Содержание
Газовый резак: устройство, виды, особенности выбора
Современный газовый резак представляет собой специальное устройство для быстрого резания разных видов сталей (обычно углеродистых и низколегированных). Процесс раскроя заключается в расплавлении металла под воздействием струи чистого кислорода с последующим выдуванием образовавшихся окислов из зоны реза этой же струей.
Устройство и конструктивные особенности
Газокислородный резак служит для смешения смеси на основе горючего (ацетилен, пропан) и режущего газов (кислород) с целью получения режущей струи.
Конструктивно газовый резак для раскроя металла состоит из таких элементов:
- специальная головка с двумя сменными мундштуками;
- трубки для подачи кислорода и газа;
- смесительная камера для образования смеси горючего и режущего газов;
- 3 вентиля – для горючего газа, подачи и регулировки количества подаваемого кислорода;
- рукоятка.
Это основные компоненты инструмента для газокислородной резки, поскольку его конструкция имеет множество других составляющих.
Рисунок 1. Схема газокислородного резака
Газовый резак по металлу: виды
Инструмент классифицируется по разным признакам, но основными из них считаются тип используемого горючего газа и принцип смешивания газа с кислородом. Также они подразделяются по назначению (универсальные и специальные) и типу резания (разделительная, поверхностная, кислородно-флюсовая).
По способу смешения газа и кислорода резаки бывают таких видов:
- Инжекторные – оборудованы внутрисопловым смешением газов, что обеспечивает высокую надежность и безопасность работы устройств. Это обусловлено тем, что газы проходят раздельно на всем протяжении каналов и смешиваются в горючую смесь в специальной смесительной камере.
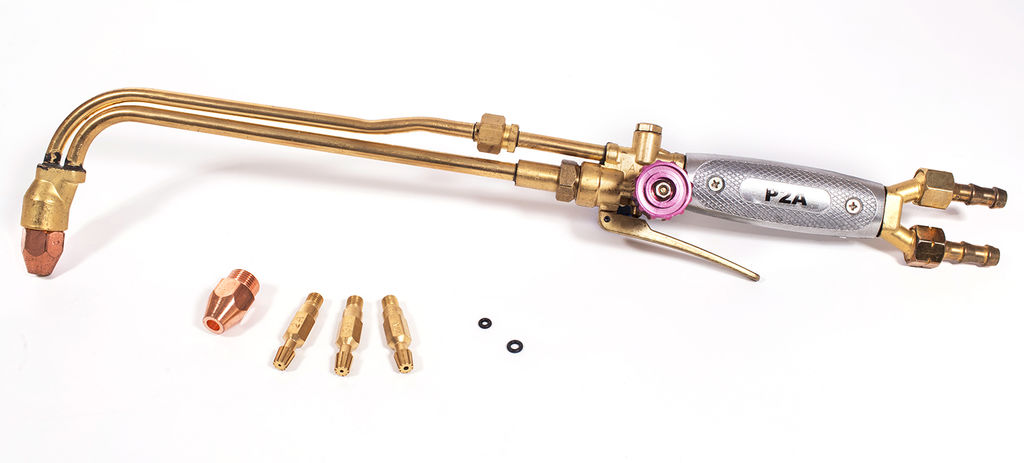
Фото 2. Внешний вид инжекторной газокислородной горелки
- Безинжекторные – конструкция не предполагает наличия смесительной камеры. Кислород подводится по двум трубкам, газ – по третьей. Смешиваются они внутри головки.
 Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным.
Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным.
 Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным.
Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным.Фото 3. Внешний вид безинжекторного газового резака
По используемому горючему газу резаки бывают пропановые, ацетиленовые и универсальные.
Ацетиленовый
В качестве рабочего газа выступает ацетилен, обеспечивающий высокую температуру пламени (в пределах 3300 °C). Применяется для раскроя металлических заготовок большой толщины, оснащается дополнительными вентилями для настройки высокой скорости подачи газа.
Пропановый
Рассчитан на применение пропана в качестве режущего газа. Отличаются более высокой надежностью и длительным сроком службы, безопасны в эксплуатации.
Газовый резак универсальный
Универсальный инструмент обеспечивает возможность использования горючего газа разных видов. При этом они не намного дороже классического ацетиленового или пропанового резака.
