Содержание
виды работ и правила проведения
СОДЕРЖАНИЕ
- Понятие пайки металлов
- Плюсы и минусы пайки металлов
- Виды пайки металла
- Источники тепла
- Припой и флюс
- Припои
- Флюсы
- Технология пайки металлов
Пайка металлов довольно широко используется в быту и производстве, особенно там, где не требуется особая прочность соединения или есть необходимость в последующем разъединении деталей. Процесс пайки несложен, но имеет свои особенности, без учета которых невозможно получить качественный стык.
Пайка металлов выполняется разными способами, не только паяльником (как часто происходит в быту). В нашей статье мы расскажем о плюсах и минусах этой процедуры, рассмотрим ее варианты и опишем технологию пайки металлов.
Пайка металлов — это технологическая операция, в результате проведения которой образуется неразъемное соединение металлов, находящихся в твердом состоянии. Проводится эта операция с помощью специального присадочного материала — припоя, температура плавления которого ниже, чем температура плавления материалов, подлежащих обработке. Процесс пайки имеет некоторые общие черты с процессом сварки методом плавления, но в данном случае растворение и диффузия наблюдаются не только у припоя, но и у спаиваемого металла.
Проводится эта операция с помощью специального присадочного материала — припоя, температура плавления которого ниже, чем температура плавления материалов, подлежащих обработке. Процесс пайки имеет некоторые общие черты с процессом сварки методом плавления, но в данном случае растворение и диффузия наблюдаются не только у припоя, но и у спаиваемого металла.
Соединение, образовавшееся в процессе пайки металлов, должно соответствовать служебным свойствам изделия и условиям его эксплуатации. Исходя из этого, особые требования могут предъявляться к степени герметичности, коррозионной стойкости, вакуум-плотности, способности противостоять перегрузкам и термоударам, уровню электросопротивления и т. д.
В процессе пайки основной материал растворяется в жидком припое. Образуются эвтектик и твердые растворы. Между припоем и металлом возникает взаимная диффузия компонентов, завершающаяся кристаллизацией жидкой прослойки.
Степень прочности соединения, образовавшегося в процессе пайки, зависит от нескольких факторов. Прежде всего, это химический состав материалов, находящихся в работе. Он определяет выбор температуры и времени продолжительности пайки, характер физико-химических и диффузионных процессов, протекающих между основным материалом и припоем.
Прежде всего, это химический состав материалов, находящихся в работе. Он определяет выбор температуры и времени продолжительности пайки, характер физико-химических и диффузионных процессов, протекающих между основным материалом и припоем.
Читайте также: «Уровень качества сварного шва: методы контроля»
Показатели механической прочности будут тем выше, чем больше степень взаимной диффузии между расплавленным припоем и металлом. Повлиять на прочность пайки может и величина зазора. Его минимальные размеры обеспечат возможность качественного и быстрого затекания припоя в имеющиеся полости, в результате чего значение временного сопротивления паяного соединения окажется больше значения временного сопротивления самого припоя.
Плюсы и минусы пайки металлов
Способ соединения металлических заготовок с помощью пайки позволяет:
- соединять материалы с отличающимися химическими и физическими свойствами;
- проводить работы в труднодоступных местах, где применить сварку невозможно;
- работать с изделиями любого размера и формы;
- выполнять обработку всех плоскостей касания;
- добиваться качества соединений за счет отсутствия внутреннего напряжения;
- справляться с поставленными задачами на основе имеющихся базовых знаний о процессе пайки металлов и наличии минимальных навыков.


К минусам пайки можно отнести:
- Невысокую, в сопоставлении со сварочным швом, прочность соединения. Это обусловлено свойствами материала, применяемого в качестве припоя.
- Низкую термостойкость, исключающую возможность применять пайку в отношении конструкций, эксплуатируемых в условиях высоких температур.
- Низкий уровень производительности труда. Пайка представляет собой процесс точечного воздействия на поверхность обрабатываемого материала, поэтому в массовом производстве практически не применяется.
Виды пайки металла
Из-за существенного количества классифицируемых параметров выделяется достаточно много видов пайки. Определяются они в соответствии с технологической классификацией, прописанной в ГОСТ 17349-79. По этому документу, виды пайки различаются по способу получения припоя, по источнику нагрева, по характеру заполнения зазора припоем, по типу кристаллизации шва, по способу удаления оксидной пленки, по характеристикам давления в стыке, по одновременности выполнения соединений.
Одним из основных параметров классификации пайки металлов является температура плавления припоя. Пайка считается высокотемпературной, если процесс плавки начинается при значениях, превышающих 450 °C, и низкотемпературной, если плавление возможно при меньших показателях.
