий.
К особенностям проводимой обработки можно отнести нижеприведенные моменты:
- Можно достигнуть точности обработки, которая будет соответствовать квалитету в диапазоне от 6-9. Столь точные отверстия требуются при получении ответственных изделий.
- Показатель шероховатости может находится в диапазоне от 0,32 до 1,25 мкм.
- Рассматривая особенности приспособлений, предназначенных для развертывания, отметим то, что на поверхности есть около 4-14 режущих кромок. За счет этого существенно повышается качество обработки и точность размеров. Именно большое количество режущих кромок определяет то, что при резании не происходит деформации инструмента или заготовки.
- При обработке отверстия изделие вращается вокруг своей оси, а также ему придается возвратно-поступательное движение. За счет этого обеспечивается удаление кромки, которая может снизить качество поверхности.
В целом можно сказать, что сверло в применении не отличается существенно от рассматриваемого изделия. В обоих случаях оказывается вращение и возвратно-поступательное движение. Однако, в случае развертывания проводимая обработка является финишной, предусматривает высокую скорость вращения.
Классификация инструмента
Классификация разверток может проводится по самому большом количеству различных признаков.
Некоторые виды разверток по ГОСТ
Рассматривая виды разверток следует учитывать, что классификация проводится согласно ГОСТ:
- Материал, применяемый при изготовлении основной части изделия.
- Конструктивные особенности режущей кромки и лент, а также их расположение относительно друг друга.
- Тип отверстия, которое может подвергаться обработке.
- Способ закрепления в воротке или станке.
- Возможность регулирования по размерам отверстия, которое будет подвержено обработке.
Развертка ручная имеет свои определенные особенности, которые позволяют закреплять инструмент в специальном воротке. Современная развертка машинная имеет свои конструктивные особенности, которые нужно учитывать при выборе инструмента.
Скачать ГОСТ 7722-77
Наибольшей популярностью пользуются следующие варианты исполнения:
- Раздвижная развертка получила весьма большое распространение, так как может применяться для обработки отверстий различного диаметра. Развертка разжимная с шариком позволяет достигать высокой точности размеров и требуемых показателей шероховатости поверхности.
- Варианты исполнения с коническим хвостовиком также получили широкое распространение по причине высокой универсальности. Зубья могут быть выполнены в насадном виде.
- Развертка винтовая может иметь напаянные пластины. Изготавливаются они при применении твердых сплавов, которые могут выдерживать длительное механическое воздействие и при этом не перегреваться.
 Раздвижные развертки
Раздвижные развертки  Винтовая развертка
Винтовая развертка Как ранее было отмечено, рассматриваемый инструмент можно применять для обработки конических отверстий. Комбинированная развертка может применяться для работы со следующими типами отверстий:
- Конусные штифты.
- Метрические конусы.
- Резьба, которая находится на конической поверхности.
- Поверхности, выполненные по стандарту «конуса Морзе».
В ГОСТе указывается класс точности развертки. Она зависит от геометрических параметров и типа применяемого материала при изготовлении.
Ступенчатые развертки применяются для получения более качественных отверстий. К примеру, двухступенчатая развертка может разделить припуск, увеличив качество поверхности.
По способу использования выделяют следующие варианты исполнения изделий:
- Ручные – вариант исполнения, который предназначен для ручной обработки деталей. С рабочей частью, как правило, применяется и вороток. Он предназначен для передачи вращения. Стоит учитывать, что ручной вариант исполнения предназначен для снятия меньшего слоя.
- Механический – для применения со станками или устройством, которое питается от электричества. За счет его применения можно существенно ускорить обработку.
Типы разверток по металлу
Твердосплавные развертки по металлу сегодня получили весьма широкое распространение. Это связано с тем, что применяемые твердые сплавы могут выдержать длительную эксплуатацию и при этом поверхность не изнашивается. Как правило, именно износ режущей кромки становится причиной снижения качества поверхности.
Скачать ГОСТ 13598-851672-80
По виду обрабатываемого отверстия
Обрабатываемые отверстия могут иметь самую различную геометрию поверхностей. Большее распространение получили:
- Цилиндрические отверстия. Они характеризуются тем, что две поверхности находятся параллельно относительно друг друга.
- Конические отверстия. В этом случае образованная полость может сужаться. При этом угол наклона может существенно отличаться.
Развертка коническая подбирается для каждой заготовки. Это связано с тем, что наконечник должен соответствовать форме конуса. Конусная поверхность довольно сложна в обработке, и только при применении соответствующего изделия можно достигнуть требуемой формы и качества.
Развертка цилиндрическая имеет более простую форму, встречается подобный инструмент довольно часто.
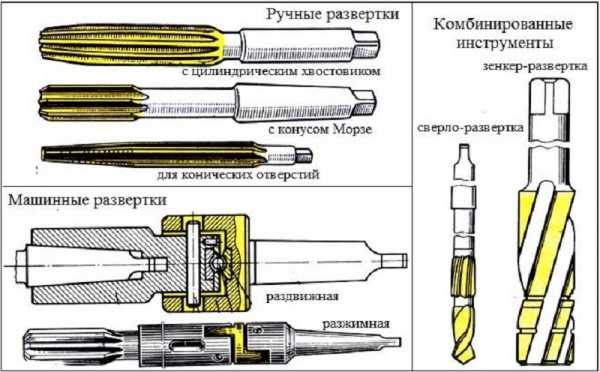
Ручные развертки
Развертки ручные
Следует учитывать, что развертка ручная цилиндрическая существенно отличается от машинной развертки. Проводя работы вручную можно достигнуть высокую точность. При выборе изделия уделяется внимание следующим моментам:
- Тип режущей части.
- Калибр.
- Количество зубьев и равномерность распределения.
- Профиль канавок.
- Конфигурация зажимной части.
Развертка ручная коническая получила широкое распространение. Ручные инструменты характеризуются своей относительно невысокой стоимостью. При этом их можно назвать универсальным вариантом исполнения. В продаже есть вариант исполнения с гладким направляющим диаметром. Кроме этого, спиральная развертка постепенно снимает оставленные припуск, за счет чего повышается качество поверхности.
Ручной инструмент имеет цилиндрическую форму. К особенностям можно отнести нижеприведенные моменты:
- Режущие зубья имеют острые грани по всей длине. За счет этого можно существенно повысить эффективность работы.
- Диаметр рабочей части может варьировать в диапазоне от 3 до 58 мм. При этом шаг составляет около 1 мм. Кроме этого, ручные инструменты выпускаются с шагом 3,5; 4,5; или другие дробные показатели.
- Можно приобрести и специальные наборы, которые представлены с сочетанием инструментов различного диаметра. За счет этого не возникает проблем с обработкой отверстий различного диаметра.
- Отличительной особенностью можно назвать то, что хвостовик должен подходить к воротку. Эта часть предназначена для передачи вращения и усилия. Для подобного крепления хвостовик должен иметь квадратное поперечное сечение конической части.
- Передняя поверхность рабочей части ручного инструмента обладает меньшим диаметром, чем диаметр поперечного сечения основной части. За счет этого обеспечивается более легкий заход инструмента в заранее подготовленное отверстие.
- Увеличить качество полученной поверхности можно путем приобретения и использования инструмента с большим количеством режущих кромок.
