Дорновый трубогиб: что это и в чем его особенности. Трубогибы дорновые
Дорновый трубогиб: конструкция, назначение, преимущества
Трубогиб дорновый является устройством, в состав которого входит рабочая деталь — дорн, она располагается в точке сгиба и предотвращает ненужную деформацию трубы, сечения и заломы.Отличия станка, имеющего дорн, от других типов оборудования такой же направленности состоит в том, что он имеет специфическую конструкцию, которая позволяет выполнять работу по сгибанию труб на высоком уровне, с небольшим процентом брака. Такое оборудование позволяет получить ровный сгиб и пользуется огромным спросом на производственных предприятиях.

Дорновый трубогиб позволяет получать точные сгибы и полностью исключить деформацию труб во время операции
Особенности гибки трубогибом с дорном
Существует множество конструкций из труб, они идут на разные сооружения: от установки турников на школьных площадках и до прокладки водопроводов и газопроводов. Также трубы активно применяются в автомобилестроительной отрасли, где множество деталей сделано из них.
Как известно, чем меньше соединительных элементов и швов имеет конструкция, тем она более надёжна. Швы могут протечь, в результате чего произойдёт утечка транспортируемого по трубе вещества, что само по себе несёт опасность для жизни людей. Чтобы снизить к минимуму возможность аварии, используют трубогибы, которые сгибают длинную цельную трубу на необходимый угол. Главное превосходство такого станка в том, что сгиб получается почти идеальным. Бездорновый трубогиб не может проделать сгиб такого высокого качества.
Трубогибы, имеющие протектор, рекомендуют применять в работе с тонкостенными трубами. Массивные трубы с толстыми стенками с помощью него не обрабатываются. Такой станок пользуется огромным спросом, потому что при большом КПД затрачивается минимум человеческих сил. Строение и материал гибочной машины зависит от сферы, в которой она применяется, и деталей, обрабатывающихся на ней. Дорн может быть как стальным, так и латунным или даже пластиковым.

Дорн, помещаемый внутрь трубы, принимает форму нужного изгиба и не позволяет образовываться заломам на заготовке
Виды дорновых трубогибов
Трубогиб может быть автоматический или полуавтоматический. Полуавтоматические трубогибы стоят дешевле. Но часть работы производится вручную, а это часто требует больших усилий.Управление автоматизированным рабочим процессом производит машина ЧПУ, оснащённая компьютером. Предварительно в него заносят схему сгиба со всеми параметрами и цифрами. Для обслуживания всего процесса достаточно одного человека.
Трубогиб может придавать трубе самые разные углы загиба. Но радиус не должен превышать двух радиусов самой трубы. Если исключить изгибание и придать нужную форму конструкции с помощью соединительных элементов (фитингов), то прочность и надёжность конструкции будет гораздо ниже, нежели у её монолитного аналога.
Типы трубогибов:
- арбалетный — рама в форме буквы «Т». Включает в себя держатель трубы и подвижной рычаг, расположенный перпендикулярно. Ручной аппарат применяется в основном при монтаже отопительных и водопроводных систем. Способен загибать трубы, образуя угол до 180°;
- гидравлический — бывает ручным и стационарным. Ручные предназначены для сгиба труб с небольшим диаметром, а стационарные используются на производствах и могут сгибать заготовки размеров в поперечнике до 100 мм. Такой трубогиб выполняет угол вплоть до 90°;
- электрический — этот тип применяется в широкопрофильном смысле. Выполняет сгибы практически любой сложности. Его работа полностью контролируется автоматикой, поэтому точность сгиба детали получается идеальной.

