Содержание
Выбор сверл под резьбу (какие сверла нужны чтобы нарезать резьбу)
Для создания внутренней резьбы необходимо в материале сделать отверстие, диаметр которого соответствует инструменту для последующего нарезания. Такое отверстие должно точно соответствовать размерам режущего инструмента.
Внутренняя нарезка резьбы:
-
Чтобы произвести в заготовке отверстие под резьбу внутреннего типа, сначала следует подобрать размер сверла. -
Когда сверло выбрано, можно приступать к выполнению отверстия под резьбу. -
При помощи специального метчика для нарезки, необходимо выполненное отверстие обработать зенкером. Это позволяет добиться нужной чистоты отверстия и легче метчику войти в деталь. -
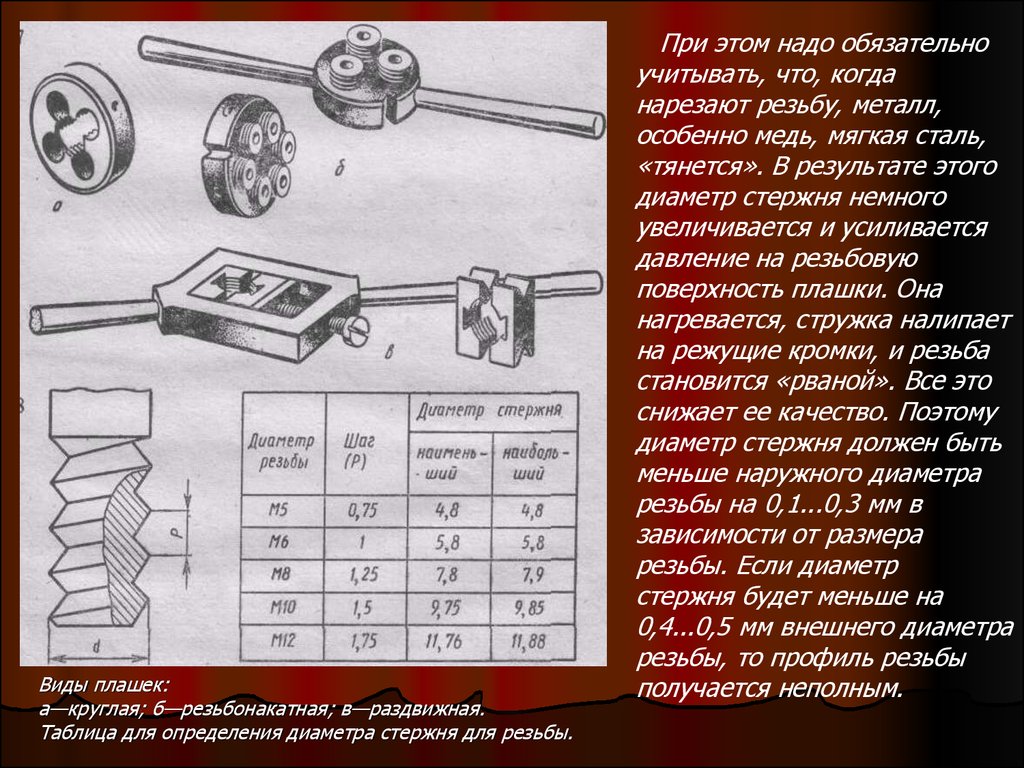
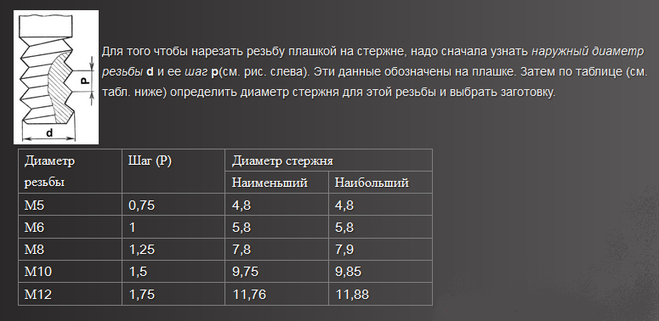
В процессе нарезания резьбы, формируются канавки в металлической заготовке. При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
 При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
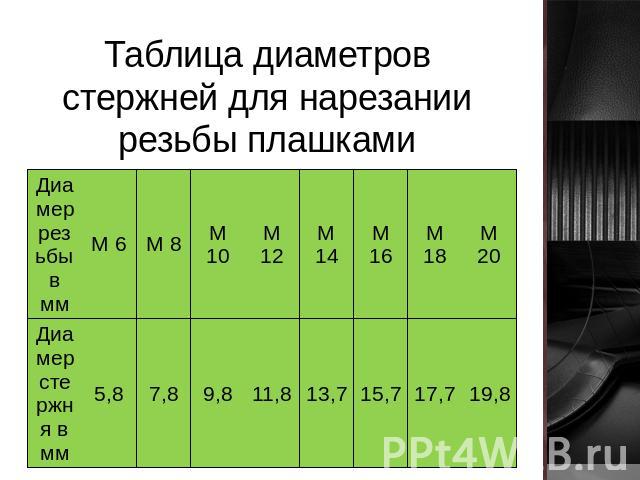
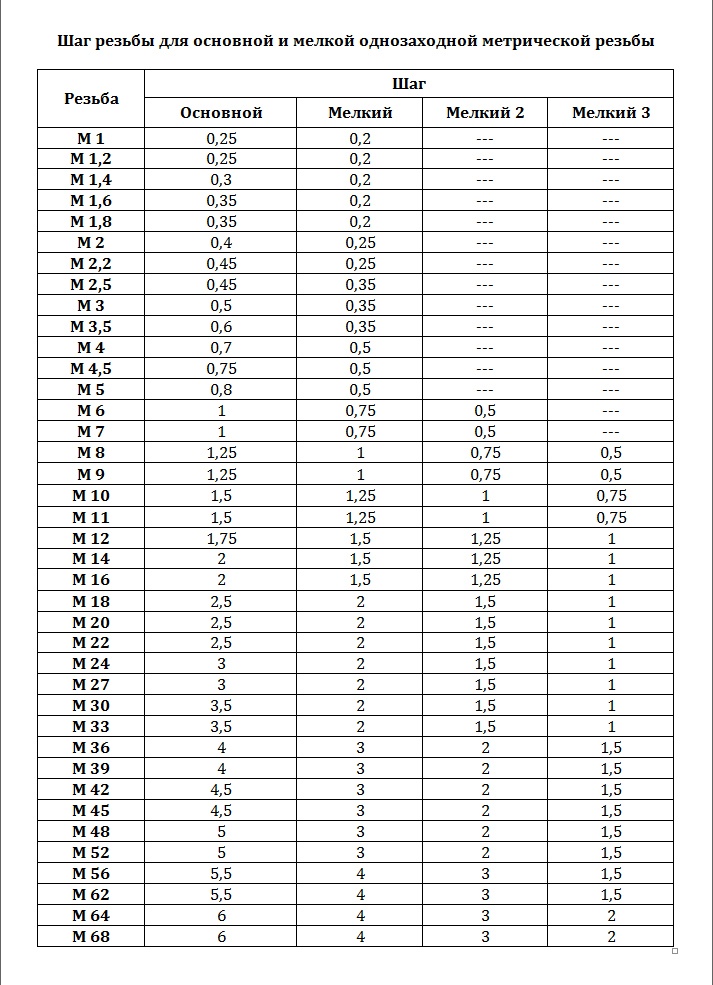
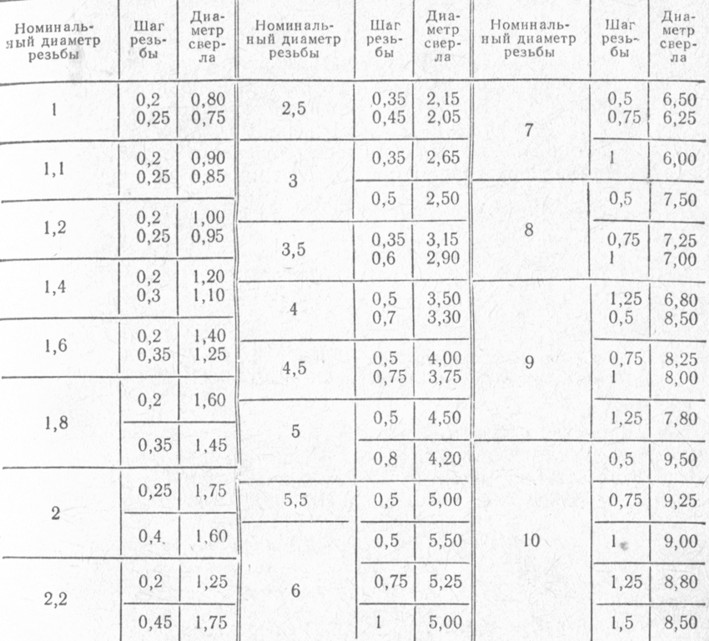
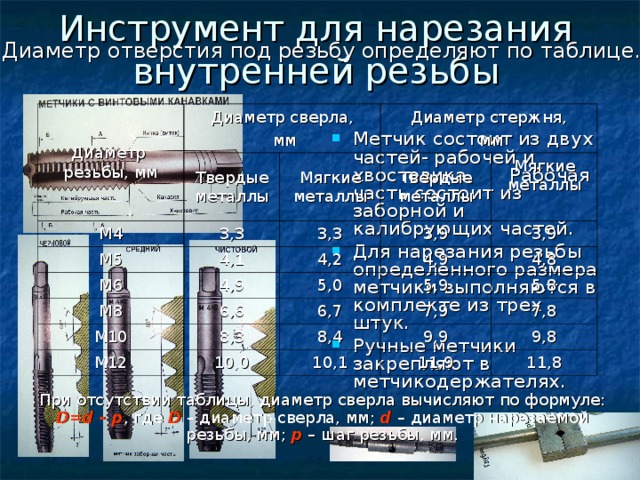
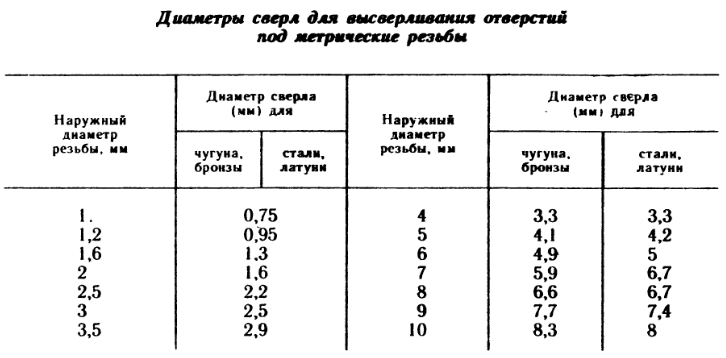
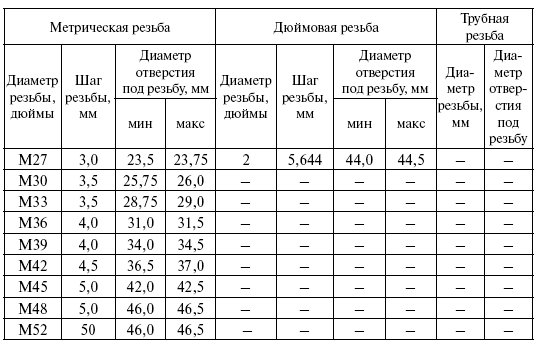
Чтобы было легче определить, какого диаметра нужно просверлить отверстие, используется специальная таблица, составленная по ГОСТ. Ориентируясь по данной таблице и придерживаясь ее параметров, вы сможете без проблем выполнить своими руками внутреннюю нарезку нужного диаметра. При этом такое соединение окажется точно подобранным.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 4
