Виды разметки и рубки металла. Разметка металла инструмент применяемые при разметки
Разметка изделий и заготовок из металла: инструмент, способы, правила
При производстве изделий из металла исходный материал — отливки, листовой и профильный прокат — не соответствует по размерам и форме чертежу конструктора. Чтобы отрезать лишний металл, высверлить, отштамповать, сварить или другим образом обработать заготовку, на нее наносят ключевые точки чертежа. Применяясь к этим точкам и линиям, и проводят обработку.

Разметка изделий из металла
Основное понятие и типы разметки
Как правило, размечают уникальные детали и изделия, производимые малыми и сверхмалыми сериями. Для крупносерийного и массового производства заготовки не размечают, вместо этого используют специальную оснастку и управляющие программы.
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Разметку производят точками, которые называют кернами и линиями, которые называют рисками.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
 Определение разметки
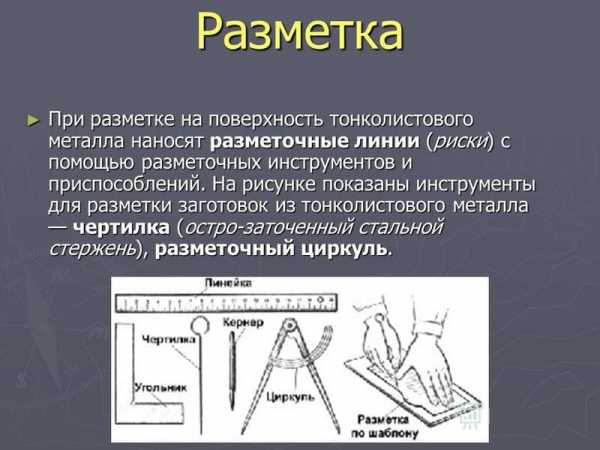
Определение разметки 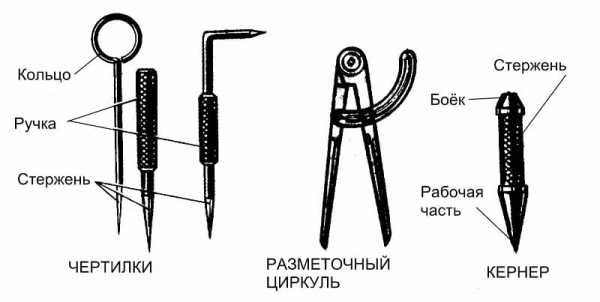 Инструменты для разметки
Инструменты для разметки По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Требования к разметке
Слесарная разметка должна отвечать следующим требованиям:
- точно передавать ключевые размеры чертежа;
- быть ясно видимой;
- не стираться и не смазываться в ходе операций механической и термической обработки;
- не ухудшать внешний вид готового изделия.
Разметка деталей должна проводиться качественным инвентарным инструментом и приспособлениями, подлежащими периодической поверке.
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
 Нанесение взаимно перпендикулярных и параллельных рисок
Нанесение взаимно перпендикулярных и параллельных рисок  Нанесение рисок под углом друг к другу
Нанесение рисок под углом друг к другу Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Накернивание разметочных линий
Для того чтобы точнее провести риску, в ее начале и в конце ставят керны. Это позволяет визуально контролировать положение линейки во время прочерчивания.
На рисках большой протяженности вспомогательные керны ставятся также и через каждые 5-15 см.
Линии окружностей накернивают в четырех точках — концах перпендикулярных диаметров.
Если размечают уже обработанные поверхности, то кернение применяют только в начале и конце рисок.
Накернивание разметочных линий
После чистовой обработки риски продлевают на боковые поверхности и ставят керны уже на них.
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
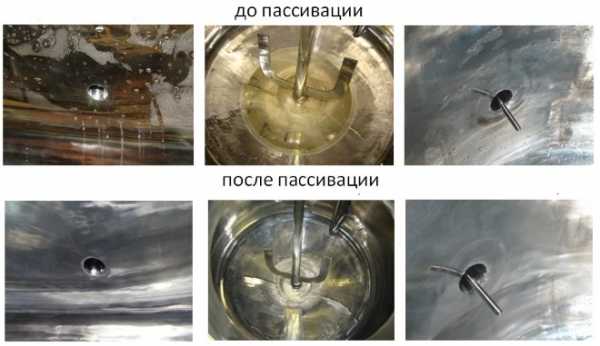
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и разметочные инструменты особой точности.

Приемы выполнения разметки металлических деталей
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.
Брак при разметке
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.