Низкотемпературная пайка имеет ряд преимуществ. Это несложный в исполнении процесс, который осуществляется с минимальными затратами. Применять данный вид пайки можно в отношении тонких пленок и миниатюрных изделий. За счет хорошей электропроводности и теплопроводности припоев возникают условия для соединения разнородных материалов. Поэтому низкотемпературная пайка активно используется в области электроники и микроэлектроники.
Высокотемпературная пайка имеет свои достоинства. С ее помощью можно изготовить герметичные, вакуумно-прочные соединения, которые позволят конструкции функционировать в условиях высокого давления. Они способны выдержать существенную нагрузку и обладают ударопрочными качествами. Высокая температура возникает в результате нагрева материала с помощью газовых горелок и среднечастотных или высокочастотных индукционных токов.
Высокая температура возникает в результате нагрева материала с помощью газовых горелок и среднечастотных или высокочастотных индукционных токов.
Читайте также: «Сварка нержавейки электродом»
Обработка изделия с неравномерными или некапиллярными зазорами происходит в процессе композиционной пайки. В этом случае используются специальные композиционные припои, в состав которых входит легкоплавкая составляющая и наполнитель с температурой плавления выше, чем температура пайки. Благодаря этому он остается нерасплавленным и заполняет имеющиеся между частями изделия зазоры. Его задача — создать среду для распространения легкоплавкой составляющей.
Классификация видов пайки, исходя из характера получения припоя для пайки металлов, представлена в двух вариантах:
- Пайка готовым припоем. Плавление припоя происходит в результате нагрева. Он заполняет зазор между деталями и за счет действия капиллярных сил удерживается в нем. Роль, которую играют капиллярные силы в данном процессе, очень значительна. Они обеспечивают максимальную возможность проникновения припоя в имеющиеся полости, благодаря чему обеспечивается высокий уровень прочности.
- Реакционно-флюсовая пайка. В данном случае процесс обеспечивается за счет реакции вытеснения, происходящей между основным материалом и флюсом для пайки металла. Итогом этого процесса является образование припоя. Описать этот процесс можно следующим образом: 3ZnCl2 (флюс) + 2Al (металл, с которым происходит соединение) = 2AlCl3 + Zn (образовавшийся припой).
 Они обеспечивают максимальную возможность проникновения припоя в имеющиеся полости, благодаря чему обеспечивается высокий уровень прочности.
Они обеспечивают максимальную возможность проникновения припоя в имеющиеся полости, благодаря чему обеспечивается высокий уровень прочности.
Для того чтобы осуществить процесс пайки, необходимо произвести соответствующую подготовку изделий и обеспечить наличие флюса, припоя и источников тепла.
Источники тепла
Среди многочисленных способов нагрева деталей, подлежащих пайке, в домашних условиях самым распространенным является нагрев паяльником или строительным феном.
Электрический или газовый паяльник может использоваться при низкотемпературной пайке. Благодаря тепловой энергии, которая аккумулируется в массе его металлического наконечника, он нагревает металл и припой, обеспечивая возможность соединения деталей.
Если рассматривать нагревательное оборудование с точки зрения его универсальности, стоит обратить внимание на газовые горелки и заправляемые бензином или керосином паяльные лампы. Их использование обеспечивает возможность проведения не только высокотемпературной, но и низкотемпературной пайки, требующейся в процессе соединения массивных деталей.
Читайте также: «Дуговая сварка в защитном газе: суть процесса»
В процессе соединения металлов пайкой могут использоваться и другие методы нагрева:
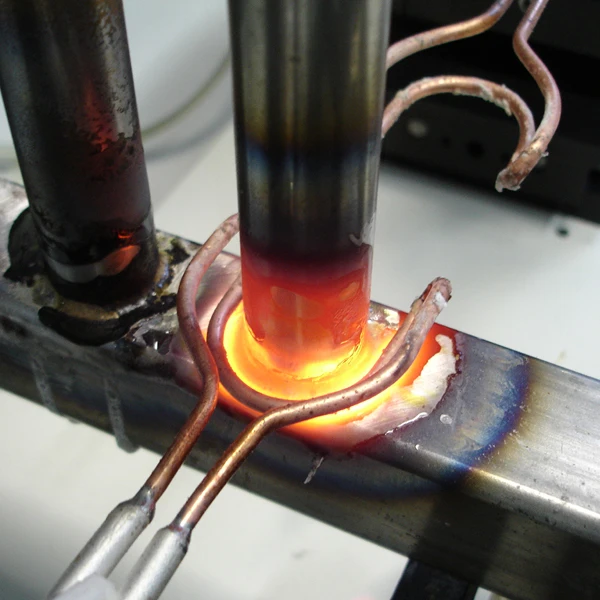
- Индукционный метод. Нагрев происходит в катушке-индикаторе, через которую пропускается электрический ток. Использование данного метода позволяет создать условия для быстрого нагрева толстостенных деталей, что является бесспорным преимуществом в процессе припаивания твердосплавных резцов к режущему инструменту.
