Содержание
Описание схемы сварочного инвертора для самостоятельного изготовления аппарата
Инверторная сварка широко распространена благодаря тому, что аппарат имеет небольшой вес и габариты. Работа инверторного механизма основана на использовании силовых переключателей и полевых транзисторов. Столь полезный аппарат продается в специализированных магазинах. Но деньги можно и не тратить, а взять схему инверторного сварочного аппарата и изготовить его самостоятельно. Здесь как раз и поговорим о том, как сделать сварку своими руками в домашних условиях и что понадобится для этого. Сведения пригодятся и в случае с покупным устройством, ведь благодаря информации, которую дает статья, для ремонта его не понадобится приглашать специалиста.
- Особенности работы инвертора
- Сборка инвертора
- Схема инверторной сварки
- Поэтапное описание сборки
- Проверка работоспособности
- Как пользоваться аппаратом
Особенности работы инвертора
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.
- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
 com/embed/UyLcUSaH0sM»>
com/embed/UyLcUSaH0sM»>
Сборка инвертора
Для самостоятельной сборки инверторной сварки требуется знать, что схема рассчитана первым делом на потребляющее напряжение в 220 В и тока 32 А. После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
- Трансформатор с ферритным сердечником.
- Первичная обмотка трансформатора с сотней витков провода Ø0,3 мм.
- Три вторичных обмотки: внутренняя с 15 витками и проводом Ø1 мм; средняя с 15 витками и проводом Ø0,2 мм; наружная с 20 оборотами и проводом Ø0,35 мм.
Также для сборки трансформатора нужны такие элементы:
- стеклоткань;
- медные провода;
- хлопчатобумажный материал;
- электротехническая сталь;
- текстолит.
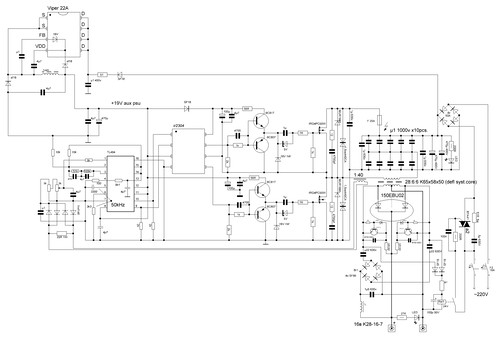
Схема инверторной сварки
Плата, где расположен блок питания, от силовой части монтируется отдельно. Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Если навыков работы с электроникой нет, лучше обратиться к мастеру. В противном случае разобраться в схеме сварочного аппарата будет трудно.
Поэтапное описание сборки
Выполняется следующее:
Сборка блока питания. В качестве основы трансформатора рекомендуется брать феррит 7×7 или 8×8. Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Корпус. Этим важным элементом может служить старый системный блок компьютера, в котором есть достаточно необходимых отверстий для вентиляции. Использоваться может старая 10-литровая канистра, в которой можно проделать отверстия и разместить кулеры. Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями.
Силовая часть. Роль силового блока играет понижающий трансформатор. Его сердечники могут быть двух видов: Ш 20×208 2000 нм. Между обоими элементами должен быть зазор, что обеспечивается с помощью газетной бумаги. При устройстве вторичной обмотки витки наматываются в несколько слоев. На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В.
Конденсатор должен быть напряжением не менее 1000 В.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор. На ферритовом сердечнике собирают трансформатор тока, включающийся в цепь к плюсовой линии. Сердечник обматывается термобумагой, в качестве которой лучше использовать кассовую ленту. Выпрямительные диоды крепят к алюминиевой пластине радиатора. Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
Инверторный блок. Основным предназначением инверторной системы является преобразование постоянного тока в переменный с большой частотой. Для ее увеличения используются полевые транзисторы, работающие на закрытие и открытие с высокой частотой. Использовать рекомендуется не один мощный транзистор, а реализовать схему на основании двух менее мощных. Нужно это для стабилизации частоты тока. В схеме должны присутствовать конденсаторы, соединяющиеся последовательно.
Система охлаждения. На стенке корпуса устанавливаются вентиляторы охлаждения, для чего могут быть использованы компьютерные кулеры. Они необходимы для охлаждения рабочих элементов. Чем больше их используется, тем лучше. Обязательно устанавливается два вентилятора для обдувки вторичного трансформатора. Один кулер обдувает радиатор, благодаря чему предотвращается перегрев рабочих элементов — выпрямительных диодов.
Стоит воспользоваться вспомогательным элементом — термодатчиком, который рекомендуется устанавливать на нагревающемся элементе. Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента. После его срабатывания питание устройства отключается.
В процессе работы инверторная сварка быстро нагревается, поэтому обязательно должно быть два мощных кулера. Эти кулеры или вентиляторы помещаются на корпус устройства, чтобы работали на вытяжку воздуха. Свежий воздух поступает в систему через отверстия в корпусе. В системном блоке данные отверстия уже имеются, а при использовании любого другого материала не забудьте об обеспечении притока свежего воздуха.
Пайка платы. Ключевой фактор, ведь схема основана на плате. Транзисторы и диоды на ней важно смонтировать встречно друг к другу. Монтируется плата между радиаторами охлаждения, при помощи чего и соединяется цепь электроприборов. Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
Настройка, отладка работы. После сборки инверторной сварки требуется еще ряд процедур, в частности, настройка функционирования. Для этого к ШИМ (широтно-импульсному модулятору) надо подключить 15 В напряжения и запитать кулер. Дополнительно в цепь включают реле через резистор R11. Реле в цепь включается во избежание скачков напряжения в сети 220 В. Важно проконтролировать включение реле, а затем подать питание на ШИМ.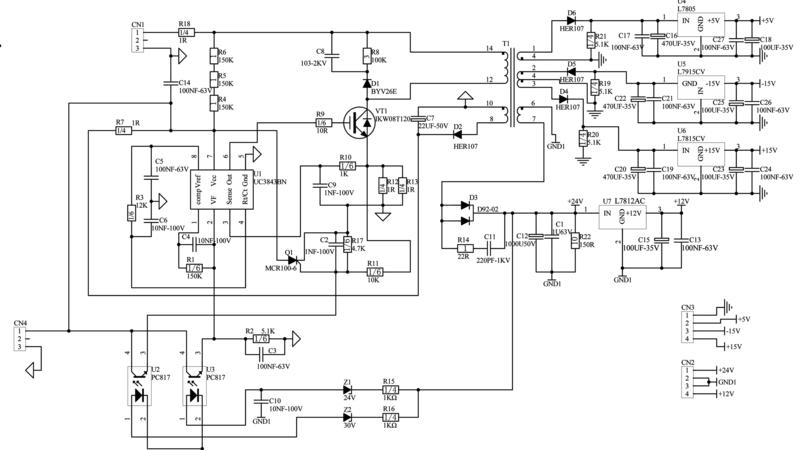 В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
О правильности соединения можно судить, если при настройке реле выдает 150 мА. Если сигнал слабый, значит, платы соединены неправильно. Возможно, пробита одна из обмоток. Для устранения помех укорачиваются все питающие электропроводы.