Брак при разметке
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Человеческий фактор, к сожалению, является наиболее распространенной причиной разметочного брака.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
| Изготовить деталь из металла или починить бытовую технику можно, освоив основные приемы слесарной обработки металла: пайке, нарезанию резьбы, клепке, сверлению, гибке, правке, резке, рубке и разметке. Технология таких работ доступна каждому и не сложна. Разметка металла – это операция по нанесению на заготовку рисок (линий), которые определяют места и контуры детали согласно чертежу, подлежащие обработке. Разметка бывает пространственной (линии наносятся на нескольких поверхностях или в нескольких плоскостях) и плоскостной (если контуры находятся в одной плоскости). При плоскостной разметке линии наносят чертилкой. При разметке пространственной – чертилкой, которая закреплена в хомутике рейсмуса. Для нанесения кернов (углублений) на размеченных предварительно линиях предназначен кернер. Боек (ударная часть) инструмента для центрирования удара обладает сферической формой. Для точного кернения используют электрокернер или пружинный кернер. Циркуль нужен для того, чтобы проводить окружности, делить углы и наносить на заготовку линейные размеры. Детали размечают по образцу, шаблону и чертежу. Разметка по чертежу подразумевает нанесение осевых линий, после - вертикальных и горизонтальных, в конце – дуг, окружностей и наклонных линий. Контуры детали после этого накернивают. По шаблону применяют разметку при изготовлении множества одинаковых по размерам и форме деталей. На торцах цилиндрических деталей центры находят при помощи циркулей или центроискателей (угольник с линейкой, которая является биссектрисой прямого угла). Угольник нужно установить на торец и провести чертилкой линию, которая пройдет через центр, потом угольник поворачивают на угол 90е, проведя вторую линию. Центр находится на пересечении линий. Кернер-центроискатель применяют при небольшом диаметре изделий. Прижимая колокол к торцу изделия, накернивают центр, ударяя по головке молотком. Целесообразно предварительно покрасить поверхности, которые подлежат разметке, чтобы разметочные линии были видны лучше. При окрашивании необработанных поверхностей отливок цветных и черных металлов применяют мел, который разведен в воде, и столярный клей. Для обработанных поверхностей чугуна и стали - натирание поверхности порошком или медный купорос. Стальной и цветной прокат, драгоценные металлы окраске не подлежат, потому что разметочные линии видны хорошо. Для более четкого нанесения рисунка в отдельных случаях разметочные линии красят акварельной белой краской. Разметку нужно начинать с выбора базы, то есть плоскости или линии, от которых откладываются размеры. Если заготовка имеет обработанные поверхности, то за базы нужно принимать их. Симметричные детали позволяют принимать за базу центровые линии, оси симметрии. Дополнительное накернивание линий разметки в местах пересечения с другими линиями разметки и на концах производят для повышения качества. Очень важно при пространственной разметке важно выдержать взаимность расположения плоскостей, на которых производится разметка. Чертилку при разметке ведут вдоль линейки, прижимая ее к ней плотно. Для того чтобы чертилка к линейке приникала, ее нужно наклонить под углом 80° к поверхности с разметкой. Она должна быть наклонена под таким же углом по направлению своего движения. Наклон чертилки в процессе проведения риски меняться не должен, потому что линию вы проведете только один раз. Неправильно проведенную линию можно закрасить и вновь провести. Усилие при вычерчивании циркулем окружностей нужно прилагать к ножке, выставленной в центр. Если усилие прикладывать к той ножке, которая чертит окружность, то циркуль может сместиться. Часто при разметке появляется необходимость разделить окружность на какое-либо количество равных частей. |
rabotapoderevu.ru
3.1 Виды разметки
Разметка применяется преимущественно в единичном и мелкосерийном производстве. На заводах крупносерийного и массового производства надобность в разметке отпадает благодаря использованию специальных приспособлений - кондукторов, упоров и т. п.
В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную (объемную).
Плоскостная разметка, выполняемая обычно на поверхностях плоских деталей, на полосовом и листовом материале, заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Рисунок 3.1.1 Разметка плоскостная (Макиенко Н.И. Общий курс слесарного дела М.: Высш. шк. , 1989.)
Приемами плоскостной разметки нельзя разметить даже самое простое тело, если поверхности его непрямолинейны. При плоскостной разметке невозможно нанести на боковую поверхность цилиндра горизонтальные риски, перпендикулярные его оси, так как к этой поверхности нельзя приложить угольник и линейку. Но если бы и нашлась гибкая линейка, которую удалось бы обвить вокруг поверхности цилиндра, то нанесение параллельных рисок на цилиндр представило бы большие трудности.
Пространственная разметка наиболее распространена в машиностроении; по приемам она существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметки этих отдельных поверхностей между собой.
