Разметочные инструменты и приспособления. Инструмент разметочный по металлу
Разметочные инструменты и приспособления. Работы по металлу
Разметочные инструменты и приспособления
Чем серьезнее и ответственнее относится слесарь к своей работе, тем полнее у него набор разметочных инструментов и приспособлений (рис. 2).
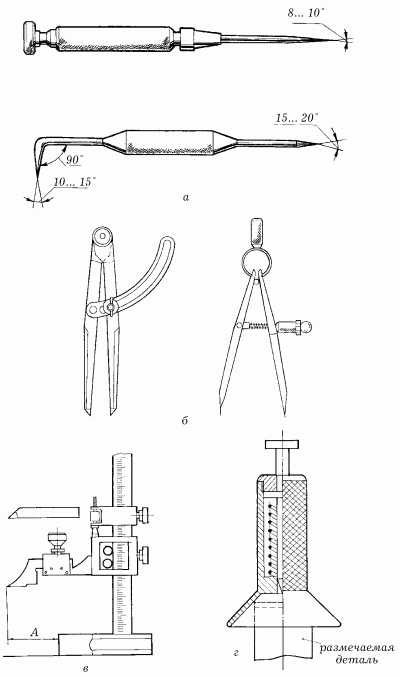
Рис. 2. Разметочные инструменты: а – чертилки; б – циркули; в – штангенрейсмус; г – кернер-центроискатель.
Металл не бумага и не дерево, по которым удобно рисовать карандашом, с его гладкой и твердой поверхности легко стираются как грифельные, так и меловые линии. Поэтому для нанесения рисок используются чертилки различного вида, разметочные циркули, штангенрейсмусы, кернеры.
Чертилки (рис. 2, а) изготовляются из инструментальной стали повышенной твердости марок У10 и У12. Это простейшие и наиболее распространенные инструменты, которые применяются для разметки. Прямая круглая чертилка – это стальной стержень диаметром 5–6 мм и длиной до 200 мм, один конец которого заточен под углом приблизительно 10°. Удобно пользоваться чертилкой со вставной иглой. Ее несложно изготовить из отвертки со сменным жалом. Вместо отвертки в рукоятку нужно вставить остро заточенный и закаленный стальной стержень.
Еще один вид чертилок имеет заточенные под разными углами с обоих концов стальные стержни. Один из стержней согнут под углом 90°.
При разметке заготовки, на которой нельзя оставлять риски, пользуются латунной чертилкой: конструкция ее такая же, как и стальной, а жало изготовлено из латуни, которая оставляет след, не делая риски.
Чтобы чертилки было удобно держать в руке, среднюю их часть делают обычно утолщенной и покрывают накаткой.
Для деления прямых линий, углов, окружностей, для построения перпендикуляров в слесарном деле применяются разметочные циркули (рис. 2, б).
Разметочные линии на вертикальных поверхностях заготовок удобно наносить штангенрейсмусом (рис. 2, в).
Кернер-центроискатель (рис. 2, г) может применяться только для того, чтобы отыскать центр на торце цилиндрической детали, например, вала. Его нужно установить на торец детали и выровнять так, чтобы он принял вертикальное положение. Ударив по головке кернера молотком, можно получить отметку центра вала.
Чтобы разметка была произведена точно, была хорошо видна и не стиралась, пользоваться нужно хорошо заточенным, исправным разметочным инструментом. Поэтому время от времени нужно затачивать чертилки, циркули и кернеры, которые тупятся чаще всего.
Заточку нужно производить на шлифовальном абразивном круге, который должен быть в слесарной мастерской обязательно. Чертилку можно затачивать, определяя угол заточки на глазок: ее нужно расположить под небольшим углом к поверхности шлифовального круга и заточить на длину 12–15 мм. Острие кернера затачивается под углом 60–70°, угол нужно проконтролировать, измерив его транспортиром или сравнив с шаблоном. Для того чтобы наточить ножки циркуля, их нужно свести вместе и заточить с четырех сторон квадратом на длину 15–20 мм, стремясь к тому, чтобы оба острия сошлись в одну точку. Окончательную доводку ножек циркуля нужно сделать, заточив их поочередно на точильном бруске.
Разметку нужно производить на разметочной плите. Если слесарные работы в домашней мастерской выполняются часто, то лучше всего иметь специальную разметочную плиту, изготовленную из серого чугуна. Ее нужно установить в наиболее светлом месте мастерской или смонтировать над ней источник искусственного освещения, причем желательно, чтобы свет падал на ее поверхность вертикально. Если конструкция крыши мастерской позволяет это сделать, то лучше всего устроить над местом установки разметочной плиты световой фонарь.
Поверхность плиты следует прошлифовать и прошабрить. Боковые поверхности должны быть обработаны и составлять с плоскостью плиты 90°. Хорошо, если плита имеет в нижней части ребра жесткости – это предохранит ее от прогибания.