Проверка работоспособности
После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Потом сварка проверяется в действии. С этой целью используются необходимые электроды, и шов раскраивается до полного выгорания электрода. Затем важно проконтролировать температуру трансформатора. Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать.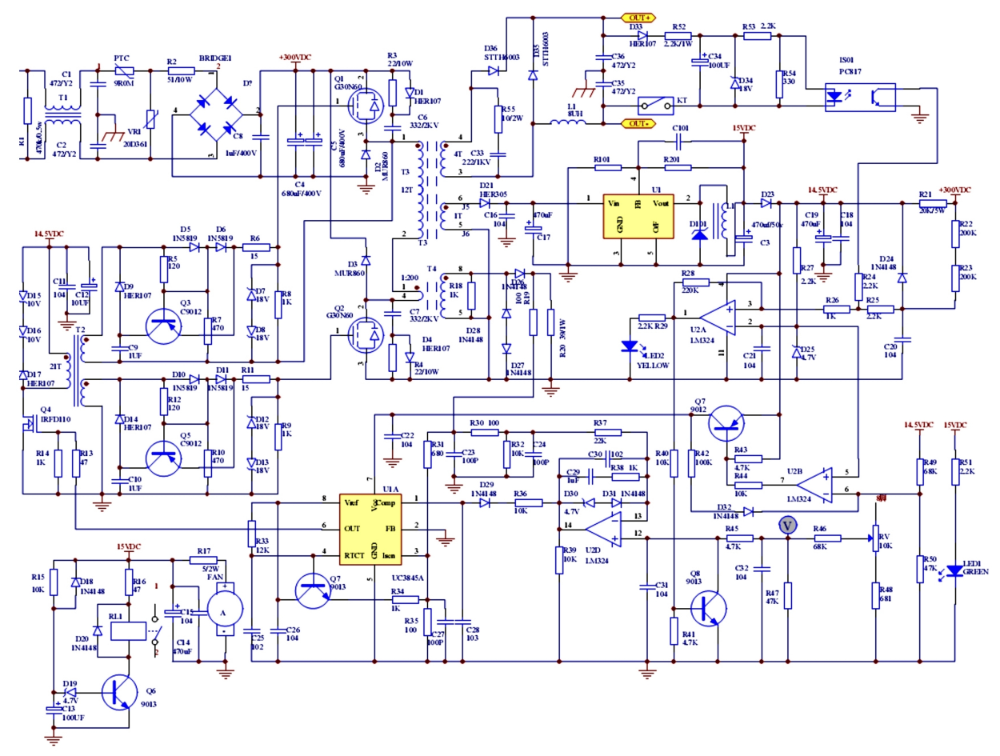
После раскраивания двух-трех швов радиаторы нагреются до большой температуры, и важно дать им остыть. Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной.
Как пользоваться аппаратом
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
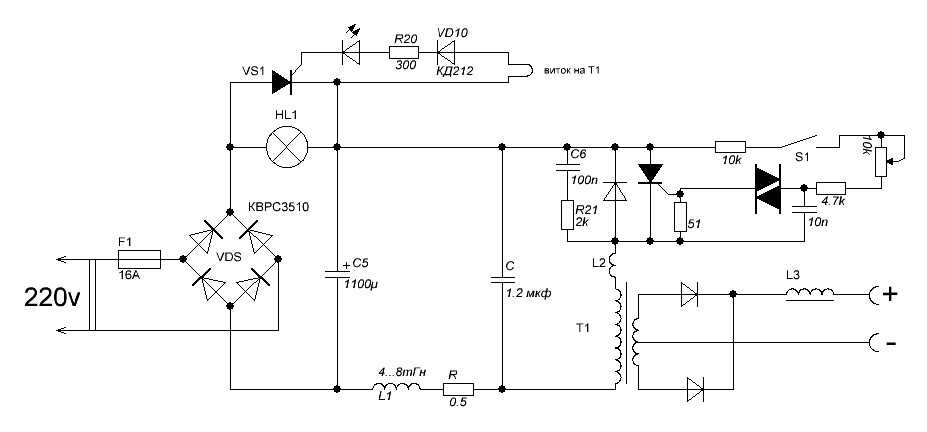
Схема сварочного инвертора.
 План сварочного инвертора. Появление сварочных инверторов. Принципиальная и электрическая схемы, принципы их работы.
План сварочного инвертора. Появление сварочных инверторов. Принципиальная и электрическая схемы, принципы их работы.
ИИСТ (инверторные источники сварочного тока) в наше время практически целиком вытеснили своих предшественников — трансформаторные источники, принцип работы которых базируется на понижающем трансформаторе. Подобные трансформаторы работали на частоте электросети — 50-65 Гц и были довольно громоздкими устройствами. Схема сварочного инвертора отличается от трансформаторного и далее мы поясним, чем именно.
Содержание
- Появление сварочных инверторов
- Принципиальные и электрические схемы
- Виды сварочных инверторов и их схемы
Появление сварочных инверторов
Шествие ИИСТ по планете началось в 90-х годах двадцатого века и сейчас можно с уверенностью заявить, что на рынке сварочных агрегатов как промышленного, так и домашнего назначения лидером являются именно инверторные сварочные установки. Сейчас они повсеместно используются:
- в дуговой сварке неплавящимися и штучными электродами;
- в сварке автоматической и полуавтоматической;
- в сварке алюминиевых деталей, плазменной резке и в иных видах электросварки.

Что такое ИИСТ и чем он отличается от классических, трансформаторных источников сварочного тока? Это аппарат для сварки, работающий по принципу компьютерного блока питания, то есть, как импульсный БП. От трансформаторных агрегатов сварочный инвертор отличается гораздо меньшими размерами и, наоборот, значительно превосходящими частотами. То есть, если трансформаторные аппараты работают на частоте 50 Гц (частота тока в сети в РФ и других странах), то сварочные инверторы имеют частоту 55-75 кГц.
Такой подход позволяет серьёзно уменьшить размеры аппарата, а также снизить издержки на его производство — катушка в инверторном источнике тока меньше трансформаторной в разы, соответственно, меньше требуется дорогостоящей меди.
