Сварочный инвертор(200 А) - резонансный мост с частотным регулированием. Сварочный инвертор резонансный своими руками
Сварочный инвертор - это просто
 Когда я работал на стройке прорабом, наш штатный сварщик не вышел на работу и был вызван кто-то не из нашей бригады.
Когда я работал на стройке прорабом, наш штатный сварщик не вышел на работу и был вызван кто-то не из нашей бригады.
Сварщик прибыл на стройку в костюме и с дипломатом в руке.
На вопрос - а где же его сварочный аппарат, он поставил кейс на землю и открыл его.
Внутри было все! И сам сварочник, и кабеля, и даже маска с перчатками.
Все были шокированы! Ведь все давно привыкли, что сварочный аппарат - это тяжеленная конструкция, которую не всегда можно оторвать от земли, а сам сварщик - это чумазый дядька в ватнике.
А тут такое несоответствие. Вот именно в тот момент у меня и родилась идея сделать самодельный сварочный инвертор своими руками...
Скачать руководство по сборке - Самодельный сварочный инвертор это просто
Самодельный сварочный инвертор - это просто! (книга вторая)
 Эта книга является логическим продолжением и дополнением моей первой книги - “Сварочный инвертор - это просто.”
Эта книга является логическим продолжением и дополнением моей первой книги - “Сварочный инвертор - это просто.”
В ней Вы найдёте ответы на большинство вопросов с которыми столкнулись радиолюбители при конструирова- нии мощных сварочных источников в домашних условиях.
И если первая книга была практически полностью посвящена резонансному сварочному инвертору, то в этой, я постараюсь охватить и описать весь спектр сварочных инверторов, начиная с простейшего полумоста и заканчивая мощным резонансным источником!
За прошедший год, после выхода моей первой книги и опубликования в Интернете схем резонансных сварочных инверторов моей конструкции, я получил сотни писем с вопросами и предложениями. Все письма были мной тщательно проанализированы, технические решения многократно проверены в “железе”, и только после этого я выношу их на Ваш, уважаемый читатель, суд.
Все тексты снабжены подробными электрическими схемами и рисунками.
Скачать вторую книгу - Сварочный инвертор - это просто 2
Лучшие марки инверторов. Сварочный аппарат своими руками. резонансный инвертор.
Инвертор является достаточно сложным инструментом для сварки, который заслужил в последнее время огромную популярность. Отличные рабочие характеристики обусловлены большим количеством технических узлов, в общей массе составляющей одно устройство. Чтобы добиться высокого качества получаемого шва, надежности работы и хороших технических характеристик мировые производители стараются внедрять новые разработки и делать мощную, но при этом экономичную технику. Но оказывается, что можно сделать самый простой сварочный инвертор своими руками.
Естественно, что здесь не стоит ожидать высоких современных характеристик от таких устройств. Но вполне возможно создать все самостоятельно, так как все комплектующие для этого находятся в свободном доступе и при наличии полного комплекта и подходящей схемы можно создать недорогую компактную модель. Здесь нужно осуществить правильный подбор, исходя из расчетов мощности и других параметров. Иными словами, все детали должны быть взаимосовместимы друг с другом, как по своему типу, так и по параметрам. К примеру, самой уязвимой частью устройства являются транзисторы, поэтому, к их выбору стоит подходить с особым вниманием.
Преимущества
- Простой сварочный инвертор своими руками обходится значительно дешевле, чем готовые модели сварочных аппаратов;
- При самостоятельной сборке намного легче ремонтировать технику, если с ней случатся какие-либо неполадки;
- Можно самостоятельно регулировать комплектацию, исходя из предпочтений, технических требований и бюджета.
Недостатки
- Простой сварочный инвертор, сделанный своими руками, оказывается не столь надежным в работе, даже в сравнение с бюджетными видами техники;
- На создание аппарата придется потратить значительное количество времени, что не всегда экономически выгодно;
- Здесь отсутствуют дополнительные функции, которые помогут улучшить качество создаваемого шва;
- Техника обладает узким диапазоном регулировки сварочного тока и прочих параметров;
- Как правило, в них присутствуют проблемы с системой охлаждения;
- Корпус создается не столь безопасно, как в заводских моделях, так что использование подобных устройств может оказаться опасным для жизни.
Устройство и схема простого инвертора
Схема простого сварочного инвертора помогает определиться, что именно должно входить в состав устройства. Естественно, что это является не единственным вариантом и возможны замены. Некоторые предпочитают создавать более сложные варианты, основываясь на схемах готовых заводских моделей, таких как или , внося свои изменения. Здесь представлена наиболее простая для самостоятельного воплощения схема.
Методика расчета
Перед тем как начать делать самый простой инвертор сварочный, нужно рассчитать его мощность. Это делается путем умножения силы тока, которой должно обладать устройство, на напряжение, при котором будет гореть дуга. К примеру, для тока в 160 А, который будет возможен на напряжении дуги в 24 В, мощность должна быть 3840 Вт.
Даже простой сварочный инвертор на одном транзисторе может иметь коэффициент полезного действия в 85%. Таким образом, мощность перекачиваемая транзисторами должна составлять 4517 Вт
Исходя из этой величины, можно определить силу тока, коммутируемую транзисторами во время работы. Чтобы это осуществить, следует найти разделить мощность на напряжение в сети. 4517/220 = 20 А.
Чтобы при 20 А можно было поддерживать напряжение в 220 В, в схеме должен присутствовать фильтр емкостью 100 мкФ. Если через транзисторы проходит большой ток, то он начинает нагревать их. Как правило, скорость отвода тепла при помощи радиаторов является недостаточной, а перегревание приведет к разрушению техники. Чтобы избежать подобных неприятностей, транзисторы стоит подбирать с запасом, чтобы их рабочий ток при 1000 градусов Цельсия составлял, как минимум, 20 А.
