Технология выполнения: сварной шов. Шов сварки
типы стыков, способы и техника нанесения
Сварка – один из основных методов скрепления двух элементов, а сварочные швы – зоны, соединяющие две металлические заготовки между собой. Получаются такие спайки в ходе расплавления и последующего остывания стали.
Хороший сварщик должен знать виды сварных соединений и уметь наносить все разновидности швов. Без этих навыков невозможно изготовить качественную и долговечную конструкцию.

Сварочные швы
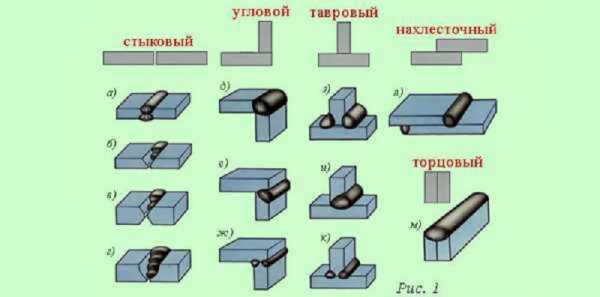
Типы стыков
Сварные швы делятся на 5 вариаций:
- нахлёсточные;
- параллельные;
- стыковые;
- угловые;
- т – образные.
Сварочные швы и их разновидности
Нахлёсточные часто используют для создания резервуаров цилиндрической формы, которые планируется эксплуатировать в горизонтальном или вертикальном положении. Свариваемые элементы накладываются внахлёст, но полностью не перекрываются. В итоге получается структура, которая похожа на ступеньку. С торцевых сторон деталей наносятся сварочные швы.
Параллельные способы нанесения применяют для увеличения прочности структуры. Оба составляющих плотно прикладываются друг к другу и скрепляются сваркой со стороны рёбер. Данным приёмом можно укрепить конструкции, на наружность которых будет приходиться сильное механическое воздействие. Однако такую технологию запрещено использовать в ремонте движущихся механизмов.

Угловой шов
Стыковая версия является самой популярной. Свариваемые части должны находиться в одинаковой плоскости, одна напротив другой. Такой стык используется для скрепления водопроводных труб, дымоходов, хранилищ или стальных колонн. Также эту систему эксплуатируют в машиностроении, при изготовлении воздушного и водного транспорта, на военных заводах. Да, и создание подобной «склейки» требует минимум средств и времени.
Угловые виды сварных швов хорошо применимы для скрепления нескольких заготовок, которые необходимо расположить под прямым углом. Заготовка делается следующим образом: под углом 90° устанавливаются детали (в виде символа «Г»), а в месте примыкания краёв накладывается сварной шов. Эта сварка распространена как в промышленности, так и в частном хозяйстве. А с её помощью можно изготовить прочные опоры или котлы.

Тавровый шов
Т – образный или тавровый сварной шов не похож на другие, поскольку готовая часть будет выглядеть как буква «Т». Неопытному человеку будет трудно создать подобное, поскольку в процессе важно учитывать ограничения, относящиеся к удержанию электрода (рекомендуется придерживаться угла в 60°). При этом толщина соединяемых листов может отличаться. Также для выполнения потребуется больше проволоки, а сваренные тавровым методом элементы могут выйти с дефектами.
Техника работы
Движение стержня по сплошной линии будет недостаточно для хорошей сварки, и чтобы стать мастером своего дела, нужно понять технику использования аппарата. Главные особенности технологии – постоянный контроль зазора между составляющими. Если расстояние будет слишком маленьким, то сталь плохо прогреется, что негативно отразиться на его крепости. Следует контролировать и скорость ведения штатива, и основную процедуру спайки. Главное, чтобы расплавленный металл равномерно распределялся по канавке.
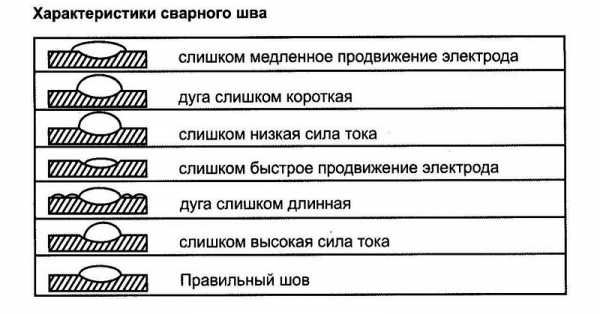
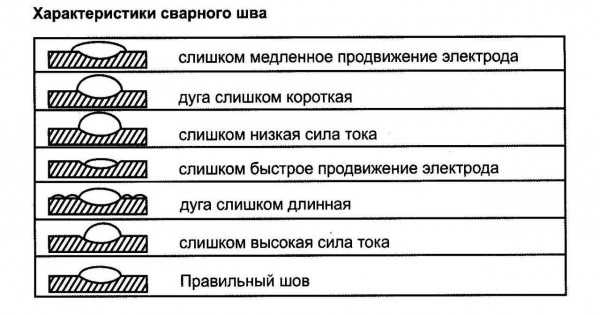
Характеристики сварного шва
Как правильно накладывать шов:
- Варить круговыми или зигзагообразными движениями. Траектория должна сохранятся на протяжении всей спайки.
- Держать ручку под правильным углом. Чем острее наклон, тем меньше глубина пропарки.
- Контролировать темп передвижения электрода. Тут всё зависит от напряжения аппарата. Большой ток позволяет двигать держатель с большей скоростью, а швы в итоге будут более тонкими.
- Грамотно выбрать слои спайки. В стыковых местах можно сделать несколько рядов, однако, этой методикой чаще изготавливают тавровый сварной шов.
Учёт этих правил поможет достичь желаемого результата, и специалист безошибочно произведёт любые виды сварочных швов.
Способы нанесения
К методам нанесения относятся:
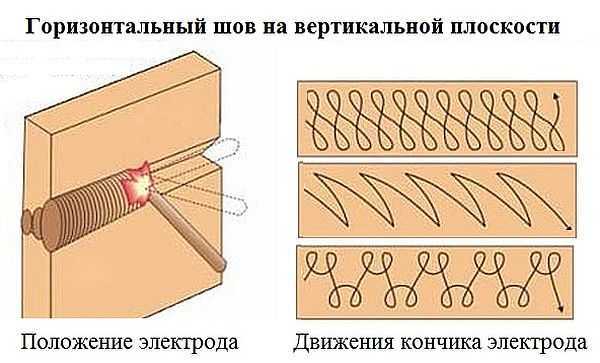
- Горизонтальный тип. По правилам можно наносить шов как с права на лево, так и в обратную сторону. Тут важно соблюдать приемлемый угол наклона, поскольку излишки расплавленного металла будут вытекать наружу. Если у человека мало навыков, то всю процедуру можно выполнить за 2-3 прохода.
- Вертикальный тип. Рабочая поверхность может располагаться в потолочной или настенной зонах. Сварочные соединения также можно делать двумя методиками: сверху вниз, и снизу вверх. Однако выбирать лучше первый вариант, поскольку тепло от дуги способствует высокому прогреванию сплава.
- Потолочный тип. Выполнять весь процесс нужно очень быстро, сохраняя стабильный темп ведения стержня. Также для сохранения сплава в шве потребуется делать вращательные движения. Следует отметить, что текущая разновидность является самой сложной, и приступать к работе следует после получения необходимого опыта.
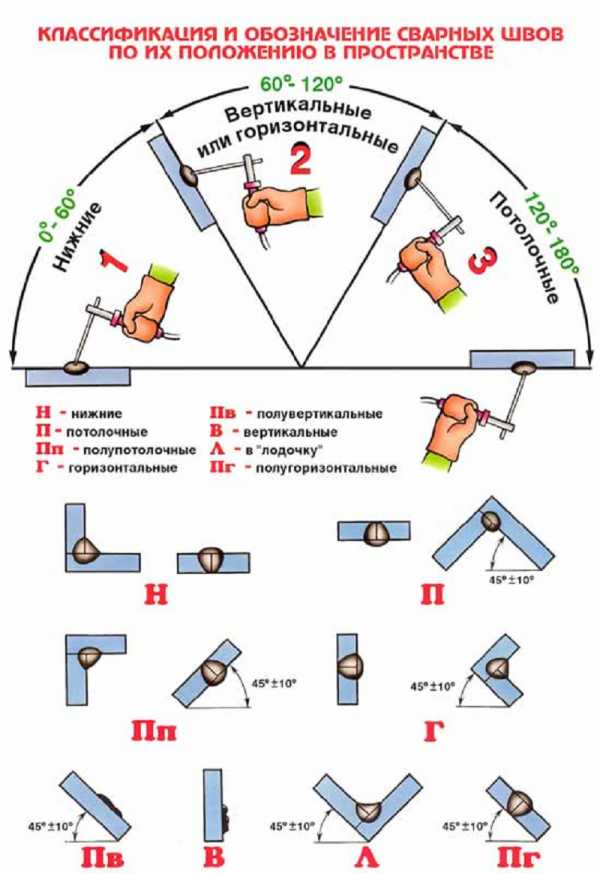
Типизация сварочных швов по способу нанесения
С первого раза тяжело понять, какие бывают разновидности, и изучить все технологии. Но регулярная практика сделает из любого новичка настоящего профессионала.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Виды сварочных швов - горизонтальные - вертикальные
СодержаниеСварочный шов — линия расплавленного металла на кромках двух стыкующихся конструкций, возникающая в результате воздействия на сталь электрической дуги. Тип и конфигурация швов подбирается для каждого случая индивидуально, ее выбор зависит от таких факторов как мощность используемого оборудования, толщина и химический состав свариваемых сплавов. Такой шов также возникает при сварке полипропиленовых труб паяльником.
