Содержание
Как гнуть листовой металл в домашних условиях
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Содержание
- Технология гибки – основные сведения
- Как выполнить гибку под прямым углом
- Как изготовить листогибочный станок самому
- Сгибание металлического листа при помощи молотка
- Изготовление трубы без применения станка
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.


Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Видео:
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Видео:
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Видео:
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Видео:
 youtube.com/embed/m_Ws3m-nrW4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/m_Ws3m-nrW4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Гибка листового металла — методы и советы по проектированию [часть 1]
Гибка — одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы — гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице.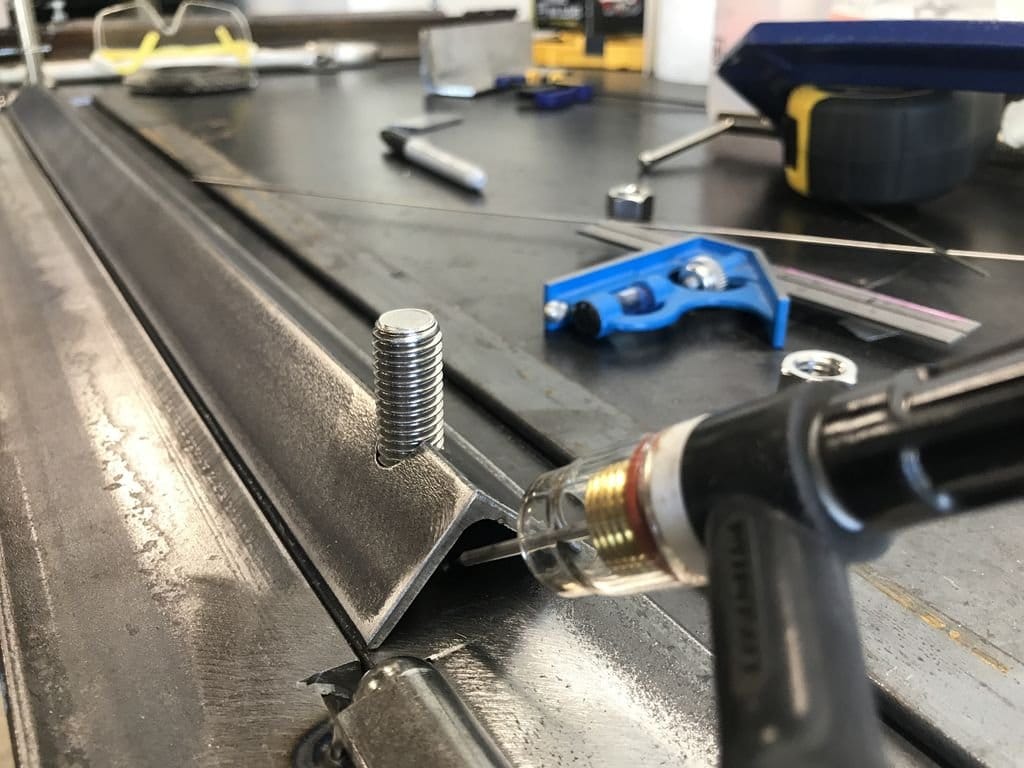 Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.
Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.
График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр — 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное — требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
С нержавеющей сталью происходит обратное — требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.
Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. ..15т ..15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.
Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка — это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:
При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
 youtube.com/embed/3lBiryXJ-eQ» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/3lBiryXJ-eQ» frameborder=»0″ allowfullscreen=»»>
Другой способ — ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой — она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод — с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.
Еще один момент, о котором следует помнить, — радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией — нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» — вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.
Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.
Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Как правильно сгибать металлические трубы и трубы в домашних условиях – сделать их из металла
Сегодня есть несколько действительно удивительных инструментов, которые профессионалы используют для гибки труб и трубок. Трубогибы с компьютерным управлением могут откачать сложные выхлопные трубы быстрее, чем вы скажете: «Мне нужен эффективный и экономичный способ формовки трубы для выхлопной трубы моего автомобиля, если вы не возражаете».