При изготовлении основной части инструмента могут использовать различные металлы. Как правило, они характеризуются достаточно большой твердостью и износостойкостью, но не рассчитаны на работу с высокой скоростью резания.
Машинные развертки
Появление различных станков позволяет существенно повысить производительность труда. Сверлильный станок с низким показателем скорости вращения шпинделя позволяет получать качественные отверстия за меньшее количество времени. ГОСТ также определяет классификацию инструмента по достаточно большому количеству различных признаков. Развертка машинная цилиндрическая характеризуется следующими особенностями:
- Инструмент имеет большое количество режущих кромок. Стоит учитывать, что при увеличении этого показателя существенно повышается качество поверхности.
- При изготовлении режущей части применяются твердосплавные металлы, которые могут выдерживать воздействие высокой температуры.
- Режущая часть может иметь довольно большую длину.

Конические развертки
Есть также коническая развертка машинная, которая предназначена для использования станков. Выполняется машинное развертывание в случае, когда нужно обеспечить высокую производительность. Стоит учитывать, что из-за большого количества режущих кромок важно точно регулировать скорость вращения.
При изготовлении инструмента применяется специальная быстрорежущая сталь, которая может выдерживать длительное механическое воздействие и перепаду температуры. За счет специального хвостовика инструмент может крепиться в различной оснастке для станков.
Применение разверток
При использовании обычного сверла добиться высокой точности и качества поверхности практически невозможно. Это связано с особенностями рабочей части, которая имеет относительно небольшое количество режущих кромок. Применение рассматриваемых изделий позволяет существенно повысить качество отверстия и довести все показатели до требуемых. Область применения инструмента обширная:
- Машиностроительная отрасль.
- Производств точных изделий.
- Изготовление бытовой техники и различной электроники.
- Станкостроение.
Отметим, что применяемый вороток подходит для различных ручных инструментов. Кроме этого, изделие машинного типа подходит практически для всех патронов, может применяться при выполнении промежуточной операции.
В заключение отметим, что следует отдавать предпочтение исключительно продукции известных производителей. Это можно связать с тем, что они гарантируют высокое качество производства и длительный срок службы изделия. Однако, за счет контроля качества на каждом этапе производства и применения качественных материалов существенно повышается стоимость изделия.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Допуск на диаметр развертки | Развертки по металлу
Развертка является недолговечным инструментом, поэтому приходится предъявлять особые требования в отношении рационального установления допуска на диаметр этого инструмента. При неправильном установлении допуска может оказаться неполное использование сравнительно дорогого инструмента, удорожание его при изготовлении и повторной заточке, а нередко несоблюдение размера у обрабатываемого отверстия.
Разработка системы допусков
Разработка системы допусков на развертки представляет сложную задачу; это объясняется в основном сложностью технологического процесса обработки отверстия. Получение правильного отверстия по форме, точности и чистоте поверхности зависит не только от развертки, по также и от многих других факторов, из которых следует отметить: размеры отверстия (диаметр, длина, толщина стенок), род материала детали, предварительная обработка (инструмент, припуск на развертывание, наличие овальности и т. п.), условия работы при развертывании (режимы резания, охлаждение, жесткое или плавающее крепление развертки и т. п.), требования, предъявляемые к развертываемому отверстию точность, чистота поверхности). Вот почему как па практике, так и в лабораторных условиях получаются противоречивые результаты в отношении установления допусков на развертки. Отсюда следует, что даваемые в литературе и руководящих заводских материалах рекомендации надо рассматривать лишь как ориентировочные данные, которые могут оказаться малоприемлемыми в определенных конкретных условиях.
Развертка 1-го класса встречается редко в машиностроении. Отверстия по 4-му классу точности получаются, в основном, при обработке зенкером или расточным резцом и сравнительно редко разверткой. Поэтому при разработке системы допусков надо в качестве базы принимать отверстия 2 - 3-го классов, тем более, что они охватывают наибольшее количество посадок (13 из 22).
Назначение допусков
При разработке системы допусков на развертки необходимо исходить из следующих основных положений:
- развертка должна допускать возможно большее количество переточек, т. е. она должна иметь определенный запас на износ;
- развертка в пределах этого запаса должна давать отверстие, удовлетворяющее требованиям точности размера и чистоты обработки;
- развертка должна иметь допуск на изготовление такой величины, чтобы получение ее на круглошлифовальном или доводочном станках не представляло особых затруднений.
Из этого следует, что разработка системы допусков состоит в правильном определении верхнего и нижнего отклонений поной развертки и нижнего отклонения изношенной развертки. На Рис. 12 представлена схема расположения допуска на развертки.
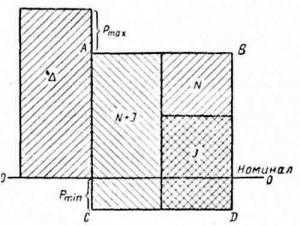
Рис. 12. Схема расположения допуска на диаметр развертки
На этой схеме даны следующие обозначения: Δ - допуск на обрабатываемое отверстие; АВ - верхнее отклонение диаметра развертки; CD - нижнее отклонение диаметра изношенной развертки; N - допуск на изготовление; J - гарантированный запас на износ в процессе эксплуатации; Рмах - максимальная величина разбивки отверстия; Pmin - минимальная величина разбивки отверстия
При установлении системы допусков наибольшие затруднения возникают при определении верхнего отклонения развертки. По схеме (Рис. 12) принято, что развертка в процессе работы, подобно сверлу и зенкеру, увеличивает размер отверстия по сравнению с фактическим размером развертки. Поэтому во избежание брака приходится идти па занижение верхнего отклонения диаметра развертки по сравнению с верхним отклонением диаметра отверстия. Разбивка отверстия позволяет также с целью увеличения запаса па износ установить нижнее отклонение диаметра изношенной развертки ниже нижнего отклонения диаметра отверстия.
На величину разбивки влияет большое количество факторов, например конструктивные и геометрические элементы развертки, диаметр отверстия, обрабатываемый материал, скорость резания и подача, род охлаждающей жидкости, метод крепления развертки, величина припуска на развертывание, состояние станка и др.
Разбивка отверстий
Из-за сложности процесса развертывания причины получения разбивки отверстий еще недостаточно выяснены. В работах по исследованию процесса развертывания 1 приводятся различные причины, часто противоречивые друг другу. Прежде всего необходимо отметить, что разбивка может иметь не только положительную, но также и отрицательную величину, т. е. отверстие после развертывания оказывается меньшего диаметра, чем диаметр развертки. Отрицательная разбивка (усадка) получается, например, при обработке высокопрочных закаленных материалов с σвр = 160 ÷180 кГ/мм2 при условии применения разверток с отрицательным передним углом до у = - 15°. Это явление часто наблюдается также при обработке металлов, обладающих повышенной пластичностью и вязкостью, в особенности в том случае, если развертка не обладает достаточной остротой. Объясняется это тем, что вязкие металлы и сплавы обнаруживают при развертывании значительную упругость, вследствие которой материал при прохождении режущей кромки несколько подается назад, а затем снова возвращается на свое место. В результате этого материал оказывается снятым неполностью. Здесь имеет место полная аналогия с протягиванием. Исходя из них причин, некоторые отрасли промышленности как в Советском Союзе, так и за рубежом (например, английская система BSA) принимают верхнее отклонение для развертки почти или равным верхнему отклонению отверстия. Благодаря этому получается большой запас па износ развертки, и повышение ее долговечности. Однако при такой системе не исключена опасность получить при обработке разверткой, сделанной по максимуму, отверстие большего, чем следует, диаметра из-за разбивки.
