|
Слесарная гибка Категория: Гибка и правка металла Слесарная гибка Гибкой называют метод слесарной размерной обработки, при котором геометрическая форма заготовки изменяется в результате ее пластического деформирования в холодном или горячем состоянии. Гибкой получают детали сложной пространственной формы (хомуты, скобы, элементы трубопроводов сложной формы), а также изделия из тонких листовых материалов для последующего соединения сваркой или пайкой. Исходными материалами для гибки являются листы, полосы, ленты, прутки, трубы из пластичных материалов. В процессе гибки к заготовке прикладывают силы, которые вызывают напряжения, превышающие предел упругости материала заготовки. Это обусловливает начало пластических деформаций, которые носят необратимый характер и придают заготовке новую форму. На внешней стороне заготовки в месте изгиба в волокнах возникают напряжения растяжения; они удлиняются и одновременно сужаются в поперечном направлении, так как объем материала остается неизменным. На внутренней стороне в волокнах возникают напряжения сжатия; они укорачиваются и одновременно растягиваются в поперечном направлении. В средней части заготовки имеется слой материала, в котором напряжения отсут. ствуют. Его называют нейтральной линией, которая и после гибки сохраняет свои первоначальные размеры. В силу описанных явлений поперечное сечение заготовки в месте гибки искажается. Рис. 1. Гибка заготовок: Способы гибки. В слесарном деле гибку чаще выполняют в холодном состоянии заготовки, реже — в горячем. Инструмент и приспособления для гибки. При слесарной гибке применяют слесарные стальные молотки с квадратным бойком и плоской ударной частью. В качестве приспособлений используют слесарные тиски, оправки, соответствующие форме, размерам и радиусу изгиба. В некоторых случаях применяют простейшие приспособления. Гибку труб осуществляют на ручном винтовом прессе, ручном трубогибном станке, в деревянных нагубниках. Подогрев места гибки проводят газовыми горелками или в горнах. При гибке труб с наполнителями используют заглушки. В качестве вспомогательных материалов при гибке применяют речной мелкий песок, канифоль, кусковой мел. Последовательность и приемы выполнения работ при гибке. Сначала определяют размеры заготовки. Затем выбирают способ гибки. При этом учитывают физико-механические свойства материала заготовки, ее размеры, требуемый радиус гибки. Чтобы уменьшить искажение поперечного сечения в месте гибки, применяют наполнители (речной мелкий просушенный песок, канифоль, масло под высоким давлением), а также гнут трубы в приспособлениях, оснащенных роликами и шаблонами, имеющими желоба, радиус которых равен радиусу трубы. У труб большого диаметра из высокопрочного материала место гибки подогревают газовыми горелками или в горнах. Наименьшие допустимые радиусы изгиба заготовок при различных способах гибки приведены в справочниках. Затем заготовку подготовляют для гибки (например, трубу заполняют наполнителем и забивают в нее пробки). На подготовленной заготовке намечают место первого изгиба, устанавливают ее в приспособлении и производят гибку. После этого намечают следующее место гибки. После окончания гибки контролируют правильность ее выполнения с помощью шаблонов или универсальных измерительных средств. Затем, предварительно выбив пробки, освобождают трубы от песка (или, подогревая трубу, выплавляют канифоль). Качество гибки в значительной степени определяется правильностью ее выполнения. Так, чтобы избежать возникновения складок при гибке полки под углом 90°, гибку проводят в два приема: сначала под углом 30— 40°, а затем под углом 90°. В целях предотвращения разрушения сварного шва при гибке сварных труб его следует располагать в нейтральном слое или с наружной стороны изгиба. Реклама:Читать далее:Слесарное опиливание
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
 В процессе гибки в заготовке возникают и упругие деформации. Поэтому после снятия приложенной силы произойдет незначительное упругое восстановление первоначальной формы заготовки.