Дорновый трубогиб может быть ручным, его применяют при небольших объемах работ
Дорновые трубогибы используют разные схемы выполнения работы. В гидравлических, а также арбалетных системах деталь подвергается точной обработке. Широко распространены схемы, в которых присутствуют роликовые детали. В таких случаях изгибание происходит постепенным наматыванием детали на ролики.Из-за специфичности своей конструкции этот аппарат является стационарным оборудованием. Для работы трубогиба серийного типа требуется обязательное наличие электропитания.
Важно! Если у вас возникают трудности по сгибанию тонкостенных деталей, то лучше всего обзавестись дорновым профессиональным трубогибом.
Трубогиб с дорном: конструктивные составляющие
Аппарат дорнового типа состоит из таких деталей:
- рама с направляющими — основная деталь, которая служит рабочей поверхностью;
- чугунная головка — деталь, которая создаёт гибочный момент;
- гидравлический бустер — действует как усилитель гибочной головки;
- патрон — нужен для закрепления заготовки на рабочей поверхности;
- гибочный ролик — задаёт радиус по которому будет проходить сгибание ;
- зажимные колодки — выполняют фиксирующую работу. Крепятся в области сгиба;
- дорновый оправок и тяги — на них крепятся зажимные колодки;
- натяжной кронштейн — деталь на которой помещаются оправки и тяги.

Самая сложная конструкция и у трубогибов автоматического типа, но они дают самый точный сгиб при минимальных затратах времени и сил
Каркас аппарата производится из прочной стали, а чугунная головка создаёт высокий показатель гибочного момента. В это же время её расположение зеркально отображается на компьютере и за ним можно наблюдать. Трубогибочный станок может совмещать в себе пальцевые и верхние типы зажима. Первый тип отличается от второго тем, что рычаг, производящий сгиб, не подвергается нагрузкам. Верхний тип зажима образует зазор между собой и поверхностью детали. За счёт этого труба может перемещаться в линейном направлении.
Станок также оснащён гидравлической деталью — бустером. Зажим имеет патрон и механические упоры и расположен на линейных направляющих. Механические упоры задают плоскость трубы.
Основные преимущества эксплуатации дорнового трубогиба
Бездорновый трубогиб сгибает трубы под давлением, которое создаётся при помощи различных видов приводов — от гидравлического до ручного. На трубу, которая подвергается обработке, действует давление и стенка, находящаяся на внутреннем радиусе сгиба, начинает деформироваться, образуя угол. В процессе сгиба на её поверхности образуется гофра — волнистый участок. Стенка на внешней стороне, наоборот, растягивается, что влечёт за собой её ослабление. В результате такого сгиба труба после окончания работы деформируется и теряет свою прочность.
Дорн является элементом, благодаря которому можно свести к минимуму изменения поверхности детали. С дорном стенки изделия деформируются плавно и максимально ровно.
Важно! Толстые трубы в состоянии обработать и бездорновый трубогиб, но тонкие трубы (особенно из пластичных металлов) без исключений должны подвергаться сгибанию на трубогибах дорнового типа. Если это правило проигнорировать, тонкостенная труба сильно деформируется и будет непригодна для эксплуатации.

На бездорновом трубогибе можно обрабатывать толстостенные трубы без риска испортить заготовку
Смазка дорна
Смазка дорна является очень важным процессом, она способствует равномерному сгибу трубы. Смазка нужна для того, чтобы снизить силу трения при сгибании трубы, находящейся под давлением. Дорн можно смазывать кисточкой, но это не лучший вариант, поскольку в этом случае нельзя рассчитывать на равномерность распределения средства на поверхности дорна. Спрей также является малоэффективным вариантом. Лучше всего наносить смазку импульсивно, с помощью ручного насоса. Делая это, нужно быть очень внимательным, чтобы масло на поверхности распределялась равномерным слоем.
Трубогибы со стабилизирующей деталью (дорном) — гораздо более профессиональное оборудование, нежели ручное или самодельное. Такой станок быстрее и лучше выполняет работы по сгибанию труб под практически любым углом, что позволяет производить прочные и долговечные конструкции без каких-либо соединительных элементов. Но не стоит забывать, что гибка металлических труб с дорном — это процесс, который требует соответствующей подготовки.
trubamaster.ru
Дорновый трубогиб - гибка труб без деформации. Каталог, фото, описание
Дорновым трубогибом называется трубогиб имеющий такой элемент оснастки, как дорн, находящийся внутри изгибаемой трубы в точке ее гиба и удерживающий трубу от изменения (деформации) формы ее сечения в месте гиба, а так же от образования гофр и заломов.
Автоматические дорновые трубогибы
Полуавтоматические дорновые трубогибы
Ручные дорновые трубогибы
Дорновый трубогиб может иметь жесткий либо гибкий дорн.
Жесткий дорн представляет из себя металлический стержень (калибрующую пробку) с закруглением на конце. Закругление дорна должно находиться в точке гиба трубы.

