Токарные станки с ЧПУ – современные технологии в обработке металла и дерева. Описание токарный станок по металлу
Токарный станок Р105 по металлу: характеристики, устройство, применение
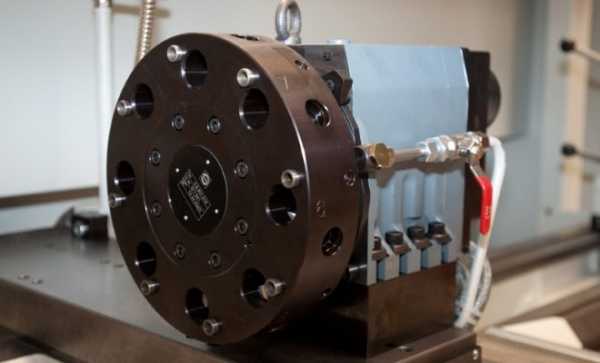
Настольный токарный станок Р105 изначально предназначен для работ по ремонту электрооборудования, что придало ему специфические технические характеристики. По задумке авторов, станок должен был использоваться при проточке статоров и фрезеровке коллекторных узлов автомобильных генераторов. В заводской комплектации он оснащался фрезерной головкой. Назначение станка обусловило малые габариты и невысокую мощность. Благодаря этому, токарный может быть установлен в небольших мастерских для выполнения работ, отличающихся невысокими требованиями. Простота конструкции и высокая прочность станка делают его отличным объектом для проведения модернизаций.

Токарный станок Р105
Технические характеристики
Заводские габариты станка составляют в длину 1100 мм, ширину — 480 мм, высоту — 400 мм. Модель Р105 обеспечивает максимальные характеристики обрабатываемой заготовки по длине — 550 мм, по диаметру — до 140 мм. При этом зона продольного точения ограничена величиной 500 мм. Привод токарного шпинделя – трехфазный асинхронный двигатель мощностью 400 Вт. Паспортная скорость вращения 1400 или 2000 об/мин. Мощность мотора фрезерной головки 80 Вт, значение вертикального перемещения 40 мм. Суммарная масса станка 110 кг. Описание других технических характеристик Р105 можно найти в документации и справочной литературе.
Скачать паспорт (инструкцию по эксплуатации) токарного станка Р105
Устройство оборудования
Специфические задачи обработки якорей электрических машин заставили разработчиков превратить Р105 в токарно-фрезерный станок. Наряду с классическими узлами, он оснащен дополнительной фрезерной головкой, установленной на суппорте. Головка имеет регулировку по высоте. Фреза закрепляется непосредственно на вал электромотора, без применения каких-либо передач.
Конструкция станины цельнолитая, закрытого типа исполнения. Во внутреннем объеме устанавливаются электрооборудование и электродвигатель главного движения. В вертикальном приливе станины смонтирована ось крепления патрона. Вращающий момент с вала двигателя передается на шпиндель с помощью клиноременной передачи. Шкивы имеют два ручья разных диаметров, что обеспечивает две скорости вращения обрабатываемого изделия. Использование трехфазных двигателей требует наличия соответствующего электроснабжения мастерской.
В шпинделе предусмотрен конус Морзе №4, в который, в базовой комплектации устанавливается трехкулачковый патрон. Для поджима длинных заготовок, станок оснащается задней бабкой, пиноль которой расточена под конус Морзе №2.
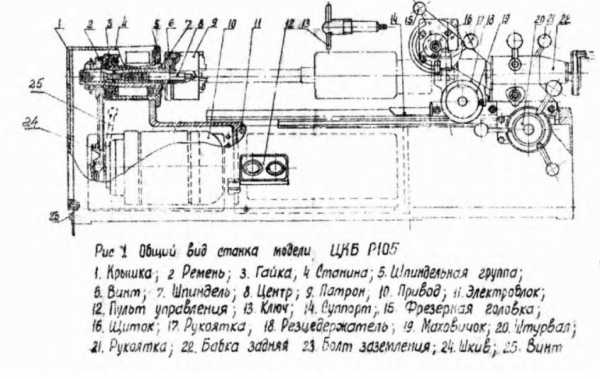
Устройство токарного станка Р105
Суппорт перемещается по двум осям на стальных направляющих типа «ласточкин хвост». Привод продольной подачи использует пару рейка-шестерня, поперечной – винт-гайка. Обе подачи оснащены только маховичками ручного перемещения. Верхние салазки не заложены в конструктив оборудования. Длина продольных направляющих обеспечивает наибольший ход суппорта в 500 мм, что значительно превышает показатели моделей, аналогичного класса. При этом имеется ограничение движения в сторону шпинделя. Суппорт не доходит до патрона на расстояние примерно 50 мм, что обусловлено исходным назначением станка.
Применение модели Р105
Специализация Р105 значительно ограничила его возможности при решении чисто токарных задач. В фабричной комплектации станок может быть использован при точении металлов, дерева, пластмасс. Невысокая мощность привода главного движения станка не позволяет снимать большое количество металла за один проход. Также невозможно точение конусов, нарезание резьбы, обработка крупных заготовок. Токарный шпиндель не имеет сквозного отверстия, что делает не возможным зажим прутков через патрон. Фрезерная головка позволяет выполнять пазы на поверхности цилиндрических изделий из мягких материалов. Использовать ее для обработки стали не получится. Это же справедливо и для полноценной фрезеровки. Значительное количество недостатков частично нивелируется высокой прочностью и долговечностью станка.
От Р105 не следует ожидать выдающихся результатов. Особенности конструкции не позволят создавать сложные детали. Прерогатива токарного станка — изделия небольшого диаметра длиной до полуметра.
 Самодельный станок Р105
Самодельный станок Р105  Токарный станок Р105 на производстве
Токарный станок Р105 на производстве Часть недостатков может исправить доработка конструкции. Если не требуется обязательной фрезеровки пазов, фрезерную голову лучше демонтировать. Слабый двигатель все равно не позволит выполнять сколь-нибудь серьезные операции. Рекомендуется установить более мощный электродвигатель главного движения. Применение преобразователя частоты с однофазным питанием увеличит диапазон регулирования частоты вращения, а также позволит подключать станок к бытовой электросети. По механической части следует заменить резцедержку и настроить заднюю бабку. Дополнительно рекомендуется модернизировать токарный шпиндель и механизм поперечной подачи.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарный станок с ЧПУ по металлу – характеристики и модели
Огромные технологические возможности по производству качественных деталей из металла, отличающихся высокой точностью своих геометрических параметров, предоставляет современный токарный станок с ЧПУ. Такие станки, выпускаемые отечественными, а также зарубежными производителями, характеризуются высокой эффективностью и исключительной надежностью.