Плиту нужно выставить строго горизонтально, это делается обычно с помощью домкратов и металлических подкладок различной толщины. Поверхность, на которой производится разметка, должна быть всегда сухой и чистой. После окончания работы ее лучше всего протирать маслом, чтобы не появлялась ржавчина, и накрывать щитом, который предохранит ее от случайного повреждения. Следует помнить, что по разметочной плите нельзя передвигать заготовки – на ее поверхности останутся царапины и забоины.
Поделитесь на страничкеСледующая глава >
Измерительные слесарные инструменты. Работы по металлу
Измерительные слесарные инструменты
Измерительные инструменты (рис. 1) обычно составляют предмет особой заботы слесаря, поскольку от того, в исправном ли состоянии они находятся, зависит результат работы зачастую не одного дня.
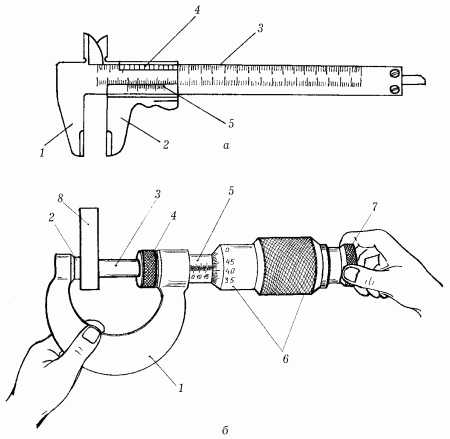
Рис. 1. Измерительные инструменты: а – штангенциркуль: 1 – измерительные губки; 2 – рамка с измерительными губками; 3 – штанга; 4 – нониус; 5 – стопорный винт; б – микрометр: 1 – полукруглая скоба; 2 – пятка; 3 – микрометрический винт; 4 – стопорный винт; 5 – втулка-стебель; 6 – барабан; 7 – трещотка; 8 – измеряемая деталь.
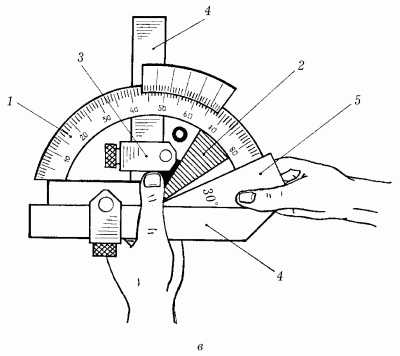
Рис. 1 (продолжение). Измерительные инструменты: в – угломер: 1 – полудиск со шкалой; 2 – подвижный сектор с нониусом, 3 – стопорный винт; 4 – линейка; 5 – измеряемая деталь.
Точность, которая требуется при слесарной сборке какого-нибудь механического узла, колеблется обычно в пределах от 0,1 до 0,005 мм. Точность измерения – это та ошибка, которая неизбежна при использовании в качестве измерителя того или иного инструмента.
Поэтому ни один слесарь не станет, например, пользоваться измерительной линейкой для того, чтобы точно подогнать вал под втулку: линейка просто не дает необходимой точности, которая требуется при выполнении этой операции.
Но даже если инструмент выбран правильно, абсолютно точного измерения получить все равно не удастся. Погрешность при измерении существует всегда, слесарь же должен стремиться свести ее к минимуму. Чем меньше погрешность, тем выше точность измерения.
Самый простой способ уменьшения погрешности – провести измерение не один раз, а несколько, затем вычислить среднее арифметическое из результатов каждого замера.
Как правило, увеличение погрешности чаще всего вызывается ошибками, которых вполне можно избежать. Самые распространенные ошибки, снижающие точность измерений, следующие:
– использование поврежденного измерительного инструмента;
– загрязненность рабочих поверхностей измерительного инструмента;
– неправильное положение нулевой отметки на шкале и нониусе;
– неправильная установка инструмента относительно детали;
– измерение нагретой или охлажденной детали;
– измерение нагретым или охлажденным инструментом;
– неумение пользоваться инструментом;
– неправильно выбранная база измерения.
Линейные размеры металлических деталей и самого инструмента меняются очень ощутимо при нагревании или охлаждении металла, поэтому для измерений выбран следующий температурный стандарт – производить их следует при 20 °C.
Измерительная линейка. Для линейных измерений не слишком высокой точности слесари применяют обычно металлическую измерительную линейку – стальную полированную полосу с нанесенными на нее отметками. Поскольку металлические детали чаще всего невелики, то и длина линейки не должна превышать 200–300 мм (в редких случаях можно использовать линейку длиной до 1000 мм). Цена деления равна 1 мм, соответственно и точность измерения также равна 1 мм. Такой точности в слесарных работах, как правило, недостаточно. Поэтому слесари пользуются другими, более точными инструментами.
