Сварочная проволока. Диаметры, маркировка и виды. Механизм подачи проволоки для полуавтомата
устройство, принцип работы, схема сборки и регулировка
 В настоящее время многие владельцы машин или те, у кого есть частный дом, сталкиваются с проблемой небольшого ремонта. В этом случае помогает сварочный полуавтомат — устройство для сварки различных видов сталей. С его помощью легко починить деталь машины, изготовить необходимую металлическую конструкцию. Скорость работы напрямую зависит от подающего механизма для полуавтомата. Его несложно изготовить самостоятельно.
В настоящее время многие владельцы машин или те, у кого есть частный дом, сталкиваются с проблемой небольшого ремонта. В этом случае помогает сварочный полуавтомат — устройство для сварки различных видов сталей. С его помощью легко починить деталь машины, изготовить необходимую металлическую конструкцию. Скорость работы напрямую зависит от подающего механизма для полуавтомата. Его несложно изготовить самостоятельно.
Общие сведения
Сварочный полуавтомат — это прибор, предназначенный для соединения металлов методом электродуговой сварки. Отличие от классического сварочного аппарата в том, что вместо привычных вольфрамовых электродов применяется плавящаяся проволока. Она намотана на специальную бобину и по мере выполнения рабочего процесса автоматически разматывается.
Таким образом, происходит постоянная подача электрода в сварочную ванную. Саму сварку вручную проводит сварщик, который может регулировать скорость размотки катушки с проволокой.
Полуавтоматические устройства разделяются в зависимости от степени защиты сварочной зоны, а именно:
- Приборы, предназначенные для сварки с флюсом. В этом случае флюс входит как добавка в саму проволоку. Это достаточно дорогой способ и в самодельных устройствах используется редко.
- Аппараты, использующие газовую среду. Самый популярный и массовый способ среди сварщиков.
- Полуавтоматы, работающие со специальной порошковой проволокой. Этот вариант обычно используется совместно с газовой защитой.
Лучше всего полуавтомат раскрывает свои преимущества, когда нужно аккуратно, красиво и точно соединить стальные тонкие детали. Соединение будет надежным при самых разных марках стали, таких как легированные, низкоуглеродистые, нержавеющие.
Принцип работы
Самым распространенным видом сварочного прибора являются устройства, работающие в защитной газовой среде. Устройство сварочных полуавтоматов этого типа принципиально одинаково.
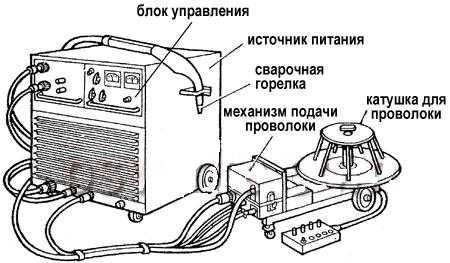
Основными узлами являются:
- Источник питания. Разные модели рассчитаны на разное напряжение. Оно может быть как однофазным, так и трехфазным. С помощью переключателя можно переходить с 380 вольт на привычные 220 вольт, что позволяет использовать агрегаты не только на производстве, но и в обычных бытовых условиях. Ток передаётся или через самодельный трансформатор, или через инвертор. Инвертор понижает напряжение и повышает силу тока.
- Электродная горелка вместе с трубкой для подвода газа.
- Баллон с газом для защиты зоны плавления.
- Специальный механизм движения проволоки.
- Блок управления и настройки.
Подача проволоки бывает в основном двух типов: толкающего или тянущего. Иногда применяются оба способа одновременно.
В моделях с толкающим механизмом проволока для сварки движется внутри направляющей трубки, когда специальный узел толкает наружу. В случае если применяется тянущий тип, то узел подачи расположен в глубине горелки и вытаскивает на себя электродную проволоку с бобины.
Принцип работы полуавтоматической сварки предусматривает управление и регулирование важнейших параметров: величину напряжения, силу тока и скорость разматывания катушек. Регулирование может быть переменным, с плавным изменением значений или ступенчатым. Некоторые устройства самостоятельно выбирают скорость подачи проволоки в зависимости от установленных сварочных значений.

Порядок действий при работе с аппаратом:
- Кнопкой «Пуск» включается источник питания.
- Выпускается на горелку защитный газ и подается напряжение.
- Узел подачи разматывает катушку.
- Между проволокой и поверхностью металла возникает электрическая дуга, и проволока начинает плавиться.
- Газ защищает зону плавления.
- Происходит сваривание металлических частей.
Сборка устройства
 Если есть основные знания по базовым понятиям в электронике, при наличии некоторых инструментов и желания можно собрать сварочное полуавтоматическое устройство самостоятельно.
Если есть основные знания по базовым понятиям в электронике, при наличии некоторых инструментов и желания можно собрать сварочное полуавтоматическое устройство самостоятельно.
Для успешного проведения сварки важно, чтобы основные значения напряжения, силы тока и скорости движения электрода находились в оптимальном равновесии. Для этого нужен источник питания, имеющий стабильное вольт-амперное значение. Неизменяемое напряжение поддерживает постоянную длину дуги. Сварочный ток регулирует величину скорости движения проволоки и величину импульса, необходимого для розжига и поддержания ровного горения.
Конструирование трансформатора
Мощность трансформатора в сварочном устройстве зависит от величины сечения проволоки. Например, в стандартном варианте, при толщине проволоки до одного миллиметра, величина силы тока может составлять 160 ампер. Для получения такой величины необходим трансформатор с мощностью не менее трех киловатт. Сердечником трансформатора служит ферритовая металлическая конструкция кольцеобразной формы.
 Сердечник должен иметь диаметр в 40 квадратных сантиметров. Первичная обмотка состоит из провода ПЭВ, у которого толщина около двух миллиметров. Провод вплотную наматывается на сердечник, и количество витков должно быть равно 220. Нужно следить за плотностью прилегания витков — свободного пространства не должно быть. После создания первого слоя создается еще один слой из бумажной или тканевой ленты, который закрепляется тесемкой.
Сердечник должен иметь диаметр в 40 квадратных сантиметров. Первичная обмотка состоит из провода ПЭВ, у которого толщина около двух миллиметров. Провод вплотную наматывается на сердечник, и количество витков должно быть равно 220. Нужно следить за плотностью прилегания витков — свободного пространства не должно быть. После создания первого слоя создается еще один слой из бумажной или тканевой ленты, который закрепляется тесемкой.