Токарный станок с ЧПУ с револьверной головкой на 12 позиций
Конструктивные особенности станков
Токарные станки с ЧПУ, используемые в наше время на многих производственных предприятиях, — это современное оборудование, позволяющее выполнять обработку деталей из металла, характеризующуюся высокой точностью. Это обеспечивается следующими конструктивными особенностями такого оборудования:
- в передаточных устройствах привода подобных станков практически полностью отсутствуют зазоры;
- все несущие элементы, узлы и механизмы, входящие в конструкцию токарного станка с ЧПУ обладают высокой жесткостью;
- кинематические цепи оборудования специально разработаны таким образом, чтобы их длина была минимальной, а также чтобы минимальным было количество механических передач, которые их составляют;
- в конструкции токарных агрегатов предусмотрены специальные сигнализаторы, отвечающие за обратную связь;
- такие устройства отличаются повышенной устойчивостью против вибрационных нагрузок, обязательно возникающих в процессе их работы;
- гидравлические, а также другие узлы токарного оборудования перед началом работы предварительно разогреваются при помощи специальных систем, что минимизирует риск возникновения тепловых деформаций в процессе выполнения обработки.
На токарные станки с ЧПУ устанавливаются направляющие, характеризующиеся повышенной износостойкостью и пониженным коэффициентом трения, что очень важно для обеспечения высокой точности выполнения токарных работ по металлу. Благодаря таким характеристикам направляющих агрегата снижается уровень рассогласования в его контролирующей системе, и все подвижные механизмы перемещаются по заданным параметрам с максимальной точностью.
Направляющие узлы токарного станка, где предусмотрены элементы качения, в качестве которых преимущественно используются ролики, разработаны и изготовлены так, чтобы при работе на высоких скоростях и при их интенсивном нагреве коэффициент трения в них оставался неизменным.

Закаленные направляющие станины станка TRENS-SE-520
Естественно, направляющие токарных станков, на которых обработка деталей из металла выполняется на высоких скоростях, должны отличаться повышенной жесткостью. Обеспечивается это требование благодаря тому, что направляющие подвергаются предварительному натягу, который выполняют с помощью специальных регулирующих механизмов. Для снижения сил трения в направляющих узлах суппорта агрегата и его станины, работающих по принципу скольжения, их изготавливают на основе пар материалов: качественный износостойкий пластик (как правило, фторопласт) плюс чугун или сталь.
Направляющие токарных станков, оснащенных системами ЧПУ, могут располагаться в горизонтальной, вертикальной или наклонной плоскостях. В зависимости от этого модели агрегатов причисляют к определенной категории.Чтобы обеспечить высокую жесткость несущим элементам токарного оборудования с ЧПУ, их выполняют в коробчатой форме с обязательными поперечными и продольными внутренними ребрами. Для изготовления данных элементов используют технологии литья и сварки. Если раньше для выполнения несущих элементов токарных станков по металлу использовали только чугун или сталь, то сейчас многие зарубежные производители выполняют колонны, станины, а также салазки таких агрегатов из бетона с добавлением полимеров или искусственного гранита, что придает им высокую жесткость и повышенную устойчивость к вибрационным нагрузкам.
Важнейшим элементом любого металлорежущего оборудования, в том числе и токарной группы, является шпиндельный узел, испытывающий значительные нагрузки в процессе работы. Именно поэтому все базовые и посадочные поверхности такого узла, а также его шейки, должны отличаться повышенной износоустойчивостью. Подшипники, которые устанавливаются в опоры узла, обеспечивают точность его вращения, к ним предъявляют повышенные требования по степени их износоустойчивости.

Передняя бабка с патроном станка SN-500
На токарных станках, оснащенных системой ЧПУ, шпиндельный узел характеризуется более сложной конструкцией.Объясняется это тем, что в данный элемент устанавливают ряд дополнительных: зажимные механизмы для рабочих приспособлений, работающие в автоматическом режиме, индикаторы, отвечающие за автодиагностику оборудования и за адаптивный контроль над процессом выполнения обработки. На токарных станках данной категории шпиндельный узел (по оси его вращения) может быть расположен в горизонтальной, а также в вертикальной плоскости.
Маркировка токарного оборудования с ЧПУ
Система автоматизированного управления станков токарной группы может быть организована по трем основным схемам.
КонтурнаяДанная схема предполагает программирование траектории перемещения (криволинейной в том числе) рабочего инструмента и контроль над правильностью осуществления данной процедуры.
ПозиционнаяПри реализации такой схемы программируются координаты точек, в которых должен оказаться рабочий инструмент после выполнения определенной технологической операции.
Данная схема предполагает совмещение принципов работы двух предыдущих.
По маркировке отечественного токарного оборудования, оснащенного ЧПУ, достаточно просто определить категорию такого устройства.Буквенно-цифровое обозначение, стоящее в конце маркировки, как раз и указывает на то, по какой системе в данном станке организовано числовое программное управление:
- Ф1 — станки, в которых рабочий инструмент перемещается по предварительно заданным координатам, при этом в них предусмотрена цифровая индикация;
- Ф2 — модели, где перемещение инструмента реализовано по позиционной схеме;
- Ф3 — токарное оборудование, в котором реализована контурная схема управления движением инструмента;
- Ф4 — модели токарных станков с ЧПУ с адаптивной (универсальной) системой управления.

Маркировка токарных станков с ЧПУ
В маркировке некоторых моделей токарных станков с ЧПУ можно встретить буквенно-цифровое обозначение С1-С5, которое говорит о том, что такое оборудование отличается особыми технологическими возможностями. В частности, модели, в маркировке которых присутствуют обозначения С1 и С2, обладают невысоким пределом подач и небольшим диапазоном их регулировки. А вот агрегаты, в маркировке которых есть символы С3, С4 и С5Т, наоборот, имеют увеличенный диапазон подач и отличаются широкими возможностями по их регулировке.
Благодаря своим расширенным возможностям модели станков, в чьей маркировке присутствуют символы С4 и С5, можно использовать для эффективного выполнения многих технологических операций, например, нарезания наружной и внутренней резьбы, обработки заготовок, имеющих цилиндрическую, коническую и фасонную форму, в том числе и ступенчатую. Стоит отметить, что обрабатывать на таких станах можно как наружные, так и внутренние поверхности, отличающиеся сложностью своей конфигурации.
Особенности программирования станков
Чтобы использование токарных станков, оснащенных системой ЧПУ, было максимально эффективным, необходимо тщательно разработать технологический процесс обработки, а также составить программу, которая будет управлять работой оборудования. При решении этих вопросов надо учитывать ряд важных параметров: необходимость увязки систем координат оборудования, расположения на нем обрабатываемой заготовки и исходного положения рабочего инструмента с его дальнейшими перемещениями, которые он должен автоматически совершать в процессе работы.