Сварной шов
В данной статье рассмотрены виды сварочных швов и технология их выполнения. Мы изучим вертикальные, горизонтальные и потолочные швы, а также узнаем, как выполняется их зачистка и проверках на предмет дефектов.
Классификация сварочных швов
Классификация швов на разновидности выполняется по многим факторам, основным из которых является тип соединения. По данному параметру швы делятся на:
- шов встык;
- шов внахлест;
- тавровый шов.
Рассмотрим каждый из представленных вариантов подробнее.
Читайте также: «Устройство и разновидности зубодолбежных станков».
к меню ↑
Стыковое соединение
Данный способ соединения применяется при сварке торцевых частей труб, квадратного профиля и листового металла. Соединяющиеся детали размещаются так, чтобы между их кромками оставался зазор в 1.5-2 мм (желательна фиксация деталей струбцинами). При работе с листовым металлом, толщина которого не превышает 4 мм, шов прокладывается только с одной стороны, в листах 4-12 мм он может быть как двойным, таки одинарным, при толщине от 12 мм — только двойным.
Способы разделки швов
Если толщина стенок деталей составляет 4-12 мм, необходима механическая зачистка краев и заделка кромок одним из нижеуказанных способов. Соединение особо толстого металла (от 12 мм) рекомендовано выполнять с использованием Х-образной зачистки, другие варианты тут невыгодны из-за потребности в большом количестве металла для заполнения образовавшегося шва, что увеличивает расход электродов.
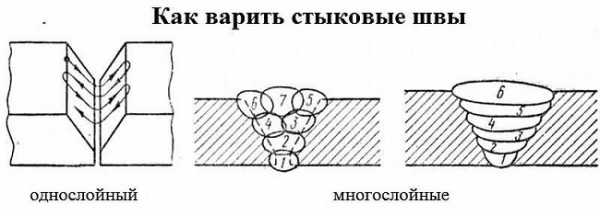
Многослойные швы
Однако в ряде случаев сварщиком может приниматься решение варить толстый металл одним швом, что требует его заполнения в несколько проходов. Швы такой конфигурации называются многослойными, технология сварки многослойных швов приведена на изображении.к меню ↑
Соединение внахлест
Нахлесточное соединение применяется исключительно при сварке листового металла толщиной 4-8 мм, при этом пластина проваривается с обеих сторон, что исключает возможность попадания между листами влаги и их последующей коррозии.
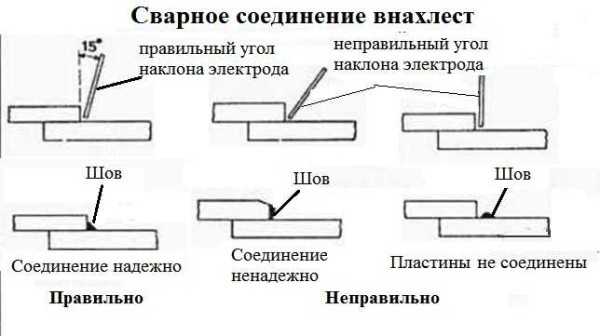
Соединение внахлест
Технология выполнения такого шва крайне требовательна к соблюдению правильного угла наклона электрода, который должен варьироваться в диапазоне 15-40 градусов. В случае отклонения от нормы заполняющий шов металл будет смещаться с линии стыка, что значительно снизит прочность соединения.к меню ↑
Тавровый шов
Тавровое соединение выполняется в форме литеры «Т», оно может выполнятся как с двух, так и с одной стороны. Количество швов и потребность в разделке торцевой части детали зависит от ее толщины:
- до 4 мм — односторонний шов без разделки торцов;
- 4-8 мм — двойной, без разделки;
- 4-12 мм — одинарный с односторонней разделкой;
- более 12 мм — двухсторонний, двойная разделка.
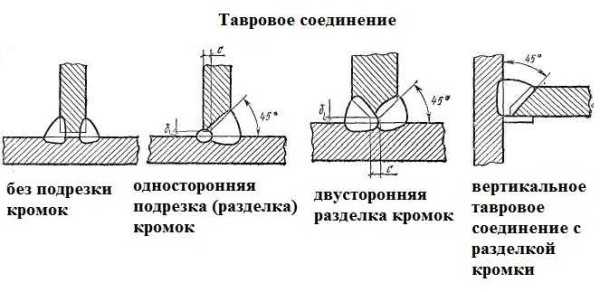
Тавровое соединение
Одной из разновидностей таврового соединения является угловой шов, используемый для соединения двух перпендикулярных либо наклоненных друг к другу листов металла.
В помощь: ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварныек меню ↑
Разновидности швов по пространственному положению
Помимо классификации по типу соединения, швы делятся на разновидности в зависимости от положения в пространстве, согласно которому они бывают:
- вертикальные;
- горизонтальные;
- потолочные.
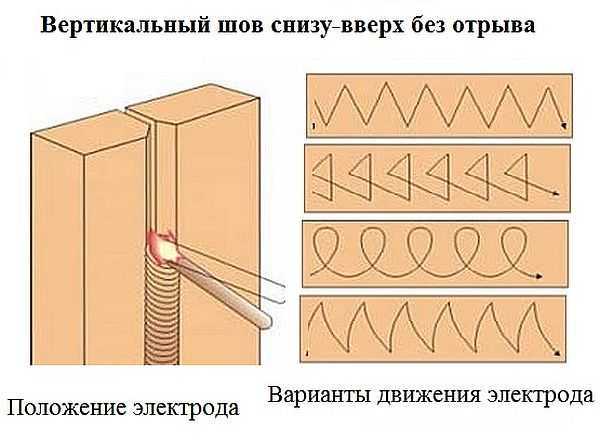
Вертикальный шов снизу-вверх
Проблемой выполнения вертикальных швов является сползание расплавленного металла вниз, что происходит из-за силы тяжести. Тут необходимо применять короткую дугу — держать торец электрода максимально близко к металлу. Сварка вертикальных швов требует реализации предварительных работ — зачистки и разделки, которые подбираются исходя из типа соединения и толщины металла. После подготовки детали фиксируются в требуемом положении и производится черновое соединение поперечными «прихватами», которые препятствуют смещению заготовок.
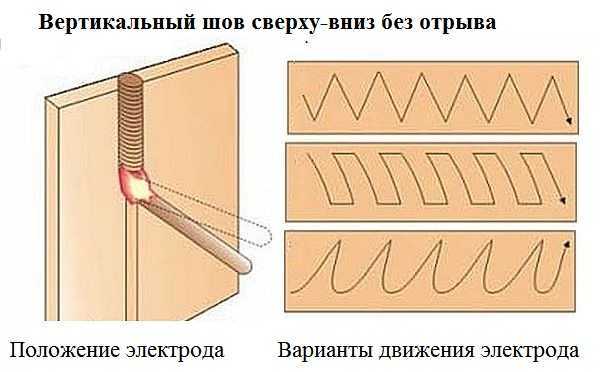
Шов сверху-вниз
data-ad-client="ca-pub-8514915293567855"data-ad-slot="5929285318">
Сварка вертикального шва может выполняться как сверху-вниз, так и снизу-вверх, в плане удобства работы последний вариант предпочтителен. Электрод необходимо удерживать перпендикулярно по отношению к соединяемым деталям, допустимо опирать его на кромки сварного кратера. Движение электрода выбирается исходя из требуемой толщины шва, наиболее прочный стык достигается при поперечном смещении электрода из стороны в сторону и при петлеобразном колебании.