На вторую часть наматывается вторичная обмотка. Для неё требуется медный провод с диаметром не менее 60 квадратных миллиметров. Наматывается 56 витков. Как и в первом случае, после этого создается второй защитный слой.
Полученный трансформатор с мощностью в три киловатта и силой тока до 200 ампер способен обеспечить правильную скорость движения гибкого электрода.
Механизм автоподачи
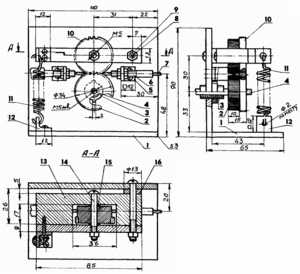
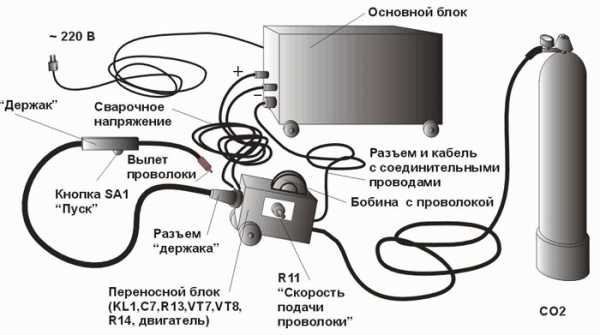
Проволокоподающий механизм, отвечающий за самостоятельную подачу электродной проволоки в ванную сварки, — один из самых ответственных узлов прибора. Механизм подачи проволоки для полуавтомата своими руками можно собрать из узла обычных дворников автомашины. Вполне подойдет стеклоочиститель от ГАЗ-69. Сварочная горелка соединена с протяжкой для полуавтомата. Своими руками чертежи делать уже не надо, они есть в свободном доступе:
Схема податчика включает в себя:
- Основание (1).
- Проволоку (7).
- Направляющий рукав (6).
- Ведущий ролик подачи и ведомый (2, 10).
- Ось ролика ведомого (14).
- Кронштейны (5, 12).
- Пружинку прижимную (11).
- Подшипник втулочный и стопор в виде гайки (3).
- Катушечный стержень (8).
- Планку прижимную (9).
- Штуцер дистанционный (16).
- Вал выходной редуктора (4).
- Обойму ролика ведомого (13).
- Шайбу (15).
Часть горелки связана одновременно с протяжным механизмом для полуавтомата, с узлом подачи защитного газа и блоком проводки электротока. Сама проволока пропускает электрический ток, а по шлангу подается газ. Проволока вставляется в один конец направляющей трубы с резьбой диаметром 4 миллиметра и протягивается через длинную трубку в направляющую сварочной горелки. В качестве направляющей можно использовать оболочку от спидометра автомобиля сечением 1,2 миллиметра.
Кнопка запуска на кронштейне прикрепляется к каналу внутри горелки, где подключается к кабелю. Там же монтируют трубку подвода газа. Горелка состоит из двух идентичных половинок, а провода и шланги собираются в один жгут и скрепляются специальными прищепками или металлическими полосками.
В конструкцию сварочной горелки входят:
- Кнопка запуска (7).
- Кронштейн (8).
- Направляющая (1).
- Защитная обшивка (13).
- Рукав для проволоки (2).
- Канал-основа (3).
- Инжекторная трубка (4).
- Газовый шланг (5).
- Провод (6).
- Винт стопора (9).
- Гайка из латуни (10).
- Шайбочка (11).
- Втулка с наконечником (12, 14).
Лентопротяжный механизм может быть организован с помощью электромотора с редуктором от автомобильных дворников. Например, от ГАЗ-69.
Перед началом обработки двигателя надо убедиться, что его вал вращается в одном направлении, а не «влево-вправо».
Необходимо выходной вал сточить до 25 миллиметров и нарезать на нём левую резьбу сечением в 5 миллиметров.
Впереди на роликах вырезают зубья шириной в 5 миллиметров и создают зубчатое соединение. Сзади на роликах делаются сечения шириной до 10 миллиметров для лучшего сцепления с проволокой. На ось, которая пересекает проволоку и втулку, насаживается один конец рамки ведомого ролика. Второй конец скрепляется с пружиной, которая зажимает электродную проволоку между роликами.
Весь узел подачи вместе с газовым клапаном, выключателем и резисторами располагают на текстолитовой плате. Она же закрывает щиток управления. Подающая бобина с проволокой устанавливается в 20 сантиметрах от узла подачи.
Во время подготовки к работе направляющие приближают к роликам и закрепляют при помощи гаек. Проволоку через направляющие протягивают в горелку. Наконечник прикручивают к горелке и надевают защитную обшивку, который закрепляется винтами. Газовый шланг соединяется с клапаном, и в редукторе создают давление около полутора атмосфер.
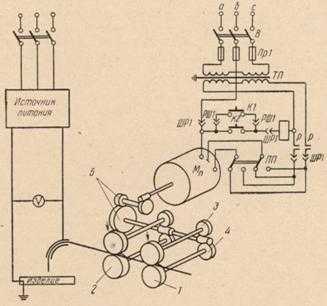
Электрическая схема протяжки
На скорость протягивания проволоки влияет не только механическая, но и электрическая часть устройства.
Электрическое управление происходит по такому сценарию. Когда включен переключатель SB1, то при замыкании кнопки SA1 начинает срабатывать реле K2. Его работа задействует реле К1 и К3. Один из контактов К1.1 отвечает за газовую подачу, при этом К1.2 соединяет цепь и включает подачу электрического тока к электродвигателю. Двигательный тормоз выключается через К1.3. Время обратных действий задается резистором R2, и через этот промежуток времени срабатывают контакты реле К3. Результатом этих действий является подача газа в горелку, но процесс сварки еще не начат.
Сварочный процесс начинается после того, как зарядится конденсатор С2 и выключится реле К3. Тогда электродвигатель запускается, срабатывает реле К5, начинается подача проволоки и сварка.
Главным элементом узла управления, который отвечает за стабилизацию тока, является микроконтроллер. Параметры и возможность регулировки силы тока зависят от этого электрического элемента.
Когда размыкаются контакты кнопки SA1, в свою очередь, размыкается реле К2, тем самым выключая реле К1. Подача тока прекращается с помощью контакта К1.1, и тогда сварка прекращается.
Окончательный монтаж
Сначала в каркас монтируется преобразующий трансформатор с узлом управления. К трансформатору присоединяется сетевой кабель. Отдельным узлом собирается блок управления. Его блок при помощи кабеля подключается к трансформатору и горелке. Затем баллон с газом соединяется с горелкой.