Преимущества и недостатки
Любой инструмент имеет свои плюсы и минусы, резак газовый – не исключение. Среди преимуществ современных устройств с внутрисопловым смешением газов нужно отметить:
Среди преимуществ современных устройств с внутрисопловым смешением газов нужно отметить:
- Относительно большая толщина разрезаемого металла – до 300 мм в зависимости от модификации и рабочих параметров (используемого газа и давления кислорода).
- Стабильное горение пламени без хлопков и обратных ударов.
- Возможность резки сталей в любом направлении, независимо от толщины.
- Высокая производительность.
- Простота обслуживания и продолжительный срок службы.
Фото 4. Процесс газокислородной резки
Однако недостатков у него не меньше:
- В результате сильного нагрева вырезаемые детали могут деформироваться (особенно из тонколистового металла).
- Достаточно большая ширина реза, что требует соблюдения определенных припусков при разметочных работах.
- Невысокое качество реза – кромки неровные с окислами и окалиной. Поэтому перед сварочными или другими работами требуется предварительная обработка кромок.
- Довольно высокая себестоимость процесса газокислородной резки.

Особенности выбора
Чтобы избежать ошибок, перед покупкой газового резака важно ознакомиться с некоторыми конструктивными особенностями устройства. Это позволит понять, на какие первостепенные факторы нужно обращать внимание при его выборе.
Правила выбора:
- Ниппели – производятся из латуни и алюминия, первые считаются более долговечными.
- Мундштуки – наружный обычно изготавливается из хромистой бронзы или чистой меди (отличается красноватым оттенком). Для ацетиленовых устройств внутренний тоже желательно, чтобы был медным, для других – допускается применение латунных аналогов.
- Соединительные трубки – делаются из латуни. При этом на них не должно быть декоративного покрытия, которое может скрывать мелкие дефекты.
- Вентильные шпиндели – из нержавейки, латунные отличаются малым сроком службы.
- Рукоять – лучшим материалом считается алюминий, пластик менее износостойкий. Ее размер должен быть не менее 40 мм, чтобы был удобный обхват.
- Длина резака – для резки металла больших толщин, а также окрашенных или замасленных материалов лучше выбирать устройства размером до 1000 мм. В остальных случаях можно покупать горелки 500 мм.

Фото 5. Основные расходники к газовым резакам
Также при покупке рекомендуется взять инструмент в руки и проверить его на удобство использования. От этого напрямую зависит производительность и время работы мастера резаком без усталости.
Правильная настройка газового резака
Перед началом работы с новым газовым резаком по металлу нужно правильно подключить и проверить работоспособность инструмента. Непосредственно настройка устройства выполняется производителем в заводских условиях и является финишным этапом его сборки. Самостоятельное вмешательство в конструкцию горелки запрещается.
Последовательность работ:
- Изучить инструкцию по эксплуатации и выполнить все пункты согласно предписанию завода-изготовителя.
- Подключить устройство к баллонам с горючим и режущим газами. При этом они должны быть оборудованы редукторами: кислородный – синим, пропановый – красным. Резиновые шланги подачи газа накручиваются по резьбе редукторов и стягиваются хомутами.
- Проверить целостность инструмента, наличие всех прокладок, отсутствие масляных следов возле кислородного вентиля.
- Настроить подачу газа и кислорода, продуть шланги. При работе с ацетиленом вентиль подачи открыть на 1 оборот, при этом давление вещества должно быть до 1 атм., но лучше выставлять – 0,54 атм. Для продувки надо открыть вентиль на резаке, а после изменения звука – закрыть. При настройке подачи кислорода давление выставляется в размере 2 атм. Затем продуваются шланги с помощью вентилей на редукторе и резаке.
 При этом они должны быть оборудованы редукторами: кислородный – синим, пропановый – красным. Резиновые шланги подачи газа накручиваются по резьбе редукторов и стягиваются хомутами.
При этом они должны быть оборудованы редукторами: кислородный – синим, пропановый – красным. Резиновые шланги подачи газа накручиваются по резьбе редукторов и стягиваются хомутами.Также следует помнить, что запрещается менять шланги для подачи кислорода и пропана (ацетилена) между собой, продувать шланг для пропана (ацетилена) кислородом.
