Содержание
Тепловое расширение • Джеймс Трефил, энциклопедия «Двести законов мироздания»
200 законов мироздания > Физика
Изменение линейных размеров тела при нагревании пропорционально изменению температуры.
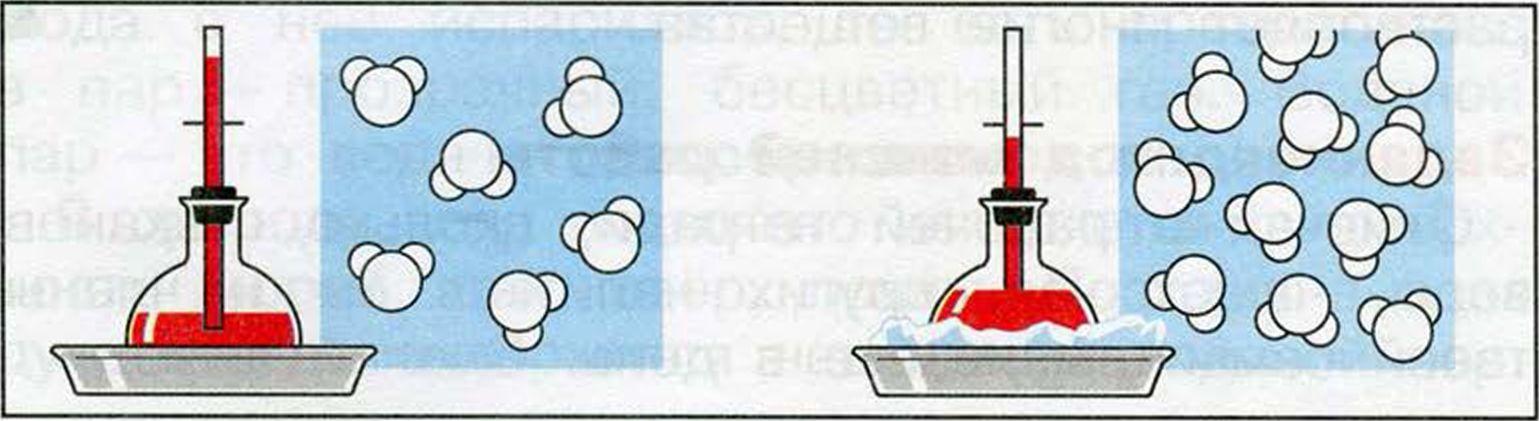
Подавляющее большинство веществ при нагревании расширяется. Это легко объяснимо с позиции механической теории теплоты, поскольку при нагревании молекулы или атомы вещества начинают двигаться быстрее. В твердых телах атомы начинают с большей амплитудой колебаться вокруг своего среднего положения в кристаллической решетке, и им требуется больше свободного пространства. В результате тело расширяется. Так же и жидкости и газы, по большей части, расширяются с повышением температуры по причине увеличения скорости теплового движения свободных молекул (см. Закон Бойля—Мариотта, Закон Шарля, Уравнение состояния идеального газа).
Основной закон теплового расширения гласит, что тело с линейным размером L в соответствующем измерении при увеличении его температуры на ΔТ расширяется на величину ΔL, равную:
ΔL = αLΔT
где α — так называемый коэффициент линейного теплового расширения. Аналогичные формулы имеются для расчета изменения площади и объема тела. В приведенном простейшем случае, когда коэффициент теплового расширения не зависит ни от температуры, ни от направления расширения, вещество будет равномерно расширяться по всем направлениям в строгом соответствии с вышеприведенной формулой.
Аналогичные формулы имеются для расчета изменения площади и объема тела. В приведенном простейшем случае, когда коэффициент теплового расширения не зависит ни от температуры, ни от направления расширения, вещество будет равномерно расширяться по всем направлениям в строгом соответствии с вышеприведенной формулой.
Для инженеров тепловое расширение — жизненно важное явление. Проектируя стальной мост через реку в городе с континентальным климатом, нельзя не учитывать возможного перепада температур в пределах от —40°C до +40°C в течение года. Такие перепады вызовут изменение общей длины моста вплоть до нескольких метров, и, чтобы мост не вздыбливался летом и не испытывал мощных нагрузок на разрыв зимой, проектировщики составляют мост из отдельных секций, соединяя их специальными термическими буферными сочленениями, которые представляют собой входящие в зацепление, но не соединенные жестко ряды зубьев, которые плотно смыкаются в жару и достаточно широко расходятся в стужу. На длинном мосту может насчитываться довольно много таких буферов.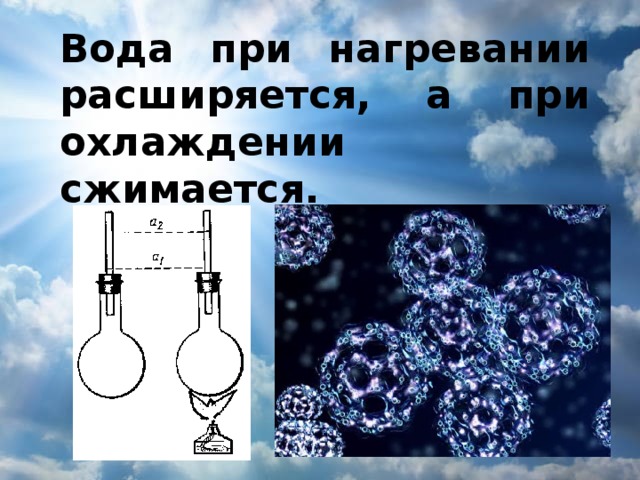
Однако не все материалы, особенно это касается кристаллических твердых тел, расширяются равномерно по всем направлениям. И далеко не все материалы расширяются одинаково при разных температурах. Самый яркий пример последнего рода — вода. При охлаждении вода сначала сжимается, как и большинство веществ. Однако, начиная с +4°C и до точки замерзания 0°C вода начинает расширяться при охлаждении и сжиматься при нагревании (с точки зрения приведенной выше формулы можно сказать, что в интервале температур от 0°C до +4°C коэффициент теплового расширения воды α принимает отрицательное значение). Именно благодаря этому редкому эффекту земные моря и океаны не промерзают до дна даже в самые сильные морозы: вода холоднее +4°C становится менее плотной, чем более теплая, и всплывает к поверхности, вытесняя ко дну воду с температурой выше +4°C.
То, что лед имеет удельную плотность ниже плотности воды, — еще одно (хотя и не связанное с предыдущим) аномальное свойство воды, которому мы обязаны существованием жизни на нашей планете. Если бы не этот эффект, лед шел бы ко дну рек, озер и океанов, и они, опять же, вымерзли бы до дна, убив всё живое.
Если бы не этот эффект, лед шел бы ко дну рек, озер и океанов, и они, опять же, вымерзли бы до дна, убив всё живое.
1
Показать комментарии (1)
Свернуть комментарии (1)
Свойвзгляд
07.02.2010 11:23Ответить
Всё, что связано с теплом и холодом связано с важнейшим физическим термином и понятием — «ТЕМПЕРАТУРА». А это самое непроработанное физическое понятие в основе которого до сих пор нет самого физического объекта (предмета) обозначаемого словом температура. Объект-теплоноситель этой самой температуры не выявлен. Какая температура у отдельной молекулы? Какие объекты дают температуру в глубоком космическом вакууме? Что является источником температуры в 1000К в ионосфере Земли? Знает ли современная физика ответы на эти вопросы? Почему энтропия вселенной сейчас возрастает? Будет ли период в развитии нашей вселенной, когда второе начало термодинамики станет своей противоположностью и энтропия начнёт падать (уменьшаться)? Если знать объект-источник «Температуры», то и на все эти вопросы сможем ответить легко и непринуждённо.

