Что такое Гальванопластика. Что такое гальванопластика
что это такое. – Ярмарка Мастеров
Хочу немного рассказать о технологии с помощью которой сделанны практически все наши изделия. Так как она достаточно редкая и малоизвестная то мне кажется эта информация будет не лишней.
Гальванопластика (от гальвано... и греч. plastike — ваяние), получение точных металлических копий методом электролитического осаждения металла на металлическом или неметаллическом оригинале.
Она была известна еще в XIX в., но широко ее использовать в промышленности начали в середине XX в. Сначала ее применяли для изготовления скульптурных портретов и барельефов. Широкое применение гальванопластики в промышленных масштабах началось в середине XX в.: производство грампластинок и волноводов, форм для литья и прессования, сеток и фольги, печатных плат, предметов искусства и сложных конструкций.
С помощью гальванопластики можно с большей точностью, чем любым другим способом, воспроизводить предметы до мельчайших подробностей. Появляется возможность изготовлять предметы столь сложных форм, что производство их другими способами либо невозможно, либо слишком дорогостояще.
Используя метод художественной гальванопластики мы так же покрываем металом тонкие или хрупкие вещи. Тем самым придавая им прочность необходимую для того что бы их можно было использовать при создании бижутерных украшений или для украшения интерьера. При этом сама вещь остается внутри а металл полностью повторяет ее форму. Тоесть внутри всех наших изделий будь то листик или перышко находится настоящая созданная природой вещь. Именно благодаря этому они совершенно неповторимы)
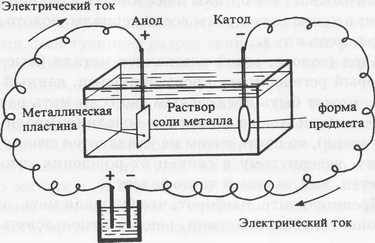
Гальваническое осаждение металла на поверхности предмета возможно лишь тогда, когда поверхность эта или весь предмет являются проводниками электрического тока, Поэтому для изготовления моделей или форм желательно использовать металлы. Наиболее подходят для этой цели легкоплавкие металлы: свинец, олово, припои, сплав Вуда.
Однако наибольшие возможности для изготовления моделей все же представляют диэлектрические (не токопроводящие) материалы ( листья, перья, кружево итд). Чтобы металлизировать такие модели, нужно придать их поверхности электропроводность. Успех или неудача в конечном итоге зависят в основном от качества токопроводящего слоя. Слой этот может быть нанесен одним из трех способов. Самый распространенный способ — графитирование, он пригоден для моделей из пластилина и других материалов, допускающих растирание графита по поверхности. Следующий прием — бронзирование, способ хорош для моделей относительно сложной формы, для разных материалов, однако за счет толщины бронзового слоя несколько искажается передача мелких деталей. И, наконец, серебрение, пригодное во всех случаях, но особенно незаменимое для хрупких моделей с очень сложной формой — растений, насекомых и т. п
Медь осаждается не только на противостоящей аноду стороне, но и на обратной, а также на торцах металлизируемого предмета.
Выбор токопроводящего слоя зависит от материала, из которого сделан предмет, его конфигурации, фактуры поверхности и, конечно, от имеющихся в распоряжении веществ.
Изначально неметалические изделия покрываются медью а уже потом мы можем дополнительно покрыть их никелем, серебром или золотом для придания нужных нам свойст и цвета.
Касательно деталей процесса могу рассказать позже, если это будет интересно.
www.livemaster.ru
Гальванопластика что это? Значение слова Гальванопластика
Значение слова Гальванопластика по Ефремовой:
Гальванопластика — Получение металлических копий с металлического или неметаллического оригинала методом электролиза (в гальванотехнике).
Гальванопластика в Энциклопедическом словаре:
Гальванопластика — (от гальвано… и греч. plastike — ваяние) — получениеточных металлических копий методом электролитического осаждения металла наметаллическом или неметаллическом оригинале. Раздел гальванотехники.
Значение слова Гальванопластика по словарю Ушакова:
ГАЛЬВАНОПЛАСТИКА гальванопластики, мн. нет, ж. (тех.). Способ покрывания предметов тонким металлическим слоем посредством электролиза, употр. для получения отпечатков, копий.
Значение слова Гальванопластика по словарю Брокгауза и Ефрона:
Гальванопластика — Г. заключается в процессе получения металлических осадков желаемого вида и формы посредством электрического тока, через разложение им металлических растворов. Г. преследует две цели: 1) получение точных металлических копий с медалей, барельефов, статуй и т. п. предметов, а также и покрывание тонким слоем металла дерева, гипса, фарфора и прочего, и 2) осаждение тонкого слоя металлов на поверхности других металлов с целью придать последним более красивый вид, защитить их от окисления или, наконец, сделать их более прочными. Г. открыта в С.-Петербурге в 1838 г. Б. С. Якоби, о чем было напечатано в № 95 "Bulletin Scientifique" (1838). В Англии открытие Г. приписывают Спенсеру в Ливерпуле, работы которого, однако, были опубликованы лишь в 1839 г. Для получения гальванопластических изделий, представляющих копии с данных оригиналов, почти исключительно пользуются растворами солей меди, реже применяется железо. Медь довольно легко выделяется из её растворов в виде ровного, плотного мелкозернистого осадка, сохраняющего самые тонкие отпечатки формы. при этом медь медленно окисляется, и очищение её поверхности производится очень легко. Гальванический ток, проходя через раствор солей меди, выделяет медь на катоде, причем осадок её дает точную копию (негативную) катода. Гальванопластическое осаждение меди производится: а) на металлические формы. б) на предметы, не проводящие тока, каковы: гипс, дерево, фарфор, стекло и т. п.. поверхность делает их проводящими ток посредством металлизации и в) точные копии из меди получают, делая осаждение на металлизированные формы, отлитые с оригинала из стеарина, гуттаперчи и т. п. веществ. При гальванопластическом осаждении меди на металлические оригиналы последние предварительно очищаются и натираются мягкой щеткой графитом или каким-либо жирным веществом почти досуха. операция эта имеет целью облегчить отставание осадка меди от металлической формы. Металлизация поверхностей не проводящих ток производится различными способами. Натирают мягкой щеткой измельченным графитом или порошком для бронзирования (поталь), пока поверхность не станет совершенно ровной и блестящей. Покрывают формы раствором 1 части белого фосфора и 4 частей сернистого углерода и затем кистью наносят раствор азотносеребряной соли (ляпис). из последнего выделяется на поверхности тонкий слой металлического серебра. Иногда форму покрывают (кистью) раствором ляписа и держат ее над чашкой, на водяной бане, — в чашке помещен кусочек белого фосфора и налит алкоголь. в этом случае, как и в предыдущем, на поверхности выделяется тонкая пленка металлического серебра. Предметы из стекла и фарфора металлизируют иногда прямо серебрением мокрым путем (как зеркала), как описывается в статьях Серебро и Зеркала. Чаще всего гальваническое воспроизведение копий производится осаждением меди на негативные формы из непроводящих ток веществ, каковы: гипс, стеарин с воском, легкоплавкие металлические сплавы, гуттаперча и прочие. Материал для изготовления негативных форм должен удовлетворять следующим условиям: он должен быть легкоплавким, мало изменять свой объем после снятия формы с оригинала, не изменяться химически от растворов в ванне и иметь плотное не зернистое строение. Для изготовления гипсовой формы оригинал из гипса, мрамора и т. п. покрывают слоем графита, натирая его мягкой щеткой, или намазывают его обыкновенным спиртовым лаком и смачивают затем мыльной водой. Сам способ формовки зависит от фигуры оригинала. Если оригинал плоский, как например медали и барельефы, то оклеивают их бортик лентой листового свинца или бумаги таким образом, чтобы образовалась плоская коробка, дно которой составляет медаль. смазывают медаль посредством кисти жидким гипсом для удаления с поверхности пузырьков воздуха и затем вливают жидкий гипс (см. это слово). После затвердевания гипсовую форму снимают, высушивают и проваривают в расплавленном воске. после охлаждения металлизируют. Сложные или составные гипсовые формы с таких предметов, как бюсты, производятся подобным же образом, как и для получения форм, применяемых гипсовщиками для отливки бюстов и статуй (см. Гипс, Формовка). Части формы (число их, смотря по виду оригинала) сушат, проваривают в воске, металлизируют и, сложив куски вместе, скрепляют их снаружи. При всех этих операциях легко испортить края отдельных кусков формы, поэтому для снятия форм с бюстов, обычно употребляют другие материалы. Формы из стеарина изготавливают, вливая расплавленный стеарин так же точно, как и гипс. Для избежания кристаллического строения затвердевшего стеарина, к нему прибавляют воск и немного графита, последний также устраняет сжатие отвердевшей формы (100 частей воска, 20 частей стеарина, 1 часть графита). Формы из легкоплавких сплавов. Легкоплавкие сплавы изготавливаются повторительным сплавлением металлов в пропорции, указанной ниже. Если в сплаве должна заключаться ртуть, то последняя прибавляется после окончательного сплавления других металлов. Состав сплавов, употребляемых для указанной цели, следующий: 1) свинца 2 части, олова 3 части, висмута 5 частей, температура плавления 100°. 