Фото 6. Процесс разделительного резания толстого металлопроката газовым резаком
Подготовка инструмента к работе
Перед работой необходимо правильно подготовить резак газовый. Процесс подготовки состоит из нескольких этапов, которые минимизируют риски выхода инструмента из строя, получения травм:
Процесс подготовки состоит из нескольких этапов, которые минимизируют риски выхода инструмента из строя, получения травм:
- Осмотр баллонов, резиновых шлангов для подачи горючего и режущего газов, соединительных и крепежных элементов, горелки на наличие дефектов или повреждений.
- Проверка всех соединений на предмет утечки газа.
- Ревизия состояния уплотнителей – при наличии трещин они меняют форму и требуют немедленной замены.
При работе с инжекторными резаками также надо проверить правильность их работы. Это выполняется до момента подсоединения шланга подачи горючего газа. Изначально к соответствующему штуцеру на горелке подключается кислородный рукав, открывается вентиль на редукторе баллона с кислородом. Затем на резаке открываются вентили подачи кислорода и горючего газа – если прислонить палец к штуцеру горючего газа, его «засасывать». В этом случае инжекция исправна.
Инструкция по применению
Технология резки предполагает изначальную установку соотношения кислорода и пропана в размере 1 к 10 – т. е. при давлении кислорода 6 атм. давление горючего газа выставляется в пределах 0,6 атм.
е. при давлении кислорода 6 атм. давление горючего газа выставляется в пределах 0,6 атм.
Открытие и закрытие подачи газа выполняется в строгой последовательности:
- Открываются на 0,5 оборота вентили кислорода и горючего газа (строго в такой поочередности).
- Поджигается горючая смесь.
- Факел подносится к разрезаемому металлу и путем открытия вентиля добавляется подача кислорода до момента появления режущей струи.
- После окончания работ изначально перекрывается подача горючего газа, а затем – кислорода.
Рисунок 7. Схема процесса кислородной резки металла
Техника резки после поджига факела предполагает необходимость разогрева участка металла в зоне реза. При покраснении разогретого участка подачу кислорода можно еще немного увеличить. После полного прорезания заготовки горелка перемещается вдоль линии реза. Скорость перемещения резака зависит от толщины разрезаемого металлопроката рабочих характеристик процесса, поэтому определяется индивидуально.
Газовый резак своими руками
Мини-горелку для мелких работ (например, плавки и резки медных проводов) можно изготовить и самостоятельно. Для этого понадобится:
- 2 большие капельницы;
- баллончик с газом для заправки обычных зажигалок;
- игла, используемая для накачивания мячей;
- ниппель;
- компрессор;
- аквариумный насос;
- медный провод;
- паяльник с расходниками;
- надфиль.
Инструкция по сборке:
- Игла от капельницы сгибается под углом примерно 60°, острый конец затачивается.
- В боковой части иглы для мячей делается отверстие, в которое пропускается согнутая игла от капельницы с выступом конца примерно на 2 мм.
- Оставшееся отверстие обматывается медной проволокой и хорошо запаивается.
- На окончаниях игл крепятся трубки из капельниц.
- К толстой игле подводится газовый баллончик, к тонкой – компрессор.

Фото. Внешний вид самодельного мини-резака
Регулирование подачи газа выполняется пластиковыми перемычками, установленными на трубках от капельниц.
Советы специалистов по работе с резаком
Опытные резчики советуют всегда пользоваться качественными средствами индивидуальной защиты:
- специальные очки;
- перчатки (рукавицы), куртка и штаны с огнеупорными свойствами;
- специальная рабочая обувь.
Рабочее место тоже должно быть правильно обустроено. Расположение баллонов с газами – на расстоянии 5 м от проведения огневых работ. Мастерская должна хорошо проветриваться, пол – бетонный или земляной. Пламя газокислородной горелки должно располагаться фронтально относительно рукавов подачи газа. Шланги не должны мешать проведению работ.
Также важно иметь в наличии вспомогательный инструмент и приспособления для разметочных работ – карандаш (мел), рулетка, угольник, линейка. Для поджига пламени понадобится специальная зажигалка, которая у резчика должна быть всегда под рукой.