4
 35
35
 8
8
 75
75
 5
5
 5
5
 5
5
 5
5
 75
75
 5
5
 5
5
 5
5
 5
5
 75
75
 2
2
 5
5
 4
4
 9
9
 5
5
 5
5
 5
5
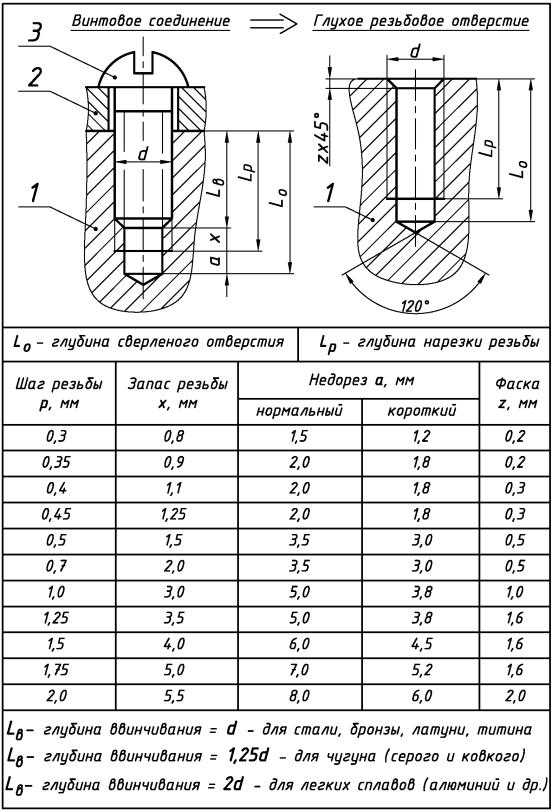
Диаметр сверла под резьбу для метчиков.
 Таблица
Таблица
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
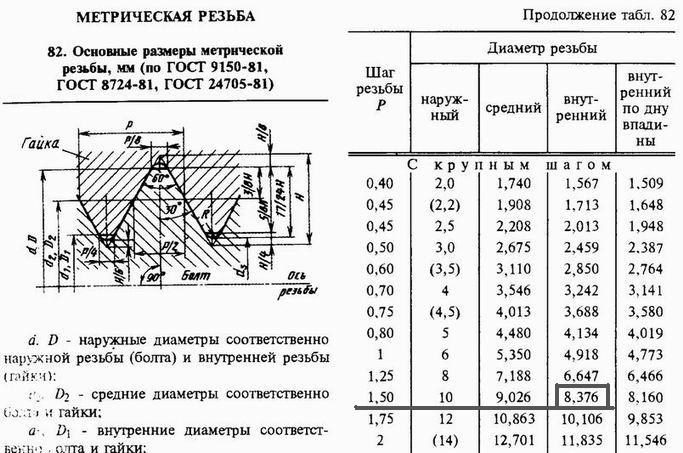
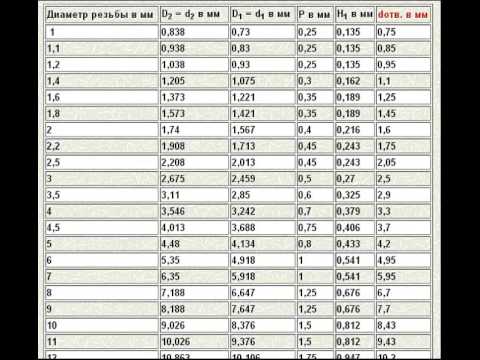
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
|
⌀ резьбы |
Шаг |
⌀ сверла |
Шаг |
⌀ сверла |
Шаг |
⌀ сверла |
Шаг |
⌀ сверла |
Шаг |
⌀ сверла |
Шаг |
⌀ сверла |
|
2 |
0.4 |
1.  6 6
|
0.25 |
1.75 | ||||||||
|
3 |
0.5 |
2.5 |
0.35 |
2.65 | ||||||||
|
4 |
0.7 |
3.3 |
0.5 |
3.5 | ||||||||
|
5 |
0.  8 8
|
4.2 |
0.5 |
4.5 | ||||||||
|
6 |
1 |
5 |
0.75 |
5.2 |
0.5 |
5.5 | ||||||
|
7 |
1 |
6 |
0.75 |
6.2 |
0.5 |
6.5 | ||||||
|
8 |
1.  25 25
|
6.7 |
1 |
7 |
0.75 |
7.2 |
0.5 |
7.5 | ||||
|
9 |
1.25 |
7.7 |
1 |
8 |
0.75 |
7.2 |
0.5 |
8.5 | ||||
|
10 |
1.5 |
8.5 |
1.25 |
8.7 |
1 |
9 |
0.  75 75
|
9.2 |
0.5 |
9.5 | ||
|
11 |
1.5 |
9.5 |
1 |
10 |
0.75 |
10.2 |
0.5 |
10.5 | ||||
|
12 |
1.75 |
10.2 |
1.5 |
10.5 |
1.25 |
10.7 |
1 |
11 |
0.75 |
11.2 |
0.5 |
11.  5 5
|
|
14 |
2 |
12 |
1.5 |
12.5 |
1.25 |
12.6 |
1 |
13 |
0.75 |
13.2 |
0.5 |
13.5 |
|
16 |
2 |
14 |
1.5 |
14.5 |
1 |
15 |
0.75 |
15.2 |
0.5 |
15.5 | ||
|
18 |
2.5 |
15.  4 4
|
2 |
16 |
1.5 |
