Содержание
Радиус гиба листового металла — минимальные значения и особенности технологии
Александр Шишков
Консультант СМЦ центра «УПТК-65»
Время чтения: 10 минут
Радиус гиба листового металла — минимальные значения и особенности
технологии
Гибка является одной из основных технологических операций, которые выполняются при работе с
листовым металлопрокатом. В результате гибки металла плоская заготовка становится объемной.
Гибка позволяет придавать заготовкам нужную форму без резки и сварки. Требуемого результата
удается добиться за счет деформации листа: при гибке внутренний слой материала сжимается, а
наружный растягивается. При правильном выборе режимов обработки удается
получить детали с высокой точностью форм и размеров, без механических повреждений.
Современное оборудование позволяет изготовить широкий диапазон изделий методом гибки листового
металла: профилированные изделия, швеллеры, уголки, короба, кронштейны и др.
Какие минимальные радиусы гибки допустимы
При обработке листового металлопроката на листогибочном оборудовании необходимо знать минимальные
радиусы, по которым можно производить гибку изделия из определенного сплава. Нарушение стандартов
может привести к необратимой порче материала и невозможности его дальнейшего использования по
назначению.
В результате радиусной гибки изменяется продольная ось деформируемой заготовки. При этом минимальный
радиус гиба листового металла (R) зависит от подвергаемого обработке материала и его толщины (S).
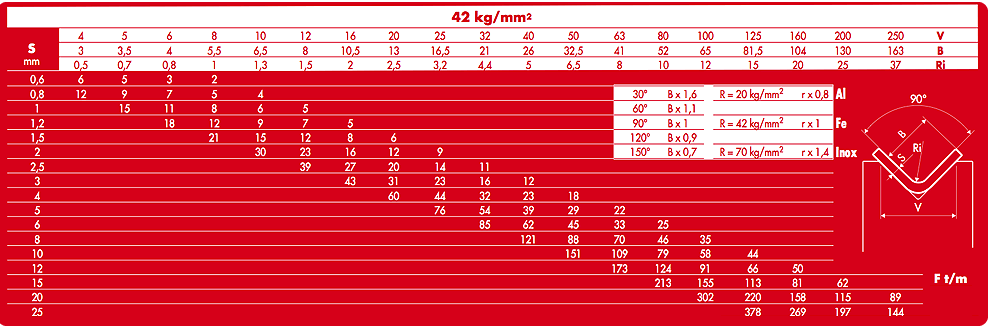
Для радиусной гибки листового металла рекомендуются следующие значения: минимальный внутренний
диаметр должен в 40 раз превышать толщину листа, радиус — в 20 раз. Эти параметры важно соблюдать для
сохранения прочностных качеств листа.
Для определения минимального радиуса при гибке листового металла используют таблицу:
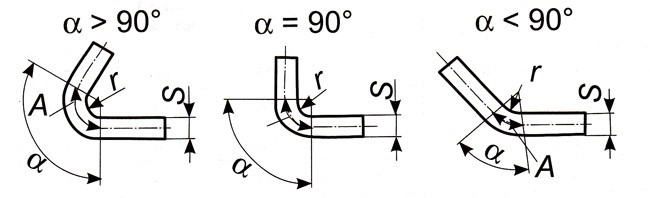
Важно отметить, что минимально допустимые радиусы гибки листовой стали подбираются в зависимости от
угла сгиба заготовки.
Обратите внимание:
- Применять минимальный радиус гибки листового металл допускается лишь в крайних случаях.
- При наличии возможности рекомендуется применять увеличение значения радиуса.
- Использовать радиусы большего значения рекомендуется также для листов толщиной более 10 мм.
- Если гибка выполняется под углом к направлению проката, лучше использовать промежуточные значения
радиуса гибки листового металла.