В практике чаще всего встречаются такие системы, которые предусматривают понижение максимального диаметра развертки относительно верхнего отклонения. Величина понижения принимается различной в зависимости от конкретных условии обработки.
Появление нароста
Некоторые исследователи объясняют появление положительной разбивки наростом и абразивным действием стружки. Нарост в основном образуется па участке перехода от режущей части к калибрующей с дальнейшим распространением его на калибрующую часть. Образованию нароста способствует также и то обстоятельство, что процесс развертывания осуществляется при низких скоростях резания. По мере затупления режущих кромок образование нароста возрастает. Не меньшее значение имеет также и сильное прилипание мелкой стружки к ленточкам калибрующей части, которая приводит к расширению отверстия. Это в особенности заметно, если в качестве смазывающей и охлаждающей жидкости применяется масло, образующее вместе со стружкой как бы притирочную пасту. Известно, что при применении эмульсии величина разбивки отверстия уменьшается. И здесь с понижением остроты режущих кромок увеличивается влияние абразивного действия. С повышением скорости и подачи износ режущих кромок возрастает, что влечет за собой повышение разбивки отверстия.
Появление нароста и абразивное действие мелкой стружки и металлической пыли не всегда сопровождают процесс развертывания, тогда как положительная разбивка все же имеет место. Более правильно считать основной причиной разбивки отверстия несовпадение оси развертки как с осью шпинделя, так и с осью предварительно обработанного отверстия. На величину разбивки оказывают влияние биение режущих кромок, выбор переднего угла и в особенности смазочно-охлаждающей жидкости. Опыты показывают, что каждом обрабатываемому материалу соответствует определенная смазочно-охлаждающая жидкость, которая обеспечивает наименьшую величину разбивки. И, наоборот, меняя эту жидкость на другую, мы можем при работе одной и той же разверткой получить различные величины разбивки. Установлено, что существует постоянная зависимость между величинами разбивки отверстия, силы резания и чистоты обрабатываемой поверхности. Малая величина разбивки сопровождается повышенной чистотой обработки, но при этом сила резания увеличивается. Обработка всухую дает для всех материалов наибольшую величину разбивки, кроме того, она может вызвать защемление развертки, быстрый износ и даже поломку зубьев. При развертывании стали и чугуна рекомендуется применять 10%-ный эмульсол с добавлением 5%-ного сульфофрезола и 0,3%-ной кальцинированной соды.
Таблица - Элементы допусков на развертки в мк
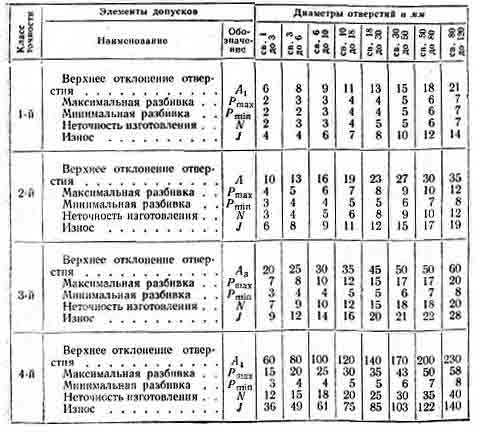
В таблице приведены данные по выбору элементов допусков на развертки, где для 1 - 3-го классов величина понижения принята равной 1/3 а для 4-го класса 1/4. Величины в этой таблице даны для разверток, предназначенных для обработки по системе отверстия. Аналогичным образом могут быть определены величины элементов также и для случая, когда предусматривается использование разверток по системе вала. В качестве примера на Рис. 13 приведена схема допусков па диаметр разверток для различных посадок по системе вала.
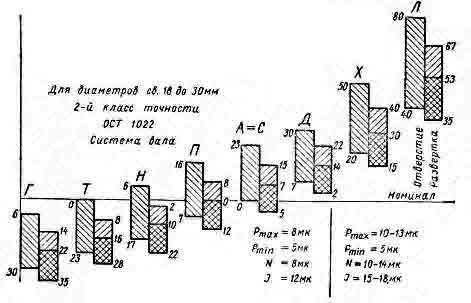
Рис. 13 Схема расположения допуска на диаметр разверток для различных посадок по системе вала
Приведенные в таблице величины допусков на изготовление развертки вполне достижимы путем доводки, а в некоторых случаях и круглым шлифованием. Кроме того, они обеспечивают также запас на износ развертки. При этом надо принять во внимание, что фактический размер новой развертки всегда лежит значительно выше своего нижнего допускаемого размера.
Инструментальные заводы выпускают развертки трех размеров, которые рассчитаны на удовлетворение наибольшего количества посадок путем соответствующего перешлифования по диаметру непосредственно у потребителя. В ГОСТе 1523-54 приведены предельные отклонения и допуски на изготовление трех разверток с указанием, для каких посадок предназначается каждая из них.
Похожие материалы
www.metalcutting.ru
Развертка ручная или машинная – какая разница между ними? + видео
Развертка ручная – это режущий инструмент. С его помощью проводится окончательная корректировка после сверлений, зенкерований и растачиваний. Что же это за специфический прибор?
Как работает развертка?
Развертка помогает достичь в работе точность от 6 до 9 квалитета, а шероховатость на поверхности получается Ra от 0,32 до 1,25 мкм. Эти слова понятны не многим, но по единицам измерения видно, с какими малыми масштабами работает данный инструмент. При обработке получается высокое качество, благодаря большому количеству режущих кромок (4-14), тем самым снимается малый припуск. Приспособление делает свою работу не только при вращении, но и при одновременном продвижении по оси отверстий.
С его помощью легко снимается при высокой точности тонкий слой материала, который равен почти десятым-сотым долям миллиметра. С данным инструментом развертываются не только цилиндрические отверстия, но и конические. Обычно для подобных целей используют специальные конические развертки. Стандартные ручные развертки имеют конструкцию из основной рабочей части, переходной шейки, хвостовика, главной режущей кромки, ленточки, передней поверхности, затыловочной и задней поверхности.

Помимо всех перечисленных частей, в развертках выделяют заборную (другими словами – режущую часть), калибрующую часть и задний конус. При помощи канавок, которые находятся между зубьями данного инструмента, образуются режущие кромки, а их предназначение – размещение и отвод стружек. Для повышения качества в ручной работе зубья разверток располагают по всей окружности. С помощью схемы легче представить местоположение всех этих частей.
Классификация инструментов – какие бывают развертки?
Главное предназначение данного инструмента – создавать точные отверстия. В зависимости от того, какие технологические требования представлены, с их помощью получают отверстия с разным диапазоном допусков, а это от четвертого до первого класса точности, а при разной чистоте отшлифовываемых поверхностей – от шестого до десятого класса. От того, как сконструирована развертка, и, конечно, от качества ее конструкции и от эксплуатационных условий, будет зависеть правильность и точность всей работы.