Принцип числового программного управления токарным станком
При составлении программы для такого станка принимают во внимание, что рабочий инструмент перемещается по координатным осям обрабатываемой детали, которая находится в неподвижном состоянии. Что важно, он перемещается в прямолинейном направлении по осям, параллельным осям обрабатываемой заготовки.
Суть программирования отдельной технологической операции, выполняемой на таком станке, заключается в том, что компьютерной программой описывается маршрут, который должен пройти режущий инструмент, чтобы сформировать деталь с заданными геометрическими параметрами.При составлении такой программы придерживаются следующего алгоритма.
- Технологический процесс делится на три этапа: черновая, чистовая и отделочная обработка. Чтобы повысить производительность выполнения работ и снизить их трудоемкость, черновые и чистовые операции стараются объединить.
- Чтобы минимизировать погрешности фиксации и базирования обрабатываемой детали, ее технологические и конструкторские базы совмещают по определенным правилам.
- Полную обточку детали желательно выполнить с минимальным количеством ее установок.
- Необходимо придерживаться рационального подхода к вопросам обработки заготовок. Это предполагает, к примеру, обточку частей цилиндрических и конических заготовок с небольшой жесткостью только после того, как выполнена обработка их участков, отличающихся достаточной жесткостью.
В технологическом процессе, который предполагает использование для обработки токарных станков, оснащенных ЧПУ, под отдельной операцией понимается обработка, выполняемая на одном станке. При этом такие операции могут разделяться на отдельные переходы, подразделяемые на самостоятельные проходы.
Переходы, которые может выполнять токарный станок, оснащенный ЧПУ, делятся на позиционные, элементарные, инструментальные и вспомогательные.Существуют определенные правила разработки программ последовательности работы с обрабатываемой заготовкой, придерживаясь которых можно обеспечить высокое качество готового изделия. В соответствии с этими правилами, в компьютерной программе для токарного станка задаются следующие параметры: число переходов и проходов, общее количество установок, вид обработки, которой подвергают заготовку, количество режущих элементов и их типоразмеры. Если технические возможности оборудования позволяют, то желательно все инструменты, участвующие в работе, помещать в один резцедержатель.
Револьверная головка SAUTER для токарного станка с ЧПУ
Но не всегда резцедержатели агрегата позволяют установить в них все элементы, которые участвуют в обработке. В таких случаях, не являющейся большой редкостью, в управляющей программе предусматривают приостановку работы, которая необходима для замены инструмента. Кроме того, при использовании таких станков можно разбить процесс обработки на несколько частей, чтобы не приостанавливать его для замены инструмента. Большая часть моделей токарных станков с системами ЧПУ оснащена резцедержателями, в которых можно зафиксировать ограниченный набор режущих инструментов. В большинстве случаев для работы таких устройств используют инструмент, оснащенный многогранными режущими пластинами. Чтобы быстро привести его в порядок, если режущая грань износилась, достаточно просто повернуть пластину и продолжить работу.
Среди наиболее распространенных инструментов, которыми оснащаются токарные агрегаты с ЧПУ, можно отметить следующие: для растачивания — резцы, режущие пластины которых наплавлены или закреплены механическим способом; для нарезания резьбы — трехгранные сборные резцы; для обработки отверстий и выполнения подрезки — ромбические резцы с твердосплавными пластинами. Все инструменты устанавливаются в резцедержателе в той последовательности, в которой они участвуют в обработке. Точкой отсчета, задаваемой в компьютерной программе управления, является закругление при вершине резца или сама его вершина.

Токарный станок с ЧПУ DMTG модель CKE6150Z
Приводы и вспомогательные устройства
В токарных станках с ЧПУ невысокой и значительной мощности используют различные типы электродвигателей, которые служат приводом главного движения. В первом случае преимущественно используют электродвигатели постоянного тока, во втором — переменного. Отечественные производители, выпускающие станки данной категории, оснащают их электродвигателями асинхронного типа с четырьмя полюсами, которые способны без сбоев работать даже в самых сложных условиях: при наличии в окружающей атмосфере частичек масла, металлической пыли и мелкой стружки. Не страшны таким электродвигателям и критические перегрузки, которые они успешно переносят.

Приводной механизм настольного токарного станка D250x550 CNC
Для привода механизма подач токарных станков с ЧПУ применяются электродвигатели синхронного и асинхронного типа, но чаще всего используют двигатели первого типа, оснащенные индикаторами обратной связи, тормозными элементами, а также магнитами, изготовленными из редкоземельных химических элементов. Для управления такими двигателями в электрической схеме токарных станков используются цифровые преобразователи.
В том случае, если на оборудовании установлен асинхронный двигатель, для управления им необходим частотный преобразователь, собранный на микропроцессорах. При использовании таких электродвигателей на станках устанавливается специальный программатор, оснащенный экраном графического или цифрового типа.

Панель управления токарного станка Trens
На токарных станках, управляемых компьютерными программами, обязательно устанавливаются вспомогательные устройства, к которым относятся:
- загрузочные механизмы;
- механизмы, обеспечивающие зажим заготовки;
- смазывающие устройства;
- устройства, предназначенные для уборки стружки, которая образовывается в процессе обработки;
- механизмы, предназначенные для быстрой смены инструментов.
Наиболее популярные модели станков
Одной из наиболее популярных моделей токарного станка, оснащенного системой ЧПУ, которая активно используется отечественными производителями, является 16А20Ф3. В качестве управляющей системы на таких станках установлена система Электроника НЦ-31 или 2Р-22. На станках данной модели устанавливается частотно-регулируемый двигатель асинхронного типа, автоматическая головка на 6-12 позиций, шпиндельный узел с тремя скоростями вращения, привод и датчик, которые используются для нарезания резьбы.

Станок токарный серии 16А20Ф3, предназначенный для полуавтоматической обработки металлических деталей
Еще одной популярной моделью является станок МК6713С5, относящийся к категории высокоточного патронного оборудования. В конструкции данного токарного агрегата следует выделить крестообразный суппорт и шпиндель, в держателе которого можно зафиксировать одновременно шесть инструментов. Используя данный токарно-винторезный станок, оснащенный системой ЧПУ, можно эффективно выполнять следующие работы по металлу: нарезать резьбу, точить и растачивать заготовки, выполнять обработку деталей дискового типа.
Представлены на отечественном рынке и подобные токарные станки зарубежных моделей, к наиболее популярным из которых можно отнести следующие.
TRENS SBL300 CNC — токарное оборудование с ЧПУ двухшпиндельного типа. Станок данной модели отличается широкой функциональностью, кроме стандартных токарных операций по металлу, на нем можно выполнять обработку различных валов, фланцев, деталей сложной конфигурации, осуществлять фрезерные операции. Шпиндельный узел этого станка оснащен подшипниками радиально-упорного типа, что позволяет работать на нем на высоких скоростях и получать изделия, отличающиеся высоким качеством. Программное управление станком предусматривает жесткую привязку его координатной системы к геометрии режущего инструмента при помощи специального комплекса подстройки, работающего по контактной схеме. Благодаря этому нет необходимости в четком ориентировании рабочего инструмента по отношению к обрабатываемой заготовке.

Противошпиндель ROXM, устанавливаемый на токарных станках TRENS
Vturn-V760 — станок с вертикальным расположением шпиндельного узла, в качестве конструктивных особенностей которого выделяются следующие: восьмипозиционная рабочая головка, двенадцатидюймовый патрон гидравлического типа, устройство для удаления стружки конвейерного типа, автоматизированный смазочный механизм, резцедержатели различных типов. Кроме того, станок может оснащаться дополнительными технологическими приспособлениями, значительно расширяющими его функциональные возможности. Для удобства управления, которое обеспечивается при помощи системы Fanuc 0i-T, токарный станок данной модели оснащен цветным монитором графического типа.

Шпиндель и револьверная инструментальная головка вертикального токарного станка Vturn-760
LS360 CNC (компания-производитель MetalMaster) — токарный станок, станина которого расположена в наклонной плоскости. На станке данной модели, где установлена система управления Siemens 808D, можно обрабатывать детали, выполненные из обычной и нержавеющей стали, медных и алюминиевых сплавов. Среди конструктивных особенностей данного агрегата стоит выделить надежную гидравлическую систему от японской компании Yuken, восьмипозиционную рабочую головку, импульсную смазочную систему, работающую в автоматическом режиме.
Естественно, на отечественном рынке широко представлена продукция и других зарубежных производителей, среди которой каждый сможет выбрать именно тот станок для токарных работ, какой удовлетворит его по всем параметрам.Оценка статьи:
Загрузка...Поделиться с друзьями:
met-all.org
Настольный токарный станок - описание и область применения
Настольный токарный станок по металлу представляет собой уменьшенную модификацию традиционного токарного станка. Несмотря на то, что его габариты по сравнению со стандартным агрегатом значительно скромнее, во всем остальном он повторяет конструкцию и функциональные возможности привычного для нас токарного инструмента.