Гибкий дорн представляет собой металлический стержень, имеющий на конце один или несколько шариков, либо несколько специальных полусфер, которые при гибе заходят в гиб, не давая трубе изменять форму сечения. При окончании гиба дорн вытягивается (выдергивается) из зоны гиба, при этом шарик калибрует форму трубы.

Изменение формы сечения трубы в месте гиба называется эллипсностью либо овальностью. Уровень эллипсности (овальности) трубы в месте её гиба регулируется с помощью дорна. В общем машиностроении, судостроении допускается изменение формы трубы до 12,5% в других областях требования могут быть жестче до 4% и даже 3%. На дорновых трубогибочных станках Балтийском Машиностроительной Компании можно получить эллипсность менее 1%.
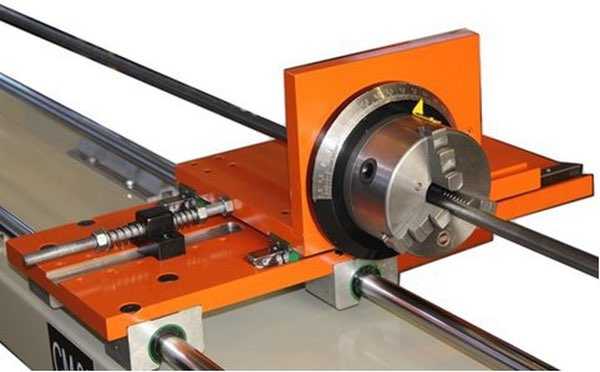
Дорновый трубогиб в работе
Система выдвижения-убирания дорна
Гибкий дорн используется только при наличии на трубогибе системы автоматического выдвижения-убирания дорна.
Дорновый трубогиб может иметь систему фиксированного положения дорна, когда дорн (только жесткий) всегда находиться в точке гиба, либо систему автоматического выдвижения убирания дорна, когда дорн выдвигается в точку гиба перед началом гиба и убирающимися из зоны гиба за несколько градусов до окончания гиба.
Как это влияет на работу трубогиба и качество гиба труб?
Конструктивно система, обеспечивающая работу фиксированного дорна намного проще, а, следовательно, дешевле. Однако при работе такого дорна возникают некоторые проблемы. Так в точке окончания гиба будет оставаться бугорок по форме дорна, а на больших диаметрах труб возникают сложности (требуются значительные усилия) сдергивания трубы с дорна после гиба трубы.
Кроме того, в случае сдергивания дорна с точки гиба после выполнения гиба, на дорне может остаться незначительный наклеп металла трубы, образовавшийся из-за большого трения во время её гиба. Так как дорн находится в трубе, то увидеть и удалить этот наклеп мы не можем, а он может привести к образованию гофры на последующих гибах трубы.
Все эти проблемы устраняются за счет автоматического выдвижения-убирания дорна. Да, это усложняет конструкцию дорнового трубогиба и увеличивает его стоимость, но высокий эффект от процесса автоматического выдвижения и убирания дорна с лихвой окупает все затраты. Поэтому, мировые лидеры, в производстве дорновых трубогибочных станков на серьезные, ответственные машины, устанавливают системы автоматического выдвижения-убирания дорна.