Иногда это просто невозможно. Гибка труб и труб может выполняться несколькими способами с использованием различных инструментов. В этой статье я рассмотрю несколько различных вариантов в зависимости от вашего приложения, а также того, как вы можете правильно это реализовать.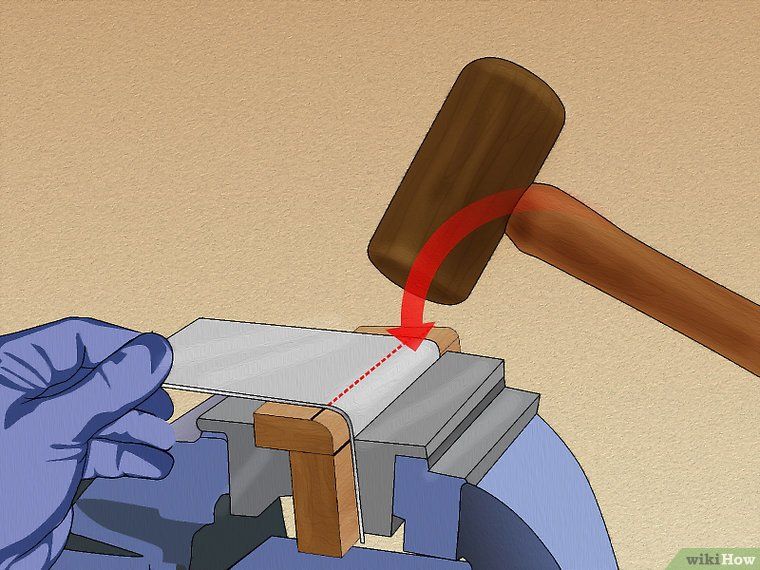 Просто ищите то, что лучше всего соответствует тому, что вы пытаетесь сделать. Все находится в оглавлении, поэтому не стесняйтесь просматривать его, чтобы получить нужную информацию.
Просто ищите то, что лучше всего соответствует тому, что вы пытаетесь сделать. Все находится в оглавлении, поэтому не стесняйтесь просматривать его, чтобы получить нужную информацию.
Содержание
Вводная информация
Итак, для начала давайте пройдемся по важной информации. А именно, в чем проблема с изгибом труб и труб.
На самом деле есть несколько проблем, на которые вам нужно обратить внимание. Одним из них является перегиб. Если вы просто возьмете кусок трубки и согните его, он защемится и перегнется в месте изгиба. Это делает трубку слабой, и через нее ничего не сможет течь. Никому не нравится, когда его трубы перекручиваются.
Второй — растрескивание или усталость металла. Обычно это проблема для таких материалов, как медь и алюминий. Если металл не отожжен, можно ожидать проблем. Сталь имеет тенденцию быть довольно податливой, поэтому вам может понадобиться применять тепло только в том случае, если она слишком тяжелая, чтобы согнуть себя.
Для большинства из них я бы порекомендовал сначала попробовать их на тренировочном образце. Это позволит вам получить представление о том, как это будет выглядеть. Вы также можете проверить его на наличие трещин и решить, нужно ли его отжигать.
Как согнуть кабелепровод ЕМТ
Оцинкованный стальной или алюминиевый кабелепровод ЕМТ на самом деле является отличным материалом для конструкций. Кабелепровод — это материал, который вы обычно используете для прокладки проводов в промышленном здании. Это сверхпрочный и довольно прочный материал.
Многие ребята, которых я знаю, использовали его, чтобы строить такие вещи, как действительно крепкие палатки и навесы. Некоторые люди будут использовать трубы из ПВХ, но трубопровод прочнее и (на мой взгляд) выглядит красивее. Это также очень дешево! Длина 1/2″ x 10 футов обычно обойдется вам чуть более 3 долларов за длину. С этим материалом можно сделать потрясающую работу.
Вот небольшой список идей, что вы можете с ним сделать:
- Прицепы для велосипедов/квадроциклов
- Рамы тележки (я бы порекомендовал сварные соединения, но сначала обязательно очистите цинк)
- Палатки и навесы
- Теплицы
- Стеллаж
- Стойки (например, для велосипедов и инструментов в вашем гараже)
- Карнизы для штор
- Навесы
- Решетка (решетка? или шпалера?)
- Геодезические купола
- Каркас компьютерного стола
Кроме того, с помощью кабелепровода EMT очень легко выполнить профессионально выглядящие изгибы. Обычным инструментом для промышленных электриков является трубогиб. Лучшее в них то, что они на самом деле очень дешевы для более экономичных. Конечно, вы также можете взять его напрокат, но за такую дешевизну вы можете просто купить его. Лучшая отдача от затраченных средств — это на Amazon. Вам нужно будет щелкнуть ссылку, чтобы проверить текущую цену.