Плоскостную разметку применяют при обработке листового материала и профильного проката, а также деталей, на которые разметочные риски наносят в одной плоскости.
Рисунок 3.1.2 Разметка пространственная (Макиенко Н.И. Общий курс слесарного дела М.: Высш. шк. , 1989.)
Пространственная разметка - это нанесение рисок на поверхностях заготовки, связанных между собой взаимным расположением.
При разметке применяются различные измерительные и специальные разметочные инструменты. Для улучшения видимости разметочных линий следует выбивать на них с помощью кернера на небольшом расстоянии друг от друга ряд неглубоких точек. Разметку чаще всего производят на специальных чугунных разметочных плитах.
При серийном изготовлении деталей значительно выгоднее применять вместо индивидуальной разметки копирование.
Копирование (наметка) - нанесение на заготовку формы и размеров по шаблону или готовой детали.
Операция копирования заключается в следующем:
- на лист материала накладывается шаблон или готовая деталь;
- шаблон скрепляется с листом с помощью зажимов;
- очерчиваются наружные контуры шаблона;
- для улучшения видимости линий производится накернивание.
Шаблоны изготавливают по эскизам с учетом всех видов припусков. Материалом для шаблонов могут служить тонколистовая сталь, жесть, картон. Способ расположения заготовок деталей на материале называется раскроем.
Существуют три основных способа раскроя листов:
- Индивидуальный раскрой, при котором материал разрезается на полосы для изготовления одноименных деталей (пластинок для штамповки колец Рашига, полос для прокладок теплообменников).
- Смешанный раскрой, при котором на листе размечают комплект деталей. Смешанный раскрой позволяет сберечь металл, но при этом увеличивается трудоемкость, так как возрастает количество операций и переналадок оборудования.
Для смешанного раскроя разрабатывают раскройные карты, которые представляют эскизы размещения деталей на металле, вычерченные в масштабе на листе бумаги. Раскройные карты составляют с таким расчетом, чтобы разместить на листах весь необходимый для изготовления узлов комплект деталей и обеспечить наиболее рациональную и удобную резку заготовок. На рисунке 3.1.3 дан пример раскройных карт циклона, из которого видно, что правильный раскрой обеспечивает прямолинейную резку.
Рисунок 3.1.3 Раскройные карты: а - правильный раскрой; б - нерациональный раскрой (Технология изготовления основных деталей аппаратуры Справочник Баку 2010)
- Групповой раскрой. При этом виде раскроя вначале из листа вырезаются крупные заготовки, из отходов раскраиваются детали средней величины, а обрезки используются для мелких деталей. Этот раскрой является наиболее прогрессивным для единичного производства.
www.e-ope.ee
Правила выполнения приемов разметки. Слесарное дело |
Правила выполнения приемов разметки
При выполнении разметочных работ необходимо придерживаться следующих основных правил.
1. Слой окрашивающего состава, наносимого на поверхность заготовки, должен быть тонким, равномерным по толщине и полностью покрывать размечаемую поверхность. К разметке следует приступать только после его полного высыхания.
2. При проведении риски точно совмещать линейку с исходными отметками на детали и плотно прижимать к заготовке.
3. Прежде чем провести риску, следует убедиться, что чертилка (циркуль) хорошо заточена. Тупую чертилку (циркуль) необходимо повторно заточить.
4. Риску проводить одним непрерывным движением чертилки вдоль линейки, не наносить риску дважды по одному и тому же месту, так как это приводит к ее раздвоению.
5. При кернении разметочных рисок:
• убедиться в правильности заточки кернера, при необходимости заточить повторно;
• кернение производить легкими ударами молотка по кернеру так, чтобы глубина кернового углубления составляла примерно 0,5 мм. При накернивании длинных рисок (более 150 мм) расстояние между углублениями должно быть 25… 30 мм, при накернивании коротких рисок (менее 150 мм) расстояние между углублениями должно быть 10… 15 мм, линии малых окружностей диаметром до 15 мм накернивают в четырех взаимно-перпендикулярных точках;
• линии больших окружностей диаметром более 15 мм накернивают равномерно в 6… 8 местах, дуги в сопряжениях следует накернивать с меньшими промежутками между углублениями, чем на прямолинейных участках;
• точки сопряжения и пересечения рисок необходимо обязательно накернивать; центр отверстия или дуги накернивают глубже, чем риску, диаметр отверстия при этом должен быть равен приблизительно 1,0 мм.
6. При разметке отверстия или дуги точно устанавливать раствор циркуля на требуемый размер, прочно фиксировать раствор циркуля прижимным винтом дуги циркуля. При проведении дуги циркуль слегка наклонять в сторону движения.