2) свинца 5 частей, олова 3 части, висмута 8 частей, температура плавления 80-90°. 3) свинца 2 части, олова 3 части, висмута 5 частей, t° = 70°. 4) свинца 2 части, олова 3 части, висмута 5 частей, ртути 2 части, t° = 35°. Готовый сплав выливают в плоскую коробку из плотной бумаги и, очистив поверхность сплава от окислов куском бумаги, вдавливают рельеф в жидкий сплав, дав ему затвердеть. Для отделения металлического оригинала от сплава его предварительно смазывают насухо вазелином и натирают порошком для бронзирования. Формы из легкоплавких сплавов для тонких рельефов, вообще, не делают вследствие грубого зернистого строения сплавов. Медь, осаждаемая на формы из сплавов, содержащих ртуть, получает хрупкость вследствие её амальгамации. Материалом наиболее удобным и практичным для изготовления форм служит гуттаперча. Гуттаперча при незначительном нагревании размягчается, полусплавляется, по охлаждении вновь затвердевает, воспроизводя все мелкие подробности оригинала и представляя ту выгоду, что она не растворима в тех жидкостях, которые служат растворами при гальванопластических осаждениях, и вновь может служить для производства других форм. Гуттаперчу в теплой воде доводят до состояния размягчения, несколько раз разминают ее в теплой воде для очистки от механических примесей и приступают к изготовлению форм одним из следующих способов. Обычно снимают копию посредством пресса. на чугунной доске помещают оригинал рельефом вверх, окружают его плотной железной рамкой, высота которой соображается с толщиной изготавливаемой формы. Вырезав затем из гуттаперчи кусок, который бы входил свободно в рамку, толщиной в два раза более высоты рамки, нагревают перед огнем ту её поверхность, на которой должен получиться отпечаток оригинала. нагревание производят до тех пор, пока не размягчится кусок её на две трети своей толщины, и, вложив его в рамку, сдавливают прессом. Обыкновенный копировальный пресс вполне пригоден для небольших форм. Оригинал предварительно должен быть натерт графитом для свободного отделения от гуттаперчи. отделение производят, когда гуттаперча сохраняет еще некоторую пластичность. Снятую форму погружают в холодную воду, где она окончательно затвердевает. Для больших форм размягчение гуттаперчи производят в особых печах. Изготовление форм из гуттаперчи выливанием её в расплавленном состоянии не дает хороших результатов вследствие появления пузырей. Для изготовления форм с крупных предметов гуттаперчу сплавляют с салом или оливковым маслом, наблюдая, чтобы количество прибавленных примесей не было бы более одной трети её веса. Формы из такой массы изготавливаются отливанием. Для форм с предметов, имеющих очень выдающиеся части, иногда употребляют плавкую массу из клея, патоки и глицерина. такая масса всегда сохраняет упругость и легко отделяется от копируемого предмета. Из какого бы материала ни была изготовлена форма, необходимо позаботиться, чтобы слой проводящего вещества на его поверхности вследствие металлизации имел хорошее металлическое соединение с теми частями проводника, которые служат для включения формы в цепь проводов тока. Для последней цели боковую поверхность формы окружают плотно прилегающей лентой из листового олова, фольги или тонкой проволочной спиралью, укрепляя их в самой массе формы таким образом, чтобы между ними и металлизированной поверхностью было надежное металлическое сообщение. Части проводов вне формы покрываются лаком или другим каким-либо изолирующим веществом. При очень глубоких рельефах от проводника, окружающего форму, ответвляют тонкие проволоки к наиболее углубленным частям формы, чтобы осадок меди одновременно отлагался на всей поверхности. ответвления эти также покрывают изолирующим веществом, исключая оконечности у формы. Сосуды или вообще резервуары для гальванопластических растворов изготавливаются из различных веществ, каковы: стекла, глазурованная глина, гуттаперча и дерево. Для небольших предметов пользуются стеклянными и гуттаперчевыми сосудами, для больших — ящиками из глазурованной глины и деревянными, покрытыми изнутри сплавом из 3 частей канифоли и 1 части гуттаперчи. [Или же проваривают в расплавленном парафине, которым легко заливаются всякие щели, швы и т. п. Парафин хорошо изолирует, и на него водные растворы солей не влияют.] Для очень больших предметов исключительно употребляются деревянные ящики, облицованные изнутри свинцом. На верхних краях сосудов располагаются медные проводники, соединяемые зажимными винтами с положительным и отрицательным полюсами источника электрического тока. Форма, имеющая значение катода, соединяется металлически с отрицательным полюсом (например, цинк от батареи). С положительным полюсом соединяется медная анодовая пластинка, поверхность которой должна быть приблизительно равной поверхности формы, принимающей осадок меди. Прилагаемые фигуры могут дать понятие об устройстве гальванопластических ванн. фиг. 1, стеклянная ванна для маленьких предметов, фигура 2, ванна из глазурованной глины для больших предметов. Фиг. 1. Гальванопластическая ванна для съемки копии с медали m, служащей катодом. Фиг. 2. Способ расположения частей при гальванопластическом воспроизведении целой фигуры. Сосуды или резервуары наполняются растворами соединений меди, рецепты которых приводятся ниже. Для получения плотного и хорошего осадка меди необходимо руководствоваться следующими соображениями: электрический ток, проходя через раствор металлических соединений, разлагает их. на это затрачивается некоторая работа, величина которой зависит от большей или меньшей прочности данного химического соединения. Вследствие этого у зажимов ванны должна быть установлена известная разность потенциалов. величины её, выраженные в вольтах, приводятся далее для различных ванн [См. Гальванометаллургия, Вольт и Вольтметр]. Качество получаемого осадка зависит от плотности тока, т. е. от силы тока на единицу поверхности катода (число ампер на 1 квад. дециметр), плотности тока не должны выходить из известных пределов, указанных опытом. На основании изложенных соображений при гальванопластических работах необходимо иметь следующие приборы: а) амперметр (или амметр) с делениями до наибольшей силы тока, которым пользуются при работе. амперметр включается в цепь последовательно. б) вольтметр с делениями от 0,1 до 8 вольт. включается он в ответвления от зажимов ванны. в) реостат для поддержания у зажимов ванны должной разности потенциалов и силы тока. Прилагаемая схема на фиг. 3 дает понятие о расположении всех этих приборов при гальванопластических работах. Фиг. 3. Схема размещения различных приборов, применяемых для измерений тока при гальванопластических работах. M — ванна, K — катод, С — анод, J — источник (батарея или динамо-машина) тока, А — амперметр, V — вольтметр, R — реостат. Источниками электрического тока служат: для маленьких предметов — гальванические элементы, по преимуществу типа Даниэля. число и группировка их определяется требуемыми плотностью тока и разностью потенциалов у зажимов ванны. Для больших работ служат специальные динамо-машины с очень малым внутренним сопротивлением (системы шунт) и развивающие при нормальном числе оборотов в минуту должную, небольшую разность потенциалов в цепи. при таких машинах гальванопластические ванны располагаются в цепи параллельно. При работах для производства гальванопластических изделий в большом количестве по одной и той же модели ванны обычно располагают последовательно, пользуясь для этого динамо-машиной, дающей требуемую разность потенциалов у своих зажимов. Для больших работ пользуются также и батареями аккумуляторов, особенно тогда, когда работа должна идти без перерыва и ночью. Провода от динамо-машин и аккумуляторов и к ваннам рассчитывают на потерю в них энергии не больше 10%. Состав медной ванны. Кислая ванна приготовляется из насыщенного раствора медного