Для изготовления и сборки нужен такой набор инструментов:
-
 Сварочный аппарат.
Сварочный аппарат. - Тиски с зубилами.
- Паяльник.
- Молоток.
- Плоскогубцы.
- Болгарка.
- Острый нож с линейкой.
- Комплект метчиков.
- Ножовка и дрель.
Правила безопасности
Сварочный полуавтомат замечательно подходит для выполнения ряда работ в домашних условиях. С его помощью даже новичок может получить чистый и красивый шов при сваривании различных материалов.
Чтобы работа была комфортной и производительной, нужно соблюдать ряд важных правил и особенно требования техники безопасности, а именно:
- К сварочному аппарату должен быть свободный доступ со всех сторон.
- Перед началом работ необходимо проверить заземление прибора и исправность всех соединений.
- Смотреть на световую дугу нужно через специальные средства защиты глаз.
- Сварочные работы в помещении нужно проводить при постоянном проветривании.
- Любые ремонтные работы надо проводить во время полного обесточивания устройства.
Соблюдение несложных правил сведет к минимуму риск травматизма, ожогов и обеспечит производительную сварку.
Оцените статью: Поделитесь с друзьями!remoskop.ru
основные элементы и их особенности
 Довольно часто сварку приходится выполнять в специфических условиях, которые отличаются агрессивным характером. Необходимость в проведении подобных работ возникает на высотных стройках, во время устройства теплотрассы, а также для ремонта автомобильного транспорта.
Довольно часто сварку приходится выполнять в специфических условиях, которые отличаются агрессивным характером. Необходимость в проведении подобных работ возникает на высотных стройках, во время устройства теплотрассы, а также для ремонта автомобильного транспорта.
И нередко во время сварки температура наружного воздуха не благоприятствует специалистам, которые занимаются подобным делом. И когда сварочные аппараты эксплуатируются в таких условиях, увеличивается риск получения ими повреждения. В случае возникновения неполадок в работе сварочного оборудования на его ремонт приходится выделять немало времени и средств. В результате приходится задумываться о поиске места, где бы владельцу могли предложить комплектующие для сварочных полуавтоматов. Обычно ему приходится подыскивать определенный набор комплектующих для сварочных полуавтоматов, включающих такие, как:
- блок управления;
- горелка;
- сварочный рукав.
Блок управления сварочным полуавтоматом
 Подобный элемент необходим для сварочного аппарата, чтобы контролировать сварочный процесс, изменять при необходимости скорость подачи проволоки, время, затрачиваемое на продувку защитного газа, а также время, в течение которого происходит зажигание дуги. Вместе с тем на этот элемент возлагаются и другие важные функции:
Подобный элемент необходим для сварочного аппарата, чтобы контролировать сварочный процесс, изменять при необходимости скорость подачи проволоки, время, затрачиваемое на продувку защитного газа, а также время, в течение которого происходит зажигание дуги. Вместе с тем на этот элемент возлагаются и другие важные функции:
- разгон и торможение двигателя;
- возможность задействования предпочтительного режима сварки;
- обеспечение защиты двигателя на случай возникновения перегрузок.
Горелки для сварочных полуавтоматов
Этот элемент относится к числу наиболее востребованных комплектующих. Горелки для сварочных полуавтоматов необходимы для обеспечения подачи проволоки и защитного газа в область сварочной дуги. Подавляющее большинство горелок объединяет наличие стандартной конструкции, благодаря которой исключаются проблемы при выборе этого элемента для определенной модели сварочного аппарата.
Чтобы не ошибиться с выбором горелки для сварочного полуавтомата, следует учесть такие важные параметры, как:
- качество сопла;
- токопроводящий наконечник.
Эксплуатация подобных элементов проходит в условиях повышенных температур, при которых они подвергаются механическому воздействию со стороны сварочной проволоки.
Сварочный рукав для полуавтомата
 Этот элемент в сварочном оборудовании выполняет роль транспортного коридора. Благодаря ему защитный газ может поступать из баллона к горелке. Особенностью рукавов, которые изготовлены с соблюдением требований ГОСТ 9356-76, является способность выдерживать температурные колебания в диапазоне от — 35 до + 70 градусов Цельсия. Эта часть сварочного полуавтомата характеризуется наличием трехслойной структуры материала: для внутреннего и наружного слоя используется резина, а в середине располагается основа из хлопчатобумажной оплетки.
Этот элемент в сварочном оборудовании выполняет роль транспортного коридора. Благодаря ему защитный газ может поступать из баллона к горелке. Особенностью рукавов, которые изготовлены с соблюдением требований ГОСТ 9356-76, является способность выдерживать температурные колебания в диапазоне от — 35 до + 70 градусов Цельсия. Эта часть сварочного полуавтомата характеризуется наличием трехслойной структуры материала: для внутреннего и наружного слоя используется резина, а в середине располагается основа из хлопчатобумажной оплетки.
Механизм подачи проволоки
 В нём подача проволоки к сварочной зоне осуществляется со скоростью, соответствующей скорости его расплавления, для чего используются подающие ролики. Этот процесс происходит в виде вытягивания проволоки в катушке, от которой она уже идет по пакету шлангов, имеющих на концах горелку.
В нём подача проволоки к сварочной зоне осуществляется со скоростью, соответствующей скорости его расплавления, для чего используются подающие ролики. Этот процесс происходит в виде вытягивания проволоки в катушке, от которой она уже идет по пакету шлангов, имеющих на концах горелку.
Перед подающими роликами находится направляющий мундштук, основная функция которого заключается в придании проволоке необходимого положения. При этом непосредственно за роликами расположен приемный мундштук, куда и поступает проволока. Также у подобных механизмов может быть предусмотрено направляющее устройство. Оно необходимо для предотвращения изгиба проволоки, к появлению которого приводит наматывание ее на катушку.
Двигаться подающие ролики проволоки заставляет электродвигатель постоянного тока, для которого предусмотрена возможность плавного регулируемого выбора скорости вращения. Выпускаемые сегодня устройства, предназначенные для регулируемой сварки, оснащены тахометром, который обеспечивает контроль скорости поступления проволоки. Причем сам процесс ее регулировки осуществляется в условиях любой нагрузки. Если сварка выполняется в режиме МИГ/МАГ, то проволока обычно поступает со скоростью от 2 до 20 метров в минуту, а в высокопроизводительных приборах этот процесс может происходить еще быстрее. По этой причине между мотором и приводным валом установлена передача.