- Пайка электросопротивлением. Паяемые изделия в данном случае рассматриваются как части единой электрической цепи. Теплота выделяется в результате прохождения через детали тока.
- Пайка методом погружения. Происходит в расплавленных припоях и солях.
- Электролитная, дуговая, экзотермическая пайка.
- Пайка лучами, нагревательными матами и штампами.
 Теплота выделяется в результате прохождения через детали тока.
Теплота выделяется в результате прохождения через детали тока.
Припой и флюс
Припои
Степень важности использования в процессе работы качественных припоев трудно переоценить. Они должны быть изготовлены из чистых металлов или их сплавов в виде порошка, пасты, стержня, таблетки, тонкой фольги или гранул. Основными характеристиками припоев являются их температура плавления и смачиваемость. Прочность соединения молекул припоя с заготовкой должна быть выше прочности соединения молекул самого припойного материала.
Температура плавления припоя должна быть ниже, чем температура плавления заготовок. Величина данного показателя лежит в основе деления припойных материалов на тугоплавкие и легкоплавкие.
К легкоплавким относятся припои, созданные основе олова и свинца, которые могут применяться как в чистом виде, так и с добавлением всевозможных компонентов. Основу тугоплавких припоев для плавки металла составляют серебро и медь. К ним относятся медно-цинковые припои, используемые в процессе пайки стальных заготовок, а также изделия из меди и бронзы.
Пайка черных металлов медно-фосфорными припоями не допускается.
Хорошими показателями прочности отличаются серебряные припои. Их используют при необходимости пайки деталей, в процесс эксплуатации которых присутствует вибрация или удары.
Читайте также: «Сварка медных проводов: разбираемся в технологии»
Никелевые припои обеспечивают качественное соединение частей конструкции, работающих в условиях высоких температур.
Золотые припои необходимы для того, чтобы спаять золотые ювелирные изделия или трубки, которым предстоит работать в вакууме.
При спаивании магниевых заготовок или деталей, изготовленных из сплавов данного металла, применяются магниевые припои.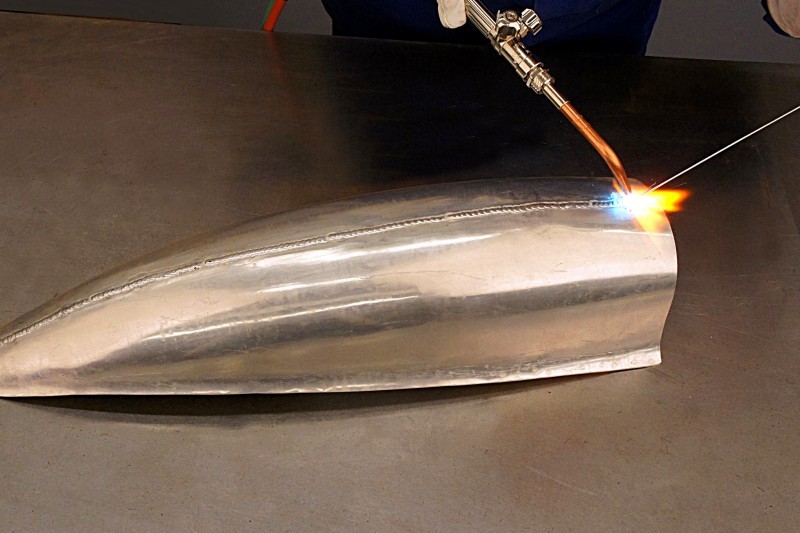
Флюсы
Задача флюсов – удалить уже имеющуюся оксидную пленку и не допустить образования новой. Каждый из них имеет собственный состав и обладает определенными свойствами.
В соответствии с существующей классификацией флюсы делят на:
- активные и нейтральные;
- жидкие, твердые, пастообразные и гелеобразные;
- флюсы с низкой и высокой температурой;
- водные и безводные.
Читайте также: «Технология сварки сталей»
Самыми распространенными флюсами, применяемыми в процессе пайки металлов, являются канифоль, хлористый цинк, ортофосфорная кислота, борная кислота и ее натриевая соль (бура).