7. Если при сопряжении прямолинейных и криволинейных рисок они не совпали, размечаемое место детали закрасить заново и разметку повторить.
8. При разметке по шаблону (образцу) плотно прижимать его к детали, следить, чтобы он не сместился в процессе разметки. При возможности закреплять шаблон на поверхности размечаемой заготовки (например, струбциной).
9. При разметке центра на торце цилиндрической детали кернером-центроискателем (колоколом) следить за установкой центроискателя строго по оси детали, точность разметки проверять раздвижным центроискателем.
10. При разметке центра на торце цилиндрической детали угольником-центроискателем следить за плотным прилеганием полок центроискателя к цилиндрической части детали.
11. При разметке центра отверстия детали с помощью раздвижного центроискателя следить за перпендикулярностью установки деревянного бруска с пластиной оси отверстия (центр отверстия при этом определяют «на глаз» внутри четырех дуг — засечек на пластине), проверять точность разметки по внутренней поверхности отверстия или контрольной риске на торце детали.
12. При разметке «от кромки» обработанной детали следует плотно прижимать полку угольника с широким основанием к кромке детали.
13. При разметке «от осевых линий» размеры отсчитывают от двух контрольных керновых углублений, расположенных на краях этих линий.
14. При разметке при помощи рейсмаса размеры отсчитывать или от нулевой отметки вертикальной линейки, или от базового центра отверстия на детали в зависимости от ее конфигурации. Риску на заготовке следует проводить, наклоняя чертилку рейсмаса в сторону движения на угол 60… 70° и плотно прижимая его основание к разметочной плите. Следить за прочностью крепления иглы-чертилки на штангерейсмаса. При разметке партии одинаковых деталей пользоваться многоигольчатым рейсмасом.
dlja-mashinostroitelja.info
Виды разметки и рубки металла.
Основные инструменты, применяемые при плоскостной разметке. Для нанесения рисок и кернения при разметке применяют чертилки, рейсмусы и кернеры. Чертилкой с закаленным и остро заточенным концом наносят на поверхности детали разметочные риски. При проведении рисок чертилка должна иметь двойной наклон: один – в сторону от линейки и другой – по направлению перемещения чертилки. Риску следует проводить только один раз; она должна быть как можно тоньше. Рейсмус, или чертилка на штативе, служит для нанесения горизонтальных и вертикальных рисок, а также для проверки заготовок, устанавливаемых на разметочной плите на кубиках или других приспособлениях.
Кернер служит для нанесения вдоль рисок небольших конических углублений (керн), обозначающих разметочные риски, их пересечения и центры окружностей размечаемых заготовок и деталей. Кернерование производят для того, чтобы разметочные риски были хорошо видны.
Кернер берут тремя пальцами левой руки и с наклоном от себя острым концом прижимают к намеченной на риске точке так, чтобы острие кернера совпало с серединой риски. Перед ударом молотком кернер ставят в отвесное положение, А затем фиксируют упором пальца в деталь и наносят по кернеру легкий удар молотком весом 50 – 100 г.
Разметочные циркули используют для разметки окружностей и дуг, деления окружностей и отрезков на части и других геометрических построений при разметке заготовки. Их применяют также для переноса размеров с измерительной линейки на заготовку.
Измерительные инструменты. Для измерения при разметке длин применяют стальные измерительные линейки с миллиметровыми делениями. Для прочеркивания прямых рисок рекомендуется пользоваться стальной линейкой со скошенной стороной; такую линейку прикладывают скошенной стороной непосредственно к размечаемой детали и переносят с нее размеры.
При измерениях больших длин рекомендуется пользоваться стальной рулеткой. При откладывании размеров по вертикали удобно пользоваться масштабной линейкой с подставкой. Точность измерения с помощью этой линейки – 0,5 – 1,0 мм.
Угловой штангенциркуль позволяет по заданным катетам без вычислений определять гипотенузу прямоугольного треугольника. Этим штангенциркулем удобно пользоваться в тех случаях, когда нужно откладывать размер между двумя точками, не лежащими в одной плоскости, но связанными между собой размерами L и l.
Подготовка деталей к разметке. Прежде чем приступить к разметке, тщательно проверяют, нет ли у заготовки пороков: трещин, раковин, газовых пузырей, перекосов и других дефектов, а также сверяют с чертежом размеры и припуски на обработку. Заготовки из листового, полосового и круглого материала обязательно должны быть отрихтованы на специальной плите ударами молотка или под прессом.