Среди основных операций, которые можно осуществлять на настольном токарном станке, выделим основные:
- Заточка любых поверхностей;
- Подрезка торца;
- Растачивание отверстия;
- Создание резьбы;
- Вытачивание канавки.
В большинстве случаев настольные агрегаты располагаются на специальной тумбе или на верстаке. Рабочий стол также подходит для установки станка. В зависимости от типа электродвигателя бывает техника, функционирующая от сети 220 или 380 Вольт.
В настоящее время передовые производители токарного оборудования предлагают самые разные модификации, что позволяет удовлетворять любые потребности мастеров. В частности, на рынке можно найти массу агрегатов, укомплектованных числовым программным управлением. Такие станки, отличаются повышенной точностью и производительностью.

Несмотря на огромное количество дополнительных опций, коими компании-производители оснащают свою технику, существует типичная комплектация настольного токарного станка по металлу, которая включает:
- Элемент переключения скоростей;
- Ключ резцедержателя;
- 6-гранный ключ;
- Патрон и ключ.
Сфера применения
Данный вид оборудования активно применяется как в промышленных масштабах, так и в небольших мастерских. С его помощью опытный мастер может обрабатывать металл, а также древесину или пластик. Техника в своем стандартном исполнении рассчитана на выполнение токарных операций, а также вспомогательных задач, таких как фрезеровка, сверление и расточка.
Тем не менее, большинство производителей стремятся расширять функционал предлагаемой техники, дополнительно укомплектовывая ее специальным оборудованием. В наши дни технические возможности настольных станков значительно шире, чем несколько десятков лет назад. И это при том, что основной принцип конструкции остался неизменным.
 Настольный токарный станок можно встретить практически на любом производственном предприятии, на котором необходимо обрабатывать негабаритные детали. Для многих компаний и цехов настольный агрегат – незаменимый помощник. В наше время современные аппараты способны сократить время выполнения ряда стандартных операций. При этом качество обработки заготовок растет с каждым годом, ведь технический прогресс не стоит на месте.
Настольный токарный станок можно встретить практически на любом производственном предприятии, на котором необходимо обрабатывать негабаритные детали. Для многих компаний и цехов настольный агрегат – незаменимый помощник. В наше время современные аппараты способны сократить время выполнения ряда стандартных операций. При этом качество обработки заготовок растет с каждым годом, ведь технический прогресс не стоит на месте.
Основное целевое назначение токарного станка – обработка деталей в момент их вращения. Если вы нуждаетесь в качественной обработке торцов, нарезании резьбы или обточке цилиндрических заготовок – без настольного токарного станка обойтись будет непросто.
В наши дни выбор токарного оборудования очень широк. Практически все современные модели порадуют мастера широким спектром выполняемых функций, простотой в обслуживании и максимально точной обработкой деталей. Технологические возможности современных агрегатов более чем достаточны и для опытных профессионалов, и для начинающих мастеров.
Небольшие габариты и малый уровень шума, издаваемого настольным токарным станком, делает эту технику удобной в домашней эксплуатации. Она способна стать незаменимой вещью в вашей личной мастерской. Техника настольного типа также идеально подойдет для эксплуатации на станции технического обслуживания автомобилей, в школьных классах для обучения подрастающего поколения, в больших и малых мастерских.
Преимущества настольных токарных агрегатов
Среди плюсов таких устройств отметим следующие:
- Доступная в сравнении с полноценными стационарными станками цена;
- Простота обслуживания и неприхотливость в эксплуатации;
- Отменная жесткость и точность во время работы;
- Низкий уровень шума;
- Высокая точность обработки заготовок;
- Возможность установки в домашних условиях.
Каким должен быть идеальный станок?
Чтобы станок во всех отношениях удовлетворял профессионального токаря, он должен отвечать ряду требований:
- Масса устройства должна быть в пределах 45 кг.
- Расстояние между центрами станка должна составлять от 300 до 350 миллиметров.
- Диаметр токарного патрона должен иметь размер 80 миллиметров.
Мастеру стоит обращать внимание на такой параметр, как масса оборудования. Тут следует найти идеальный баланс. С одной стороны легкий станок можно без труда транспортировать. Зато более тяжелый агрегат будет надежно стоять на столе, что будет способствовать более точной обработке заготовки. Выбирая технику, стоит ориентироваться на то, что для вас важнее – мобильность или эффективность.
Выводы
Настольный токарный станок по металлу во многих случаях способен заменить традиционный токарный агрегат. На него можно возложить массу задач, причем техника легко с ними справится.

Настольный станок – это компактное и экономически выгодное техническое решение. Для эффективного выполнения ряда операций по обработке деталей без него не обойтись и небольшому цеху, и крупномасштабному предприятию.
Рекомендуем почитать
prostostanok.ru
Токарные станки по металлу и дереву: описание, характеристики, фото, видео.
В виртуальных каталогах можно найти изделия, характеризующиеся оптимальным диапазоном оборотов, который позволяет использовать оснастку из металлокерамики и быстрорежущей стали. К слову, возможность применения специальной оснастки зависит от того, насколько универсален токарный станок по металлу.