При дорновой гибке труб из-за того, что внутри трубы находится дорн, который препятствует смятию (деформации) трубы, возникают очень большие силы трения на наружной стенке гиба. Это, в свою очередь, приводит к утонению наружной стенки трубы в месте её гиба. Как этого избежать или хотя бы уменьшить утонение стенки трубы, так как, от этого зависит срок эксплуатации трубы, ее способность выдерживать большие давления. Существует много способов, но работает всего два.
- Гибка с индукционным нагревом трубы в месте её гиба, что очень дорого.
- Смазка дорна, за счёт которой резко снижается сила трения а, следовательно снижается утонение стенки трубы и износ дорна.
Смазка дорна
Дорн можно смазывать просто кисточкой, например, литолом, но в этом случае мы не можем гарантировать, что на каждом гибе будет смазка. Это значит, что мы не сможем гарантировать равномерность утонения стенок трубы и более того, неравномерность смазки скажется на повторяемости углов гибов. Дорн можно смазывать спреем, но в этом случае эффект равен смазке кисточкой.
Смазку в дорн можно подавать импульсно ручным насосом. В этом случае мы не имеем права пропустить нажатие этого насоса перед гибом, так как если он будет пропущен, то получим тот же результат, что и при смазке дорна кисточкой.

Эту проблему (снижения силы трения на дорне) можно решить за счет автоматической импульсно-дозированной системы смазки дорна перед каждым гибом. Однако, такие системы сложны в изготовлении и не всегда подъемны даже для многих лидеров трубогибостроительных производств. Поэтому, даже западные производители, устанавливают их только на очень ответственные дорновые трубогибочные станки.

БМК производит дорновые трубогибы с различной степенью автоматизации:
- Автоматический трубогиб СЕ-51 MASTER.3Х
- Автоматический трубогиб СЕ-30 PARTNER.3Х
- Полуавтоматический трубогиб СЕ-51 MASTER
- Полуавтоматический трубогиб СЕ-30/3 PARTNER
- Полуавтоматический трубогиб СЕ-30/2 PARTNER
- Ручной трубогиб СМ-30/3 PARTNER
- Ручной трубогиб СМ-30/2 PARTNER
www.tubend.ru
чертеж дорна своими руками для тонкостенной трубы, гибка с дорном, трубогибочный станок
Содержание:
Наличие специального оборудования для быстрого и качественного сгибания труб под нужную конфигурацию делает процесс монтажа водопроводных, канализационных, отопительных и прочих систем намного проще и удобнее. В данной статье мы расскажем о таком современном станке, как дорновый трубогиб, о его особенностях, преимуществах и способе обслуживания.

Конструкция такого трубогиба предполагает наличие дорна – детали, размещенной в месте осуществления изгиба трубы, которая исключает заломы, трещины и деформацию изделия.
В этом и состоит основное отличие трубогиба с дорном от прочих типов станков – работы выполняются быстро, с минимальным процентом брака и с высоким качеством. На промышленных предприятиях трубогибы данного типа пользуются спросом, ведь изгиб получается очень ровным.
Тонкости изгибания труб станком с дорном
Сфера применения труб весьма разнообразна – это и оборудование спортивных площадок, и прокладка коммуникаций с водой или жидким топливом, и создание деталей для автомобилестроительного процесса, и множество других направлений.
При этом минимальное количество швов и соединений делает всю конструкцию более монолитной, герметичной и надежной. Нередки случаи, когда в местах швов трубопроводы или иные металлоконструкции лопались, что приводило к утечкам, представляющим опасность для жизни и здоровья людей.
Чтобы этого избежать производится дорновая гибка труб, которая позволяет придать цельному изделию нужную форму и задать определенный угол наклона. Примечательно, что изгиб трубы на станке с дорном получается практически идеальным, чего нельзя сказать о более простых моделях инструмента.