Особенности технологии гибки листового металлопроката
Гибка листового металла выполняется двумя способами: горячим и холодным. Первый вариант актуален, когда требуется получить деталь из материала с низкой пластичностью, когда необходимо избавиться от пружинения. «Горячий» способ считается более трудоемким, к тому же многократные нагревы металла до температуры повышения пластичности снижают его качество.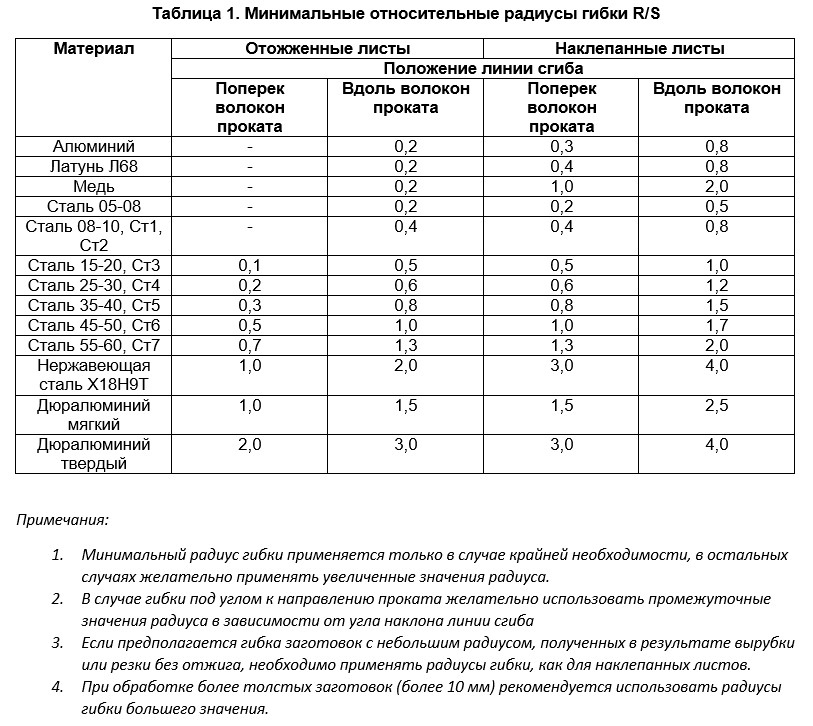
Наибольшее распространение получил холодный способ. Усилия при гибке листового металла относительно невелики, поэтому нагрев заготовок не требуется. Эта технология подходит для обработки низкоуглеродистой стали, нержавеющей стали, меди и алюминия. В процессе обработки без предварительного нагрева структура металла не нарушается, изделие в полной мере сохраняет свои свойства и характеристики.
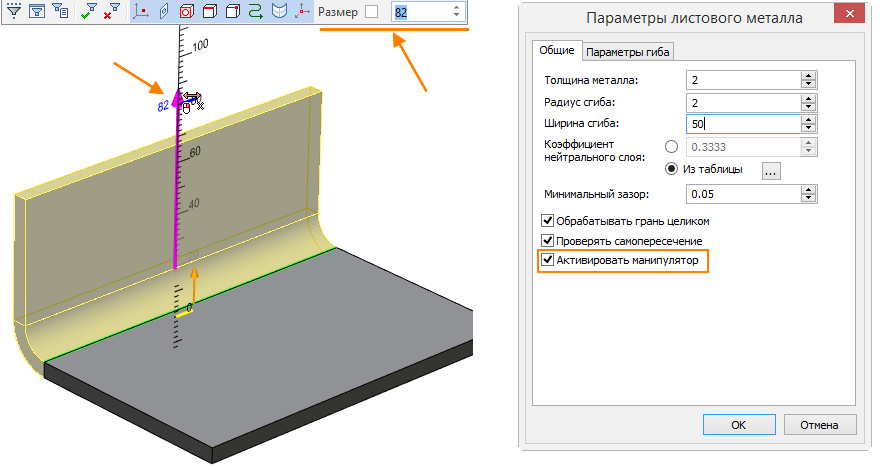
Технология придания формы деталям из листовой стали имеет огромное количество нюансов. Важно учитывать, что в процессе обработки внешние слои листа растягиваются, а внутренние — сжимаются. Только точное определение нейтральной линии, которая расположена между этими слоями, позволяет добиться корректной гибки и получить точную геометрию. Также следует учитывать, что любой металл имеет свойство пружинить.
Преимущества использования станков с ЧПУ
Современное листогибочное оборудование с числовым программным управлением (ЧПУ) позволяет из листового металла получить сложные детали высокой геометрии. Использование специализированного программного обеспечения исключает влияние на процесс человеческого фактора и позволяет не только существенно увеличить скорость обработки заготовок, но и увеличить точность обработки.
Использование специализированного программного обеспечения исключает влияние на процесс человеческого фактора и позволяет не только существенно увеличить скорость обработки заготовок, но и увеличить точность обработки.
Настройка станков с ЧПУ сводится к загрузке специальной компьютерной программы, в которой содержатся все необходимые данные по режимам обработки. Наладив оборудование один раз, можно многократно пользоваться выбранным режимом. Устройство позволяет сохранять в памяти компьютера большое количество таких программ.