Ответ на вопрос о причине расширения тел при нагревании найдёт своё однозначное решение. И не только тел. Даже вукуум при нагревании расширяется. Это что касается проблемы предсказания правильной теории. Если это прочитают физики эксперементаторы, то попробуйте на инструментальной основе подтвердить этот факт. Вероятность подтверждения 100%. Это будет значительный вклад в развитие физики. Ну, а уж право теоретического обоснования оставляю за собой.Ответить
Написать комментарий
около 1800 | Тепловое расширение |
XIX век
Теплообмен
1859
Теория эволюции
Новостная рассылка
«Элементы» в соцсетях:
Что происходит с металлом при охлаждении
При охлаждении металл сжимается, его объем уменьшается, но удерживается расположенным вокруг металлом, длина и ширина которого не изменялась. Необходимо, чтобы дополнительное утолщение, полученное при растяжении металла, было восстановлено после охлаждения. Но так как металл имеет температуру, не соответствующую максимальной пластичности, то, сжимаясь, он поглощает небольшую часть удлинения окружающего металла.
Необходимо, чтобы дополнительное утолщение, полученное при растяжении металла, было восстановлено после охлаждения. Но так как металл имеет температуру, не соответствующую максимальной пластичности, то, сжимаясь, он поглощает небольшую часть удлинения окружающего металла.
Усиление осаживания металла осуществляется различными способами:
уменьшением скорости распространения теплоты путем создания кольца вокруг нагретой части металла из мокрой ветоши;
противодействием деформации путем нажатия на металл ручкой молотка или другим предметом около нагретой точки;
выстукиванием границ точки металла, нагретого докрасна, а затем и самой нагретой точки киянкой или рихтовочным молотком.
Наибольшее применение имеет последний способ.
Рассмотрим порядок выполнения технологических операций рихтовки различными способами.
При рихтовке нагреванием и выстукиванием горелку быстро подводят к центру пузыря, прогревают его и горелку отводят, когда разогретое докрасна пятно достигнет диаметра, равного максимум 12 мм.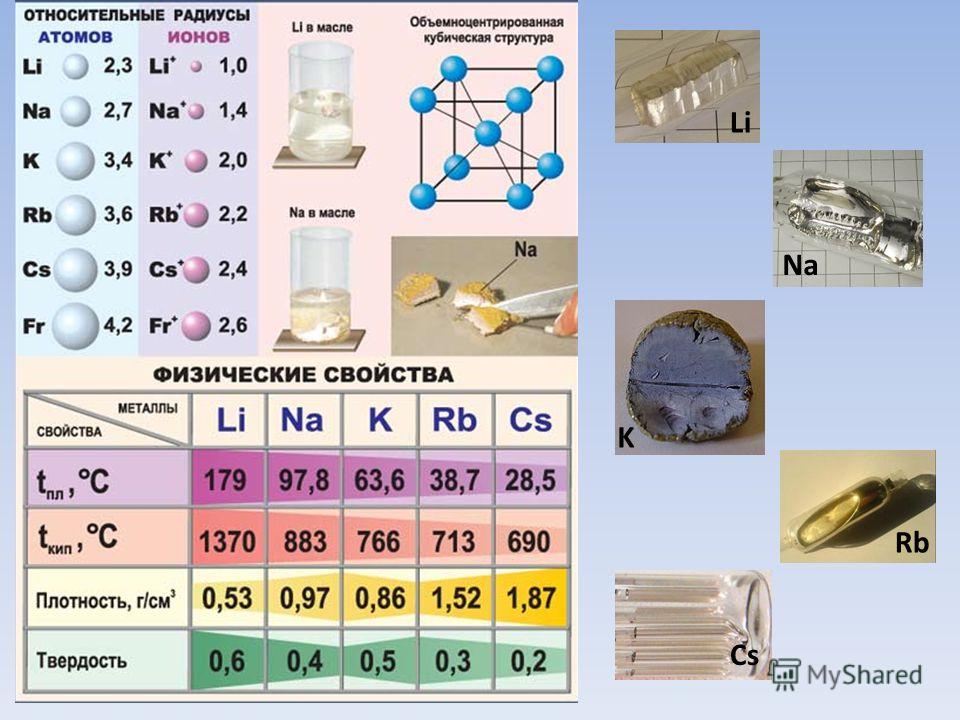
При нагреве необходимо следить, чтобы металл не начал плавиться. Если нагретое пятно будет большего диаметра, это вызовет гораздо большую усадку, чем надо. Если работа выполняется в одиночку, то горелку откладывают, под лист (почти под дефект) помещают наковаленку. Быстро выстукивают не покрасневший металл вокруг нагретой точки, а затем и нагретую точку, пока металл еще остается темно-красным.
Обработку предпочтительнее вести деревянной киянкой. При рихтовке молотком-гладилкой сила удара должна быть небольшой, чтобы не создать растяжения металла вместо усаживания.
Если пузырь небольшой, то достаточно провести обработку одной точки.
Работу можно считать завершенной только тогда, когда металл остынет до температуры окружающей среды. Для ускорения охлаждения применяют мокрую ветошь или пропитанную водой губку. Если необходимы дополнительные точечные нагревы, то их делают не более двух-трех между каждым охлаждением. Их располагают вокруг центральной точки.
После охлаждения нагретого листа проводят легкую рихтовку прогретого сектора, чтобы выровнять поверхность металла, которая имела до этого деформацию.
Расположение точек усадки зависит от формы пузыря. Если пузырь круглый, то точки располагаются по радиусу. Если пузырь длинный и узкий, то точки нагрева располагают узкими рядами.
Подчеркнем, рихтовка с применением точек усадки требует опыта, который приобретается со временем. Легче проводить такие работы на округлых деталях или сильно выпуклых, чем на почти плоских панелях или панелях с малой выпуклостью. Трудность заключается в восстановлении точной длины металла. Разгонять пузырь необходимо как можно осторожнее, так как рихтовка вызывает удлинение металла, которое должно обеспечить желаемую длину металла. Стоит только нанести несколько сильных ударов, как образуется новый пузырь. В то же время, если нанесено меньшее, чем необходимо, количество ударов, то неопытному может показаться, что металл вокруг пузыря слишком вытянут. Он будет пытаться устранить это точками усадки и выполнять их в большем количестве для достижения малоуловимого равновесия металла, чем опытный жестянщик.
Рассмотрим другой способ устранения пузыря – путем наложения влажного охлаждающего кольца. Он осуществляется следующим образом. Смоченную в воде ветошь располагают вокруг нагреваемой точки, что затрудняет распространение теплоты и, как следствие, уменьшает деформацию, предшествующую нагреву металла докрасна. При этом металл получает большую усадку, чем без предварительного охлаждения, но меньшую по сравнению с применением выколотки.
Вместо ветоши можно использовать пасту. Паста выполняет такую же роль, что и влажное кольцо из ветоши, но действие оказывает более сильное.
При этом способе нагрев деформированной детали осуществляется пропусканием электрического тока большой силы и низкого напряжения. Вспомним, что точечная сварка легко нагревает докрасна металл, сжатый двумя электродами. Общий принцип действия всех промышленных аппаратов точечной сварки заключается в быстром местном нагреве металла, находящегося в контакте с угольным электродом, установленным в держателе. В зависимости от типа держателя и различной установки электродов сварка может осуществляться точками, прямыми строчками, кривыми строчками. Один провод подводит напряжение к держателю электрода, а второй соединяет лист с массой.
В зависимости от типа держателя и различной установки электродов сварка может осуществляться точками, прямыми строчками, кривыми строчками. Один провод подводит напряжение к держателю электрода, а второй соединяет лист с массой.
Для устранения пузыря этим способом проводят подготовительные работы. Сначала выправляют деформированную часть с помощью обычных инструментов. Если вмятины небольшие, можно обойтись без правки. С мест обработки удаляют краску (она является изолятором). Операция может выполняться как вручную шабером, так и шлифовальной машинкой. Зачищают также место соединения с массой.
1. Режимы нагрева металлов
Чтобы правильно вести процесс ковки, необходимо знать температуру начала и конца ковки каждого металла, каждой марки стали, т. е. знать режимы нагрева .
Режим нагрева металла – это порядок и способ нагрева металла, который обеспечивает температуру и скорость, необходимые для получения заготовок, пригодных для ковки и получения из них качественных поковок.
Температура ковки для различных марок сталей не одинакова и зависит от их химического состава. Чем больше углерода встали, тем ниже температура плавления и ковки .