16.5 |
1 |
17 |
0.75 |
17.2 |
0.5 |
17.5 |
|
20 |
2.5 |
17.4 |
2 |
18 |
1.5 |
18.5 |
1 |
19 |
0.75 |
19.2 |
0.5 |
19.5 |
|
22 |
2.5 |
19.4 |
2 |
20 |
1.  5 5
|
20.5 |
1 |
21 |
0.75 |
21.2 |
0.5 |
21.5 |
|
24 |
3 |
20.8 |
2 |
22 |
1.5 |
22.5 |
1 |
23 |
0.75 |
23.2 | ||
|
27 |
3 |
23.9 |
2 |
25 |
1.5 |
25.5 |
1 |
26 |
0.  75 75
|
26.2 | ||
|
30 |
3.5 |
26.4 |
3 |
26.9 |
2 |
28 |
1.5 |
28.5 |
1 |
29 |
0.75 |
29.2 |
|
33 |
3.5 |
29.4 |
3 |
29.9 |
2 |
31 |
1.5 |
31.5 |
1 |
32 |
0.75 |
32.  2 2
|
|
36 |
4 |
31.9 |
3 |
32.9 |
2 |
34 |
1.5 |
34.5 |
1 |
35 | ||
|
39 |
4 |
34.9 |
3 |
35.9 |
2 |
37 |
1.5 |
37.5 |
1 |
38 | ||
|
42 |
4.5 |
37.4 |
4 |
37.  9 9
|
3 |
38.9 |
2 |
34 |
1.5 |
40.5 |
1 |
41 |
|
45 |
4.5 |
40.4 |
4 |
40.9 |
3 |
41.9 |
2 |
43 |
1.5 |
43.5 |
1 |
44 |
|
48 |
5 |
42.8 |
4 |
43.9 |
3 |
44.9 |
2 |
46 |
1.  5 5
|
46.5 |
1 |
47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
Dотв = диаметр — P
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.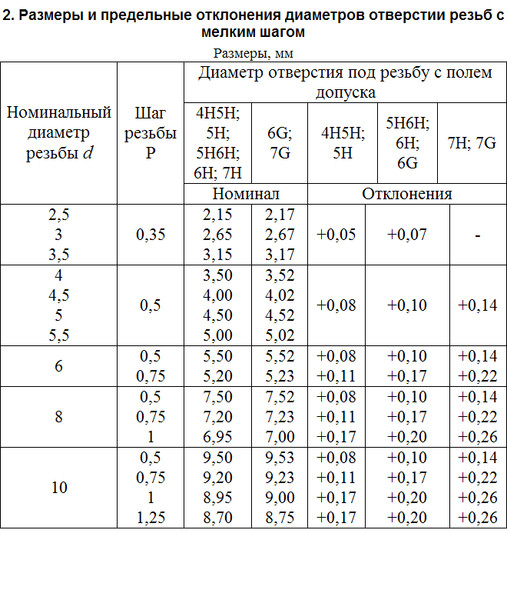
Полезные советы
Обновлено: 14.07.2022 15:36:30
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
Справочное руководство по дрели и метчикам от PartsBadger
У вас есть вопрос о резьбовых отверстиях с вашей стороны? Вы не одиноки, к счастью, это руководство должно ответить на все ваши вопросы о том, как добавить резьбовые отверстия в вашу деталь.
В чем разница между сверлением и нарезанием резьбы?