Технология пайки металлов
Технологический процесс пайки металлов осуществляется в следующем порядке:
- Предназначенные для соединения поверхности зачищаются. С них снимается фаска.
- Тонким слоем наносится подобранный в соответствии с характеристиками обрабатываемого материала флюс. Для того чтобы он лучше распределился, поверхность деталей предварительно лудят.
- Заготовка разогревается с помощью горелки в определенном радиусе от места соединения. Область стыка прогревается до температуры, существенно превышающей температуру плавления припоя.
- На разогретый участок соединения помещают припой, который начинает плавиться и заполнять имеющийся зазор.
- Процесс остывания спаянной детали должен быть естественным. В противном случае гарантировать качество соединения будет невозможно.
 Для того чтобы он лучше распределился, поверхность деталей предварительно лудят.
Для того чтобы он лучше распределился, поверхность деталей предварительно лудят.
В процессе соединения меди и титана может применяться технология пайки без припоя. В ее основе лежит принцип контактного плавления. При нагреве материалов до необходимой температуры в месте контакта образуется расплав. Он заполняет имеющийся зазор, и в результате диффузии происходит процесс соединения частей конструкции.
Читайте также: «Шлифовка металла»
Применять пайку можно в качестве способа соединения труб теплообменников, в холодильных установках, системах, передающих жидкости и газы.
Процесс пайки металлов может обеспечить возможность соединения частей конструкций, состав которых неодинаков. Для того чтобы выполнить эту задачу, требуется правильно выбрать припой и учесть разницу температуры его плавления с температурой плавления материалов, подлежащих обработке.
Пайка металлов
Оцените, пожалуйста, статью
12345
Всего оценок: 1, Средняя: 5
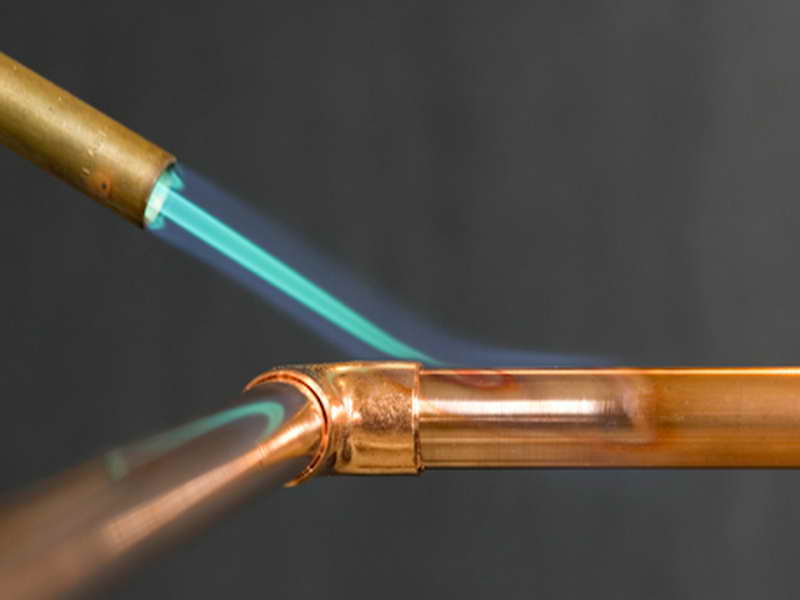
Газопламенная пайка металлов | Сварка и сварщик
- Пайка металлов
- технологический процесс получения неразъемных соединений металлов нагревом до расплавления более легкоплавкого присадочного металла — припоя, заполняющего зазор между соединяемыми деталями. Основной металл при пайке не плавится, а нагревается до температуры расплавления припоя.
В качестве источников теплоты при пайке используют газокислородное и газовоздушное пламя, электронагрев, индукционный нагрев, паяльники. К преимуществам пайки относятся отсутствие расплавления и незначительный нагрев основного металла. Эти преимущества позволяют получать высококачественные соединения не только однородных металлов, но и разнородных металлов и сплавов.
Эти преимущества позволяют получать высококачественные соединения не только однородных металлов, но и разнородных металлов и сплавов.
Согласно ГОСТ 17325-79, различают две основных вида пайки:
- высокотемпературную
- низкотемпературную
Температура плавления припоев для высокотемпературной — свыше 550°С, а для низкотемпературной — ниже 550°С. В основу высокотемпературных припоев входят медь (Сu), цинк (Zn), серебро (Ag), а низкотемпературных — свинец (Pb), олово (Sn), сурьма (Sb). Пайке поддаются чугун, низкоуглеродистая и легированная сталь, медь , никель, алюминий и их сплавы и др.