Особое внимание следует уделить тому, чтобы в результате работы механизма подачи проволоки не пострадала поверхность сварочной проволоки. По этой причине следует использовать подающие ролики подходящего размера, которые позволят избежать чрезмерного повышения удельного давления на поверхность проволоки. Приводы, состоящие из 4 роликов, отличаются от двухроликовых аналогов тем, что благодаря им проволока может поступать с незначительным давлением прижима, причем здесь исключается риск ее проскальзывания.
При необходимости можно добиться дополнительного уменьшения давления прижима между роликами, что возможно осуществить за счет увеличения количества роликов. Конструкция четырехроликовых приводов отличается тем, что в ней предусмотрена многозвеньевая связь, обеспечиваемая зубчатыми соединениями, а двигаться их заставляет мотор.
Выбор силового кабеля
Для сварочного оборудования необходимо обеспечить силу тока определенного номинала. И часто для этого приходится подбирать соответствующий силовой кабель. При этом ошибки здесь недопустимы, а для этого необходимо знать ключевые критерии его выбора.
Материал проводника
Если обратиться к седьмому изданию «Правил устройства электроустановок», то там сказано, что ни в коем случае не должны применяться алюминиевые проводники, сечение которых менее 16 кв. мм. Выбор в пользу проводников с большим сечением целесообразен ввиду экономических причин, поскольку стоимость алюминия меньше меди. Причина отказа от его использования связана с высоким удельным сопротивлением: по этому параметру подобный проводник превышает медный почти в два раза. Таким образом, толщина алюминиевого кабеля должна быть в 2 раза больше медного, и это притом, что через оба проводника будет проходить одинаковое количество тока.
Чтобы соблюсти правила пожарной безопасности, необходимо выполнять соединение алюминия в соответствии с действующими нормами. Этот материал подвержен окислению, которое происходит за довольно непродолжительное время, что приводит к увеличению переходного сопротивления, в результате возникает перегрев соединения, а это создает угрозу пожара.
Применять клеммники для этой цели — не лучшее решение. По этой причине потребуется пайка алюминия, но вначале должна быть выполнена его обработка кислотным флюсом. Учитывая, что в некоторых случаях пайка этого материала может не получиться, желательно для этих целей использовать сварку. Но, думается, не каждый владелец согласится нести себе в квартиру большой газовый баллон, чтобы сварить несколько проводов.
Следует учесть, что алюминий является более хрупким материалом по сравнению с медью: разница по этому параметру достигает 10 раз. Поэтому желательно остановить выбор на медном кабеле, потому что помимо обычного соединения при помощи клеммника можно рассмотреть вариант с пайкой, а также скручиванием провода. Прочность — одно из весомых преимуществ проводников из меди.
Сечение
 В современных условиях, когда в домах количество подключаемых к сети приборов все увеличивается, приходится рассматривать кабели, обладающие все большим сечением, которые исключат вероятность их перегрева и сгорания. Если будет достигнута номинальная мощность, то в этом случае может произойти нагрев проводника, сопровождающийся оплавлением изоляции.
В современных условиях, когда в домах количество подключаемых к сети приборов все увеличивается, приходится рассматривать кабели, обладающие все большим сечением, которые исключат вероятность их перегрева и сгорания. Если будет достигнута номинальная мощность, то в этом случае может произойти нагрев проводника, сопровождающийся оплавлением изоляции.
Свести к минимуму риск ее возгорания и избежать неприятных последствий, если потребуется подключить к кабелю дополнительное устройство, можно путем выбора проводника с запасом сечения. Оптимальный вариант такого кабеля — проводник ½. При этом допустимо применять и любые другие кабели при условии, что их сечение как минимум в 1,5 раза превосходит необходимое для техники.
Такая характеристика, как число жил определяет гибкость кабеля. С увеличением жил уменьшается сечение каждой из них, что обеспечивает более высокую гибкость. Для наружной прокладки желательно выбирать гибкие проводники. А вот для штроб нет никаких ограничений, но при этом лучше всего, чтобы они были одножильные.
Изоляция
 Обязательное требование, которому должен удовлетворять проводник — наличие качественной изоляции всех жил. Используемая изоляция должна отличаться рядом свойств: быть эластичной, переносить температурные колебания. Плюсом будет и наличие у каждой жилы своего цвета, что упростит процедуру подключения. Рекомендуется выбирать кабели, жилы которых заключены во внешнюю оболочку.
Обязательное требование, которому должен удовлетворять проводник — наличие качественной изоляции всех жил. Используемая изоляция должна отличаться рядом свойств: быть эластичной, переносить температурные колебания. Плюсом будет и наличие у каждой жилы своего цвета, что упростит процедуру подключения. Рекомендуется выбирать кабели, жилы которых заключены во внешнюю оболочку.
Качественная работа электросварочного оборудования во многом зависит от используемых комплектующих. Выбирая запчасти для инвертора, необходимо учитывать множество различных параметров, о которых может знать только специалист. Поэтому, если вам необходим аппарат для решения специфических задач, желательно его выбор делать совместно с опытным консультантом, который сможет подобрать для вас вариант с учетом ваших потребностей.
Оцените статью: Поделитесь с друзьями!stanok.guru
Механизм подачи проволоки — studvesna73.ru
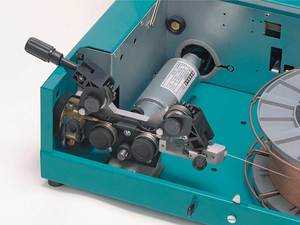
В состав сварочной головки входят: механизм правки и подачи сварочной проволоки, мундштук, токоподводяший наконечник и устройство для защиты зоны горения дуги.