купороса, который подкисляется серной кислотой до плотности в 20° по Боме. Вследствие неодинаковой растворимости медного анода при прохождении тока сравнительно с количеством меди, выделяемой на катоде, ванна со временем ослабевает. для её восстановления к ней прибавляют время от времени углемедной соли, приготавливаемой смешением медного купороса и соды, и промыванием водой полученного зеленого осадка углемедной соли. Расстояние между анодом и катодом в ванне делают обычно в 15 сантиметров. при этом вольтметр должен давать показания от 0,5 до 1,75 вольт, амперметр должен давать показания, соответствующие данной плотности тока, которая для приведенной ванны может изменяться в пределах от 2,5 до 4 ампер на 1 кв. дециметр. Для плоских предметов, каковыми являются клише, расстояние между электродами уменьшают до 5 сантиметров, а плотность тока до 1,1. Для самых тонких рельефов, как, например, для изготовления картографических клише, плотность тока уменьшают до 0,85. Указанная кислая ванна не годится для осаждения меди на чугун, сталь, железо и цинк. в этом случае употребляется синеродистая медная ванна, приготавливаемая следующим образом: в 100 литрах воды растворяют порошок уксусномедной соли (яри-медянки) и смешивают с 2 кг соды в 2 кг кислой сернонатровой соли. затем прибавляют 2,5 кг синеродистого калия (98%). Исправления обедневшей ванны достигают прибавлением синеродистой меди (в 51 литре воды 1 кг синеродистой меди и 1,5 кг синеродистого калия). Плотность тока 0,4. Разность потенциалов у зажимов ванны должна быть в пределах от 2,54 + 0,048L до 3,4 + 0,121L вольт, где L есть расстояние между электродами ванны в сантиметрах. Гальванопластические изделия после вынимания из ванны ополаскиваются несколько раз водой, затем спиртом и высушиваются в горячих древесных опилках. Для заливания с обратной стороны очень тонких изделий употребляют сплав из 12 частей свинца, 1 части олова и 1 части сурьмы, смазав предварительно обратную сторону, на которую выливается сплав, раствором хлористого цинка в смеси с нашатырем. Для покрывании металлических изделий другими металлами (гальваностегия) изделия эти предварительно подготавливают удалением с их поверхности жира и окислов. Предметы из меди и её сплавов нагреваются до темно-красного каления и очищаются в кислых растворах, состав которых приводится ниже. Очень тонкие изделия и те, которые опасно нагревать, очищают от жиров продолжительным кипячением в щелочах (10% раствора едкого кали или едкого натра) и в воде. Для очищения поверхности от окислов после нагревания их погружают еще горячими в 20% раствор серной кислоты и ополаскивают водой. Далее погружают в другие ванны, смотря по тому, желают ли иметь матовую поверхность или блестящую. Раствор для образования матовой поверхности: 200 частей азотной кислоты (36° по Боме), 100 частей серной кислоты (66°), 1 часть поваренной соли и от 1 до 5 частей цинкового купороса. для блестящей поверхности: азотной кислоты (36°) 100 частей, серной кислоты (66°) 100 частей и 1 часть поваренной соли. Очистка цинковых изделий от жиров и окислов производится кипячением в продолжении нескольких минут (вследствие растворения цинка) в 20° растворе едкого кали и погружением на 2 или 3 секунды в раствор: 100 частей азотной кислоты, 100 частей серной кислоты (кислоты по объему) и 1% поваренной соли. Очистка железа и чугуна производится после очищения от жира в растворе едкого кали погружением на 2 или 3 часа в слабый раствор серной кислоты (1%). Чугун и железо предварительно очищаются механическими средствами. Сталь очищается механическими способами, затем в растворе едкого калия и погружением на несколько секунд в раствор из 100 частей воды, 30 частей соляной кислоты и 10 частей серной кислоты. Серебро очищается нагреванием до темно-красного каления и погружением в 10% раствор серной кислоты. Для покрывания металлических предметов другими металлами их подвешивают на проводниках, как и при осаждении меди, на провода, соединенные с отрицательным полюсом источника электрического тока. анод же делают из того металла, которым желают покрыть предмет. Ниже приводятся рецепты ванн для различных металлов с указанием плотностей тока и должных разностей потенциалов. Никелирование. Для покрывания никелем железа, меди и сплавов меди пользуются насыщенным раствором никелевого купороса. Нейтральность раствора поддерживают, прибавляя по временам раствора водного аммиака или едкого кали до образования осадка, не растворимого в жидкости ванны. Прибавлением к ванне 0,5% борной кислоты достигается более белый тон осадка никеля. Плотность тока от 0,8 до 0,6. разность потенциалов у зажимов ванны от 2,5 до 3,5 вольт. Для маленьких предметов плотность тока 0,4. разность потенциалов 4 вольта. Для придания большей твердости осажденного никеля в состав ванны прибавляют солей кобальта (например, для клише). Аноды должны быть из чистого никеля, как, например, вальцованного. трудно производить хорошее никелирование, если никелевый анод содержит медь или железо. При никелировании необходимо с особой тщательностью очистить металлические поверхности для осаждения на них никеля. если предметы спаяны оловом, то их предварительно покрывают гальванопластически медью. Покрывание металлов железом. В некоторых случаях, как, например, для клише, необходимо бывает придать поверхности особую прочность. для этой цели покрывают их пленкой твердого железа, или, как говорят, осталивают. Для получения такого железа приготавливают ванну растворением в воде равных по весу частей железного купороса и серномагнезиальной соли (плотность 1,55). раствор насыщают до прекращения отделения газа углемагнезиальной солью. Расстояние между электродами (анодом и катодом) 4 см., плотность тока 0,019. Разность потенциалов у зажимов ванны 0,024 + 0,021 L вольт, где L расстояние между электродами в сантиметрах. Серебрение. Серебряная ванна состоит из раствора синеродистого серебра в синеродистом калии. Для приготовления её растворяют 150 гр. азотносеребряной соли в 1 литре дистиллированной воды и смешивают с раствором синеродистого калия (250 гр. синеродистого калия в 9 литрах воды), взбалтывая смесь. Анодом служит пластинка чистого серебра. Если при серебрении анод белеет, прибавляют к ванне синеродистого калия. если анод чернеет — прибавляют синеродистого или хлористого серебра. осаждение идет нормально, когда анод сохраняет при прохождении тока серый цвет и белеет лишь при прерывании тока. Раствор при работе все время приводится в движение перемешиванием. Плотность тока 0,5. Для разбавленной ванны разность потенциалов у зажимов 0,594 + 0,108 L. для крепкой 0,416 + 0,084 L вольт. Для покрывания очень тонким слоем серебра маленьких предметов с большим удобством может служить ванна-элемент, представленная на фиг. 4. Фиг. 4. Ванна для серебрения, где ток получается от действия синеродистого калия на цинк, помещенный в пористый сосуд А. Ванна содержит раствор синеродистого серебра в синеродистом калии. туда же вставляется пористый сосуд А с цинком, погруженный в 10% раствор синеродистого калия. Посеребряемые предметы металлически соединяются с цинком. По мере обеднения ванны к ней прибавляют синеродистого серебра. Золочение. Золочение производят в растворах, подогретых до 50° Ц. и имеющих следующий состав: для серебра, меди и её сплавов: кристаллической фосфорнонатровой соли 600 частей, кислой сернонатровой соли 100 частей, синеродистого калия 10 частей, хлористого золота 10 частей. для железа, стали и чугуна: фосфорнонатровой соли 500 частей, кислой сернонатровой соли 125 частей, синеродистого калия 5 частей, хлористого золота 10 частей. Фосфорнонатровую соль растворяют в 8 литрах горячей воды и смешивают с раствором хлористого золота в 1 литре воды. С другой стороны, приготавливают растворы кислой сернонатровой соли в 1 литре воды и в таком же объеме воды синеродистый калий, и все между собой смешивают. Анодом служит или золотая пластинка, или платиновая. в последнем случае ванна быстрее беднеет золотом, что исправляется прибавкой раствора синеродистого золота в синеродистом калии. При платиновом аноде изменяют тон позолоты большим или меньшим погружением её в ванну. Плотность тока 0,1. Разность потенциалов у зажимов ванны 0,421 + 0,551 L вольт. Позолота садится ровнее, если вещи помещаются в ванну амальгамированными. ртуть затем удаляют нагреванием. Платинирование. Раствор для осаждения платины приготавливается следующим образом: в 2-х литрах воды растворяют 500 гр. лимонной кислоты и к кипящему раствору прибавляют при помешивании хлороплатинат аммония, приготовленный из 75 гр. сухой хлорной