Горизонтальный шов
На вертикальных плоскостях швы горизонтального типа выводятся слева-направо либо справа-налево. Сварка горизонтальных швов осложняется стеканием ванны вниз, что требует поддерживания значительного угла наклона электрода — от 80 до 900. Чтобы не допустить наплыва металла в таких положениях необходимо перемещать электрод без поперечных колебаний, способом узких валиков.
Скорость движения электрода подбирается так, чтобы центр дуги проходил по верхней границе шва, а нижний контур расплавленной ванны не доходил до верхнего торца предыдущего валика. Особое внимание тут необходимо уделить верхней кромке, наиболее подверженной образованию различных дефектов. До начала сварки последнего валика нужно обязательно очистить сформированный шов от шлака и нагара.
Наиболее трудными в исполнении являются потолочные швы. Поскольку в таком пространственном положении расплавленная ванна удерживается исключительно поверхностным натяжением металла, сам шов необходимо делать максимально узким. Стандартная ширина валика — не более двукратной ширины используемых электродов, при этом в работе нужно применять электроды диаметром до 4 мм.
При прокладывании шва электрод необходимо удерживать под углом от 90 до 1300 к соединяемым плоскостям. Валик формируется колебательными движениями электрода от кромки до кромки, при этом в крайнем боком положении электрод задерживается, что позволяет избежать подрезов. Отметим, что сварщикам без опыта за потолочные швы браться не рекомендуется.
В помощь: ГОСТ 2.312-72 Условные изображения и обозначения швов сварных соединенийк меню ↑
Технология сварки потолочных швов (видео)
к меню ↑
Зачистка и контроль дефектов
После формирования шва на поверхности соединенных деталей остается шлак, капли расплавленной стали и окалины, при этом сам шов может иметь выпуклую форму и выступать над плоскостью металла. Устранить данные недочеты позволяет зачистка, которая осуществляется поэтапно.
Первоначально посредством молотка и зубила нужно удалить окалину и шлак, далее с помощью болгарки, укомплектованной абразивным диском, либо шлифовальной машинки, выравниваются соединенные плоскости. Зернистость абразивного круга выбирается исходя из требуемой гладкости поверхность.
Разновидности дефектов
Дефекты сварного шва, часто встречающиеся у неопытных специалистов, как правило являются следствием неравномерного движения электрода либо неправильно выбранной силы и величины тока. Некоторые дефекты являются критичными, некоторые можно исправить — в любом случае контроль шва на предмет их наличия является обязательным.
Рассмотрим, какие дефекты бывают и как выполняется их проверка:
- Непровар — недостаточное заполнение стыка расплавленным металлом, значительно снижает прочность соединения. Причины: слабый ток, чрезмерная скорость перемещения электрода. После корректировки тока и снижения длины дуги дефект устраняется.
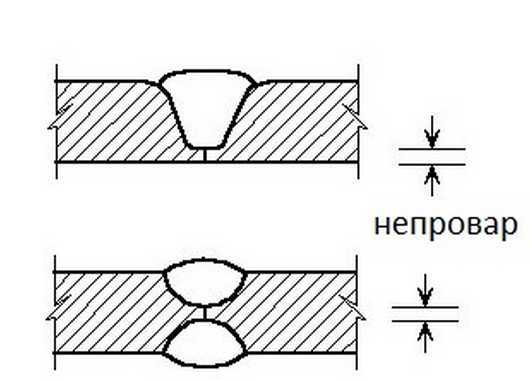
Непровар
- Подрез — наличие расположенной вдоль шва канавки. Причина — чрезмерно длинная дуга, из-за которой шов получается максимально широким, но при этом металл не прогревается из-за недостаточной температуры и быстро отвердевает по краям. Проблема лечится уменьшением дуги либо увеличением силы тока.
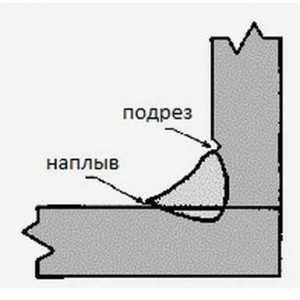
Подрез
- Прожог — наличие сквозного отверстия на стыке. Причины — большая сила тока, низкая скорость перемещения электрода, чрезмерный зазор между торцами деталей. Дефект устраняется подбором правильного режима сварки.

Прожог
- Наличие на шве пор, хаотично разбросанных по всей длине стыка. Такие дефекты образуются при сварке в среде защитных газов из-за наличие сквозняка, сдувающего газовое облако с рабочей зоны, либо при недостаточной очистке металла от ржавчины.

Поры
Также могут образовываться дефекты в виде трещин, которые появляются на стадии остывания металла. Трещины бывают двух конфигураций — направленные поперек либо вдоль шва. В зависимости от времени образования трещины классифицируются на горячие и холодные, последние появляются после отвердевания стыка из-за чрезмерных нагрузок, которые конкретный тип шва не может выдержать.
В помощь: ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением
Холодные трещины являются критическим дефектом, который может привести к полному разрушению соединения. В случае их образования необходимо выполнить повторную сварку поврежденных мест, если их слишком много — шов нужно срезать и сделать заново.
data-full-width-responsive="true"data-ad-client="ca-pub-8514915293567855"data-ad-slot="8040443333">
Главная страница » Для производстваostanke.ru
технология выполнения сварочных швов и требования к качеству (фото и видео)
При помощи сварки можно изготовить изделия из металла и других материалов (например, пластмассы, керамики, стекла). При этом различные детали собирают в отдельные узлы и конструкции, используя источники нагрева. Сварочный или сварной шов — это место соединения деталей, которое образовалось за счет кристаллизации расплавленного материала. Сварным соединением называют неразъемное соединение деталей, которое выполнено сваркой. Оно включает в себя сварное соединение и зону материала, которая изменилась после нагрева и пластической деформации.

Виды соединений сварных швов.
Виды швов и соединений
Сварные швы и соединения классифицируются по:
- виду соединения;
- форме подготовленных кромок под сварку;
- форме свариваемой конструкции;
- объему наплавленного металла;
- действующему на него усилию;
- применяемому виду сварки;
- конфигурации и протяженности;
- положению, в котором выполняется сварка.
По виду соединения швы могут быть стыковыми и угловыми. По расположению в пространстве сварочный шов может быть нижним, вертикальным, горизонтальным и потолочным. По конфигурации он бывает прямолинейным, кольцевым, вертикальным и горизонтальным. По протяженности может быть сплошным и прерывистым. Сплошной представлен коротким, средним и длинным.
Технология выполнения сварочных швов
Способы выполнения швов при сварке.
Следует помнить, что от того, какой длины будет дуга, напрямую будут зависеть геометрическая форма и качество исполнения. Из-за боязни короткого замыкания многие начинают удлинять дугу, что нарушает его устойчивость, приводит к разбрызгиванию металла электрода и значительно уменьшает глубину проплавления основного материала. Навык поддержания оптимальной длины дуги приходит не сразу, а с опытом.
Вертикальные удобнее выполнять, потому что сила тяжести направляет капли металла вниз. Вертикальное соединение следует делать короткой дугой в направлении снизу вверх. За счет этого капли металла будут легко переходить в шов. Сварочные работы можно производить и сверху вниз. Но при этом дугу нужно зажигать при таком положении электрода, чтобы она располагалась перпендикулярно плоскости изделия.
Для выполнения горизонтальных работ готовят кромки, которые имеют односторонний скос у верхнего листа. Горизонтальные нахлесточные соединения выполнить легче, потому что нижняя кромка создает полочку, которая удерживает расплавленный металл.
Потолочные соединения самые трудные в исполнении, ведь они требуют высокой квалификации специалиста, который выполняет данную работу. Для работы используют тугоплавкое покрытие электрода, которое будет создавать специальный карман, удерживающий капли металла.
Требования к механическим свойствам сварных швов
Дефекты сварных швов.
Надежность и прочность определяются с помощью целого ряда его механических свойств. Лишь в том случае, если соблюдены все требования, которые регламентируют механические характеристики, металлическая конструкция будет служить продолжительное время.
Основными механическими характеристиками являются такие параметры, как:
- относительное удлинение металла;
- ударная вязкость металла;
- временное сопротивление металла сварного шва разрыву;
- твердость металла.
Требования к качеству
Основным требованием является качество исполнения участка сварного соединения. Особенно высокие требования возлагаются к сварным швам различных типов (стыковым, нахлесточным, тавровым, угловым), которые размещаются на стенах, балках или фермах и постоянно испытывают большое напряжение на растяжение. Средние показатели качества допустимы по отношению к угловым швам, служащим для соединения основных деталей конструкций, а также стыковым швам, которые выдерживают большое растяжение и противостоят сдвигу. Наименьшие требования возлагаются на стыковые и угловые швы, которые соединяют вспомогательные детали конструкции.