В процессе гибки в заготовке возникают и упругие деформации. Поэтому после снятия приложенной силы произойдет незначительное упругое восстановление первоначальной формы заготовки. Листовые, полосовые, трубные и прутковые заготовки небольшого размера обычно гнут в холодном состоянии. Гибку труб и прутков большого диаметра проводят с подогревом места гибки газовыми горелками или в горнах. Широко используется и гибка труб с наполнителями.
Листовые, полосовые, трубные и прутковые заготовки небольшого размера обычно гнут в холодном состоянии. Гибку труб и прутков большого диаметра проводят с подогревом места гибки газовыми горелками или в горнах. Широко используется и гибка труб с наполнителями. Для этого используют специально разработанные таблицы и номограммы, а также аналитические зависимости.
Для этого используют специально разработанные таблицы и номограммы, а также аналитические зависимости. При гибке на оправке промежуточную разметку не делают, так как длина гнутого участка определяется размерами оправки.
При гибке на оправке промежуточную разметку не делают, так как длина гнутого участка определяется размерами оправки.|
Слесарная правка Категория: Гибка и правка металла Слесарная правка Правкой называют метод обработки заготовок слесарными молотками или с помощью специальных устройств в целях устранения отклонения формы и расположения поверхностей. Рис. 1. Правка листовых заготовок: В месте дефекта на заготовке возникают вогнутая и выпуклая стороны. Волокна материала на вогнутой стороне сжаты, а на выпуклой — растянуты. Правку производят для того, чтобы выравнять длины волокон выпуклой и вогнутой сторон, растягивая вогнутую сторону или сжимая выпуклую. Вогнутую сторону растягивают целенаправленным ударным воздействием на нее молотка. В центре удара материал пластически деформируется (сжимается). По краям ударной зоны частицы материала смещаются в стороны и происходит удлинение материала, т. е. его вытяжка. Более значительная вытяжка достигается ударами узкого носка молотка, так как при этом увеличивается давление на поверхность заготовки. Виды правки. В слесарном деле применяют холодную и реже горячую правку (ручную и механизированную), осуществляемую растяжением, раскручиванием, гибкой и рихтовкой. Инструмент и приспособления для правки. Основным инструментом при ручной правке являются молотки. Наиболее часто используют слесарные молотки с круглым бойком и выпуклой сферой. Квадратный боек может оставлять на заготовке вмятины. Боек должен быть отшлифован, а при выполнении особо ответственных работ — отполирован. Для правки стальных закаленных листовых заготовок применяют специальные молотки с узкой закругленной стороной закаленного бойка или с твердыми высокопрочными вставками. Правку заготовок из мягкого, тонкого и чисто обработанного листового материала осуществляют молотками со вставками из дерева твердых пород, меди, алюминия, свинца, резины, полиуре- 1 тана. В качестве прочной недеформируемой опоры для заготовки используют правильные (стальные или чугунные) плиты с ровной поверхностью. Для правки заготовок из сортового проката применяют различные приспособления, например призмы, подкладки различной конфигурации, слесарные тиски. При машинной правке используют прессы различного типа (винтовые, гидравлические, пневматические), листопра-вильные машины, горизонтально-растяжные машины. Последовательность и приемы выполнения работ при правке. Сначала визуально определяют выпуклую часть заготовки и отмечают ее границы мелом или карандашом. Затем выбирают способ правки, необходимые ин- \ струмент и приспособления, намечают схему правки, места и последовательность нанесения ударов, их силу.. Чем толще заготовка, прочнее ее материал и больше отклонение, тем сильнее должны быть удары. По мере выправления заготовки силу ударов следует уменьшать. В процессе правки необходимо постоянно оценивать результаты каждого удара и вносить необходимые коррективы в намеченную схему обработки. Закаленные заготовки при ручной правке размещают на правильной плите. При правке листового материала самым сложным видом работы является устранение выпуклостей. Попытки устранить их ударами по самой выпуклости приведут к ее увеличению. Обработку ведут плоским бойком молотка так, чтобы растягивать слои материала, примыкающие к выпуклости. Если выпуклость находится в середине заготовки, то удары наносят от края к выпуклости, постепенно уменьшая силу ударов и меняя их места. При наличии выпуклости на краю заготовки удары наносят от ее середины к выпуклости. Правку заготовки с несколькими выпуклостями начинают с ударов в промежутках между выпуклостями в направлении к выпуклостям. При больших отклонениях формы и большой толщине и прочности материала заготовки силы удара молотка недостаточно для правки. В этом случае правку проводят на прессах. Реклама:Читать далее:Слесарная гибка
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
 Основное назначение правки заключается в уменьшении припусков на последующую обработку. К устраняемым отклонениям относят коробление, вмятины, выпучины, изгибы, скручивание.