Для поджига пламени понадобится специальная зажигалка, которая у резчика должна быть всегда под рукой.
По окончанию работ нужно внимательно осмотреть рабочее место, чтобы случайно не наступить на кусок расплавленного металла, который способен прожечь даже толстую подошву ботинок. Вырезанные заготовки металла обычно оставляют остывать в естественных условиях, но при необходимости допускается принудительное охлаждение водой – это надо выполнять аккуратно, чтобы горячие брызги не попали на кожу.
Механизированные и газовые резаки HARRIS, мундштуки для механизированной резки. Пропан-бутановая резка
Модель 198 газового резака
Механические резаки Harris широко используются в раскройных машинах и автоматизированных устройствах для резки металла.
Резаки выпускаются в диапазоне длины от 6.5 см до 46 см и диметра 28-38мм. Резаки могут оснащаться ручными газовыми вентилями, а также использоваться в системах автоматического управления подачей газа. Основные компоненты такие же как и в ручных резаках.
Отличие составляет специально разработанный для механизированной резки мундштук 6290VVC, обеспечивающий более высокую скорость реза по сравнению с 6290NX и NFF.
Характеристики:
- Известен во всем мире как лучший резак на пропане, бутане или природном газе.
- Универсальный инжектор малого давления для максимальной экономии газа.
- Латунная голова.
- Резка металла до 380 мм
- На резаки 198 модели для всех диаметров части универсальны.
| Ацетиленовые | Пропановые | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Модель 133 газового резака
Характеристики:
- Компактный резак c возможностью резки металла до 200мм.

| Ацетиленовые | Пропановые | ||||||||||||||||||||||||||||||||||||||||
|
|
Мундштук для механизированной резки.
 Ацетиленовая резка.
Ацетиленовая резка.
Характеристики:
- 6290VAX: Мундштук механизир. высокоскоростной 2 компонента, до 200мм.
| ? мундштука | Резка толщин ( мм ) | Скорость резки ( мм/мин ) | Давление кислорода | Давление ацетилена (bar) | |
|---|---|---|---|---|---|
| на подогрев (bar) | на резку (bar) | ||||
| 1VAX | 0-8 | 650 | 0.7 | 2.5-4.0 | MIN 0.015 |
| 2VAX | 8-15 | 600 | 0.7 | 5.0 | MIN 0.015 |
| 3VAX | 15-35 | 550 | 0.7 | 7.0 | MIN 0.015 |
| 4VAX | 35-75 | 450 | 0.7 | 7.0 | MIN 0.015 |
| 5VAX | 75-150 | 300 | 0. 7 7 | 7.0 | MIN 0.015 |
| 6VAX | 150-200 | 150 | 0.7 | 6.5 | MIN 0.015 |
Мундштук для механизированной резки. Пропан-бутановая резка
Характеристики:
- 6290-VVC: Мундштук механизир. высокоскоростной 2 компонента, до 250мм
- 6290-NH: Мундштук механизир. высокоскоростной 2 компонента, от 225 до 380мм
| ? мундштука | Резка толщин ( мм ) | Скорость резки ( мм/мин ) | Давление кислорода | Давление пропана (bar) | |
|---|---|---|---|---|---|
| на подогрев (bar) | на резку (bar) | ||||
| 5/0VVC | 1-4 | 750 | 0.4 | 3.0 | MIN 0,015 |
| 4/0VVC | 4-6 | 700 | 0. 5 5 | 3.0 | MIN 0,015 |
| 3/0VVC | 6-9 | 650 | 0.7 | 5.0 | MIN 0,015 |
| 00VVC | 9-12,5 | 630 | 0.7 | 5.0 | MIN 0,015 |
| 0VVC | 12.5-20 | 600 | 0.7 | 6.0 | MIN 0,015 |
| 01/2VVC | 20-35 | 550 | 0.7 | 7.0 | MIN 0,015 |
| 1VVC | 35-50 | 480 | 0.7 | 7.0 | MIN 0,015 |
| 1VVC | 50-60 | 400 | 0.7 | 7.0 | MIN 0,015 |
| 11/2VVC | 60-75 | 310 | 0.7 | 7.0 | MIN 0,015 |
| 2VVC | 75-100 | 280 | 0. 7 7 | 7.0 | MIN 0,015 |