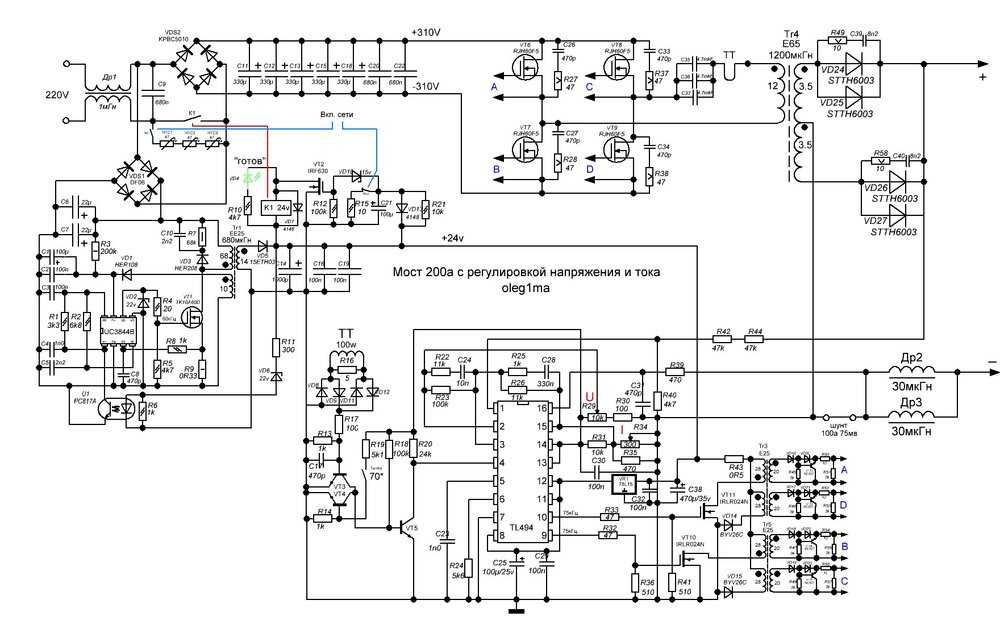
Принципиальные и электрические схемы
Принципиальная схема сварочного инвертора основывается на блоке высокочастотных транзисторов, работающих на частоте 55-75 кГц. Чтобы эти ключевые элементы работали, нужно скоммутировать на них входной ток, а он поступает с диодного моста высокой мощности. Входное напряжение выпрямляется им, а также выравнивается фильтрующими конденсаторами таким образом, что на выходе первого этапа мы получаем мощный постоянный ток напряжением свыше 220В.
Входное напряжение выпрямляется им, а также выравнивается фильтрующими конденсаторами таким образом, что на выходе первого этапа мы получаем мощный постоянный ток напряжением свыше 220В.
Эта электрическая схема сварочного инвертора работает как источник питания для транзисторного блока ИИСТ. Транзисторы работают на повышенной частоте в 60-80кГц, соответственно, понижающий трансформатор тоже будет работать на этой частоте. Соответственно, данный факт позволяет серьёзно уменьшить размеры трансформатора и всего сварочного инвертора. Как результат — сварочный аппарат становится намного меньше его классического собрата, но при этом сохраняет такую же мощность.
Итак, если рассмотреть принцип работы сварочного аппарата инверторного типа, то порядок действий, выполняемых устройством, будет следующий:
- Переменный ток 220В, получаемый из электросети выпрямляется диодным мостом. В качестве предосторожности, чтобы помехи от работы высокочастотных конденсаторов не попадали в сеть, перед мостом устанавливается помеховый фильтр, препятствующий этому.
- После этого ток выравнивается конденсаторами и поступает на транзисторный блок. Надо отметить, что на конденсаторах напряжение тока будет примерно в 1,5 раза выше, чем на выходе диодного моста.
- Постоянный ток направляется транзисторами через первичную обмотку понижающего трансформатора с частотой, кратно превышающей исходную. По факту, мы получаем высокочастотный переменный ток.
- Далее этот ток поступает в понижающий высокочастотный трансформатор, отличающийся большим сечением вторичной обмотки или же использованием других типов обмоточного материала.
- Трансформатор понижает ток до напряжения 50-70В. В это же время сила тока кратно вырастает и может превысить 130А. В кустарных сборках могут использоваться трансформаторы со вторичной обмоткой из медной жести толщиной 0.3 и шириной 40 мм. Такой подход обусловлен тем, что высокочастотные токи вытесняются на поверхность проводника и сердцевину толстого проводника не задействуют, что вызывает нагрев проводника.


После этого выпрямление полученного тока выходными диодами. Нюанс работы выходного диода в том, что ему приходится работать с высокочастотным током, а с этим справится не каждый диод. В данной ситуации необходимо использовать быстродействующие диоды со временем восстановления менее 50 наносекунд, поскольку обычные диоды просто не будут успевать срабатывать, учитывая частоту поступающего тока.
В итоге на выходе мы получаем необходимый для сварки постоянный ток низкого напряжения, но крайне высокой силы тока.
Такова принципиальная схема работы источника инверторного сварочного тока. В каждой конкретной модели присутствуют различия, заложенные производителем, дополнительные схемы, увеличивающие надёжность и безопасность устройства, например, блок термоконтроля, который защищает основные элементы агрегата от перегрева, а также управляет системой охлаждения. Но, несмотря на различия в деталях, все инверторные сварочные аппараты работают по приведённому выше принципу.
Виды сварочных инверторов и их схемы
В качестве примера можно посмотреть на отечественные сварочные инверторы Ресанта. Компания поставляет как стандартную линейку инверторов различной мощности, так и компактные версии инверторов, некоторые из которых могут поместиться в небольшой кейс. На этом же принципе работают плазменные резаки и аргонодуговые сварочные аппараты Ресанта.
Также на рынке есть и зарубежные производители, к примеру, немецкая компания FUBAG. Немцы предлагают крайне надёжные агрегаты, как многофункциональные, так и узкоспециализированные. Плюс немецкие аппараты могут похвастаться большим количеством дополнительных функций. Это принудительное охлаждение, работа на пониженных мощностях, дополнительная подстраховка сварщика, микропроцессорное управление и многое другое.
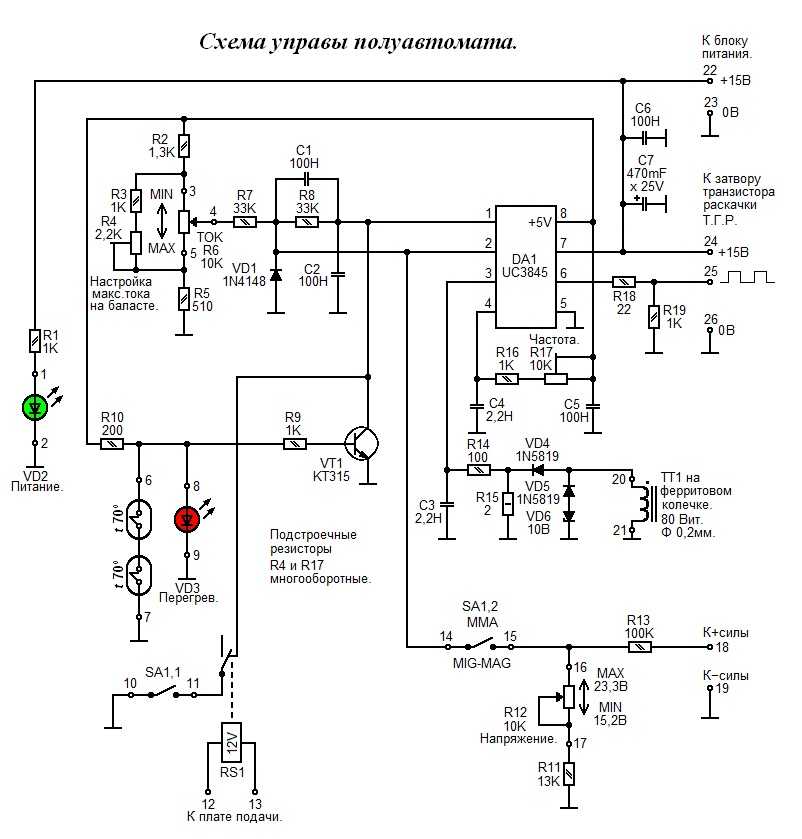
Кроме того, при желании, можно собрать сварочный инвертор своими руками. Процесс сборки не займёт много времени, достаточно обладать начальными познаниями в электротехнике. Принципиальные схемы инверторов есть в открытом доступе, изготовление печатной платы непосредственно самого силового блока не составит большого труда. Доступность элементной базы для изготовления инвертора очень высока, однако понижающий трансформатор лучше всего будет сделать самостоятельно, чтобы избавиться от проблемы высокого нагрева трансформатора. Главное — не забывать про помеховый фильтр для защиты собственной электросети.