Основное назначение правки заключается в уменьшении припусков на последующую обработку. К устраняемым отклонениям относят коробление, вмятины, выпучины, изгибы, скручивание. При обработке плоским бойком молотка степень вытяжки меньше, а упрочнение поверхностного слоя выше.
При обработке плоским бойком молотка степень вытяжки меньше, а упрочнение поверхностного слоя выше. Их устанавливают на прочном и устойчивом основании.
Их устанавливают на прочном и устойчивом основании. Затем носком молотка наносят равномерные удары по краю вогнутой стороны. Постепенно силу ударов уменьшают и наносят их как бы в промежутках между местами первых ударов. Материал «разгоняется» в стороны, вогнутая сторона удлиняется и заготовка становится прямолинейной. Несколько последовательных ударов по одному месту могут вызвать появление новых выпуклостей, повышенный наклеп, трещины и изломы.
Затем носком молотка наносят равномерные удары по краю вогнутой стороны. Постепенно силу ударов уменьшают и наносят их как бы в промежутках между местами первых ударов. Материал «разгоняется» в стороны, вогнутая сторона удлиняется и заготовка становится прямолинейной. Несколько последовательных ударов по одному месту могут вызвать появление новых выпуклостей, повышенный наклеп, трещины и изломы.
Основы гибки труб и трубок
Гибка труб и трубок — это метод изготовления, используемый для формирования металлических труб путем их сгибания под нужными углами и формами. Гибка труб и трубок позволяет изготавливать сложные конструкции и системы трубопроводов, которые являются неотъемлемой частью всего, от музыкальных инструментов и поручней до механических частей, оборудования для кондиционирования воздуха, сантехники и многого другого. Трубопроводная арматура имеет форму изогнутых трубок, что позволяет производителям изменять направление каналов для жидкостей и газов в выхлопных системах, гидравлических линиях, трубопроводах и т. д. Пока все хорошо, не так ли? Основы довольно просты, но при планировании коммерческих и промышленных механических и производственных проектов есть некоторые ключевые детали и соображения, которые могут помочь сделать важный выбор в отношении материалов, методов и процессов.
Гибка труб и трубок позволяет изготавливать сложные конструкции и системы трубопроводов, которые являются неотъемлемой частью всего, от музыкальных инструментов и поручней до механических частей, оборудования для кондиционирования воздуха, сантехники и многого другого. Трубопроводная арматура имеет форму изогнутых трубок, что позволяет производителям изменять направление каналов для жидкостей и газов в выхлопных системах, гидравлических линиях, трубопроводах и т. д. Пока все хорошо, не так ли? Основы довольно просты, но при планировании коммерческих и промышленных механических и производственных проектов есть некоторые ключевые детали и соображения, которые могут помочь сделать важный выбор в отношении материалов, методов и процессов.
Эта статья содержит все основы гибки труб и трубопроводов. Продолжайте читать, чтобы узнать больше о:
- Металлические трубы и металлические трубы
- Цель гибки труб
- Что такое радиус изгиба?
