Содержание
Насыщение — поверхность — металл
Cтраница 1
Насыщение поверхности металла хромом способствует повышение его жаростойкости и твердости; высокая твердость объясняется образованием в поверхностных слоях карбидов хрома.
[1]
| Схемы механизма диффузии.
[2] |
Степень насыщения поверхности металла определяется реакциями, протекающими на границе металл-внешняя среда. Скорость диффузии зависит от насыщающего элемента, его концентрации на поверхности и температуры процесса.
[3]
При насыщении поверхности металла атомами углерода происходит дополнительное образование фуллеренов в науглероженной зоне ввиду превышения растворимости углерода в матрице и его накопления в микропорах. В частности, металл науглероженной зоны труб змеевиков печей пиролиза углеводородного сырья содержит примерно в 5 5 раз больше фуллеренов, чем основной металл. Показано ( на примере цементации), что внутри науглероженной зоны существует область преимущественного образования фуллеренов, которая располагается на расстоянии 0 3 — 0 4 мм от поверхности металла. Поскольку при термическом воздействии количество фуллеренов в этой области резко возрастает, можно предположить, что в ее пределах размер и форма пор наиболее благоприятны для активного образования фуллеренов.
Показано ( на примере цементации), что внутри науглероженной зоны существует область преимущественного образования фуллеренов, которая располагается на расстоянии 0 3 — 0 4 мм от поверхности металла. Поскольку при термическом воздействии количество фуллеренов в этой области резко возрастает, можно предположить, что в ее пределах размер и форма пор наиболее благоприятны для активного образования фуллеренов.
[4]
Разработано несколько методов насыщения поверхности металла серой также в газовых и твердых смесях. Применяют ряд сред для сульфидирования, различающихся в основном своей нейтральной частью. В качестве активных составляющих рекомендуются роданистый натрий ( NaiCNS) или роданистый калий ( KCNS) с тиосульфатом натрия ( Na2S2O3) — как регенерирующим компонентом.
[5]
Разработано лесколько методов насыщения поверхности металла серой также в газовых и твердых смесях. В качестве активных составляющих рекомендуются [ роданистый атрий ( NaCNS) или роданистый калий ( KCNS) с тиосульфатом натрия ( Na2S2O3) — как регенерирующим ( компонентом.
[6]
Алитированием называют процесс насыщения поверхности металлов алюминием для повышения их жаростойкости и сопротивления коррозии.
[7]
| Сварка рельсов ТИЯГ.
[8] |
Весьма перспективно также алитирование — насыщение поверхности металла алюминием на глубину 0 02 — 1 2 мм, в результате чего создается плотная и прочная антикоррозионная пленка.
[9]
Если бы обмен происходил мгновенно, то насыщение поверхности металла радиоактивными ионами при погружении его, как было описано выше, в раствор, содержащий радиоактивный изотоп, происходило бы также мгновенно. Продолжительность периода до насыщения зависит от природы металла и концентрации ионов в растворе.
[10]
Наи большее распространение получило электролитическое хромирование, но возможно насыщение поверхности металла хромом и в результате диффузии. Диффузионное хромирование дает значительно большую устойчивость против коррозии и жаростойкость, особенно в газовых средах при высоких температурах. Для хромирования употребляются как низкоуглеродистые, так и высокоуглеродистые стали. Толщина слоя хрома достигает 0 05 — 0 15 мм, для получения этой толщины требуется 10 — 12 часов выдержки.
Диффузионное хромирование дает значительно большую устойчивость против коррозии и жаростойкость, особенно в газовых средах при высоких температурах. Для хромирования употребляются как низкоуглеродистые, так и высокоуглеродистые стали. Толщина слоя хрома достигает 0 05 — 0 15 мм, для получения этой толщины требуется 10 — 12 часов выдержки.