В данной работе важен не только режим резания, но и величина припусков для операции развертывания, степень заточки, доводка режущей кромки и многое другое. Существует много разных видов разверток. Их разделяют на группы по характеру отверстия, которое обрабатывается в данное время. Важна и форма закрепления, расположение и строение зубьев, регулировка по размерам, а также и род режущих материалов. Поэтому часто в работе пользуются такими видами ручных разверток, как цилиндрическая с хвостовиками и разжимная.

Существует развертка машинная в большом ассортименте: цилиндрическая с хвостовиком и насадными, со вставными зубьями, с напаянными пластинами твердого сплава с хвостовиком и насадными, с твердосплавными зубьями. Также выделяют большой класс конических разверток: под конические штифты, под коническую резьбу, под конус Морзе, под метрический конус, с конусностью 1 к 30. Особое применение нашли цилиндрические мелкоразмерные развертки с утолщенным хвостовиком, есть и котельная развертка.
Ручная и машинная развертка – особенности приспособлений
К основным элементам конструкции развертки относится не только режущая часть и калибр, а также количество зубьев и их направление. Важны и углы резания, и неравномерность шага зубьев, профиль канавок и зажимная часть. Типы разверток, которые отличаются по этим всем признакам, в основном, профессиональные. Существует наиболее простая классификация разверток, которую мы уже затронули – ручная и машинная. Внутри этих типов можно выделить насадные, хвостовые, цельные, сборные, регулируемые и варианты с постоянным диаметром.
Ручной инструмент отличается цилиндрической формой и имеет острые грани по всей длине, а также размерный ряд от 3 до 58 мм при шаге 1 мм. Часто можно встретить показатели шага, равные 3,5, 4,5, 6,5 и до 15,5 мм. Обычно используют такие развертки вместе с воротком, и для этих целей на конце сделан квадрат. У ручных разверток заход или нижняя часть намного меньше, чем основная режущая часть. Это специально сделано для дополнительного удобства во время работы, да и заходить в отверстие будет проще.

Немаловажно в работе с развертками и то, сколько имеется зубьев, от этого будет зависеть не только чистота, но и само качество обработки отверстий. Лучше, когда их больше, работа будет более чистой, но, как и везде, есть свой минус – отвод стружки будет намного хуже. Самым приемлемым считается, если зуб в прямой форме – это наиболее распространенный вариант, но иногда встречаются и винтовые зубья. Винтовые зубья в развертках хороши в случаях, когда нужно сделать прерывистые отверстия, и если при этом приходится пользоваться заготовками, где отверстия внутренние.
Машинные виды разверток имеют хвостовики, их предназначение – зажим в станке, и они не подойдут под обычный вороток для ручной обработки. Данный инструмент может иметь разные конусы, и они зависят от диаметра. Для изготовления таких приспособлений берут только быстрорежущую сталь: 9ХС, Р6М5 и редко Р9 (данная марка отличается большим процентом вольфрама), а также Р18 (это качество немного получше). Самыми лучшими и качественными развертками считаются те, которые были произведены во времена Советского Союза. На сегодняшний день они встречаются очень редко на прилавках магазина, и были изготовлены из самого лучшего металла, поэтому прочность и надежность самые высокие.
Другие виды разверток – для кругозора
Регулируемый тип инструмента используют тогда, когда диаметр отверстий равен не целому числу в миллиметрах, а числу с десятыми, то есть 12,5 мм или 22,5 мм. Этот вариант сделан таким образом, что есть возможность выставлять любые требуемые диаметры. Размер всегда можно менять от 1 до 3 мм. Только в данном случае все будет зависеть от диаметра развертки: небольшие по размеру можно поменять на 1 мм, ну а большие – на большее расстояние.
Подобрать и выставлять необходимый размер просто, это все можно сделать при помощи двух гаечных ключей. На данном инструменте имеются две гайки – верхняя и нижняя. Начинать работу нужно с верхней, и когда она будет откручена, надо будет тут же затянуть нижнюю, при затяжке пластинки будут смещаться вверх, а сам размер гайки увеличится. Это все происходит потому, что их смещение идет по конусной направляющей. Чем выше вы будете двигать, тем сильней затягивается нижняя гайка, в результате увеличивается и размер. Смещать нужно до тех пор, пока не получится необходимый размер.
Диаметр в такой работе лучше измерить при помощи инструмента штангенциркуля, хорошо подойдет и микрометр. Данное приспособление лучше брать для измерения диаметра, если требуется высокая точность.

Разжимной тип развертки иногда называют раздвижной. В данных развертках есть шарик, а внизу винт. Если закручивать развертку при помощи винта, шарик в это время будет направляться вверх. Грани в это время будут распираться, а диаметр инструмента увеличиваться, но ненамного, обычно 0,15-0,5 мм, все будет зависеть от диаметра. Сильно закручивать тоже нельзя, потому что на корпусе может образоваться трещина. Корпус хоть и твердый, но очень хрупкий.
Оцените статью: Поделитесь с друзьями!remoskop.ru
Развертки по металлу. Особенности конструкции, классификация и разновидности разверток
Развертки – вид металлорежущего инструмента, используемого для технологического процесса обработки металла, называемого развертыванием. Развертывание применяется для растачивания подготовленных отверстий с целью получения более высокого их качества (чистоты) и точности соблюдения геометрических размеров при их обработке. За счет того, что класс точности разверток значительно выше, чем у сверл, при помощи развертывания удается получить отверстие с классом чистоты обработки поверхности 7-8 и классом точности 2-3. С помощью разверток производится однократная или, в некоторых случаях, многократная (черновая, промежуточная и чистовая) обработка цилиндрических и конических отверстий, имеющих небольшую шероховатость, с целью получения требуемых параметров точности и чистоты.
Развертки изготавливаются из быстрорежущих сталей марок 9XC, Р6М5, Р9 и Р18 (обладают лучшими качествами).
Конструктивные особенности разверток.
Развертка представляет собой многолезвийный металлорежущий инструмент цилиндрической или конической формы с четным числом прямых или винтовых зубьев или режущих кромок (от 6 до 16), неравномерно распределенных по периметру окружности сечения. Количество зубьев на развертке прямо пропорционально влияет на чистоту обработки поверхности, однако с увеличением их числа ухудшаются условия отвода от обрабатываемого отверстия снимаемой металлической стружки. Неравномерное распределение зубьев предотвращает возникновение повышенных вибраций, возникающих при обработке в условиях недостаточной жесткости технологической системы станок - приспособление - инструмент - деталь (СПИД), и повышению чистоты обработанной поверхности. Четное количество зубьев обеспечивает снижение погрешности измерения диаметра развертки.
Развертки представлены размерным рядом от 3 до 58 мм с шагом от нескольких долей миллиметра (для диаметров до 15-16 мм) до 1 мм.
Развертка состоит из рабочей и зажимной частей.
Рабочая часть конструктивно состоит из двух зон: режущей и калибрующей. Режущая или заборная часть снабжена зубьями, имеющими угол заточки для облегчения ее захода в обрабатываемое отверстие. Длина рабочей части колеблется в пределах от 0,8 до 3,0 величины диаметра развертки. При меньших значениях длины улучшается ее режущая способность, однако ухудшается качество обработки и затрудняется ее заход в отверстие (данный недостаток может быть компенсирован за счет обеспечения необходимой жесткости системы СПИД).
Калибрующая часть цилиндрическая и заканчивается участком с обратной конусностью. Поверхности зубьев на них являются плоскими.