Температура нагрева металла для ковки имеет очень важное значение, так как может влиять на качество деталей получаемых ковкой, поэтому за ней требуется постоянный контроль. Для этого в кузницах с нагревательными печами используют термопары и различные виды пирометров. При нагреве металла в горнах, как правило, можно приближенно определять температуру нагрева металлов на глаз по следующим цветам каления, при дневном освещении в тени:
Цвет нагретого металла | Температура………….. °С
Темно-коричневый (заметен в темноте)…..530 … 580
Темно-вишнево-красный……………………. 730 … 770
При охлаждении металла цвет каления изменяется в обратной последовательности .
Температура нагрева сталей в начале ковки должна быть ниже их температуры плавления на 150…200°С. При более высокой температуре может наступить явление пережога. Во время ковки металл остывает и ковать его становится затруднительно, а затем и невозможно. Поэтому ковку металла следует заканчивать с температурой на 20 … 30 °С выше допускаемой температуры ковки.
Во время ковки металл остывает и ковать его становится затруднительно, а затем и невозможно. Поэтому ковку металла следует заканчивать с температурой на 20 … 30 °С выше допускаемой температуры ковки.
Время нагрева сталей зависит от размеров заготовок и Химического состава. С одной стороны, для уменьшения образования Окалины и увеличения производительности желательно уменьшать время нагрева. С другой, — заготовки больших размеров, а также из высокоуглеродистых и высоколегированных сталей следует нагревать постепенно и даже ступенчато.
2. Дефекты при нагреве и меры их предупреждения
При нагреве заготовок в них могут появиться следующие дефекты:
– окалинообразование или угар,
– недогрев металла,
– перегревмстальной заготовки,
Окалинообразование или угар получается в результате образования оксидов железа на поверхности заготовки яри ее нагреве. Образование окалины обычно называют угаром металла.
Окалина — это хрупкое и непрочное вещество с содержанием до 30% железа. Угар стали, в результате образования окалины, может достигать 4 … 5% от массы заготовки за один нагрев в горнах и несколько меньше (до 3%) в нагревательных печах. Если учесть, что при ковке заготовку приходится нагревать несколько раз (иногда до шести), то станет ясно, какое большое количество металла идет в отходы в результате угара металла.
Количество образующейся окалины зависит от скорости и температуры нагрева метелла, формы заготовки, химического состава стали, вида топлива, пламени и других факторов.
Обезуглероживание происходит одновременно с окислением железа и выражается в том, что при нагреве стали углерод, содержащийся в ее верхних слоях, выгорает и сталь становится более мягкой. Значит химический состав стали изменится и не будет соответствовать той марке, из которой должна быть изготовлена деталь. При уменьшении содержания углерода уменьшается прочность и твердость стали, ухудшается способность ее закаливаться. Глубина обезуглероженного слоя может достигать 2 … 4 мм, поэтому обезуглероживание опасно и для мелких поковок, имеющих небольшие припуски и для поковок, которые после механической обработки подвергаются закалке. Низкоуглеродистая сталь может не закалиться.
Глубина обезуглероженного слоя может достигать 2 … 4 мм, поэтому обезуглероживание опасно и для мелких поковок, имеющих небольшие припуски и для поковок, которые после механической обработки подвергаются закалке. Низкоуглеродистая сталь может не закалиться.
Процесс обезуглероживания начинается при температуре 800 … 850 °С. Интенсивность обезуглероживания зависит от содержания углерода в стали.
Чем больше углерода, тем медленнее идет обезуглероживание .
Недогрев — это такой нагрев металла, при котором заготовка нагрелась неравномерно по сечению или участкам длины. Очевидно, что такую заготовку нельзя вынимать из горна или печи и ковать. Если заготовка с одной стороны имеет белый цвет каления, а с другой еще желтый или красный, то из нее будет затруднительно получить поковку требуемой формы. Недогрев заготовок по толщине нельзя обнаружить по цвету каления. Поэтому необходимо знать расчетную или опытную нормативную величину продолжительности нагрева различных по сечению заготовок и строго ее придерживаться. Недогрев может появляться при плохом тепловом режиме.
Недогрев может появляться при плохом тепловом режиме.
Перегрев нельзя обнаружить по внешнему виду нагретой заготовки и даже в процессе ее ковки. Деталь, изготовленная из перегретого металла, быстро ломается, так как перегретый металл имеет крупнозернистую структуру и поэтому не прочен. Сильно перегретая заготовка иногда разрушается уже при ковке — в углах появляются трещины. Для предотвращения перегрева не следует допускать выдержки заготовки в горне или печи при высокой температуре больше, чем рекомендуется расчетами или нормативами.
Пережог является опасным дефектом нагрева металла. Явление пережога объясняется следующим образом. При температуре выше 1250 … 1300 °С зерна металла становятся очень крупными, а связь между ними настолько ослабевает, что начинает проникать кислород и сталь при действии на нее небольших сил разрушается. Пережженную сталь необходимо отправлять на переплавку.
Пережог можно обнаружить по внешнему виду нагреваемого металла. Поверхность металла при пережоге имеет ослепительно белый искрящийся цвет. При передвижении пережженной заготовки от нее отлетают ярко-белые искры.
Поверхность металла при пережоге имеет ослепительно белый искрящийся цвет. При передвижении пережженной заготовки от нее отлетают ярко-белые искры.
Трещины и раскалывание поковок являются дефектами нагрева металла. Наиболее часто поковки с такими дефектами получают из легированных и инструментальных сталей вследствие несоблюдения режимов нагрева их и продолжения ковки с температурой ниже температуры окончания ковки.
3. Изменения, происходящие в металлах при нагреве и ковке
Пластичность стали увеличивается при нагреве, т. е. когда в ней начинаются внутренние превращения, состоящие в укрупнении зерен и ослаблении связей между ними. Поэтому прочность стали уменьшается, она становится мягкой и пластичной. Это позволяет с меньшими усилиями деформировать металлы.
Зернистое строение металла изменяется в зависимости от температуры и скорости деформирования его. Соответственно этим воздействием на металл изменяется и прочность его.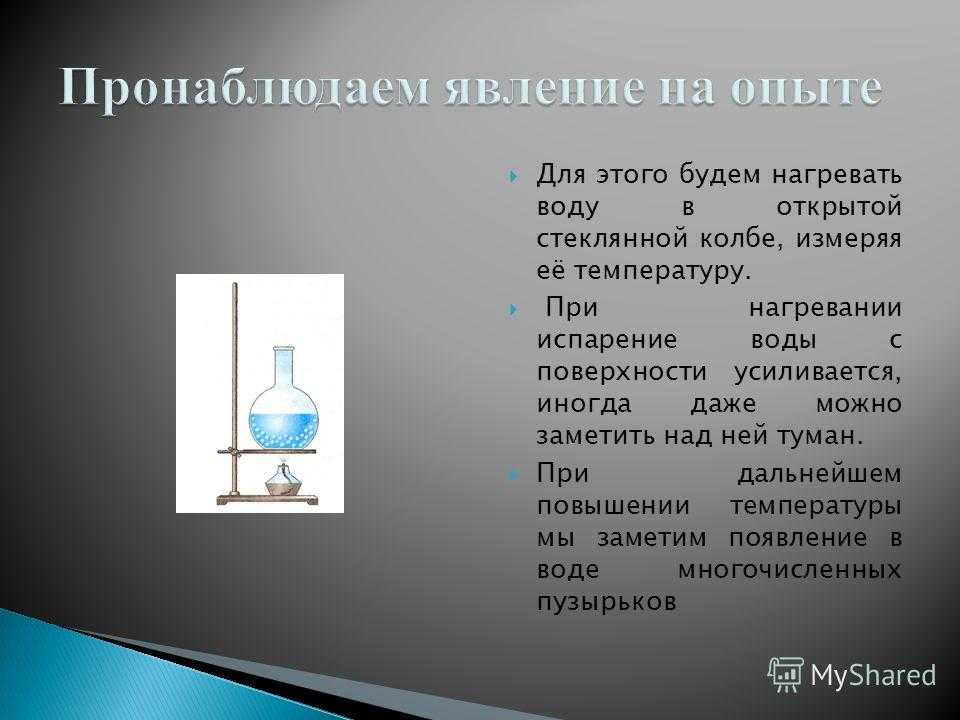
Износостойкость стальной заготовки. Чем быстрее будет проходить процесс деформации металла от начала ковки до конца ковки, тем металл будет прочнее, следовательно, ковку горячего металла рекомендуется проводить как можно быстрее и сильными ударами, потому что при ковке сильно нагретого металла слабыми ударами в конце ковки он получается – с крупнозернистым строением и поковка будет не прочной. Если требуется небольшая деформация металла, то перед ковкой его можно нагревать несколько ниже температуры начала ковки, имея в виду, что ковка будет закончена до наступления критической температуры (723 °С).