Почему гибку листового металла следует доверить именно к нам
Производственная компания УПТК-65 более 20 лет занимается гибкой, резкой, правкой и другими видами обработки листового металлопроката. Располагаем современным листогибочным оборудованием с программным управлением, которое позволяет обрабатывать листовой металл толщиной от 0,3 мм до 4 мм по технологии холодного деформирования.
Работаем с холоднокатаным металлопрокатом, оцинкованной и нержавеющей сталью, цветными металлами.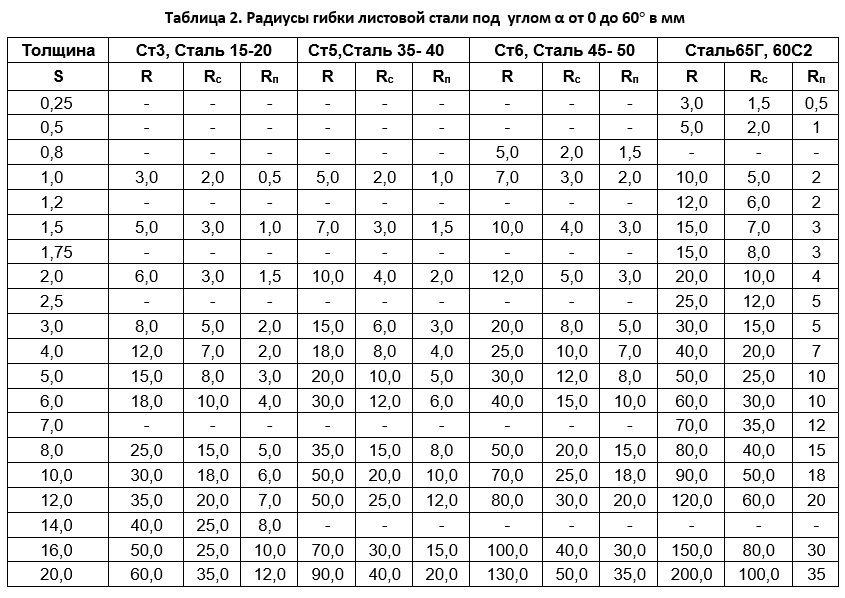 Оказываем услуги гибки листового металла в Санкт-Петербурге в строгом соответствии с приложенным техническим заданием.
Оказываем услуги гибки листового металла в Санкт-Петербурге в строгом соответствии с приложенным техническим заданием.
Наши возможности позволяют выполнять различные виды гибки листового металла:
- Одноугловую;
- П-образную;
- Многоугловую.
Возможно сочетание гибки с другими видами металлообработки в соответствии с потребностями заказчика.
Лазерная резка металла в УПТК-65 — Видео
Металлопрокат
Дата публикации:
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Поиск на сайте DPVA Поставщики оборудования Полезные ссылки О проекте Обратная связь Ответы на вопросы. Оглавление
| Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Технологии и чертежи/ / Гибка металла / / Минимальные радиусы изгиба стальных, медных, латунных, алюминиевых и дюралюминиевых металлических листов
Поделиться:
Поиск в инженерном справочнике DPVA. Введите свой запрос: | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Коды баннеров проекта DPVA.ru Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления.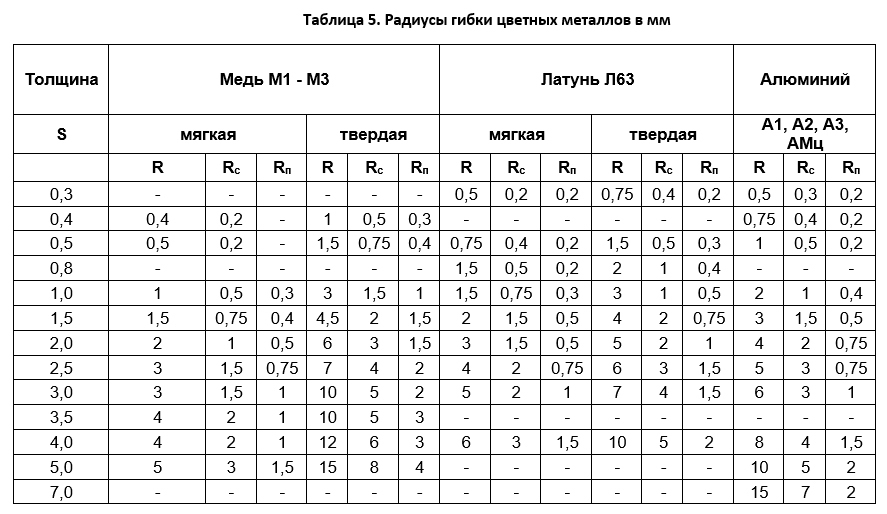 Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса.Free xml sitemap generator | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т.д.
Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т.д.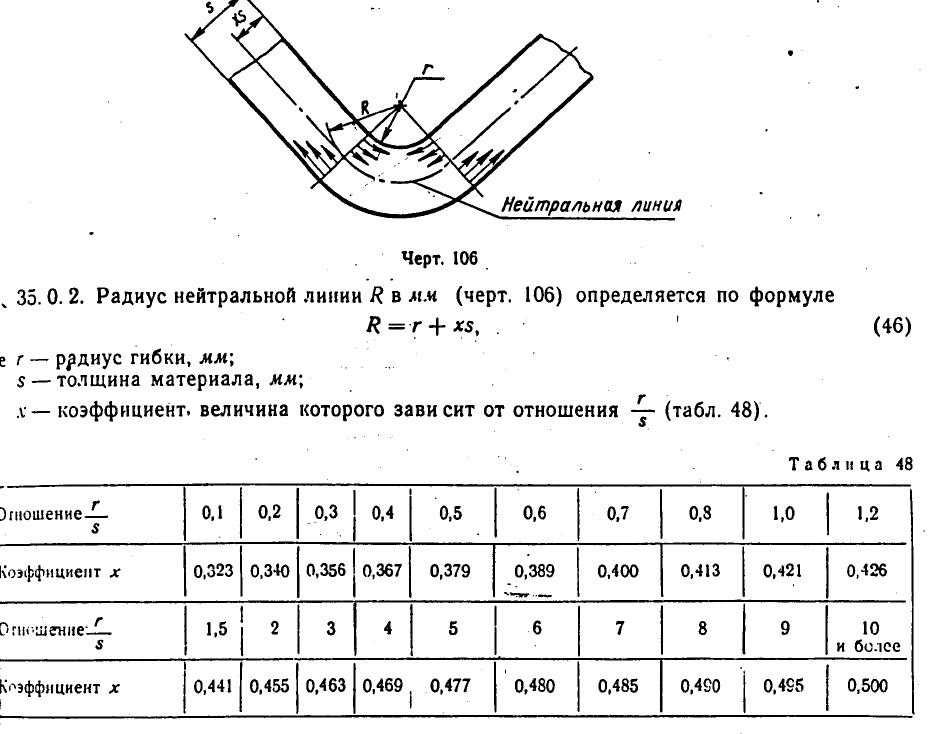 А.М.Горбов. 2006
А.М.Горбов. 2006
Gauge 3 | Minimum Bend Radius: Steel 0.239 | Minimum Bend Radius: Aluminum 0.229 | ||||||||||||||||||||||||||||||||||||||||
Gauge 4 | Minimum Радиус изгиба: Сталь 0,224 | Минимальный радиус изгиба: Алюминий 0,204 | ||||||||||||||||||||||||||||||||||||||||
Калибр 5 | Minimum Bend Radius: Steel 0.209 | Minimum Bend Radius: Aluminum 0.182 | ||||||||||||||||||||||||||||||||||||||||
Gauge 6 | Minimum Bend Radius: Steel 0.194 | Минимальный радиус изгиба: Алюминий 0,162 | ||||||||||||||||||||||||||||||||||||||||
Калибр 7 | 9,00006 Минимальный радиус изгиба0: Сталь | Минимальный радиус изгиба: алюминий 0,144 | ||||||||||||||||||||||||||||||||||||||||
Калибр | Минимальный изгиб Radius: сталь 0,164 | Калибр 9 | Минимальный радиус изгиба: Сталь 0,150 | Минимальный радиус изгиба: Алюминий 9 0,0064 | ||||||||||||||||||||||||||||||||||||||
Gauge 10 | Minimum Bend Radius: Steel 0.135 | Minimum Bend Radius: Aluminum 0.102 | ||||||||||||||||||||||||||||||||||||||||
Gauge 11 | Minimum Bend Radius : Сталь 0,120 | Минимальный радиус изгиба: Алюминий 0,091 | ||||||||||||||||||||||||||||||||||||||||
Калибр 9 4
|
 064
064 036
036