- Общие методы гибки труб и трубок
- Базовый процесс гибки труб и трубок
- Получите экспертную поддержку от специалиста по гибке труб
Металлические трубы и металлические трубы
Металлическая труба обычно поставляется и изготавливается из стали и большинства сплавов алюминия, нержавеющей стали, никеля и даже экзотических сплавов, таких как титан и цирконий. Обычно он производится большего размера с более толстыми стенками, чем трубы, и менее строгими требованиями к размерам, отделке, химическому составу и механическим свойствам.
Обычно он производится большего размера с более толстыми стенками, чем трубы, и менее строгими требованиями к размерам, отделке, химическому составу и механическим свойствам.
Металлическая трубка обычно поставляется и изготавливается из стали, нержавеющей стали, латуни, меди и алюминия, но также изготавливается из многих других сплавов. Металлическая труба, как правило, легче, чем труба, и ее легче формовать с помощью соответствующего оборудования, и ее можно сгибать и формировать более сложные формы без необходимости использования колен или фитингов.
Внешний диаметр (НД) трубок является номинальным размером, в то время как наружный диаметр трубы варьируется и не равен номинальному размеру. Более толстые стенки трубы позволяют использовать резьбовые концы для соединения отрезков с муфтами или резьбовыми фитингами. Большая часть труб также используется без резьбы, где отрезки соединяются или фитинги прикрепляются сваркой или другими способами.
Цель гибки труб
Трубы и трубки имеют множество применений и в основном используются для безопасной и эффективной транспортировки воды, жидкостей, газов и химикатов для различных коммунальных услуг и функций в домах, школах, предприятиях, промышленные, торговые и производственные объекты. Трубы и трубки имеют более высокую структурную целостность, чем многие другие металлические формы. Но прямые трубы не могут использоваться для многих целей внутри здания, поэтому их часто нужно формировать и изгибать под разными углами. В зависимости от проекта сложные решения по гибке могут даже исключить многие фитинги.
Гибка труб не ограничивается каким-либо конкретным металлом, и используются различные металлы и сплавы из-за их уникальных характеристик. Существует множество различных вариантов гибки и формовки труб и труб для удовлетворения всех типов уникальных потребностей. Каждый метод имеет свои преимущества, недостатки и затраты.
Что такое радиус изгиба?
Отводы труб классифицируются по радиусу осевой линии отвода (CLR) как отношению к номинальному диаметру трубы. Например, 4-дюймовая труба NPS, согнутая на 6-дюймовом CLR, классифицируется как колено 1½D (в 1½ раза больше номинального диаметра трубы). При изгибе на 12-дюймовом CLR изгиб классифицируется как 3D.
Большинство холодных гибов выполняются на радиусе 1½D. Основная причина выбора 1½D заключается в том, что он взаимозаменяем с отводами большого радиуса для стыковой сварки (колено 4 дюйма с длинным радиусом 90° имеет длину 6 дюймов от центра до конца). В результате нет необходимости изменять конструкцию, чтобы обеспечить изгиб. Стандартный приварной фитинг можно использовать при модификации существующей формованной системы или наоборот.
В качестве альтернативы изгибу 1½D, когда ограничение потока может быть проблемой, можно использовать радиусы изгиба 3D. Исследования также показали потенциальную экономию энергии за счет увеличения радиуса изгиба. 3D-гибка может потребовать особого внимания при проектировании
3D-гибка может потребовать особого внимания при проектировании
Общие методы гибки труб и трубок
Существует четыре основных процесса гибки труб и трубок. Все четыре являются стандартными для всех материалов и диаметров труб. Наиболее важными факторами при определении того, какой метод будет работать лучше всего, являются требуемая толщина стенки, желаемый радиус и конфигурация готовой детали.