Обычным инструментом для промышленных электриков является трубогиб. Лучшее в них то, что они на самом деле очень дешевы для более экономичных. Конечно, вы также можете взять его напрокат, но за такую дешевизну вы можете просто купить его. Лучшая отдача от затраченных средств — это на Amazon. Вам нужно будет щелкнуть ссылку, чтобы проверить текущую цену.
Преимущество трубогибочного станка заключается в том, что у вас будут отличные, стабильные изгибы на протяжении всего проекта. Они изгибаются по радиусу, благодаря чему труба остается прочной и не перегибается, поэтому конечный результат выглядит великолепно.
Следует обратить внимание на то, чтобы трубогиб соответствовал диаметру трубопровода. Мне нравится 1/2″, потому что он дешевый и с ним легко работать, но вы также можете получить его большего размера, например, диаметром более 2″. Я не уверен, насколько сложно их согнуть, но только руками; Лично я никогда не работал с чем-то настолько большим.
Преимущество трубогиба заключается в том, что на нем есть множество действительно полезных меток, чтобы вы знали, под каким углом вы сгибаете. Они очень удобны, и ваш проект будет готов в кратчайшие сроки.
Они очень удобны, и ваш проект будет готов в кратчайшие сроки.
Если вам нужны более плотные изгибы или вы не хотите сгибать металл самостоятельно, вы можете просто купить набор соединителей из цинкового литья под давлением и скрепить все вместе.
Как согнуть выхлопные трубы
Для этого действительно стоит использовать трубогиб. Это просто делает ваши изгибы очень легкими и чистыми. Правильный трубогиб будет иметь несколько размеров плашек, соответствующих диаметру вашего выхлопа, и гарантирует, что вы не перегибаете его.
Спросите своих приятелей, есть ли у кого-нибудь доступ к нему. Во многих магазинах металла есть один, спрятанный в углу.
Честно говоря, лучше всего просто отнести его в магазин выхлопных газов. У этих парней будут машины стоимостью 7 тысяч долларов и выше, и они смогут делать это быстрее и дешевле, чем вы. Они тоже получатся красивыми.
В качестве альтернативы можно купить несколько готовых деталей, затем разрезать их и сварить вместе. Я бы, наверное, пошел по этому пути, прежде чем пытаться согнуть их самостоятельно.
Я бы, наверное, пошел по этому пути, прежде чем пытаться согнуть их самостоятельно.
Вот пример того, что можно купить по разумной цене:
Если вы хороший сварщик, у вас может получиться отличная выхлопная система. Кроме того, это увлекательная работа. Просто имейте в виду, что у вас могут возникнуть проблемы с проверками в будущем, если вы будете делать это самостоятельно. Это зависит от того, где вы находитесь, но большинству мест не понравится тот факт, что вы не сертифицированы для этого. Что-то, связанное с риском утечек, которые выпустят токсичный газ до того, как он пройдет через каталитический нейтрализатор, нанося вред окружающей среде и легким детям.
В качестве альтернативы вы можете использовать метод песка. Для чего-то такого большого, как выхлопная труба, потребуется немного терпения и мускулов, но это выполнимо. Ниже я подробно расскажу о методе песка, поэтому просто прокрутите вниз, если хотите попробовать.
Как согнуть медную трубку
Как правило, есть два типа медных трубок, с которыми вы столкнетесь: прямые отрезки трубы и гибкие витки.
Гибкая катушка легко сгибается. Это то, для чего он создан. Стены тонкие, и вы даже можете согнуть его (до некоторой степени) просто руками, если это широкий изгиб. Однако для более острых вещей вы, вероятно, перевернете его.
Если вам нужно что-то, что может сгибать трубы меньшего размера (например, с внешним диаметром 1/4, 3/16 и 3/8), вы можете приобрести небольшой ручной трубогиб, который сделает это очень просто. На Амазоне продается один, он отличный. Это от Тектона; он действительно прост в использовании и отлично работает для мягких материалов, таких как медь, алюминий и тонкостенная сталь. Это также очень экономично, вы можете проверить текущую цену здесь.