Принципиальные схемы инверторов есть в открытом доступе, изготовление печатной платы непосредственно самого силового блока не составит большого труда. Доступность элементной базы для изготовления инвертора очень высока, однако понижающий трансформатор лучше всего будет сделать самостоятельно, чтобы избавиться от проблемы высокого нагрева трансформатора. Главное — не забывать про помеховый фильтр для защиты собственной электросети.
КОНСТРУКЦИЯ И КОНСТРУКЦИЯ АППАРАТА ДЛЯ ОДНОФАЗНОЙ ДУГОВОЙ СВАРКИ ТИПА 3 КВА, 50 ГЦ Выпуск 5, май 2015 г. 931
ISSN 2229-5518
Проектирование и конструкция инверторного типа
3 кВА, 50 Гц, однофазная дуговая сварка
Машина
Инж. Овбиагеле У; инж. Obaitan B
Abstract: Сварка служит множеству целей в разных областях. Изготовление машин и оборудования, сварка трубопроводов и коллекторов, сварка конструкций, морская сварка и декоративная сварка являются примерами сварки, которые имеют место в бизнесе и промышленности.
 Сварочное оборудование стало одним из наиболее важных инструментов, которым может владеть производитель, поэтому необходимо спроектировать и построить машину для дуговой сварки. В этой статье авторы спроектировали и сконструировали аппарат для однофазной дуговой сварки мощностью 3 кВА, 50 Гц с использованием местных материалов. Для решения проблемы веса и габаритов обычного аппарата для дуговой сварки также была разработана инверторная схема. Инвертор обеспечивает гораздо более высокую частоту, чем 50 Гц или 60 Гц для трансформатора, используемого при сварке. Аппарат электродуговой сварки местного производства, способный выдерживать 150 А, при испытании на изоляцию, коротком замыкании и обрыве цепи для определения рабочих характеристик был очень удовлетворительным.
Сварочное оборудование стало одним из наиболее важных инструментов, которым может владеть производитель, поэтому необходимо спроектировать и построить машину для дуговой сварки. В этой статье авторы спроектировали и сконструировали аппарат для однофазной дуговой сварки мощностью 3 кВА, 50 Гц с использованием местных материалов. Для решения проблемы веса и габаритов обычного аппарата для дуговой сварки также была разработана инверторная схема. Инвертор обеспечивает гораздо более высокую частоту, чем 50 Гц или 60 Гц для трансформатора, используемого при сварке. Аппарат электродуговой сварки местного производства, способный выдерживать 150 А, при испытании на изоляцию, коротком замыкании и обрыве цепи для определения рабочих характеристик был очень удовлетворительным.
Ключевые слова: дуговая сварка, изготовление оборудования, инвертор, трансформатор.
—————————— ——————————
Сварка — это метод соединения металлов, при котором тепло и/или давление воздействуют на область контакта между двумя компонентами ; присадочный металл может быть добавлен в соединение в зависимости от процесса сварки [1].
Существует множество видов сварки, включая дуговую сварку, контактную сварку, газовую сварку и другие. Особое внимание будет уделено дуговой сварке, поскольку это наиболее распространенный вид сварки, а также основная цель этой конструкции. При дуговой сварке электрическая дуга возникает между основным металлом и электродом. Тепло дуги расплавляет основной металл и сварочный материал с получением металла шва для соединения элементов конструкции [2].
Оборудование, которое выполняет сварочные операции под наблюдением и контролем оператора сварки, известно как сварочный аппарат. Чтобы решить проблему веса и габаритов обычного аппарата для дуговой сварки, необходимо разработать инвертор. Инвертор обеспечивает гораздо более высокую частоту, чем питание 50 Гц или 60 Гц для трансформатора, используемого при сварке. Таким образом, трансформатор гораздо меньшей массы используется для обеспечения гораздо большей выходной мощности. Выбор рабочей частоты выше человеческого слуха снижает шум сварки, производимый обычным аппаратом для дуговой сварки [1].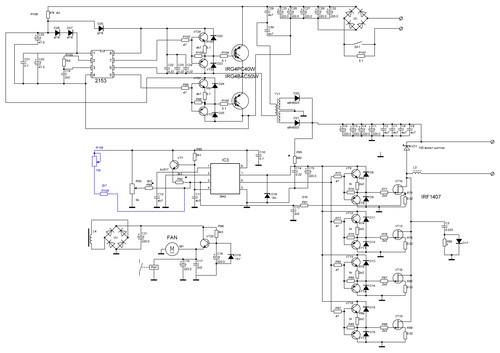 Выбор частоты 20 кГц для дуговой сварочной машины инверторного типа был определен, чтобы удовлетворить вышеуказанные ожидания. Управление питанием трансформатора на высокой частоте регулирует выходной сварочный ток. Преобразователь частоты обеспечивает это питание. Переключатель мощности IGBT (биполярный транзистор с изолированным затвором) или MOSFET используется в конструкции инвертора из-за его высокого переключения.
Выбор частоты 20 кГц для дуговой сварочной машины инверторного типа был определен, чтобы удовлетворить вышеуказанные ожидания. Управление питанием трансформатора на высокой частоте регулирует выходной сварочный ток. Преобразователь частоты обеспечивает это питание. Переключатель мощности IGBT (биполярный транзистор с изолированным затвором) или MOSFET используется в конструкции инвертора из-за его высокого переключения.
Цепь управления, используемая для управления выходным сварочным током, предназначена для управления выключателем питания на высокой частоте. Силовой ключ на биполярном транзисторе с изолированным затвором более эффективен и менее подвержен отказам, чем силовой ключ на МОП-транзисторах.
Вес и размер трансформатора обычного аппарата дуговой сварки так же велики, как и шум при сварке.
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 932
ISSN 2229-5518
Целью и задачей данной работы является разработка и изготовление аппарата для дуговой сварки, работающего на
48В постоянного тока с переменной частотой. Это снижает вес, размер и уровень шума трансформатора, используемого для сварки.
Это снижает вес, размер и уровень шума трансформатора, используемого для сварки.
Иметь более эффективный аппарат для дуговой сварки, обеспечивающий аккуратную сварку.
Важность этого проекта заключается в том, что он направлен на создание экономичного, прочного, портативного и мобильного аппарата для дуговой сварки.