Гибка с вращающейся вытяжкой
Гибка с вращающейся вытяжкой — это универсальный процесс, включающий зажим наружной части трубы и ее гибку на штампе с требуемым радиусом вашей трубы или трубы. Этот метод эффективен для гибки, требующей меньшего радиуса, потому что матрица помогает предотвратить деформацию трубы в овальную форму во время гибки. Давление зажима необходимо тщательно поддерживать во время процесса, чтобы избежать внешних складок и гарантировать, что внешние части не станут слишком тонкими. Выбор правильных материалов и поддержание постоянного давления зажима помогает предотвратить эти проблемы.
Гибка с помощью домкрата
Простой и недорогой метод гибки труб и труб, сгибание с помощью домкрата включает в себя забивание гидравлическим домкратом коротких сегментов трубы, которые крепятся к поворотному блоку или ролику. Труба сдвигается, и процесс повторяется в нескольких местах для достижения желаемого радиуса. Изгиб ползуна предлагает ограниченный контроль и не обладает некоторой точностью, необходимой для приложений, требующих жестких допусков.
Сжатие Изгиб
Гибка сжатием аналогична гибке с вращательным вытягиванием. Этот процесс включает в себя зажим трубы, а затем протягивание ее вокруг матрицы для создания желаемого радиуса. Этот процесс не имеет такого же контроля, как гибка с вращательным вытягиванием, и не рекомендуется для жестких допусков.
Роликовая гибка
Роликовая гибка формирует трубы и трубки в изгибы с помощью оборудования, которое имеет два неподвижных ролика и подвижный внутренний ролик.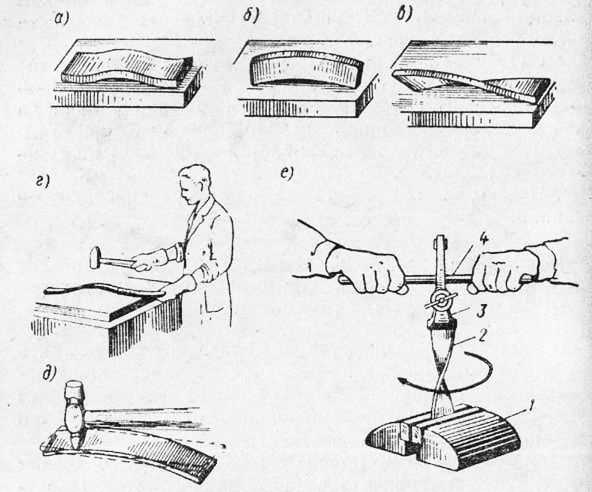 Ролики расположены в форме пирамиды, при этом два неподвижных ролика надежно удерживают трубу, в то время как движущийся ролик давит на металл, создавая изгиб. После сгибания одной секции оператор поворачивает материал, чтобы согнуть новую секцию, и повторяет процесс до тех пор, пока не будет достигнут желаемый радиус. Роликовая гибка обычно используется в строительстве с большим радиусом или для создания спиральных труб, таких как нагревательные и охлаждающие змеевики.
Ролики расположены в форме пирамиды, при этом два неподвижных ролика надежно удерживают трубу, в то время как движущийся ролик давит на металл, создавая изгиб. После сгибания одной секции оператор поворачивает материал, чтобы согнуть новую секцию, и повторяет процесс до тех пор, пока не будет достигнут желаемый радиус. Роликовая гибка обычно используется в строительстве с большим радиусом или для создания спиральных труб, таких как нагревательные и охлаждающие змеевики.
Основной процесс гибки труб
Шаг 1. Подумайте, для чего вам нужна труба
Прежде чем приступить к гибке трубы или трубы подумать о том, для чего вам нужен ваш продукт. Задайте себе следующие вопросы:
- Требуются ли для вашего применения тяжелые или легкие материалы?
- Должен ли материал быть устойчивым к ржавчине или коррозии?
- Должен ли материал проводить тепловую энергию?