Помимо требований к качеству и свойствам, имеется ряд правил, которые необходимо соблюдать в процессе данных работ.
Обычно все требования прописываются в проектной документации. В целом они касаются месторасположения, непрерывности и протяженности сварочных швов, а также толщины и степени выпуклости. Все работы данного типа должны проводиться исключительно специалистами в этой области с соблюдением всех мер безопасности.
moyasvarka.ru
Правильный сварочный шов
Как правильно варить электросваркой - делаем красивые швы
В современном мире сварной шов встречается практически везде, в любой отрасли. Но многие хозяева прибегают к услугам специалистов. Но данный навык можно с легкостью получить самому, тем более сварочный процесс очень увлекателен, от сварки обычного гаража вас может потянуть к изготовлению ажурной изгороди. Научиться варить несложно, достаточно разобраться с нюансами и можно смело переходить к сварочному процессу.
Подготовка
Прежде чем начать любое обучение и понять, как правильно варить электросваркой, необходимо запастись определенными принадлежностями. Для сварки необходимо приобрести:
- Сварочный аппарат — электросварка.
- Набор электродов. Их диаметры бывают разные и их необходимо подбирать в зависимости от плотности и толщины металлического участка. Необходимы для подвода тока к сварочному шву. Для начинающих можно приобрести стержни, с нагревающимся и легко плавящимся составом.
- Резиновые перчатки с длинным рукавом. Рекомендуется надевать замшевые.
- Маска с затемненным светофильтром.
- Плотная одежда.
- Молоток, необходимый для сбивания шлака (стекловидный материал).
- Щетка для зачистки швов.
- Трансформатор – используется для преобразования постоянного тока в переменный. Его применяют, как правило, когда нет необходимости в сварном шве высокого качества.
- Выпрямитель.
Вместо трансформатора и выпрямителя, можно для новичка использовать более простой механизм – инвертор. Он очень удобен и универсален. Им можно варить как алюминиевые сплавы, так и прочные сплавы из стали. С ним в комплекте идет также пара проводов с закрепленными с ними зажимами. На один конец вставляется электрод, а на вторую крепят детали, необходимые для сварки.
При сварке не стоит забывать о мерах безопасности.
Перед началом сварочных работ необходимо подготовить рабочую поверхность. Для этого нужно убрать с поверхностей ржавчину путем обработки ее шкуркой, болгаркой или наждачной бумагой. Если проигнорировать эту процедуру, то могут возникнуть проблемы при розжиге дуги.
Рекомендуем! Сварка нержавеющей стали и черного металла электродомТехнология процесса электросварки
Сварка – процесс, возделываемый под действием высоких температур. Под ее воздействием обрабатываемые поверхности расплавляются, образуя так называемую ванну, в которой смешивается основной металл с металлической сердцевиной электрода.

Величина образовывающейся ванны может быть разной, в зависимости от исходного типа сварки, положения к поверхности, быстроты перемещения дуги и так далее. В среднем ширина сварки может быть 0,8 — 1,5 см, высота 1 — 3 см, а глубина около 0,6 см.
Кислород при соединении с металлом может оказать нежелательное влияние на стыковку шва, именно поэтому электрод покрыт специальной обмазкой, которая при плавлении образует такую зону из газа в области дуги и над расплавленной ванной, в какую не попадает воздух. Именно поэтому металл не взаимодействует с кислородом. Кроме того, поверх шва образуется шлак, который тоже препятствует взаимодействию сплава и кислорода. На завершающем этапе он счищается щеткой.
Тренировка с зажиганием дуги
Перед любым видом деятельности необходимо набраться опыта. Так и в сварочном процессе, прежде чем приступить к сплаву нескольких металлов, необходимо потренироваться, делая на ненужном листе металла валики. Для этого необходимо очистить ржавую поверхность и грязь на нем. 
Затем электрод зажимается в держателе аппарата для сварки (инверторе). Далее, для того чтобы доставить ток в зону плавки, нужно просто почиркать. Или также можно это делать движениями постукивания.
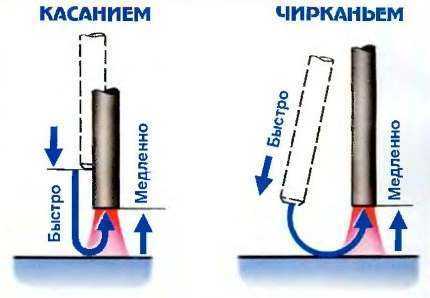
После того как будет создана выполненная электрическая дуга, электрод направляется на заготовку. Стоит отметить, что зазор между электрической дугой и металлической поверхностью должен быть на всем промежутке одинаковым, но не меньше 0,3 см и не больше 0,5 см.
Важно! Если зазор между дугой и металлом менять, то электрическая дуга порвется, а сварочный шов получится с недостатками, некрасивый.
Электрический стержень держат, как правило, под углом 71 градус. Его можно отклонять вперед или назад, как будет мастеру удобнее. В дальнейшем наклон можно изменять в зависимости от удобства мастера или от специфики сварки.
Рекомендуем! Дефекты сварочных швов и причины их образованияИ также на данном тренировочном этапе необходимо прочувствовать необходимую силу тока электросварки, для того, чтобы подача осуществлялась стабильно. Если сила тока будет маленькой, то электрическая дуга будет гаснуть, а если, наоборот, большая, то металл начнет плавиться. Навык в работе сварки можно получить, прибегая к методу проб и ошибок.
 Сварные швы в зависимости от скорости сварки
Сварные швы в зависимости от скорости сварки Правильные движения электродом
После тренировки валиками, которые после усердных тренировок должны получаться примерно ровные и красивые, можно приступать к тренировке сварочных швов. Именно на этом этапе можно понять, как правильно класть идеальные швы электросваркой. Этот этап уже посилен начинающим, которые хорошо набили руку на валиках, прочувствовали необходимую силу тока, расстояние между зазорами и т. д.
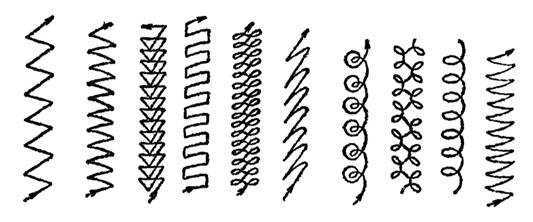
Для свариваемого шва необходимо сначала подготовить оборудование, как это описывалось выше (зажечь электрическую дугу). Отличительной чертой от предыдущего этапа является то, что рука мастера в этот раз движется не по прямой, а по косой траектории, совершая легкие колебательные движения с небольшой амплитудой. Выглядит это, как будто мастер перемещает раскаленный, плавящийся металл от одного края сварного элемента к другому.
Движение может отличаться и быть образом зигзага, петлевой или напоминать повторяющиеся изгибы похоже на елки и серпы.
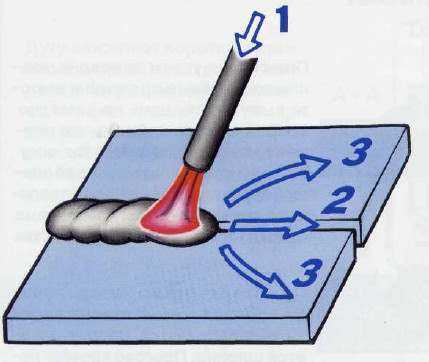
Различают траекторию, производимую по трем направлениям:
- Поступательное. Перемещение электрода происходит вдоль его оси. Для этого достаточным будет поддержка стабильной длины электрической дуги.
- Продольное. Это один из самых тонких видов швов. Он похож на нитку. Для того чтобы его накладывать, необходимо придерживать высоту, зависимую от скорости, с которой перемещается электрический стержень. Для того чтобы закрепить полученный шов, необходимо проделать и поперечные направления движения.
- Колебательное. Данная траектория помогает получить необходимую ширину шва. Сделать их можно, совершая колебательные движения руки. Высота колебательной волны подбирается исходя из размера желаемого стыка.
 Манипулирование электродом Рекомендуем! Как сварить пластиковые трубы в домашних условиях
Манипулирование электродом Рекомендуем! Как сварить пластиковые трубы в домашних условияхТренировку также необходимо проделывать на ненужном металлическом листе. Для начала начертите мелом линию так, чтобы ее было видно сквозь затемненное стекло сварочной маски Далее, вдоль этой линии необходимо прочерчивать электродом шов по одной из перечисленных выше траекторий. После того как стык остынет, от него молоточком отбивается шлак, и получается красивый шов.