Сварочный источник питания трансформаторного типа преобразует электроэнергию высокого напряжения и слабого тока из электросети в сильноточный и низковольтный (обычно от 17 до 45 вольт и от 55 до 590 ампер). Выпрямитель используется для преобразования переменного тока в постоянный для получения на выходе постоянного тока. Перемещение магнитного шунта в сердечник трансформатора и из него помогает изменять выходной ток. Последовательный реактор на вторичной обмотке управляет выходным напряжением от набора отводов на вторичной обмотке трансформатора. Этот тип источника питания является наименее дорогим, но громоздким. Именно низкочастотные трансформаторы должны иметь максимально высокую намагничивающую проводимость, чтобы избежать расточительных шунтирующих токов. Трансформатор также может иметь значительную проводимость утечки для защиты от короткого замыкания в случае прилипания сварочного стержня к рабочей силе. Индуктивность рассеяния может изменяться, поэтому оператор может установить выходной ток [3].
Трансформатор также может иметь значительную проводимость утечки для защиты от короткого замыкания в случае прилипания сварочного стержня к рабочей силе. Индуктивность рассеяния может изменяться, поэтому оператор может установить выходной ток [3].
С появлением мощных полупроводников, таких как полевой транзистор с изолированным затвором (IGFET), также известный как MOSFET (полевой транзистор на основе оксида металла и полупроводника), стало возможным создание импульсного источника питания, способного выдерживает высокие нагрузки дуговой сварки. Эти конструкции известны как инверторные сварочные аппараты. Сеть переменного тока сначала выпрямляется до постоянного тока; затем переключатель мощности постоянного тока (инвертировать) в понижающий трансформатор на высокой частоте для получения желаемого сварочного напряжения или тока. Частота переключения обычно составляет от 20 кГц до 100 кГц. Высокая частота переключения значительно уменьшает объем понижающего трансформатора. Масса магнитных компонентов (трансформатора и проводников) быстро уменьшается по мере увеличения рабочей (переключаемой) частоты. Циркуляционный преобразователь также может обеспечивать такие функции, как регулирование мощности и защита от перегрузок. Этот тип сварочных аппаратов (на основе инвертора) более эффективен и обеспечивает лучший контроль переменных функциональных параметров, чем обычные сварочные аппараты. Микроконтроллер управляет IGBT или IGFT в машине на основе инвертора, поэтому электрические характеристики мощности сварки можно изменять с помощью программного обеспечения [4].
Циркуляционный преобразователь также может обеспечивать такие функции, как регулирование мощности и защита от перегрузок. Этот тип сварочных аппаратов (на основе инвертора) более эффективен и обеспечивает лучший контроль переменных функциональных параметров, чем обычные сварочные аппараты. Микроконтроллер управляет IGBT или IGFT в машине на основе инвертора, поэтому электрические характеристики мощности сварки можно изменять с помощью программного обеспечения [4].
Наш подход к этому проекту реализуется посредством проектирования и строительства входной подсистемы, блока управления и выходной подсистемы. Сварка металла происходит при соединении блока управления и выходной подсистемы через свариваемый токопроводящий объектив. Сварка – это процесс соединения двух или более одинаковых или разнородных материалов с применением или без применения тепла и/или давления с использованием или без использования присадочного материала.
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 933
933
ISSN 2229-5518
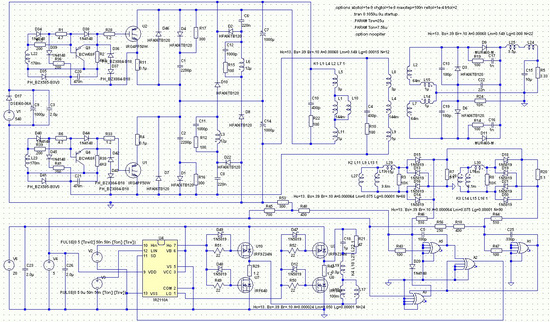
При проектировании мы начали с общей системы и начали ее разделение на системы. Удобным инструментом, используемым на этом этапе, является блок-схема, показанная на рис. 1. Блок-схема изображает иерархию того, как подсхемы инвертора
будут взаимодействовать и взаимодействовать друг с другом. Аппаратный прототип был реализован или реализован на экспериментальной макетной плате. Это было достигнуто за счет реализации инверторного входа
в подсистему вывода. Они были тщательно выполнены в соответствии с блок-схемой проекта и окончательной принципиальной схемой.
Блок-схема системы инверторного сварочного аппарата показана на рис.1.
Буфер генератора
Усилитель мощности
Трансформатор
O/P
Источник питания
Обратная связь
Система представляет собой гибкий источник питания, выполненный в виде источника тока, соответствующий блок-схеме, показанной на рис. 1, который состоит из следующих этапов.
для чередования источника постоянного тока. Выходной сигнал каскада генератора усиливается с помощью транзистора (9013).
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. полевой транзистор с Vгс большим пороговым напряжением. Частота, на которой работает схема, определяется каскадом генератора.
Сварочные трансформаторы рассчитаны на характер сварочных работ. Для сварочного аппарата инверторного типа трансформатор имеет небольшие размеры и меньший вес по сравнению с обычным сварочным аппаратом. В аппарате дуговой сварки для сварки используется электрический разряд. Этот разряд известен как дуга.
Напряжение, необходимое для поддержания дуги, определяется формулой
В = C + DL [5]…………………………….. …………………………………………. …………………………………………. … (1) Где; C = от 15 до 20 вольт
D = от 2 до 3 вольт
L = длина дуги в мм и ее значение составляет от 2 до 4 мм Дуга поддерживается при напряжении примерно от 24 до 30 вольт. Спецификация конструкции
Спецификация конструкции
Выходное напряжение = 25 В переменного тока
Выходной ток = 80 А Входное напряжение = 48 В постоянного тока
Номинальная мощность трансформатора = 3 кВА K = 0,45
F = 50 Гц
BM = 1,2 Тл 106 А/м2
Коэффициент площади Kw = 0,3
Вольт на виток
Vt = K кВА [6] …………………….. …………………………………………. ………….. (2)
Для прямоугольной волны,
Расчет площади сердечника, Ai
Vt = 0,45 3 = 0,78
Vt = 4,44fBm Ai [6] ………………….. …………………………………………. …………………………………………. …….. (3)
A1 =
0,78
4,44 x 50 x 1,2
= 0,0029,28 м2 или 29,28 см2
IJSER © 2015 http://www.ijser.org
International Journal научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 935
ISSN 2229-5518
Общая площадь железа Ag =
Ai
0,9
3 . ………………………. …………………………………………. …………………………… (4)
………………………. …………………………………………. …………………………… (4)
29,28 = 32,53 см2
0,9
Предположим, 0,9 в качестве коэффициента суммирования.