Трубогиб для тонкостенной трубы лучше взять с протектором. Он отличается высокой эффективностью и небольшими трудовыми затратами, за что и пользуется спросом среди потребителей. Однако для работы с толстостенными трубами этот станок не подойдет.
Стоит отметить, что чертежи дорна для трубогиба, а также материалы его исполнения могут быть абсолютно разными – все зависит от конкретного предназначения оборудования. В частности, дорны могут быть как стальными, так и из латуни или пластика.
Разновидности дорновых станков для гибки труб
По способу управления дорновый трубогибочный станок может быть полуавтоматическим или автоматическим. Если это полуавтомат, то оперировать им придется частично вручную, то есть потребуются физические трудозатраты.
А вот работа автоматического оборудования регулируется машиной ЧПУ со встроенным компьютером (подробнее: "Разновидности трубогибов с ЧПУ, преимущества и правила использования"). Туда вносят данные о схеме изгиба, его числовых показателях, поэтому для контроля функционирования аппарата достаточного одного работника.
Хотя конфигурация трубы может быть самой различной, все же радиус загиба трубы не должен быть больше двойного радиуса трубы. В то же время, надежность и герметичность конструкции, в которой вместо изгибания труб использованы фитинговые соединения, будет существенно ниже.

Разновидности конструкции трубогибочного станка с дорном:
- Арбалетный – оснащен Т-образной рамой. Он состоит из держателя для труб и подвижного рычага, установленного перпендикулярно. Ручной инструмент такого типа способен выполнять изгиб трубы на угол до 180º. А применяется он, как правило, для сборки систем отопления и водопровода.
- Гидравлического типа – встречаются ручные и стационарные модели. Используя ручной дорновый трубогиб, можно придать форму трубам с маленьким сечением, а вот для работы с изделиями с диаметром до 100 мм в условиях промышленного производства используют стационарные модели. Согнуть заготовку на таком станке можно до значения в 90º.
- Оборудование с электропитанием. Трубогибы данного типа имеют самое широкое применение в различных сферах жизнедеятельности, поскольку они имеют полностью автоматическое управление и могут придавать трубам самую различную конфигурацию с высоким качеством и точностью.
Гибка трубы с дорном может выполняться по разнообразным схемам. Если для работы используются арбалетные или гидравлические трубогибы, то в результате получается изделие, точно соответствующее заданным параметрам.

Оборудование с роликовыми механизмами выполняет сгибание труб путем постепенного накручивания деталей на валики. Однако станки такого типа бывают только стационарными. А если речь идет о конвейерном производстве, то там используются трубогибы с электропитанием.
Чтобы согнуть трубу с тонкими стенками своими руками дорновый трубогиб лучше взять профессиональный (прочитайте также: "Как сделать простой трубогиб своими руками – доступные варианты").
Из чего состоит дорновый станок для гибки труб
Конструкция дорнового станка для гибки труб включает:
- каркас с направляющими – он является рабочей поверхностью прибора;
- чугунный шаблон – об него производится изгиб деталей;
- гидравлический усилитель гибочного шаблона;
- патрон – крепление для заготовки на раме станка;
- ролик – позволяет программировать угол изгиба трубы;
- колодки-зажимы – фиксируют деталь в месте изгиба во избежание ее смещения;
- дорновый оправок и тяги, к которым прикреплены зажимы-колодки;
- кронштейн натяжной – на нем размещаются оправки и тяги.
Раму трубогиба изготавливают из качественной надежной стали, а головка из чугуна позволяет добиться высоких параметров гибочного момента. В автоматических аппаратах схема движения головки отображается на дисплее, так что весь процесс можно контролировать.