Сверление и нарезание резьбы — это два разных действия. Сверление относится к созданию гладкого отверстия в материале с помощью дрели и двигателя. Нарезание резьбы — это действие, при котором создается резьба в боковой части отверстия.
Доступны различные метчики, подходящие практически ко всем доступным типам винтов, включая метрические и стандартные размеры. Информация, необходимая для выбора сверла, включает число резьб, диаметр, шаг резьбы и крупную/мелкую резьбу.
Передовая практика
Использование направляющих
Направляющие, расположенные вместе с метчиками, имеют решающее значение для создания прямого и удобного метчика. При нарезании резьбы на таком станке, как фрезерный станок или токарный станок, метчик автоматически центрируется и становится прямым. Будьте осторожны с выравниванием коснитесь, когда делаете это вручную, так как человеческий глаз не так точен, как идеально 9направляющая 0 градусов.
Использование масла
Масло необходимо при сверлении и нарезании резьбы. Он предотвращает перегрев, помогает удалить стружку, образующуюся при резке, способствует резке и предотвращает визг.
Центровочные сверла
Для создания просверленного отверстия с резьбой сначала необходимо использовать центровое сверло. Это дает более крупным битам центр для выравнивания, поскольку большинство сверл не идеально центрируются при установке в сверлильный патрон. Это гарантирует, что более крупные сверла будут просверливаться точно в нужном месте и не будут пересекать деталь.