Простой в повторении и изготовлении сварочный аппарат должен иметь напряжение на транзисторах не более, чем напряжение в источнике питания. Очень важным параметром является частота транзисторов. Для представленных выше параметров подходят изделия с частотой в 100 кГц. Напряжение на них должно быть 500 В. Это могут быть как обыкновенные полевые, так и IGBT транзисторы. Единственной проблемой при их установке является отсутствие специального крепежа.
Чтобы транзистор нормально работал, между его открытием и закрытием должна выдерживаться пауза. Время паузы должно быть около 1,2 мс. Исключением можно считать только транзисторы Mosfet, пауза в которых допускается в 0,5 мс.
Необходимые инструменты и материалы
Для того, чтобы создать простой сварочный инвертор на одном транзисторе, следует иметь следующий набор инструментов:
- Набор отверток;
- Вольтметр;
- Мультиметр;
- Паяльник;
- Осциллограф.
Это основные инструменты, при помощи которых происходит сборка, контроль и измерения. Помимо этого следует иметь еще материалы, которые нужны будут для создания самого аппарата. Для этого понадобятся:
- Резисторы с различным уровнем сопротивления;
- Катушка индуктивности;
- Конденсаторы;
- Оптопара;
- Стабилитрон;
- Выпрямительные диоды;
- Диоды Шоттке;
- Трансформатор с двумя обмотками;
- Реле;
- Подстроечные резисторы;
- Диодный мост;
- Защитные диод;
- Линейный регулятор;
- Вентилятор системы охлаждения;
- Преобразователь переменного тока в постоянный.
Следует подать ток на схему, чтобы проверить, как срабатывает реле замыкания резистора. Далее идет проверка платы ШИМ, есть ли в ней прямоугольные импульсы, которые могут появляться после того, как сработает реле. Если импульсы имеются, то их ширина, в соотношении с нулевой паузой должна составлять 44%.
Нужно убедиться, что напряжение на транзисторах не превышает допустимое, иначе все это может привести к поломке. Затем питание подается на диодный мост, чтобы проверить правильность его изготовления и работоспособности.

Во время настройке нужно убедиться в правильности намотки трансформатора, а также в его корректном подключении и возможности управлять им. Это один из основных элементов, задающих регулировку параметров, но в то же время самый сложный по исполнению за счет наличия обмотки.

Техника безопасности
Все процедуры должны производиться только при отключенном электропитании. Каждую деталь желательно измерить заранее, чтобы во время включения она не сломалась из-за перенапряжения. Во время работы следует соблюдать основные правила электробезопасности.
Доброго времени суток господа радиолюбители. Каждый радиолюбитель и не только в своей практике сталкивается с проблемой соединения метала, причём такой толщины, что паяльник уже ни к чему. Вот и у меня была такая проблема, так что поведаю вам о том, как собирал сварочный инвертор. Но сразу предупреждаю, устройство не из лёгких. Если вы никогда не работали с преобразователями - не стоит браться за такую сложную схему.
Схема инвертора для сварочных работ
Уже давно начал заниматься силовой электроникой, начиная от
netrs.ru
Сварочный инвертор своими руками: основные требования
Сварка металлов в газовой среде производится при помощи электрической дуги, которая формируется и поддерживается с помощью специальных сварочных аппаратов. В качестве таких аппаратов можно использовать инвертор. В бытовых условиях можно изготовить сварочный инвертор своими руками.

Схема устройства сварочного инвертора.
Сконструировать и самостоятельно собрать сварочный инвертор достаточно просто. Для этого нужно иметь небольшие знания электротехники и радиодела. Предлагается много разных конструкций аппарата, но принципиально они мало отличаются друг от друга и в основе своей имеют стандартные схемы, с использованием стандартных радиодеталей и электротехнических изделий.
Основные сведения о сварочных инверторах
В общем случае, сварочный инвертор используется как один из основных видов источника электропитания сварочной дуги, главной задачей которого является подача и стабильное поддержание электрического тока, необходимого для зажигания дуги и поддержания ее горения во время всего процесса сварки. Важной характеристикой сварочного инвертора должна стать стабильность выходного тока при колебаниях и помехах в сети.
Функциональная схема источника питания инверторного сварочного аппарата.
Сварочный инвертор — это прежде всего силовой трансформатор, понижающий напряжение электросети до нужного значения напряжения холостого хода. В основу конструирования инверторов заложено свойство высокочастотных трансформаторов, которые имеют массу и размеры, намного меньшие по сравнению с обычными трансформаторами. Все сварочные инверторы основаны на одном главном принципе. Входное напряжение 220 В переменного тока подвергается первичному выпрямлению, путем превращения переменного тока в постоянный, который поступает в инверторный блок.
Инверторный блок обеспечивает трансформацию постоянного напряжения в высокочастотное, которое подается на высокочастотный выпрямитель, обеспечивающий вторичное превращение переменного тока в постоянный. На окончательной стадии используется высокочастотный сварочный аппарат, который достаточно миниатюрен по сравнению с обычными аппаратами для частоты 50 Гц той же мощности. Применение для сварки постоянного тока обеспечивает стабильность дуги и плавное регулирование процесса.
Основные требования
Для обеспечения устойчивости процесса сварки инверторы должны содержать блоки управления, действующие по правилам обратной связи. Сигнал о любых колебаниях и помехах поступает в силовой блок, корректируя величину выдаваемого тока и напряжения.
Таблица требуемых технических характеристик для сварочного инвертора.