До установки заготовки или детали на разметочную плиту те поверхности, на которых должны быть нанесены разметочные риски, покрывают мелом, разведенным вводе до густоты молока; в этот раствор добавляют столярный клей (для связи) и сиккатив (для быстрого высыхания). Поверхности чисто обработанных заготовок окрашивают раствором медного купороса. После высыхания раствора на поверхности детали остается тонкий и очень прочный слой меди, на котором хорошо видны разметочные риски.
Разметочные детали приходится окрашивать, потому что чертилка, рейсмус или циркуль оставляют на неокрашенных поверхностях очень тусклый след. Если размечаемые места покрыть одним из вышеуказанных растворов, то риски на фоне краски отчетливо видны и сохраняются продолжительное время.
Риски обычно наносят в следующем порядке: сначала все горизонтальные риски, затем вертикальные, после этого наклонные риски и в последнюю очередь – окружности, дуги и закругления.
Рубка. Инструменты, применяемые при рубке. Рубка представляет собой операцию холодной обработки металлов резанием. Ударным инструментом при рубке служат слесарные и пневматические молотки, а режущим – зубила, крейцмейсели и канавочники.
Слесарное зубило изготавливается из инструментальной углеродистой стали. Оно состоит из трех частей: ударной, средней и рабочей. Ударная часть выполняется суживающейся кверху, а вершина ее (боек) – закругленной; за среднюю часть зубило держат во время рубки; рабочая часть имеет клиновидную форму. Угол заострения выбирается в зависимости от твердости обрабатываемого материала.
Для наиболее распространенных материалов рекомендуется следующие углы заострения: для твердых материалов (твердая сталь чугун) – 70°; для материалов средней твердости (сталь) – 60°; для мягких материалов (медь, латунь) – 45°; для алюминиевых сплавов – 35°.
Для вырубания узких пазов и канавок пользуются зубилом с узкой режущей кромкой – крейцмейселем. Такое зубило может применяться и для снятия широких слоев металла: сначала прорубают канавки узким зубилом, а оставшиеся выступы срубают широким зубилом.
Слесарные молотки, используемые при рубке металлов, бывают двух типов: с круглым и с квадратным бойком. Основной характеристикой молотка является его масса. Для рубки металлов применяют молотки массой 400 - 600 г. Для облегчения труда и повышения его производительности используют механизированные инструменты. Среди них наибольшее распространение имеет пневматический рубильный молоток.
.
2. Правка, гибка и рихтовка металла. Опиливание метала.
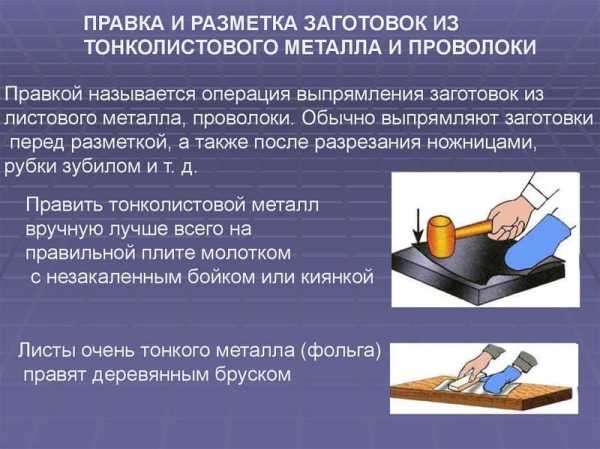
Правка. Инструмент, применяемый при правке. Правка - операция, посредством которой устраняются неровности, кривизна или другие недостатки формы заготовок.
Основным оборудованием для ручной правки металлов являются стальные или чугунные правильные плиты, отливаемые, как правило, монолитными. В качестве инструмента для ручной правки используют стальные молотки с круглым бойком; молотки из мягких материалов применяют для правки окончательно обработанных поверхностей, а также для правки заготовок и деталей из цветных металлов и сплавов.
Опиливание. Классификация напильников. Опиливание - операция, при выполнении которой с поверхности заготовки снимается слой металла при помощи режущего инструмента – напильника. Цель опиливания – придание деталям требуемой формы, размеров и заданной шероховатости поверхности.
Классификация напильников. Напильники различаются по числу насечек, профилю сечения и длине. По количеству зубьев, насеченных на 10 мм длины, напильники делятся на 6 классов (0, 1, 2, 3, 4, 5).
В зависимости от выполняемой работы напильники подразделяются на следующие виды: слесарные – общего назначения и для специальных работ, машинные, надфили и рашпили.
Слесарные напильники общего назначения по ГОСТу 1465-69 изготавливают восьми типов: плоские, квадратные, трехгранные, полукруглые, ромбические и ножовочные длиной от 100 до 400 мм с насечкой №0-5. Напильники имеют двойную насечку, образованную способом насекания.