Источником нагрева при газопламенной пайке является сварочное пламя. В качестве основного инструмента используют сварочную горелку. При пайке крупногабаритных изделий применяют многопламенные горелки. Припои выпускают в виде проволоки, прутков, полос, порошковой проволоки, порошков и пасты. Для получения надежного паяного соединения припои должны удовлетворять следующим требованиям:
- температура плавления припоя должна быть ниже температуры плавления основного металла;
- расплавленный припой в сочетании с флюсом должен быть жидкотекуч, хорошо растекаться, проникая в щели зазора, и хорошо смачивать металл;
- припой и металл должны взаимно диффундировать и образовывать сплав;
- припой должен обладать одинаковой или более высокой, чем основной металл, коррозионной стойкостью;
- припой должен удовлетворять требованиям, предъявляемым к внешнему виду изделий, и не содержать дорогих и дефицитных компонентов.

Все припои для высокотемпературной пайки можно разбить на следующие группы:
- медные;
- медно-цинковые;
- серебряные;
- медно-фосфористые.
Медные припои применяют для пайки стали преимущественно в печах с защитной атмосферой.
Медно-цинковые — при пайке стали, чугуна, меди, бронзы и никеля. Лучшие результаты дает припой марки ЛОК 62-06-04, содержащий 60-63% Сu; 0,3-0,4% Sn; 0,4-0,6% Si, остальное — цинк (Zn). Температура плавления припоя 905°С, предел прочности 450 МПа.
Серебряные припои можно применять при пайке всех черных и цветных металлов, кроме алюминия и цинка, имеющих более низкую температуру плавления, чем припой. Температура плавления серебряных припоев 720- 870°С. В зависимости от содержания серебра серебряные припои выпускаются марок от ПСр10 до ПСр70.
Медно-фосфористые припои находят широкое применение в электропромышленности. Их используют только для пайки меди и латуни. Припои для низкотемпературной пайки готовят на основе оловянно-свинцовых сплавов различного состава. В зависимости от содержания Sn используют припои марок от ПОС 90 (89-90% Sn) до ПОС 18 (17-18% Sn). Для низкотемпературной пайки применяют также сурьмянистые припои марки ПОСС-4-6. Для пайки алюминия в качестве низкотемпературных припоев рекомендуются сплавы: 50% Zn, 45% Sn, 5% Аl и 25% Zn, 70% Sn, 5% Al. Паяные низкотемпературными припоями соединения обладают низкой коррозионной стойкостью, что ограничивает их применение для деталей, работающих в воде или влажном воздухе.
Припои для низкотемпературной пайки готовят на основе оловянно-свинцовых сплавов различного состава. В зависимости от содержания Sn используют припои марок от ПОС 90 (89-90% Sn) до ПОС 18 (17-18% Sn). Для низкотемпературной пайки применяют также сурьмянистые припои марки ПОСС-4-6. Для пайки алюминия в качестве низкотемпературных припоев рекомендуются сплавы: 50% Zn, 45% Sn, 5% Аl и 25% Zn, 70% Sn, 5% Al. Паяные низкотемпературными припоями соединения обладают низкой коррозионной стойкостью, что ограничивает их применение для деталей, работающих в воде или влажном воздухе.
Для высокотемпературной пайки алюминия и его сплавов рекомендуются припои с температурой плавления 577°С, содержащие 10-12% Si, 0,7% Fe, остальное — Al, и припой с температурой плавления 525°С состава 28% Cu, 6% Si, 66% Al. При газопламенной пайке применяются флюсы в виде порошков, пасты и газа. Основой большинства флюсов при твердой пайке является бура Na2B4O7. Для усиления действия флюса к буре часто добавляют борную кислоту, благодаря которой флюс становится более густым и вязким, требующим повышения рабочей температуры. Для понижения рабочей температуры флюса, что особенно важно для легкоплавких припоев, вводят хлористый цинк ZnCl2, фтористый калий KF и другие щелочные металлы.
Для понижения рабочей температуры флюса, что особенно важно для легкоплавких припоев, вводят хлористый цинк ZnCl2, фтористый калий KF и другие щелочные металлы.