Засверливание
При сверлении или нарезании резьбы засверливание предотвращает перегрев или поломку бит. Высверливание — это процесс сверления детали, а затем высверливания, чтобы удалить стружку и дать детали остыть. Обычной практикой является поворот используемой рукоятки примерно на полный оборот, а затем на пол-оборота назад. Каждый раз, когда сверло/метчик вытаскивается, следует удалять как можно больше стружки и добавлять масло на поверхность и сверло/метчик.
Сила
Будьте осторожны и не применяйте слишком большую силу вниз. Используйте вращательное усилие и метод забивания метчика, чтобы предотвратить поломку метчика.
Эмпирические правила
Относительно пропорции диаметра метчика к наибольшему диаметру резьбы для стандартной V-образной резьбы (резьба ISO V и резьба UTS V) существует несколько эмпирических правил с высокой прогностической силой:
- Хорошее метчиковое сверло составляет 85% (± 2 pp) большого диаметра для крупной резьбы и
- Хорошее сверло для метчиков 90% (± 2 pp) большого диаметра для мелкой резьбы.
- Для метрических V-образных резьб концепция большого минус шага (т. е. наибольший или самый широкий диаметр предполагаемого винта в миллиметрах минус шаг резьбы этого винта в миллиметрах на резьбу) дает хороший метчик диаметр сверла.
- Техника большой минус шаг также работает для дюймовой резьбы, но сначала необходимо рассчитать шаг путем преобразования доли витков на дюйм (TPI) в десятичную дробь. Например, винт с шагом 1/20 дюйма (20 витков на дюйм) имеет шаг 0,050 дюйма, а винт с шагом 1/13 дюйма (13 витков на дюйм) имеет шаг 0,077 дюйма. Ваш результат будет только земля рядом с размером метчика (не прямо на одном).
- Для обоих этих эмпирических правил (85%/90% и большой минус шаг) полученный размер сверла для метчика не обязательно соответствует только возможному размеру , но он подходит для общего использования.
- Правила 85% и 90% лучше всего работают в диапазоне 1⁄4–1 дюйма (6,4–25,4 мм), которые наиболее важны во многих цехах. Некоторые размеры за пределами этого диапазона имеют другие соотношения.
 Например, винт с шагом 1/20 дюйма (20 витков на дюйм) имеет шаг 0,050 дюйма, а винт с шагом 1/13 дюйма (13 витков на дюйм) имеет шаг 0,077 дюйма. Ваш результат будет только земля рядом с размером метчика (не прямо на одном).
Например, винт с шагом 1/20 дюйма (20 витков на дюйм) имеет шаг 0,050 дюйма, а винт с шагом 1/13 дюйма (13 витков на дюйм) имеет шаг 0,077 дюйма. Ваш результат будет только земля рядом с размером метчика (не прямо на одном).Способы нарезания резьбы
- Ручной
- Использование мельницы
- Использование токарного станка
Как добавить резьбу в 3D-деталь?
Короткий ответ: вам не нужно. В большинстве приложений 3D CAD добавление резьбы — это трудоемкая задача, которая не требуется для добавления 3D-метчиков к вашей детали. Если вы хотите добавить резьбу в определенные отверстия на вашей детали, просто выполните следующие действия.
Если вы хотите добавить резьбу в определенные отверстия на вашей детали, просто выполните следующие действия.
- Убедитесь, что отверстия соответствуют размеру направляющего сверла, необходимого для метчика.
- Укажите в примечаниях к заказу или справочном документе, какие отверстия нарезаны, а также тип и шаг резьбы.
- Добавьте примечания, если требуется пользовательская глубина резьбы.
Можно ли изготовить мою деталь с нестандартной резьбой?
Обычно, но зависит от диаметра. Резьбовые отверстия можно сделать с помощью традиционного метчика, который представляет собой инструмент, предназначенный для стандартного размера резьбы, или резьбонарезного станка, представляющего собой небольшой диск, который нарезает резьбу посредством перемещения XYZ ЧПУ. Резьборез ограничен диаметром более 1/2″. С помощью нитеобрезателя можно нарезать нестандартную резьбу, но это может привести к дополнительной оплате.
Какого размера мне сделать пилотное отверстие?
Ниже мы добавили простую таблицу для наиболее распространенных стандартных и метрических размеров метчиков.