Токарные станки по металлу используют для того, чтобы изготовить или обработать детали, которым свойственна форма тел вращения. Причем подразделяют токарные станки в зависимости от исполнения и назначения:- настольные. В эту категорию включают мини токарные станки по металлу и микро токарные станки, малогабаритные и миниатюрные станки;- напольные. Чаще всего этого тяжелые промышленные станки.Как уже упоминалось, токарные станки по металлу используют для того, чтобы обработать конические, цилиндрические и фасонные поверхности. Также ими подрезают торцы, сверлят или развертывают отверстия, нарезают резьбу и осуществляют некоторые другие операции.В виртуальных каталогах можно найти изделия, характеризующиеся оптимальным диапазоном оборотов, который позволяет использовать оснастку из металлокерамики и быстрорежущей стали. К слову, возможность применения специальной оснастки зависит от того, насколько универсален токарный станок по металлу.В комплект данных изделий (и напольных токарных, и мини токарных) часто входят различные приспособления и принадлежности, что существенно расширяет технологические возможности аппаратов.
СоветыЗадача такая: необходимо изготавливать небольшие изделия (материалы: липа, берёза, ель) - тела вращения с несложным профилем. Габариты: 160х12 мм. Сложность в том, что требуются относительно большие тиражи (на данном этапе - одна-две тысячи штук ежемесячно). Хочу приобрести для этих целей станок новый или бу, бюджет - максимум 30 т.р, но, чем меньше, тем лучше. Смотрел различные варианты Корветов, Jetов, Кратонов и пр, но в силу того, что в теме разбираюсь крайне поверхностно, а сроки поджимают, решил воспользоваться советом профессионалов. Варианты решения: 1. Станок любой, желательно помощнее, а вот копир самому делать под фрезер или пилу, без вариантов. то, что продается из дешевых - просто выброшенные деньги. а лучше воспользуйтесь поиском, проскакивало и не раз на форуме 2. К станкам Корвет-74, 75 и 76 продаются копиры. Насколько они применимы по назначению понятия не имею.Если есть время и желание делать что-то свое, то действительно имеет смысл смотреть в сторону применения фрезы или диска вместо резца. Такое готовые станки есть (например, КТФ-6, КТФ-7), но стоят как минимум на порядок больше заявленного бюджета.
История относит изобретение токарного станка к 650 гг. до н. э. Станок представлял собой два соосно установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму. Позднее для приведения заготовки в движение применяли лук со слабо натянутой (провисающей) тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону. В XIV - XV веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа - упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один - два оборота, а жердь - согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку и заготовка делала те же обороты в другую сторону. Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения. В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами. На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, - вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем. Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины XIV в. водяные приводы стали распространяться в металлообработке. В середине XVI Жак Бессон (умер в 1569 г.) - изобрел токарный станк для нарезки цилиндрических и конических винтов. В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка.История токарного станка Самым важным открытием машиностроения эпохи промышленной революции стало изобретение токарного станка, на котором можно было бы нарезать винты и осуществлять иные операции. В этом открытии основную роль сыграл английский механик Генри Модсли. В 1798–1800 он изобрел токарный станок с суппортом, на котором стало возможным очень точно нарезать винты и гайки. Понимая необходимость универсализации технических параметров, Модсли стал также основателем технической стандартизации. Только теперь стало возможным массово производить болты и гайки, которые подходили бы друг к другу. Токарно-винторезные станки являются и сейчас наиболее универсальными станками токарной группы и используются главным образом в условиях единичного и мелкосерийного производства.
Характеристики
Proxxon PD 230/Е компактный токарный мини станок рассчитан, прежде всего, на людей, имеющих дело с обработкой узлов точной механики. Токарный мини станок прост в обращении, так что работать на нём могут не только опытные, но и начинающие умельцы, домашние мастера и любители мастерить. К токарному станку Proxxon прилагается подробно и ясно изложенная инструкция по работе с мини станком.Компактный прецизионный токарный станок работает почти бесшумно. Он не только мал в габаритах, но и достаточно лёгок, что позволяет легко найти мини станку место в условиях домашней мастерской, и среди инструментов моделиста. Тем не менее, благодаря своим оптимальным техническим характеристикам, в частности, расстоянию между центрами, высоте центров, механической устойчивости, трёхступенчатому электронному регулированию скорости вращения шпинделя в пределах 100–3000 об/мин, он пригоден для обработки самых разнообразных по форме и размерам заготовок. Скорость вращения шпинделя регулируется изменением положения приводных ремней и электронно.Токарный станок Proxxon PD 230/E по своим техническим возможностям нисколько не уступает более крупному варианту токарного станка. Разница только в их габаритах. -по своей производительности он не уступает токарным мини станкам более крупных исполнений.-станок пригоден не только для продольной и поперечной обточки заготовок.Технические характеристики Proxxon PD 230/Е :— Расстояние между центрами — 230 мм.Высота центров (расстояние центров от станины) — 52 мм, т.е. максимальный диаметр обрабатываемых заготовок составляет 104 мм.— Высота расположения центров над суппортом — 28 мм.— Длина пути перемещения поперечной каретки — 60 мм.— Длина пути перемещения верхней продольной каретки — 45 мм.— Станина мини станка из высококачественного серого чугуна усилена поперечными рёбрами и снабжена ровно отшлифованной призменной направляющей.— Мощный главный шпиндель, включая 2 прецизионных шарикоподшипника с предварительным натягом и пиноль МК1 со стороны зажимного патрона.— Диаметр отверстия шпинделя — 10,5 мм.— Трёхкулачковый зажимной патрон, способный закреплять заготовки в пределах 2–35 мм изнутри и 24–68 мм снаружи.— 3 скорости вращения шпинделя, регулируемые путём изменения положения приводных ремней: 400, 1600 и 3000 об/мин. Дополнительно станок оснащён электронной системой регулирования скорости вращения шпинделя в пределах 100 (для нарезки резьбы) — 3000 об/мин.— Бесшумно работающий приводной электродвигатель на постоянных магнитах, напряжение 230 В, потребляемая мощность 140 Вт, с правым и левым вращением.— Подключаемая к станку система автоматической подачи инструмента (по выбору 0,05 мм или 0,1 мм на каждый оборот шпинделя).— Встроенный узел для нарезки метрической резьбы со сменными шестернями для основных значений шага резьбы в пределах 0,5–1,5 мм.— Пиноль МК1 задней бабки (укороченная), ход пиноли — 30 мм.— Резцедержатель для резцов 8х8 мм.— Маховички со шкалой, установленные на 0 (1 оборот шпинделя = 1 мм подачи = 20 делениям шкалы; 1 деление шкалы = 0,05 мм).— Габаритные размеры: длина — 530 мм, ширина 250 мм, высота — 150 мм.— Масса — 10 кг.Токарный мини станок рассчитан на прифланцовывание фрезерного устройства PF 230
Своими рукамиТокарный станок своими руками.Этот небольшой станок предназначен для обработки деревянных деталей длиной до 200 мм и диаметром до 50 мм. На нем можно точить шашки и шахматы, рукоятки для слесарного инструмента и многое другое, необходимое в обиходе. Чтобы построить такой станок, не потребуется ни дефицитных материалов, ни особых материальных затрат. Основание станка - доски толщиной около 20 мм, соединенные между собой шурупами и клеем. С правой стороны основания находится вертикальный деревянный кронштейн, к нему болтами М5 привинчен электродвигатель МШ-2 от швейной машины. Шпиндель передней деревянной бабки сделан из обычного болта М10; в его головке просверлены три отверстия, в которые вставлены три заостренных стержня, образующие так называемую гребенку. Шпиндель вращается в двух подшипниках, врезанных в переднюю бабку. Шкив - из двух консервных банок диаметром 100 мм. Каждая из них обрезается до высоты 10-15 мм, банки вставляются друг в друга и зажимаются между двумя круглыми фанерными щечками. Задняя бабка - деревянный брусок, сквозь который пропущен болт. Конец болта пропущен через гайку и заточен на конус. К верхнему краю лицевой доски привинчивается кусок стального или дюралюминиевого уголка - опора для режущего инструмента.
Цены / ЗаказатьФирмы
Токарные станки старейшей швейцарской компании SCHAUBLIN (основана в 1915 году) пользуются большой популярностью и известны своей надежностью, долговечностью и высокими точностными характеристиками. Оборудование SCHAUBLIN поставляются в СССР (затем в Россию) с 70-х годов и повсеместно заслужили уважение специалистов. Фирмой выпускается широкая гамма оборудования: от универсальных настольных с прямым приводом и приводным инструментом до высокопроизводительных с ЧПУ. Токарные станки Шаублин держат точность 1 микрон на протяжении десятков лет. Удобство, легкость в управлении и техническом обслуживании, многофункциональность, прецезионность и надежность, высокая производительность, а также знаменитое швейцарское качество – главные плюсы оборудования SCHAUBLIN. Эти станки могут выполнить огромный спектр сложнейших производственных задач. Стоит упомянуть, что компания не стоит на месте - постоянно расширяется и улучшается линейка оборудования в соответствии с новейшими швейцарскими и мировыми тенденциями. В 2011 году представлен новый уникальный в своем роде станок Schaublin 137 - это 11 осевой станок с двумя шпинделями и 2 револьверами, производительность данного станка очень высока, также как и возможности изготовления сложнейших деталей.
silo-z.ru
Токарный станок по металлу для дома своими руками
Содержание статьи:
Обработка металлов дома выполняется только с применением специального оборудования и инструментов. Наиболее трудоемкими являются токарные работы. Для этого не всегда целесообразно приобретать заводские установки. В некоторых случаях достаточно сделать небольшой станок по металлу своими руками.
Назначение токарного станка по металлу
Современный металлообрабатывающий станок
Токарные станки применяются для обработки заготовок, в процессе которой происходит их вращение. Воздействуя на поверхность металлической детали режущим инструментом, происходит изменение ее конфигурации.
Важную роль при выполнении этого процесса играет конфигурация резцов и расположение детали относительно центральной оси вращения. В зависимости от этого выбирают несколько режимов работы оборудования. Самый простой токарный станок по металлу, который можно сделать своими руками дома, предназначен для формирования заготовки несложной формы. При этом во время работы не происходит смещение заготовки. Но для того чтобы понять функциональные особенности токарного оборудования, необходимо детально ознакомиться с возможными типами операций.
Важной характеристикой является вид сформированной стружки:
- слитая. Она появляется при высокоскоростной обработке мягких сортов стали, меди и ее сплавов. Характеризуется высокой производительностью;
- элементарная. Образовывается при низкоскоростной обработке твердых сплавов, например — титана. Глубина среза минимальная;
- надлом. Операция выполняется для изделий, изготовленных из пластичных сортов стали;
- ступенчатая. Наиболее популярный тип токарных работ по металлу. Зачастую сочетает в себе элементарную и стружку, сформированную методом надлома.
С помощью настольного токарного станка, изготовленного своими руками дома, можно делать изделия сложной формы: сферической, конусной, цилиндрической и т.д. Если же в оборудовании есть функция изменения положения детали относительно оси вращения — появляется возможность сделать уникальные комплектующие для другого оборудования, мебели, предметов интерьера.
Для правильного функционирования необходимо выбрать соответствующий режим работы. Он зависит от вида обработки, свойств исходного материала и режима станка.
Компоненты токарного станка для обработки металла

