Содержание
Сталь 12Х18Н10Т: аналоги, свойства, характеристики
Характеристика стали 12Х18Н10Т
Коррозионностойкая сталь конструкционная, которая может эксплуатироваться в широком интервале температур. Поставляется в различных профилях сортового и фасонного проката, а также в виде проволоки, поковок, калиброванного прутка, толстого и тонкого листа.
Химические свойства
12Х18Н10Т – высоколегированная сталь аустенитного класса. Относится к хромоникелевым маркам, но при этом также легирована титаном. ГОСТ 5632 также строго регламентирует максимально допустимое количество технологических примесей: к примеру, молибдена в стали этой марки должно быть не более 0,50%, а для авиационной отрасли – не более 0,30%.
Химический состав стали 12Х18Н10Т по ГОСТ 5632, %
|
C
|
Si
|
Mn
|
Cr
|
Ni
|
Ti
|
S
|
P
|
|
не более 0,12
|
не более 0,80
|
не более 2,00
|
17,00…19,00
|
9,00…11,00
|
5*С .
|
не более 0,020
|
не более 0,040
|
 ..0,80
..0,80
Приблизительный состав
Физико-механические свойства
Сталь 12Х18Н10Т имеет плотность 7900 кг/м3. Обладает высокой стойкостью ко всем видам коррозии. Устойчива против окисления на воздухе, под воздействием кислотно-щелочных сред и продуктов сгорания топлива при температурах до +500˚С (работа в условиях частой смены теплового воздействия) и до +600˚С при постоянной работе.
Данная марка стали относится к свариваемым материалам. Изделия с толщиной стенки более 6 мм после сварки необходимо закалить с нагревом до 1000±10˚С с последующим охлаждением в воде. В закаленном состоянии сталь хорошо воспринимает пластические деформации. Также 12Х18Н10Т хорошо поддается формовке в горячем состоянии при нагреве до 850…1180˚С, но в таком случае последующее охлаждение осуществляется на воздухе. Однако обработка резанием у данной стали удовлетворительная.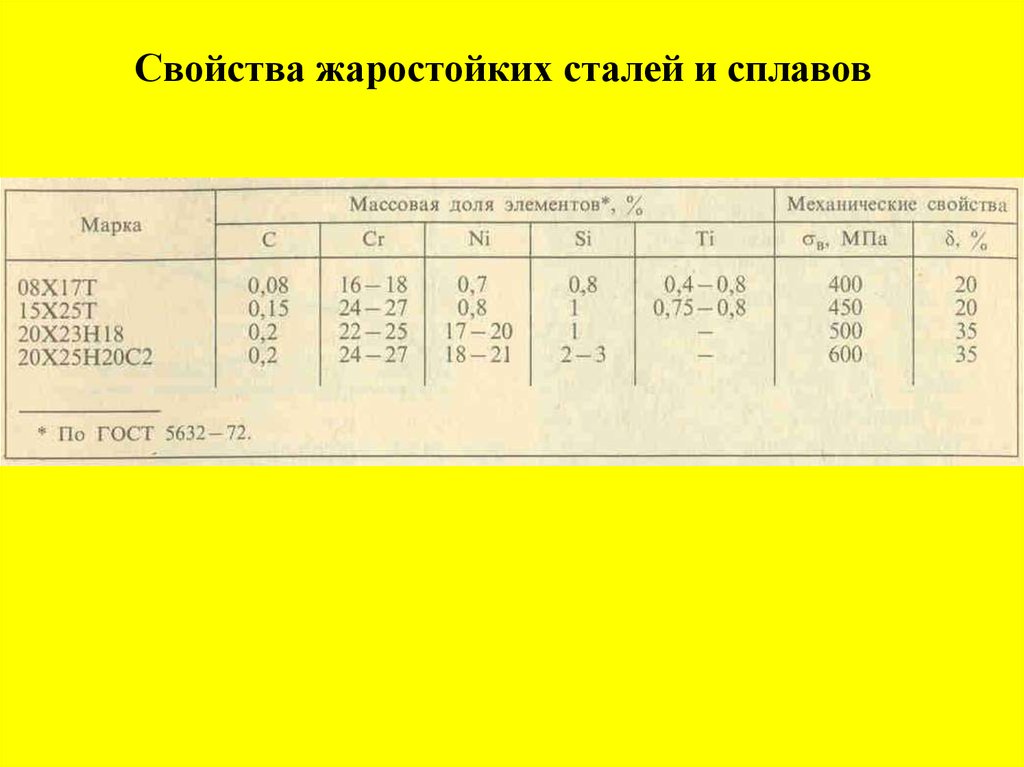
Механические свойства толстолистовой стали 12Х18Н10Т в соответствии с ГОСТ 7350
|
Режим термической обработки
|
Временное сопротивление σв, Н/мм2, не менее
|
Предел текучести σт, Н/мм2, не менее
|
Относительное удлинение δ5, %, не менее
|
|
Закалка при 1000-1080°С, охлаждение в воде или на воздухе
|
530
|
235
|
38
|
Применение