При продолжении ковки ниже критической температуры зерна пластически деформируются (вытягиваются) и остаются в напряженном состоянии, потому что при низкой температуре они уже не успевают переформироваться в более мелкие зерна. После этого металл утрачивает пластичность и становится более прочным, твердым и хрупким.
Упрочнение металла под действием пластической деформации называется Наклепом или Нагартовкой . Наклеп не желателен, так как при этом, кроме хрупкости, резко уменьшается свойство металла обрабатываться резанием.
Наклеп не желателен, так как при этом, кроме хрупкости, резко уменьшается свойство металла обрабатываться резанием.
Если у вас возникли проблемы с удалением застрявшего болта, общий совет – нагревать болт. Но если металл расширяется при нагревании, не станет ли нагрев болта более трудным для его удаления? Каким образом нагревание болта отклеивает его?
Ответы
Ответ на удивление прост: болт расширяется, но гайка расширяется больше .
То, что здесь происходит, это старое доброе тепловое расширение:
- Болт нагревается и расширяется наружу, его радиус увеличивается
- Гайка нагревается и . расширяется наружу, радиус увеличивается
Теперь, поскольку радиус гайки немного больше, чем у болта, и поскольку увеличение пропорционально длине покоя, гайка расширяется немного больше.
Железо имеет тепловой коэффициент в приблизительном поле 10 -5 / K. Это означает, что для каждого повышения температуры на 1 К у вас есть увеличение размера на 10 -5 : 1 м стержень становится длиной 1,00001 м.
Если у вашего болта r = 1,5 мм, а у гайки R = 1,501 мм, что произойдет, если температура увеличится на 500 K? Что ж:
- r = 1,5 * (1 + 500 * 10 -5 ) мм = 1,5075 мм
- R = 1,501 * (1 + 500 * 10 -5 ) мм = 1,508505 мм
Как видно, до нагревания R – r = 1 мкм, а после R – r ≈ 1.001 мкм. Это увеличилось!
Обратите внимание, что мои цифры довольно дикие и используются только для примера. Я уверен, что я неправильно понял начальные значения, но я надеюсь, что они все равно помогут донести сообщение.
Вот некоторые грубые диаграммы, которые помогут объяснить, как это работает.
Болт застрял в отверстии
Когда болт нагревается, он расширяется. Поскольку стержень болта ограничен, он не может расширяться внутри отверстия.
Болт расширяется в направлении зеленой стрелки, но не может расширяться в направлении красных стрелок.
Как болт остывает, он сжимается. Сокращение, однако, не ограничено. Это означает, что болт может сжиматься во всех направлениях, делая его немного меньше.
Болт может сжиматься во всех направлениях.
Как только болт остынет, он должен быть меньше и его легче извлечь.
Фактическая причина, по которой это обычно работает, заключается в том, что ржавчина значительно больше, чем сталь, из которой она ржавеет, именно поэтому болт застревает в первую очередь. В некоторых других случаях тепловые работы заключаются в том, что болт был применен с помощью резьбонарезного приспособления, для удаления которого требуется нагрев (если он выходит без следов ржавчины, это очень хорошая ставка)
Многие виды ржавчины содержат «химически связанную воду» и теряют эту воду (и сжимаются) при достаточном нагревании.
Металл, расположенный в кольце, расширяется наружу при нагревании. Представьте себе нагретое кольцо из тонкой проволоки – оно расширяется в основном по всей длине, увеличивая как внутренний, так и внешний диаметры. То же самое происходит с материалом вокруг отверстия для болта.
Вообще, я стараюсь нагревать окружающий кусок, а не сам болт. Однако, даже если болт нагревается напрямую, проводимость обычно приводит к нагреву окружающего материала и, следовательно, расширению канала.
Однако, даже если болт нагревается напрямую, проводимость обычно приводит к нагреву окружающего материала и, следовательно, расширению канала.
Рассмотрим шайбу или другое металлическое кольцо или диск с отверстием в нем. Когда кольцо нагревается, мы ожидаем, что кольцо расширится, и эксперименты подтвердят, что оно расширяется. Но расширяется ли отверстие в кольце, сжимается или остается того же размера?
. [T] намек на то, что вы делаете, когда пытаетесь открыть банку с масоном, и металлическая крышка с завинчивающейся крышкой застряла. Либо постучите по крышке ложкой (чтобы попытаться освободить застрявшую часть крышки), либо поместите крышку под горячую воду. Вы делаете последнее, потому что знаете, что металлическая крышка будет расширяться больше, чем стеклянная банка, и поэтому будет легче снять крышку.
И говоря, что металлическая крышка будет расширяться больше, чем стеклянная банка, мы действительно имеем в виду, что отверстие в крышке будет расширяться.
По моему опыту, вам нужно нагреть замерзший болт, пока он не вздуется, не станет красным и не станет мягким, и вынуть его, пока он горячий и мягкий. Нагревание болта и его охлаждение никогда не помогало мне. Когда металл сжимается, болт захватывает; это обычно не ослабляет . это, вероятно, ухудшает ситуацию.
То же самое верно и для питьевых стаканов , которые застряли вместе . холод, сжатие является причиной заедания .
@Vladimir Cravero (извините, не хватает представителя для ввода комментария) .
Я думаю, что разъяснение ответа необходимо. Орех не расширяется «больше», в итоге он становится больше, но прирост в% такой же.
Мое восприятие эффекта нагревания состоит в том, что не только расширяются болт и гайка или блок, но также и пространство между ними, не забывайте об этом.
немного большее пространство между ними, легче удалить. 🙂
Я думаю, что есть несколько факторов, которые способствуют этому эффекту, но я думаю, что один не был упомянут. Еще один способ освободить застрявший болт – это сильно ударить по нему. Как правило, это то, что вы делаете что-то большое, как клапан, но я думаю, что основная проблема та же. Что касается ржавчины, я ожидаю, что это может разрушить хрупкую структуру оксида. Другим фактором является то, что существует два типа трения. Есть статическое трение и кинетическое трение. Рассмотрим тяжелую (заполненную) картонную коробку на полу. Если вы попытаетесь сдвинуть его, он будет изначально «застрял». Как только коробка начинает двигаться, она скользит намного легче. Это та же самая причина, по которой плохо тормозить машину. Как только резина начинает скользить, трение значительно уменьшается.
Как правило, это то, что вы делаете что-то большое, как клапан, но я думаю, что основная проблема та же. Что касается ржавчины, я ожидаю, что это может разрушить хрупкую структуру оксида. Другим фактором является то, что существует два типа трения. Есть статическое трение и кинетическое трение. Рассмотрим тяжелую (заполненную) картонную коробку на полу. Если вы попытаетесь сдвинуть его, он будет изначально «застрял». Как только коробка начинает двигаться, она скользит намного легче. Это та же самая причина, по которой плохо тормозить машину. Как только резина начинает скользить, трение значительно уменьшается.
Температура – это мера средней кинетической энергии молекул вещества. То есть молекулы движутся в любом веществе теплее абсолютного нуля, и чем быстрее они движутся, тем выше температура. Когда вы нагреваете что-то, вы добавляете кинетическую энергию в систему. Это буквально заставляет молекулы болта двигаться все быстрее и быстрее. В твердом теле молекулы не движутся свободно в пространстве и по существу вибрируют. На следующем изображении показано, как молекулы металла движутся при нагревании.
На следующем изображении показано, как молекулы металла движутся при нагревании.
Я думаю, что это энергичное движение само по себе может создать тот же эффект, что и ударная волна, вызванная резким ударом. Это и неравномерное изменение размера болта и гайки может сломать статическое трение и / или разрушить хрупкую ржавчину. Я знаю, что если у вас есть ржавая чугунная сковорода, одно из решений – поставить ее на горячий огонь, и ржавчина просто отвалится.