Основная проблема с гибкой катушкой – сделать ее прямой. Если вы хотите, чтобы он был хотя бы слегка заметен, я бы Настоятельно рекомендуем приобрести выпрямитель для труб. Это тот, который крепится в тисках (вы также можете привинтить его к куску дерева, чтобы он оставался устойчивым) — это хорошая отдача, поскольку она действительно работает.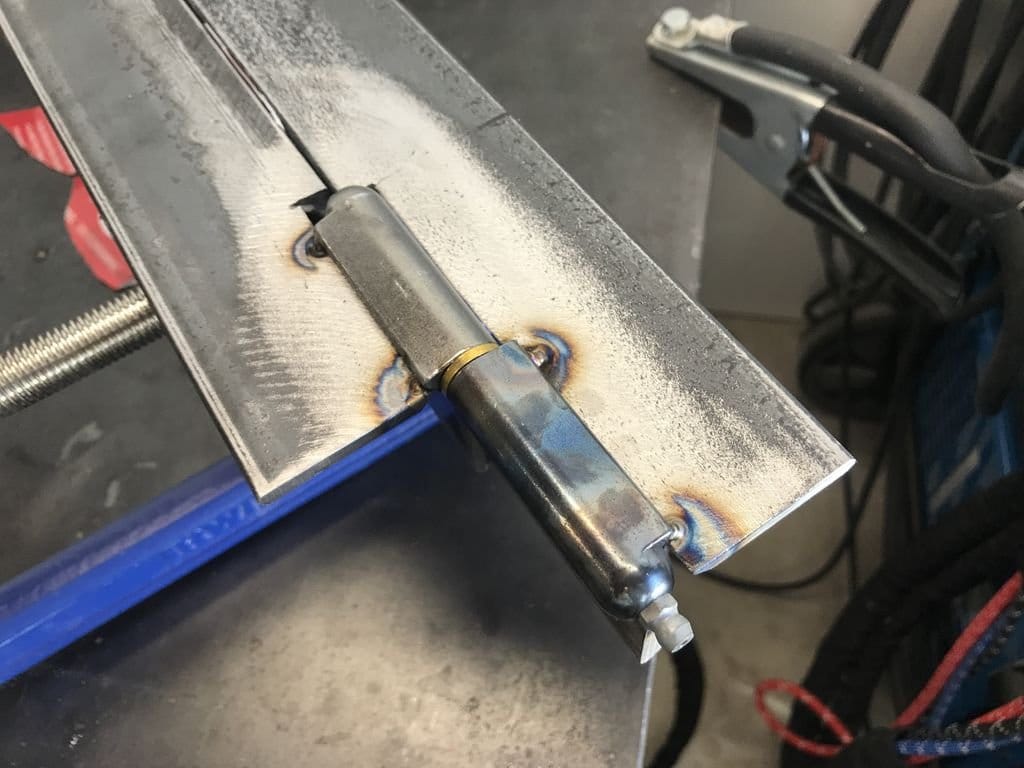 Есть более дешевые, но, поскольку это регулируется, вы сделаете трубу значительно более прямой. Все, что вам нужно сделать, это вставить трубу, повернуть ручку, чтобы отрегулировать ее, и протянуть медную трубку. Работает как шарм.
Есть более дешевые, но, поскольку это регулируется, вы сделаете трубу значительно более прямой. Все, что вам нужно сделать, это вставить трубу, повернуть ручку, чтобы отрегулировать ее, и протянуть медную трубку. Работает как шарм.
Не хотите покупать инструменты?
Вот странный лайфхак, который действительно сработает, как только вы его освоите: выйдите на улицу. Выложите длинный кусок 2×10 или фанеры, затем натяните отрезок трубки примерно такой же длины. Аккуратно раскачивайте трубку, как будто вы рубите дрова топором в замедленной съемке. Не так, как Тор, совершающий прыжки с земли; ты будешь выглядеть глупо. Ударь по дереву. Если делать аккуратно, то выровняется.
Не судите меня. Я сделал это, и это работает. Я увидел, как парень упомянул об этом на форуме, и решил попробовать для пинков. Только не бейте слишком сильно, иначе трубка сплющится к концу.
Для прямых участков трубы действительно лучше использовать только колена и шарниры. Этот материал не очень любит гнуться, его очень легко сломать, расколоть или перегнуть.
Если вам действительно нужно его согнуть, попробуйте его нагреть. Фонарик сантехника сработает, если вы проявите терпение. Ацетиленовая горелка будет работать намного быстрее. Вы также можете попробовать отжечь его, если не хотите работать с ним, пока он горячий.