Штангенциркуль (рис. 1, а). Он состоит из негнущейся металлической линейки (штанги), на которую нанесена измерительная шкала с ценой деления 0,5 мм. На передней части линейки расположены две измерительные губки; вдоль линейки перемещается металлическая рамка, снабженная двумя измерительными губками. Рамка обладает еще одной измерительной шкалой – нониусом, который имеет цену деления 0,02 мм. Движение рамки по штанге можно застопорить с помощью специального винта. По основной шкале на штанге отсчитываются показания с точностью до миллиметров, по нониусу показания уточняются до десятых долей миллиметра.
Более точные показания замеров может дать микрометр (рис. 1, б) – точность до сотых долей миллиметра. Те, кто впервые слышат название этого измерительного инструмента, часто допускают ошибку, считая, что с помощью микрометра можно измерять размеры с точностью до микронов. Прежде всего, такая точность при слесарных работах, особенно в условиях домашней мастерской, никогда не требуется. Во-вторых, микрон – это одна миллионная часть метра, а микрометр дает возможность измерять с точностью только до одной десятитысячной части метра.
Основная часть микрометра – винт с очень точной резьбой, он называется микрометрическим винтом. Торец этого винта является измерительной поверхностью. Винт может выдвигаться и зажимать измеряемую деталь, которую следует помещать между пяткой полукруглой скобы и торцом микрометрического винта. На втулке-стебле проведена продольная линия, на которой сверху и снизу расположены две шкалы: одна указывает миллиметры, вторая – их половины. На конической части барабана, вращающегося вокруг втулки-стебля, нанесены 50 делений (нониус), служащих для отсчета сотых долей миллиметра. Отсчет размера снимается сначала по шкале на втулке-стебле, а затем по нониусу на коническом барабане. Так как излишний нажим винта на измеряемую деталь может привести к неточности измерения, для регулировки нажима микрометр имеет трещотку. Она соединена с винтом так, что при увеличении измерительного усилия выше нормы винт поворачивается с характерными щелчками. Стопорный винт фиксирует полученный размер.
Для измерения углов деталей предназначен угломер (рис. 1, в). Он представляет собой полудиск с измерительной шкалой, на котором закреплены линейка и передвижной сектор с нанесенным на нем нониусом. Передвижной сектор можно закреплять на полудиске стопорным винтом. К сектору прикреплены также угольник и съемная линейка.
Для измерения угла детали ее нужно приложить одной гранью к съемной линейке угломера, а подвижную линейку сдвинуть таким образом, чтобы между гранями детали и сторонами обеих линеек образовался равномерный просвет. Затем нужно закрепить сектор с нониусом стопорным винтом и снять показания сначала по основной шкале, затем по нониусу.
Для измерения величины зазора в слесарных работах используетсящуп – набор тонких пластин, закрепленных в одной точке. Каждая из них имеет известную толщину. Собирая из пластин щуп определенной толщины, можно измерить величину зазора. При этом измерении следует осторожно обращаться с тонкими металлическими пластинами наборного щупа, поскольку они легко ломаются при незначительном усилии. В то же время пластины должны входить в зазор туго и на всю длину, это обеспечит точность измерения.
Вот, пожалуй, и весь измерительный инструмент, который может понадобиться домашнему слесарю. А чтобы он служил как можно дольше и не приводил к неоправданным ошибкам при измерениях, необходимо позаботиться о правильном его хранении: штангенциркуль и угломер настоящий слесарь носит всегда в специальном кожаном футляре и оберегает их от ударов, не говоря уже о микрометре; щуп лучше всего хранить в жестком футляре.
Поделитесь на страничкеСледующая глава >
tech.wikireading.ru
Инструменты для работы с металлом
Здравствуйте, дорогие читатели и посетители блога. В недавней статье мы с вами рассматривали некоторые породы древесины. А сейчас, как и было обещано, мы рассмотрим основные инструменты для работы с металлом.
Виды обработки металлов
Чтобы постичь все виды и секреты работы с металлом, нам не хватит одной статьи, поэтому будут продолжения.
На рисунке ниже представлены основные типы обработки.
Виды обработки металлов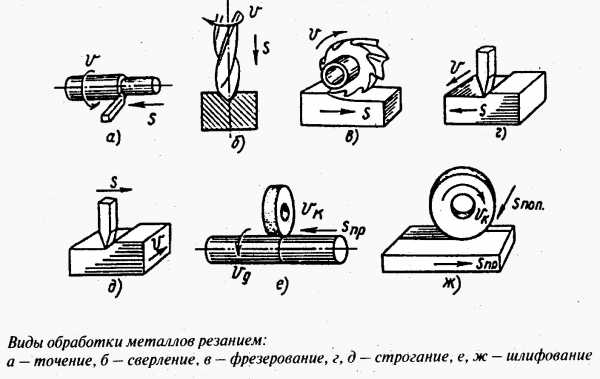
Измерительные инструменты
Помимо универсальных измерительных инструментов, существуют особые, которые используются исключительно для работы с металлами.