| 2VVC | 100-125 | 240 | 0.7 | 7.0 | MIN 0,015 |
| 21/2VVC | 125-150 | 200 | 0.7 | 7.0 | MIN 0,015 |
| 3VVC | 150-175 | 180 | 0.7 | 7.0 | MIN 0,015 |
| 4VVC | 175-200 | 180 | 0.7 | 7.0 | MIN 0,015 |
| 5VVC | 200-225 | 150 | 0.7 | 6.0 | MIN 0,015 |
| 51/2VVC | 225-250 | 130 | 0.7 | 6.0 | MIN 0,015 |
| 5NH | 225-250 | 130 | 0.7 | 4.0 | MIN 0,015 |
| 6NH | 250-275 | 130 | 0. 7 7 | 4.0 | MIN 0,015 |
| 7NH | 275-300 | 120 | 0.7 | 4.0 | MIN 0,015 |
| 8NH | 300-380 | 110 | 0.7 | 4.0 | MIN 0,015 |
Мундштук для механизированной резки. OXY-MAPP/SPECIALTY GAS (метилацетилен пропандиен)
Характеристики:
- 6290-VPM : Мундштук механизир. высокоскоростной 2 компонента, до 200мм
- 6290-NHM : Мундштук механизир. высокоскоростной 2 компонента, от 200 до 300мм
| Тип мундштука | Резка толщин ( мм ) | Скорость резки ( мм/мин ) | Давление кислорода | Давление пропана (bar) | |
|---|---|---|---|---|---|
| на подогрев (bar) | на резку (bar) | ||||
| 0VPM | 1-4 | 750 | 0. 5 5 | 3.0 | MIN 0,015 |
| 1VPM | 4-8 | 700 | 0.5 | 3.0 | MIN 0,015 |
| 2VPM | 8-15 | 620 | 0.5 | 5.0 | MIN 0,015 |
| 3VPM | 15-35 | 550 | 0.5 | 7.0 | MIN 0,015 |
| 4VPM | 35-75 | 450 | 0.7 | 7.0 | MIN 0,015 |
| 5VPM | 75-150 | 250 | 0.7 | 7.0 | MIN 0,015 |
| 6VPM | 150-200 | 150 | 0.7 | 7.0 | MIN 0,015 |
| 7NHM | 200-300 | 125 | 0.7 | 4.0 | MIN 0,015 |
Металлические и стальные режущие инструменты для продажи через Интернет
Металлорежущие инструменты для механической обработки и формовки деталей
Металлорежущие инструменты необходимы на любой строительной площадке. От ранних стадий проекта до окончательной установки резцы по металлу можно использовать для создания мелких деталей, таких как гайки и болты, или более сложных форм, таких как оконные панели.
От ранних стадий проекта до окончательной установки резцы по металлу можно использовать для создания мелких деталей, таких как гайки и болты, или более сложных форм, таких как оконные панели.
Фрезы для станков делятся на три типа: одноточечные, многоточечные и абразивные. Одноточечные режущие инструменты делают именно это. Существует единственная точка контакта, например, когда ленточная пила врезается в деталь.
Многолезвийный режущий инструмент использует несколько поверхностей для выполнения разреза. Когда вы исследуете сверло или развертку, например, вы можете увидеть, что спираль имеет несколько точек или канавок. При повороте на станке режущий инструмент соприкасается с деталью во многих разных точках.
Абразивные режущие инструменты, режущие трением высокоскоростного прядения, например, на настольном шлифовальном станке. Когда колесо трется о деталь, материал изнашивается.
Ручные металлорежущие инструменты
Когда дело доходит до резки металла, вы можете использовать несколько инструментов. Чтобы максимизировать вашу эффективность при поиске идеального инструмента для вашего проекта, режущие инструменты для слесарных работ могут быть дополнительно организованы по категориям в зависимости от области применения и конструкции.
Чтобы максимизировать вашу эффективность при поиске идеального инструмента для вашего проекта, режущие инструменты для слесарных работ могут быть дополнительно организованы по категориям в зависимости от области применения и конструкции.