В качестве альтернативы вы можете попробовать метод с песком или замороженной мыльной водой, о котором я расскажу позже.
Как согнуть тормозные и топливные магистрали
Чтобы профессионально согнуть тормозные и топливные магистрали, используйте инструмент для формовки тормозных магистралей.
Вы определенно сможете согнуть их вручную, если попрактикуетесь и наберетесь терпения, но гибочные станки для тормозных шлангов очень просты в использовании (особенно в стесненных условиях), они делают красивые и плотные изгибы, и ваша работа будет выглядеть намного лучше.
Честно говоря, мне не повезло с дешевыми инструментами. Есть так много мусорных изгибов тормозных магистралей, которые даже не работают, или они сломаются, как только вы попробуете свой первый изгиб.
Если вы собираетесь его купить, стоит потратить немного больше на что-то с узнаваемым брендом. Мне нравится тот, что от Иствуда. Он по-прежнему имеет разумную цену, работает очень хорошо (просто берешь и крутишь) и на линии будет минимальное обжатие. С этим инструментом ваши линии будут выглядеть красиво и аккуратно. Проверьте здесь текущие цены.
Если у вас много терпения и вы хотите идеальных результатов , вы также можете попробовать сгибать вручную методом замороженной мыльной воды. Если вы немного потренируетесь и не торопитесь, у вас могут быть идеальные сгибания рук без каких-либо видимых следов. Это отлично подходит для утомительных вещей, таких как реставрация классических автомобилей, когда вы хотите, чтобы все было в первозданном виде. Я рассмотрю этот метод подробнее ниже.
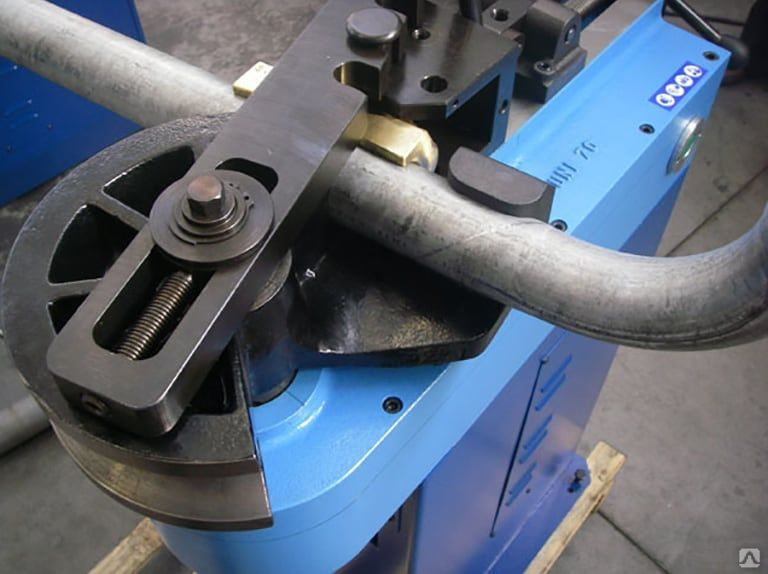
Как свернуть трубы и трубки
Это отличный способ сгибания труб и трубок, но инструменты немного дороже.
С помощью этого метода вы можете получить большой радиус, довольно последовательные изгибы. Он работает, толкая трубу или трубку между тремя роликами, которые зажимают и толкают металл, когда он катится. Ролик хорошо подходит для любого типа трубок, будь то квадратные или круглые. Все, что вам нужно, это кубик, который соответствует форме. Вы также можете формовать более прочный материал, так как вы можете постепенно пропускать материал через ролики несколько раз. Другими словами, это хороший вариант для большего количества структурных элементов.
Он работает, толкая трубу или трубку между тремя роликами, которые зажимают и толкают металл, когда он катится. Ролик хорошо подходит для любого типа трубок, будь то квадратные или круглые. Все, что вам нужно, это кубик, который соответствует форме. Вы также можете формовать более прочный материал, так как вы можете постепенно пропускать материал через ролики несколько раз. Другими словами, это хороший вариант для большего количества структурных элементов.
Обратной стороной этого является то, что это может быть медленным. Есть автоматизированные, которые могут быть довольно эффективными, но чаще можно увидеть вариант на ферме — что-то вроде гидравлического домкрата или большого маховика будет перемещать катки. Есть рукоятка, которая приводит в движение одно из колес и протягивает трубу через ролики. Нередко приходится прокручивать его около 60 раз, чтобы получить хороший изгиб. Ваши руки будут в хорошей форме, если вам нужно согнуть несколько труб.