Ширина центрального плеча = 2 x ширина бокового плеча
= 2 x a…………………………… …………………………………………. …………………………………………. …………….. (5) Глубина ядра, b = 2,5 х ширина центрального отростка = 2,5 х 2а = 5а
Ag = b x 2a = 5a x 2a = 10a2……………………………….. …………………………………………. …………………….. (6)
Следовательно, 10 a2 = 32,53
Так как a = 1,80
a = 32,53 = 1,80 см
10
b = 5 x 1,80 = 9 см
Глубина сердцевины, b = высота ярма для типа оболочки, Hy
Глубина ярма Dy = ширина бокового плеча = 1,80 см
Aw =
кВА
2,22 x f x В х А х К х j х 10−3
[7] . ……………………………….. ………………………………………. (7)
……………………………….. ………………………………………. (7)
Aw =
3
2,22 x 50 x 1,2 x 2,928 x 10-3 x 0,3 x 3,2 x 106 x 10-3
Aw = 8,01 x 10-3 м2 или 80,1 см2
Aw = высота окна (Hw) x ширина окна (Ww)
HW = 3
WW
HW = 3 Ww
Aw =
3Ww
= w 2
[6] …………………….. …………………………………………. …………………………………………. ( 8)
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г.
3
Отсюда Hw = 3 x 5,2 = 15,6 см
Общая высота H = Hw + 2 ………………………….. …………………………………………. ……………………………….. (9)
= 15,6 + (2 x 1,80) = 19,2 см
Общая ширина W = (2 x Ww ) + (4 x a) …………………. …………………………………………. ………..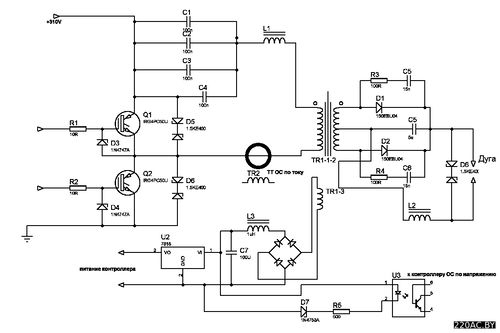 …………… (10)
…………… (10)
= (2 x 5,2) + (4 x 1,80) = 17,6 см
Обмотка
V1
Витки первичной обмотки Т1 =
Вт
……………………………………… …………………………………………. ……………. (11)
48 = 62
0,78
Общее количество витков на первичной обмотке 124 (с центральным отводом)
Ток первичной обмотки
I1 =
Мощность ……………………………….. …………………………………………. …… (12)
В1
= 3000
48
= 62,5 А
Принимая ток 3,2 А/мм2 для первичной обмотки, площадь проводника
а1 =
62,5
3,2
= 21 К 9002 мм рассчитать диаметр проводника,
a1 =πr =
πd2
4
……………………………. …………………………………………. …………………………………………. (13)
Где a1 = площадь первичного проводника, d = проводник
d = (4 x 40)
3,142
=4,996 мм
Витки вторичной обмотки T2 =
V2 .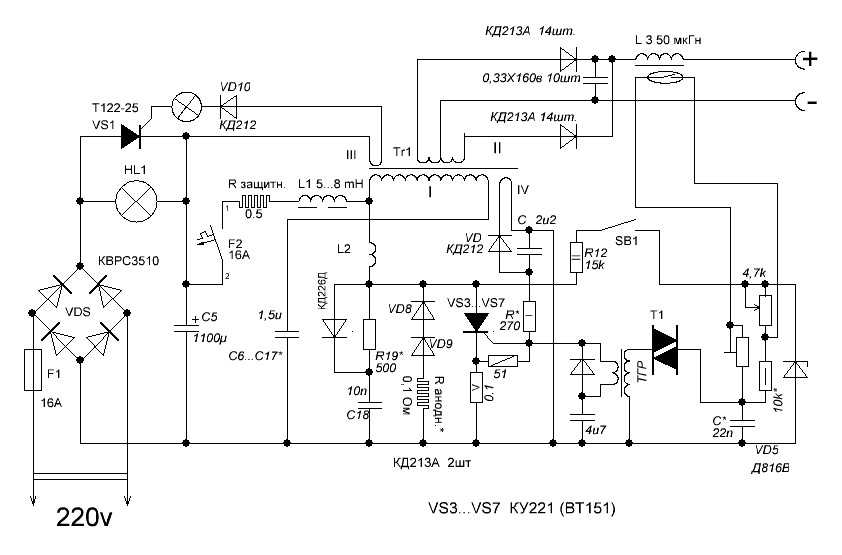 ………….. …………………………………………. ……………………………….. (14)
………….. …………………………………………. ……………………………….. (14)
Вт
IJSER © 2015 http ://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 937
ISSN 2229-5518
T2 =
25
0,78
= 32
При расчете числа витков вторичной обмотки выбирается допуск 5%, чтобы компенсировать падение напряжения в обмотке.
Поэтому
T = 32 + 5
+ 32 = 34
2 100
Ток вторичной обмотки
I2 =
Мощность. …………………………………………. ………………………… (15)
В2
= 3000
25
= 120 А
Принимая ток 3,2 А/мм2 для вторичной обмотки, площадь проводника
а = 120
= 40 мм2 а 2 =πr =
πd2
4
………………………………… ………………………… (16)
Где a2 = площадь вторичного провода, d = проводник
d = (4 x 120)
3,142
= 12,4 мм
RT (R8 + R9) и C1, подключенные к контактам 6 и 7 микросхемы SG3524 соответственно, определяют частоту колебаний. Используя приведенное ниже уравнение, мы определяем значение неизвестного параметра.
Используя приведенное ниже уравнение, мы определяем значение неизвестного параметра.
f = 1,18
C1CT
[8] ………………………………… …………………………………………. ………………………………………. (17)
Предположим, что C1 = 0,1 x 10-6 Ф и требуемая частота f = 50 Гц
Следовательно,
f = 1,18
0,1 x 10-6 x 50
= 236 кОм
IC SG3524 используется в секции колебаний этого инвертора. Эта микросхема используется для генерации частоты 50 Гц, необходимой для подачи переменного тока инвертором. Чтобы запустить этот процесс, питание от батареи подается на вывод 15 SG3524 через NPN-транзистор (TIP41). D3 у основания Q3, как показано на рис.2. Используется для регулирования напряжения питания микросхемы SG3524. Вывод 8 соединен с минусовой клеммой аккумулятора. Выводы 6 и 7 микросхемы являются выводами секции колебаний. Частота, создаваемая микросхемой, зависит от емкости конденсатора и резистора, подключенных к этим контактам. Конденсатор (0,1 мкФ) подключен к выводу 7. Этот конденсатор определяет выходную частоту 50 Гц микросхемы. Контакт 6 — это штифт временного сопротивления. Сопротивление на этом выводе составляет
Конденсатор (0,1 мкФ) подключен к выводу 7. Этот конденсатор определяет выходную частоту 50 Гц микросхемы. Контакт 6 — это штифт временного сопротивления. Сопротивление на этом выводе составляет
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 938
ISSN 2229-5518
постоянная частоты генератора. Предустановленный переменный резистор (20К) подключается к земле с вывода 6 микросхемы. Эта предустановка используется для того, чтобы значение выходной частоты можно было отрегулировать до постоянных 50 Гц. Фиксированная
сопротивление 220К подключено последовательно с переменным резистором, как показано на рис.3. по соотношению:
F = 1,30
C1CT
[9]. …………………………………………. …………………………………………. …………………………… (18)
Где F — частота в кГц, RT — полное сопротивление на выводе 6, а CT — общая емкость на выводе 7. Следовательно, для получения частоты 50 Гц
Учитывая CT = 0,1 мкФ
F = 1,30·
50 x (0,1 X 10−6 )
= 260 кОм
Следовательно, RT необходимо изменять на 100K, чтобы получить частоту 50 Гц. В нашей конструкции мы использовали постоянный резистор на 200К и переменный резистор на 100К.