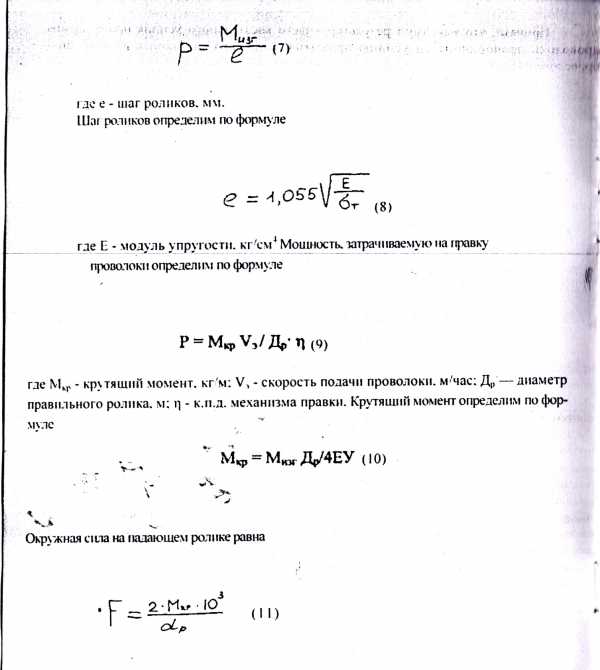
Подача электродной проволоки в автоматах и полуавтоматах дуговой сварки осуществляется протягиванием (проталкиванием) её между вращающимися роликами, прижатыми к проволоке. Существуют механизмы со ступенчатым и плавным регулированием скорости подачи. В первом случае редуктор снабжен набором сменных шестерен, а во втором в качестве двигателя используется электродвигатель постоянного тока регулируемым числом оборотов. Скорость подачи электродной проволоки может быть рассчитана по формуле:
где dр — расчетный диаметр падающего ролика, мм. nдв — число оборотов двигателя, об/мин. i — передаточное число редуктора: 5.3 — коэффициент.
В формуле (1) две неизвестные величины: диаметр падающего ролика dp и передаточное отношение i механизма подачи проволоки. Поэтому целесообразно воспользоваться формулой, где скорость подачи проволоки находится в зависимости от требуемых режимов сварки:
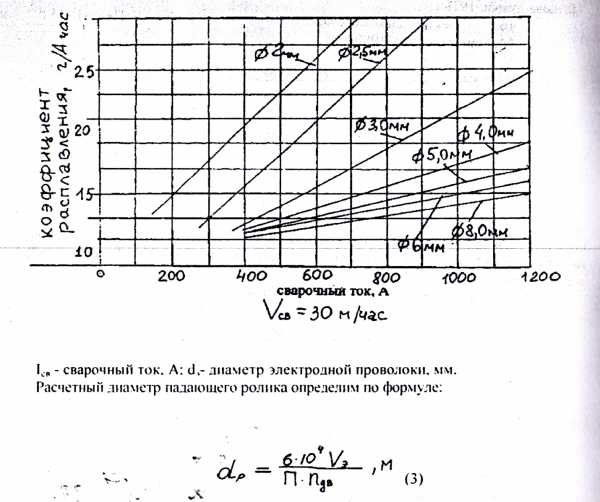
В современных сварочных аппаратах и полуавтоматов диаметр падающих роликов принят равным 40 мм. [4]
Наиболее ответственной частью механизма подачи проволоки является роликовое устройство. Используют механизмы, состоящие из одной или двух пар падающих роликов. Тип механизма определяется видом подаваемой проволоки и материалом: сплошного сечения или порошковая; стальная или алюминиевая. Основными параметрами механизма являются усилие прижатие роликов к проволоке, жесткость упругого элемента, диаметр роликов и форма их рабочих поверхностей, контактирующих с проволокой.
Форма рабочей поверхности падающего ролика может быть гладкой цилиндрической, цилиндрической с канавкой, цилиндрической с насечкой, цилиндрической с канавкой и насечкой, шестеренчатой, обрезиненной. Выбор той или иной рабочей поверхности ролика зависит от диаметра проволоки её вида сопротивления движению.
Проволока при ее подачи встречает сопротивление в автоматах при прохождении её через правильный механизм и токоподвод, а в полуавтоматах — через направляющий канал и токоподвод.
Принято, что максимум результирующего касательного усилия протягивания проволоки пропорционален усилию прижатия падающих роликов к электродной проволоке. [4]
где F — тяговое усилие, Н: \|/ — коэффициент сцепления роликов с проволокой: N -усилие прижатия роли
Условие нормальной работы падающего механизма можно записать в виде
где W — усилие сопротивления подаче проволоки. Н.
Зная усилие сопротивления подачи и коэффициент сцепления, можно получить необходимое усилие поджатая роликов к проволоке, а значит определить параметры упругого элемента механизма поджатая.
Усилие сопротивления подаче в автоматах, как известно, складывается из сопротивления в правильном механизме и в токоподводе.
Правка электродной проволоки осуществляется плоским пластическим изгибом между правильными роликами. Число правильных роликов определяется минимальным числом изгибов. Применяются трех или пятироликовые правильные механизмы. В трехроликовом механизме производится только однократный изгиб проволоки. Качество правки в данном случае недостаточное, т.к. не учитывается изменение начальной кривизны проволоки при сматывании с бухты. В пятироликовом правильном механизме осуществляется два изгиба. При этом первый изгиб сообщает проволоке постоянный радиус кривизны не зависимо от начального радиуса кривизны, а второй изгиб правим этом постоянный радиус кривизны и качество правки значительно выше. Поэтому в современных автоматах применяется пятироликовый правильный механизм. Величину изгибающего момента определим по формуле
Усилие на изгибающем ролике определим по формуле:
\ 
где dр — диаметр падающего ролика
Согласно выражению (5) окружная сила приравнивается или берется больше силы сопротивления движению проволоки. Тогда задаваясь коэффициентом сцепления роликов с проволокой (величина его колеблется в широком диапазоне и зависит от скорости движения проволоки и состояния поверхности проволоки и падающих роликов равным 0.2. определим силу прижатия ролика к проволоке
Далее ведется расчет упругого элемента (падающего механизма) роликового устройства.
 В выполнении сварочных работ очень важно иметь под рукой качественные и надежные механизмы для подачи проволоки. Основными преимуществами является то, что они облегчают работу, поскольку данный функционал обеспечит подачу проволоки к месту назначения сварочных работ.
В выполнении сварочных работ очень важно иметь под рукой качественные и надежные механизмы для подачи проволоки. Основными преимуществами является то, что они облегчают работу, поскольку данный функционал обеспечит подачу проволоки к месту назначения сварочных работ.
Для полуавтоматической сварки такой подающий механизм будет выступать ключевым узлом и упростит работу даже профессионального сварщика. В чем преимущества данного механизма, какие на сегодняшний день существуют современные блоки для протягивания сварочной проволоки?
Сварочный полуавтомат
Этот сварочный агрегат представляет собой аппарат с неполным циклом автоматики. Процесс сварки происходит в инертном газе (аргоне), активном (углекислом) или в смеси газов. Принцип сварки заключается в том, что в полуавтомате электрическая дуга, производимая постоянным электрическим током, всегда горит между изделием и сварочной проволокой. Во время работы через горелку газ перекрывает зону сварки, создавая защиту от воздействия воздуха. Такие полуавтоматы хороши в работе с листовым металлом.