Измерительные инструменты для металлаКузнечный кронциркуль — этот инструмент для измерения бывает много-размерным, что допускает получать несколько величин поковки. Что намного облегчает поверку за перестроением размеров деталей при ковке.
Усадочная линейка — применяется для выявления усадки детали в момент остывания или нагревания. Ее шкала имеет значение от 0,01 до 0,015 и позволяет вычислить усадку даже на глаз, без всяких формул.
Фасонные молотки
Ручник – это обычный молоток, который применяется, как в кузнечных, так и в слесарных и многих других видах ручных работ (от сюда и его термин). Его формы обусловливаются от нацеленных заданий. Во всякой кузнице присутствуют ручники с продольными, поперечными, клиновидными и закругленными бойками. Небольшой обычный молоток, обычно служит для подачи сигнала и указке конкретного места и силы удара.
Виды фасонных молотковКувалда – это, пожалуй самый главный инструмент в руках молотобойца. С помощью ее мы придаем заготовке нужную нам форму. Вес кувалды в среднем 8-9 кг, в исключительных случаях доходит и до 15 кг.
В зависимости от поставленных работ с металлом, используются три формы кувалд – остроносые с поперечным или продольным клиновидным концом, и тупоносые, у которых оба ударных конца плоские.Работа с кувалдой производится при помощи подручного-молотобойца. При отсутствии необходимости большой силы удара, можно обойтись ударным молотком массой не больше 2-4 кг.
Фасонный молоток, тоже инструмент для обработки металлов. Он необходим для художественных функций и может иметь совершенно различные формы обухов. Мастера применяют фасонные молотки для выбойки рельефа и фона на нижнике (металлическая подкладка под заготовку). По форме фасонные молотки сильно отличаются от ручников. Головка у этих молотков с двумя бойками: слегка выгнутый и очень широкий или плоский, а другой – с закругленнием.
При ударе широким бойком все внимание и энергия зацикливается на рабочей плоскости чекана. А другой боек обычно служит вместо пурочника.
Рукоять фасонных молотков изготавливается из твердых специальных пород деревьев и имеет характерную форму. Размеры рукоятки выбираются так, чтобы она не мешала при занятии, а удар был достаточно сильным.
При работе с более мягким металлом применяются деревянные молотки, выполненные из особо-прочных сортов древесины, к примеру, береза или дуб. При их помощи получаются наиболее мягкие силуэты.
Инструменты для металлаЧеканы для металла
Чекан – важнейший из инструментов для обработки металла.
Инструмент для чеканкиОснова чекана как правило выполнена восьмигранной. При такой форме расположение рабочей поверхности, в момент чеканки, легче контролировать рукой, меньше посматривая на сам инструмент.
Ударная часть имеет большое разнообразие размеров и форм, которые определяются от вида назначения, габаритов детали.
По типу работы и формы ударной части чекана, различается несколько его видов, из которых можно выделить основные: бобошники, лощатники, расходники и канфарники. С помощью них производятся важные элементы работы по обработке металла, созданию рельефа.
Крюк и трещотка – дугообразные чеканы для наметания чеканки на объемистые изделия.
Сечка – чекан с заточенной ударной поверхностью, применяющийся при создании ажурных работ. Они разделяются на прямые, и с помощью них высекаются прямые линии и полукруглые, которые применяются для высечки изогнутых линий.
Фигурные чеканы
Фигурные чеканы применяются в тех случаях, когда нужно чеканить серию одинаковых мелких деталей узора. На ударной его части, гравируется деталь некоего орнамента или тонкий мелкий рисунок. Набивку этого рисунка на изделие производят сильным точным одиночным ударом, ровно и четко прижимая ударную часть к поверхности.
Утюжок (давильник) – чекан, который выполняет обводку рельефа рисунка.
Трубочка, как вы уже догадались, это чекан, имеющий полусферическую блюдчатую форму утолщения. Применяется, когда требуется наложить на металлическую плоскость шаровидных выпуклин.
Сапожок – это особый чекан для металла изогнутой формы. Он применяется для выбивки поверхности рельефа за границу рисунка и чеканки труднодоступных районов рисунка. Его ударная часть напоминает лощатник прямоугольной формы.
Важно: Для проведения закругленных и кривых линий используют полукруглые расходники с разным радиусом кривизны удара. Чем больше у него кривизна, тем сложнее вести чекан по плоскости. В таких случаях важно соблюдать осторожность и обходиться одиночными ударами, дабы не обрести отдельных отпечатков.
Канфарник – чекан, напоминающий по форме ударной части тупую швейную иглу. Его предназначение — создание шероховатого, точечного рельефного фона. Чаще применяется в композициях. Кроме этого с помощью него узор с бумаги можно перености на металл.
Пурошник (или пурочник) – имеет сферическую ударную часть. Применяется для выколачивания полукруглых форм, ямок. Разных диаметров пурочники применяются для чеканки углублений разных размеров и высоты.