Слесарные напильники для специальных работ предназначаются для удаления весьма больших припусков при опиливании пазов, фасонных и криволинейных поверхностей; для обработки цветных металлов, неметаллических материалов и т. п. В зависимости от выполняемых работ напильники этого вида напильники этого вида делятся на пазовые, плоские с овальными ребрами, брусовки, двухконцевые и др.
Машинные напильники по своей конструкции подразделяются на стержневые, дисковые, фасонные головки и пластинчатые. В процессе работы стержневым напильника сообщается возвратно поступательное движение, дисковым напильникам и фасонным головкам - вращательные, а пластинчатым – непрерывное движение вместе с непрерывно движущейся металлической лентой.
Надфили согласно ГОСТу 1513-67 изготавливаются десяти типов: плоские, трехгранные, квадратные, полукруглые овальные, ножовочные и др. длиной 40, 60 и 80 мм с насечкой 5 номеров. Длина надфиля определяется длиной рабочей части. Ребра плоских надфилей имеют одинарную или двойную насечку. Боковые стороны и верхнее ребро ножовочных надфилей имеют двойную насечку.
Надфили применяются для опиливания небольших поверхностей и узких мест, недоступных для обработки слесарными напильниками. Рашпили соответственно ГОСТу 6876-54 изготавливают несколько типов: общего назначения, сапожные и копытные. В зависимости от профиля рашпили общего назначения подразделяются на плоские, круглые и полукруглые с насечкой № 1-2 и длиной от 259 до 350 мм.
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
zdamsam.ru
Разметка металлических заготовок. Работы по металлу
Разметка металлических заготовок
После того как металл выправлен и тщательно очищен, производится разметка той поверхности, которую предстоит обработать. По сути, разметка – это уже слесарная операция, но поскольку в ходе ее заготовка не подвергается непосредственно обработке, то правильнее будет считать ее подготовительной.
Что значит разметить заготовку? Это значит, нанести на заготовку разметочные линии, или риски, указывающие границы, до которых необходимо ее обрабатывать, чтобы она превратилась в руках слесаря в нужную деталь. Разметка – очень важный этап слесарной работы. Если деталь размечена неправильно, она просто не станет на свое место в том механизме, который ремонтирует слесарь.
Для того чтобы линии разметки прочно держались на металле и не стирались во время его обработки, поверхность, которую предстоит обрабатывать, нужно предварительно окрасить. Для этого лучше всего применять медный купорос: он хорошо держится на зачищенном металле – на тонком слое меди, который образуется на поверхности, риски хорошо заметны.
Можно для этой же цели применять краску или лак, разумеется тот, который сохнет быстро. Удобно работать также и с разведенным до густоты молока мелом, в который нужно добавить сиккатив или столярный клей для того, чтобы мел высыхал быстрее и держался на поверхности крепче. Во время окрашивания нужно растирать красящее вещество для того, чтобы оно ложилось по всей поверхности ровным слоем, без пятен.
Если заготовка большая, то красить следует только те места, на которые будут нанесены разметочные риски.
Часто бывает необходимо расширить отверстие в металле, нанести резьбу или сместить отверстие на несколько миллиметров в сторону, чтобы наметить его центр. В уже существующее отверстие или проем необходимо забить деревянный брусок либо планку с пластинкой из свинца, латуни, белой жести.
Прежде чем начать разметку заготовки, необходимо определить ее базу, то есть поверхность, от которой будут отсчитываться все необходимые размеры. Базовой считается та поверхность, которая определяет положение детали относительно других частей механизма.
Это могут быть отверстие, основание детали или какая-то иная поверхность. Иногда удобнее отсчитывать размеры детали от оси симметрии, в таких случаях она и принимается за базовую.
Разметка на плоскости выполняется в определенной последовательности: сначала нужно нанести горизонтальные линии, затем вертикальные и наклонные. Последними размечаются окружности, дуги и сопряжения – это дает возможность проконтролировать точность разметки прямых линий: сопряжения должны получиться плавными, а дуги – точно замкнуть прямые линии.
Научиться проводить точные линии чертилкой несложно, но лучше потренироваться, если делается это впервые. Чертилку во время проведения линии нужно все время прижимать к линейке или угольнику и не менять угол ее наклона, иначе она окажется непараллельной линейке. Наклонена чертилка должна быть в сторону от линейки. Проводить линию нужно движением на себя. Нельзя поводить линию дважды: попасть второй раз на ту же самую линию невозможно – в результате линия окажется двойной. Если качество нанесенной линии не устраивает самого слесаря, то ее следует закрасить и провести заново.