платины, раствор кипятят, пока он не сделается совершенно светлым, и затем его разбавляют водой до 5 литров. Для увеличения электропроводности раствора прибавляют 20-25 гр. нашатыря. Для избежания растворения платиновых анодов раствор время от времени заменяется свежим. Медь и её сплавы могут быть прямо покрываемы платиной. Железо, сталь и другие металлы покрывают предварительно медью. Ванна во время осаждения платины должна быть нагрета от 80 до 90°. Разность потенциалов у зажимов ванны от 5-6 вольт. После прохождения тока в течение 8-10 минут предметы с осадком платины вынимаются из ванны, сушатся и полируются. Если желают получить осадок очень прочный, то после первого осаждения его полируют стальной щеткой и еще раз осаждают на него в течение 10 минут слой платины, пользуясь более слабым током. Пользуясь приведенными рецептами растворов, возможно гальванопластическим путем не только получать однородные металлические осадки, но и украшать поверхности металлов инкрустацией из других металлов. Для этой цели данную металлическую поверхность покрывают слоем мягкого лака, обнажают резцом те части, на которых должен осесть другой металл и помещают предмет в ванну с раствором соли взятого металла, как анод, т. е. соединяют его с положительным полюсом источника электрического тока, катодом служит пластинка из того же металла. При прохождении тока в местах, освобожденных от лака, образуются углубления, которые в ванне из другого металла заполняются последним, если предмет поместить уже как катод. На этом принципе основано изготовление рельефов для гальваногравюр. Применения гальванопластики в технике и в общественном быту весьма обширны и разнообразны. Гальванопластика дала возможность воспроизводить с фотографической точностью редкие экземпляры скульптуры и античных предметов. Большие исторические коллекции в музеях: Кенсингтонском в Лондоне, галло-романском в Сен-Жермене и художественном музее в Вене содержат многие редкие экземпляры, воспроизведенные гальванопластическим способом. Таким же путем изготовлены колоссальные статуи, украшающие в Петербурге Исакиевский собор, в Париже — двери церкви св. Августина и фасад Новой Оперы. Особенно распространено в технике покрывание гальванопластическим способом одних металлов другими. одна, например, гальванопластическая фирма Кристофль в Париже ежегодно осаждала около 800 пудов серебра на сумму свыше 4-х миллионов франков, не считая других работ. В настоящее время можно сказать с уверенностью, что ни один хорошо устроенный механический завод, ни одна экспедиция заготовления государственных и других ценных бумаг, покрытых гравюрами, и т. п. не обходится без своего гальванопластического отделения для заводских потребностей. В. Я. Флоренсов. Δ. .
Определение слова «Гальванопластика» по БСЭ:
Гальванопластика (от гальвано (См. Гальвано..)... и греч. plastike — ваяние)получение точных металлических копий методом электролитического осаждения металла на металлическом или неметаллическом оригинале. См. Гальванотехника.
Расскажите вашим друзьям что такое - Гальванопластика. Поделитесь этим на своей странице.
xn----7sbbh7akdldfh0ai3n.xn--p1ai
ГАЛЬВАНОПЛАСТИКА - это... Что такое ГАЛЬВАНОПЛАСТИКА?
ГАЛЬВАНОПЛАСТИКА ГАЛЬВАНОПЛАСТИКА(от гальванизм, и греч. plastice - искусство выделывать). Придуманный в 1838 г. Якоби в Петербурге способ осаждать на какой-нибудь вещи слой металла помощью электрического тока.
Словарь иностранных слов, вошедших в состав русского языка.- Чудинов А.Н., 1910.
ГАЛЬВАНОПЛАСТИКАосаждение металлических растворов на к.-н. поверхность, производимое посредством электричества; способ для серебрения, золочения и т. д. или для получения точных копий к.-н. образца. Гальв. изобрет. Якоби в 1836 г. и находит себе теперь большое применение.
Полный словарь иностранных слов, вошедших в употребление в русском языке.- Попов М., 1907.
ГАЛЬВАНОПЛАСТИКАосаждение посредством гальв. тока металлов из металлических растворов. Осаждаемый металл либо остается на предмете (при гальваническом золочении и т. п.), либо снимается с модели, образуя негатив, на котором снова осаждают металл, получая на этот раз прямой отпечаток с модели. Г. открыта 1836 академиком Якоби и теперь достигла большого совершенства.
Словарь иностранных слов, вошедших в состав русского языка.- Павленков Ф., 1907.
ГАЛЬВАНОПЛАСТИКАот слова гальванизм, и греч. plastike, искусство образовать. Осаждение металла на какую-нибудь вещь посредством электрического тока, придуманное Якоби в Петербурге, в 1838 году.
Объяснение 25000 иностранных слов, вошедших в употребление в русский язык, с означением их корней.- Михельсон А.Д., 1865.
гальванопла́стика (см. гальвано... + пластика) получение металлических копий с металлического или неметаллического оригинала путем электролиза; распространена при изготовлении типографских матриц, грампластинок и т. д.Новый словарь иностранных слов.- by EdwART, , 2009.
гальванопластика[соб. + пластика] – 1) получение путём электролиза металлических копий (оболочек) с восковых фигур, тканей, насекомых, листьев и т. п.; при гальванопластике происходит осаждение металла из раствора его соли; 2) изготовление по тому же способу копий с печатных форм (галъваностереотип)
Большой словарь иностранных слов.- Издательство «ИДДК», 2007.
гальванопластика и, мн. нет, ж. ( гальвано... + пластика). тех., полигр. Разновидность гальванотехники: получение металлических копий с металлического или неметаллического оригинала путем электролиза. || Ср. гальваностегия.Толковый словарь иностранных слов Л. П. Крысина.- М: Русский язык, 1998.
.
Синонимы:- МУЛЬТИПЛИКАТОР
- ГАЛЬВАНОПУНКТУРА
Смотреть что такое "ГАЛЬВАНОПЛАСТИКА" в других словарях:
гальванопластика — гальванопластика … Орфографический словарь-справочник
ГАЛЬВАНОПЛАСТИКА — • ГАЛЬВАНОПЛАСТИКА, изготовление металлических предметов путем заполнения металлом формы посредством ЭЛЕКТРОЛИЗА. Этот процесс применяется, например, при изготовлении форм для виниловых пластинок звукозаписи, поскольку осаждение металла… … Научно-технический энциклопедический словарь
гальванопластика — электротипия Словарь русских синонимов. гальванопластика сущ., кол во синонимов: 3 • гальваностегия (4) • … Словарь синонимов
ГАЛЬВАНОПЛАСТИКА — (от гальвано... и греч. plastike ваяние) получение точных металлических копий методом электролитического осаждения металла на металлическом или неметаллическом оригинале. Раздел гальванотехники … Большой Энциклопедический словарь
ГАЛЬВАНОПЛАСТИКА — ГАЛЬВАНОПЛАСТИКА, гальванопластики, мн. нет, жен. (тех.). Способ покрывания предметов тонким металлическим слоем посредством электролиза, употр. для получения отпечатков, копий. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
гальванопластика — и, ж. galvanoplastique. В гальванотехнике получение металлических копий с металлического или неметаллического оригинала методом электролиза. БАС 2. . Электротипическая метода Якоби ежедневно идет вперед и улучшается... обилие материлаов… … Исторический словарь галлицизмов русского языка
гальванопластика — Формообразование из жидкого материала при помощи осаждения металла из раствора под действием электрического тока. [ГОСТ 3.1109 82] Тематики технологические процессы в целом EN galvanoplastics DE Galvanoplastik FR galvanoplastie … Справочник технического переводчика
ГАЛЬВАНОПЛАСТИКА — получение толстого слоя металлических осаждений на поверхности какого либо предмета с целью воспроизведения точных форм последнего посредством электролитического осаждения металлов из водных растворов (чаще всего осаждают медь, реже никель,… … Большая политехническая энциклопедия
Гальванопластика — Г. заключается в процессе получения металлических осадков желаемого вида и формы посредством электрического тока, через разложение им металлических растворов. Г. преследует две цели: 1) получение точных металлических копий с медалей, барельефов,… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
гальванопластика — и; ж. [от сл. гальвано... и греч. plastos вылепленный]. В гальванотехнике: получение металлических копий с металлического или неметаллического оригинала методом электролиза. ◁ Гальванопластический, ая, ое. Г. снимок. * * * гальванопластика (от… … Энциклопедический словарь
dic.academic.ru
Гальванопластика
 Гальванопластика – технология получения точных металлических копий, путем осаждения металла на модели, которые после окончания процесса отделяются. Точность рабочих размеров и шероховатостей поверхности, получаемых гальванопластических копий, всецело зависят от точности размеров и шероховатости поверхности самой модели, на которую происходит осаждение металла.