Такие блоки, основанные на использовании микропроцессоров, ведут контроль во всех основных блоках инвертора, обеспечивая их стабильность.
Можно рекомендовать некоторые основные параметры, которые следует обеспечить, собирая сварочный инвертор своими руками. Напряжение входной электросети может колебаться в пределах 200-230 В при величине входного тока до 32 А. Сила постоянного тока, подаваемого на электрод, может регулироваться в диапазоне 30-200 А. Мощность в зоне горения дуги должна быть не менее 3,5 кВа
Основная конструкция сварочного инвертора
Резонансная схема является основой типовых конструкций сварочных инверторов. Простой сварочный инвертор имеет следующие основные конструктивные элементы: силовой блок, блок питания, блок защиты, драйвера силовых ключей (блок управления). Важнейшим элементом является силовой блок, обеспечивающий первичное и вторичное выпрямление электрического сигнала и преобразование его в высокочастотный сигнал (до 55 кГц). Блок питания осуществляет стабилизацию и трансформацию до нужной величины напряжения входного сигнала. Блок защиты выполняет функцию защиты от перегрузок и коротких замыканий. Драйверы силовых ключей обеспечивают управление основными элементами силового блока, устраняя влияние помех и побочных факторов.
Необходимый для изготовления инвертора инструмент
Если поставлена задача изготовить сварочный инвертор своими руками, то необходимо заранее подготовить следующий инструмент и оборудование:
Инструменты для изготовления сварочного инвентора.
- сварочный аппарат;
- болгарку;
- дрель;
- ключи гаечные;
- отвертку;
- плоскогубцы;
- паяльник мощностью не менее 100 Вт;
- молоток;
- тиски;
- штангенциркуль;
- нож;
- тестер;
- осциллограф;
- амперметр;
- вольтметр;
- рулетку.
Изготовление блока питания
Блок питания сварочного инвертора представляет собой стандартную схему обратноходового преобразователя (флайбэка), схема которого широко используется в источниках питания бытовых приборов. Основным элементом блока питания является многообмоточный дроссель (трансформатор). Принцип действия таких блоков основан на двухэтапной работе: первый этап — накопление энергии в первичной обмотке дросселя; второй этап — передача энергии во вторичную цепь, т.е. непосредственное снабжение электроэнергией рабочих блоков. Управление процессом осуществляется с помощью ключей — транзисторов.
Схема дросселя сварочного инвертора.
Трансформатор можно изготовить своими руками. Для этого на сердечник, представляющий собой феррит Ш7х7 или Ш8х8, наматывается одна первичная обмотка и три вторичные. Первичная обмотка изготавливается из провода марки ПЭВ сечением 0,3 мм². Количество витков — 100. Для вторичных обмоток также используется провод марки ПЭВ следующих сечений: первая обмотка — 1 мм², вторая обмотка — 0,2 мм², третья — 0,3 мм². Количество витков составляет 15, 15 и 20 соответственно. Иногда используют четвертую обмотку, которая аналогична по конструкции третьей.
Силовой блок инвертора
Силовой блок сварочного инвертора состоит из первичного выпрямителя, высокочастотного преобразователя, высокочастотного трансформатора и вторичного выпрямителя. В качестве выпрямителей используются диодные мосты необходимой мощности. На первичный выпрямитель подается электрический ток не более 40 А, и мощность диодов не велика. Другая картина на вторичном выпрямителе, где сила тока может достигать 200 А. Здесь очень важно обеспечить надежное охлаждение диодов. Охлаждение осуществляется с помощью охлаждающих радиаторов, увеличивающих площадь теплоотдачи
Электрический сигнал преобразуется в высокочастотный по резонансному методу. Главным элементом преобразователя являются силовые транзисторы, поэтому к его выбору предъявляются особые требования. Прежде всего транзистор выбирается по мощности. При напряжении 220 В и токе 20 А нужен транзистор мощностью не менее 4,6 кВт, а при токе 32 А — не менее 8 кВт. Следующий параметр — рабочее напряжение. Для бытовых аппаратов напряжение может быть 220 или 380 В.
Схема подключения инвертора к аккумулятору.
Следовательно, можно выбрать стандартный транзистор с рабочим напряжением до 400 В. Наконец, по частоте выдаваемого сигнала следует выбирать транзистор, способный обеспечить частоту до 100 кГц. Хорошие показатели в пределах требований для бытовых инверторов имеют транзисторы фирмы IR марки IGBT.
Для стабилизации преобразуемого сигнала используется схема раскачки и управления. Важным элементом является резонансный дроссель. Он изготавливается следующим образом. На сердечник из феррита 2хШ16х20 накладывается обмотка из провода марки ПЭТВ-2 диаметром 2,24 мм. Количество витков -12.
Высокочастотный трансформатор
Высокочастотный трансформатор предназначен для понижения входного электрического напряжения высокой частоты до величины напряжения, подаваемого на электрод. Особенностью передачи высокочастотного сигнала является то, что поток частиц при высокой частоте концентрируется на поверхности проводника. Эта особенность приводит к замене круглого провода в обмотке трансформатора на проводники, имеющие наименьшую толщину при максимальной площади. К таким формам оптимально приближается медная фольга.
Для трансформатора частотой до 55 кГц можно рекомендовать следующую конструкцию. В качестве сердечника используется два комплекта феррита Ш20х28-2000НМ с зазором 0,05 мм, в который прокладывается бумага. Обе обмотки изготавливаются из медной фольги толщиной 0,3 мм.