Перед пайкой соединяемые детали тщательно очищают от загрязнений, окалины, оксидов, жира и др. Порошкообразные флюсы насыпают тонким слоем на очищенные кромки, причем часто применяют предварительный подогрев кромок, с тем чтобы частицы флюса плавились, прилипали к металлу и не сдувались пламенем горелки при пайке. Порошкообразный флюс наносят также па конец прутка припоя. Пасты и жидкие растворы наносят на поверхность соединяемых деталей кистью или обмакивают в них припой. При пайке наибольшее применение получили нахлесточные соединения. Зазор между соединяемыми поверхностями должен быть минимальным, а при пайке серебряными припоями — 0,05-0,03 мм. Техника пайки подготовленного соединения сводится к нагреву их до температуры плавления припоя, введения и расплавления припоя. Обычно пайку выполняют нормальным пламенем.
При пайке медно-цинковыми припоями рекомендуется применять пламя с избытком кислорода. Нагрев ведут широкой частью пламени. Для равномерного прогрева горелкой совершают колебательные движения вдоль шва. После того как флюс, предварительно нанесенный на кромки, расплавится и заполнит зазоры, а изделие прогреется до необходимой температуры, начинают вводить припой. Для гарантии полного заполнения зазора припоем горелкой еще некоторое время подогревают место спая после прекращения подачи припоя. После окончания пайки спай должен медленно остывать, остатки флюса после пайки необходимо тщательно удалять. Для полного удаления флюсов изделие погружают в 10%-ный раствор серной кислоты с последующей промывкой водой. Брак, возникший при пайке, может быть исправлен. Для этого необходимо нагреть деталь до температуры плавления припоя, разъединить спаянные элементы, после чего заново зачистить соединяемые поверхности и повторно произвести пайку.
Соединение металлов: пайка и пайка
Соединение металлов: пайка и пайка
Соединение металлов: пайка и пайка
Существует несколько методов соединения металлов, включая пайку и пайку. В чем разница между пайкой и пайкой? Давайте рассмотрим различия, сравнительные преимущества, а также общие области применения. Это обсуждение углубит ваше понимание соединения металлов и поможет определить оптимальный подход для вашего приложения.
В чем разница между пайкой и пайкой? Давайте рассмотрим различия, сравнительные преимущества, а также общие области применения. Это обсуждение углубит ваше понимание соединения металлов и поможет определить оптимальный подход для вашего приложения.
Как выполняется пайка и пайка
Пайка и пайка соединяют материалы, обычно металлы, путем заливки присадочного металла в соединение. В обоих случаях присадочный металл имеет более низкую температуру плавления, чем соединяемые основные металлы. И для обоих процессов соединения металлов движущей силой является капиллярность, или способность жидкости проходить через узкую щель. Зазоры могут быть разными, но обычно они находятся в диапазоне 0,002–0,005 дюйма для достижения наилучших результатов.
В чем же разница между пайкой и пайкой? Американское общество сварщиков (AWS) определяет пайку как группу процессы соединения, которые вызывают коалесценцию материалов путем нагревания их до температуры пайки и с использованием припоя (припоя), имеющего температуру ликвидуса выше 840°F (450°C) и ниже солидуса основных металлов. 0003
0003
Пайка имеет то же определение AWS, что и пайка, за исключением того, что используемый присадочный металл имеет ликвидус ниже 840°F (450°C) и ниже солидуса основных металлов. Пайку можно считать низкотемпературным родственником пайки.
Сравнительные преимущества. Несмотря на то, что между пайкой и пайкой есть сходство, разница температур между процессами приводит к различному поведению. Основные металлы, участвующие в пайке, обычно прочнее самого припоя; под нагрузкой и усталостью службы может произойти отказ через паяное соединение. Это означает, что паяный узел может иметь меньшую прочность соединения и более низкую усталостную прочность, чем паяный узел 9.0003
Паять или припаивать?