Лощатники предназначены для опускания фона, выправления лицевой поверхности после прорабатывания рельефа и других операций. Их рабочая поверхность может быть как гладкой, так и с шероховатостью чтобы придать матовый тон изделию. Для того чтобы хорошо отпечатывались следы рабочей поверхности чеканки, ее углы немного закругляют.
Бобошники – чеканы с выпуклой яйцевидной ударной частью. Служат для создания выпуклых форм. Рабочая часть может быть не только овальной, а также прямоугольной, но однако с аккуратно закругленными углами, чтобы не загубить материал при выбойке нужного рельефа.
Расходник – обводной чекан. Его ударная часть похожа на форму обыкновенной отвертки. Для лучшего скольжения, её слегка притупляют. Применяется для получения четких сплошных линий по контуру. Наиболее мягкие линии получаются от расходников с ударной частью пошире.
Важно: Для приобретения более качественного изделия важно сохранять последовательность при переходе от одной партии чеканов к другой и применении чеканов одной партии. Если нужно получить глубокую выколотку, используйте расходники от более глубоких, к менее глубоким.
Разметочные инструментыЭто далеко не все инструменты по работе с металлом, читайте продолжение в следующей статье.
С уважением, Вадим!
odnastroyka.ru
Инструменты для разметки и наметки
Инструменты для разметки и наметкиКатегория:
Сборка металлоконструкций
Инструменты для разметки и наметкиДля выполнения разметочных и наметочных работ при изготовлении деталей и сборке конструкций применяют измерительный и чертежный инструмент.
Для измерения и контроля линейных размеров используют измерительный инструмент — стальные рулетки и линейки.
Измерительные металлические рулетки (ГОСТ 7502 — 80*) в зависимости от требуемой точности замеров выпускают 2-го, 3-го классов точности длиной 1, 2, 3, 5, 10, 20, 30, 50, 75 и 100 м. На заводах металлоконструкций применяют в основном рулетки 3-го класса точности. Для разметочных и наметочных работ применяют рулетки 2-го класса.
Измерительные металлические линейки (ГОСТ 427—75*) имеют шкалу, цена деления которой 1 мм, т. е. погрешность отсчета по линейке составляет 1 мм. Линейки выпускают с одной или двумя шкалами и верхним пределом измерений 150, 300, 500, 1000 мм.
К чертежным инструментам относят стальные угольники, чертилки, циркуль, штангенциркуль, слесарные и контрольные кернеры, рейсмусы.
Поверочные угольники 90° (ГОСТ 3749—77*) применяют для проверки прямых углов и нанесения на поверхности металла поперечных линий. На заводах металлоконструкций используют угольники типов УЛП — лекальные плоские, УП — слесарные плоские, УШ — слесарные с широким основанием. Угольники выпускают трех классов точности.
Чертилки применяют для нанесения линий на поверхности металла. Изготовляют их из высокоуглеродистой твердой стали диаметром 5.. .7 мм, длиной 175…200 мм. Для повышения стойкости к истиранию рабочей части на острие чертилки напаивают победит или другой сверхтвердый сплав.
Разметочные циркули изготовляют двух типов: с дугой — тип А (рис. 27,6) и без дуги — тип В.
Штангенциркуль служит для промеров и вычерчивания окружности радиусом до 1000 мм. Он состоит из дубовой рейки с двумя стальными движками, на которых прикреплены чертилки с упорными винтами.
Кернеры (ГОСТ 7213—72*) длиной 100. ..160 мм имеют заостренный и закаленный конец, которым набивают керны (углубления) по размеченной линии на металле через 50…70 мм и в центрах отверстий для направления сверла в начале сверления.
Центровые кернеры различных диаметров используют для наметки центров отверстий через отверстия в металлических шаблонах.
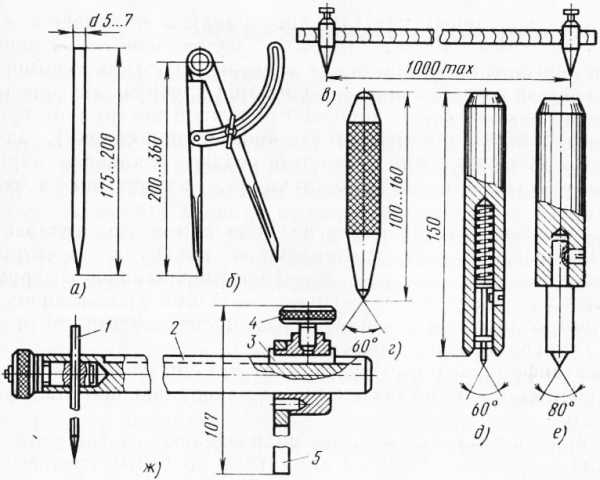
Рис. 1. Чертежные инструменты для разметки и наметки: а —чертилка, б — циркуль, в — штангенциркуль, г, д, е — слесарный, контрольный и центровой кернеры, ж — рейсмус; 1 — чертилка, 2 — штанга, 3 — втулка, 4 — стопорный винт, 5 — планка
Контрольные кернеры предназначены для нанесения контрольного кольца диаметром на 1…2 мм большим, чем диаметр отверстия. Контрольный кернер имеет цилиндрический корпус с острым кольцевым ножом на конце, центроловитель, пружину и винт.