Первичная обмотка выполняется в виде 9 витков при сечении проводника 10 мм² (ширина фольги 40 мм). Вторичная обмотка наматывается тремя витками при сечении проводника 30 мм² (ширина фольги — 100 мм). Витки фольги изолируются друг от друга в одной обмотке с помощью бумаги. Между обмотками накладывается изоляционный слой из фторопластовой ленты (пленки).
Для стабилизации выходного напряжения используется дроссель.
Он изготавливается на базе сердечника из феррита Ш20х28-2000НМ. Обмотка выполнена в виде 5 витков провода марки ПЭВ сечением 25 мм². На выходе дросселя устанавливается токовый трансформатор, являющийся датчиком для контроля по величине тока. Токовый трансформатор выполнен в виде двух колец К30х18х7: первичной обмоткой является сам провод, протянутый внутри кольца, вторичная обмотка изготавливается из 85 витков медного провода диаметром 0,5 мм.
Блок управления
Схема блока управления (система драйверов) может быть собрана на основе задающего генератора или широкоимпульсного модулятора (ШИМ). Задающий генератор можно собрать на базе микросхемы типа UC3825. Эта микросхема считается одним из лучших драйверов двухтактного типа. Такой драйвер способен обеспечить управление и защиту по току и напряжению, как на входе, так и на выходе.
Одним из главных элементов схемы управления является резонансный дроссель. От того, как он изготовлен, зависит мощность конечного сигнала. Основополагающим параметром является зазор между ферритами. Изменяя зазор в пределах 0,2-0,8 мм, можно добиться максимальной мощности. Заметное влияние на параметры всего аппарата оказывают резонансные конденсаторы. Если применен конденсатор типа К73-16, то таких конденсаторов потребуется 10 штук. При использовании конденсаторов типа 778-2, их необходимо 6 штук.
moyasvarka.ru
Силовая электроника своими руками
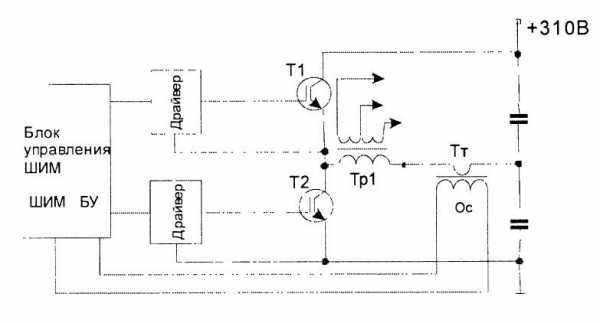
Автор: Липин Руслан Владимирович [email protected]Силовая часть с драйверами.
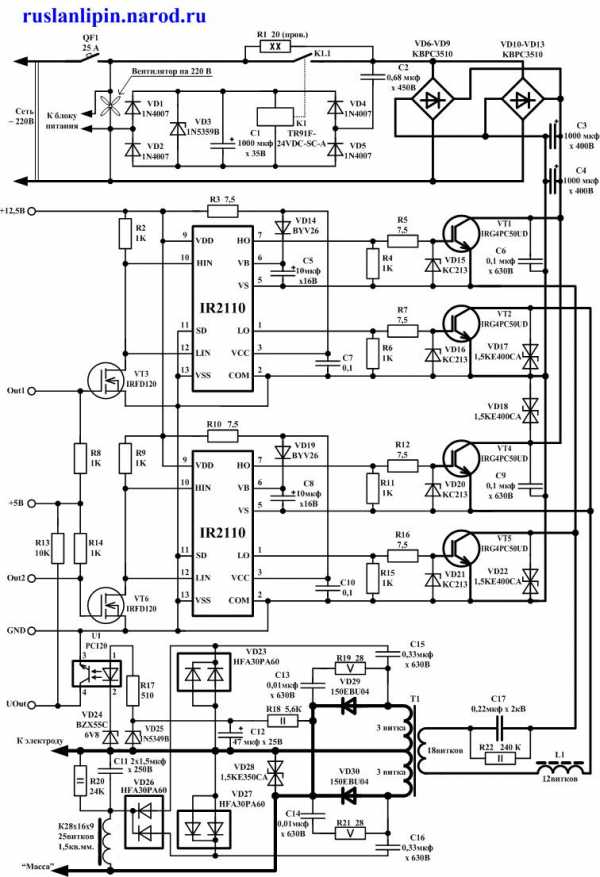
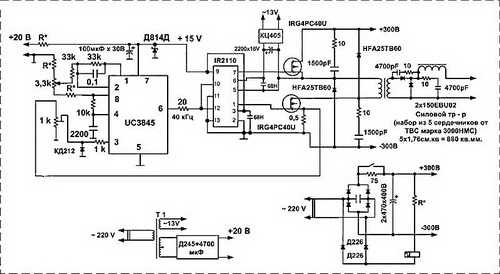
Резонансный мост – это одна из разновидностей двухтактных преобразователей инверторного типа. Во время первого такта открыты транзисторы (далее ключи)VT1 и VT2, во время второго – VT4 и VT5. Такты отличаются полярностью подачи высокого напряжения (приблизительно 300В) в резонансную цепочку, состоящую из конденсатора C17, сварочного трансформатора T1 и дросселя L1. Для безопасной работы ключей инвертора между тактами необходима пауза (DeadTime). В сварочном инверторе частота преобразователя должна быть такой, чтобы ёмкость С17, индуктивность L1 + индуктивность нагруженного на дугу трансформатора образовывали контур, в котором на этой частоте происходит резонанс напряжений. При этом мощность в нагрузке максимальна. При коротком замыкании в сварочной цепи этот резонанс уходит, как бы ограничивая ток короткого замыкания. Подстраивая частоту инвертора можно добиться максимальной мощности в дуге. С увеличением частоты ток в контуре начинает ограничиваться реактивным сопротивлением дросселя L1 и ток в дуге понижается. Таким образом, один раз настроив резонансную частоту (читай, частоту при которой в контуре с трансформатором, нагруженным на дугу, в дуге максимальная мощность) можно изменять значение сварочного тока, увеличивая частоту инвертора относительно резонансной.