Рекомендуемый размер сверла для нарезания резьбы — Полные крепежные детали: Полные крепежные детали
Отдел продаж на Западе: 1-800-665-4825
Отдел продаж на Востоке: 1-888-665-4825
Метрическая система ISO Грубая
| Размер (мм) | Шаг (мм) | Сверло (мм) |
|---|---|---|
| М1 | .25 | .75 |
| М1.1 | .25 | .85 |
| M1.2 | .25 | .95 |
| M1.4 | .3 | 1,1 |
| М1,6 | .35 | 1,25 |
| М1,8 | .35 | 1,45 |
| М2 | .4 | 1,6 |
| M2.2 | .45 | 1,75 |
| М2,5 | .45 | 2,05 |
| М3 | .5 | 2,5 |
| М3,5 | .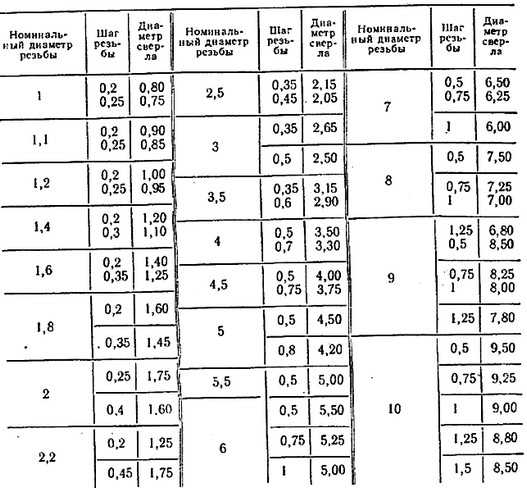 6 6 | 2,9 |
| М4 | .7 | 3,3 |
| М4,5 | .75 | 3,75 |
| М5 | .8 | 4,2 |
| М6 | 1 | 5 |
| М7 | 1 | 6 |
| М8 | 1,25 | 6,75 |
| М9 | 1,25 | 7,75 |
| М10 | 1,5 | 8,5 |
| М11 | 1,5 | 9,5 |
| M12 | 1,75 | 10,2 |
| М14 | 2 | 12 |
| М16 | 2 | 14 |
| М18 | 2,5 | 15,5 |
| М20 | 2,5 | 17,5 |
| M22 | 2,5 | 19,5 |
| M24 | 3 | 21 |
| М27 | 3 | 24 |
| М30 | 3,5 | 26,5 |
| М33 | 3,5 | 29,5 |
| М36 | 4 | 32 |
| М39 | 4 | 35 |
| М42 | 4,5 | 37,5 |
| М45 | 4,5 | 40,5 |
| М48 | 5 | 43 |
| М52 | 5 | 47 |
| М56 | 5,5 | 50,5 |
| М60 | 5,5 | 54,5 |
| М64 | 6 | 58 |
| М68 | 6 | 62 |
| М72 | 6 | 66 |
| М76 | 6 | 70 |
BSF
| Размер № или дюймовый | Шаг Число шагов на дюйм | Сверло (мм) |
|---|---|---|
| 3/16 | 32 | 5,00 |
| 1/4 | 26 | 6,60 |
| 5/16 | 22 | 8. 30 30 |
| 3/8 | 20 | 9,90 |
| 7/16 | 18 | 11,60 |
| 1/2 | 16 | 13.00 |
| 16 сентября | 16 | 14,80 |
| 5/8 | 14 | 16,40 |
| 16/11 | 14 | 17,70 |
| 3/4 | 12 | 19,60 |
| 7/8 | 18 | 16,25 |
| 1″ | 10 | 26,50 |
БС. Латунь
| Размер № или дюймовый | Шаг Число шагов на дюйм | Сверло (мм) |
|---|---|---|
| 1/4 | 26 | 6,50 |
| 5/16 | 26 | 8.10 |
| 3/8 | 26 | 9,70 |
| 7/16 | 26 | 11.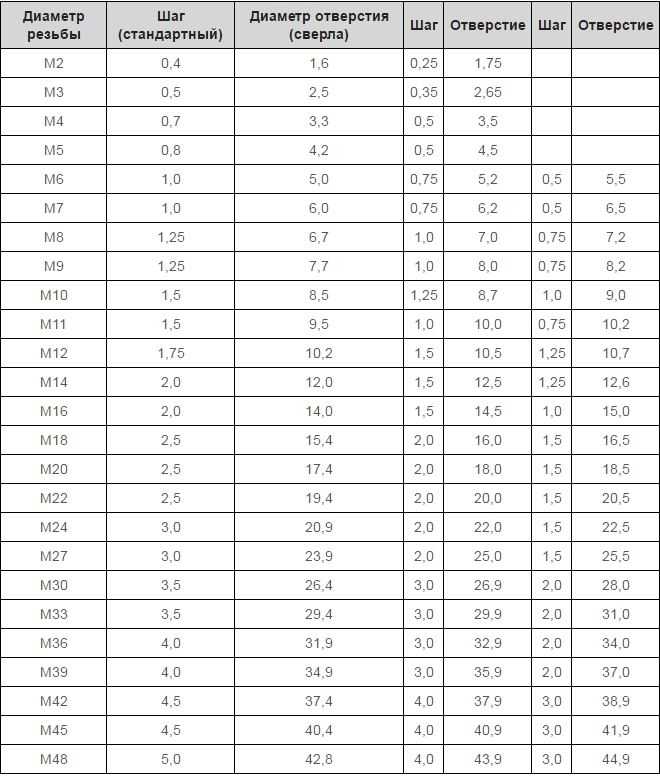 30 30 |
| 1/2 | 26 | 12,90 |
Метрическая система ISO Fine
| Размер (мм) | Шаг (мм) | Сверло (мм) |
|---|---|---|
| М2 | .25 | 1,75 |
| M2.2 | .25 | 1,95 |
| М2,3 | .25 | 2,05 |
| М2,5 | .35 | 2,15 |
| М2,6 | .35 | 2,25 |
| М3 | .35 | 2,65 |
| М3,5 | .35 | 3,15 |
| М4 | .35 | 3,65 |
| М4 | .5 | 3,5 |
| М5 | .35 | 4,65 |
| М5 | .5 | 4,5 |
| М5 | .75 | 4,25 |