После получения этих первоначальных навыков можно смело приступать к сварке соединительных швов. Они бывают абсолютно разной формы: горизонтальные, вертикальные, углообразные, стыковые, внахлест и другие. После того как прочувствуете, что ваша рука движется более или менее уверенно, много тренировались, можете только после этого попробовать сваривать красивые и ажурные швы.
Для визуального восприятия процесса сварки рекомендуем просмотреть данное видео Таким образом, можно самостоятельно обучиться очень нужному навыку работе с электросваркой. Для этого необходимо запастись определенными принадлежностями и инструментами. А также стоит помнить, что сварка очень опасное занятие, поэтому при работе с ней необходима специальная оснастка и меры защиты (шлем, перчатки, одежда). Чтобы освоить этот тип работы, необходимо предварительно потренироваться на ненужном листе металла.
svarkagid.ru
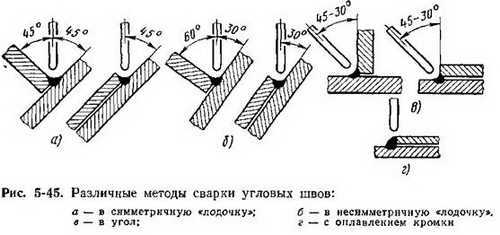
Сварка углового шва — как сделать правильный сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.

Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.

Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
swarka-rezka.ru
Как делать правильный вертикальный шов при сварных работах
Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики невозможно. В данной статье представлена сварка вертикального шва (видео), чтобы помочь начинающим специалистам избежать распространённых ошибок.
Сварка является одним из самых надёжных методов соединения металлических деталей. Но это утверждение является истинным только в том случае, если работа выполнена качественно. Что же необходимо усвоить новичку, чтобы стать настоящим профессионалом в этом деле?
Опытные специалисты знают, что при проведении любых сварочных работ надо чётко соблюдать все правила техники безопасности, а начинать необходимо со спецодежды. Выполнять работу следует только в защитном брезентовом костюме или робе, ноги должны быть защищены кирзовыми ботинками, руки — замшевыми перчатками и брезентовыми рукавицами, а лицо и волосы — маской сварщика. Только надев всю эту экипировку, можно приступать к работе.
Чтобы была осуществлена правильная сварка металла, необходимо соблюдать чёткую и последовательную схему технологического процесса. Для начала нужно надёжно зафиксировать подготовленные детали при помощи зажимов, струбцин или стяжек, и скрепить их прихватами в нескольких местах по краям изделия. Это является необходимым этапом подготовки, и пренебрегать им нельзя. Дело в том, что во время сварки происходит сильный нагрев металла, а затем его охлаждение вызывают значительную деформацию конструкции.

Особенности вертикальных сварочных швов
При сварке вертикальных швов расплавленный металл будет стремиться стекать вниз, из-за чего в нижнюю часть смещается и вершина шва. Чтобы избежать наплывов, сварку надо выполнять узкими небольшими валиками, не делая при этом поперечных колебаний, демонстрирует это сварка вертикального шва (видео).
Ток для выполнения данных швов выставляется максимально допустимой величины, предусмотренный для выбранной толщины металла. Далее необходимо правильно подобрать электроды, учитывая при этом структуру сварочной поверхности. Также надо рассчитать их диаметр, который должен соотноситься с толщиной обрабатываемого металла. Имеющаяся на электродах маркировка позволит не ошибиться в выборе.
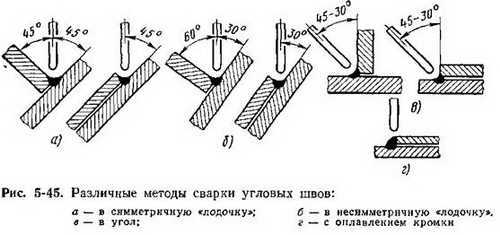
Схема выполнения вертикального шва
Закрепив детали и выбрав правильную силу тока, можно приступать к сварочным работам.
- Начинать надо с выбора угла наклона электрода относительно плоскости изделия. Оптимальным считается угол от восьмидесяти до девяноста градусов. При этом обеспечивается максимальная отдача энергии дуги, что гарантирует глубокое проплавление тела основного металла. Также выбор правильного угла обеспечит равномерное стекание расплавленного электрода, что позволит получить ровный и качественный шов.
- Сварка вертикальных швов всегда осуществляется снизу вверх, заливая зазор между деталями расплавленной электродной проволокой или электродом.
- Окончание электрода должно всегда быть направлено в середину шва.
- Для получения качественного шва нужно осуществлять периодические вращательные движения для того, чтобы собирать расплавленный металл в точку, где происходит соединение двух деталей.
- Скорость прохождения сварочной дуги по верхней линии шва должна быть подобрана таким образом, чтобы нижняя часть жидкой ванны немного не доходила до верхушки предыдущего валика или едва его касалась.
- После окончания сварки необходимо подождать определённое время пока обработанная поверхность остынет. Затем следует молоточком сбить образовавшийся на поверхности металла шлак, образованный продуктами горения.
Чтобы более наглядно представить описанный процесс, стоит посмотреть «Вертикальный шов, сварка: видео» — материал, представленный ниже.

Проверка качества работ
После окончания процесса сварки и зачистки поверхностей от окалины и шлака, необходимо провести тщательный осмотр шва на наличие трещин, пор, кратеров или прожогов металла.
Если такие изъяны будут обнаружены, то говорить о качественно выполненной работе нельзя. Данный брак со временем вызовет разрыв или разлом металла, что может привести к серьёзным последствиям. Поэтому надо сразу же проводить реставрацию шва.
Во-первых, нужно очень тщательно произвести зачистку всей поверхности при помощи металлической щётки или напильника.
Во-вторых, произвести реставрацию шва только в тех местах, где был зафиксирован брак. Переваривать всю соединительную поверхность деталей нет необходимости.

Заключение
Новичкам следует помнить, что теоретические знания, получаемые при просмотре «Вертикальный шов, сварка: видео», являются очень важной частью процесса обучения. Только после освоения основных принципов выполнения данных работ, можно приступать к практической части.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):swarka-rezka.ru
Как правильно делать сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую -вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина -больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.

Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка -начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов -видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (жмите на кнопки ниже):
Как варить правильно электросваркой
В этом уроке мы расскажем вам, как правильно пользоваться сварочным аппаратом и варить электросваркой. На самом деле в этом нет абсолютно ничего сложно, как может показаться на первый взгляд, а следуя нашим четким советами и рекомендациям вы быстро овладеете этим не хитрым занятием.
Итак, первым делом давайте узнаем с чем же нам придется иметь дело и какие виды сварочных аппаратов бывают.
Исходя из самого названия можно легко догадаться, что служит он для преобразования переменного тока электросети в постоянный сварочный ток. Состоит данное устройство из двух основных частей: выпрямительного блока и трансформатора. Основными преимуществами является то что они имеют более высокий коэффициент полезного действия, а так же обладают хорошими энергетическими показателями
С помощью этого устройства переменный ток от сети с помощью специальных транзисторов опять же преобразуется в постоянный, его основным достоинством является не большой вес и возможность регулировки тока.
Вводный видео урок о том как варить электродом
Важно заметить. что если аппарат подключается к бытовой электросети, то во избежании возникновения короткого замыкания и перегрева электропроводки, необходимо знать её основные параметры и характеристики. Перед выполнением работ в частном, загородном доме или квартире проверьте работоспособность всех электроавтоматов и лишь после этого приступайте к сварке.
Только выполнение этих простых правил убережет вас от повторной прокладки проводки в квартире своими руками
Вещи необходимые сварщику
- Маска которая поможет уберечь глаза от яркого свечения.
- Замшевые перчатки
- Щётка и молоток для отбивки шлака
- Сварочный аппарат
- Электроды
- Одежда с длинными рукавами для защиты от искр.
Что бы научиться правильно варить электросваркой нужна в первую очередь постоянная практика, мы уверены что, практикуясь для начала на не сложных поверхностях с каждым разом у вас будет получаться все лучше и лучше.
Итак, выполняя правильные электросварочные работы первым делом позаботьтесь о технике безопасности, приготовьте маску и наденьте перчатки. Участок метала где будет производиться сварка необходимо хорошо зачистить наждачкой или шкуркой по металлу, делается это для того что бы удалить грязь и ржавчину, при таком подходе не возникнет проблем с розжигом дуги, а сварочный шов будет получаться ровным и красивым.