Компоненты токарного станка по металлу
Изготовление бытового домашнего станка по металлу своими руками следует начать с изучения основных элементов. В качестве примера можно рассмотреть классическую компоновку заводской модели.
Агрегаты располагаются в едином корпусе оборудования. Каждый из них выполняет определенную функцию и прямым образом влияет на процесс производства. Поэтому для выбора оптимальной комплектации рекомендуется подробно изучить каждый из них.
Обязательные компоненты, которые можно изготовить своими руками:
- станина. Является несущим корпусом, на который монтируются все агрегаты. Может быть в настольном или напольном исполнении;
- шпиндельная бабка. Необходима для фиксации заготовки, изменения ее положения относительно оси вращения;
- суппорт. Он передает вращательное движение от силовой установки к детали;
- задняя бабка. С ее помощью происходит двустороннее удержание заготовки;
- нижняя каретка. На нее крепится резец;
- салазки. Они предназначены для измерения расстояния между шпиндельной и задней бабкой;
- блок управления. Состоит из передач различного типа, нужных для изменения скорости вращения, смещения детали относительно резца.
При выборе оптимальной схемы изготовления станка своими руками дома, необходимо позаботиться об унификации компонентов. Это позволит в короткие сроки заменить или отремонтировать вышедший из строя элемент.
Основным показателем металлообрабатывающего оборудования является скорость вращения шпиндельной бабки. Она зависит от максимальных оборотов электродвигателя и характеристик коробки передач.
Изготовление токарного станка своими руками
Самодельный токарный станок по металлу
Оптимальный вариант производства токарного станка своими руками — изготовление настольной модели для работы дома. Это позволит установить его на любую ровную поверхность без привязки к конкретному месту в помещении.
Главной задачей при конструировании является выбор электродвигателя и способа передачи вращательного момента шпиндельной бабке. Для этого можно сделать и установить ее непосредственно на вал силового агрегата или использовать промежуточный узел со шкивами различных диаметров. Последнее даст возможность регулировать скорость оборотов заготовки.
Рекомендации по изготовлению станка своими руками в домашних условиях:
- изменение расстояния между шпиндельной и задней бабкой лучше всего делать с помощью червячного вала. Рекомендуется выбирать модель с минимальным шагом витков. Это позволит добиться высокой точности обработки;
- шпиндельную бабку лучше всего приобрести заводскую, так как она имеет необходимый набор функций;
- фиксаторы для резца можно сделать самостоятельно. Важно, чтобы они могли регулироваться в горизонтальной и вертикальной плоскости;
- для лучшей устойчивости в настольной модели она должна иметь монтажные элементы для крепления к столу.
Для выполнения всего объема работ следует заранее позаботиться о наличии комплекта резцов. Часть из них можно сделать самостоятельно. Но для чистовой обработки материалов рекомендуется приобретать заводские модели. Без них станок по металлу не будет выполнять свои функции в полном объеме.
С подробной инструкцией по сбору токарного станка по металлу можно ознакомиться из содержания видеоматериала:
stanokgid.ru
Назначение и типы токарных станков
Токарные станки составляют наиболее многочисленную группу металлорежущих станков на машиностроительных заводах и являются весьма разнообразными по размерам и по типам.
Назначение токарных станков
Наиболее распространенным методом обработки материалов резанием является обработка на токарных станках.
На токарных станках обрабатывают детали, имеющие преимущественно форму тел вращения (валики, оправки, втулки, заготовки для зубчатых колес и др.). При изготовлении таких деталей приходится обрабатывать цилиндрические, конические, фасонные поверхности, нарезать резьбы, вытачивать канавки, обрабатывать торцовые поверхности, сверлить, зенкеровать и развертывать отверстия и др. При выполнении этих работ токарю приходится пользоваться самыми разнообразными режущими инструментами: резцами, сверлами, зенкерами, развертками, метчиками, плашками и др.
Основные размеры
Основными размерами токарных станков являются:
- наибольший допустимый диаметр обрабатываемой заготовки над станиной, или высота центров над станиной;
- расстояние между центрами (РМЦ), т. е. расстояние, равное наибольшей длине детали, которая может быть установлена на данном станке.
Разделение по РМЦ
Все токарные станки по высоте центров над станиной могут быть разделены на:
- мелкие станки - с высотой центров до 150 мм
- средние станки - с высотой центров 150-300 мм
- крупные станки - с высотой центров более 300 мм.
Расстояние между центрами у мелких станков не более 750 мм, у средних 750, 1000 и 1500 мм, у крупных от 1500 мм и больше. Наиболее распространены на машиностроительных заводах средние токарные станки.
Типы станков
К станкам токарной группы относятся станки: токарно-винторезные, токарные, многорезцовые токарные, токарно-револьверные, токарно-лобовые, токарно-карусельные, а также токарные автоматы и полуавтоматы.
- Токарно-винторезные станки обладают широкой универсальностью: они предназначены для выполнения всевозможных токарных работ, включая нарезание резьб резцами, что возможно благодаря наличию ходового винта. Эти станки имеют самое широкое применение на машиностроительных заводах.
- Токарные станки, не имеющие ходового винта, применяются для выполнения всевозможных токарных работ, за исключением нарезания резьб резцами. Отсутствие ходового винта упрощает конструкцию станка.
- Многорезцовые токарные станки предназначены для обработки деталей типа ступенчатых валиков, зубчатых колес и других одновременно несколькими резцами, установленными в 2-3-х суппортах.
- Токарно-pевольверные станки используют для изготовления деталей из прутка или для обработки закрепленных в патроне заготовок типа поковок, штамповок, литья различными инструментами, закрепленными в револьверной головке.
- Токарно-лобовые станки, снабженные планшайбой большого диаметра (до 2 м и более), служат для обтачивания крупных деталей малой высоты - шкивов, маховиков, больших колец и т. д.
- Токарно-карусельные станки имеют вертикальную ось вращения и горизонтальную поверхность планшайбы (стола). Диаметр стола достигает до 25 м. Применяются токарно-карусельные станки для обработки деталей большого диаметра и малой длины.
В массовом и серийном производстве широко применяют токарные полуавтоматы, автоматы и автоматические линии.
- Токарные автоматы - станки, которые производят все рабочие и вспомогательные движения рабочего процесса, а также установку и съем заготовки автоматически.
- Токарные полуавтоматы - станки с неполной автоматизацией рабочего процесса: снимает готовую деталь, устанавливает и закрепляет новую заготовку рабочий, остальные операции автоматизированы.
Кроме того, в машиностроении применяют различные специальные токарные станки для обработки какого-нибудь определенного рода деталей - коленчатых валов, прокатных валков, вагонных осей, бандажей и колес, кулачковых валиков и т. д.
Разделение по группам