При включении инвертора в сеть через пусковой резистор R1 и спаренный выпрямитель VD6-VD13 заряжаются ёмкости С3 и C4. Как только ёмкости зарядятся до напряжения 200-250В включиться реле K1, и своими контактами зашунтирует резистор R1. Ёмкости дозаряжаются до напряжения приблизительно 300 В. C этого момента высоковольтная часть инвертора готова к работе.
В своём сварочном инверторе для управления мощными IGBT-транзисторами, я применил специализированные драйверы фирмы IR. Драйверы верхних ключей получают питание от бустпретных ёмкостей С5 и C8. Эти ёмкости периодически подпитываются через диоды VD14 и VD19 в моменты открытия нижних ключей. Здесь верхними (условно) ключами называю те транзисторы, коллекторы которых соединены с плюсом силового питания 300 В. У нижних ключей эмиттеры соединены с минусом силового питания 300 В.
Для согласования ТТЛ уровней микроконтроллера с уровнями входов LIN и HIN драйверов (не менее 9 В) служат элементы R2, R9, VT3, VT6. Резисторы R8 и R14 обеспечивают неактивный режим драйверов во время “пусковой распутицы” микроконтроллера.
Удвоитель напряжения собран на элементах VD23, VD26, VD27, С15, C16, С11 и служит для облегчения зажигания дуги. Программой микроконтроллера непрерывно отслеживается состояние выхода сварочного инвертора. При коротком замыкании на выходе светодиод оптопары U1 потушен и на входе UOut будет высокий логический уровень. Для защиты от пробоя силовых элементов схемы неизбежными выбросами напряжения служат так называемые снабберы и сапрессоры VD17, VD18, VD22, VD28, С13, C14, R19, R21, а также ограничитель “раскачки” R20.
Ключи желательно припаять к медной подложке. О том как это сделать написано здесь.


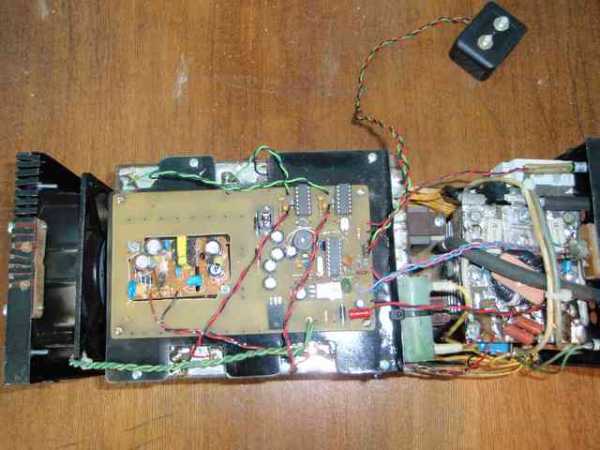
Микроконтроллерный блок управления с блоком питания.
Использование любого аппарата электродуговой сварки предполагает наличие достаточно мощной сети питающего напряжения. Это условие не всегда обеспечивается при сварке в условиях гаража или дачи. Отсюда повышенные требования к блоку питания (БП). Для питания ответственных узлов БП должен обеспечивать стабильное напряжение при просадке сетевого напряжения до 150 В, а лучше, ещё меньше. Для этой цели как нельзя лучше подходит импульсный блок питания, построенный по схеме обратноходового преобразователя, в простонародье называемый флайбэк. Представленный на схеме БП обеспечивает стабильное напряжение на выходе при просадке сетевого до 50 В! При этом запускается рывком при напряжении выше 80 В. Таким образом, отсутствует промежуточный режим работы когда напряжение на выходе уже есть, но ещё не 12,5 В. Для инверторов это важно, поскольку исключается работа ключей в линейном режиме. Желаю всем сваркостроителям использовать в качестве блока питания именно флайбэк! Уверяю, что затраты окупятся сполна. К слову сказать, в моём инверторе от линейного режима ключи защищены ещё и специализированными драйверами фирмы IR.
Мотая трансформатор нужно обеспечить хорошую межобмоточную изоляцию. В моей конструкции все обмотки намотаны медным проводом в лаковой изоляции диаметром 0,2 мм. При подключении трансформатора необходимо правильно соблюсти фазировку обмоток, иначе флайбэк работать не будет. Подборкой сопротивления резистора R1, добиваемся напряжения на выходе 12,5 В. Это напряжение используется для питания драйверов. Микроконтроллер получает питание через параметрический стабилизатор КР142ЕН5А.
Работа программы и настройка резонансной частоты.
Целью настройки резонансного моста является настройка резонансной частоты. Здесь и далее резонансной частотой буду называть ту частоту инвертора, при которой в дуге максимальная мощность.
Рабочий режим.
При включении устройства в сеть светодиод потушен и звучит сигнал. Затем, если контакты термостатов замкнуты, запускается инвертор на резонансной частоте. Значение резонансной частоты считывается из нулевой ячейки EEPROM. При первом включении резонансная частота будет 30 кГц. Как только напряжение в сварочной цепи превысит 12 В (короткого замыкания нет) на проводе UOut возникнет низкий логический уровень и инвертор перейдёт в рабочий режим.