Основные этапы выполнения электросварочных работ
В комплекте со сварочным аппаратом всегда идут два специальных провода на одном из конце каждого находиться стальной зажим, первый провод предназначен для закрепления в нем электрода, а второй (масса) необходимо закреплять к рабочей детали с которой будет происходить сварка. Порядок выполнения работ:
- Заранее приготовленный электрод устанавливаем в держатель.
- Второй провод с зажимом закрепляем непосредственно на детали где будет производиться сварка.
- Легким постукиванием электродом по металлу зажигаем электрическую дугу.
- Медленно и аккуратно ведем электродом по месту стыка металлов, при этом совершая возвратно поступательные движения.
- После сварки не большого участка останавливаемся, смотрим и оцениваем проделанную работу.
- При необходимости удаляем образовавшийся шлак при помощи молотка или щетки.
- Если все в порядке, продолжаем выполнять те же самые действия.
В конечном итоге у вас должен получиться шов. И пускай в первый раз он будет не таким красивым и ровным как хотелось бы, постоянно выполняя сварочные работы вы приловчитесь, наберетесь опыта и окончательно освоите это не хитрое ремесло.
Как правильно варить электросваркой видео
На этом наш урок закончен, надеюсь сейчас вы в полной мере понимаете, как правильно варить электросваркой.
Дуговая сварка своими руками. Электросварка. Самоучитель. Сварной шов. Приварить, заварить самому. Научиться, обучиться сварочным работам.
Давайте поговорим о такой теме, как сварка. Многих она пугает. Некоторые с благоговением относятся к человеку в черной маске. Кто-то считает, что ему этому научиться вообще не под силу.
Все отчасти правы. Для того чтобы научиться действительно качественно и надежно соединять детали с помощью сварки вам придется потратить немало времени на обучение, изучение основ, практику, дальнейшую теорию и, наконец, накопление опыта. Но не буду вас пугать. Я лет восемь назад думал точно также. Однако необходимость самостоятельно делать сварные соединения в своем хозяйстве подвигла меня на приобретение сварочного аппарата, с которым я поехал к своему отчиму, который работал одно время сварщиком, и сказал: 'Учи!'. Потом пришлось читать книжки, первые конструкции получались кривыми, швы неоднородными, хрупкими. Но потихоньку пришел опыт - 'сын ошибок трудных', и постепенно все начало получаться. И я стал получать удовольствие от процесса. Чего и вам желаю. На сегодняшний день я отнюдь не считаю себя профессионалом, но в прошлом сезоне я уже спокойно собирал серьезную конструкцию немалых размеров. Работал вместе со старым профессиональным сварщиком. Претензий у него к моим швам не было ни разу. Резюмируя вступление, скажу: сварка очень интересный, но и очень сложный процесс, нужный в частном хозяйстве, и на самом деле будет здорово, если вы приобретете необходимые навыки в этом деле. Тогда вам станет многое по плечу. Теперь по порядку. Моя цель - добиться не просто того, чтобы вы взяли детали, сварочный аппарат и что-то как-то сварили, а чтобы у вас возникло понимание процесса и важности всех деталей во влиянии на конечный результат (а их в этом процессе очень много). Мы будем рассматривать исключительно ручную дуговую сварку - самый популярный вид сварки, особенно в быту. По вопросам, требующим вашего понимания, буду отсылать к источникам. Иначе у меня получится не статья, а 'роман о сварке'.
Что такое сварка?
Итак, что такое сварка, и какие ее виды существуют? Классическое определение сварки такое: 'Процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании'. Звучит сложно. И, кстати, может относиться не только к металлам, но и к пластику, и к керамике. Но нас интересует сегодня, конечно же, металл, и что же с ним происходит? Тогда капните капельку йода или зеленки в стакан с водой. Вы увидите, как постепенно вода будет окрашиваться. Происходит процесс диффузии. А теперь капните эту же капельку в стакан с горячей водой. Вы увидите, что процесс происходит значительно быстрее. Теперь представьте, что у вас две детали. Они находятся очень близко друг от друга. Они начинают расплавляться с помощью высокотемпературной электродуги. Это очень сложная штука и принцип ее возникновения и жизни непрост. Вы увидите сами, насколько интересен процесс ее горения. Но она нас пока интересует с точки зрения передачи энергии материалу.
Так вот, процесс будет напоминать то, что вы увидели в стакане. Но еще быстрее и сложнее. Металл - плотная структура. Атомы расположены недалеко друг от друга. Под действием нагревания (а оно может происходить и при пластическом деформировании), а именно - под действием т. н. энергии активации - термической или механической, начинает происходить плавление и взаимопроникновение материалов. При правильной сварке в момент охлаждения сварного шва начинает образовываться новая кристаллическая структура металла, которая состоит, как правило, из материалов обеих деталей и примесных металлов и химических веществ, которые привносит плавящийся электрод и его покрытие (бывают и неплавящиеся электроды!). Материал шва, таким образом, будет всегда отличаться от материала соединяемых элементов, но прочность шва обычно не уступает прочности основного металла. Вообще, в процессе такого соединения материалов происходит огромное количество процессов - и физических, и химических. Все их просто невозможно рассмотреть в этом материале.
К сожалению в статьях периодически встречаются ошибки, они исправляются, статьи дополняются, развиваются, готовятся новые. Подпишитесь, на новости. чтобы быть в курсе.
Если что-то непонятно, обязательно спросите!Задать вопрос. Обсуждение статьи. [4] сообщений.
'Поскольку полярность 'электрод-изделие' меняется 50 раз в секунду, то это вызы вает. ' мммммм, то есть вы не в курсе, что частота переменного тока 50гц, что вовсе не означает смену 0/фаза 50 раз в сек. Или вы тоже считаете, что '+' это поток протонов, а 'минус' электронов? Я вообще считал, что ноль подсоединяется к изделию, а фаза подается к электроду. Читать ответ.
Сам я работаю сварщиком 25 лет. Умею все, но объяснять не горазд. Сейчас мой сы н решил пойти по стопам своего отца. Я поискал в интернете материал, чтобы ему основы усвоить. И остановился на Вашем. Спасибо. Читать ответ.
Как сделать стол самому, своими руками. Самодельный стол. Сделайте стол сами. Нередко нужен стол совершенно определенного размера или форм.
Источники: http://swarka-rezka.ru/svarka-uglovogo-shva-kak-sdelat-pravi/, http://boldproject.ru/elektrika/kak-pravilno-varit-elektrosvarkoj.html, http://hw4.ru/welding-with-his-hands
Комментариев пока нет!pravilnodelat.ru
www.samsvar.ru
Виды сварочных швов: характеризующие признаки
Решившись научиться искусству сваривания металла, жаждущий знаний обращается в учебную организацию, которая по истечении некоторого времени научит молодого специалиста всем тонкостям работы. Главное понять, какими бывают виды сварочных швов для успешного применения их на практике. Качественное учение рассчитано не на один год и после окончания срока начинающему сварщику, конечно, после прохождения практики присваивается квалификация или разряд, который он может по желанию повысить. На сегодняшний день высоким показателем мастерства сварки становится собственное клеймо, которое профессионал ставит на изделия, над которыми работал.

Качественно выполненные сварочные швы позволят прослужить изделиям очень долго.
Итак, прежде всего следует разделить основные понятия: сварочный шов и соединение. Они различны не принципиально, но отдельные моменты все же присутствуют.
- Шов — это непосредственно место, где происходит расплавление и кристаллизация металла в изделии. Зависит от мастерства, оборудования и особенностей металла.
- Соединение же включает в себя и шов, и прилегающие зоны, участвующие либо нет в процессе сварки. Характеризуется процессами, позволяющими оценить качество работы по окончании процесса.
Влияние режима сварки на форму шва.
Важно отделять их как понятия друг от друга, так как качество шва определяется первым и, наоборот, качественная работа зависит от характера шва. Эти определения никогда не будут в раздельности, но сами по себе представляют отличные свойства и характеристики для того или иного вида сварочного соединения.
Швы классифицируются по многим признакам. По поперечному сечению:
- Стыковые.
- Угловые.
- Прорезные.
Более подробно о классификации
Самые распространенные виды соединения — стыковые. Шов в таком случае используется один. Плюсовыми качествами шов обладает на предмет деформации — он может ей подвергнуться лишь при значительных и намеренных нагрузках. Так как подготовка металла и выбор электродов в шве происходит тщательно, то в качестве можно быть уверенным.
Классификация и обозначение сварочных швов.
В угловых соединения шов может располагаться под любым углом, но при этом учитывается толщина металла — не более 3 мм, ибо напряжение все же присутствует.