Для нанесения контрольного кольца совмещают заостренный конец центроловителя с керном (углублением), набитым кернером в центре отверстия, и ударяют молотком по торцу корпуса кернера. Острый кольцевой нож оставляет на металле окружность соответствующего диаметра.
Рейсмус применяют для нанесения продольных рисок параллельно строганой кромке в листовой детали или прокатной кромке в деталях из угловой, швеллерной и двутавровой стали. Он состоит из строганой планки и штанги с чертилкой, соединенных под прямым углом во втулке. Положение чертилки относительно планки регулируется передвижением штанги во втулке с закреплением ее стопорным винтом.
Для того чтобы провести риску, рейсмус передвигают вдоль размечаемой детали, плотно прижимая его планку к кромке, параллельно которой чертилкой наносят размечаемую линию.
Читать далее:
Ручной механизированный инструмент
Статьи по теме:
pereosnastka.ru
Измерительные и разметочные инструменты - Кустарь
Всякое изделие, прежде чем начать его обрабатывать, необходимо разметить. Намечают контуры, линии изгибов, центры отверстий. Для измерений следует иметь стальную линейку с делениями и складной метр.
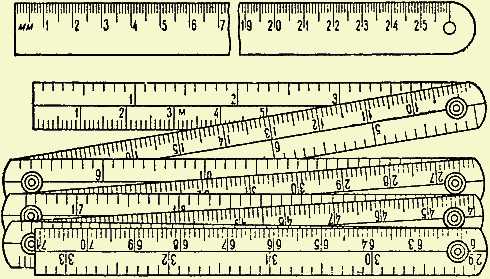
Линейка и метр
Для измерений диаметра круглых стержней служит кронциркуль.
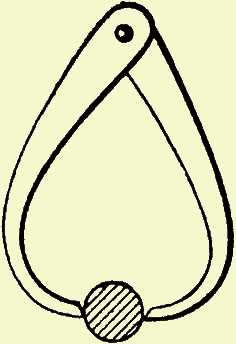
Кронциркуль
Нутромером можно измерить диаметры дыр.
Нутромер
Оба эти инструмента может заменить штангенциркуль. Он более точен и универсален.
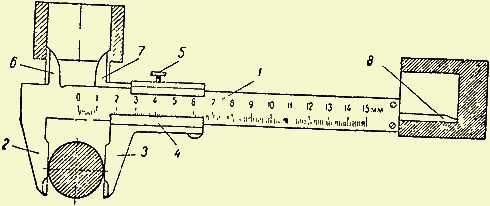
Штангенциркуль
Стальная линейка 1 с сантиметровыми и миллиметровыми делениями заканчивается губками 2 и 6. По линейке движется рамка 4 с губками 3 и 7 и зажимным винтом 5. Наружные размеры снимаются губками 2 и 3, а внутренние — губками 6 и 7. Измерение глубины канавок и отверстий производится с помощью стержня 8. Рамка штангенциркуля снабжена нониусом — шкалой для отсчета дробных долей миллиметра.
Рассмотрим, как устроен десятичный нониус, позволяющий делать измерения с точностью до 0,1 мм. Его шкала имеет десять делений и равна 9 мм. Следовательно, каждое деление нониуса равно 0,9 мм, или короче каждого деления линейки на 0,1 мм. Эта величина и является пределом точности измерения данным штангенциркулем. При сомкнутых губках нолевой штрих нониуса совпадает с нолевым штрихом линейки. Сдвинем рамку таким образом, чтобы первый штрих нониуса совпал с первым штрихом линейки. Зазор между губками, очевидно, будет равен 0,1 мм.
При совпадении второго штриха нониуса со вторым штрихом линейки зазор увеличится до 0,2 мм и т. д. Иначе говоря, штрих нониуса, точно совпадающий с каким-либо штрихом линейки, будет указывать на число десятых долей миллиметра. Целые миллиметры отсчитываются по нолевому штриху нониуса. Предположим, что при измерении толщины пластины мы получили положение нониуса, изображенное на следующем рисунке.