Вы также получите небольшой изгиб на обоих концах изгиба. Ничего серьезного, просто что-то слегка заметное.
Ничего серьезного, просто что-то слегка заметное.
Как согнуть трубы и шланги с помощью песка
Я не смог доказать это, но я слышал, что Ferrari раньше (и, возможно, в настоящее время) использовали(d) этот метод для ручной формовки своих выхлопных труб. Этот метод (вместе со следующим с замороженной мыльной водой) требует немного усилий, но результаты действительно впечатляют.
Одна вещь, которая не нравится людям в использовании формовочных инструментов с трубами и шлангами, заключается в том, что это деформирует металл на изгибе. По сути, если вы вставите шарик, который идеально подходит внутрь трубы, и попытаетесь провернуть его, он застрянет в том месте, где начинается изгиб. Это связано с тем, что будет небольшая вмятина в том месте, где штампы слегка раздавили металл.
Чаще всего это не проблема. Но для парней, которые являются перфекционистами, метод песка действительно интересен.
Вот как это работает:
Создайте форму нужного радиуса. Это можно сделать несколькими способами. Вы можете использовать дерево, чтобы сделать форму радиуса, который вы хотите. Допустите изгиб, так как металл захочет немного пружинить. Найдите способ зажать один конец, не сдавливая его. Вы можете покрыть древесину листовым металлом, чтобы не обжечься слишком сильно, когда будете нагревать трубу.
Это можно сделать несколькими способами. Вы можете использовать дерево, чтобы сделать форму радиуса, который вы хотите. Допустите изгиб, так как металл захочет немного пружинить. Найдите способ зажать один конец, не сдавливая его. Вы можете покрыть древесину листовым металлом, чтобы не обжечься слишком сильно, когда будете нагревать трубу.
Заглушите один конец трубы/трубки. Заполните его очень сухим песком . Затем наполните трубку песком, слегка утрамбовав его. Упаковывайте не плотно, только крепко. Заполните его полностью. Затем подключите другой конец.
Как правило, существует два распространенных способа затыкания концов: либо зажать их, а затем отрезать, либо набить их тряпкой (лучше для мелких деталей).
Теперь нагрейте металл горелкой. Не торопись. Это займет немного больше времени, так как вы также нагреваете песок, но песок также поможет сохранить часть тепла, пока вы сгибаетесь. Раскаляйся докрасна.
Меры предосторожности: Если ваш песок влажный, вы рискуете взорвать трубу, потому что пару некуда деваться. Чтобы тщательно высушить песок перед использованием, тщательно его проварите. Я люблю запекать его в течение часа в духовке непосредственно перед использованием.
Чтобы тщательно высушить песок перед использованием, тщательно его проварите. Я люблю запекать его в течение часа в духовке непосредственно перед использованием.
Теперь поместите трубу в форму, которую вы построили. Используйте сварочные перчатки для работы с трубой. Вы его нагрели, поэтому будет жарко. Зажмите один конец и потяните другой вдоль этого радиуса, пока не получите желаемый изгиб. Будьте терпеливы, не торопитесь. Не ждите, что ваш первый будет идеальным. Дайте ему немного остыть, прежде чем вынимать его.
У этого метода есть несколько сложных аспектов. Например, получить правильное представление о том, насколько плотно утрамбовывать песок. Слишком туго, и потребуется гораздо больше мышц, чтобы согнуться. Это также может слишком сильно растянуть металл с одной стороны изгиба, и его будет очень трудно вытащить. Слишком мало, и труба разрушится сама по себе.
Также может потребоваться немного практики, чтобы получить правильный размер радиуса и отметить, где должны начинаться и заканчиваться изгибы. Это особенно верно, если вы пытаетесь сделать что-то действительно точное. Если вы не будете очень аккуратно держать зажатый конец, вы, вероятно, захотите отрезать несколько дюймов, потому что хомут действительно деформирует трубу.
Это особенно верно, если вы пытаетесь сделать что-то действительно точное. Если вы не будете очень аккуратно держать зажатый конец, вы, вероятно, захотите отрезать несколько дюймов, потому что хомут действительно деформирует трубу.