Поскольку тепло не распространяется мгновенно, гайка будет расширяться больше, чем болт . если вы правильно рассчитаете время . что нетривиально. Для подшипника, а не гайки / болта, этот [индукционный] нагрев является промышленным методом удаления, как показано в этом видео, например, и даже в большей степени для крепления. В этом случае удаление происходит мгновенно, когда кольцо подшипника достаточно нагрето. Проблема с гайкой / болтом заключается в том, что большое количество тепла могло перейти к болту, возможно, до того, как вы закончите снятие гайки. Цитирую практикующего этого искусства: «Вы хотите нагреть гайку, а не болт».
Цитирую практикующего этого искусства: «Вы хотите нагреть гайку, а не болт».
Проблема еще более усугубляется тем фактом, что нет единого способа сделать это. В этом другом видео вы можете видеть, что гайка становится намного белее, чем болт, что означает, что она нагревается намного сильнее при нагревании. Подвох в том, что к тому времени, когда гайка снята, ни один из них больше не светится [в этом последнем видео], поэтому мы не можем визуально определить их температуру [разницу]. Воздух, однако, намного лучше изолятор, поэтому я подозреваю, что болт охлаждается быстрее, чем гайка, потому что он вступает в контакт с большим количеством металла, который действует как радиатор. Видео с тепловизором было бы определенным доказательством, но я не смог его найти. В описании этого последнего видео также говорится, что коррозионные соединения ослабляются при нагревании, что также вполне может быть правдой, но я не проверил науку об этом; это утверждение также предполагает, что эти связи не сразу восстанавливаются при охлаждении.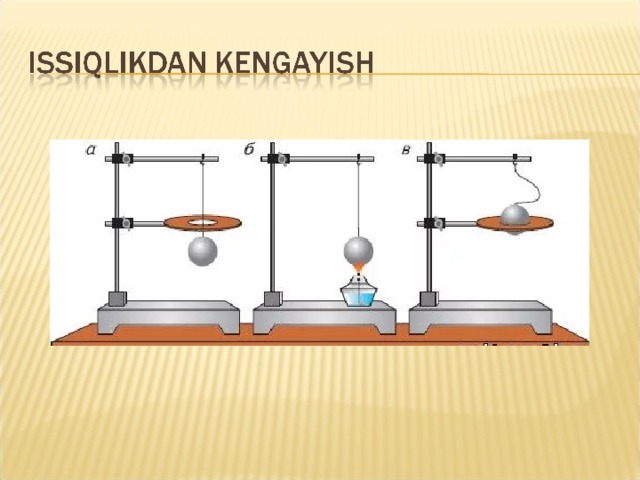
И для сценария, изображенного в ответе самого спрашивающего: на практике это не работает так. Если вы смотрите вторую половину этого получасового видео , чувак тщательно нагревает рамку вокруг самого болта, и для достижения успеха требуется много времени, терпения и тщательности, когда «гайка» – это большой кусок.
У меня есть простой ответ, что никто не сказал, что головка болта расширяется от поверхности, ослабляя натяжение нитей, таким образом делая его достаточно свободным, чтобы отключиться. Иногда болты слишком туго, даже если они не ржавые.
Положите пенни в дверной косяк и закройте его. Дверь будет почти невозможно открыть, потому что трение удержит ее на месте. Сгибание остальной части двери предотвратит ее перемещение. Ржавый болт, по сути, тот же принцип – многие мелкие соединения, образованные на резьбе болтов окисленным металлом, препятствуют его вращению.
Высокая температура и расширение металла просто служили разрушению этих связей. Это не имеет ничего общего с термодинамикой или любой другой научной ерундой. Это простое механическое действие расширяющегося металла, разрушающего ржавчину.
Это не имеет ничего общего с термодинамикой или любой другой научной ерундой. Это простое механическое действие расширяющегося металла, разрушающего ржавчину.
Расширяется ли металл при нагревании?
Металлы — это блестящие, ковкие и пластичные элементы, которые являются хорошими проводниками тепла и электричества. Различные атомы металла связаны посредством металлической связи, которая характеризуется наличием делокализованных электронов, присутствующих в свободном пространстве вокруг атомов.
Возможны три атомных расположения металлических элементов, также известных как кристаллические структуры, а именно. гранецентрированные, объемноцентрированные и гексагональные плотноупакованные структуры.
Итак, расширяется ли металл при нагревании? Да, все металлы расширяются при нагревании. Это свойство металлов известно как тепловое расширение и возникает из-за увеличения кинетической энергии атомов. Усиленное движение атомов заставляет их занимать больше места, что приводит к расширению поверхности металла. Однако температуры, при которых они расширяются, а также степень расширения различны для разных металлов.
Однако температуры, при которых они расширяются, а также степень расширения различны для разных металлов.
Изучим его в дальнейших подрубриках подробнее.
Почему металл расширяется при нагревании?
Мы уже знаем, что атомы внутри вещества движутся с постоянной скоростью. Постоянно происходящее вибрационное движение зависит от энергии этих атомов.
Это указывает на то, что атомы будут набирать скорость с ростом энергии, в то время как атомная скорость истощается при отсутствии эффективного источника энергии.
Тепло – это форма энергии, которая измеряется в виде температуры. Ряд инструментов, таких как пирометр, термометр, термопары и т. Д., Используются для измерения температуры различных тел или пространств в различных ситуациях. Он измеряется в различных единицах, таких как Кельвин, Цельсий, Фаренгейт и т. д.
В случае металлов подвод тепла приводит к увеличению кинетической энергии атомов, которые начинают вибрировать с большей скоростью.
Энергичные вибрационные движения заставляют атомы занимать больше места, чем раньше, что вызывает общее увеличение площади поверхности металлов, и говорят, что металл расширяется.
Это свойство металлов используется в конструкции ряда устройств, таких как пожарная сигнализация, в которой для подачи сигнала тревоги используется биметаллическая пластина из латуни и железа.
Действительно, латунь расширяется при более низкой температуре по сравнению с железом, поэтому в случае пожара биметаллическая полоса изгибается, чтобы соединиться с соседним винтом и замкнуть цепь. Звонок звенит, как только цепь замыкается.
Аналогично используется для разрыва цепи в случае устройства автоматического выключателя.
Что такое тепловое расширение и почему оно происходит?
Прежде чем описывать тепловое расширение, позвольте мне задать вам несколько вопросов. Вы когда-нибудь задумывались о том, что будет, если вскипятить воду в закрытой стеклянной посуде? Или вы когда-нибудь пытались открыть металлическую банку после того, как подержали ее в горячей воде?
В первом случае контейнер ломается, а во втором металлическая банка легко открывается. Как вы думаете, почему это произошло?
Как вы думаете, почему это произошло?
Это связано с тепловым расширением воды и металла при воздействии высоких температур. Свойство вещества увеличивать свою площадь или объем в ответ на повышение температуры известно как тепловое расширение.
Это происходит из-за изменения межатомного расстояния. Поскольку величина сил связи в разных веществах различна, скорость их теплового расширения также различна.
Тепловое расширение вещества более заметно при изучении различных фаз вещества.
В твердых телах атомы более тесно и прочно связаны друг с другом, поэтому расширение довольно мало, так как атомы более или менее закреплены на своих позициях.
С другой стороны, жидкости обеспечивают более высокую степень расширения по сравнению с твердыми телами из-за большей доступности пространства, в то время как в газах расширение является далеко идущим из-за того, что межатомные силы, удерживающие атомы вместе, минимальны или вообще отсутствуют.
Следовательно, влияние изменения температуры более выражено в газах по сравнению с твердыми телами и жидкостями.
Некоторые вещества, такие как вода, даже изменяют свою физическую форму при изменении температуры, а именно. твердое при 0°С, жидкое при комнатной температуре и газообразное при температуре выше 100°С.
Коэффициент теплового расширения
Дробное изменение длины, объема или площади поверхности объекта в ответ на повышение температуры на единицу известно как коэффициент теплового расширения. Измеряется при постоянном давлении.
Значение термического коэффициента специфично для конкретного материала и зависит от его физических свойств. Более высокое значение теплового расширения указывает на то, что вещество будет расширяться в большей степени.