В рабочем режиме горит светодиод, звуковой сигнал выключен. Проверяется положение потенциометра. Вращение движка потенциометра приведёт к изменению рабочей частоты инвертора. Рабочая частота меняется ступенями (всего 17 положений) от резонансной (минимальной) до максимальной. Изменение рабочей частоты сопровождается коротким звуковым сигналом. При этом максимальному сварочному току соответствует минимальная частота (она же резонансная). Увеличение частоты приводит к уменьшению тока в дуге. Таким образом, вращая потенциометр можно регулировать ток в дуге.
При коротком замыкании в сварочной цепи и работе инвертора на частоте выше резонансной существует опасность “словить” резонанс в коротком замыкании. Вероятность, конечно мала, но стоит перестраховаться, поскольку резонанс в коротком замыкании – это верная смерть ключей инвертора! С целью защиты “от смерти” в рабочем режиме периодически проверяется логический уровень на выводе UOut детектора короткого замыкания в сварочной цепи. Если таковое имеется, то на входе UOut появится высокий логический уровень и инвертор начнёт работать на резонансной частоте независимо от положения движка потенциометра. При этом светодиод потушен. Если в течение 1 секунды не произойдёт повышения напряжения в сварочной цепи, то работа инвертора блокируется, и программа начнёт выполняться сначала. Так выполняется функция антизалипания электрода.
Если во время работы произойдёт аварийное отключение одного из термостатов TS1 или TS2, то работа инвертора блокируется, включается прерывистый звуковой сигнал и начинает мигать светодиод. Как только температура понизится, и оба термостата будут включены, работа инвертора возобновиться.
Настройка резонансной частоты.
Перед подачей силового питания на ключи запускаем блок управления. Временно устанавливаем перемычку между проводом UOut и минусом. Осциллографом проверяем управляющие импульсы на затворах ключей. Там должны быть прямоугольные импульсы частотой 30 кГц. Если всё так и есть, включаем в сварочные провода мощный реостат сопротивлением 0,15 Ом (для токов 170-200 А) и шунтируем контакты реле. Подаём питание на блок управления. Силовое питание запитываем через ЛАТР. Поднимая напряжение на ЛАТРе, следим за увеличением напряжения на реостате. Если всё нормально, устанавливаем на ЛАТРе 80-120В и начинаем настройку.
Чтобы войти в режим изменения резонансной частоты необходимо нажать и удерживать обе кнопки до включения звукового сигнала. После отпускания кнопок, звуковой сигнал выключается, и светодиод начинает часто мигать, что свидетельствует о переходе в режим редактирования резонансной частоты. При этом инвертор начинает работать на резонансной частоте. Кликая кнопками изменяем частоту инвертора и добиваемся максимального напряжения на реостате. Если резонансная частота находится ниже 30 кГц, то увеличиваем немагнитный зазор в дросселе. Если резонансная частота выше 42 кГц, то зазор в дросселе следует уменьшить. Как только резонансная частота подстроена на максимальную мощность, можно произвести запись значения резонансной частоты в EEPROM. Для этого кликаем одновременно на обе кнопки. После продолжительного звукового сигнала произойдёт запись.
Восстанавливаем схему инвертора, удаляем перемычку с провода UOut, отключаем реостат. Включаем инвертор в сеть. Должно включиться реле и загореться светодиод. Потенциометром выставляем минимальную частоту (она же резонансная). Кратковременно нагружаем инвертор реостатом 0,15 Ом и замеряем на нём напряжение. Если это напряжение составляет 22-30 В, то можно Вас поздравить с успешной настройкой! Держак в руки и вперёд!
Если напряжение меньше 22 В, то нужно увеличить зазор в дросселе и повторить настройку сначала.

Вес аппарата со сварочными проводами 8 кг.
Переход на главную страницу
ruslanlipin.narod.ru
Сварочный инвертор самодельный - разбираем схемы самодельных сварочных аппаратов
Сварочный инвертор, также называемый сварочным аппаратом, некогда был изобретен достаточно известным ученым Юрием Негуляевым и с тех пор стал практически незаменимым прибором. Сварочный инвертор самодельный – это достаточно простая идея для тех, кто имеет хотя бы минимальное представление о сварке.
Мы предлагаем вам разобраться в некоторых тонкостях того, как сделать собственными руками полуавтоматический инвертор на транзисторах и тиристорах.
Конструирование сварочного аппарата
Разумеется, существуют различные схемы самодельных сварочных аппаратов. Они являются источником дальнейшей конструкции, будь она самодельной или же покупной. Мы будем рассматривать классическую схему, принадлежащую Негуляеву, которая лежит в основе всех последующих доработок.
В конструкции провод не должен быть опоясанным термоизолирующим материалом. Самодельная сварка может быть создана на основе простенькой дюралюминиевой плиты размером в 6 мм, к которой уже, согласно схеме, присоединяются все необходимые провода и проводники, отдающие тепло.
С помощью достаточно мощного вентилятора, которым может послужить радиатор автомобиля, обдуваются и радиаторы выпрямительных диодов, и резонансный дроссель. Помимо этого, дроссель должен быть прижат к основанию с помощью прокладочного уплотнителя.

Дроссельный прибор, без которого ваш сварочный инвертор самодельный никогда не заработает, проще всего изготовить из шести медных сердечников. Их можно достать из старых трансформаторов строчной работы или же телевизоров старого образца. В крайнем случае – их можно приобрести. Что касается применяемых в схеме диодов, их проще прижать к инверторной схеме и подвести к ним стабилизаторы напряжения или уплотнители изоляции.
Вентилятор сможет охлаждать несколько мостов, при этом, будучи огражденным от каждого системой изоляции. Такой вариант конструкции будет способствовать тому, что транзисторы будут охлаждаться без дополнительного присоединения к мостам или радиатору.