Сигналы, генерируемые в секции генератора ИС, поступают на секцию триггера ИС. Эта секция преобразует входящие сигналы в сигналы с изменяющейся полярностью. В этом сигнале изменение полярности означает, что когда первый сигнал положительный, второй будет равен нулю, а когда первый сигнал станет равным нулю, второй будет положительным. Следовательно, для достижения частоты 50 Гц этот процесс чаще всего повторяется каждые 50 раз в секунду, т. е. внутри триггерной секции микросхемы генерируется пульсирующий сигнал с частотой 50 Гц.
Этот переменный сигнал частотой 50 Гц имеет выход на контактах 11 и 14 микросхемы.
Этот пульсирующий сигнал может также называться управляющим сигналом MOS. Этот управляющий сигнал МОП-транзистора на контактах 11 и
14 находится в диапазоне 4,6–5,4 В.
Напряжение на этих контактах должно быть одинаковым, поскольку любое изменение напряжения на этих контактах может повредить
MOSFET на выходе.
Поскольку опорное напряжение для усилителя ошибки (вывод 2) установлено равным 2,5 В с помощью делителя напряжения. Следовательно, напряжение, подаваемое на контакт 1, составляет 2,5 В.
Использование делителя напряжения:
Предположим, что R4 = 4700 Ом,
Vpin 1 = Vref x
R 4
R 4 + R 3
………………… …………………………………………. …………………………………………. ..(19)
Vpin 1 = 2,5 v
2,5 = 5 x
4700
4700 + R 3
R3 = 4700 или 4,7 K
IJSER © 2015 http://www.ijser.org
3 9 Научные и инженерные исследования, том 6, выпуск 5, май 2015 г. 939
ISSN 2229-5518
Vpin 2 = Vout x
R s
R s + R 5
. …………………… …………………………………………. ………………………………………. (20)
RS = R6 + R7, обратите внимание, что Vout — положительное значение, которое в нашем проекте равно 14,5 В. Требуемое напряжение на контакте 2 равно 2,5 В
Предположим, что R5 = 100 K;
Rs =
Vpin2 x Rs
………………………………… …………………………………………. ………………………………………(21)
Vout
+ VPIN2
R S =
2,5 x 100 000
14,5 — 2,5
= 20,833Kω
Принимая предварительное r6 в 20 тысяч. 13 – 0,7 = 12,3 В
После проектирования и изготовления были проведены испытания на обрыв и короткое замыкание. Также была проведена физическая обработка машины.
Щипцы электрододержателя плотно захватывают электрод в различных рабочих положениях; следовательно, на ключе не было замечено эффекта дуги. Производство дуги с электродом разного калибра было очень удовлетворительным для металлургических заводов.
Он обладает хорошими характеристиками и высокой эксплуатационной эффективностью, и испытания показали, что конструкция отвечает ожидаемым требованиям по сравнению с обычным аппаратом для дуговой сварки.
В данной работе успешно представлены конструкция и конструкция инверторного типа 3кВА, 50 Гц, однофазной дуговой сварочной машины.
Успешное завершение этой работы предоставит возможности трудоустройства и повысит уровень жизни большинства людей в странах третьего мира, таких как Нигерия. Это также уменьшит зависимость стран третьего мира от импортных товаров.
V1 = первичное напряжение V2 = вторичное напряжение Vt = число оборотов на вольт
ISSN 2229-5518
I1 = первичный ток
I2 = вторичный ток
F = частота (Гц)
U1
D4 D6
+ 48V
D7 D5
PC 123
4.7 KΩ R1
U2 D3
13V
TIP41
Q3
100 KΩ
R6
20 KΩ
1KΩ
R5
4. 7 KΩ
R7
R3
4.7 KΩ
1
2
3 R4 4
5
16
15
14
13 R2
12
330Ω
10 KΩ
D1
R10
T1
9012
Q2
6
R9100K 200 KΩ
R8 7
C1 8
0.1µF
11
10 10 KΩ
9 R14
10 KΩ
R11
D2
9012
Q2
T2
0.1µF
C2 R13
R12
47 KΩ
C3
10 кОм
1 мкФ, 50 В
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 941
ISSN 2229-5518
R17
Q4 1KΩ
T2 T1
R24
1KΩ
Q11
Q5
Q6
Q7
Q8
Q9
Q10
R18
1KΩ
R19
1KΩ
R20
1KΩ
R21
1 кОм
R22 48 В
1 кОм
R23
R25
1 кОм
R26
1 кОм
R27
1 кОм 909023 R284
1KΩ
R29
1KΩ
R30
Q12
Q13
Q14
Q15
Q16
Q17
1KΩ D8
D9 1KΩ
a
N1
A2 A1
Primary
Electrode/Holde
N2
U2 U1
Среднее
Работа
IJSER © 2015 http://www. ijser.org
ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 942
ISSN 2229-5518
[1] А. Александр, Р. Бонарт и Э. Виткрафт, Р., Основы сварки, резки, пайки, пайки и наплавки металлов , Лондон: John Deere Publishing, стр. 234-256, 2000.
[2] A. Althouse, K. Bowditch, & Turnquist, Modern Welding . Лондон: Goodheart-Wilcox Company, Inc., стр. 456-461, 2004 г.
[3] М.Г. Скажем, Производительность и конструкция машины переменного тока , Лондон: Pitman, стр. 176-19.8,
1978
[4] Б. А. Эзекойе, «Характеристика и производительность твердотельного инвертора и его применение в фотогальванике
», Тихоокеанский журнал науки и техники, том 8, нет. 1, стр. 68-72, май 2007 г.
[5] Э. Линколин, Справочник по процедурам дуговой сварки, (14-е издание), Нью-Джерси: Prentice Hall Inc., стр.
1-6, 1994.
[6] К. М. Мурти Вишну, Компьютерное проектирование электрических машин , Султан Базар: принтеры Adithya Art, стр. 95-134, 2008.
95-134, 2008.
[7] Б.Л. Терая и А.К. Theraja, Electrical Technology (24-е издание), New Delhi: S.Chand and Company
Ltd, стр. 1122-1146, 2005.
[8] R..L. Бойлестад и Л. Нашельский, Устройства силовой электроники и теория цепей, (6-е издание), New
Delhi: Prentice Hall, pp.415-468.1996.
[9] М. Рашид, Силовая электроника, схемы, устройства и приложения (4-е издание), Нью-Дели: Prentice
Hall, стр. 378-388, 2013 г.
Авторы: инж. Овбиагеле У, инж. Obaitan B Департамент электротехники/электроники Политехнический институт Auchi, Auchi
Эл.