Зажимная часть (хвостовик) служит для закрепления инструмента в станке или воротке в зависимости от типа развертки (машинная или ручная).
Классификация и виды разверток.
В современном машиностроении используются множество видов разверток, которые можно объединить в группы по следующим основным признакам:
По форме обрабатываемого отверстия:
Цилиндрические. Применяются для обработки круглых цилиндрических отверстий. Имеют прямые и винтовые канавки для отвода стружки. Основным недостатком таких разверток является невозможность обеспечения точности размеров обрабатываемых отверстий по мере износа режущих кромок инструмента.
Конические. Режущая часть имеет коническую форму. Применяются для обработки конических или цилиндрических отверстий и придания им формы конуса с различной конусностью. Применяются следующие разновидности: с прямыми и винтовыми канавками для отвода стружки. В зависимости от угла конусности и величины припуска обработка отверстий производится за один или несколько заходов. При большой величине припуска обработка, как правило, производится в три захода с использованием комплекта разверток (обдирочной, промежуточной и чистовой). Увеличение угла конусности отверстия также увеличивает количество заходов при его обработке. Популярной разновидностью разверток с коническим профилем является развертка Морзе. При ее использовании обеспечивается срезание оставленного припуска, его остаточной части и последующая калибровка отверстия.
По способу применения:
Машинные. Предназначены для обработки отверстий диаметром от 3 до 100 мм на различных металлообрабатывающих станках (сверлильных, токарных, револьверных). Имеют коническую или цилиндрическую хвостовую часть, короткую рабочую часть и в большинстве случаев меньшее количество зубьев. Недостатком машинных разверток является отсутствие возможности регулирования их размера по мере износа.
Ручные. Предназначены для ручной обработки отверстий диаметром от 3 до 50 мм. Имеют цилиндрическую хвостовую часть с квадратным профилем на конце для закрепления в воротке.
По форме стружечных канавок:
Прямые. Классическое конструктивное решение, применяемое в большей части представленного ассортимента разверток.
Винтовые. Предназначены для обработки отверстий, плоскость которых имеет различного рода прерывания (внутренние полости, продольные канавки и т.д.), а также легких сплавов. Винтовые канавки для отвода стружки направлены противоположно направлению вращения развертки, что препятствует возникновению случаев самозатягивания и заедания инструмента в обрабатываемом отверстии. Характерным представителем винтовых разверток являются котельные развертки, применяемые для обработки отверстий диаметром до 40 мм в листах металла.
По конструктивным особенностям:
Цельные. Наиболее простой в конструктивном исполнении вид разверток, изготавливаемый из углеродистой легированной инструментальной или быстрорежущей стали. Обладают тем же что и машинные развертки недостатком в отношении регулировки их размера в зависимости от степени износа.
Насадные. Предназначены для обработки отверстий диаметром от 25 до 300 мм. Хвостовая часть развертки выполняется с профилем, позволяющим фиксировать ее в специальных оправках с коническим хвостовиком и обеспечивающих закрепление инструмента в шпинделе металлорежущего станка. Насадные развертки изготавливают из легированных и быстрорежущих сталей или с пластинами из твердых сплавов, обладающими повышенной износостойкостью.
Регулируемые. Предназначены для обработки отверстий диаметром от 6 до 50 мм, для которых необходимо обеспечить повышенную точность соблюдения размеров (до десятых долей миллиметра). С помощью реализованных в развертке конструкционных решений обеспечивается возможность изменения ее размера в пределах от 1 мм (для малых диаметров) до 3 мм. Наличие встроенного в конструкцию инструмента механизма регулирования его размера обуславливает наличие в развертке меньшего количества зубьев. Широкое применение находят регулируемые ручные и машинные развертки с вставными твердосплавными и быстрорежущими зубьями для проведения восстановительных и ремонтных работ. Достоинством данного вида инструмента является ее долгий срок службы, так как по мере износа режущей части нужный размер может корректироваться регулировкой.
В нашем магазине и на наших складах находится широкий ассортимент разверток для обработки различных металлов и сплавов, необходимый для выполнения практически любой задачи. Все, что Вам необходимо сделать – позвонить по нашим контактным телефонам или посетить наш интернет-магазин. Наши менеджеры ответят на все возникшие у вас вопросы и помогут выбрать нужный и качественный инструмент.
www.golitsino.ru
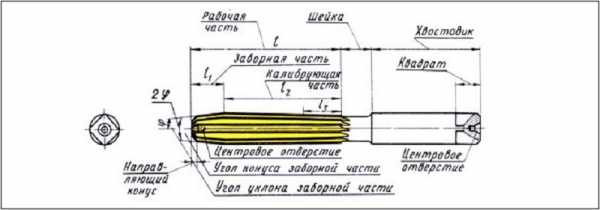
1.Общие сведения о развертках. Развертывание представляет собой процесс обработки отверстий с целью получения повышенной чистоты и точности. Развертка — это многозубый инструмент, который подобно сверлу и зенкеру в процессе обработки совершает вращение вокруг своей оси (главное движение) и поступательно перемещается вдоль оси, совершая движение подачи. Развертывание позволяет получить отверстие 2—3-го класса точности и 7—8-го класса чистоты обработанной поверхности. 2.Конструкция разверток. 2.1. Основные конструктивные элементы разверток. Ручная и машинная развертка (рис. 1) имеют следующие основные части: рабочую, режущую, калибрующую, шейку, хвостовик. Назначение шейки и хвостовика у разверток такое же, как у сверл и зенкеров. Рабочая часть включает режущую и калибрующую части и направляющий конус, который служит для предохранения от повреждений и облегчения попадания развертки в отверстие.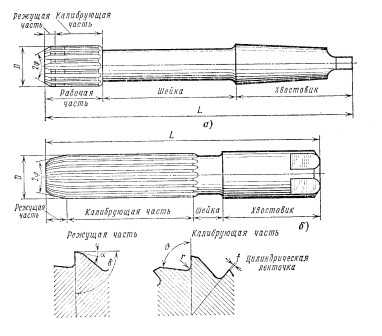
Рис. 1. Элементы а) машинной и б) ручной разверток.Режущая (заборная) часть развертки представляет собой конус, на поверхности которого образованы зубья. Калибрующая часть состоит из цилиндрического участка и участка с обратной конусностью. Передние и задние поверхности зубьев развертки как на режущей части, так и на калибрующей части, выполняются плоскими. 2.2. Конструктивные элементы развертки: D – диаметр развертки; Z – число зубьев; 2φ – угол режущей части; междузубые канавки, их форма и неравномерная разбивка; профиль зубьев, α и γ – задний и передний углы на режущей части, задний конус, элементы крепления развертки; L – общая длина развертки. 2.2.1.Диаметр развертки– важнейший конструктивный элемент, так как в конечном итоге назначение развертки – дать точное круглое отверстие определенных размеров. При назначении диаметра развертки необходимо учитывать разбивку; запас на износ; допуски на изготовление самой развертки. Для обеспечения входа в отверстие малый диаметр режущей части выполняется меньше диаметра обработанного отверстия на 1,3—1,4 припуска на развертывание. Диаметр развертки в конце режущей части и на цилиндрическом участке калибрующей части выбирается в зависимости от разбивания отверстия при обработке, допуска на изготовление отверстия и стремления обеспечить максимально возможный запас на износ развертки по диаметру. Схема расположения полек допусков на диаметр развертки приведена на рис.2. Схема изображена для случая, когда в процессе развертывания происходит увеличение диаметра отверстия по сравнению с фактическими размерами развертки. Поэтому, для того чтобы получить отверстие в пределах поля допуска, максимальный диаметр развертки принимается равным максимальному диаметру отверстия минус величина максимального разбивания. Допуск на диаметр развертки необходимо выбирать так, чтобы его обеспечение на шлифовальных и доводочных станках не представляло особых затруднений. Величина разбивания отверстия зависит от размеров обрабатываемой заготовки, режимов резания, точности изготовления развертки и точности ее установки на станке и т. п. В некоторых случаях, особенно при обработке изношенными развертками тонкостенных деталей, изготовленных из материалов с повышенной пластичностью и вязкостью, может наблюдаться отрицательное разбивание отверстия. При конструировании разверток ориентировочно максимальная величина разбивания отверстия принимается равной 1/3 допуска на отверстие. Уточненные значения величины разбивания отверстия определяются опытным путем.