Действительно, это классный способ сгибания труб. Сначала может быть очень неприятно получать желаемые результаты, но с практикой вы сможете делать отличные наклоны. Многие профессионалы используют этот метод и по сей день для выполнения премиальной работы. Это тоже очень старомодная техника. По-видимому, они делали это сотни лет. Не спрашивайте меня, кто «они».
Отлично подходит для материалов большего диаметра, например (по моему опыту) 3/4″ и выше. Сложность может заключаться в том, чтобы высыпать песок. Для трубок меньшего размера ознакомьтесь с замороженной мыльной водой ниже.
Как сгибать трубы с помощью замороженной мыльной воды
Это очень хорошо работает для небольших трубок из ковких материалов. Например, латунь, алюминий и сталь.
Итак, вот крутая вещь с методом замороженной мыльной воды: он образует твердый гель, пока он заморожен (консистенция измельченного эскимо), а затем он тает и вымывается. Мыльная вода также самосмазывается, поэтому она очень гладкая внутри для изгиба. Нет царапин.
Вот как это сделать:
- Смешайте мыло и воду в соотношении 1:1. У меня нет технической информации о точном идеальном соотношении, но это то, что я сделал, и это сработало.
- Заглушите один конец трубки. Самый простой способ сделать это — просто обжать его, а затем отрезать.
- Влить смесь.
- Закройте другой конец.
- Поместите в морозилку на ночь.
- Построить форму. Используйте дерево, колышки, случайные круглые предметы, все, что соответствует желаемой форме. Для мелких вещей с тугим изгибом используйте край 2х4.
- Извлеките замороженную трубку из морозильной камеры.
- Теперь согните его по форме.
- Поздравляю. Теперь у вас есть изогнутая трубка.

Этот метод дает действительно хорошие изгибы без перегибов. Я слышал, что это более или менее метод, который они используют для изготовления духовых инструментов, таких как трубы, тубы и тому подобное. Я не знаю, это на самом деле мыльная вода или какая-то другая гелевая смесь, которая не должна быть холодной, но принцип тот же.
Дайте трубе прогреться и снимите колпачки. Слейте мыльную воду и тщательно промойте трубку.
Вот и все, теперь вы вооружены необходимой информацией, чтобы овладеть искусством трубогибки! В конечном счете, вам нужно решить, стоит ли сгибать трубу/трубу или просто использовать готовые соединения. Соединения часто проще и быстрее, тогда как изгиб часто прочнее, с меньшей вероятностью протечки и (если вы хорошо поработали) красивее.
Вопросы/комментарии? Разместите их ниже. Вы также можете быть очень крутым и поделиться этим в социальных сетях. Все круто делают.
Похожие вопросы
В чем разница между трубкой и трубой?
Эмпирическое правило, позволяющее запомнить разницу между трубой и трубой, состоит в том, что труба измеряется по внутреннему диаметру, тогда как труба обычно измеряется по внешнему диаметру.
Внутренние диаметры труб неточны; они являются номинальным размером. Это означает, что они будут немного больше рейтинга. Представьте себе это так: размер трубы равен диаметру шарика, который мог бы безопасно пройти через систему, не застряв.
Как согнуть квадратную стальную трубу?
Это сложнее с точки зрения требуемой силы, но, как правило, вы можете сделать это, используя тот же общий подход, что и для круглых трубок. Если вы формируете его с помощью инструмента, штампы будут плоскими, а не закругленными.
Другой вариант — вырезать V на внутренней стороне изгиба, затем согнуть его, а затем приварить внутреннюю часть. Это прочное соединение и (если вы хороший сварщик) может выглядеть красиво.
Что такое принять?
Натяжение — это термин изгиба кабелепровода, который относится к длине кабелепровода, которую займет изгиб. По сути, это то, какое смещение вам нужно от начала изгиба до места, где он выпрямляется.
Обычно на рукоятке гибочного станка указывается каталожный номер. Когда вы отмечаете свои линии, используйте это число, чтобы правильно определить расстояния.
Как добиться идеального изгиба листового металла?
Вудворд Фаб
Изготовление листового металла включает в себя различные процессы, облегчающие придание металлу необходимой формы и размера. Обработка с ЧПУ уже давно используется для формовки и структурирования металлов. Это может включать удаление заусенцев, формование, резку, изгиб и многие другие процессы в зависимости от требований. Гибка листового металла может быть сложной задачей, когда речь идет о гибке труб или цилиндрических стержней. Кроме того, в зависимости от требуемого количества, это может быть повторяющаяся задача, которая также требует точности. Несмотря на то, что технологии развились, чтобы решить эти проблемы, связанные с качеством изготовления, используемые материалы и инструменты должны быть точными, чтобы можно было добиться идеального изгиба листового металла. Этот пост предлагает несколько советов по гибке листового металла.