Гальванопластика – технология получения точных металлических копий, путем осаждения металла на модели, которые после окончания процесса отделяются. Точность рабочих размеров и шероховатостей поверхности, получаемых гальванопластических копий, всецело зависят от точности размеров и шероховатости поверхности самой модели, на которую происходит осаждение металла.
Важную роль в процессе гальванопластического формирования изделия играет подготовка поверхности используемой формы, и создание на ней токопроводящего слоя.
Перед нанесением токопроводящего слоя, поверхность модели должна быть тщательно вымыта и обезжирена.
Нанесение токопроводящего слоя.
Существует несколько разновидностей токопроводящих слоев, каждый из них имеет свои преимущества и недостатки. Выбор токопроводящего слоя зависит от ряда факторов, и, прежде всего, от материала модели.
Для моделей из эластомеров (каучуки, резины и др.) чаще всего используется коллоидный графит. Поверхность предварительно обрабатывают (протирают) ацетоном или спиртом, высушивают. Графит наносят мягкой кисточкой на поверхность модели, до тех пор, пока слой не будет выглядеть равномерным и однотонным. Излишки графита сдувают, после чего поверхность модели промывают водой. Данный метод рекомендуется использовать в том случае, когда есть возможность проникнуть кистью во все полости матрицы и равномерно нанести слой графита.
Для моделей с более сложным рельефом поверхности, рекомендуется наносить токопроводящую пленку из серебра. Для этого модель обезжиривают, промывают и погружают на 5-10 мин в раствор сенсибилизации.
Состав раствора сенсибилизации:
| Состав электролита и рабочий параметр процесса | Количество отдельных реагентов и данные параметра процесса |
| Олово двухлористое (SnCl2), г/л | 10-30 |
| Соляная кислота (HCl), мл/л | 2-10 |
| Температура, 0С | 18-25 |
После обработке в растворе сенсибилизации следует тщательная промывка модели в холодной воде, в результате чего, происходит гидролиз двухлористого олова с образованием на ее поверхности малорастворимых соединений.
После сенсибилизации проводится процесс химического серебрения из следующих растворов:
А.
|
Серебро азотнокислое (AgNO3), г/л |
4 |
Б.
| Пирогаллол (C6H6O3), г/л | 3,5 |
| Лимонная кислота (C6H8O7), г/л | 4 |
Данные растворы должны быть приготовлены в отдельных емкостях, охлаждены до температуры 8-120С, и затем, непосредственно перед серебрением, при перемешивании, раствор «Б» вливают в раствор «А», по следующей технологии:
Металлизируемую модель опускают в емкость и льют на нее одновременно раствор «А» и дистиллированную воду. После этого, в емкость вливают раствор «Б». Раствор «А», раствор «Б» и дистиллированная вода берут в соотношении 1:1:1. Операцию необходимо повторить 2 раза.
Далее модель, с нанесенным токопроводящим слоем, погружают в сернокислую ванну меднения для нанесения на нее затягивающего слоя меди.
Для моделей, выполненных из диэлектриков, как правило, используется способ химического нанесения токопроводящего слоя. Модель предварительно тщательно обезжиривается, причем отдельно внимание уделяется такому параметру как «смачиваемость» поверхности.
Ранее часто применялись раздельные растворы для сенсибилизации и активации поверхности диэлектрика, но в настоящее время, в основном используются растворы «смешанного» типа, в которых одновременно происходит и сенсибилизация, и активация поверхности.
Состав раствора и режим работы:
| Состав электролита(г/л) и режим работы | Смешанный раствор сенсибилизации |
| Двухлористый палладий (PtCl2) | 0,5-1 |
| Двухлористое олово (SnCl2) | 40-45 |
| Соляная кислота (HCl) | 70-75 |
| Калий хлористый (KCl) | 140-150 |
| Температура, 0С | 15-25 |
 После обработки в «смешанном» растворе сенсибилизации и активации модель необходимо тщательно промыть в холодной воде, это необходимо для образования на поверхности модели пленки из коллоидного палладия.
После обработки в «смешанном» растворе сенсибилизации и активации модель необходимо тщательно промыть в холодной воде, это необходимо для образования на поверхности модели пленки из коллоидного палладия.
Далее на поверхность наноситься слой химической меди, и модель можно завешивать в сернокислую ванну меднения для дальнейшей металлизации.
Нанесение полупроводниковых пленок.
Сущность этого метода состоит в операции адсорбции неорганических веществ поверхностью полимера и преобразование их в кисло растворимые соединения под действием сульфирующих агентов.
Рассмотрим нанесение токопроводящих пленок на основе сульфида свинца и меди.
Нанесение сульфида свинца осуществляется из раствора следующего состава:
| Состав электролита(г/л) и режим работы | Раствор горячего сульфидирования |
| Свинец азотнокислый (PbNO3), конц., мл/л | 50 |
| Калий едкое (KOH) | 4-5 |
| Тиомочевина (CS(Nh3)2), конц., мл/л | 30 |
| Температура, 0С | 45-60 |
| Время процесса, мин | 20-30 |
После нанесения пленки из сульфида свинца модель необходимо промыть в горячей проточной воде. При наличии не прокрытых мест операцию необходимо повторить.
Недостатком этого способа является повышенная температура, затрудняющая работу с некоторыми видами диэлектриков, или с моделями, размер которых является точно заданным. Так же к недостаткам можно отнести тот факт, что данный раствор является по сути одноразовым.
Нанесение токопроводящего слоя сульфида меди.
Преимуществами данного способа перед вышеописанным является небольшое время продолжительности процесса и сравнительно высокая стабильность применяемых растворов. Технология нанесения сульфида меди заключается в последовательной обработке поверхности раствором соли металла, водой и раствором сульфидирующего агента. Адсорбция на поверхности продуктов гидролиза соли металла происходит на стадии промывки водой.
Технология нанесения токопроводящей пленки сульфида меди
1. Сорбция в растворе:
| Состав электролита(г/л) и режим работы | Сорбционный раствор |
| Медь сернокислая (CuSO4) | 10-100 |
| Цинк сернокислый (ZnSO4) | 50-100 |
| Аммиак водный (Nh5OH), мл/л | 150-200 |
| pH раствора | 8,5-9,5 |
| Температура, 0С | 18-25 |
| Время процесса, мин | 0,5-1 |
2. Гидролиз в воде, в течении 5-10 сек (0,1-0,2 мин).
3. Сульфидирование в растворе:
| Состав электролита и режим работы | Раствор сульфидирования |
| Сульфид натрия (г/л) | 10-50 |
| Температура, 0С | 18-25 |
| Время процесса, мин | 0,1-0,5 |
4. Промывка в воде в течение 0,1-0,5 мин.
Модель или деталь проходит выше описанные стадии несколько раз, до тех пор, пока на ней не появится коричневая пленка. Когда пленка станет равномерной по всей площади детали, процесс можно прекращать и приступать к затяжке поверхности медью или никелем.
Нанесение гальванических осадков.
 После нанесения токопроводящего слоя на модель, необходимо провести операцию «затяжки» или нанесения первичного покрытия.
После нанесения токопроводящего слоя на модель, необходимо провести операцию «затяжки» или нанесения первичного покрытия.
Затяжку производят при низких плотностях тока, что обеспечивает эластичность осаждаемого металлического покрытия. Затяжку осуществляют в разбавленных сернокислых электролитах меднения.