Прорезные или нахлесточные соединения предполагают большой расход материала, но не требуют его тщательной обработки. Как правило, при таких соединениях используется двойной шов, чтобы не допустить негерметичности.
Есть еще тавровые соединения, при которых швы представляют собой двойные, по местам стыка в форме буквы Т. Их используют в работе над несущими конструкциями и сварка в этом случае становится важнейшим моментом.
Прежде чем начинать работу, нужно определиться, какие виды швов подойдут именно данному изделию. Отличием может служить его конфигурация и протяженность:
Конфигурация:
- Прямая.
- Кривая.
- Окружная.
Основные типы сварочных соединений.
Прямолинейная сварка подразумевает под собой соединение деталей, соответствующих размеру изделия по одной линии. Этому подлежат профильные и направляющие конструкции.
- Кривая сварка. Это означает, что соединение конструкций может быть разных форм. К примеру, круглой трубы и профиля.
- Круговая сварка относится к швам, соединяющим полые трубы или другие круговидные предметы различного диаметра.
Дополнительные характеризующие признаки
Виды швов делятся по протяженности, что тоже имеет смысл в категории работ:
- Сплошные — короткие, средние и длинные.
- Прерывистые — прихваточные и конструкционные.
Размеры сварки швов определяются необходимостью работы над определенными конструкциями, которые бывают различными в размерах. Короткие размеры шва равны 300 мм, средние и длинные до 1 м и более. Они хороши, когда конструкции прямолинейные и длинные, к примеру, магистрали.
Прихваточные швы могут быть как временные, так и монолитные, где удержание конструкции будет определяющим фактором. Расположение их разное: по одной стороне или на двух в шахматном порядке. С их помощью варятся каркасы, стойки, секции и прочее.
По количеству накладок виды швов могут быть:
- Односторонние.
- Двусторонние.
- Многослойные.
Любое количество накладок определяется необходимостью.
Выполнение горизонтальных швов.
Изделия, подвергающиеся сварке, требуют наличие хотя бы минимальной жесткости и напряжения, иначе их можно было соединить чем-то менее прочным. Если большего не требуется, то обходятся минимальным числом сварочных швов.
Двойные варианты уже подразумевают более прочную конструкцию. В них не допускается негерметичность.
Накладка нескольких швов предполагает сварку ответственных конструкций, где усиление элементов играет важную роль. Таким образом происходит сварка толстостенных металлов, дабы избежать расхождения при напряжениях.
Какие еще бывают швы: особенности
Швы бывают:
- Нормальные.
- Выпуклые.
- Вогнутые.
Чтобы выполнить все указанные виды, мастерство сварщика должно быть на высоте, потому что такие швы используются для конструкций неправильных форм, значит, в сложных геометрических деталях. Выпуклые и вогнутые швы допускаются для соединения декоративных форм либо там, где другой шов прямолинейный положен быть не может. Отбивая шлак от такого вида шва, сварщику требуется умение и осторожность, так как есть риск испортить конструкцию.
Выполнение вертикальных швов.
Расположение в пространстве также влияет на вид используемого шва, ибо уже не получится повернуть к себе конструкцию удобным боком. Таким образом, все решает его вид, который будет наложен на:
- Нижние конструкции.
- Потолочные.
- Горизонтальные.
- Вертикальные.
Кладутся они на соответствующих поверхностях и могут иметь некоторые различия. К примеру, выполняя потолочную сварку, имеет смысл применять нахлесточные швы, так как поверхность расположена таким образом, что металл способен стекать и образовывать непровары, и соединение надежным не будет.
Швы не являются самыми надежными соединениями, поэтому по их прокладке нужны большие знания, чтобы избежать распространенных повреждений при работе:
- Подрезы.
- Непровары.
- Шлаковые вкрапления.
- Поры.
- Горячие трещины.
- Полости.
- Несплавления.
- Прожоги.
Подрезы — повреждения, которые получаются вдоль шва из-за неправильных механических действий. Сварочный аппарат обладает мощностью, поэтому прикосновение дуги к местам, для этого не предназначенным, чревато образованными разрезами. Кроме того, сварочные подрезы могут быть вызваны большим количеством брызг раскаленного металла, если заранее не отрегулировать агрегат или пользоваться отсыревшими электродами.
Непровары — шов без соединения с металлом. Если оставить это без внимания, то впоследствии на этих местах образуется ржавчина и шлак. Это приведет к разрушениям впоследствии и к тратам, так как либо придется варить конструкцию по-новому, либо менять ее.
Шлаковый вид повреждений шва может получиться из-за некачественных электродов и неквалифицированной работы мастера. Если не убрать их сразу, приставания их в горячем виде неизбежно, а отбивание чревато повреждениями.
Поры — еще один вид порчи сварки. Это мелкие крапинки или даже дырочки, образованные от летящих брызг расплавленного металла. Чтобы такого не произошло, осуществляют манипуляции с током сварочного аппарата: уменьшают или меняют частоту, меняют вид самой сварки.
Горячие трещины образуются непосредственно от неправильно подобранного материала, при котором точки плавления различны, один из них может дать трещину. Сварка не самая простая специальность, нужно знать, какие материалы лучше всего соотносятся с другими. Швов и соединений может быть множество. Трещины являются самыми опасными дефектами плохой сварки и могут вызвать разрушения большого масштаба. Практически всегда мгновенны, что позволяет сразу обнаружить неисправность.
Полости швов опасны тем, что сразу обнаружить их не удается. Металл сваривается пузырем, и внутри него скапливаются газы, способные расширятся или нагреваться при перепадах температур. В итоге соединение треснет.
Несплавления представляют собой пустые места без валика в наплавках. Чреваты непроварами, что напрочь снижает качество соединений и швов, значит, грозит неустойчивостью. Стоит иметь это в виду и по окончании сварки пройтись по поверхности визуально.
Прожоги происходят из-за попадания раскаленного металла на поверхность. Это чаще всего встречается в виде потолочного сваривания или вертикального. Чтобы этого избежать нужно изучить возможности своего сварочного аппарата, характеристики сталей и электродов — не всеми можно сваривать разные изделия. Пренебрегая этим, нельзя добиться качественных соединений и швов.
Заключение и подведение итогов
Таким образом, рассмотрев неполный перечень дефектов швов, можно понять, каким образом их избежать и сделать соединение качественным. Есть несколько способов обнаружить недостатки, сделанные сварочным швом:
- Визуальным осмотром.
- Обмером.
- Испытанием на герметичность.
- Контрольно-измерительными приборами.
- Лабораторными опытами.
Соединение считается качественным, если:
- визуальный осмотр не выявляет никаких нарушений;
- обмер подходит под стандарт, регламентирующий необходимые цифры;
- герметичность не вызывает нареканий: вода не бежит, газ не просачивается;
- манометры и анализаторы указывают на отсутствие утечки;
- опыты веществ и металлов показывают невзаимодействующие друг с другом функции.
Если все условия соблюдены и внешний вид шва не вызывает нареканий, можно считать, что соединение выполнено качественно.
moyasvarka.ru
Виды сварочных швов - экскурс
Для выполнения сварочных работ недостаточно выбрать хороший сварочный аппарат. Крайне необходимо знать основные виды сварочных швов и их классификацию, в зависимости от назначения, формы, протяженности или расположению свариваемых деталей.
 Условная классификация сварочных швов выглядит примерно так:
Условная классификация сварочных швов выглядит примерно так:
1. По характеру выполнения различают двусторонние и односторонние швы. При этом, сварка выполняется с двух или с одной стороны соответственно. При этом односторонние швы делается со съемной подкладкой или же на весу. Также сварочные швы могут быть однослойными и многослойными. Последние используются при работе с толстыми металлами.
2. Относительно направления действующих усилий выделяются:
• Фланговый шов. Это специальный угловой шов, располагающийся по вертикали к оси усилия.
• Лобовой сварочный шов. Шов, располагающийся перпендикулярно оси усилия.
• Комбинированный сварочный шов. Это сочетание стандартных лобового и флангового швов.
• Косой шов. В этом случае ось шва лежит под углом к действующему усилию.
3. В зависимости от выбранного положения в пространстве различают следующие виды сварочных швов и соединений:
• Нижние;
• Потолочные;
• Вертикальные;
• Горизонтальные.
4. По внешней форме различают такие сварочные швы:
• Нормальные. Используются для выполнения стандартных сварочных работ.
• Усиленные. Необходимы для более сложных заданий.
• Ослабленные. Предполагают временный характер сварочных работ.
5. По способу удержания металла:
• Швы, выполняемые на специальных съемных стальных подкладках;
• Швы, производимые без специальных подкладок или подушек;
• Швы, выполненные на флюсомедных, медных, керамических или асбестовых подкладках;
• Сварочные швы, сделанные на особых газовых или флюсовых подушках.