К станкам токарной группы относятся:
- револьверные
- карусельные и многорезцовые токарные станки
- токарные автоматы и полуавтоматы
- специальные токарные станки, например для обработки коленчатых валов, вагонных осей и др.
Обрабатываемые поверхности
При выполнении работ на токарных станках обрабатываемая заготовка получает вращательное движение, а резец - поступательное перемещение, или движение подачи. Сочетание таких движений обеспечивает получение разнообразных поверхностей вращения: цилиндрических, конических, фасонных и др.
Похожие материалы
www.metalcutting.ru
Токарно винторезный станок - описание, область применения, фото. Особенности токарно-винторезных станков по металлу другие станки
Токарно-винторезный станок можно считать самым универсальным станком токарной группы. Он применяется главным образом в условиях единичного и мелкосерийного изготовления различных деталей. В настоящее время благодаря своей универсальности он довольно популярен на многих предприятиях металлообрабатывающей промышленности.
Паспорт на токарно-винторезный станок 1Е61М
Токарно-винторезный станок модели 1Е61М повышенной точности предназначен преимущественно для чистовых и получистовых всевозможных токарных и резьбонарезных работ.Краткое описание конструкции и работы станка
Привод станка осуществляется от индивидуального электродвигателя мощностью 4,5 кВт и числом оборотов в минуту 1335.
Клин о ременной передачей движение (передается на приемный шкив коробки скоростей. От коробки скоростей шестью клиновыми ремнями движение передается дальше, на шкив передней бабки, а затем при помощи зубчатой муфты на шпиндель.
Нарезание резьб повышенной точности обеспечивается возможностью соединения ходового винта непосредственно с соответствующим комплектом сменных шестерен на гитаре, минуя всю цепь коробки подач.
Станок также позволяет нарезать резьбы нормальной точности при помощи коробки подач.
Цепь подачи станка имеет звено увеличения шага, посредством которого достигается восьмикратное увеличение табличного значения подач и шагов резьб.
Включая звено увеличения шага, можно производить нарезку крутых резьб, прорезать всевозможные крутые спирали, нарезать многозаходные червяки и выполнять ряд специальных работ.
Фартук станка имеет механизм «падающего» червяка, автоматически выключающего продольную и поперечную подачи при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломок при перегрузке. Но при работе ходовым винтом пользоваться продольным упором недопустимо.
В средней части шпиндельной бабки помещен клиновой приводной шкив, смонтированный на двух шарикоподшипниках. Таким образом, шпиндель разгружен от натяжения клиновых ремней.
Смазка передней бабки автоматическая, от отдельного масляного насоса. Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится электронасосом, включение которого осуществляется по мере надобности от отдельного выключателя.
Реверсирование главного движения станка— электрическое. Торможение вращения шпинделя производится противотоком в электродвигателе.
Токарно-винторезные станки типа ENW 1600-2400
Область применения: Серия универсальных токарно-винторезных станков, которые подходят для расточки заготовок качающихся деталей, например, обточка внешних цилиндрических поверхностей, внутренних отверстий, обработка конусов и нарезание резьбы.
Особенности конструкции:
Оснастка тремя направляющими, обеспечивающими бóльшую грузоподъёмность, высокую жёсткость и степень точности. Главный привод постоянного тока с цифровой регуляцией, 3 ступени механического и гидравлического переключения скоростей, диапазон скорости вращения шпинделя может достигать 1:200 Привод подачи соединён с главным приводом, что позволяет ускорять ход суппорта и (резбонарезной) гребёнки Встроенный вращающийся центр задней бабки, увеличивающий грузоподъёмность, функция 2-ступенчатого ручного перемещения, моторизированное перемещение задней бабки облегчают эксплуатацию Использование высокоточных подшипников с двумя рядами коротких цилиндрических роликов в шпиндельной опоре позволяет регулировать радиальный зазор
Токарно-винторезный станок особо высокой точности 16М05А
Станок токарно-винторезный особо высокой точности 16М05А предназначен для выполнения различных токарных работ высокой точности, выполняемых в центрах, цанге, патроне и планшайбе, а также для нарезания метрических , дюймовых и модульных резьб.
Станок мод. 16М05A обеспечивает качество обрабатываемой поверхности и точности работы (точность размеров и геометрических форм) высокого класса.
Область применения станка – предприятия приборостроительной, радиотехнической, инструментальной промышленности и точного машиностроения.
Особенности токарно-винторезного станка особо высокой точности 16М05А:
Станок токарно-винторезный особо высокой точности 16М05А обеспечивает высокий класс точности - А по ГОСТ 8-82Е. Максимальный диаметр обрабатываемой детали над станиной может достигать 270 мм, а длина детали над суппортом 500 мм.
Установка вариатора на специальной плите, не имеющей контакта с тумбой, а также независимая подвеска фартука токарно-винторезного станка особо высокой точности 16М05А обеспечивают снижение уровня вибрации при обработке и повышают качество обрабатываемой поверхности. Коробка подач обеспечивает возможность нарезания большого количества метрических, модульных резьб и получения широкого диапазона продольных и поперечных подач без смены шестерен гитары. Шпиндель установлен в оригинальных радиальных и упорных гидростатических подшипниках, что в сочетании с жесткой конструкцией станка позволяет производить уникальную по точности токарную обработку.
Технические характеристики токарно-винторезного станка особо высокой точности 16М05А:
Диаметр обрабатываемой детали над станиной мм. 270Диаметр детали над суппортом мм. 139Длина обрабатываемой детали мм. 500Пределы частоты вращения шпинделя мин-1 25-2500Мощность привода главного движения кВт. 1.5Габариты станка мм. 1530х910х1385Вес станка кг. 1140
Устройство и классификация.
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 - передняя бабка, 2 - суппорт, 3 - задняя бабка, 4 - станина, 5 и 9 - тумбы, 6 - фартук, 7 - ходовой винт, 8 - ходовой валик, 10 - коробка подач, 11 - гитары сменных шестерен, 12 - электро-пусковая аппаратура, 13 - коробка скоростей, 14 - шпиндель Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм.
Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие - до 500 кг (D = 100 - 200 мм), средние - до 4 т (D = 250 - 500 мм), крупные - до 15 т (D = 630 - 1250 мм) и тяжелые - до 400 т (D = 1600 - 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