[11]
Снижение пластичности может быть вызвано выделением по границам зерен легкоплавких составляющих или насыщением поверхности металла серой при нагреве его в среде сернистых газов. На микрошлифе разрывы совпадают с границами зерен и сопровождаются оксидами и эвтектическими фазами.
[12]
В технологии изготовления ответственных и тяжелонагруженных поверхностей трения деталей машин используются методы создания первичных защитных структур за счет насыщения поверхностей металла серой, фосфором, азотом, кислородом, углеродом, бором, хромом и другими элементами.
[13]
На это указывает, в частности, тот факт, что площадь, занимаемая одной молекулой ( частицей) ингибитора в состоянии адсорбционного насыщения поверхности металла, заметно больше, чем площадь молекулы данного соединения, рассчитанная по моделям, например по модели Стюарта — Бриглеба. В результате этого для большинства органических веществ Сог & будет меньше, чем Cei и в, найденное по уравнению ( 61), и окажется завышенным по сравнению с истинной степенью заполнения поверхности корродирующего металла. Несмотря на отмеченные ограничения, метод, основанный на измерении дифференциальной емкости, весьма полезен и позволяет получить ценную информацию о механизме ингибирующего действия органических веществ.
В результате этого для большинства органических веществ Сог & будет меньше, чем Cei и в, найденное по уравнению ( 61), и окажется завышенным по сравнению с истинной степенью заполнения поверхности корродирующего металла. Несмотря на отмеченные ограничения, метод, основанный на измерении дифференциальной емкости, весьма полезен и позволяет получить ценную информацию о механизме ингибирующего действия органических веществ.
[14]
В результате цементации — искусственного насыщения поверхностного слоя углеродом — происходит значительное повышение прочности, твердости и износостойкости деталей. Однако, насыщение поверхности металла атомами углерода не всегда положительно. Переработка углеводородного сырья в трубах змеевиков печей пиролиза при высокой температуре приводит к диффузии углерода в металл, что влечет за собой охрупчивание и выход труб из строя. Поэтому было сделано предположение, что повышение прочности и твердости деталей после цементации, а также охрупчивание металла труб вызваны самоорганизацией и перераспределением фуллеренов.
[15]
Страницы:
1
2
|
КАТЕГОРИИ: Археология
ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Балочные системы. Определение реакций опор и моментов защемления
|
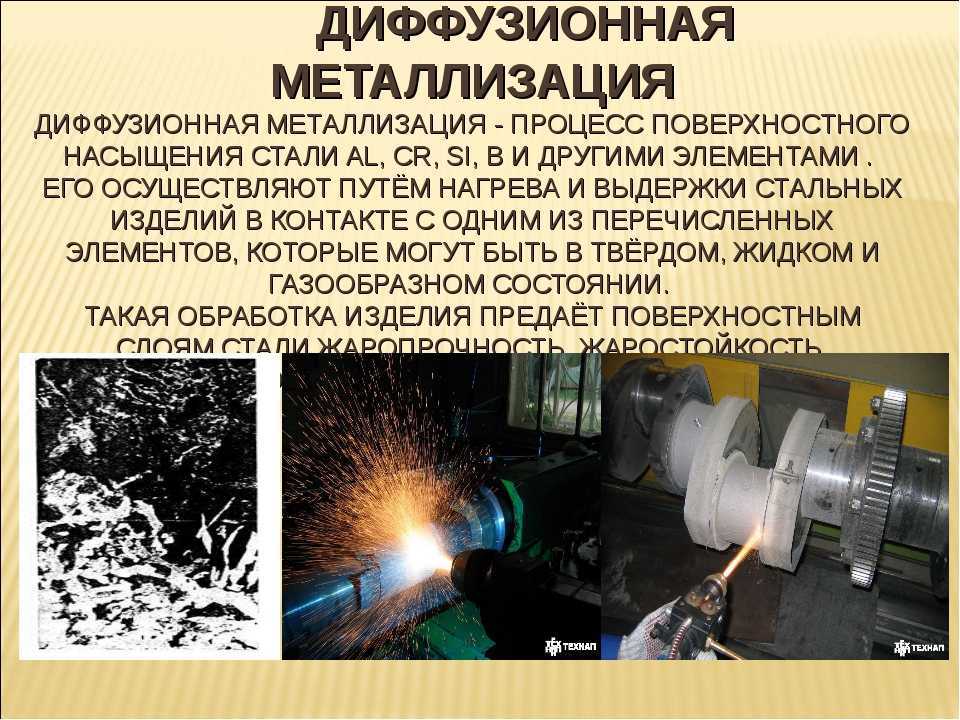
⇐ ПредыдущаяСтр 11 из 11 Насыщение поверхности стали металлами в ходе их высокотемпературной химико-термической обработки в соответствующих насыщающих средах называется диффузионной металлизацией. Целью такого вида химико-термической обработки является изменение состава, структуры и свойств поверхностного слоя стали путем введения в него таких металлов, как хром, алюминий, титан, цинк, вольфрам, ванадий, ниобий. Диффузионная металлизация, в зависимости от насыщающего элемента, может проводиться в диапазоне температур от 400 до 1700 °С. Техническое исполнение этого вида химико-термической обработки может быть выполнено рядом способов, например, погружением обрабатываемой детали в ванну с расплавленным металлом. Такой метод применим в том случае, когда температура плавления насыщающего металла оказывается значительно ниже температуры плавления стали. Подобная химико-термическая обработка может включать в себя как насыщение