- DOI:10.1109/PESC.1998.703398
- Идентификатор корпуса: 110948349
@article{Chae1998PWMCA,
title={ШИМ-преобразователь-инверторный сварочный аппарат с новым типом NCT},
автор={Ю. М. Че и Чок-Сок Го, Г. Х. Чо и В.-С. Шин и Чжу Ён Чхве},
журнал={PESC 98 Запись. 29-я ежегодная конференция специалистов по силовой электронике IEEE (кат. № 98Ch46196)},
год = {1998},
объем = {2},
страницы = {1636-1641 том 2}
}  29-я ежегодная конференция специалистов по силовой электронике IEEE (кат. № 98Ch46196)},
год = {1998},
объем = {2},
страницы = {1636-1641 том 2}
}
29-я ежегодная конференция специалистов по силовой электронике IEEE (кат. № 98Ch46196)},
год = {1998},
объем = {2},
страницы = {1636-1641 том 2}
} - Y. Chae, Jeok-Seok Gho, Joo Young Choi
- Опубликовано 17 мая 1998 г.
- Материаловедение
- PESC 98 Record. 29-я ежегодная конференция специалистов по силовой электронике IEEE (кат. № 98Ch46196)
Схема инвертора была адаптирована к сварочным аппаратам для повышения производительности сварки. [] Ключ Метод Экспериментальные результаты показаны с точки зрения характеристик сварки и коэффициента мощности. Благодаря экспериментальным результатам характеристики сварки, такие как разбрызгивание и образование валиков, значительно улучшились, а коэффициент мощности поддерживается примерно на уровне единицы.
Посмотреть на IEEE
doi.org
Улучшенные характеристики повышающего преобразователя DCM для системы инверторной дуговой сварки
- Хэ-Рён Чой, Х. Мок, Г. Чой, Чунг-Юн Вон, Кю Сик Ким
Инженерия, материаловедение
Материалы Международной конференции IEEE 1999 года по силовой электронике и приводным системам. PEDS’99 (Cat. No.99TH8475)
- 1999
 Мок, Г. Чой, Чунг-Юн Вон, Кю Сик Ким
Мок, Г. Чой, Чунг-Юн Вон, Кю Сик КимВ данной статье представлена инверторная дуговая сварочная машина с повышающим преобразователем DCM. Во-первых, рассматривается основная операция и принцип. Конструкция регулятора предназначена для форсирования пульсаций напряжения…
Простой инвертор для аппаратов дуговой сварки с выпрямителем с удвоением тока
В этом письме предлагается новая инверторная схема для аппаратов дуговой сварки. Выходной выпрямитель, замененный двойным выпрямителем по току, может эффективно уменьшить пульсации выходного тока. Поэтому ниже…
Внедрение улучшенного источника питания с простыми инверторами для аппарата дуговой сварки
- Jianmin Wang, Sen-Tung Wu
Инженерное дело
- 2015
Резюме
В статье представлено простое управление инвертором рекуперации энергии без скачков напряжения. Предлагаемый инвертор может быть использован для аппаратов дуговой сварки. Выход инвертора имеет два…
Предлагаемый инвертор может быть использован для аппаратов дуговой сварки. Выход инвертора имеет два…
Новый инвертор для дуговых сварочных машин
- Jianmin Wang, Sen -Tung Wu
Материаловая наука, инженер
IEEE Transactions на промышленных электроника
- 2015
- Ху Цзи-цян, Чен Шу-цзюнь, Инь Шу-янь, Ван Дун-пин, Цзэн Хуа
Инженерное дело
Международная конференция IEEE по Промышленные технологии, 2003
- 2003
- J. Shklovski, K. Janson, T. Sakkos
Материаловедение
- 2012
- Дж. Шкловски, К. Янсон, А. Калласте
Материаловедение, машиностроение
IECON 2012 — 38-я ежегодная конференция IEEE Industrial Electronics Society
- 2012
- J. Salmon
Машиностроение
- 1993
- H. Sugimoto, S. Morimoto, M. Yano
Engineering
PESC ’88 Record ., 19-я ежегодная конференция специалистов по силовой электронике IEEE
- 1988
- J.
9063
. к машинам для дуговой сварки и может сохранять энергию, накопленную в соединенном индукторе, до следующего интервала коммутации, что повышает эффективность преобразования машины для дуговой сварки.
Усовершенствования в разработке основной схемы инвертора для дуговой сварки и экспериментальная проверка
Предложена новая основная схема инвертора для дуговой сварки, в которой частота коммутации больше не ограничивается электролитическим конденсатором, что позволяет инвертор…
Новый энергосберегающий инвертор для аппаратов для дуговой сварки на переменном токе
В данной статье предлагается новый энергосберегающий источник питания для аппаратов для дуговой сварки на переменном токе. В таком источнике питания токорегулирующие диоды, подключенные к выходным дросселям, удерживают катушку индуктивности…
В таком источнике питания токорегулирующие диоды, подключенные к выходным дросселям, удерживают катушку индуктивности…
Новый трехфазный сварочный инвертор с высоким коэффициентом мощности
Трехфазный сварочный инверторный источник питания (WIPS) с функцией коррекции коэффициента мощности (PFC) предлагается для решения проблемы искажения входного тока, которая мешала применению WIPS в течение нескольких…
Высокопроизводительный портативный сварочный аппарат на основе мостового преобразователя с одним трансформатором, подключенным по стандарту ISOP, и активным демпфером подключенный одиночный трансформатор с методом активного демпфирования, предложенный для повышения общей эффективности за счет восстановления паразитной резонансной энергии и регулирования напряжения выпрямителей до уровня, на котором доступны диоды Шоттки.

Источник постоянной мощности в естественном режиме для ручной дуговой сварки
Растущий спрос на энергию и вопросы охраны окружающей среды – по оборудованию и в процессе. В этой статье новый импульсный источник тока для резонансной нагрузки с выходной мощностью…
Резонансный преобразователь нагрузки с изменяющейся топологией резонансного резервуара для сварочных работ
9 Представлена резонансная топология бака для питания нагрузок постоянного тока типа сварочной дуги, которая имеет режим постоянной мощности в диапазоне сварочных токов и присущее параметрическое ограничение короткого замыкания.
ПОКАЗАНЫ 1-7 ИЗ 7 ССЫЛОК
ШИМ-преобразователь переменного тока в постоянный с фиксированной частотой коммутации
Для ШИМ-преобразователя переменного тока в постоянный с широтно-импульсной модуляцией стратегия прогнозируемого управления током с фиксированной частотой коммутации (управление PCFF) предлагается. Его принцип и реализация описаны,…
Его принцип и реализация описаны,…
Методы минимизации искажения входного тока однофазных повышающих выпрямителей с управлением током
Описаны методы минимизации искажения входного тока однофазных повышающих выпрямителей с управлением по току. Схемы переключения нескольких повышающих выпрямителей исследуются для выявления…
Высокопроизводительный метод управления ШИМ-преобразователем напряжения
Представлен высокоэффективный метод управления преобразователем напряжения с широтно-импульсной модуляцией. Начиная с моделирования преобразователя, управления коэффициентом мощности и пяти типов постоянного тока…