Вам также необходимо учитывать внутренний диаметр (ID) и внешний диаметр (OD) вашей трубы или трубки. Внутренний диаметр и внешний диаметр определяют толщину стенки, которая определяет радиус изгиба, который может выдержать ваша труба или трубка. Когда труба или трубка изгибаются, внешний радиус растягивается, что приводит к утончению материала. Если стенка растянута слишком тонко, трубка или трубка сожмется и примет овальную форму, что может повлиять на функциональность трубки, особенно в прецизионных приложениях. Чтобы предотвратить эту проблему, вам необходимо убедиться, что толщина стенки достаточна для радиуса, который вы сгибаете. Еще одним соображением является радиус центральной линии (CLR) — расстояние между центром кривой и осевой линией трубы или трубки. CLR, которого вы хотите достичь, будет фактором, определяющим, какой процесс гибки имеет наибольший смысл.
Внутренний диаметр и внешний диаметр определяют толщину стенки, которая определяет радиус изгиба, который может выдержать ваша труба или трубка. Когда труба или трубка изгибаются, внешний радиус растягивается, что приводит к утончению материала. Если стенка растянута слишком тонко, трубка или трубка сожмется и примет овальную форму, что может повлиять на функциональность трубки, особенно в прецизионных приложениях. Чтобы предотвратить эту проблему, вам необходимо убедиться, что толщина стенки достаточна для радиуса, который вы сгибаете. Еще одним соображением является радиус центральной линии (CLR) — расстояние между центром кривой и осевой линией трубы или трубки. CLR, которого вы хотите достичь, будет фактором, определяющим, какой процесс гибки имеет наибольший смысл.
Шаг 2. Установка трубогибочного станка
Трубогибочное оборудование может быть оснащено инструментами для труб и трубок, которые вы используете. Гибочное оборудование имеет механические и гидравлические регулировки, помогающие оператору производить качественные гибки. При использовании трубогибочного станка с программным управлением с ЧПУ программное обеспечение помогает выполнять эти настройки с максимальной точностью.
При использовании трубогибочного станка с программным управлением с ЧПУ программное обеспечение помогает выполнять эти настройки с максимальной точностью.
Шаг 3. Выровняйте трубку
Правильно выровняйте трубу на трубогибе. Используйте оправку и гребенки в нужных местах по мере необходимости. Как правило, трубогибы поставляются с транспортиром для измерения угла изгиба.
Шаг 4. Согните трубу
Следуйте инструкциям, прилагаемым к трубогибу или трубогибу, и начните процесс гибки. Направления между гибочным оборудованием могут различаться, поэтому убедитесь, что вы ссылаетесь на рекомендации вашей конкретной модели.
Шаг 5. Отсоедините детали
Отсоедините трубу или трубку от гибочного станка вместе с другим оборудованием, таким как штампы и гребенки. Операторы должны всегда соблюдать осторожность при безопасном удалении трубы или трубки, поскольку пружинение и другие факторы могут привести к травме.
Получите экспертную поддержку от специалиста по трубам и гибке труб
Будь то химические линии на заводе-изготовителе, газопроводы для больниц, коммерческая сантехника или любой другой тип труб или проектов труб, имеющих трубы и tube, которая увлечена быстрым выпуском высококачественной продукции, может быть трудно найти. При выборе партнера по гибке труб ищите того, кто разбирается в вашей отрасли и найдет время, чтобы разобраться в вашей уникальной ситуации. Этот тип партнерства может дать невероятное преимущество, которое может оказать существенное влияние на вашу прибыль.
Компания APEX лидирует в отрасли по гибке труб с малым радиусом и развальцовке труб внахлестку, в том числе из сплавов с высоким содержанием никеля и титана. Наше оборудование изгибает и формирует трубы, конструкционную сталь и листовой прокат для различных целей. Наши возможности гибки и развальцовки труб исключают дорогостоящие сварочные операции и обеспечивают более высокую целостность трубопроводов, более быстрое изготовление и более низкие затраты на неразрушающий контроль. Благодаря нашим постоянным инвестициям в передовые технологии, наши мастера имеют опыт работы с новейшим, передовым и специализированным оборудованием в отрасли. Кроме того, APEX производит патрубки типа C — фланцевое соединение с самой низкой стоимостью монтажа, доступное в мире. Свяжитесь с нами сегодня, чтобы поговорить со специалистом.