Состав электролита “затягивающая медь” и режим работы:
| Состав электролита(г/л) и режим работы | Разбавленный электролит меднения |
| Медь сернокислая | 140-160 |
| Кислота серная | 10-15 |
| Спирт этиловый, мл/л | 20-30 |
| Температура, 0С | 18-25 |
| Время процесса, мин | 15-30 |
Модель завешивается в ванну под током. Необходимо следить за тем, что бы при завешивании в углубленных местах, полостях модели не оставалось пузырьков воздуха, иначе там останутся не прокрытые участки.
После осаждения “затягивающего” слоя меди модель переносят в ванну для наращивания более толстого “рабочего” слоя меди, никеля или железа.
Электролиты для нанесения “рабочего” слоя металлопокрытия и режимы работы.
Состав и режим работы:
| Состав электролита(г/л) и режим работы | Электролит №1 | Электролит №2 | Электролит №3 | Электролит №4 |
| Никель сернокислый | 170 | 240 | 140-160 | 360 |
| Никель хлористый | - | 45 | - | - |
| Борная кислота | - | 30 | 20-30 | 30 |
| Натрий хлористый | 40 | - | - | 40 |
| Натрий уксуснокислый | 50 | - | - | - |
| Уксусная кислота, 80% | 1 | - | - | - |
| Магний сернокислый | - | - | 25-30 | - |
| Натрий сернокислый | - | - | 180-200 | - |
| Калий хлористый | - | - | 5-10 | - |
| Натрий фтористый | - | - | - | 15 |
| Катодная плотность тока, А/дм2 | 4-8 | 5-10 | 0,5-0,8 | 1,5 |
| Температура, 0С | 70-72 | 50-60 | 36-38 | 40 |
| pH | - | - | 5.6-5.8 | 5.6 |
Электролиты для нанесения “рабочего” слоя меди.
Состав и режим работы:
| Состав электролита(г/л) и режим работы | Электролит №1 | Электролит №2 | Электролит №3 |
| Медь сульфаминовокислая | 240-260 | 200 | 200 |
| Кислота серная | 60-70 | 50 | 30 |
| Антрацен сульфированный | 0,2 | - | - |
| Температура, 0С | 37-39 | 25-38 | 18-20 |
| Катодная плотность тока, А/дм2 | 4-10 | 2-5 | 1-3 |
| Перемешивание | + | + | - |
| Фильтрация | Периодическая | Периодическая | Периодическая |
Для нанесения толстых слоев железа, используются сернокислые и хлористые электролиты железнения.
Сернокислые электролиты для нанесения “рабочего” слоя железа.
Состав и режим работы:
| Состав электролита(г/л) и режим работы | Электролит №1 | Электролит №2 | Электролит №3 | Электролит №4 |
| Железо сернокислое | 180-200 | 400 | 350 | 120 |
| Магний сернокислый | 40 | - | 250 | 20-25 |
| Натрий двууглеродистый | 25-30 | - | - | 5-10 |
| Натрий хлористый | - | 200 | - | - |
| Катодная плотность тока, А/дм2 | 0,1-0,15 | 10-20 | 10-20 | 3-4 |
| Температура, 0С | 18-20 | 90-100 | 102 | 75-80 |
Хлористые электролиты железнения.
Состав и режим работы:
| Состав электролита(г/л) и режим работы | Электролит №1 | Электролит №2 | Электролит №3 | Электролит №4 |
| Железо хлористое | 450 | 500 | 500 | 700-800 |
| Кальций хлористый | 500 | 150 | - | - |
| Натрий хлористый | - | - | 950 | 9 |
| Соляная кислота | 0,2-0,5 | 3-4 | 2-3 | 3-4 |
| Катодная плотность тока, А/дм2 | 10-20 | 20 | 10-25 | 10-20 |
| Температура, 0С | 90-100 | 106 | 95-100 | 100-105 |
В декоративной гальванопластике процессы железнения почти не используются, т.к. это больше прерогатива промышленных производств, при изготовлении матриц или пресс форм. В декоративной гальванопластике чаще всего используются электролиты меднения и реже электролиты никелирования, с последующим нанесением на полученную медную или никелевую модель изделия тонкого слоя серебра или золота, либо иной другой способ придания модели или изделию товарного вида. Гальванопластика является достаточно трудоемким процессом и требует постоянного контроля при проведении такого вида работ. Процессы гальванопластического осаждения толстых слоев могут быть достаточно длительными по времени, в зависимости от необходимой толщины осаждаемого слоя, и могут длиться от нескольких часов до нескольких недель.
impgold.ru
гальванопластика: ХУДОЖЕСТВЕННАЯ ГАЛЬВАНОПЛАСТИКА
ГАЛЬВАНОПЛАСТИКА:НОВЫЕ ОБЬЕКТЫ РЕПРОДУЦИРОВАНИЯВ ДЕКОРАТИВНО-ПРИКЛАДНОМ ИСКУССТВЕНастоящее сообщение не рассчитано на любителей меднения жучков-паучков, копиистов орденов, небольших рельефов, медальонов и пр., делающих это как хобби дома и пытающихся сбыть эту мелочь по бросовой цене. Автор хочет поделиться своими мыслями на основании 25-летнего опыта работы в области художественной гальванопластики.Также остаётся в стороне дискуссия о промышленной гальванопластике – изготовление деталей сложного профиля специального назначения.
Место гальванопластики в изготовлении предметов декоративно-прикладного искусства
Попытаемся ответить на вопрос, в каком случае покупатель предпочтёт гальваноизделие, а не бронзовую отливку? Как и всё, это может быть только в двух случаях: когда выше качество и ниже цена.В сравнении с литьём по выплавляемой модели гальванопластика имеет следующие достоинства, которыми следует воспользоваться при выборе объекта массового репродуцирования.
поверхность медной репродукции идеально, до мельчайших деталей вплоть до отпечатков пальцев совпадает с оригиналом. Это позволяет делать неотличимые от оригинала медные декоративные изделия с поверхностью, например, коры дерева, выделанной кожи, неструганных досок, камней, покрытых мхом и пр. Отметьте, ни один из известных методов репродуцирования не даёт таких впечетляющих результатов.
Ещё одно важное условие: изделие дожно иметь не только функцию, но и отличаться по своим художественным достоинствам от традиционно делаемых методом выколотки из медных листов. В этом случае отсекаются все конкуренты с дешёвой массовой продукцией – Мексика, Китай, Индия и пр.
Производство мелких серий гальваноизделий при отсутствии сборки (подгонки частей и их пайки) менее трудоёмкий процесс, чем бронзовое литьё по выплавляемой модели. К тому же гальваноизделие всегда легче бронзовой отливки. Поэтому себестоимость таких гальваноизделий значительно (в разы!) ниже бронзовых.
Таким образом, необходимо искать предметы, постоянно нужные людям, сделать из них изделия декоративно-прикладного искусства и запустить в производство гальваническим методом.
Именно эта задача является предметом дальнейшего рассмотрения.Итак, обозначим сначала, какие изделия, сделанные гальванопластикой, уже имеют устойчивый спрос и проанализируем, почему это так.
Работа с художниками - изготовление объёмной скульптуры
Считается, что заработок мастера гальванопластики зависит от объёма заказов, их сложности, квалификации и известности. Всё это так, если вы работаете на художников-скульпторов и кормитесь из их рук.На мой взгляд, мастера, делающие 3-х мерные обьёмные скульптуры, совершают ошибку - это очень трудная низкооплачиваемая работа высочайшей квалификации: мастер гальванопластики тратит больше времени, чем литейщики, но за меньшие деньги. В месяц он может сделать максимум две средних размеров круглые скульптуры в двух экземплярах, т.е. четыре изделия, да и заказчику-скульптору, как правило, больше не нужно. Чтобы было выгодно мастеру делать, каждое гальваноизделие должно стоить ок. 1000 долларов. Думаю, что никто из заказчиков таких денег мастеру не заплатит. Отметьте, художник, заказчик гальваноскульптуры, обычно небогатый человек, который не может заплатить литейщикам ок. 50 евро за кг бронзового литья. Несмотзя на все хвалебные речи, именно поэтому он вынужден обращаться к специалистам по гальванопластике.По эксплуатационным характеристикам гальваноскульптура при идеальной поверхности всё-таки хуже, чем бронзовое литьё по выплавляемой восковой модели. Почему? Скульптура всегда паяная, неоднородной толщины и с ней нужно обращаться бережно как с хрустальной вазой. Кроме того, художник-скульптор практически лишён возможности проработки скульптуры в металле из-за возможности легко сделать дырку, вмятину или протереть до олова.Если любознательный читатель захочет знать подробности, я охотно отвечу, т.к. за долгие годы работы сделал несколько сотен круглых скульптур.Однако, сказанное выше к рельефам относится не в полной мере. Отливать из бронзы рельефы литейщики не любят (усадка, непролив, продольная деформация). В связи с этим средняя толщина большого бронзового рельефа не может быть меньше 0,5 см. Оцените опасность, которую представляет такая махина, висящая на хилой стене. Медные гальванорельефы имеют преимущества перед отлитыми из бронзы только в одном случае - если они сделаны для интерьера. Однако, рельефы заказывают художникам редко, в одном-двух экземплярах, и это не может служить постоянным заработком для мастера гальванопластики.