Для проведения перпендикулярных линий используют стальной угольник, к короткой стороне которого приварена под углом 90° небольшая металлическая пластина. Такой угольник называется двутавровым. Приложив его к боковой стороне разметочной плиты, можно проводить перпендикулярные линии с достаточно большой точностью (рис. 17).
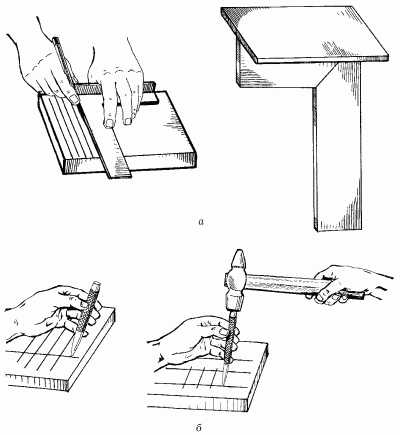
Рис. 17. Приемы разметки заготовок: а – слесарный угольник с пластиной и нанесение рисок с его помощью; б – накернивание разметочных рисок.
Естественно, делать это можно только в том случае, если боковые поверхности плиты соответствующим образом обработаны и выверены под прямым углом к горизонтальной поверхности.
Первыми размечаются базовые линии. Например, если базовыми являются центры отверстий, то с них и начинают разметку.
Конечно, при построении линий, окружностей, дуг потребуются знания и навыки, которые дает черчение; разметка – это, по сути дела, то же черчение, только на металле. Поэтому слесарю приходится на время становиться чертежником: делить отрезки пополам, проводить перпендикулярные и параллельные линии, строить углы и делить их пополам, делить окружность на равные части и т. д.
Гораздо более сложная задача встает перед слесарем, когда ему требуется разметить не одну плоскость, а всю деталь целиком, то есть сделать пространственную разметку заготовок. Здесь не обойтись без знания приемов и методов пространственного черчения. Главная проблема заключается в том, что размеченные плоскости должны быть все увязаны между собой.
Прежде всего нужно выбрать базовую поверхность детали, обычно за нее принимается та, которая содержит главные оси детали и к которой можно привязать наибольшее количество осей и плоскостей.
Детали, которые приходится порой изготавливать слесарю, слишком различны, чтобы рассказать, как размечается каждая из них. Да это и не нужно, достаточно помнить некоторые важные правила, которыми необходимо руководствоваться при выборе базовой поверхности:
– если у заготовки уже обработано несколько плоских поверхностей, базовой выбирают ту из них, которая больше по площади;
– если заготовка имеет наружную и внутреннюю поверхности и ни одна из них не обработана, за базовую принимается наружная поверхность;
– если у детали не требуется обрабатывать всю поверхность, то базовой должна стать та, которая не будет подвергаться обработке;
– если деталь имеет цилиндрическую форму, базовой нужно выбрать поверхность, параллельную оси цилиндра;
– если деталь имеет отверстия, за базовую принимается поверхность, параллельная оси отверстия.
Чтобы облегчить операцию разметки, деталь на разметочную плиту нужно установить таким образом, чтобы все ее поверхности были перпендикулярны к поверхности плиты или параллельны ей. Для этого можно использовать различные металлические предметы – прокладки, призмы, бруски, кубики, клинья и т. д.
Первыми необходимо наносить горизонтальные риски со всех четырех сторон заготовки (в некоторых случаях достаточно с двух противоположных сторон), после этого вертикальные риски, затем дуги, окружности, сопряжения, наклонные линии.
После того как риски нанесены, их необходимо накернить, то есть произвести операцию кернения.
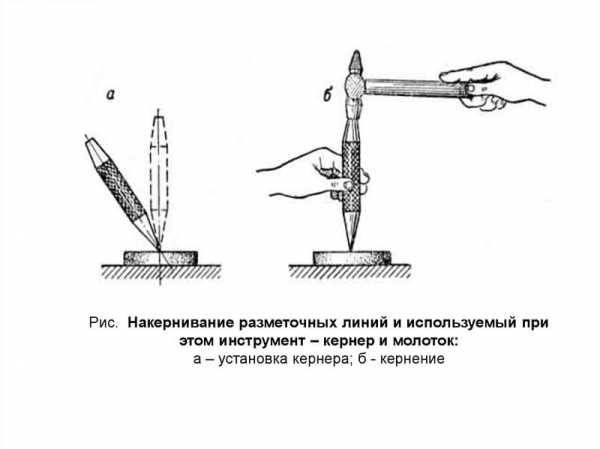
Кернение рисок необходимо для того, чтобы они не стерлись, а также чтобы при сверлении отверстия сверло можно было точно установить по направлению его оси. Керн – это небольшое конусное углубление в поверхности металла, которое выполняется с помощью кернера. При операции кернения важно очень точно установить кернер на центр отверстия и при ударе по кернеру молотком не сместить его заостренный конец с нужной отметки. Чтобы этого добиться, нужно ставить кернер, сначала отклонив от себя, чтобы было хорошо видно, что его острие попало на отметку центра, а затем, быстро переведя его в перпендикулярное положение к поверхности, нанести по головке кернера удар молотком.