Вторичную обмотку, при необходимости, можно вывести на ферритовые цилиндры. Так как вентиляция вторичной обмотки в данном случае играет большую роль, необходимо отметить возможное резонансное напряжение.

Работа с проводниками
Расположение проводников выполняется так, как это рекомендуют схемы самодельных сварочных аппаратов. В данном случае важно лишь то, чтобы они не контачили между собой, иначе это вызовет серьезный сбой в работе всей схемы. Также рекомендуется проводить монтаж силового моста. Как правило, для этого применяют провод из меди не толще 2 мм, возможно, даже без изоляции.
Его необходимо обмотать обыкновенными нитками в два-три слоя после лужения. Для крепления рекомендуются изолирующие элементы, которые смогут принять на себя часть нагрузки транзисторов. Их можно прижать к применяемому радиатору. Элементы можно устанавливать, применяя дюралюминиевые пластины. Так как они закручиваются небольшими болтами, это удобно, если у вас запланирована маленькая и практичная самодельная сварка.

Как изготовить импульсный инвертор?
Руководствуясь различными схемами, необходимо запомнить простое правило: при создании трансформатора обмотка должна охватывать всю доступную ширину каркаса, так как это предотвратит возможные повреждения конструкции. Для создания понадобятся подходящие варианты уплотнителей, трансформаторный преобразователь, жестянка из меди, изоляция.
В этом варианте вторичную обмотку накладывают в несколько слоев. Посредством токового трансформаторного аппарата отдельные кольца прикрепляются к первичной и вторичной обмотке, как это указано в вашей схеме, после того как дроссель будет намотан на ферритный сердечник.
Для охлаждения можно взять старый радиатор от стационарного компьютера, так как он максимально подходит по критериям энергопотребления и мощности. Если вам необходим действительно устойчивый трансформатор, который составит основу импульсного инвертора, для обмотки рекомендуется применять медную ленту, поскольку алюминиевые элементы неустойчивы к переменному току.
Важным является еще один момент: работа такого бесперебойного устройства зависит не только от величины переменного или постоянного тока, но и от толщины провода. Если при сборе будет использована обмотка больше, чем половина миллиметра, возможно возникновение обратного эффекта, который отрицательно скажется на работоспособности других бытовых приборов в сети.
Такой самодельный инвертор весит в среднем около 8 килограмм, при этом, он будет располагать достаточной пропускной способностью.
swarka-rezka.ru
Сварочный инвертор своими руками - Для умелых рук
Хотим сегодня предложить вам схему самодельного сварочного инвертора, который вы если постараться сумеете собрать своими руками. Макс потребляемый ток - 32 ампера, 220 в. Ток сварки - Примерно 250 ампер, это достаточно чтобы без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне заводских, а может и лучше (имеется в виду инверторные).
Сразу хотим вас предупредить что собрать инвертор не очень простое дело и под силу человеку уже державшему ранее паяльник в руках. Поэтому если вы не относитесь к их числу рекомендуем приобрести хорошо зарекомендовавший себя инвертор сварог модели ARC однофазные аппараты, рассчитанные на 160-200 А, так и промышленные трехфазные модели, имеющие максимальную мощность сварочного тока от 250 до 630 А. Эти модели отличаются высоким значением КПД, портативностью, низкой энергоемкостью, стабильностью горения дуги
На рисунке 1 приведена схема блока питания для сварочного.
Рис.1 Принципиальная схема блока питания
Трансформатор намотан на феррите Ш7х7 или 8х8Первичка имеет 100 витков провода ПЭВ 0.3ммВторичка 2 имеет 15 витков провода ПЭВ 1ммВторичка 3 имеет 15 витков ПЭВ 0.2ммВторичка 4 и 5 по 20 витков провода ПЭВ 0.35ммВсе обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
Рис.2 Принципиальная схема сварочного инвертора
На рисунке 2 - принципиальная схема инвертора. Частота - 41 кГц, но можно испытать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.Трансформатор на 41кгц - два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора намотаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу которую используют в касовых аппратах. Вторичная обмотка наматывается из 3 х слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции,Чтобы получить лучшую проводимость высоко- частотных токов, контактные концы вторичной обмотки на выходе трансформатора спаяны вместе.Дроссель L2 намотали на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 - 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо , вторичка 85 витков провод сечением 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Alton 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Ещё на схеме показаны снаберы, в них есть конденсаторы С15 С16 они должны быть марки К78-2 или СВВ-81. Всякий мусор туда ставить нельз,я так как снаберы выполняют важную роль:первая - они глушат резонансные выбросы трансформатора вторая - они значительно уменьшают потери IGBT при выключении так как IGBT открываются быстро, а вот закрываются гораздо медленнее и во время закрытия емкость С15 и С16 заряжается через диод VD32 VD31 дольше чем время закрытия IGBT, то есть этот снабер перехватывает всю мощь на себя не давая выделяться теплу на ключе IGBT в три раза чем было бы без него.Когда IGBT быстро открываются, то через резисторы R24 R25 снаберы плавно разряжаются и основная мощь выделяется на этих резисторах.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кгц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть - убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше - ширина больше, ток меньше - ширина меньше.
Не какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Скачать печатные платы в формате LAY и др. файлы
Автор: Евгений РодиковСсылки на схожие материалы:ymelie-ryki.ru
Сварочный инвертор своими руками и как его сделать максимально дешево
Намотка трансформатора медной жестью
https://www.youtube.com/watch?v=LvIyLUOzS64
Берем медную полоску жести 40 мм, толщиной 0.3 мм, начинаем делать намотку. В качестве термопрослойки подойдет обычная бумага с кассового аппарата, можно использовать и ксероксную бумагу, но она имеет немного хуже механические характеристики. Нужно чтобы она была прочная и не рвалась при намотке, более того, ее длина большая и работать будет удобнее.