На средних станках производится 70 - 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов.Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху. Типичный токарно-винторезный станок 16К20 завода "Красный пролетарий" показан на рисунке внизу. Сухие штукатурные смеси на цементной основе. Сухая смесь без накладных. Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20: Рукоятки управления: 2 - сблокированная управление, 3,5,6 - установки подачи или шага нарезаемой резьбы, 7, 12 - управления частотой вращения шпинделя, 10 - установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 - изменения направления нареза-ния резьбы (лево- или правозаходной), 17 - перемещения верхних салазок, 18 - фиксации пиноли, 20 - фиксации задней бабки, 21 - штурвал перемещения пиноли, 23 - включения ускоренных перемещений суппорта, 24 - включения и выключения гайки ходового винта, 25 - управления изменением направления вращения шпинделя и его остановкой, 26 - включения и выключения подачи, 28 - поперечного перемещения салазок, 29 - включения продольной автоматической подачи, 27 - кнопка включения и выключения главного электродвигателя, 31 - продольного перемещения салазок; Узлы станка: 1 - станина, 4 - коробка подач, 8 - кожух ременной передачи главного привода, 9 - передняя бабка с главным приводом, 13 - электрошкаф, 14 - экран, 15 - защитный щиток, 16 - верхние салазки, 19 - задняя бабка, 22 - суппорт продольного перемещения, 30 - фартук, 32 - ходовой винт, 33 - направляющие станины
Токарно-винторезный станок 1615
Руководство по обслуживанию и акт приемки и технического испытания станка.Назначение станка
Токарно-винторезный станок, модель 1615 (фиг. 1), предназначен для различных токарных работ, выполняемых в центрах или в патроне, и для нарезания резьб: метрической, дюймовой и модульной.
Вращение изделия, закрепленного в патроне или в центрах, осуществляется от индивидуального электродвигателя.
Движение от электродвигателя передается через клиноременную передачу на приводной шкив и затем через зубчатые колеса механизма коробки скоростей — на шпиндель IV (фиг. 3),Изменение числа оборотов шпинделя в минуту достигается передвижением блоков зубчатых колес 4—5, 7—8 и 12—13 по шлицевым валикам при помощи трех рукояток.
Восемь различных скоростей шпинделя — от 26 до 492 оборотов в минуту — при прямом вращении осуществляются по следующим кинематическим цепям: от вала I, имеющего 430 об/мин., вращение передается на вал II при помощи зубчатых колес 1—4 или 2—5._ Далее вращение передается валу III переключением блока зубчатых колес 7—8, соответственно сцепляющихся с зубчатыми, колесами 10—11, и далее, через зубчатые колеса 12—16 или 13-17, — шпинделю IV.
При обратном вращении шпинделя движение от вала I на вал II передается через зубчатые колеса 3, 6, 9 и далее, как описано выше. Таким образом, получаем четыре скорости шпинделя — от 142 до 580оборотовв минуту.Описание конструкции станка
Основные узлы станка: станина, коробка скоростей (передняя бабка), задняя бабка, коробка подач, фартук, супорт, люнеты.СТАНИНА
Станина станка — чугунная (фиг. 4), с диагональными ребрами жесткости и двумя призматическими направляющими. Передняя (усиленная) направляющая 1 служит для перемещения супорта, задняя 2 — для перемещения задней бабки. Станина крепится болтами к чугунным пустотелым тумбам.
Между станиной и тумбами расположено корыто.КОРОБКА СКОРОСТЕЙ
Механизм коробки скоростей заключен в чугунный корпус с плотно закрывающейся плоской крышкой (фиг. 5). Корпус устанавливается на левой части станины и крепится болтами.
Особенности токарно-винторезных станков по металлу
Несмотря на то, что токарные станки разделяются на десяток видов (по количеству дополнительных, помимо резания, «умений») конструктивно они весьма схожи. Характерная для токарных станков любого типа конструкция в случае с токарно винторезным станком несколько видоизменена.
Так, в подвижной части задней бабки имеется место для размещения свёрел или иных видов оснастки для обработки внутренних поверхностей отверстий в заготовке. Да и в целом количество вариантов оснастки у этого вида токарных станков существенно больше, чем у остальных – разнообразием видов работ и объясняется универсальность винторезного станка.
Назначение токарно-винторезного станка
Назначение токарно-винторезных станков – самое широкое. Это практически любые работы по внешним поверхностям заготовок и внутренним поверхностям отверстий в заготовках. На то, с какими заготовками (деталями) может работать станок, влияют расстояния между осью, на которой располагается заготовка, и станиной, а также суппортом.
На точность работы токарно-винторезного станка влияют как его массогабаритные характеристики – чем тяжелее вся конструкция, тем меньше вибрации и тем, соответственно, точнее будет производиться работа, а также длина салазок суппорта.Специальные токарно-винторезные станки, предназначенные для высокоточных работ, характеризуются разделением коробки скоростей и шпиндельной бабки, а также удлиненными направляющими каретки суппорта.Производимые работы
Помимо собственно реза любых металлов – как черных, так и цветных, а также сплавов – станки данного вида используются для обработки отверстий и нарезания резьбы на поверхностях в заготовках и деталях. Внешняя резьба создается с помощью плашек, а для внутренней применяются зенкеры.
Если речь идет об агрегатах без ЧПУ, то область применения токарно-винторезного станка сводится лишь к мелкосерийному и штучному производству: например, ремонту или доработке деталей, пришедших в негодность или дефектных изначально, отличающихся по своим габаритам и качеству обработки поверхностей от требуемых.
Таким образом, благодаря ряду конструктивных особенностей – главным образом, касающихся конструкции и оснащения задней бабки – возможности токарно-винторезных станков существенно шире, чем у других видов токарного оборудования.
Токарно-винторезный станок можно считать самым универсальным станком токарной группы. Он применяется главным образом в условиях единичного и мелкосерийного изготовления различных деталей. В настоящее время благодаря своей универсальности он довольно популярен на многих предприятиях металлообрабатывающей промышленности. Подобную популярность обеспечивает действительно широкий спектр выполняемых задач, высокая производительность, высочайшая точность обработки деталей и надежность. Самый известный токарно-винторезный станок в советское время 16К20. Фото токарно винторезного станка представлено выше.
Основные узлы станкаКонструктивная компоновка токарно-винторезных станков практически однотипна. Основными узлами взятого в качестве примера станка 16К20 являются: станина, передняя (шпиндельная) бабка, коробка подач, фартук, задняя бабка, суппорт. Возможности станковВ основе работы данного станка лежит снятие стружки с заготовок при точении, обрабатываются таким образом, в основном, тела вращения. Токарные станки предоставляют возможность обрабатывать как внутренние, так и наружные поверхности. В частности, оборудование позволяет обтачивать детали различных форм (конических, фасонных, цилиндрических), выполнять растачивание, сверление и развертывание отверстий, накатку рифлений, подрезку торцов, нарезание резьбы и т. д. Кроме того, возможность использования специальных инструментов позволит вам осуществлять и другие операции по обработке: фрезерование, нарезание зубьев, шлифование и другие. Область примененияТокарно-винторезное оборудование предназначено, в первую очередь, для мелкосерийного и единичного производства. Однако, при необходимости, его можно оборудовать дополнительными устройствами и приспособлениями, которые позволят расширить производство до серийного.
sawwood.ru