только одним элементом, например, насыщение поверхности детали хромом — хромирование, насыщение алюминием — алитирование, так и насыщение группой металлов — хромоалитирование (одновременное насыщение хромом и алюминием), одновременное насыщение поверхности детали металлами и неметаллами — карбохромирование (насыщение поверхности углеродом и хромом). Совместное насыщение поверхности детали рядом элементов может проводиться как одновременно, так и последовательно. В результате диффузионной металлизации в поверхности стали возникают слои высоколегированных твердых растворов диффундирующих элементов в железе, создавая принципиально иные физико-химические свойства поверхностных, защитных слоев изделия. Алитирование — насыщение поверхности стали алюминием. В результате алитирования сталь приобретает высокую окалиностойкость (до 850 — 900 0С), так как в процессе нагрева на поверхности алитированных изделий образуется плотная пленка окиси алюминия Al2O3, предохраняющая металл от окисления. Алитирование проводят в порошкообразных смесях (50%Al или ферроалюминия, 49%Al2O3 и 1%NH4CI или 99% ферроалюминия и 1%NH4CI) при температуре 1000°С и выдержке в течение 8ч. В результате образуется слой в 0,4—0,5 мм, насыщенный алюминием. Алитирование выполняется также металлизацией в расплаве алюминия (с 6—8% железа) при 700—800°С с последующей выдержкой и др. методами. Структура алитированного слоя представляет собой твердый раствор алюминия в a-железе. Алитирование применяют также при изготовлении клапанов автомобильных двигателей, лопаток и сопел газовых турбин, деталей аппаратуры для крекинга нефти и газа, труб пароперегревателей, печной арматуры и т. п. Алитирование в расплавленном алюминии широко пользуются вместо горячего цинкования (листы, проволока, трубы, строит, детали). Хромирование — способ химико-термической обработки, состоящий в высокотемпературном (900–1300°С) диффузионном насыщении поверхности обрабатываемой детали хромом в насыщающих средах с целью придания ей жаростойкости (до 800°С), коррозионной стойкости в пресной и морской воде, растворах солей и кислот, эрозионной стойкости. Диффузионное насыщение поверхности стали хромом, также уменьшает скорость ползучести материала, повышает его сопротивление термическим ударам. Хромирование также повышает предел выносливости стали при комнатных и повышенных температурах, что связано с возникновением в слое сжимающих напряжений. Хромирование сталей, содержащих свыше 0,3 — 0,4%С, повышает также твердость и износостойкость. Диффузионный слой, получаемый при хромировании технического железа, состоит из твердого раствора хрома в a-железе. Карбидный слой обладает высокой твердостью. Твердость слоя, полученного хромирования железа, 250 — 300 HV, а хромированием стали — 1200 — 1300 HV. Хромированию подвергаются стали различных классов — ферритных, перлитных и аустенитных, сталей различного назначения. Структура хромированного слоя напрямую зависит от содержания в стали углерода. Если в малоуглеродистых сталях этот слой обычно состоит из твердого раствора замещения хрома в a -железе, то в случае высокоуглеродистых материалов может образовываться слой карбидов, состоящий, например, для сталей с 0,8–1,0 % углерода из карбидов Сr23С6, расположенных в верхних слоях насыщенной хромом поверхности и карбида Cr7С3 лежащего ниже. Под карбидными слоями располагается эвтектоидный слой, состоящий из троостита и карбида Cr7С3. Кроме углерода на параметры хромированного слоя влияет