Полуавтомат позволяет значительно сокращать время работы, увеличивать качество сварных соединений. Популярная модель сварочного полуавтомата MIG MAG работает совместно с механизмом протягивания сварочной проволоки. Устройство должно находиться в самом сварочном аппарате в его корпусе либо быть выносным и подключаться по необходимости к источнику питания посредством силового кабеля.
Намотанная на бобину проволока должна располагаться в катушке полуавтомата и затем пропускаться через механизм подачи проволоки в специальный канал. К нему прикреплена сварочная горелка, от баллона подача газа идет к горелке по специально прикрепленной трубочке. Можно использовать и порошковую проволоку и в этом случае газовый баллон не понадобится.
Механизмы подачи
Еще совсем недавно использовали для подачи тянущее или толкающее устройство, но сейчас все изменилось и стали применять многофункциональный механизм с электронной системой управления. Контроль параметра режима работы позволяет существенно упростить весь процесс сварки. Существует три вида устройств с подачей материала, которые разделяются из-за способа протяжки проволоки.
-
 Толкающего действия — это наиболее распространенный вид, он не утяжеляет сварочную горелку и облегчает сварочный процесс. Его необходимо установить возле сварочного аппарата и через направляющий канал проталкивать проволоку, чтобы она дошла до наконечника горелки.
Толкающего действия — это наиболее распространенный вид, он не утяжеляет сварочную горелку и облегчает сварочный процесс. Его необходимо установить возле сварочного аппарата и через направляющий канал проталкивать проволоку, чтобы она дошла до наконечника горелки. - Тянущего действия — такой механизм собирается внутри полуавтомата в корпусе горелки, он осуществляет подачу материала на себя. Он дает преимущество работать по необходимости с рукавами повышенной длины. Недостатком является то, что он утяжеляет горелку, а это отражается на работоспособности сварщика и замедляет процесс работы.
- Комбинированные — они совместили в себе тянущие и толкающие механизмы, такие устройства встречаются очень редко.
В механизме применяются 2-х и 4-х роликовые схемы. это зависит от диаметра проволоки. Для диаметра небольшого — 1-1,2 мм используется двухроликовая схема, она состоит из ведущего и прижимного ролика. Если предстоит работа с более толстой проволокой, тогда применяется механизм с двумя прижимными и двумя ведущими роликами. Они обеспечивают всему механизму более стабильную подачу в нужную зону даже в том случае, когда он находится на незначительном удалении от горелки.
Подача проволоки происходит благодаря прижатию между роликами. Диаметр проволоки должен быть меньше, чем диаметр канала и если диаметр окажется большего размера, то механизм не сможет обеспечить стабильного продвижения материала.
Современные виды механизмов подачи
 На сегодняшний день можно приобрести современные устройства подачи проволоки, которые представляют собой сложные электронные устройства. они позволяют значительно снизить время выполнения сварочных работ.
На сегодняшний день можно приобрести современные устройства подачи проволоки, которые представляют собой сложные электронные устройства. они позволяют значительно снизить время выполнения сварочных работ.
Механизм оснащен пультом управления, с помощью которого подается сигнал на горелку, она совмещена с пультом. В момент нажатия на кнопку происходит подача проволоки, подача прекращается в момент, когда кнопка отпускается. В следующий раз, когда необходимо подать материал нужно только слегка нажать кнопку пульта. Все устройства могут работать продолжительное время с короткими стежками сварки. Благодаря электронной системе осуществляются все необходимые функции .
- Стабилизирует скорость подачи проволоки
- Возможность регулировать скорость
- В отдельных моделях есть функция памяти, она запоминает до 10 программ в сварочном режиме.
- Функция холодной протяжки помогает быстро и легко доставить проволоку в горелку.
- Функция продувки газом дает возможность оборудованию работать более длительный период времени. Перед началом и после окончания проведения сварочных работ необходимо делать продувку газом.
- Некоторые модели оснащены функцией регулировки времени отжига сварочной проволоки.
Все современные механизмы укомплектованы информативными дисплеями. индикаторами, они помогают контролировать текущие параметры, настройки в процессе работы, программы. Все модели достаточно просты в эксплуатации с ними могут разобраться даже домашние мастера.
Особенности в работе с устройством
Автономная работа механизма является одним из основных его преимуществ, он может работать вне полуавтоматического сварочного аппарата. Когда работы ведутся в неудобных и труднодоступных объектах есть возможность установить механизм отдельно на большом расстоянии от сварочного аппарата.
Кроме положительных моментов, также есть и отрицательные стороны, о которых следует упомянуть. Блок нуждается в качественном и своевременном техническом обслуживании, поэтому если не знать хорошо его устройства с этим справиться будет сложно.
Механизмы могут быть стационарными и переносными. для работ, которые требуют переноски аппарата, обычно используют переносные блоки, а для мест, куда невозможно перенести его применяют стационарного типа. Переносные механизмы считаются более практичными и удобными в работе.
При выборе устройства нужно учитывать некоторые параметры:
- Максимальная подача проволоки
- Допустимый диаметр материала
- Скорость и доступные настройки
- Мобильность, вес и габариты блока.
Заключение
Многие умельцы, имея чертеж и необходимые материалы, своими руками создают механизм для протяжки проволоки. Такие самодельные устройства не могут сравниться с возможностями современных механизмов отечественного и зарубежного производства, их обычно выбирают те, кто работает на профессиональном уровне.
Содержание:
Сварочный полуавтомат – это сварочный аппарат с неполным циклом автоматики. Его еще называют MIG-MAG (сварочный процесс происходит в инертном газе (аргоне), активном (углекислом) газе или в смеси газов). Принцип работы полуавтомата заключается в том, что электрическая дуга, поддерживаемая постоянным электрическим током, горит между сварочной проволокой и изделием. Через горелку во время работы газ перекрывает зону сварки, защищая ее от воздействия воздуха. Полуавтоматы чаще всего используют для обработки тонкого листового металла.
Проволока, используемая в полуавтомате.
Проволока, намотанная на бобину, устанавливается в катушку сварочного аппарата и пропускается через механизм подачи проволоки в канал, к которому непосредственно крепится сварочная горелка. Газовый баллон прикрепляется к специальной трубке, по которой газ проходит к газовой горелке. Если же в сварке использовать порошковую проволоку, то газ нам не понадобится.
Виды механизмов подачи проволоки.
Механизм подачи проволоки для полуавтомата бывает трех видов:
В чем их отличия?