Наматывать толстым проводом, как делают некоторые народные умельцы, нельзя, так как данное изобретение будет работать на высокочастотных токах, они не задействуют сердцевину в толстом проводнике. В итоге у нас получится сильный перегрев трансформатора, он не проработает даже несколько минут. Это называют «Skin эффектом» в высокочастотных приборах.
Убрать этот эффект несложно, достаточно просто использовать медную ленту, причем очень тонкую, она будет иметь большую площадь, за счет чего проводить ток и не нагреваться. Вторичную обмотку лучше будет скомпоновать из 3 полос меди, которые будут отделяться друг от друга фторопластовой прослойкой. Обмотка бумагой с кассового аппарата снова осуществляется как при первичной обмотке. Единственный недостаток такого материала – он будет темнеть при нагреве, хотя его физико-механические свойства не пропадают, поэтому пусть себе темнеет на здоровье.
Как альтернативный вариант обмотки можно использовать обычный провод ПЭВ до 0.7 мм сечением. Его основное преимущество – большое количество жил, но данный вариант не является лучше, чем медные полосы, поскольку провода имеют большие воздушные зазоры между собой. То есть, площадь сечения будет примерно на 30% меньше, чем в случае с медью. Трансформатор нужно оборудовать вентилятором, поскольку будет нагреваться обмотка в любом случае. Можно взять обычный кулер из компьютерного системного блока на 220 В и на 0.15 ампер, можно немного больше.
Создаем «инфраструктуру» нашего блока
https://www.youtube.com/watch?v=jM8nvVddFNw
Первым делом стоит позаботиться о вентиляционной системе, которая будет предохранять инвертор от перегрева. Лучше всего подойдут вентиляторы из системного блока компьютера, желательно взять из Athlon 64, Pentium 4. Сейчас их можно будет купить примерно по 3-4 доллара на разборках. Достаточно поставить 6 вентиляторов, 3 из которых нужно направить непосредственно на обмотку двигателя. Нельзя забывать о заборщиках воздуха, нужно их сделать напротив вентиляторов, чтобы не препятствовать забору.
Далее устанавливаем силовой косой мост, на двух радиаторах, верхняя часть находится на одном конце, нижнюю часть прикрутить через слюдяную прокладку на другой мост. Выводы диодов должны размещаться навстречу транзисторам. На плату припаиваются конденсаторы в количестве до 14 штук по 0.15 мк и 630 В – они уменьшат резонансные выбросы, раздавая их на всю цепь питания.
Чтобы выбросы резонировали, а потери IGBT были минимальными, нужно установить в цепочку снабберы, которые будут содержать конденсаторы С15, С16. Ставить нужно только высококачественные устройства даже на самый простой сварочный инвертор, дешевые и непроверенные модели лучше не устанавливать. Идеально подойдут для этого дела модели СВВ81 или К78-2. Дело в том, что IGBT открываются намного быстрее, а вот обратный процесс занимает много времени. В это время емкость С16 и С15 будут заряжаться через установленный диод. Другими словами, снаббер возьмет всю мощь на себя, уменьшая количество тепла примерно в 4-5 раз.
Настраиваем аппарат и подгоняем под стандарт
https://www.youtube.com/watch?v=pNwIP1Jaq_0
Самодельный сварочный инвертор своими руками изготовить несложно, самый важный и относительно сложный этап – настройка данного устройства. Для начала нужно подать питание на ШИМ, не меньше и не больше чем 15 В, параллельно подаем еще разряд на кулер, чтобы было охлаждение, проверяем синхронность.
Нужно проверить срабатывания реле замыкания резистора через 2-8 секунд запитывания нашей платы ШИМ. Вместе с тем проверяем саму плату, нужно идентифицировать наличие прямоугольных импульсов после срабатывания реле (к оптронам). Далее подаем питание на мост, таким образом можно будет убедиться в его исправности, проверять лучше при силе тока не более 100 мА, ход выставить холостой.
Устройство и схема сварочного инвертора могут быть разными, но в любом случае следует удостоверится в правильности установки фаз трансформатора. Сделать это можно 2-лучевым осциллографом. Первый луч кидаем на первички, другой на вторичку. Нужно проследить, чтобы напряжение не прыгало выше 330 В на нижнем эмиттере, посмотреть на форму сигнала. Для определения рабочей частоты нашего устройства нужно проделать следующее: понижаем частоту ШИМ до тех пор, пока на нижнем IGBT не будет видно загиб. Это значение отмечаем, записываем, потом делим число на 2, приплюсовываем частоту перенасыщения. Например, при ЧП 30 это будет 30+15=45. Получаем рабочую частоту в 45 кГц.
Если вы сделали инверторный сварочный аппарат своими руками, тогда нужно будет проверить еще наличие шума на фазах трансформатора. Их быть не должно, в ином случае нужно будет еще проверить полярность, так как легко можно ошибиться. Подавать проверочное питание на мост можно через любой бытовой прибор, желательно 2200 Ватт. Идеально подойдет электрический чайник.
Важно: мосты драйвера нужно располагать под радиатором над IGBT, но, ни в коем случае, не ставить их ближе, чем на 3 сантиметра к резисторам. Проводники, которые соединяют оптроны и ШИМ, нельзя располагать неподалеку от источника помех, они должны быть очень короткими.
Теперь инверторная сварка своими руками сделана, далее уже надо будет проводить полевые испытания и согласно полученному результату подкорректировать настройки.
Оцените статью: Поделитесь с друзьями!grounde.ru