Оборудование такого типа может иметь сразу несколько типов зажимов – верхние и пальцевые. В верхних зажимах при креплении образуется зазор между ним и поверхностью заготовки, в связи с чем, она может несколько смещаться в горизонтальном направлении. При пальцевом типе зажимов на гибочный рычаг не оказывается излишняя нагрузка. Читайте также: "Виды трубогибов для круглой трубы и правила использования, как сделать самому".
В конструкции предусмотрен гидроусилитель – бустер. На линейных направляющих установлен зажим с патроном и механическими упорами, которые задают плоскость расположения трубы.
Достоинства трубогиба дорнового типа
При эксплуатации трубогиба без дорна формирование изгиба производится под давлением, передаваемым на заготовку ручным или гидравлическим приводом. Под воздействием давления на трубу, стенка, расположенная внутри радиуса изгиба, начинает потихоньку деформироваться, образуя угол.
В результате получается волнистая поверхность. С противоположной стороны металл стенки растягивается и ослабевает. Произведенная по такому способу гибка приводит к утрате прочности трубы и ухудшению ее эксплуатационных характеристик.

А вот если воспользоваться трубогибом, оснащенным дорном, процесс изгиба трубы производится максимально равномерно и плавно, так что прочность стенок заготовки по всей поверхности является примерно одинаковой.
Стоит отметить, что если речь идет о работе с толстыми трубами, то произвести их изгибание можно на любом аппарате, даже бездорновом. Однако в тех случаях, когда предстоит деликатная работа с тонкостенными изделиями из мягких пластичных металлов, следует пользоваться исключительно дорновыми станками. В противном случае, труба будет безнадежно испорчена.
Техническое обслуживание дорна
Чтобы процесс гибки труб был максимально равномерным, дорн в станке необходимо периодически смазывать. Эта манипуляция позволит уменьшить силу трения заготовки под давлением о шаблон в процессе гибки.
Безусловно, такое обслуживание можно выполнять и обычной кисточкой, но, едва ли, такая манипуляция позволит нанести равномерный слой масла. Распыление смазки с помощью спрея также не очень эффективно. Оптимальным вариантом будет импульсное нанесение смазки при помощи ручного насоса. При этом нужно проследить, чтобы поступающий на дорн слой масла был равномерным.
Стоит отметить, что по сравнению с ручными или самодельными приборами, дорновые трубогибы являются более профессиональным типом оборудования (прочитайте также: "Как сделать самодельный трубогиб – оптимальные способы"). Они функционируют намного лучше и быстрее, обладают расширенными возможностями и позволяют придавать изделиям любую конфигурацию без необходимости лишних соединений. Тем не менее, для работы на таком оборудовании требуются некоторые навыки.
trubaspec.com
Ручные дорновые трубогибы Cansa Makina из Турции от производителя
Дорновой трубогибочный станок — это машина, которая включает в свой состав такой элемент оснастки, как дорн. Дорн фиксируется внутри изгибаемой формы и держит заготовку в нужном положении, исключая повреждения ее формы в точки сгибания. Ручной дорновой трубогиб считается самым простым видом трубогибочного оборудования и находит свое применение в частном секторе работ и мелкосерийном производстве.
В ручных трубогибах в качестве дорна выступает пружина из высокопрочного сплава металла, покрытая полиуретановым слоем. Именно этот элемент обеспечивает высокое качество гиба и отсутствие заломов и трещин в стенках трубы.
Дорновая машина значительно сокращает количество прилагаемых физических сил, так как все процедуры по гибке трубы или профильного металлопроката производятся непосредственно оператором. Дорн берет на себя основную нагрузку пресса, благодаря чему оператор может работать на протяжении всей смены без потери рабочего потенциала.
Конструтивные особенности ручных трубогибов