Привод толкающего механизма расположен в корпусе полуавтомата. Он проталкивает проволоку (диаметр которой не должен быть больше 2 мм) сквозь механизм подачи проволоки по рукаву к сварочной горелке. Толкающий механизм является наиболее распространенным механизмом подачи проволоки в полуавтомат.
Привод тянущего механизма расположен в ручке горелки. Он притягивает к себе проволоку через рукав и направляет в сварочную горелку. Это менее распространенный механизм подачи проволоки.
Толкающий-тянущий механизм имеет два привода: один расположен в корпусе прибора, а второй в ручке сварочной горелки. Соответственно, действует этот механизм подачи проволоки для полуавтомата двояко: и притягивает проволоку к горелке, и толкает ее в том направлении. Этот механизм практически не используется: его применяют только, когда рукав, соединяющийся с горелкой, очень длинный.
Механизм подачи проволоки: принцип работы.
Предлагаем более детально познакомиться с механизмом подачи проволоки в полуавтомат.
Привод, расположенный либо в корпусе прибора, либо в ручке горелки, обеспечивает вращение основного ролика с определенной скоростью и крутящим моментом, которого вполне достаточно, чтобы преодолеть сопротивление при перемещении проволоки от катушки к горелке. Также привод отвечает за настройку скорости подачи проволоки в выбранном нами режиме сварки и за поддержание выбранного режима в определенных границах. Не менее важной частью подающей системы полуавтомата является система роликов, которые сжимают проволоку и за счет своего постоянного вращения проталкивают проволоку к горелке.
Особенности механизма подачи проволоки.
Главным преимуществом механизма подачи проволоки можно назвать его автономную работу – механизм работает вне зависимости от работы полуавтомата. Механизм можно переносить на большие расстояния, если работы проводятся в труднодоступных местах, куда заносить весь полуавтомат неудобно. Однако у этого механизма есть и минусы, так, например, механизм требует тщательного и очень сложного технического обслуживания. Человек, не знающий устройства механизма, вряд ли сможет самостоятельно содержать весь механизм в надлежащем состоянии.
Механизмы для подачи проволоки бывают стационарными и переносными. Стационарные механизмы используют везде, куда можно пронести полуавтомат, а переносные механизмы используются в очень маленьком помещении или там, куда нельзя пронести весь аппарат. Если сравнивать переносной и стационарный механизмы – гораздо практичнее и проще в обслуживании переносной механизм подачи проволоки для полуавтомата.
Купить блок подачи сварочной проволоки по привлекательной цене
В данной категории товаров, представлен каталог блоков подачи сварочной проволоки различных производителей России и зарубежья. Механизмы подачи проволоки необходимы для частичной автоматизации процесса сварки. Данные блоки предназначены, для подачи проволоки в место сварки, так как в полуавтоматической сварке MIG/MAG, вместо электродов используется сварочная проволока. Так же данные блоки успешно используются для аргонодуговой сварки TIG, когда требуется много присадочного материала.
Данные блоки предназначены, для подачи проволоки в место сварки, так как в полуавтоматической сварке MIG/MAG, вместо электродов используется сварочная проволока. Так же данные блоки успешно используются для аргонодуговой сварки TIG, когда требуется много присадочного материала. По отдельности механизмы не могут осуществлять сварку, поэтому можно использовать инверторный сварочный аппарат. как источник тока. Механизм подачи проволоки с источником тока называется — сварочный полуавтомат ПДГ MIG/MAG .
Данные блоки оснащаются микропроцессором, который в зависимости от интенсивности сварки, может увеличивать скорость подачи проволоки, отслеживает проскальзывание проволоки на ролике подачи. Четырехроликовый механизм подачи может работать с различными типами сварочной проволоки и разнообразным диаметром. Наличие регуляторов и надстроек, дает возможность выбирать между режимами сварки, в зависимости от нужд.
Продажа роликов подачи проволоки для сварки
Так же в нашем каталоге большой выбор роликов механизма подачи проволоки. Ролики подачи можно подобрать для всех типов проволоки: cталь, алюминий, порошковая самозащитная и т.д. В нашем интернет-магазине, Вы можете, купить блок подачи сварочной проволоки и комплектующие по самой низкой цене в Москве и области. Множество отзывов о механизмах подачи проволоки и фото.
Для профессионального сварщика лучшего варианта, нежели качественные и современные механизмы подачи проволоки сложно представить. К преимуществам данного оборудования можно запросто отнести простоту работы, интуитивная понятность и доступность для каждого пользователя. Данное обстоятельство вызвано использованием качественной и надежной системы управления однокнопочного типа. Таким образом, можно легко и просто обеспечивать заданные значения тока сварки, а также помогает устанавливать скорость подачи проволоки в автоматическом режиме.
При помощи данного функционала, потенциальный потребитель сможет не беспокоиться относительно необходимости соблюдения условий подачи проволоки к месту выполнения сварочных работ. Благодаря горелке можно обеспечивать достаточно легкое и практичное управление оборудованием, в частности это качается наличия задней рабочей точки оборудования, а также переключателя включения/выключения тока сварки, а также скорости подачи самой проволоки.
Предусмотрен также практичный дисплей, посредством которого обеспечивается отображение результатов выполненного сварного соединения. Таким образом, выполняется также удобное и выгодное во всех отношениях управление работой оборудования, что в свою очередь приводит к высокой скорости процесса. Помимо этого к достоинствам можно отнести возможность использовать механизмы подачи проволоки фактически с любым типом оборудования, которое используется в качестве сварочного оборудования.
Это может быть агрегат, работающий по принципу использования постоянного тока, либо же при необходимости выполнения сварочных работ как постоянным, так и переменным током. Благодаря наличию в конструкции качественной и удобной горелки можно обеспечивать направление подачи проволоки порядка на 270 градусов, что в свою очередь и сделает его применение максимально удобным и практичным для каждого случая эксплуатации. Сварка может таким образом выполняться без проблем в любом положении, которое только потребуется для потенциального пользователя оборудования.
Способствует такое устройство также облегчением работы сварщика, ведь начиная с этого момента, он сможет полностью и целиком обеспечивать использование механизма и тем самым сосредоточиться на выполнении своей основной деятельности. Подобное решение, позволяет легко и без каких либо осложнений выполнять качественный и практичный технологический процесс, выгодный для любого типа предприятия, особенностей отрасли и многого другого.
Используется данное оборудование в самых разных целях, в зависимости от предположительной области. В частности механизмы подачи проволоки могут с легкостью работать с рядом нелегированных, а также низколегированных и высоколегированных сталей. Это могут быть также многочисленные алюминиевые сплавы, даже оцинкованная сталь, которая часто эксплуатируется в сварочных работах.