Сталь марки 12Х18Н10Т широко применяется в промышленности как жаропрочный, жаростойкий и коррозионностойкий материал. Она востребована при изготовлении:
- газовых турбин;
- турбокомпрессоров;
- лабораторной посуды;
- пароперегревательных и капиллярных труб;
- сварных колец и аппаратов, работающих в агрессивных средах;
- крепежных деталей.


Рекомендуется для изготовления металлоконструкций и элементов оборудования пищевой и химической промышленности, не испытывающих ударные нагрузки и рассчитанных на эксплуатацию при температурах от -196 °С до 600 °С.
Аналоги стали 12Х18Н10Т в международной практике
|
Австралия
|
321
|
|
Евросоюз
|
1.4541, 1.4878, X10CrNiTi18-10, X6CrNiTi18-10KT
|
|
КНР
|
0Cr18Ni10Ti, 0Cr18Ni11Ti, 0Cr18Ni9Ti, 1Cr18Ni11Ti, H0Cr20Ni10Ti
|
|
США
|
321, 321H, S32100, S32109
|
|
Япония
|
SUS321
|
Труба нержавеющая 12х18н10т имеет хорошие эксплуатационные свойства
Труба нержавеющая 12х18н10т имеет хорошие эксплуатационные свойства | Глобус Сталь
Главная
Полезные статьи
Труба нержавеющая 12х18н10т имеет хорошие эксплуатационные свойства
Среди большинства аналогичных изделий труба нержавеющая 12х18н10т считается самой востребованной, чему в немалой степени способствует невысокая цена и хорошие технические характеристики. В принципе, на цену большое влияние оказывает наличие или отсутствие сварного шва – бесшовные нержавеющие трубы стоят дороже, поскольку они более надежные и безопасные, гарантируют отсутствие протечек во время эксплуатации.
В принципе, на цену большое влияние оказывает наличие или отсутствие сварного шва – бесшовные нержавеющие трубы стоят дороже, поскольку они более надежные и безопасные, гарантируют отсутствие протечек во время эксплуатации.
Характеристики материала
Нержавеющая сталь марки 12х18н10т является жаропрочной и принадлежит к классу аустенитных. Ее основные параметры, рекомендации по использованию, а также химический состав определены в соответствующем ГОСТе. Зарубежным аналогом считается сталь AISI 321. Химический состав такой (в процентах):
- титан – 0,8;
- медь – 0,3;
- никель – 9-11;
- сера – 0,02;
- фосфор – 0,035;
- марганец – 2,0;
- хром – 17-19;
- углерод – 0,12.