Существует множество факторов, влияющих на это решение, включая загрузку службы и температуру и другие. Многие хрупкие подложки повреждаются высокими температурами, необходимыми для пайки, и лучше работают в сочетании с более низкими температурами материалов для пайки.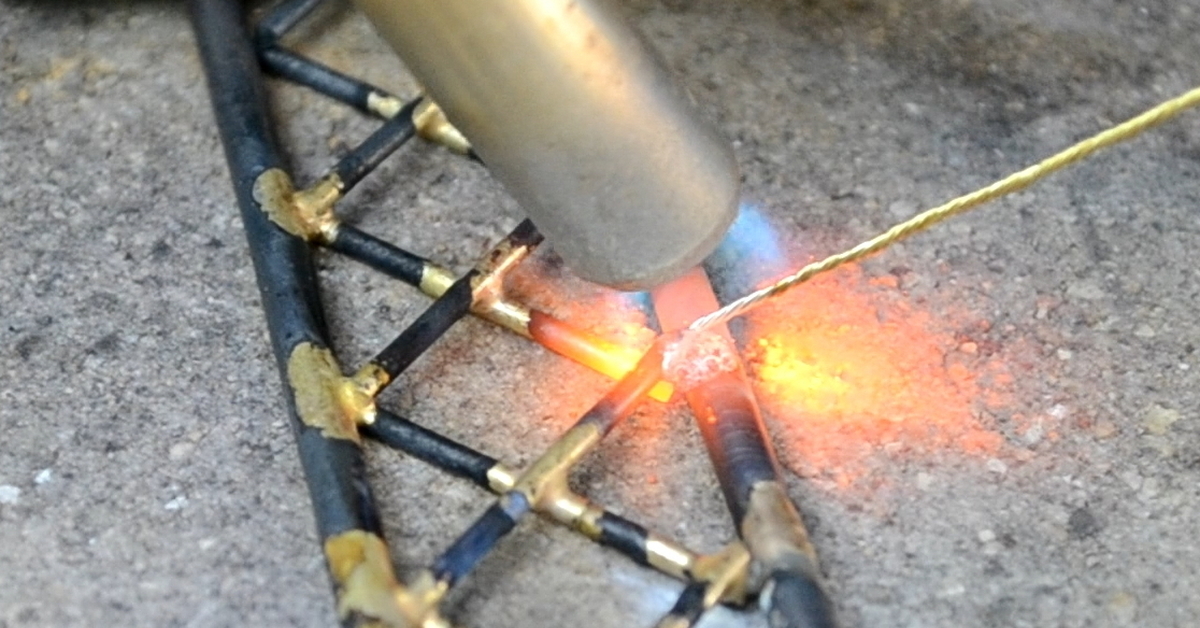 Смачиваемость подложки припоем или припоем является еще одним ключевым фактором при выборе соответствующего процесса. Способность удалять остатки флюса может быть важным фактором, например, в некоторых системах HVAC и других системах транспортировки жидкости; системы с замкнутым контуром, которые нельзя легко очистить после соединения, часто приходится паять или паять в вакууме или в защитной атмосфере или с самофлюсующимся присадочным металлом, таким как сплавы Lucas Milhaupt Sil-Fos (BCuP-5) в сборках на основе меди. необходимо использовать.
Смачиваемость подложки припоем или припоем является еще одним ключевым фактором при выборе соответствующего процесса. Способность удалять остатки флюса может быть важным фактором, например, в некоторых системах HVAC и других системах транспортировки жидкости; системы с замкнутым контуром, которые нельзя легко очистить после соединения, часто приходится паять или паять в вакууме или в защитной атмосфере или с самофлюсующимся присадочным металлом, таким как сплавы Lucas Milhaupt Sil-Fos (BCuP-5) в сборках на основе меди. необходимо использовать.
А как насчет других вариантов? Соединения с механическим креплением (резьбовые, клиновые или заклепочные) обычно не идут ни в какое сравнение с паяными соединениями по прочности, устойчивости к ударам и вибрации или герметичности. Клеевое соединение и пайка обеспечивают прочное соединение, но, как правило, ни один из них не может обеспечить прочность паяного соединения, равную или превышающую прочность самих основных металлов. Они также, как правило, не могут производить соединения, устойчивые к температурам выше 200°F (93°C). Когда вам нужны прочные, прочные соединения металла с металлом, пайка является сильным соперником.
Когда вам нужны прочные, прочные соединения металла с металлом, пайка является сильным соперником.
© Copyright 2020 Lucas-Milhaupt, Inc. | Все права защищены.
Топ
В чем разница между пайкой, сваркой и пайкой? — Australian General Engineering Vietnam
В чем разница между сваркой, пайкой и пайкой?
Сварка, пайка и пайка — все это методы соединения двух или более кусков металла, а в некоторых случаях и других материалов. Это также методы заполнения зазоров в металлических деталях. Так как же определить, какую технику использовать? Это решение зависит от материала, желаемой прочности и области применения.
Основное отличие между сваркой и пайкой заключается в плавке . При пайке производители металла нагревают соединяемый металл, но никогда не размягчают его. При сварке производители металлов плавят основной металл.
Пайка очень похожа на пайку , так как при этом используется капиллярный эффект для подачи металла в соединение до тех пор, пока он не остынет и не затвердеет.
Сварка
Целью сварки является создание очень прочного соединения между двумя металлическими частями, способными выдерживать все виды напряжений и деформаций, например корпус автомобиля или фюзеляж самолета. Что входит в сварку?
- Два металла должны быть похожи: Для сварки двух металлов они должны быть похожи. Например, нельзя сваривать медь со сталью.