Тепловое расширение подразделяется на три категории:
Линейное расширение
Когда в зависимости от температуры изменяется только длина объекта.
Здесь изменение длины (ΔL) прямо пропорционально изменению температуры (ΔT), а также исходной длине (L) и определяется уравнением:
ΔL = α LΔT
Поверхностное расширение
Когда площадь поверхности изменяется в ответ на повышение температуры.
Здесь изменение площади поверхности (ΔA) прямо пропорционально изменению температуры (ΔT) и исходной площади поверхности (A) и определяется уравнением:
Когда объем изменяется в зависимости от температуры. Здесь изменение объема (ΔV) прямо пропорционально изменению температуры (ΔT) и первоначального объема (V) и определяется уравнением:
ΔV = γ VΔT
В приведенных выше уравнениях α, β и γ символизируют коэффициенты линейного, поверхностного и кубического расширения соответственно.
Какой металл больше всего расширяется при нагревании?
Как обсуждалось в предыдущем разделе, чем выше значение коэффициента теплового расширения, тем больше способность вещества к расширению.
В случае металлов наибольшее значение линейного теплового расширения имеет калий 85 x 10 -6 на °С. Это означает, что из всех металлов калий больше всего расширяется при нагревании.
Другие металлы, такие как натрий, плутоний и цинк, также имеют высокий коэффициент линейного расширения.
С другой стороны, известно, что железо меньше всего расширяется под воздействием тепла из-за его низкого значения коэффициента теплового расширения.
Сжимается ли металл на холоде?
Да. Подобно тепловому расширению, металлы также подвергаются сжатию при воздействии более низких температур. Предполагается, что выше 0°С атомы любого материала находятся в непрерывном колебательном движении.
Однако при падении температуры ниже 0°C атомы становятся стабильными и остаются на своих местах. Это приводит к тому, что атомы занимают меньше места, из-за чего они как бы сжимаются.
На самом деле это кинетическая энергия атомов, за счет которой происходит расширение или сжатие.
По мере увеличения кинетической энергии с повышением температуры металлы расширяются, а при очень низких температурах металлы сжимаются из-за незначительной кинетической энергии атомов.
 youtube.com/embed/jatprpYqaos» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/jatprpYqaos» frameborder=»0″ allowfullscreen=»allowfullscreen»>
Часто задаваемые вопросы
От чего зависит тепловое расширение?
Ответ : Это в основном зависит от изменения температуры, исходной длины, площади или объема вещества, а также физических свойств вещества.
Приведите несколько практических примеров теплового расширения.
Ответ: Провисание линий электропередач, появление летом трещин на дороге, разрывы шин на дороге и т. д.
Назовите несколько вариантов использования теплового расширения.
Ответ: Термометры, автоматические выключатели, термостаты, пожарная сигнализация и т. д.
Почему кухонная посуда сделана из стекла пирекс?
Ответ: Это связано с тем, что коэффициент теплового расширения стекла пирекс довольно низкий. Поэтому он не ломается при нагревании.
Поэтому он не ломается при нагревании.
Почему между железнодорожными путями остаются зазоры?
Ответ: Это связано со свойством термического расширения металлов, благодаря которому они расширяются летом. Если зазоров не будет, металлические полосы будут расширяться и изгибаться, не останется места для колес поезда.
Почему к металлическим оконным рамам прикреплены резинки?
Ответ: Металлические оконные рамы имеют тенденцию расширяться летом из-за теплового расширения. Прикрепленная к нему резина служит распорками, благодаря которым окна легко открываются и закрываются даже летом.
Влияют ли стыки автодорожных мостов на тепловое расширение?
Ответ: Да, швы в автодорожных мостах делаются для того, чтобы при расширении бетона в жаркое время года это не привело к растрескиванию мостов.
Заключение
Металлы расширяются при нагревании за счет увеличения кинетической энергии их атомов, которые вибрируют с большей скоростью и приобретают большее пространство.
Свойство металлов расширяться под воздействием тепла известно как тепловое расширение. Так как сила межатомных сил различна для разных металлов, то, следовательно, различна и скорость теплового расширения.
Коэффициент теплового расширения измеряется в градусах Цельсия при постоянном давлении. Чем выше значение коэффициента теплового расширения, тем больше расширяется материал под воздействием тепла.
Калий имеет самое высокое значение коэффициента теплового расширения.
Металлы также сжимаются при понижении температуры ниже 0°C.
Если вы считаете статью информативной, поделитесь ею со своими коллегами.
Удачи!!
Обязательные к прочтению темы
19 Немагнитные металлы
Латунь против бронзы
Тепловое расширение металлов и летний блюз
Почему медный вольфрам? | EDM Performance
Медно-вольфрамовая медь для электроэрозионных электродов обеспечивает превосходную электропроводность, сопротивление дуговому разряду на постоянном токе, теплопроводность и износостойкость.
Почему медный вольфрам? | Технологичность
Узнайте, как свойства меди-вольфрама уменьшают или устраняют проблемы, связанные с этими материалами, когда они используются в чистом виде.
Электроды для контактной сварки для вашего применения
Получите ответы на распространенные вопросы о разнородных металлах, электродах с высокой и низкой проводимостью и трении в конструкции электрода.
Процесс резки металла Плюсы и минусы
Процесс резки металла может быть быстрым и недорогим для резки некоторых деталей простой формы, но он имеет недостатки, включая заусенцы и деформацию конца.
Очарование лазерной резки
Хотя лазерная резка может производить небольшой пропил и жесткие допуски, другие методы прецизионной резки могут быть предпочтительнее для 2-осевой резки небольших металлических деталей.
Как несколько допусков могут привести к конфликту
Когда одна деталь имеет несколько противоречащих друг другу допусков, более жесткие и сложные допуски должны определять производство и, в конечном счете, влиять на стоимость детали.
Практический пример прецизионной обрезки и штамповки
Узнайте, как прецизионная обрезка и штамповка сравниваются в достижении бездеформационной плоскостности, острой кромки и точного внешнего диаметра, необходимого для дистанционирующего кольца.
Как на самом деле складываются допуски?
При проектировании детали помните, что для разных допусков могут потребоваться разные процессы, и не все процессы могут давать результаты с одинаковым допуском.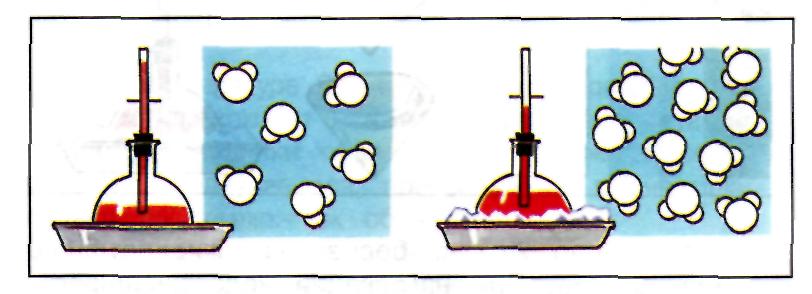
5 интересных фактов о вольфраме
Вольфрам, также известный как вольфрам или вольфрам, имеет высокую температуру плавления и другие интересные свойства, которые используются во многих отраслях промышленности и во многих продуктах.
Внутренняя пропитка легирующих добавок и рекристаллизация проволоки
Легирующие добавки повышают температуру рекристаллизации вольфрамовой проволоки и других проволок, придавая свойства непровисания вольфрамовым нитям накала ламп и другим изделиям.
Пристальный взгляд на использование вольфрамовой проволоки для зондов
Свойства прямолинейности вольфрамовой проволоки делают ее ценной для вольфрамовых зондов малого диаметра, используемых при тестировании полупроводниковых пластин и тестировании нервной активности.
Основные области применения позолоченной вольфрамовой проволоки
Позолоченная вольфрамовая проволока используется в фильтрации, печати, копировании и других областях, а также в качестве альтернативы драгоценным металлам в некоторых медицинских устройствах.
Рецепт идеальной пропитки электрода
Узнайте, почему пропитка, плотность и другие свойства сплава, такого как медь-вольфрам, важны для качества электродов для точечной сварки.
Услуги по резке металла становятся быстрее
Узнайте, как Metal Cutting Corporation совершенствует операции и ускоряет предоставление стандартных услуг по резке металлов.