Нержавеющий металл 12х18н10т отличается хорошей пластичностью, термической и коррозионной стойкостью, ударной вязкостью. Но даже такие отличные характеристики можно улучшить, если подвергнуть трубы закалке. Правда, при этом могут несколько снизиться другие параметры – твердость и прочность. Магнитные свойства отсутствуют полностью. Нержавеющие трубы из металла 12х18н10т обрабатываются легко, а свариваться могут различными способами. Для лучшего противостояния коррозии их можно стабилизировать, добавив титан.
Правда, при этом могут несколько снизиться другие параметры – твердость и прочность. Магнитные свойства отсутствуют полностью. Нержавеющие трубы из металла 12х18н10т обрабатываются легко, а свариваться могут различными способами. Для лучшего противостояния коррозии их можно стабилизировать, добавив титан.
Применение труб
Невысокая цена и хорошие эксплуатационные свойства сделали возможным использование трубы из стали 12х18н10т в различных отраслях – машиностроении, строительстве, химической, нефтяной, газовой, целлюлозно-бумажной, в производстве рекламных конструкций. Изготавливают трубы из нержавейки, согласно ГОСТ, посредством волочения, ковки, прессования, прокатки. Но это бесшовные, а сварные получают свариванием листового железа по всей длине.
Бесшовные трубы рекомендуется применять для строительства особо ответственных трубопроводов, потому что отсутствие шва является гарантией абсолютной герметичности. Именно это обстоятельство является решающим при их выборе для трубопроводов, по которым транспортируются агрессивные химические жидкости и газы, продукты переработки нефти и прочие опасные элементы. Также труба нержавеющая 12х18н10т часто используется в отопительных системах, поскольку хорошо противостоит коррозии и хорошо переносит высокую температуру.
Также труба нержавеющая 12х18н10т часто используется в отопительных системах, поскольку хорошо противостоит коррозии и хорошо переносит высокую температуру.
Смотрите также:
- Труба нержавеющая 40 мм оптом
- Поставка нержавеющих труб в любом объеме
- Сколько стоит лист нержавейки и от чего зависит ее стоимость
Возврат к списку
Новости
Особенности сварки нержавеющей стали 12Х28Н10Т от производителя Электровек-сталь/Эвек
Общая характеристика
Сталь марки 12х18н10т относится к хорошо свариваемым материалам. Однако необработанный после сварки шов будет подвержен межкристаллитной коррозии. Развивается только в зоне термического влияния, где температура составляет 500-800°С. Из стали в этом критическом температурном режиме выпадают карбиды хрома по границам зерен аустенита. Это может вызвать неблагоприятные последствия во время использования. Более прочный шов достигается с помощью особого способа сварки, исключающего или существенно уменьшающего влияние карбидных отложений в сварном шве.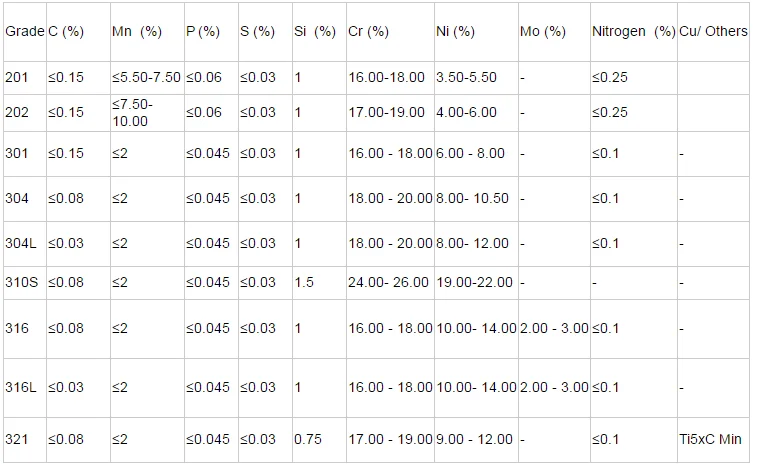
Особенности
При сварке нержавеющей стали аустенитного типа важно отметить, что он имеет существенные отличия физических характеристик от свойств углеродистой стали. Его коэффициент теплового расширения примерно на 50 % выше, а удельное сопротивление почти в шесть раз больше при на 100 °C ниже точки плавления, теплопроводность составляет примерно одну треть от того же углерода.