- Высокая температура: Температура, необходимая для сварки двух металлов, должна быть очень высокой, чтобы они расплавились и соединились.
- Присадочные материалы: При сварке часто используется присадочный материал, который представляет собой дополнительный кусок металла, закрывающий любые зазоры.
- Прочность : Если сварка была выполнена правильно, сварной шов должен быть таким же прочным, как окружающий «несварной» металл. Например, слишком большое количество тепла может изменить характеристики металла и ослабить сварной шов.
- Различные методы сварки: Существуют различные методы сварки, в зависимости от того, с каким металлом вы работаете. В программе сварки вы можете узнать, какую технику использовать с каким металлом. Различные методы сварки имеют разные источники тепла, такие как газообразный кислород, электроды, лазеры или ультразвук.

Сварка алюминия представляет гораздо больше проблем, чем сварка стали или других металлов, при обучении сварке алюминия. Вы можете найти руководство по сварке алюминия или сварке труб, когда это обязательные навыки для всех, кто серьезно относится к сварке.
Пайка
Пайка может быть похожа на сварку, но у нее совершенно другая цель. Припой довольно мягкий и обычно поставляется в тюбиках и катушках. Припой используется в электронных устройствах, где он позволяет компонентам соединяться друг с другом электронным способом. Что входит в пайку?
- Низкая температура: В отличие от сварки, при пайке для соединения металлов используется низкая температура.
- Присадочные материалы: Пайка выполняется с использованием наполнителей, которые плавятся при температуре ниже 840 °F (450 °C).
- Можно паять различные металлы: Металлы, которые можно паять, включают золото, серебро, медь, латунь и железо. Связь создается, когда расплавленный припой затвердевает.
- Не такой прочный, как сварка или пайка . Пайка не такая прочная, как сварка или пайка, потому что это не механическое соединение. Если пайка не была выполнена должным образом, детали не будут должным образом проводить электричество.
- Флюс используется: Как и при сварке и пайке, флюс используется для очистки металлических поверхностей, чтобы припой мог течь по соединяемым деталям.
Если вы хотите четко понять, что такое изготовление листового металла , вы можете прочитать нашу статью: » Краткое описание и история изготовления листового металла »
Пайка
Пайка похожа на пайку тем, что при этом также используется наполнитель для соединения двух металлов, хотя и высокотемпературный. Подобно сварке, пайка создает механическое соединение между металлическими частями. Что входит в пайку?
Подобно сварке, пайка создает механическое соединение между металлическими частями. Что входит в пайку?
- Соединение металлов путем плавления присадочного материала: Пайка заключается в нагревании и плавлении присадочного сплава. Когда наполнитель затвердеет, металлические детали соединяются.
- Присадочные материалы: Присадочный сплав должен иметь более низкую температуру плавления, чем металлические детали.
- Разнородные металлы: Пайка позволяет соединять различные металлы, такие как алюминий, серебро, медь, золото и никель.
- Часто используется флюс : Жидкий флюс способствует смачиванию металлических деталей, что позволяет наполнителю течь по ним, что облегчает их соединение.
- Прочность : Хотя правильно спаянные соединения могут быть прочнее отдельных деталей, они не такие прочные, как сварные соединения.

Резюме
Сварка, пайка и пайка используются для различных работ. В зависимости от работы, которую вы выполняете, вы должны учитывать такие факторы, как тип металла, желаемая прочность и конечная цель, чтобы определить, как соединить два или более куска металла. При достаточной практике вы сможете хорошо освоить каждую технику.
1. Прочность
- Сварные соединения являются самыми прочными соединениями, используемыми для восприятия нагрузки. Прочность сварного участка соединения обычно больше прочности основного металла.
- Пайка соединений являются самыми слабыми соединениями из трех. Не предназначен для того, чтобы нести нагрузку. Обычно используется для создания электрических контактов.
- Пайка Соединения слабее сварных соединений, но прочнее пайки. Это может быть использовано, чтобы нести нагрузку до некоторой степени.

2. Температура
- Сварка: Требуемая температура 3800°C в сварных швах.
- Пайка: Требуемая температура до 450°C в местах пайки.
- Пайка: Температура в местах пайки может достигать 600°C.
3. Нагрев заготовок
- Сварка: Для соединения заготовок необходимо нагреть их до точки плавления.
- Пайка: Нагрев заготовок не требуется.
- Пайка: Заготовки нагреваются, но ниже их точки плавления.
4. Изменение механических свойств
- Сварка: Механические свойства основного металла могут изменяться в месте соединения из-за нагрева и охлаждения.
- Пайка: Отсутствие изменений механических свойств после соединения.