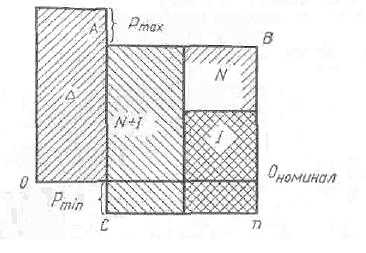 Рис. 2. Схема расположения полей допусков на диаметр развертки.
Диаметр в конце калибрующей части берется меньше диаметра развертки. В результате получается обратный конус. Принято считать, что обратный конус на развертках служит для уменьшения трения развертки об обработанное отверстие, облегчения вывода развертки и предохранения отверстия от разбивания.
Для ручных разверток уменьшение диаметра к хвостовику составляет 0,010 — 0,015 мм. Из-за столь малой величины утонения цилиндрический участок у ручных разверток часто не делается, и обратный конус начинается сразу же после режущей части.
2.2.2.Число зубьев. Число зубьев развертки выбирается в зависимости от обрабатываемого материала, диаметра и конструкции разверток. С увеличением числа зубьев чистота обработки отверстий повышается, однако уменьшается поперечное сечение стружечных канавок, и они могут оказаться недостаточными для свободного размещения и отвода стружки. При большом числе зубьев и небольшой глубине канавок перешлифовывание разверток на меньшие размеры затрудняется. Несмотря на снятие небольших слоев металла, развертки имеют относительно небольшое число зубьев (от 6 до 14) для целых машинных и ручных разверток диаметром 3—50 мм.
Развертки сборной конструкции делаются с меньшим числом зубьев, так как элементы крепления вставных зубьев требуют соответствующего пространства для их размещения.
Развертки обычно имеют четное число зубьев. Это облегчает измерение их диаметра. Положительное влияние на работу развертки оказывает неравномерное распределение зубьев по окружности, что способствует гашению вибраций, возникающих при работе, особенно на повышенных режимах резания в условиях недостаточной жесткости системы СПИД, и повышению чистоты обработанной поверхности.
Для окончательного выбора зубьев развертки необходимо прочертить получающийся профиль зуба и канавки. В развертках с винтовыми зубьями число зубьев выбирают меньшим. В зависимости от свойств обрабатываемого материала и вида отделяющейся стружки можно выбирать различное число зубьев. У разверток предназначенных для обработки вязких металлов, число зубьев определяются по формуле z= 1,5 корень от D + 2; для хрупких металлов z = 1,5 корень от D + 4.
2.2.3.Передний угол γ разверток обычно принимается равным нулю, поскольку развертка работает в зоне малых толщин срезаемого слоя, характер протекания процесса резания зависит главным образом не от переднего угла, а от радиуса закругления режущей кромки. На черновых развертках и при обработке вязких материалов передний угол равен 5—10°.
2.2.4.Задний угол принимают небольшим для сохранения прочности режущей кромки. Если принять задний угол значительным, прочность кромки снижается, и возможны выкрашивания, ведущие к ухудшению чистоты поверхности отверстия. У разверток колеблется в пределах 4—8°. Для чистовых разверток угол α выбирается меньше, чем для черновых.
2.2.5.Ширина ленточки по цилиндру. Затачивание зубьев на режущей части производится «доостра», а на калибрующей части — с оставлением цилиндрической ленточки шириной 0,05—0,3 мм. При обработке вязких металлов во избежание налипания частиц металла ширина ленточки уменьшается до 0,05— 0,10 мм. Ленточка служит для направления развертки в отверстии, способствует калиброванию отверстия и облегчает контроль развертки по диаметру.
2.2.6. Угол в плане φ. Большое влияние на работу развертки оказывает угол в плане φ, между осью развертки и режущей кромкой, которая при переднем угле, равном нулю, идет по образующей конуса режущей части.
С изменением угла в плане φ изменяется соотношение между шириной и толщиной среза, составляющими усилия резания, интенсивность и характер износа инструмента. С увеличением угла заборного конуса растет осевое усилие, затрудняется продвижение развертки. Поэтому у ручных разверток угол в плане принимается небольшим, что способствует также плавному входу и выходу развертки из отверстия. На основе экспериментальных данных для ручных разверток при обработке сквозных отверстий φ = 1 ÷ 2°.
Машинные развертки при работе направляются лучше ручных, поэтому длина их режущей части может быть меньшей, а угол в плане большим. При обработке чугуна φ = 4÷5°, а при обработке стали φ = 12 ÷ 15°. Для глухих отверстий как у ручных, так и у машинных разверток φ = 45 ÷ 60°.
Для машинных разверток величина утонения колеблется от 0,04—0,10 мм, при длине калибрующей части равной 0,25—0,30 диаметра развертки.
На базе проведенных исследований и производственного опыта в последние годы были разработаны развертки с резко укороченной длиной обратного конуса до величины 3—5 мм и уменьшением диаметра на заднем торце на 0,5— 0,7 мм, которые обеспечивают требуемую точность и высокую частоту поверхности особенно при обработке коротких отверстий.
2.2.7. Углы профиля. Обработка стружечных канавок разверток производится одноугловыми (рис. 3, а) или двуугловыми (рис. 3, б) фрезами с углом профиля θ = 65 ÷ 110°. Для средних и крупных размеров применяется профиль с очертанием стенки зуба по радиусу, что облегчает размещение стружки в канавках (рис, 3, в).
Рис. 2. Схема расположения полей допусков на диаметр развертки.
Диаметр в конце калибрующей части берется меньше диаметра развертки. В результате получается обратный конус. Принято считать, что обратный конус на развертках служит для уменьшения трения развертки об обработанное отверстие, облегчения вывода развертки и предохранения отверстия от разбивания.
Для ручных разверток уменьшение диаметра к хвостовику составляет 0,010 — 0,015 мм. Из-за столь малой величины утонения цилиндрический участок у ручных разверток часто не делается, и обратный конус начинается сразу же после режущей части.