Зенковки и зенковки
Вы можете расширить отверстие с помощью наших зенковок и зенкеров. Они образуют полости с плоским и коническим дном, соответственно, чтобы винт мог входить в отверстие заподлицо.
Фрезы и сверла
С помощью наших резаков по металлу вы можете резать все, от арматуры до прокладок и труб. В качестве альтернативы, если вам нужно сверлить, вы можете найти шлифовальные приспособления, сверлильные индексы и быстросменные отвертки.
Фрезы
Наши фрезы эффективны, просты в использовании и долговечны. Фактически, мы создали себе репутацию лидеров отрасли, предлагая клиентам только самые надежные фрезы для продажи.
Пилы и полотна
Если вам нужен более обычный режущий инструмент, это именно та категория, которую вы ищете. От прецизионных ручек для ножей и универсальных ножей до высокопрочных ножовок и полотен для ювелирных пил — у нас есть то, что вам нужно в пилах и полотнах.
От прецизионных ручек для ножей и универсальных ножей до высокопрочных ножовок и полотен для ювелирных пил — у нас есть то, что вам нужно в пилах и полотнах.
Найдите самые прочные металлорежущие инструменты в Penn Tool Co.
Небольшие металлорежущие инструменты необходимы для механической обработки и формовки деталей. Без этих инструментов металлообрабатывающая промышленность практически не существовала бы.
Фактически, Уоррен Баффет, один из самых умных инвесторов нашего времени, купил компанию по производству режущих инструментов в 2006 году. Режущие инструменты настолько важны для производства в Соединенных Штатах, что этот бизнес стал одной из крупнейших инвестиций в портфеле Баффета.
Проще говоря, режущие инструменты — это не шутки. Сегодня они являются одними из самых ценных инструментов, доступных производителям. Однако, поскольку они ценны, вы заслуживаете надежного и знающего поставщика.
В Penn Tool Co. мы так же увлечены станкостроением, как и опытны. Мы рады любой возможности передать идеальные инструменты в нужные руки. Если вы хотите узнать больше о наших высококачественных и долговечных инструментах для машинной резки, свяжитесь с нашей командой сегодня.
Мы рады любой возможности передать идеальные инструменты в нужные руки. Если вы хотите узнать больше о наших высококачественных и долговечных инструментах для машинной резки, свяжитесь с нашей командой сегодня.
Металлорежущие фрезы — Grainger Industrial Supply
42 изделия
Эти фрезы используются для обработки заготовок из стали и стальных сплавов, например, для вырезания отверстий в электрических панелях. Их также можно использовать на нержавеющей стали, алюминии и других мягких сплавах. Кольцевые фрезы имеют полый центр и ряд режущих зубьев, аналогичных зубьям циркулярной пилы. Они вырезают отверстия, удаляя часть материала, оставляя сердцевину целой. Это ускоряет сверление и позволяет делать отверстия большего размера с помощью ручной дрели, чем это возможно с помощью стандартного сверла.
Эти фрезы используются для обработки деталей из стали и стальных сплавов, например, для вырезания отверстий в электрических панелях. Их также можно использовать на нержавеющей стали, алюминии и других мягких сплавах. Кольцевые фрезы имеют полый центр и ряд режущих зубьев, аналогичных зубьям циркулярной пилы. Они вырезают отверстия, удаляя часть материала, оставляя сердцевину целой. Это ускоряет сверление и позволяет делать отверстия большего размера с помощью ручной дрели, чем это возможно с помощью стандартного сверла.
Кольцевые фрезы имеют полый центр и ряд режущих зубьев, аналогичных зубьям циркулярной пилы. Они вырезают отверстия, удаляя часть материала, оставляя сердцевину целой. Это ускоряет сверление и позволяет делать отверстия большего размера с помощью ручной дрели, чем это возможно с помощью стандартного сверла.
Карбид-чаевые
| Загрузка … | |||||||||||||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||||||||||||
| .0068 | |||||||||||||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||||||||||||
Загрузка . .. .. | |||||||||||||||||||||||||||||||||||||||||||||||
| … | … | … | … | … | … | … | |||||||||||||||||||||||||||||||||||||||||
| . | |||||||||||||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||||||||||||
| Загрузка … |
Высокоскоростная сталь
| Загрузка … |
Сталь
Загрузка .
|