легирующие элементы. Содержащиеся в стали. Все карбидообразующие элементы — вольфрам, молибден, титан, ванадий и т. д., увеличивают глубину хромированного слоя, элементы, расширяющие аустенитную область, — никель, кобальт — уменьшают глубину хромирования. Это связано с особенностями диффузии хрома в a -Fe и g -Fe. С одной стороны, скорость диффузии атомов хрома в a -железе значительно выше, чем в аустените, с другой, — при легировании вольфрамом, молибденом и другими карбидообразующими элементами содержание хрома в стали в исходном, до химико-термической обработки, состоянии превосходит его концентрацию в сталях углеродистых или легированных, например, только никелем. Твердость насыщенной хромом поверхности у средне- и высокоуглеродистых сталей, то есть тогда, когда хром в поверхности находится в виде слоя карбидов, составляет 12000–13000МПа. Твердость хромированного слоя у низкоуглеродистых сталей, когда хром находится в твердом растворе, не превышает 1500–3000МПа. Наиболее широко применяется метод диффузионного хромирования в порошках, содержащих хром или феррохром и активные добавки в виде галогенидов аммония (контактный метод). При этом подвергающиеся химико-термической обработке детали укладываются в специальные контейнеры (ящики) с двойными крышками для повышения герметичности и подвергаются высокотемпературным нагревам в соответствующих смесях в течение 6–12 ч. Особо широкое применение этого метода объясняется простотой применяемого оборудования, отсутствием необходимости создания специальных производств и участков. Кроме однокомпонентного насыщения поверхности стали хромом достаточно широкое применение нашли процессы совместного насыщения: углеродом и хромом — карбохромирование, хромом и кремнием — хромосилицирование, хромом и алюминием — хромоалитирование. Карбохромирование — это процесс последовательного насыщения поверхности детали углеродом, а затем хромом, способствующий повышению твердости, износостойкости, жаропрочности, коррозионной стойкости материала. Режимы и способы данной химико-термической обработки соответствуют режимам и способам цементации и хромирования изделий. Хромосилицирование — это одновременное насыщение поверхности детали хромом и кремнием. Температура хромосилицирования составляет, в зависимости от состава обрабатываемого материала и способа хромосилицирования, 900–1200 °С. Детали, подвергшиеся хромосилицированию, по сравнению с хромированными деталями, обладают повышенной окалиностойкостью и кислотостойкостью, повышенным сопротивлением эрозии в области высоких температур. Хромоалитирование — это совместное или последовательное насыщение поверхности детали хромом и алюминием. Температура процесса находится в пределах 900–1200 °С. Хромоалитирование проводится для создания в поверхности детали слоев с повышенной, по отношению к хромированным деталям, жаростойкостью, достигающей 900°С, и эрозионной стойкостью. Титанирование — процесс диффузионного насыщения поверхности сталей титаном. Насыщение осуществляется при температурах порядка 1100°С, глубина насыщения обычно не превышает 0,3 мм. С помощью титанирования стальным деталям придается исключительно высокая коррозионная стойкость, характерная для титана главным образом в средах различных кислот. Титанирование может проводиться в твердых (порошкообразных), жидких и газообразных насыщающих средах. Процесс по технологическим и химическим особенностям близок к хромированию — так же, как при хромировании, в поверхностных слоях