Этот пост предлагает несколько советов по гибке листового металла.
Процесс гибки придает металлу новую форму, которая может либо стать самостоятельным продуктом, либо использоваться в качестве компонента конечного продукта. Независимо от того, какую технологию вы используете, рассматриваемые материалы, качество станков и инструментов, а также фактор смазки являются наиболее важными элементами, когда речь идет о точности и качестве в любом процессе изготовления листового металла. Вот несколько советов и указателей, которые могут быть полезны для получения правильного изгиба:
- Изгиб может быть выполнен с использованием различных методов в зависимости от используемого материала и требований. Это включает воздушную гибку, ротационную гибку, гибку валков, чеканку и так далее.
- Тип изгиба выбирается в зависимости от требуемой формы. Например, гибка валком используется для изогнутых форм, а гибка эластомера используется для чувствительных или хрупких материалов любой формы. Он также используется на гладких или обработанных поверхностях.
- Для сгибов со смещением нестандартной формы используется изгиб с уступом.
- Листогибочные прессы используются для воздушной гибки или чеканки для получения требуемой точности.
- Для гибки обычно используются медь, алюминий, нержавеющая сталь, углеродистая сталь, латунь или сплавы любого из этих металлов.
- Изгиб труб и трубопроводов может быть сложной задачей. Этого можно достичь с помощью серводвигателя и процесса трехточечной гибки.
- Для достижения точности при гибке труб и трубопроводов необходимо знать физические свойства используемого материала. Это включает в себя тип металла, толщину его стенки, размер или длину трубы или трубки, внутренний и внешний диаметр и радиус центральной линии.
- Также важно знать допуск толщины стенки или верхний предел, чтобы избежать повреждений.
- Важно знать радиус изгиба, чтобы труба не сжималась и не растягивалась при приложении давления.
- Когда для гибки используются листогибочные прессы, металлическая труба пружинит, увеличивая тем самым радиальный рост.
- Обычно трубка из твердого материала имеет небольшой центральный радиус.
- Чем сильнее пружинит трубка, тем больше будет радиальный рост.
- В сварных трубах, если стыки не выровнены должным образом, это может повлиять на форму или округлость трубы.
- В некоторых случаях труба или труба могут удлиняться при изгибе. Хотя металл будет сопротивляться удлинению, округлость внешней поверхности может измениться, что сделает ее немного овальной. Некоторое удлинение может быть приемлемым в некоторых случаях, но это повлияет на точность готовой детали.
- Для достижения максимальной точности ваши инструменты должны быть подходящими и хорошего качества. Итак, убедитесь, что у вас есть обновленный и поддерживаемый инструментарий.
- Убедитесь, что у вас есть как жесткие, так и мягкие наборы большинства инструментов. Например, для твердых заготовок потребуется мягкая оправка и наоборот.
- Для достижения нужной точности гибки сварка должна быть на должном уровне без каких-либо проблем в соединениях.
- То, как вы размещаете и используете инструменты во время гибки, имеет большое значение. Например, поместите матрицу стеклоочистителя под нужным углом. То же самое относится и к зажимной матрице; она должна быть намного длиннее диаметра трубы. Он должен зажимать заготовку, не искажая ее форму. Таким образом, когда зажимная матрица достаточно длинная, давление, оказываемое зажимом, равномерно распределяется по заготовке.
- Матрицы и оправки грязесъемников должны быть надлежащим образом смазаны, чтобы избежать трения. Вы можете использовать синтетические смазки, которые доступны на рынке в виде геля или пасты.
- Вы должны обновить свои станки с ЧПУ до тех, которые имеют несколько осей. Для гибки вам может потребоваться инструментальное пространство на станке и до 10 осей.
 Он также используется на гладких или обработанных поверхностях.
Он также используется на гладких или обработанных поверхностях.
Вы ищете
надежный производитель инструментов для изготовления, который поймет ваши требования
и предложить вам удивительную точность и качество в оговоренные сроки? Если
да, вы можете связаться с опытными производителями листового металла, такими как
Вудворд Фаб.