Методы сварки
Ручная дуговая сварка чаще всего применяется при толщине материала более 1,5 мм. Вольфрамовый электрод для дуговой сварки в среде инертного газа (TIG) используется для сварки тонких листов и труб. Еще один способ дуговой сварки плавящимся электродом в среде инертного газа. Такой метод, как импульсно-дуговая сварка в среде инертного газа плавящимся электродом, применяется для сварки листов толщиной около 0,8 мм. Сварка короткой дугой плавящимся электродом в среде инертного газа применяется для соединения металлических листов толщиной 0,8-3 мм. Более широко применяется плазменно-дуговая сварка — толщина листа здесь не имеет особого значения.
Окончательная обработка сварных швов
После сварки на поверхности шва остается пористый оксидный слой, содержащий карбиды хрома. Этот слой вызывает коррозию пораженных сварных швов. Кроме того, в основном материале ниже этого слоя снижается содержание хрома. Для повышения коррозионной стойкости рыхлый верхний слой и зону с пониженным содержанием хрома удаляют различными методами.
Методы механической обработки
К ним относятся шлифовальные ленты, круги, щетки из нержавеющей стали и дробеструйной стали. Обратите внимание, что инструмент для обработки углеродистой стали нельзя использовать для обработки нержавеющей стали. При обработке углеродистой стали используйте стальную дробь или песок.
Травление
Считается наиболее эффективным методом постобработки сварных швов. Если травление выполнено правильно — это дает возможность снять и рыхлый верхний слой, и участок с меньшим содержанием хрома. Травление выполняется с помощью поверхностного покрытия или погружения в раствор или пасту для покрытия. Обычно при травлении используют смесь кислот в следующих пропорциях: 8-20% HNO 3 и 0,5-5% HF в воде. Время травления зависит от концентрации кислоты, температуры, толщины, масштаба и вида проката.
Обычно при травлении используют смесь кислот в следующих пропорциях: 8-20% HNO 3 и 0,5-5% HF в воде. Время травления зависит от концентрации кислоты, температуры, толщины, масштаба и вида проката.
Купить, цена
Ассортимент изделий из нержавеющей стали на складе компании «Электровент-сталь» соответствует международным стандартам качества. Широкий выбор товаров любых параметров, исчерпывающие консультации наших менеджеров, доступные цены и своевременная доставка определяют лицо нашей компании. Принимаем оптовые и розничные заказы. При оптовых закупках действует система скидок.
Особенности лазерной обработки коррозионно-стойких сталей аустенитного и карбидного классов
[1]
Григорьянц А.Г., и А.Н. Сафонов, Лазерная техника и технологии. Основы лазерного термического упрочнения сплавов, Москва: Высшая школа, 6 (1988) 420.
[2]
Коваленко В.С., и соавт. Упрочнение деталей лазерным лучом, Киев: Методика, (1981).
[3]
Лахтин Ю.М., Тарасова Т.В. Поверхностное упрочнение коррозионностойких сталей лазерным излучением. М.: Машиностроение, 1984.
[4]
Тарасова Т.В. Перспективы использования лазерного излучения для повышения износостойкости коррозионностойких сталей, Металловедение и термическая обработка металлов, 6 (2010) 54-58.
DOI: 10.1007/s11041-010-9268-8
[5]
Белашова И.С. Модификация поверхности инструментальных сталей с помощью лазерного нагрева, Высокие технологии, 10 (2004) 36.
[6]
Тарасова Т.В. и др. Лазерная термическая обработка коррозионностойкой стали 12х18н10т, Материалы xix международного симпозиума «Динамические и технологические проблемы механики конструкций и сплошных сред» им. А.Г. Горшкова, (2013).
[7]
Т.