| М5,5 | .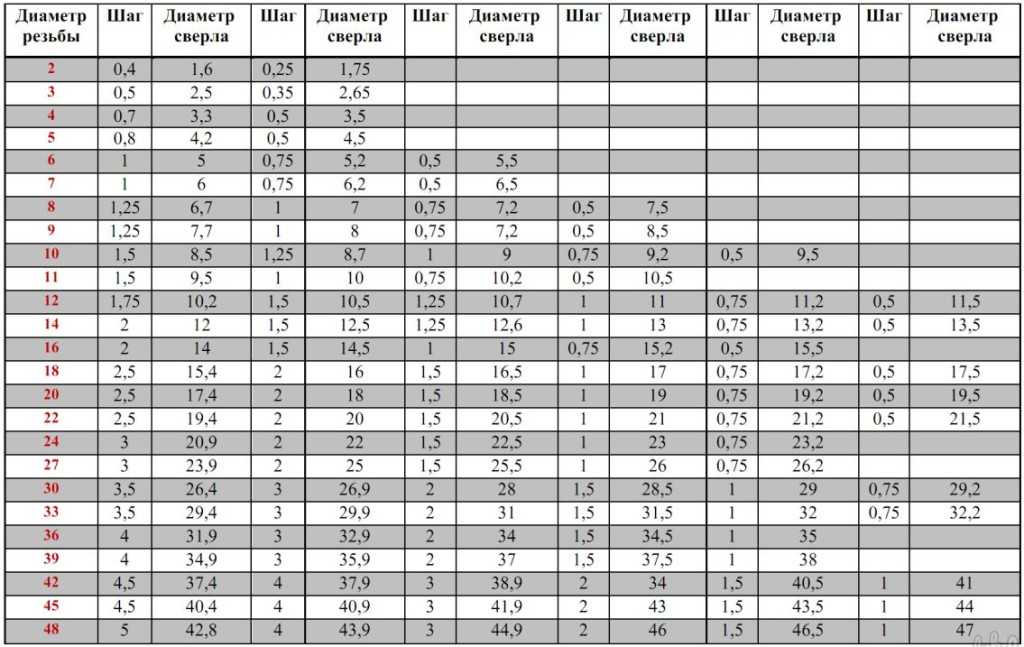 5 5 | 5 |
| М6 | .5 | 5,5 |
| М6 | .75 | 5,25 |
| М7 | .75 | 6,25 |
| М8 | .5 | 7,5 |
| М8 | .75 | 7,25 |
| М8 | 1 | 7 |
| М9 | .75 | 8,25 |
| М9 | 1 | 8 |
| М10 | .5 | 9,5 |
| М10 | .75 | 9,25 |
| М10 | 1 | 9 |
| М10 | 1,25 | 8,75 |
| М11 | .75 | 10,25 |
| М11 | 1 | 10 |
| М11 | 1,25 | 9,75 |
| M12 | .5 | 11,5 |
| M12 | .75 | 11,25 |
| М12 | 1 | 11 |
| M12 | 1,25 | 10,75 |
| M12 | 1,5 | 10,5 |
| М14 | 1 | 13 |
| М14 | 1,25 | 12,75 |
| М14 | 1,5 | 12,5 |
| М15 | . 75 75 | 14,25 |
| М15 | 1 | 14 |
| М15 | 1,5 | 13,5 |
| М16 | .5 | 15,5 |
| М16 | .75 | 15,25 |
| М16 | 1 | 15 |
| М16 | 1,25 | 14,75 |
| М16 | 1,5 | 14,5 |
| М17 | 1 | 16 |
| М17 | 1,5 | 15,5 |
| М18 | .75 | 17,25 |
| М18 | 1 | 17 |
| М18 | 1,25 | 16,75 |
| М18 | 1,5 | 16,5 |
| М18 | 2 | 16 |
| М19 | 1 | 18 |
| М20 | 1 | 19 |
| М20 | 1,5 | 18,5 |
| М20 | 2 | 18 |
| M22 | 1 | 21 |
| M22 | 1,5 | 20,5 |
| M22 | 2 | 20 |
| M24 | 1 | 23 |
| M24 | 1,5 | 22,5 |
| М24 | 2 | 22 |
| М25 | 1 | 24 |
| М25 | 1,5 | 23,5 |
| М25 | 2 | 23 |
| М27 | 1 | 26 |
| М27 | 1,5 | 25,5 |
| М27 | 2 | 25 |
| М28 | 1 | 27 |
| М28 | 1,5 | 26,5 |
| М28 | 2 | 26 |
| М30 | 1 | 29 |
| М30 | 1,5 | 28,5 |
| М30 | 2 | 28 |
| М30 | 3 | 27 |
| М32 | 1 | 31 |
| М32 | 1,5 | 30,5 |
| М32 | 2 | 30 |
| М33 | 1,5 | 31,5 |
| М33 | 2 | 31 |
| М33 | 3 | 30 |
| М35 | 1,5 | 33,5 |
| М35 | 2 | 33 |
| М35 | 3 | 32 |
| М36 | 1 | 35 |
| М36 | 1,5 | 34,4 |
| М36 | 2 | 34 |
| М36 | 3 | 33 |
| М38 | 1 | 37 |
| М38 | 1,5 | 36,5 |
| М38 | 2 | 36 |
| М39 | 1,5 | 37,5 |
| М39 | 2 | 37 |
| М39 | 3 | 36 |
| М40 | 1 | 39 |
| М40 | 1,5 | 38,5 |
| М40 | 3 | 37 |
| М42 | 1,5 | 40,5 |
| М42 | 2 | 40 |
| М42 | 3 | 39 |
| М42 | 4 | 38 |
| М45 | 1,5 | 43,5 |
| М45 | 2 | 43 |
| М45 | 3 | 42 |
| М48 | 1,5 | 46,5 |
| М48 | 2 | 46 |
| М48 | 3 | 45 |
| М48 | 4 | 44 |
| М50 | 1,5 | 48,5 |
| М50 | 2 | 48 |
| М50 | 3 | 47 |
| М52 | 1,5 | 50,5 |
| М52 | 2 | 50 |
| М52 | 3 | 49 |
| М52 | 4 | 48 |
| М56 | 2 | 54 |
| М56 | 4 | 52 |
UNC