2.2.2.Число зубьев. Число зубьев развертки выбирается в зависимости от обрабатываемого материала, диаметра и конструкции разверток. С увеличением числа зубьев чистота обработки отверстий повышается, однако уменьшается поперечное сечение стружечных канавок, и они могут оказаться недостаточными для свободного размещения и отвода стружки. При большом числе зубьев и небольшой глубине канавок перешлифовывание разверток на меньшие размеры затрудняется. Несмотря на снятие небольших слоев металла, развертки имеют относительно небольшое число зубьев (от 6 до 14) для целых машинных и ручных разверток диаметром 3—50 мм.
Развертки сборной конструкции делаются с меньшим числом зубьев, так как элементы крепления вставных зубьев требуют соответствующего пространства для их размещения.
Развертки обычно имеют четное число зубьев. Это облегчает измерение их диаметра. Положительное влияние на работу развертки оказывает неравномерное распределение зубьев по окружности, что способствует гашению вибраций, возникающих при работе, особенно на повышенных режимах резания в условиях недостаточной жесткости системы СПИД, и повышению чистоты обработанной поверхности.
Для окончательного выбора зубьев развертки необходимо прочертить получающийся профиль зуба и канавки. В развертках с винтовыми зубьями число зубьев выбирают меньшим. В зависимости от свойств обрабатываемого материала и вида отделяющейся стружки можно выбирать различное число зубьев. У разверток предназначенных для обработки вязких металлов, число зубьев определяются по формуле z= 1,5 корень от D + 2; для хрупких металлов z = 1,5 корень от D + 4.
2.2.3.Передний угол γ разверток обычно принимается равным нулю, поскольку развертка работает в зоне малых толщин срезаемого слоя, характер протекания процесса резания зависит главным образом не от переднего угла, а от радиуса закругления режущей кромки. На черновых развертках и при обработке вязких материалов передний угол равен 5—10°.
2.2.4.Задний угол принимают небольшим для сохранения прочности режущей кромки. Если принять задний угол значительным, прочность кромки снижается, и возможны выкрашивания, ведущие к ухудшению чистоты поверхности отверстия. У разверток колеблется в пределах 4—8°. Для чистовых разверток угол α выбирается меньше, чем для черновых.
2.2.5.Ширина ленточки по цилиндру. Затачивание зубьев на режущей части производится «доостра», а на калибрующей части — с оставлением цилиндрической ленточки шириной 0,05—0,3 мм. При обработке вязких металлов во избежание налипания частиц металла ширина ленточки уменьшается до 0,05— 0,10 мм. Ленточка служит для направления развертки в отверстии, способствует калиброванию отверстия и облегчает контроль развертки по диаметру.
2.2.6. Угол в плане φ. Большое влияние на работу развертки оказывает угол в плане φ, между осью развертки и режущей кромкой, которая при переднем угле, равном нулю, идет по образующей конуса режущей части.
С изменением угла в плане φ изменяется соотношение между шириной и толщиной среза, составляющими усилия резания, интенсивность и характер износа инструмента. С увеличением угла заборного конуса растет осевое усилие, затрудняется продвижение развертки. Поэтому у ручных разверток угол в плане принимается небольшим, что способствует также плавному входу и выходу развертки из отверстия. На основе экспериментальных данных для ручных разверток при обработке сквозных отверстий φ = 1 ÷ 2°.
Машинные развертки при работе направляются лучше ручных, поэтому длина их режущей части может быть меньшей, а угол в плане большим. При обработке чугуна φ = 4÷5°, а при обработке стали φ = 12 ÷ 15°. Для глухих отверстий как у ручных, так и у машинных разверток φ = 45 ÷ 60°.
Для машинных разверток величина утонения колеблется от 0,04—0,10 мм, при длине калибрующей части равной 0,25—0,30 диаметра развертки.
На базе проведенных исследований и производственного опыта в последние годы были разработаны развертки с резко укороченной длиной обратного конуса до величины 3—5 мм и уменьшением диаметра на заднем торце на 0,5— 0,7 мм, которые обеспечивают требуемую точность и высокую частоту поверхности особенно при обработке коротких отверстий.
2.2.7. Углы профиля. Обработка стружечных канавок разверток производится одноугловыми (рис. 3, а) или двуугловыми (рис. 3, б) фрезами с углом профиля θ = 65 ÷ 110°. Для средних и крупных размеров применяется профиль с очертанием стенки зуба по радиусу, что облегчает размещение стружки в канавках (рис, 3, в).
Рис. 3. Профили канавок разверток.
Получение при фрезеровании неравномерного шага при одинаковой ширине зуба обеспечивается изменением глубины канавки соответствующей установкой фрезы.
Обычно канавки у разверток делаются прямые, что упрощает их изготовление и контроль.
Для обработки отверстий, прерывающихся по длине или имеющих продолъные канавки, незаменимы развертки с винтовыми зубьями. Винтовыми канавками также снабжаются развертки для обработки легких сплавов. Угол наклона винтовых зубьев у разверток может доходить до 30—45°. Направление винтовых канавок делается обратным направлению вращения развертки с целью устранении самозатягивания и заедания развертки в отверстии. Использование разверток с большим углом наклона винтовой канавки обеспечивает получение хорошей чистоты обработанной поверхности, но при этом возникают значительные усилия подачи.2.2.8.Длина рабочей части развертки и общая ее длина. Длину рабочей части и общую длину разверток принимают по соответствующим стандартам, причем общая длина развертки зависит исключительно от глубины развертываемых отверстий и метода крепления развертки. Если развертка должна иметь направляющую часть, то необходимо в общую длину развертки включать длину направляющей части. Длину рабочей части развертки рекомендуют делать в пределах 0,8 – 3 диаметра развертки. Чем короче рабочая часть развертки, тем легче развертка режет, но из-за этого резко ухудшается направление развертки в отверстии и чистота поверхности отверстий. При хорошем направлении развертки в отверстии (наличие направляющей части) можно сокращать длину ее рабочей части.
Существуют дисковые развертки, которые представляют собой диски с зубьями шириной, равной 0,1 – 0,2 диаметра развертки, насаживаемые на оправку с направляющей частью.
2.2.9.Элементы крепления развертки. Развертку снабжают соединительной частью. Насадные развертки чаще всего имеют конусное отверстие с конусностью 1: 30 и дополнительно торцовую шпоночную канавку. Хвостовые машинные развертки имеют конусный хвостовик с лапкой, которой вставляют в соответствующее гнездо шпинделя или специального патрона, или цилиндрический хвостовик. На ручных развертках на конце хвостовика делают квадрат для работы воротком.
Благодаря шарнирному соединению качающийся патрон позволяет компенсировать несовпадение оси вращения развертки и оси детали. Патроны качающего типа недостаточно совершенны, так как в различных их положениях ось развертки по-разному располагается относительно оси отверстия.
Плавающие патроны не имеют недостатков, связанных с перекосом оси развертки, так как развертка не может качаться, а перемещается только в направлении, перпендикулярном оси, благодаря чему ось отверстия получается правильно направленной.
Развертки, направление которых осуществляется специальными гладкими направляющими, работают лучше и стойкость их выше. Длинные специальные развертки, которые служат для развертывания нескольких отверстий с общей осью обязательно должны иметь направляющую часть. Для свободного вращения и перемещения направляющей части в кондукторных втулках следует делать смазочные канавки на направляющей части, иначе возможно заедание и даже поломка развертки.
3.Особенности основных типов разверток.
3.1.Ручные цилиндрические развертки.