 6. Виды сварочных швов, относительно прилегающей поверхности:
6. Виды сварочных швов, относительно прилегающей поверхности:
• Плоские. Такие швы выполняются стандартными толстопокрытыми электродами;
• Выпуклые. Получаются при использовании специальных тонкопокрытых электродов. Такие швы практически не гарантируют прочности соединения;
• Вогнутые швы;
• Прямолинейные;
• Спиральные сварные швы;
• Круговые и т.д.
7. В зависимости от места соединения свариваемых поверхностей:
• Стыковые швы;
• Угловые сварные швы.
Знание всех этих швов и порядка их применения гарантирует высокое качество и долговечность выполняемой сварки. Только хороший сварщик может правильно выбрать необходимые виды сварочных швов и соединений.
www.vse-o-svarke.org
Сварные швы
Участок металлической структуры, в которой объединяются разные детали при эксплуатации сварки, называется сварочным соединением. Сварные швы могут быть различными по прочности. Сварочное соединение может включать в себя один сварной шов. Это место термического воздействия на точку соединения металлов. В результате такого воздействия металл расплавляется, а при остывании кристаллизуется. Во многом на качество шва влияет характеристика металла в точке термического воздействия.
Классификация сварных швов.
Разновидность сварных точек по типу соединения
Швы стыковые используются в стыковых соединениях. Выполняются они неотрывными. Отличием являются действия по подготовке плоскости в торце сечения и элементов, подготавливаемых к контакту. Благодаря этому открывается полный доступ к месту сварки и обеспечивается максимально эффективное проваривание плоскостей на всю толщину.
Среди стыковых швов можно различить разные виды:
Схема заполнения стыковых швов.
- Односторонние и двухсторонние без распилки краев.
- С односторонней или двухсторонней распилкой одного из краев.
- С односторонней распилкой обоих краев.
- Распилкой V или X-вида.
- Двухсторонней распилкой обоих краев.
Угловой тип соединений применяют, когда нужна сварка угловых швов. В изготовлении таких соединений используются угловые швы. Разделить их можно по беспрерывности и по зазору.
Дополнить вышеуказанные виды можно еще разновидностью, относящейся и к стыковым, и к угловым. Таковыми служат пробочные и прорезные разновидности. Прорезной тип используется, когда нужно верхний пласт, а возможно, и нижележащие, проплавить до основного элемента. В контакте утолщенных пластов прорезные швы и соединения выполняются по изготовленным жерлам. В таком виде они будут называться «пробочными» или в случае дуговой сварки «электрозаклепкой».
Вернуться к оглавлению
Различные виды сварочных швов
Различия сварки и виды сварочных швов по пребыванию в пространстве:
- сварка горизонтальных швов;
- сварка потолочных швов;
- нижние швы.
Применяется при сварочных работах, находящихся снизу на ровной плоскости. Они технически простейшие по исполнению. Высокая прочность стыков объясняется удобными условиями, в которых растопленный металл под своим весом устремляется в сварную ванну, которая расположена горизонтально. Эта работа самая легкая в исполнении и за ней легко уследить. В нахлесточных структурах угольные в нижней позиции выполняются непрерывными, без производства поперечных колебаний.
Сварка горизонтальных и потолочных швов.
Горизонтальные сварные швы. Ход сваривания горизонтальных точек связан с некоторыми трудностями. В ходе сваривания поперечным швом на вертикальной поверхности расплавленный металл может стекать на нижний край. Как следствие на верхнем краю может появиться подрез. Использование этого способа в сваривании угольных точек, производимых в горизонтальном расположении, довольно простое и не вызывает каких-либо затруднений. Сама работа похожа на сварочные работы в нижнем расположении и зависит от требуемого шва.
Вертикальные сварочные швы. В сварке вертикально стоящих деталей расположенный снизу металл призван удерживать плавящийся металл сверху, но при этом он получается грубым и в виде чешуи. Значительно сложнее получить качественное соединение при работе, направленной вниз. Сварка вертикальных швов в стоячей плоскости возможна лишь в ориентации снизу вверх и наоборот.
Потолочные швы. Сложнейший по исполнению вид сварных работ. В процессе работы затруднено выделение газов и шлаков, а также сложно расплав удерживать от стекания и добиваться прочности точки. Но несмотря на соблюдение всех техник потолочной сварки, швы все равно уступают по надежности сварочным швам, исполненным в остальных позициях.
Классификация особенностей сварных соединений по очертанию:
- сварка продольных швов;
- создание кольцевых швов.
Схема сварки вертикальных швов.
Для выполнения продольного типа сварочных работ требуется провести доскональную подготовку металла в точке предполагаемой сварки. Поверхности деталей должны быть очищены от заусениц, кромок и неровностей. В работе продольной сварки шов возможен только при полной очистке и обезжиривании требуемых поверхностей.
Кольцевые сварные швы. Сварные работы по окружностям требуют большой аккуратности и точности, тут же необходима калибровка сварочных токов, особенно при работе с малыми диаметрами.
Сварка кольцевых швов различается по очертанию. Они бывают:
- выпуклые;
- вогнутые;
- плоские.
Вернуться к оглавлению
Геометрия сварочных швов
Основными геометрическими параметрами являются: ширина, изогнутость, выпуклость и корень стыка.
Шириной называется зазор между обозримо различными гранями сплавления металлов. Изогнутость — это зазор промеж площади, протекающей по обозримым граням точки сварки и определенного металла в точке предельной вогнутости.
Для измерения выпуклости определяется зазор относительно уровней, протекающий по обозримым граням шва и основного металла в точке предельной выпуклости. Корень — это предельно отдаленная от профильного уровня грань, которая фактически является его обратной стороной.
Можно разделить такие швы по размерным нормам:
- катет;
- толщина;
- расчетная высота.
Схема выполнения угловых швов.
В угловом сварном шве для угловой сварки длина от уровня первой свариваемой детали до края шва на следующей детали и есть катет угольного шва. Катет относится к важным характеристикам, которые необходимо соблюдать в ходе сварных работ. При простых угольных соединениях с единым размером катет шва задается размером его краев. В сваривании тавровых конструкций катет имеет фиксированную величину, при этом используют единую размерность материалов. А при применении в сварных работах тавровых конструкций разной размерности он приравнивается к толщине более тонкого металла. Катет должен иметь правильные размеры для достижения максимальной крепости соединения, если пользоваться слишком большим катетом, то возможны сварные дефекты.
Начинающим можно упростить работу с деталями, расположив их для сварки «в лодочку». При сварке «в лодочку» сокращается вероятность появления подрезов, и замок получится прочнее.
Толщина угольного шва — это предельное удаление от его уровня до контакта предельного проплавления основного металла.
Что нужно помнить при сварке угловых соединений? Для угловых швов благоприятной считается вогнутая форма уровня с плавным переходом к основе. Это связано с проблематичностью проварки в угольных швах корня на всю толщину. В большинстве вариантов катет и толщину замеряют определенными лекалами.
Чтобы получить максимально прочное соединение, нужно ссылаться на множество факторов. Их учитывают при определении типа соединения в зависимости от необходимых характеристик свариваемых изделий.
Вернуться к оглавлению
Нормы использования сварки на величину шва
К главным нормам электросварки следует отнести:
- величину, плотность, полярность и род сварного напряжения;
- напряжение тока электродуги;
- темп сваривания;
- сечение торца проволоки.
Вспомогательными условиями являются:
- содержание и количество электродного нанесения;
- выход электрода, сварной проволоки;
- направленность электрода в ходе сваривания;
- количество и содержание используемого флюса.
Форма, величина и компонентное содержание шва во многом отличается, в зависимости от того, соблюдены ли требуемые условия; но не менее значимой является и правильность выполнения сварных работ.
С увеличением сварного тока растет углубленность провара без смены размера шва. Но в момент усиления дуги его ширина сильно увеличивается и уменьшается углубленность провара. Еще на ширину шва влияет вид инструмента, который используют при производстве таких работ. На «постоянке» ширина шва будет шире, чем при сваривании на «переменке».
Также его ширина может меняться в зависимости от скорости соединения. Чем быстрее процесс, тем меньше и глубже стяжка. При сокращении размера сечения проволоки усиливается кучность тока в проводе, это приводит к углублению провара и выпуклости шва, при этом он уменьшается. Используя проволоки меньшего размера сечения, можно добиться более углубленного провара при тех же значениях силы тока. Главное, все сварочные работы проводить правильно, не нарушая технологии их выполнения и соблюдая правила техники безопасности.
expertsvarki.ru