Благодаря нашим постоянным инвестициям в передовые технологии, наши мастера имеют опыт работы с новейшим, передовым и специализированным оборудованием в отрасли. Кроме того, APEX производит патрубки типа C — фланцевое соединение с самой низкой стоимостью монтажа, доступное в мире. Свяжитесь с нами сегодня, чтобы поговорить со специалистом.
Что делает холодную гибку необходимой
В большинстве случаев металл, используемый для изготовления труб, должен быть нагрет, прежде чем его можно будет согнуть в нужную форму. Однако бывают случаи, когда нагрев металла невозможен. Некоторые металлы можно гнуть в холодном состоянии, если используется правильный процесс. Это не рекомендуется для некоторых металлов, таких как латунь, так как они могут треснуть или даже расколоться. Кроме того, это не рекомендуется для меньших изгибов, так как это может привести к перекручиванию меньших изгибов. В большинстве случаев холодная гибка используется для труб, требующих больших изгибов.
Валковая гибка
Холодная гибка также известна как валковая гибка из-за процесса, наиболее часто используемого для гибки ненагретого металла. Гибка вальцами выполняется с помощью механического приспособления, в котором используются три ролика для гибки металла по дуге окружности. Два внешних ролика обычно неподвижны и используются для удержания металла на месте, в то время как третий ролик оказывает давление на верхнюю часть металла, создавая большой изгиб, необходимый для проекта. Этот процесс особенно полезен при гибке листового металла. Сгибать трубы и трубки таким способом сложнее, но можно.
Гибка вальцами выполняется с помощью механического приспособления, в котором используются три ролика для гибки металла по дуге окружности. Два внешних ролика обычно неподвижны и используются для удержания металла на месте, в то время как третий ролик оказывает давление на верхнюю часть металла, создавая большой изгиб, необходимый для проекта. Этот процесс особенно полезен при гибке листового металла. Сгибать трубы и трубки таким способом сложнее, но можно.
Другие методы холодной гибки
Холодная гибка также может выполняться другими методами, хотя это не всегда рекомендуется. Изгиб металла, который не подвергался нагреву, так же сложен, как кажется, и есть причина, по которой большинство профессиональных компаний используют вальцегибочные станки. Однако холодная гибка металла возможна с помощью тисков и щипцов. Металл плотно удерживается на месте тисками, а щипцы используются для захвата и сгибания металла. В качестве альтернативы, некоторые слесари любят сгибать листовой металл или стержни вокруг наковальни. Ни один из методов не обеспечивает такой плавный и точный изгиб, как гибка вальцами, но они также используются, когда нет возможности согнуть нагретый металл. Для достижения наилучших результатов лучше всего использовать холодную гибку.
Ни один из методов не обеспечивает такой плавный и точный изгиб, как гибка вальцами, но они также используются, когда нет возможности согнуть нагретый металл. Для достижения наилучших результатов лучше всего использовать холодную гибку.
Зачем нужна холодная гибка
Холодная гибка, особенно когда она выполняется с помощью вальцегибочного станка, может использоваться, когда нет возможности нагреть металл перед гибкой. Он также используется, когда необходимо получить большой плавный изгиб трубы или листового металла. В частности, трубы должны иметь более пологие изгибы, чтобы вместить воду или другие жидкости, которые могут проходить через них, и холодная гибка иногда является единственным способом создания этих изгибов и больших изгибов. Холодная гибка также во многих случаях дешевле; оборудование и материалы, необходимые для работы с нагретым металлом, дороги. Работая с холодным металлом, когда это возможно, производители труб и слесари могут сэкономить на производственных затратах.