| Размер № или дюйм | Шаг Число шагов на дюйм | Сверло (мм) |
|---|---|---|
| #1 | 64 | 1,55 |
| #2 | 56 | 1,85 |
| #3 | 48 | 2. 1 1 |
| #4 | 40 | 2,35 |
| #5 | 40 | 2,65 |
| #6 | 32 | 2,85 |
| #8 | 32 | 3,5 |
| #10 | 24 | 3,9 |
| #12 | 24 | 4,5 |
| 1/4 | 20 | 5.1 |
| 5/16 | 18 | 6,6 |
| 3/8 | 16 | 8 |
| 7/16 | 14 | 9,4 |
| 1/2 | 13 | 10,8 |
| 16 сентября | 12 | 12,2 |
| 5/8 | 11 | 13,5 |
| 3/4 | 10 | 16,5 |
| 7/8 | 9 | 19,5 |
| 1 | 8 | 22,25 |
| 1 1/8 | 7 | 25 |
| 1 1/4 | 7 | 28 |
| 1 3/8 | 6 | 30,75 |
| 1 1/2 | 6 | 34 |
| 1 3/4 | 5 | 39,5 |
| 2 | 4,5 | 45 |
| 2 1/4 | 4,5 | 51,5 |
| 2 1/2 | 4 | 57,25 |
| 2 3/4 | 4 | 63,5 |
| 3 | 4 | 70 |
G (BSP)
| Размер № или дюймовый | Шаг Число шагов на дюйм | Сверло (мм) |
|---|---|---|
| 1/8 | 26 | 10. 00 00 |
| 1/4 | 19 | 13,60 |
| 3/8 | 19 | 17.10 |
| 1/2 | 14 | 21.50 |
| 5/8 | 14 | 23.40 |
| 3/4 | 14 | 27.00 |
| 7/8 | 14 | 30,60 |
| 1″ | 11 | 33,70 |
UNx8
| Размер № или дюймовый | Шаг Число шагов на дюйм | Сверло (мм) |
|---|---|---|
| 1 1/8 | 8 | 28,75 |
| 1 1/4 | 8 | 31,75 |
| 1 3/8 | 8 | 35,00 |
| 1 1/2 | 8 | 38,00 |
| 1 5/8 | 8 | 41,50 |
| 1 3/4 | 8 | 44,50 |
| 1 7/8 | 8 | 47,75 |
| 2″ | 8 | 50,90 |
UNF
| Размер № или дюймовый | Шаг Число шагов на дюйм | Сверло (мм) |
|---|---|---|
| #0 | 80 | 1,25 |
| #1 | 72 | 1,55 |
| #2 | 64 | 1,9 |
| #3 | 56 | 2,15 |
| #4 | 48 | 2,4 |
| #5 | 44 | 2,7 |
| #6 | 40 | 2,95 |
| #8 | 36 | 3,5 |
| #10 | 32 | 4,1 |
| #12 | 28 | 4,7 |
| 1/4 | 28 | 5,5 |
| 5/16 | 24 | 6,9 |
| 3/8 | 24 | 8,5 |
| 7/16 | 20 | 9,9 |
| 1/2 | 20 | 11,5 |
| 16 сентября | 18 | 12,9 |
| 5/8 | 18 | 14,5 |
| 3/4 | 16 | 17,5 |
| 7/8 | 14 | 20,4 |
| 1 | 12 | 23,25 |
| 1 1/8 | 12 | 26,5 |
| 1 1/4 | 12 | 29,5 |
| 1 3/8 | 12 | 32,75 |
| 1 1/2 | 12 | 36 |
BA
| Размер № или дюймовый | Шаг Число шагов на дюйм | Сверло (мм) |
|---|---|---|
| 0 | 25,40 | 6,20 |
| 2 | 31,35 | 4,90 |
| 4 | 38,48 | 3,80 |
| 6 | 47,92 | 2,90 |
BSW
| Размер № или дюймовый | Шаг Число шагов на дюйм | Сверло (мм) |
|---|---|---|
| 1/8 | 40 | 3,40 |
| 3/16 | 24 | 5.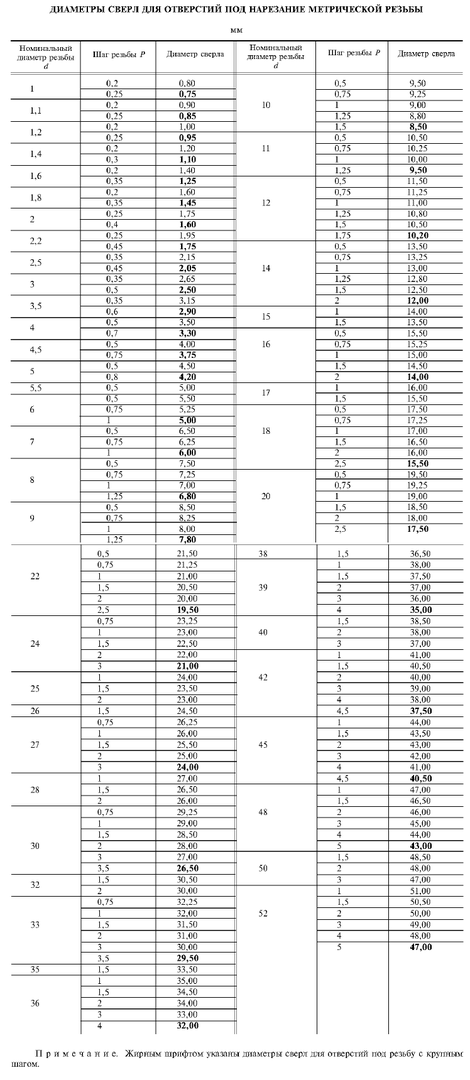
|