Посредством такой эксплуатации может запросто изготавливаться котлы, резервуары, а также обеспечивать создание различных механизмов и узлов из области машиностроения, также производства автомобилей и многого другого, включая самых разных систем вентиляции и кондиционирования. Также может эксплуатироваться подобный механизм и в случае выполнения прокладки трубопроводов, в составе процесса которых используется сварочное оборудование. Моделей оборудования существует достаточно много, что в свою очередь и создаст необходимый ассортимент выбора для каждого случая эксплуатации.
Наши бренды
studvesna73.ru
Сварочная проволока для полуавтоматов. Советы по выбору
 Поскольку полуавтоматы для сварки сейчас довольно востребованы, это позволило создать широкий рынок производства сварочной проволоки для полуавтомата. Правильный выбор проволоки позволяет существенно повысить производительность, а также качество самой сварки и сварного шва. Дополнительно повышается и безопасность, что тоже немаловажно для квалифицированных сварщиков.
Поскольку полуавтоматы для сварки сейчас довольно востребованы, это позволило создать широкий рынок производства сварочной проволоки для полуавтомата. Правильный выбор проволоки позволяет существенно повысить производительность, а также качество самой сварки и сварного шва. Дополнительно повышается и безопасность, что тоже немаловажно для квалифицированных сварщиков.
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали.Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.

В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные категории:
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем:Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.

В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам;Т — титан;Ю — алюминий;Ф — ванадий;Б — ниобий;Д — медь;М — молибден;С — кремний;Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».
Диаметры сварочной проволоки
Номинальные диаметры проволоки применяемой для сварки полуавтоматом имеют размеры от 0,3 мм до 12 мм. Всего существует 17 стандартных диаметров.Предварительно, при сварке автоматом выбирают проволоку диаметром до 5 мм, а при полуавтоматической, механизированной – до 2 мм, в основном её диаметр зависит от толщины металла.Для достижения требуемого качества сварочного шва, при сварке деталей и конструкций из легированных и высоколегированных сталей, химический состав самой проволоки обязательно должен быть таким, чтобы в получаемом шве содержание углерода ограничивалось 0,10 – 0,12%, а кремния было менее 0,5%.
Для сварки специализированных сталей применяются высоколегированные аустенитные и ферритные сварочные проволоки. Однако аустенитная высоколегированная сварочная проволока для полуавтоматов после волочения нагартовывается (нагартовка – наклёп) и становится более жёсткой, а её пластичность снижается. В связи с этим подача проволоки такого малого диаметра от 2 – 3 мм по шлангам при сварке полуавтоматом, облегчается, в отличие от подачи проволоки большего диаметра.
Сварка с применением газовой смеси отличается лучшими техническими показателями. Поэтому в настоящее время повсеместно используют смесь углекислого газа и нейтрального аргона, имеющую процентное соотношение – 75-80% Ar и 20-25% CO2.
Контроль расхода сварочной проволоки
В процессе сварки на полуавтомате, необходимо вести учёт расхода проволоки для сварки и газовых смесей. Это обеспечивает экономию расходных материалов на производстве и ведёт к снижению себестоимости самих работ.
На расход проволоки для сварки оказывают влияние такие показатели как:
- химический состав металла;
- диаметр и качество самой проволоки;
- данные технических характеристик рабочего полуавтомата для сварки;
- проведение сварки в среде нейтрального газа.
Во многих случаях, расход используемой сварочной проволоки считается до 1,5 % от веса всей конструкции. А вес проволоки превышает вес наплавляемого материала до 6%, так как имеют место угар и отходы.
Нормы расхода определённых марок проволоки на метр сварочного шва определяются по формуле М = НР ∙ КР. (где М – масса наплавляемого металла, напрямую зависящая и от металла, и от вида сварочного шва). КР – коэффициент расхода используемой проволоки (значение берётся из таблиц).Исходя из данной формулы рассчитывают потребность в сварочной проволоке не только для конкретного вида работ, но и для всего предприятия в течение времени.

Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы классифицируют следующим образом:
- для сварки изделий в защитных газах;
- для сварки с помощью порошковой проволоки;
- для выполнения сварки под флюсом;
- универсальные.
Полуавтоматы для сварки с применением защитных газов оборудованы специальным клапаном, прекращающим подачу рабочего газа по окончании сварки.В полуавтоматах для сварки под флюсом всегда есть горелка с воронкой. Осуществляется более мощная подача проволоки, чем на другом оборудовании, поскольку для этой сварки необходима проволока большого диаметра.
Сварочные полуавтоматы разделяют на бытовые, полупрофессиональные и профессиональные, в зависимости от силы тока и длительности работы самого аппарата. А также бывают передвижными, стационарными и переносными. Промышленные полуавтоматы изготавливают только для работы в режиме трёхфазного тока. Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Полуавтоматы для сварки современной порошковой проволокой снабжены специальным устройством подающих роликов, чтобы не допустить деформации рабочей проволоки.Универсальные полуавтоматы укомплектованы вспомогательными приспособлениями (сварочными горелками, роликами для подачи проволоки и др.), что даёт возможность с успехом использовать их для различных видов сварки.
К механизму подачи проволоки к горелке относятся – электродвигатель, редуктор и, конечно, подающие ролики. Вид подающего устройства (относительно газовой горелки), может быть тянущий, толкающий и универсальный. При подаче проволоки устройством толкающего типа, подающие ролики находятся у самого шланга сварочной горелки и равномерно толкают проволоку непосредственно в канал горелки. Используется всегда при сварке стали.
С помощью подачи проволоки на полуавтомате механизмом тянущего типа проволока попадает в канал горелки. Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Скорость подачи проволоки необходимо настраивать для каждого случая и регулировать по ходу работ. Основную регулировку скорости подачи выполняет коробка передач и комплект шестерён. В таком случае приводом служит трёхфазный асинхронный двигатель. Недостатком данной регулировки скорости является трудность подбора необходимого режима для сварки. Особенно при работе с тонким металлом.
Плавное регулирование необходимой скорости подачи проволоки очень малого диаметра достигается при использовании в работе двигателя постоянного тока, путём плавного изменения числа оборотов головки двигателя. Скорость подачи может доходить до 150 м/ час.При настройке скорости подачи важна толщина металла, состав и диаметр выбранной сварочной проволоки. Получить качественный сварочный шов возможно только при тщательной регулировке скорости путём нескольких пробных сварок.
proinstrumentinfo.ru