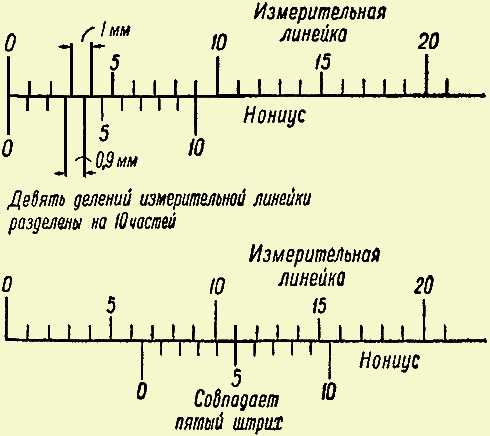
Десятичный нониус
Мы имеем шесть целых миллиметров и пятый штрих нониуса, совпадающий с штрихом линейки, что соответствует 0,5 мм. Следовательно, толщина пластины 6+0,5=6,5 мм. Кроме десятичных, изготовляют штангенциркули с точностью отсчета, равной 0,05 и 0,02 мм
Для еще более точных измерений диаметра, длины или толщины деталей применяется микрометр. Он позволяет делать замеры с точностью до 0,01 мм.
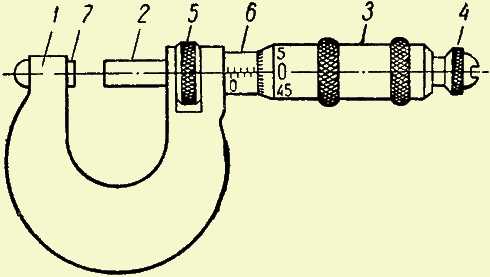
Микрометр
1 — скоба, 2— шпиндель, 3 — барабан, 4 — предохранительная головка. 5 — стопор, 6 — стебель, 7 — пятка.
Шкала микрометра имеет 50 делений, 0,5 мм каждое. Барабан тоже разделен по окружности на 50 делений. Вращая барабан, мы двигаем с помощью микрометрического винта шпиндель, который за один оборот барабана сдвигается на полмиллиметра. Нетрудно сообразить, что в таком случае каждое деление барабана будет равно 0,01 мм.
Измеряемая деталь помещается между пяткой и шпинделем. Поджимать ее нужно, вращая предохранительную головку с трещоткой. Когда поджатие окажется достаточным, слышится звук трещотки. Вращение нужно прекратить, закрепить шпиндель стопором и сделать отсчет. Предположим, что на стебле открыто 15 делений ниже черты и еще одно деление выше ее, а барабан встал 21-м делением против этой же черты. Тогда на стебле будет 15,5 мм, на барабане — 0,21 мм и размер детали равен 15,5+0,21=15,71 мм.
Разметка, тем более в работах с металлами, требует особой точности и аккуратности. Прежде всего, для черчения на металле линий или рисок нужна чертилка.
Чертилки
Это стержень с крепко закаленным тонким острием. Ее можно изготовить из старого тонкого напильника или пилы. Иногда для чертилки берут бронзовую проволоку. Для проведения параллельных кромке линий употребляется рейсмус. Слесарный рейсмус делается по тому же типу, что и столярный, или же представляет собой небольшой штатив на тяжелой подставке со строганым основанием. На штативе посредством винтового зажима укреплена подвижная чертилка.
При расчерчивании заготовки все линии проводят чертилкой обязательно по линейке или шаблону. Приложив аккуратно линейку в нужном месте и придерживая ее крепко рукой, надо провести одну ясно видимую линию. Чтобы разметка была четкой, поверхность материала обычно замазывают мелом, разболтанным на клеевой воде.
Для проведения линий, пересекающихся под прямым углом, и для выверки этих углов служит угольник.
Слесарный угольник
Углы различной величины контролируются и наносятся с помощью особого угольника — малки.
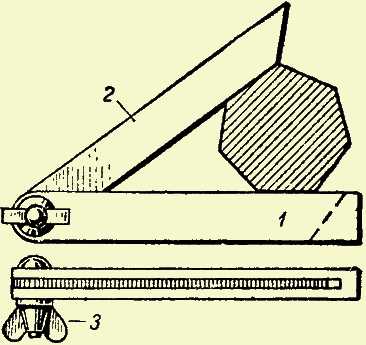
Малка
Она состоит из основной линейки, или обоймы, и подвижной линейки, которая закрепляется; в различных положениях барашком. Установку подвижной линейки на нужный угол производят по транспортиру. Иногда для выверки углов употребляются шаблоны. Так, например, для опиловки шестигранных гаек и головок болтов употребителен шаблон с углом в 120°.
Необходимый инструмент при разметке — кернер, или керн, небольшой стальной стержень с конусообразно заточенным острым закаленным концом.
Кернер
Поставив кернер отвесно на нужной точке, молотком наносят короткий, не очень сильный удар. В металле остается небольшое углубление. Кернером отмечают линии, проведенные чертилкой, намечают центры окружностей, центры отверстий, вершины углов. Для наметки центров употребляют кернер с более тупо заточенным концом (около ста двадцати градусов), для других целей — более острым. При наметке очень важно держать кернер совершенно отвесно в намеченной точке и наносить молотком удар такой силы, чтобы от одного удара получалась хорошая метка.