Керны нужно наносить на все разметочные риски по всей их длине на расстоянии 25–30 мм на длинных рисках и 10–15 мм на коротких. На криволинейных участках разметки (сопряжениях, закруглениях и т. д.) керны наносятся еще чаще – на расстоянии 5–10 мм друг от друга. Маленькие окружности достаточно накернивать в четырех взаимно перпендикулярных точках. Большие окружности нужно накернивать в 6–8 местах. Обязательно накерниваются все точки пересечений и сопряжений.
На этом подготовительные работы можно считать завершенными и следует переходить к выполнению непосредственно слесарных операций.
Поделитесь на страничкеСледующая глава >
tech.wikireading.ru
Разметка | Основы слесарной обработки
Разметкой называется нанесение на подлежащие обработке материалы или на обрабатываемое изделие точек и линий, обозначающих оси и контуры детали согласно чертежу, а также мест, подлежащих обработке.
Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку. Разность между размерами заготовки до и после обработки называется припуском на обработку. Однако в целях экономии времени простые заготовки часто обрабатывают без предварительной разметки (например, опиливают по размерам, указанным на чертеже).
Иногда наносятся две риски: одна для обозначения границы обработки, другая на некотором расстоянии от нее — для контроля.
Различают плоскостную и пространственную разметку. С помощью плоскостной разметки размечают плоские детали или отдельные плоскости деталей в том случае, если они не должны увязываться с другими их плоскостями. Приемы плоскостной разметки весьма схожи с приемами технического черчения и выполняются инструментами, подобными чертежным.
Пространственная разметка заключается в том, что разметки отдельных поверхностей детали, расположенных в разных плоскостях и под различными углами друг к другу, увязываются между собой. Для пространственной разметки деталь устанавливается на специальной разметочной плите, причем правильность ее установки тщательно проверяется.
При разметке применяется следующий инструмент (рис. 4.2): линейки, окладной метр, чертилка, кернер, стальной угольник, транспортир, разметочный циркуль, штангенциркуль, рейсмус и др.
Рис. 4.2. Инструменты, применяемые при разметке: а — чертилка; б — слесарный угольник; в — разметочный циркуль; г — рейсмус; д — штангенциркуль.Разметка детали может осуществляться по чертежу и по шаблону.
Разметка по чертежу требует от рабочего определенных навыков: четкого понимания чертежа или эскиза, правильного выбора базы, от которой откладываются размеры детали, точной установки размеров по масштабной линейке и перенесению их на размечаемую деталь.
Шаблоны обычно применяются при разметке большого количества плоских деталей и позволяют значительно упростить и ускорить сам процесс разметки. Шаблоны изготовляются из листовой стали, алюминиевых сплавов или фанеры. Для разметки детали этим способом шаблон укладывают на размечаемый лист, прижимают к нему и обчерчивают по кромкам с помощью чертилки. При этом необходимо держать чертилку под постоянным углом к листу, не наклоняя в сторону шаблона (или линейки), так как от этого искажаются размеры детали.
Обычно при прочерчивании рисок чертилку держат с двойным уклоном: один на 15—20° от вертикали в сторону от линейки (или шаблона), другой в-сторону перемещения чертилки так, чтобы угол между ней и заготовкой (деталью) составлял 45-70°.
Риску следует проводить только один раз, а чтобы она была как можно тоньше, острие чертилки должно быть всегда хорошо заточено.
Чтобы нанесенные при разметке линии не стерлись при транспортировке и обработке детали, их прокернивают через 50—100 мм, а на закруглениях — через 5—10 мм. Кернер ставят на отмечаемой точке сначала наклонно, а в момент удара его выводят в вертикальное положение (рис. 4.3). Пальцы руки держащей кернер, не должны касаться размечаемой детали. Удар молотком наносят легко.
Рис. 4.3. Приемы кернения.Накернивание следует производить после того, как вся разметка будет окончена. Следует помнить, что разметка является одной из наиболее ответственных операций, обеспечивающих правильное изготовление детали. Поэтому рабочий, производя разметку, должен быть внимателен, особенно при определении размеров по чертежу, нанесении их на заготовку, а также при установке детали на разметочной плите. Разметка должна выполняться только исправным и точным инструментом.
www.stroitelstvo-new.ru