малоуглеродистых сталей в процессе насыщения их титаном создается a -твердый раствор титана в железе, который содержит до 30 % титана. Также возможно образование в поверхностном слое сталей интерметаллидного соединения TiFе2. В сталях с высоким содержанием углерода в поверхностных слоях дополнительно образуются карбидные соединения, резко повышающие твердость насыщенного слоя. Цинкование — процесс диффузионного насыщения поверхности детали цинком. Химико-термические методы цинкования включают в себя горячее цинкование или цинкование погружением, цинкование в порошке цинка — шерардизация, цинкование в парах цинка. Кроме этих методов используется электролитическое цинкование, металлизация напылением и нанесение цинкосодержащих красок. Цинкование — процесс, способствующий резкому повышению коррозионной стойкости. Повышение коррозионной стойкости при цинковании стальных деталей достигается за счет двух химических процессов: цинк, по отношению к железу являясь электроположительным металлом, тормозит коррозию поверхности детали. Под воздействием атмосферной влаги на цинкованной поверхности стальной детали образуется слой карбонатов и оксидов цинка, оказывающий также защитное действие. Температура цинкования зависит от способа проведения операции. Так, при цинковании в порошках температура процесса колеблется в пределах 370–430 °С, при цинковании погружением — 430–470 °С. Горячее цинкование считается одним из самых надежных, экономичных и потому распространенных методов защиты железа и стали от коррозии. Для металлоконструкций горячее цинкование является бесспорно самым распространенным видом покрытия. Толщина цинкового слоя колеблется от 40 до 85 мкм. В зависимости от режима насыщения в диффузионном слое на поверхности железа может образоваться η-фаза (твердый раствор железа в цинке), далее слой интерметаллидных фаз FeZn13, FeZn7, Fe3Zn10, а ближе к сердцевине — твердый раствор цинка в железе. Для повышения коррозионной стойкости различных изделий (листы, трубы, проволока, посуда, аппаратура для получения спиртов, холодильников, газовых компрессоров и т. Недостатки диффузионного насыщения металлов Диффузия хрома, алюминия и других металлов протекает значительно медленнее, чем углерода и азота, потому что углерод и азот образуют с железом растворы внедрения, а металлы — растворы замещения. При одинаковых температурных и временных условиях диффузионные слои при металлизации в десятки, а то и в сотни раз более тонкие, чем при цементации. Такая малая скорость диффузии препятствует широкому распространению процессов диффузионного насыщения в промышленности, так как процесс является дорогостоящим, его проводят при высоких температурах (1000-1200°C) длительное время. Только особые свойства слоя и возможность экономии легирующих элементов при использовании процессов диффузионной металлизации обусловили их применение в промышленности.
Список рекомендуемой литературы. Основная: 1.Материаловедение. Учебник для вузов. Под ред. Б.Н. 2.Солнцев Ю.П., Пряхин Е.И. Вайткун Ф. Материаловедение: Учебник для вузов. Изд. 2-е перераб. и доп. СПб.: Химиздат, 2002 –696с.
Дополнительная ; 1.Лахтин Ю.М., Леонтьева В.П. Материаловедение – М.; Машиностроение, 1990 г. 2.Журавлев В.В., Николаева О.И. Машиностроительные стали – справочник. – М.; Машиностроение, 1992 г. 3.Марочник сталей и сплавов. Под ред. Сорокина В.Г. – М.; Машиностроение, 1989 г. 4.Металловедение и термическая обработка. Методический практикум по лабораторным работам.