Для очерчивания кругов и дуг надо иметь стальной циркуль с хорошо заточенными закаленными остриями ножек.
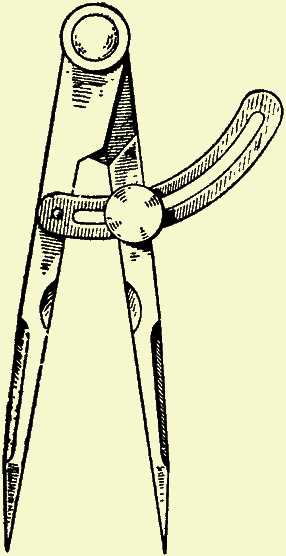
Циркуль
Одна из ножек ставится в центр, намеченный кернером, другой очерчивается дуга. Разметка и особенно накернивание обычно производятся на гладкой и ровной массивной разметочной плите. Юный мастер с успехом может ее заменить какой-либо гладкой и ровной, массивной железной или чугунной плиткой. Для небольших изделий вполне достаточно обыкновенного утюга, зажатого в тиски или укрепленного на колоде.
К дальнейшей обработке изделия приступают только после тщательной разметки.
Автор: П.В. Леонтьев
Читайте еще:
www.sdelaysam.info
Разметочные штангенциркули - Инструмент для разметки металла, разметочные штангенциркули ШЦР и ШЦТ разметочные
В ситуациях, когда требуются измерения и разметка, разметочные штангенциркули и чертилки являются неотъемлемой частью инструментария мастера. Без них просто невозможно представить себе проведение строительных, слесарных, столярных, монтажных и других видов работ.
У нас вы найдете разнообразные измерительные и разметочные приспособления, различающиеся по диапазону измерений, типоразмерам, материалу исполнения, сфере применения.
шцтИнструмент для разметки металла. Циркуль для металла. Наш интернет-магазин предлагает широчайший ассортимент измерительного инструмента.
Угломеры используются в целях измерения геометрических углов между поверхностями, в деталях и изделиях, в составе различных конструкций (контактным способом), а также между объектами, удаленными друг от друга (оптическим способом). Измерение может осуществляться:
- в градусах,
- по линейчатой или линейчато-круговой шкале, снабженной стрелкой или механическим указателем,
- на основе нониуса,
- в электронном виде.
В последнее время наиболее популярны универсальные цифровые угломеры, которые очень удобны в эксплуатации, обладают рядом дополнительных возможностей и выдают высокоточные показания с минимальной погрешностью. Выбирая электронный угломер, следует обращать внимание на ряд параметров:
- диапазон измерения,
- допустимая погрешность,
- наличие, количество и размер ЖК-индикаторов,
- тип акустического сигнала (при обнаружении угла),
- возможность установки аппарата на штатив,
- набор функций и аксессуаров,
- наличие паспорта и гарантии на прибор.
В наличии и на заказ большой выбор штангенциркулей и кронциркулей. Подбирая инструмент для работы, стоит ориентироваться на его класс точности, размер обмеряемой детали или изделия. Кроме того, можно обратиться к таким документам как ГОСТы и методические указания, где четко и подробно прописаны технические характеристики инструмента и даны рекомендации по выбору наиболее подходящих для тех или иных целей приспособлений.
Также мы предлагаем штангенрейсмасы, применяющиеся для измерения расположения поверхностей друг относительно друга, параметров отверстий (высоты, глубины), а также для разметки деталей, и угольники. Угольник классифицируется как чертежный, столярный, слесарный инструмент, использующийся для построения углов. Как правило, выполнен в виде прямоугольного треугольника с острыми углами (60°, 30° или по 45°) и нанесенной на одну из сторон шкалой.
Для маркировки и разметки изделий, поверхностей при осуществлении слесарных и других работ применяются маркеры и чертилки. Обычно выбор типа чертилки зависит от материала, на который будет наноситься разметка: стальные выбираются для грубых деталей и заготовок, прошедших предварительную обработку; для работы с отшлифованной поверхностью уже готовых деталей рекомендуется использовать чертилки из мягких материалов, например, латуни. Не стоит пренебрегать остротой заточки инструмента: разметочная линия будет тоньше и, соответственно, точнее, если чертилка будет хорошо заточена.
В нашем каталоге вы можете ознакомиться с техническими характеристиками угломеров, чертилок, циркулей, штангенрейсмасов и подобрать инструмент, который идеально подойдет для выполнения поставленных задач. Если у вас возникли вопросы относительно процедуры заказа и доставки товара, вы можете получить интересующую вас информацию у наших менеджеров, которые окажут вам профессиональную консультацию. Наш бесплатный телефон 8-800-100-39-81. Вы можете сделать заказ по телефону или же в режиме онлайн.
Штангенциркули и Штангенциркули ШЦР и ШЦТ разметочные, шцтwww.wikselen.ru