Вольфрамовая проволока отказывается умирать в автомобильном освещении
Лампы накаливания, изготовленные из вольфрамовых нитей накаливания, продолжают использоваться в автомобильных указателях поворота, несмотря на параллельное внедрение более новой светодиодной технологии.
Полировка металлических деталей для медицинских устройств, напечатанных на 3D-принтере
Целью полировки металлических деталей для медицинских устройств, напечатанных на 3D-принтере, является достижение надлежащей чистоты поверхности при сохранении сложных деталей конструкции устройства.
Выбор поставщика отрезных металлических деталей
Следуйте этим советам о том, как выбрать поставщика отрезных металлических деталей и получить желаемые результаты для точного производства.
Делает ли резка металла изготовление металла?
Люди часто спрашивают Metal Cutting Corporation, занимаемся ли мы «изготовлением металла» — и правда в том, что ответ зависит от того, как вы определяете этот термин.
Мелкие датчики в металлических деталях Sourcing
Маленькие калибры, такие как штифтовые калибры или штифтовые калибры-пробки, являются полезными инструментами для проверки внутренних диаметров и проверки соответствия металлических труб малого диаметра указанным допускам.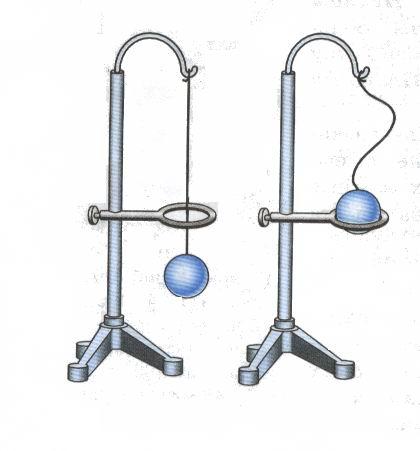
5 На что следует обратить внимание при термической обработке металла
Учитывайте методы, используемые для термической обработки металлов, а также эффекты при определении требований к отрезанию мелких металлических деталей.
Человеческий фактор при контроле металлов
Metal Cutting Corporation использует визуальные и механические методы контроля металла, чтобы обеспечить соответствие мелких деталей производственным требованиям клиентов.
Проблемы размеров при резке металла по длине
Резка металла использует притирку и механическую обработку, а также другие методы для достижения плоскостности и параллельности при резке металла по длине.
6 Что нужно знать о титановой трубке
Узнайте, почему характеристики титановой трубки делают ее хорошим выбором для медицинских устройств и других применений, требующих прочности, легкости и коррозионной стойкости.
8 Принципы бесцентрового шлифования
Узнайте больше о принципах бесцентрового шлифования и о том, как его можно использовать для получения шероховатости поверхности небольших цилиндрических металлических деталей с жесткими допусками.
Объяснение пяти основных проблем обработки с ЧПУ
Узнайте о пяти основных проблемах, которые необходимо учитывать при выборе услуг по обработке с ЧПУ и партнера для производства сложных и точных мелких деталей.
Удаление заусенцев при массовом производстве мелких металлических деталей
Для удаления заусенцев с мелких металлических деталей в массовом производстве требуется воссоздание действия ручных инструментов с помощью механических устройств, подходящих для крупносерийного производства.
8 Что нужно знать об ISO 9000
Соблюдение организацией стандартов ISO 9000 говорит клиентам о том, что она привержена внедрению структурированных методов управления качеством.
Зачем использовать таблицу шероховатости поверхности?
Таблица шероховатости поверхности металла представляет собой удобное руководство по стандартной шероховатости поверхности и характеристикам, таким как единицы измерения, преобразования и типичные значения Ra.
Принципы прецизионной шлифовки поверхности
Услуги по шлифовке поверхности используют методы прецизионной шлифовки поверхности, чтобы сделать кубические металлические детали квадратными и параллельными или концы металлических стержней перпендикулярными.
Допуск круглости в мелких металлических деталях
Допуск круглости на основе диаметра помогает контролировать круглость и обеспечивает правильную посадку мелких прецизионных металлических деталей, их плавное перемещение и равномерный износ.
Допуски GD&T в производстве деталей
Допуски GD&T обеспечивают руководство по производству, которое должно уравновешивать необходимость обеспечения функциональности детали с необходимостью рентабельного производства детали.
План выборочного контроля при контроле качества
Статистически достоверный план выборочного контроля при контроле качества обеспечивает высокий уровень уверенности в том, что если образец приемлем, то приемлема и вся партия.
Цилиндричность в GD&T
Цилиндричность GD&T — это трехмерный элемент допуска, используемый для обозначения как круглости, так и прямолинейности по всей осевой длине цилиндрической детали.
Сравнение хонингования и притирки
Хотя хонингование и притирка используются для точной настройки качества обработки и размеров металлических деталей, эти два процесса различаются тем, где и как они достигают результатов.
Круговое биение в сравнении с полным биением
В круговом биении в сравнении с полным биением первое управляет изменением круговых элементов детали, а другое — изменением всей поверхности детали. Узнайте разницу и как их измерить здесь.
Узнайте разницу и как их измерить здесь.
Проблемы калибровочных стандартов
Калибровочные стандарты для устройств и оборудования, используемых при измерении, проверке и производстве прецизионных металлических деталей, могут создавать некоторые уникальные проблемы.
С Днем Рождения Metal Cutting Corporation!
Празднование 50-летия прецизионного производства: Metal Cutting Corporation искренне рада сообщить, что мы только что прошли важную веху в истории нашей компании.
Что такое допуск калибровки?
Ключом к погрешности калибровки является понимание как того, на что способно устройство, так и погрешности, на которую оно было откалибровано.
Прослеживаемые стандарты NIST в действии
Узнайте некоторые интересные факты о прослеживаемых стандартах NIST и их важной роли в стандартах СМК.
5 интересных фактов о вихретоковом контроле
Вихретоковый контроль является важным методом неразрушающего контроля, который часто используется для выявления дефектов на поверхности или под поверхностью металлических материалов.
Проволочная электроэрозионная резка: плюсы и минусы
Проволочная электроэрозионная резка Преимущества и недостатки для 2-осевой резки зависят от таких факторов, как используемый материал, параметры детали и требования к чистоте поверхности.
Факты о лазерной печати металла
Лазерная печать металла популярна для ряда применений, но можете ли вы использовать ее для печати металла для таких больших количеств таких мелких деталей?
Узнайте, как оптимизировать ваши запросы предложений для успешного производства
Примечание: для этого контента требуется JavaScript.
Вольфрамовая проволока 101: обзор уникально полезного материала
Вольфрамовая проволока по-прежнему является продуктом, имеющим большое количество разнообразных применений, для многих из которых нет известной замены. Узнайте, почему вольфрам по-прежнему широко используется.
Узнайте, почему вольфрам по-прежнему широко используется.
Семь секретов выбора нового партнера по контракту
Найти поставщика, который может обеспечить качественное и своевременное обслуживание, может быть непросто, особенно когда речь идет о медицинском оборудовании и других строго регулируемых отраслях. Это руководство делает это простым.
Гидроабразивная резка Плюсы и минусы
Гидроабразивная резка обычно используется для резки сложных форм из больших плоских листов металла, но может быть не лучшим выбором для 2-осевой резки мелких деталей.
Абразивная резка: плюсы и минусы
Абразивная резка тонким кругом — идеальный метод для крупносерийной двухосевой резки металла, требующей точности, жестких допусков, отсутствия заусенцев и гладкой обработки торца.
Металлические трубы в 21 веке: кому это нужно?
Металлические трубки по-прежнему играют решающую роль в производстве медицинских устройств, но из множества доступных пластиковых материалов может быть трудно определить, какой материал является правильным.
Материалы для электродов для контактной сварки: информационный документ
Узнайте, как более качественные материалы для электродов для контактной сварки ускоряют процесс сварки. Этот информационный документ призван помочь вам сделать правильный выбор электродных материалов.
Загрузите бесплатное руководство по электродам для контактной сварки
Примечание: для этого контента требуется JavaScript.
Руководство по аутсорсингу медицинского оборудования
Крайне важно выбрать поставщика, с которым вы можете рассчитывать на долгосрочную работу. Ознакомьтесь с этими практическими рекомендациями, чтобы принять правильное решение.