⇐ Предыдущая234567891011 Читайте также: Как правильно слушать собеседника Типичные ошибки при выполнении бросков в баскетболе Принятие христианства на Руси и его значение Средства массовой информации США |
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 448; Нарушение авторского права страницы; Мы поможем в написании вашей работы!
infopedia.
|
 Все правила по сольфеджио
Все правила по сольфеджио
 В случае необходимости насыщения поверхности стальной детали тугоплавкими металлами возможно использование погружения детали в расплавы солей насыщающего металла, насыщения поверхности детали из газовой фазы, состоящей галогенидов диффундирующего металла, диффузии насыщающего металла путем его испарения из сублимированной фазы, метода циркуляционного газового насыщения и т. п.
В случае необходимости насыщения поверхности стальной детали тугоплавкими металлами возможно использование погружения детали в расплавы солей насыщающего металла, насыщения поверхности детали из газовой фазы, состоящей галогенидов диффундирующего металла, диффузии насыщающего металла путем его испарения из сублимированной фазы, метода циркуляционного газового насыщения и т. п. Изделие, поверхность которого обогащена этими элементами, приобретает ценные свойства, к числу которых относятся высокая жаростойкость, коррозионная стойкость, повышенная износостойкость и твердость.
Изделие, поверхность которого обогащена этими элементами, приобретает ценные свойства, к числу которых относятся высокая жаростойкость, коррозионная стойкость, повышенная износостойкость и твердость. Твердость алитированного слоя (на поверхности) до 500 HV, износостойкость низкая. Алитирование поверхности стальных и др. металлических деталей проводится с целью повышения окалиностойкости до температуры 1100°С и сопротивления атмосферной коррозии. Чаще всего алитируются детали из малоуглеродистых аустенитных сталей. При алитировании в течение 12 ч при 1100°С у стали с 0,06 % углерода толщина слоя составляет 1 мм, у стали с 0,38 % углерода — менее 0,9 мм. Содержание алюминия в насыщенном слое может достигать 40–50 %, однако при превышении его концентрации 30% отмечается повышенная хрупкость слоя и для выравнивания его концентрации по сечению поверхностного слоя обычно выполняется термическая обработка жаропрочных сплавов.
Твердость алитированного слоя (на поверхности) до 500 HV, износостойкость низкая. Алитирование поверхности стальных и др. металлических деталей проводится с целью повышения окалиностойкости до температуры 1100°С и сопротивления атмосферной коррозии. Чаще всего алитируются детали из малоуглеродистых аустенитных сталей. При алитировании в течение 12 ч при 1100°С у стали с 0,06 % углерода толщина слоя составляет 1 мм, у стали с 0,38 % углерода — менее 0,9 мм. Содержание алюминия в насыщенном слое может достигать 40–50 %, однако при превышении его концентрации 30% отмечается повышенная хрупкость слоя и для выравнивания его концентрации по сечению поверхностного слоя обычно выполняется термическая обработка жаропрочных сплавов.

 В зависимости от требований, предъявляемых к обрабатываемому изделию, возможно получение хромоалитированных слоев с различными соотношениями диффундирующих элементов.
В зависимости от требований, предъявляемых к обрабатываемому изделию, возможно получение хромоалитированных слоев с различными соотношениями диффундирующих элементов.
 Также широк интервал времен выдержек при цинковании. Если при цинковании в порошковых смесях слой толщиной около 0,1 мм достигается в среднем за 10 часов, то при цинковании погружением толщину покрытия в 0,3 мм получают за 10 секунд процесса.
Также широк интервал времен выдержек при цинковании. Если при цинковании в порошковых смесях слой толщиной около 0,1 мм достигается в среднем за 10 часов, то при цинковании погружением толщину покрытия в 0,3 мм получают за 10 секунд процесса. д.) чаще применяют цинкование путем погружения изделий в расплав цинка.
д.) чаще применяют цинкование путем погружения изделий в расплав цинка. Арзамасова. 3-изд., перераб. и дополненное. М.: Изд-во МГТУ им. Н.Э.Баумана, 2001. 648с.