Устройство станка-трубогиба нельзя назвать простым, даже если это оборудование с ручным управлением. В штатную конструкцию машины входят:
- Матрица для надежного зажима трубы;
- Регулируемый прижимной механизм;
- Пружина дорна;
- Вал для загибки;
- Станина-основание.
Соответственно, этапы работы подразумевают фиксацию профильной трубы в матрице, настройку силы прижима и угла сгибания и конечное вращение заготовки на валу. Единственный недостаток всех этих процедур заключается в том, что оператор должен контролировать выполнение каждого этапа работы.
Достоинства ручных трубогибов «Cansa Makina»
Турецкий производитель предлагает трубогибочное оборудование ручного управления самого высокого качества. Собственные разработки компании и внедрение успешных технологий позволило создать линию оборудования со следующими преимуществами:
- Надежность сборки и качество каждой комплектующей;
- Рабочая оснастка исключает появление гофры и изменение толщины стенки трубы во время гиба;
- Большое разнообразие углов для гибки;
- Высокий ресурс станка;
- Неприхотливость в обслуживании.
На сайте официального представителя компании «Cansa Makina» можно выбрать и купить ручной дорновой трубогиб с гарантией качества от производителя. Сотрудничество с нашей компанией подразумевает предоставление оригинального оборудования по ценам завода, а также оперативную доставку любой машины по адресу заказчика.
cansa.ru
Бездорновые трубогибы. Трубогибы с дорном. АЛЕКСМАШ
Бюджетные трубогибы с ЧПУ применяются повсеместно. Многим заказчикам не требуется больших объемов изготовления трубопроводов, и поэтому нет смысла покупать высокопроизводительное и дорогостоящее трубогибочное оборудование. Если не брать во внимание ручные трубогибы, то достаточно популярными являются именно полуавтоматические трубогибы. "Полуавтоматический" означает, что часть операций на трубогибе оператор делает вручную, а часть - выполняет сам станок. Так как наиболее трудоемкой является гибочная операция, к тому же требующая достаточной точности, именно эта операция автоматизируется любым полуавтоматическим трубогибом.
Трубогиб с ЧПУ. Трубогибы с ЧПУ позволяют очень просто и удобно задавать угол гиба трубы, как правило, с точностью пол-градуса, или даже десятой доли градуса. Такая точность обеспечивается датчиком обратной связи, установленным на гибочную консоль трубогиба. Некоторые модели станков, в ЧПУ программе, имеют стандартную таблицу пружинения различных материалов труб, хотя это совершенно бесполезная информация, так как она не учитывает особенности отечественной трубы.
Бездорновый трубогиб с ЧПУ. Классические бездорновые трубогибы с ЧПУ - самые популярные среди всех остальных трубогибов благодаря простоте конструкции, недорогой цене и возможности моментально менять оснастку на другой типоразмер трубы. К тому же, они являются мобильными устройствами, то есть имеют вес не более 250кг, и роликовые колеса под станиной, что позволяет перемещать бездорновый трубогиб по всему цеху. Однако у станков есть и свои ограничения. К примеру - при работе с тонкостенными трубами (бездорновые трубогибы не имеют возможности устанавливать выглаживатель гофры, соответственно - бороться с гофрой, и не имеют возможности устанавливать дорн - соответственно практически нет возможности бороться с овальностью трубы). Однако для многих изделий, бездорновое качество гибов - более чем достаточно.
Полуавтоматический трубогиб с дорном. Для ряда задач, особенно когда дело касается гибки тонкостенных труб, да еще и с требованием качественного внешнего вида гиба, применяются полуавтоматические трубогибы с дорном. Дорновый трубогиб имеет вытянутую в длину конструкцию, так как длина штанги дорна фактически определяет длину станка. Безусловно, дорновый трубогиб с ЧПУ сложнее, технологичнее и дороже любого бездорнового станка. Как правило, на трубогибе имеется более высокий уровень автоматизации, к примеру - перемещение дорна, гидравлический зажим трубы, бустер ползуна, который, в отличие от конструкции бездорновых станков, позволяет сопровождать трубу во время гибки. ЧПУ программа дорнового трубогиба уже имеет достаточно развитую функциональность и элементы программирования.