Знаете ли вы, какой метод резки подходит для вашего точного применения?
Примечание: для этого контента требуется JavaScript.
Получите доступ к бесплатному руководству по швейцарским винтам.
 Часто задаваемые вопросы
Часто задаваемые вопросы
Примечание: для этого контента требуется JavaScript.
Холодная пила: плюсы и минусы
Холодная пила позволяет выполнять высокоскоростную резку без заусенцев стержней, труб и профилей, но она не идеальна для очень коротких отрезков, малых наружных/внутренних диаметров или твердых металлов.
Автоматический токарный станок: плюсы и минусы
Хотя токарный автомат может выполнять простую двухосевую резку металлических стержней и труб, он предназначен для более сложных многоступенчатых операций обработки.
Электрохимическая резка Плюсы и минусы
Электрохимическая резка (ECC) сочетает в себе электрохимическую эрозию и шлифование для получения блестящей поверхности без заусенцев с жестким допуском ±0,005 дюйма (0,127 мм).
Прецизионная резка металла для 2-осевой резки
Различные варианты прецизионной резки металла различаются по характеристикам и применимости, что затрудняет выбор. Это руководство поможет.
Это руководство поможет.
Что такое притирка? [ВИДЕО]
Что такое притирка? В умелых руках этот малоизвестный процесс может производить детали с тщательно отполированными концами, жесткими допусками по длине и исключительной плоскостностью.
Основы бесцентрового шлифования [ВИДЕО]
Процесс бесцентрового шлифования идеально подходит для чистовой обработки небольших цилиндрических металлических деталей, требующих жестких допусков и крупносерийного производства. Изучите некоторые основы этого процесса.
Сложности электрохимического шлифования
Процесс электрохимического шлифования представляет собой узкоспециализированный метод, который сочетает в себе поверхностное шлифование, химию и фиксацию и имеет ограниченное применение.
Основы наружного шлифования
Наружное шлифование используется для придания формы внешней поверхности объектов между центрами и отлично подходит для удаления круговых дефектов и восстановления или создания округлости.
Применение для услуг точной плоской притирки
Прецизионная плоская притирка и другие методы притирки могут использоваться для небольших деталей, требующих строгого контроля чистоты поверхности, плоскостности, толщины и параллельности.
Основы шлифования двойным диском
Шлифование двойным диском обеспечивает точность размеров для металлических деталей, требующих жестких допусков, параллельности, плоскостности и контроля толщины.
Специализированные методы внутреннего шлифования
Высокоточные методы внутреннего шлифования, такие как внутреннее шлифование и хонингование, используются для получения гладкой поверхности и жестких допусков на внутренний диаметр отверстия, отверстия и трубы.
Прецизионное шлифование металлов
Прецизионное шлифование металла часто является лучшим способом удаления небольших количеств материала и получения надлежащей отделки или жестких допусков на поверхности деталей.
Секреты выбора нового партнера по контракту [ВИДЕО]
Как квалифицировать нового партнера по поиску поставщиков и обеспечить его эффективную и беспроблемную работу? Рассмотрение этих моментов поможет вам принять решение, в котором вы будете чувствовать себя уверенно.
Контроль качества при производстве металлических деталей
Изучите жизненно важные компоненты эффективной программы контроля качества и ее роль в обеспечении того, чтобы металлические детали соответствовали требованиям к конструкции и функциям.
Допуск на плоскостность в GD&T
Плоскостность поверхности — это показатель всех точек вдоль поверхности, лежащих в одной плоскости, причем самая высокая и самая низкая точки находятся в пределах диапазона допуска плоскостности.
Топ-5 проблем обработки на станках с ЧПУ [ВИДЕО]
Хотя на станках с ЧПУ можно изготавливать множество сложных и прецизионных металлических компонентов, в этом процессе есть некоторые проблемы, о которых вам необходимо знать.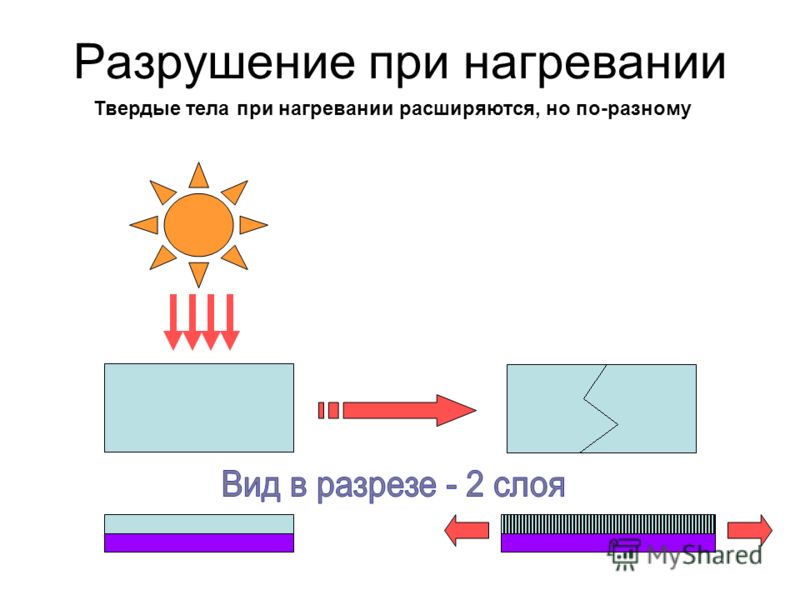
Отклонение и точность в станках с ЧПУ Swiss Machining
Узнайте, как направляющая втулка и другие особенности современных станков с ЧПУ позволяют устранить отклонение для повышения эффективности, согласованности и точности.
Швейцарский станок в современном механическом цехе
Швейцарский станок развивался и совершенствовался с тех пор, как был изобретен оригинальный швейцарский токарный станок, что сделало современный метод важной частью прецизионной обработки с ЧПУ.
Швейцарская обработка костных винтов и анкеров
Прецизионная швейцарская обработка с ЧПУ часто используется для производства костных винтов и анкеров с характеристиками, необходимыми для широкого спектра ортопедических и стоматологических применений.
Швейцарская обработка натяжных колец для медицинских устройств
Натяжные кольца для медицинских устройств могут быть вырезаны из трубы из нержавеющей стали марки 304 или подвергнуты швейцарской обработке для придания специальных характеристик и использования других материалов.
5 вещей, которые необходимо знать о концентричности наружного/внутреннего диаметра
Чтобы избежать проблем с проверкой концентричности наружного/внутреннего диаметра, попробуйте использовать другие применимые символы GD&T вместо концентричности на чертежах и проектах труб.
Профиль линии в сравнении с профилем поверхности
При использовании профиля линии в сравнении с профилем поверхности первый контролирует изменение в заданных поперечных сечениях, а второй контролирует всю поверхность элемента.
План выборочного контроля в контроле качества [ВИДЕО]
Как бы ни были важны проверки, 100% проверка требует времени и затрат без гарантии 100% соответствия. Узнайте, что такое план выборочного контроля и как он решает эту проблему.
Вольфрам против золота: Битва за биоматериалы
Для некоторых медицинских устройств, требующих биоматериалов, вольфрам и позолоченная вольфрамовая проволока могут быть подходящей альтернативой драгоценным металлам, таким как золото.
Использование вольфрама тогда и сейчас
При сравнении обычных применений вольфрама в 2007 году и сегодня становится ясно, что вольфрам остается одним из наиболее широко используемых и выгодных тугоплавких металлов.
Прецизионная обработка с ЧПУ
Узнайте о преимуществах прецизионной обработки с ЧПУ при производстве небольших сложных деталей, требующих жестких допусков, гладкой поверхности и повторяемости.
Свойства и применение вольфрамовой проволоки
В то время как наиболее привычное использование вольфрама (лампы накаливания) продолжает исчезать, уникальный набор свойств по-прежнему делает вольфрамовую проволоку незаменимой для ряда продуктов и приложений.
Очарование лазерной резки [ВИДЕО]
Чем отличается лазерная резка от других методов прецизионной резки металла? Посмотрите это видео, чтобы узнать о плюсах и минусах этого метода резки металла.