Арзамасова. 3-изд., перераб. и дополненное. М.: Изд-во МГТУ им. Н.Э.Баумана, 2001. 648с. su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.009 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.009 с.)Почему алюминирование является отличной процедурой покрытия металлических компонентов в процессах термообработки
by Bob Frazier | 27 ноября 2017 г. | Новости |
Термическая обработка — это контролируемый процесс, который используется для изменения структуры и свойств металла, такого как алюминий и сталь, для увеличения срока службы конкретного компонента. Благоприятные эффекты могут включать поверхностную твердость, термостойкость, прочность и так далее.
Некоторые решения по термообработке включают поверхностное упрочнение, подделку, обработку для старения и т. д.
Типы термической обработки
Вот три распространения процессов термообработки:
Гомогенизация
Этот процесс выполняется в равных температурах по всему металлу.
Отжиг
Этот процесс используется для размягчения сплавов и повышения их пластичности.
Нормализация
Вид термической обработки, направленный на снятие внутренних напряжений при сварке и литье.
Негативное воздействие процессов термической обработки
Процессы термической обработки вызывают сильную нагрузку на металлические сплавы, которые они должны обрабатывать. Такие чрезвычайно высокие температуры могут ослабить металл, сделав его более уязвимым.
Некоторые из других негативных последствий термической обработки:
Металлическое напыление
При выполнении процессов науглероживания некоторые металлические компоненты могут разрушаться и превращаться в металлический порошок при высоких температурах от 800°F до 1600°F. Железный сплав в процессе может перенасытиться углеродом и серой. Это может привести к потере пластичности.
Это может привести к потере пластичности.
Термическая усталость
Металлический сплав может выдержать процесс термообработки без видимых признаков деформации. Однако чрезмерное нагревание и охлаждение металлических сплавов может привести к разным скоростям расширения и сжатия. По мере повторения процессов могут начать появляться трещины.
Покрытие для термической обработки
Нанесение покрытия на металлические компоненты перед их термической обработкой доказало свою эффективность в снижении напряжения и повышении термостойкости компонента.
Алюминирование – одна из наиболее эффективных процедур покрытия
Алюминирование смесью алюминиевого сплава, галогенидной соли и инертного наполнителя включает перенос частиц алюминия на поверхность металлического компонента. Создавая слой оксида алюминия, алюминирование создает прочный защитный слой, способный выдерживать высокие температуры.
От лотков и корзин для термообработки до нержавеющей стали, алитирование может оказаться замечательной процедурой покрытия. Это может уменьшить напряжение, укрепить металл и, в конечном итоге, увеличить срок службы металлического компонента.
Предприятия в таких отраслях, как аэрокосмическая и нефтехимическая, уже много лет используют процесс алитирования es .
Как VaporKote может помочь
С помощью порошка, созданного на месте, и тщательного контроля качества мы в VaporKote предоставляем алюминирование для различных видов и марок металла. От предотвращения высокотемпературной коррозии до сведения к минимуму времени простоя металлических компонентов, мы являемся поставщиками металлургических услуг со всеми видами решений.
Отличное покрытие для металлов, используемых в процессах термической обработки
В процессах термической обработки возникает большая нагрузка на используемое в них оборудование. В частности, корзины, используемые при термической обработке, подвергаются большим нагрузкам, потому что высокие температуры могут ослабить большинство металлов, так что другие факторы нагрузки, такие как вес удерживаемых деталей, оказывают повышенное влияние.
В частности, корзины, используемые при термической обработке, подвергаются большим нагрузкам, потому что высокие температуры могут ослабить большинство металлов, так что другие факторы нагрузки, такие как вес удерживаемых деталей, оказывают повышенное влияние.
Это может значительно сократить срок службы корзин для термообработки, что означает более частую замену и более высокие эксплуатационные расходы.