Дорновые трубогибы с ЧПУ гнут трубу методом намотки, то есть небольшими радиусами (как правило, радиусы гибки Rср – в диапазоне от 1.5Дт до 5Дт). Однако даже на тонкостенных трубах, получаемая овальность в месте гиба может достигать нескольких процентов, и абсолютное отсутствие гофры.
www.tubebender.ru
Дорновый трубогиб
Дорновый трубогиб Transfluid для ремонта и изготовления высококачественных выхлопных систем.
Основной специализацией сервиса «Фили-тек» является ремонт и тюнинг выхлопных систем автомобилей.
Для обеспечения качественного ремонта, мы приобрели дорновый трубогиб Transfluid. На данный момент он единственный в Москве.
Дорновые трубогибы предназначены для точной и высококачественной холодной гибки труб различного диаметра.
Данное оборудование делает возможным обработку труб диаметром до 76 мм, а именно - 45 мм, 51 мм, 55 мм, 57 мм, 63.5 мм, 70 мм, 76 мм.
Гибка труб на таком оборудовании гарантированно предотвращает смятие трубы в месте сгиба, появление складок на внутренней стороне трубы, гнет трубу без заужения диаметра.
Дорновый трубогиб обеспечивает отличное качество гибки тонкостенных труб на малые радиус, равный одному диаметру трубы и более
Посмотреть работу дорнового трубогиба на нашем сервисе (видео).
Автоматический трубогиб мы используем для изготовления выхлопных систем автомобилей. Таким образом мы можем свести к минимуму количество сварных швов системы, тем самым продлевая срок ее эксплуатации и сохраняя технические характеристики.
Так же огромным плюсом использования дорнового трубогиба является сокращение затраченного времени на работу. Благодаря этому, мы берем автомобиль в работу на несколько часов, а не дней. Да и с эстетической точки зрения, выхлопная система, изготовленная с помощью дорнового трубогиба, выглядит красивей и солидней.
На все произведённые работы и установленные детали мы даём гарантию 2 года. Так же мы гарантируем Вам, что Ваша машина уедет от нас с таким звуком, который и должен быть на исправном автомобиле.
fili-tek.ru
Дорновые трубогибы, трубогибы ЧПУ и полуавтоматические трубогибы
Дорновые трубогибы с ЧПУ и полуавтоматы
Дорновый трубогиб это прежде всего трубогиб для тонкостенных труб, который позволяет гнуть трубы с малой толщиной стенки на радиус от одного диаметра трубы и более. Качественная гибка тонкостенных труб на малые радиусы невозможна без применения дорнового трубогиба. На таких станках делается гибка медных труб, нержавеющих, алюминиевых и других.
Дорновый трубогиб может быть ручным, полуавтоматическим или автоматическим (трубогиб автомат, трубогиб трехкоординатный). В зависимости от материала и размеров трубы, дорн может иметь определённую конструкцию и изготавливаться из различных материалов. Гибка медных труб, например, делается со стальным, латунным или пластиковым дорном.
Автоматический трубогиб обеспечивает высокую производительность и повторяемость изделий. Полуавтоматические машины, как правило, значительно дешевле и обладают меньшей производительностью. По остальным параметрам они аналогичны трубогибам автоматам.
Трубогиб ЧПУ оптимально подходит для выпуска больших партий однотипных изделий, исключает влияние человеческого фактора на стабильность качества выпускаемой продукции. Также некоторые трубогибы ЧПУ способны выдерживать с высокой точностью не только постоянный, но и переменный радиус гиба. На гибочных станках без ЧПУ выдержать требуемый переменный радиус очень сложно. С такой задачей способен справиться далеко не каждый трубогиб.
В качестве трубогиба для тонкостенных труб чаще всего применяется трубогибочный станок с дорном. Использование внутреннего дорна позволяет свести к минимуму утонение стенки и овальность трубы, которая неизбежно появляется в процессе изгиба. Однако в этом случае придется провести довольно тонкую настройку трубогиба для тонкостенных труб - отрегулировать давление прижима, скорость поворота гибочного узла, а также позицию дорна.
www.rusbaltgroup.ru