Теперь напомню любознательному читателю два успешных проекта с использованием гальванопластики, уже дающих устойчивые заработки.
Изготовление гербов и знаков
Отметьте, каждый чиновник в госучреждении хочет сидеть под гербом. Это бюджетные деньги, т.е. наши с вами, и он за это не платит. Кроме того, есть разбогатевшие, которые выдумывают себе родословные и фамильные гербы. Далее дело техники: скульптор не самой высокой квалификации, нанятый мастером (не наоборот!), подкладывает рисунок герба в натуральную велечину под стекло и пластилином делает неглубокий рельеф, старательно избегая и сглаживая выступающие острые углы. Впадины при лепке могут быть любые. Здесь я не буду описывать дальнейшую технику репродуцирования, в результате которой получается медный патинированный рельеф.
Багетное производство
На мой взгляд, это устойчивый бизнес, который со временем может только расширяться. Дело в том, что обыватель, имея весьма слабые представления о художественных достоинствах картины как произведения искусства в первую очередь обращает внимание и покупает её обрамление – красивую рамку, багет. Думаю, что малоинтересные с точки зрения искусства картины и копии, заделанные в багет эпохи ренессанса, всегда найдут покупателя. Однако, делать багет сложного профиля с применением гальванопдластики - технически трудная, но выполнимая задача. Для начала нужно где-то найти и скопировать с помощью силиконового каучука кусок старого багета. Что делать дальше – я мог бы подробно описать в следующих сообщениях.
Теперь перехожу к главному: какие предметы декоративно-прикладного искусства следует делать методом гальванопластики, чтобы успешно продавать их.
Гальванопроизводство медных цветочных горшков и вазонов
Проект «Изготовление гербов и знаков», по-видимому, имеет эффектное продолжение, которое ещё никем неосвоено: гербы и вензили в более мелком и подогнанном виде можно крепить к вазонам, кадкам устанавливаемым в холлах госучереждений и других присутственных местах, начиная с Госдумы.
Более интересный вариант – сделать гальванопроизводство медных больших цветочных горшков (вазонов) и крепить к ним гербы городов или просто продавать населению. Такая технология производства бесшовных медных контейнеров методом гальванопластики из вторсырья мною разработтана. В технологии есть несколько нестандартных инженерных решений.
Я живу в США. К сожалению, ни одному американцу не приходит в голову сидеть под гербом или покупать горшок с вензелем. Однако, производством медных цветочных горшков я устойчиво зарабатывал в течение нескольких лет. Я производил и главное продавал среднему классу американцев более 20 крупных (до 100л) и мелких цветочных горшков в месяц. Отметьте, декоративные горшки и вазоны не входят в предметы первой необходимости и для прагматичного американца - это роскошь. Он всегда может купить пластиковый в в 5-10 раз дешевле.
Производство мебели с меднымирельефными вставками
Эту идею я не проверял на практике, но она как бы лежит на поверхности.В США ок. 40 компаний-гигантов репродуцируют домашнюю и кухонную мебель по образцам 18-19 веков. Некоторые европейские изделия тех веков (спинки дорогих кроватей, диванов, шкафов и т.п.) инкрустированы бронзовыми врезками–рельефами на темы библейских сюжетов и античной мифологии. Рельеф вставляется в специально заготовленное углубление, например, спинки кровати, края драпируются как у фотографии – рамкой под стиль мебели. Это необычайно красиво. Бесспорно, дерево и металл хорошо дополняют друг друга.Полагаю, что дополнительными металлическими вставками можно из обычного гарнитура сделать элитный. Например, кроме библейских сюжетов, все дверцы кухонного гарнитура могут быть снабжены вмонтированными заподлицо медными патинированными медальонами Ф. Толстого, гербами городов и пр. Такое решение, на мой вгляд, расширяет возможности производителя мебели как по номенклатуре (вставки с различными сюжетами для одних и тех же предметов), так и по цене.Ищите интерьерщиков, дизайнеров и мебельщиков, делающих мебель на заказ! Гипсовые рельефы вы найдёте и сделаете их из меди легко.
Производство бытовых раковин и моек
Раковины в ванной, баре и мойка в кухне - это предмет первой необходимости. Они нужны всегда и всем при всех режимах. Рынок медных раковин огромен. Исстари их производят выколоткой в Мексике и поставляют в США и Европу. Сейчас на рынке медных раковин закрепились ещё Китай, Индия и др. страны Востока. В России этого рынка нет. По сути, производство медных элитных раковин для мастеров гальванопластики это Клондайк с ещё нетронутыми золотыми залежами.Однако, выколоченные раковины стандартны, ок. 1мм толщиной и художественных достоинств не имеют. Я нашёл в Интернете только две студии, производящие художественные бронзовые раковины и один завод (Elite), отливающий обычные раковины в бронзе. Цены – внушительные, до 4-5тыс. долларов за единицу, вес – 20-30кг.
За прошедшие 2 года я разработал технологию производства бесшовных медных раковин из вторсырья и продал ок. 400 изделий. Технология имеет 2-3 нестандартных решения. Посмотрите, например, фотографии: вы наверняка не видели такой патины.Привожу некоторые отзывы американских покупателей на мою продукцию:
Раковина выглядет фантастически. Это лучше, чем я мог себе представитьЭта раковина из области прикладного искуссва. Непревзойденное качество!Превосходные раковины и мастер!!!Эффектный предмет прикладного искусстваВеликолепные раковины! Я определённо буду преобретать ещёАбсолютно великолепно! Изделия толще и прочнее, чем другие медные раковины, которые я виделВеликолепные раковины! Их можно использовать без всякого сомненияПрекрасно, уникальные раковины при скромной ценеНевероятная раковина! Лучше, чем описано - изумительная патина. Рад, что я купил её!!Раковина полностью соответствует описанию. Прекрасный финишВ противоположность большинству уникальная раковинаРаковина в действительности лучше, чем на рисунках. Прекрасный продукт при умеренной ценеФантастическое внимание к деталям! Подленное искусство, обьединённое с функциональностьюОчень хорошо сделано. Запомните этого художникаВыдающийся мастер! Прекрасная тяжёлая медная раковина при скромной ценеНаиболее прекрасная раковина, которую я когда-либо виделФантастика! Это то, о чём я мечтал, и даже лучшеЯ получил отличного качества современную модерновую раковинуВеликолепная медная раковина. Уникальная и тяжелая. Отличный и необычный финишВеликолепная тяжелая медная раковина с прекрасным уникальным финишемЯ очень рад, раковина совершеннаПотрясающая раковина. Очень рекомендую этого мастераОшеломляющая работа прикладного исскусства.Это самая красивая раковина, которую я когда либо виделОтличные раковины. Я видел похожие по $500 в магазине сантехникиВеликолепная раковина при скромной цене! Каждый, кто увидит такую раковину захочет её купитьВеликолепно! Абсолютно прекрасная раковина. Отличная идея использования вторсырья меди в производствеТяжёлая прочная раковина, отлично выглядитАбсолютно совершенная раковина. Отлично, что используется вторсырьёВысочайшее качество раковины. СпасибоЯ уже приобрёл примерно 12 раковин от Сергея. Качество выдающееся!!Выдающийся мастер!Высочайшее качество при невысокой ценеОтличная раковина. Меня восхитили её детали. Великолепная работа.Уникальная и отлично выполненная работа в прикладном искусстве.