Один из способов продлить срок службы проволочных корзин и лотков, обработанных термообработкой, — тщательно выбрать правильный материал основы для каркаса корзины. Некоторые металлы, такие как Inconel® 625, обладают чрезвычайно высокими эксплуатационными характеристиками даже при температуре 2000°F (1093°C).
Однако даже эти металлы ослабевают при определенных условиях. Вот почему некоторые клиенты Marlin спрашивают: «Есть ли другой способ продлить срок службы корзины или лотка для термообработки?
Почему лотки и корзины для термообработки выходят из строя
Прежде чем мы перейдем к решениям по устранению неисправностей проволочных корзин/лотков для термообработки, важно знать , почему эти металлические формы выходят из строя.
Высокие температуры процесса термообработки могут ослабить металл, делая его более склонным к потере формы или поломке, да. Но напряжение от веса удерживаемых деталей — не единственная причина выхода из строя этих металлических форм.
Другие основные причины сбоев в процессах термической обработки включают:
- Напыление металла. В процессах науглероживания некоторые металлические компоненты могут распадаться на металлический порошок при температурах в диапазоне 800-1650°F (430-900°C) в средах с низким содержанием кислорода и высоким содержанием углеводородов (метан, пропан, этан и т. д.). Сплав железа в металлической форме может быть перенасыщен углеродом и страдать от отложений. Это может привести к охрупчиванию и потере пластичности.
- Термическая усталость. Тот факт, что металлическая форма выдержала процесс термообработки, не означает, что она остается такой же прочной, как и до того, как попала в нее. Быстрый нагрев и охлаждение металлических форм может создать температурный градиент между внутренним ядром и внешней оболочкой металла, вызывая различные скорости расширения и сжатия между внутренним и внешним слоями.
 Со временем деталь начинает трескаться при многократном нагружении.
Со временем деталь начинает трескаться при многократном нагружении.
 Со временем деталь начинает трескаться при многократном нагружении.
Со временем деталь начинает трескаться при многократном нагружении.Распространенным средством борьбы с металлическим напылением является использование сплава с высоким содержанием никеля (например, Inconel®). Сплавы с высоким содержанием никеля устойчивы к эффекту насыщения углеродом металлического напыления, а также могут противостоять окислению при высоких температурах.
Тем не менее, термическая усталость остается проблемой даже для корзин и лотков из сплава Inconel®. Как можно смягчить воздействие термических напряжений, чтобы увеличить срок службы корзин для термообработки?
Один из методов заключается в нанесении специального покрытия на термообработанные металлические формы, но подойдет не любое покрытие:
Продление срока службы корзин для термообработки с помощью алюминирования
Покрытия для корзин для термообработки должны быть исключительно устойчивыми к нагреву, поэтому большинство покрытий на полимерной основе не подходят для этого использования. Причина в том, что температура плавления большинства полимеров измеряется сотнями градусов по Фаренгейту, в то время как процессы термообработки могут превышать 1000-2000°F.
Причина в том, что температура плавления большинства полимеров измеряется сотнями градусов по Фаренгейту, в то время как процессы термообработки могут превышать 1000-2000°F.
Одним из видов покрытия, обычно используемым для защиты корзин и лотков для термообработки, является алюминирование.
В чем-то этот процесс похож на гальванику. Здесь смесь алюминия, галоидной соли и инертного наполнителя используется для переноса частиц алюминия на поверхность покрываемого металла. Это помогает создать защитный слой оксида алюминия для термообработки корзин, который выдерживает высокие температуры.
Алюминирование успешно используется для улучшения свойств окисления, коррозии и износостойкости сплавов с высоким содержанием никеля, таких как Inconel®, в процессах термообработки. По иронии судьбы корзине, которая была алюминирована, может потребоваться пройти процесс термообработки, чтобы восстановить свойства сплава подложки.
Важно отметить, что рано или поздно даже самые прочные и качественные корзины для термообработки выйдут из строя.