Простейший и наиболее распространенный тип ручной развертки – цельная цилиндрическая с прямыми канавками (рис. 4, а). Их изготавливают обычно из хромистой стали 9ХС. Недостаток таких разверток – невозможность регулирования размера после износа развертки.
В корпусе 1 разжимной развертки (рис. 4, б), изготовленной из стали 9ХС, в центре просверлено отверстие, на одном конце которого нарезана резьба; в глубине отверстие имеет конусную часть. В отверстие развертки вставлен шарик 3 и ввернут регулировочный винт 2. Если начать ввертывать винт, то он будет нажимать на шарик, который будет стремиться разжать стенки отверстия. В средней части корпус развертки снабжен прорезями. По мере вдавливания шарика в отверстие корпус развертки разжимается и увеличивается в диаметре, но увеличение диаметра происходит только в центральной части развертки.
В корпусе ручной раздвижной развертки (рис. 4, в), изготовленной из конструкционной стали, профрезерованы точные пазы, идущие по отношению к оси развертки с уклоном. В пазы вставлены со скользящей посадкой плоские ножи. На торцах ножей имеются скосы под углом.
Регулируемые раздвижные развертки имеют значительные пределы регулирования диаметра от 0,5 до 3 мм. Эти развертки очень удобны для ремонтных работ. Регулируемые ручные развертки изготавливают для отверстий диаметром 10 – 38 мм. Более мелкие развертки очень трудно изготовлять, а более крупные развертки редко используют в качестве ручных.
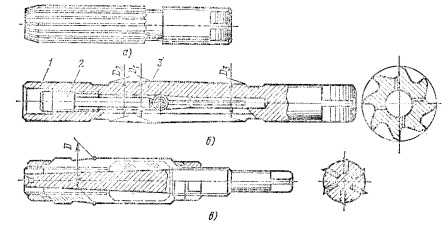 Рис. 4. Типы ручных разверток: а – цельная, б — разжимная, в – раздвижная.
3.2.Развертки для конических отверстий.
Для развертывания конических отверстий часто применяют конусные развертки. Чем больше угол конусности, тем труднее развернуть коническое отверстие одной разверткой, и приходится делать несколько разверток. Развертки для конического отверстия работают в более тяжелых условиях, чем цилиндрические. Коническая развертка режет всем своим лезвием и имеет калибрующей части, так как режущие кромки по всей длине вступают в работу.
В комплект входят три развертки: обдирочная, промежуточная и чистовая. Обдирочная развертка (рис. 5, а) предназначена для снятия значительного припуска; для облегчения работы режущей кромки делают ступенчатой. На конической образующей поверхности развертки нарезают затылованный винтовой зуб. Промежуточная развертка ( рис. 5, б) имеет стружкоразделительные канавки, нарезанные в виде резьбы; в зависимости от диаметра шаг этой резьбы различный. Чистовая развертка ( рис. 5, в) имеет прямые зубья по всей длине режущей части.
Рис. 4. Типы ручных разверток: а – цельная, б — разжимная, в – раздвижная.
3.2.Развертки для конических отверстий.
Для развертывания конических отверстий часто применяют конусные развертки. Чем больше угол конусности, тем труднее развернуть коническое отверстие одной разверткой, и приходится делать несколько разверток. Развертки для конического отверстия работают в более тяжелых условиях, чем цилиндрические. Коническая развертка режет всем своим лезвием и имеет калибрующей части, так как режущие кромки по всей длине вступают в работу.
В комплект входят три развертки: обдирочная, промежуточная и чистовая. Обдирочная развертка (рис. 5, а) предназначена для снятия значительного припуска; для облегчения работы режущей кромки делают ступенчатой. На конической образующей поверхности развертки нарезают затылованный винтовой зуб. Промежуточная развертка ( рис. 5, б) имеет стружкоразделительные канавки, нарезанные в виде резьбы; в зависимости от диаметра шаг этой резьбы различный. Чистовая развертка ( рис. 5, в) имеет прямые зубья по всей длине режущей части.
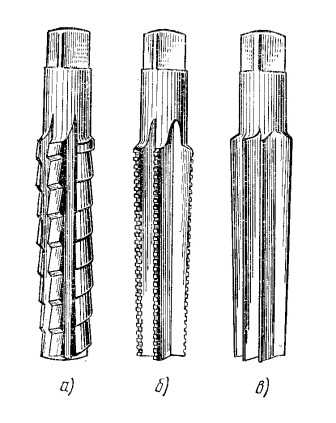 Рис. 5. Конические развертки. а) обдирочная, б) промежуточная, в) чистовая.
3.3.Машинные цилиндрические развертки.
В отличие от ручных разверток машинные развертки имеют короткую рабочую часть и часто меньшее число зубьев; они стандартизованы.
К цельным разверткам могут быть отнесены машинные развертки с твердыми сплавами. Корпус может быть выполнен с коническим хвостовиком или с цилиндрической зажимной частью. Начиная с 25 – 30 мм развертки можно изготавливать не хвостовыми, а насадными. Насадные развертки изготавливают из легированной стали 9ХС, а также из быстрорежущей стали. Применение твердого сплава дает возможность резко повысить износостойкость разверток, а также получить отверстие с меньшей шероховатостью поверхности.
Все типы машинных разверток обладают одним общим недостатком: их нельзя регулировать по диаметру по мере износа. В настоящее время получают широкое распространение раздвижные машинные развертки различных конструкций. Их можно подразделить на две группы.
Рис. 5. Конические развертки. а) обдирочная, б) промежуточная, в) чистовая.
3.3.Машинные цилиндрические развертки.
В отличие от ручных разверток машинные развертки имеют короткую рабочую часть и часто меньшее число зубьев; они стандартизованы.
К цельным разверткам могут быть отнесены машинные развертки с твердыми сплавами. Корпус может быть выполнен с коническим хвостовиком или с цилиндрической зажимной частью. Начиная с 25 – 30 мм развертки можно изготавливать не хвостовыми, а насадными. Насадные развертки изготавливают из легированной стали 9ХС, а также из быстрорежущей стали. Применение твердого сплава дает возможность резко повысить износостойкость разверток, а также получить отверстие с меньшей шероховатостью поверхности.
Все типы машинных разверток обладают одним общим недостатком: их нельзя регулировать по диаметру по мере износа. В настоящее время получают широкое распространение раздвижные машинные развертки различных конструкций. Их можно подразделить на две группы.
- Разжимные машинные развертки.
- Машинные развертки с привинченными ножами.
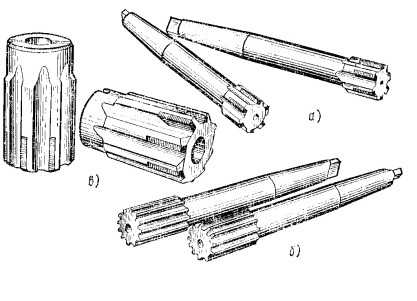 Рис. 6. Машинные развертки.
а) с твердым сплавом и коническим хвостовиком,
б) сварные из быстрорежущей стали с коническим хвостовиком,
в) насадные с пластинами из твердого сплава.
Рис. 6. Машинные развертки.
а) с твердым сплавом и коническим хвостовиком,
б) сварные из быстрорежущей стали с коническим хвостовиком,
в) насадные с пластинами из твердого сплава.
www.instrumentu.ru