Однако, не всё так хорошо, как хотелось бы. Мои раковины имеют традицонную функциональную форму и отличаются от выколоченных только необычным патинированием и весом. Так, вес моих раковин для ванной не менее 5-6кг. Гальваноизделия примерно вдвое тяжелее, чем мексиканские. Это существенно, так как в США медное вторсыроё сейчас стоит 9 долл. за кг, и цена медленно продолжает расти.Я продавал свою продукцию на международном аукционе EВay, где моими конкурентами были раковины из Мексики. По мексиканским ценам (до 200 долларов за единицу) я продавал всё, что делал, сразу, даже была небольшая очередь. Как только я повышал цену, продажа шла вяло.Я один обслуживал 10 ванн, делал все работы сам и, главное, продавал ок. 20 раковин ежемесячно. Однако, в США бизнес считается успешным, если один рабочий-производитель вырабатывает минимум 500-600 долларов в сутки.Из-за повышения цен на медь и бензин (сейчас 1 доллар за литр) производить и продовать гальванораковины, не имеющие художественных достоиств, в США стало невыгодно. Я остановил производство и сложил основное оборудование на склад. Производство можно развернуть где угодно в течение 2-3 недель.
Итак, какие конструкции раковин, имеющих несомненные художественные достоинства, выгодно делать методом бесшовной гальванопластики, невозможно выколотить, а только отлить из бронзы?У меня есть чёткие представления о 4-5 моделях, которые выгодно делать, но один я уже работать не могу. Ищу партнёров...
Торопитесь с вопросами и предложениями, дорогой читатель.
Сергей Львович ДавыдовDavyco LtdCleveland, Ohio, USAEmail [email protected]
11 августа 2008г.
coppersink.blogspot.com
Гальванопластика - это... Что такое Гальванопластика?
ГальванопластикаWikimedia Foundation. 2010.
Синонимы:- Гальвано делла Вольпе
- Гальваностегия
Смотреть что такое "Гальванопластика" в других словарях:
гальванопластика — гальванопластика … Орфографический словарь-справочник
ГАЛЬВАНОПЛАСТИКА — (от гальванизм, и греч. plastice искусство выделывать). Придуманный в 1838 г. Якоби в Петербурге способ осаждать на какой нибудь вещи слой металла помощью электрического тока. Словарь иностранных слов, вошедших в состав русского языка. Чудинов… … Словарь иностранных слов русского языка
ГАЛЬВАНОПЛАСТИКА — • ГАЛЬВАНОПЛАСТИКА, изготовление металлических предметов путем заполнения металлом формы посредством ЭЛЕКТРОЛИЗА. Этот процесс применяется, например, при изготовлении форм для виниловых пластинок звукозаписи, поскольку осаждение металла… … Научно-технический энциклопедический словарь
гальванопластика — электротипия Словарь русских синонимов. гальванопластика сущ., кол во синонимов: 3 • гальваностегия (4) • … Словарь синонимов
ГАЛЬВАНОПЛАСТИКА — (от гальвано... и греч. plastike ваяние) получение точных металлических копий методом электролитического осаждения металла на металлическом или неметаллическом оригинале. Раздел гальванотехники … Большой Энциклопедический словарь
ГАЛЬВАНОПЛАСТИКА — ГАЛЬВАНОПЛАСТИКА, гальванопластики, мн. нет, жен. (тех.). Способ покрывания предметов тонким металлическим слоем посредством электролиза, употр. для получения отпечатков, копий. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
гальванопластика — и, ж. galvanoplastique. В гальванотехнике получение металлических копий с металлического или неметаллического оригинала методом электролиза. БАС 2. . Электротипическая метода Якоби ежедневно идет вперед и улучшается... обилие материлаов… … Исторический словарь галлицизмов русского языка
гальванопластика — Формообразование из жидкого материала при помощи осаждения металла из раствора под действием электрического тока. [ГОСТ 3.1109 82] Тематики технологические процессы в целом EN galvanoplastics DE Galvanoplastik FR galvanoplastie … Справочник технического переводчика
ГАЛЬВАНОПЛАСТИКА — получение толстого слоя металлических осаждений на поверхности какого либо предмета с целью воспроизведения точных форм последнего посредством электролитического осаждения металлов из водных растворов (чаще всего осаждают медь, реже никель,… … Большая политехническая энциклопедия
Гальванопластика — Г. заключается в процессе получения металлических осадков желаемого вида и формы посредством электрического тока, через разложение им металлических растворов. Г. преследует две цели: 1) получение точных металлических копий с медалей, барельефов,… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
гальванопластика — и; ж. [от сл. гальвано... и греч. plastos вылепленный]. В гальванотехнике: получение металлических копий с металлического или неметаллического оригинала методом электролиза. ◁ Гальванопластический, ая, ое. Г. снимок. * * * гальванопластика (от… … Энциклопедический словарь
dic.academic.ru
ГАЛЬВАНОПЛАСТИКА - это... Что такое ГАЛЬВАНОПЛАСТИКА?
ГАЛЬВАНОПЛАСТИКА• ГАЛЬВАНОПЛАСТИКА, изготовление металлических предметов путем заполнения металлом формы посредством ЭЛЕКТРОЛИЗА. Этот процесс применяется, например, при изготовлении форм для виниловых пластинок звукозаписи, поскольку осаждение металла обеспечивает максимальную точность формы, а это дает впоследствии правильное воспроизведение звука при проигрывании.
• ГАЛЬВАНОПЛАСТИКА, нанесение металлического или иного покрытия на предмет, который служит в качестве КАТОДА в электролитическом элементе. Положительные ионы из ЭЛЕКТРОЛИТА притягиваются к катоду и осаждаются в виде слоя металла. Этот процесс применяют для создания покрытий, защищающих от коррозии или декоративных (примеры: хромированные детали технических устройств, посеребренная столовая посуда).
Научно-технический энциклопедический словарь.
Синонимы:- ГАЛЬВАНОМЕТР
- ГАЛЬВАНОПОКРЫТИЕ
Смотреть что такое "ГАЛЬВАНОПЛАСТИКА" в других словарях:
гальванопластика — гальванопластика … Орфографический словарь-справочник
ГАЛЬВАНОПЛАСТИКА — (от гальванизм, и греч. plastice искусство выделывать). Придуманный в 1838 г. Якоби в Петербурге способ осаждать на какой нибудь вещи слой металла помощью электрического тока. Словарь иностранных слов, вошедших в состав русского языка. Чудинов… … Словарь иностранных слов русского языка
гальванопластика — электротипия Словарь русских синонимов. гальванопластика сущ., кол во синонимов: 3 • гальваностегия (4) • … Словарь синонимов
ГАЛЬВАНОПЛАСТИКА — (от гальвано... и греч. plastike ваяние) получение точных металлических копий методом электролитического осаждения металла на металлическом или неметаллическом оригинале. Раздел гальванотехники … Большой Энциклопедический словарь
ГАЛЬВАНОПЛАСТИКА — ГАЛЬВАНОПЛАСТИКА, гальванопластики, мн. нет, жен. (тех.). Способ покрывания предметов тонким металлическим слоем посредством электролиза, употр. для получения отпечатков, копий. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
гальванопластика — и, ж. galvanoplastique. В гальванотехнике получение металлических копий с металлического или неметаллического оригинала методом электролиза. БАС 2. . Электротипическая метода Якоби ежедневно идет вперед и улучшается... обилие материлаов… … Исторический словарь галлицизмов русского языка
гальванопластика — Формообразование из жидкого материала при помощи осаждения металла из раствора под действием электрического тока. [ГОСТ 3.1109 82] Тематики технологические процессы в целом EN galvanoplastics DE Galvanoplastik FR galvanoplastie … Справочник технического переводчика
ГАЛЬВАНОПЛАСТИКА — получение толстого слоя металлических осаждений на поверхности какого либо предмета с целью воспроизведения точных форм последнего посредством электролитического осаждения металлов из водных растворов (чаще всего осаждают медь, реже никель,… … Большая политехническая энциклопедия
Гальванопластика — Г. заключается в процессе получения металлических осадков желаемого вида и формы посредством электрического тока, через разложение им металлических растворов. Г. преследует две цели: 1) получение точных металлических копий с медалей, барельефов,… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
гальванопластика — и; ж. [от сл. гальвано... и греч. plastos вылепленный]. В гальванотехнике: получение металлических копий с металлического или неметаллического оригинала методом электролиза. ◁ Гальванопластический, ая, ое. Г. снимок. * * * гальванопластика (от… … Энциклопедический словарь
dic.academic.ru